Embed Size (px)
Citation preview
QUELS CONTRÔLES POUR LA STÉRILISATION À LA
VAPEUR D’EAU EN 2005 ?
Dr Dominique GOULLET, LyonDr Dominique BRIQUELER, CannesDr Francis BENOIT, NancyM. Pierre CHANOURDIE, Cahors

Test de vide
= TEST D ’ETANCHEITE= TEST DE FUITE
Test de videIntérêt
• Le test de vide permet d ’évaluer l ’étanchéité du stérilisateur vapeur
Test de videMoyen de réalisation
• Pour un stérilisateur conforme à la norme NF EN 285, il possède un cycle préprogrammé :
• Ce cycle comporte 3 phases:- descente en vide voisin de 70 mbar- analyse de la variation du vide maintenu sur 10 minutes- remontée à la pression atmosphérique
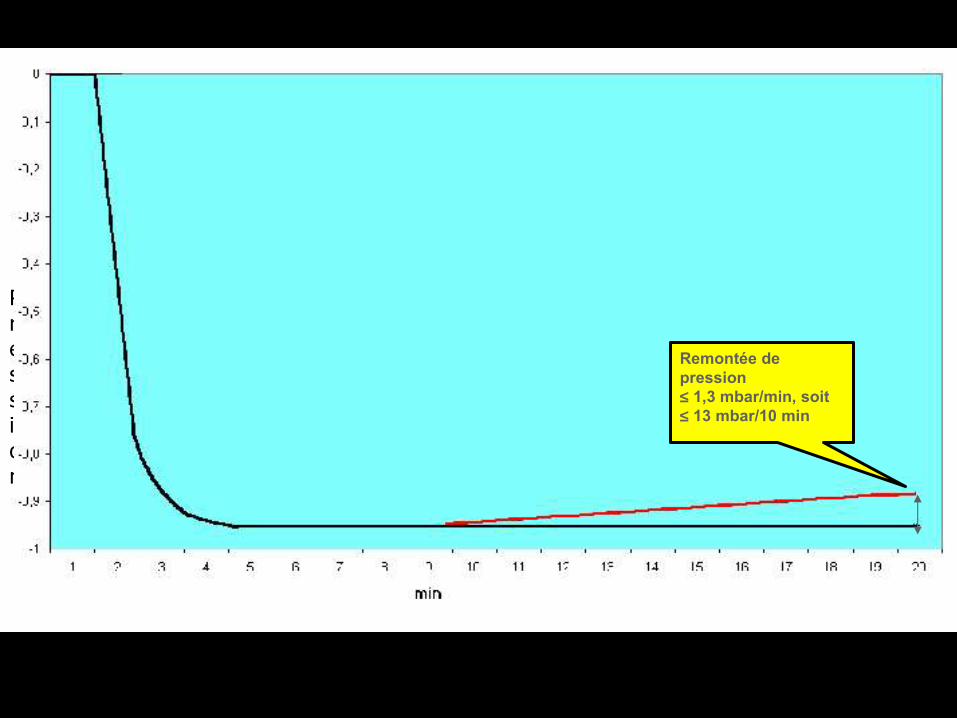
Remontée de pression ≤ 1,3 mbar/min, soit≤ 13 mbar/10 min
Pression
Test de videMéthode d ’interprétation
• Le processeur du stérilisateur analyse la variation de la pression, sur 10 minutes.
• La variation de pression ne doit pas être supérieure à 1.3 mbar par minute, soit 13 mbar pour les 10 minutes.
Test de videAvantages
• Ce test à son intérêt pour évaluer l’étanchéité, notamment :– en début de journée, avant un BD– après un BD défectueux, pour valider
l’hypothèse de fuite– après une intervention sur la chambre, en lien
avec l’étanchéité ,par exemple changement de joint de porte, de vanne de purge
Test de videInconvénients
• Le stérilisateur doit être équipé du cycle préprogrammé, pour réaliser ce test
• Il peut être réalisé de façon « manuelle », mais il sera difficilement reproductible
Test de vide Conduite à tenir en cas de défaut
• Un test de vide non conforme interdit l’utilisation du stérilisateur .
• Les causes de non étanchéité sont recherchées
• La remise en service du stérilisateur sera faite, après un test de vide conforme

Les tests de pénétration de vapeur
• Ils restent obligatoires (BPPH et NF EN 554)
• Mais il n ’y a pas que le test de Bowie-Dick !
Les tests de pénétration de vapeur
• 1- Le test classique
On ne le fait plus ! Sauf :
– visée pédagogique– en cas de grosse contestation
Les tests de pénétration de vapeur
Intérêt Moyen deréalisation
Fréquenceconseillée
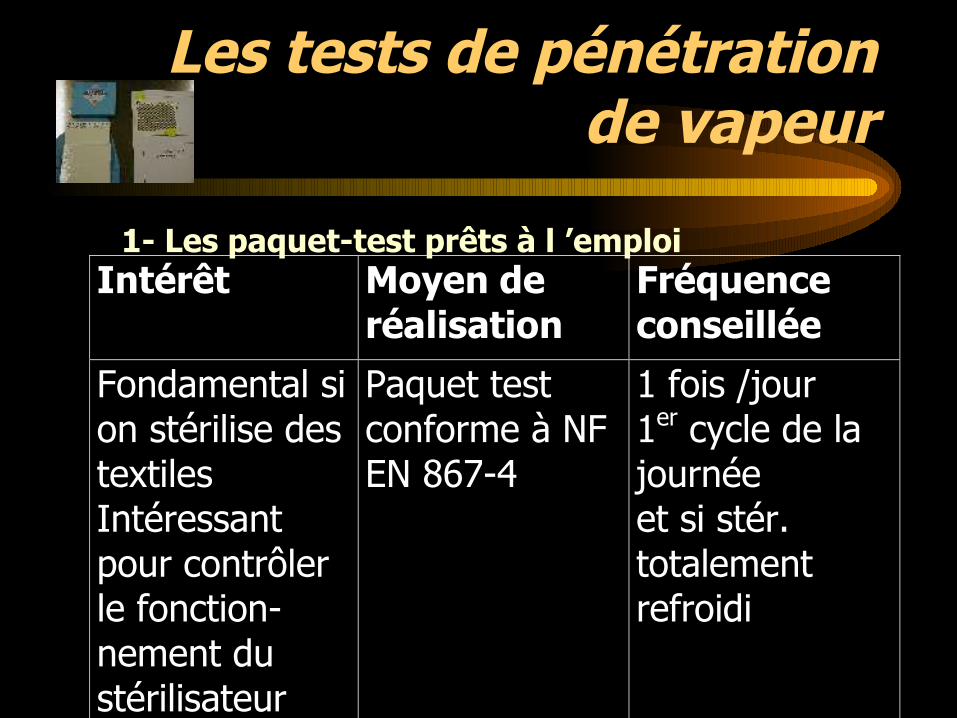
Fondamental sion stérilise destextilesIntéressantpour contrôlerle fonction-nement dustérilisateur
Paquet testconforme à NFEN 867-4
1 fois /jour1er cycle de lajournéeet si stér.totalementrefroidi
1- Les paquet-test prêts à l ’emploi
Les tests de pénétration de vapeur
Méthoded’interprétation
Avantages Inconvénients
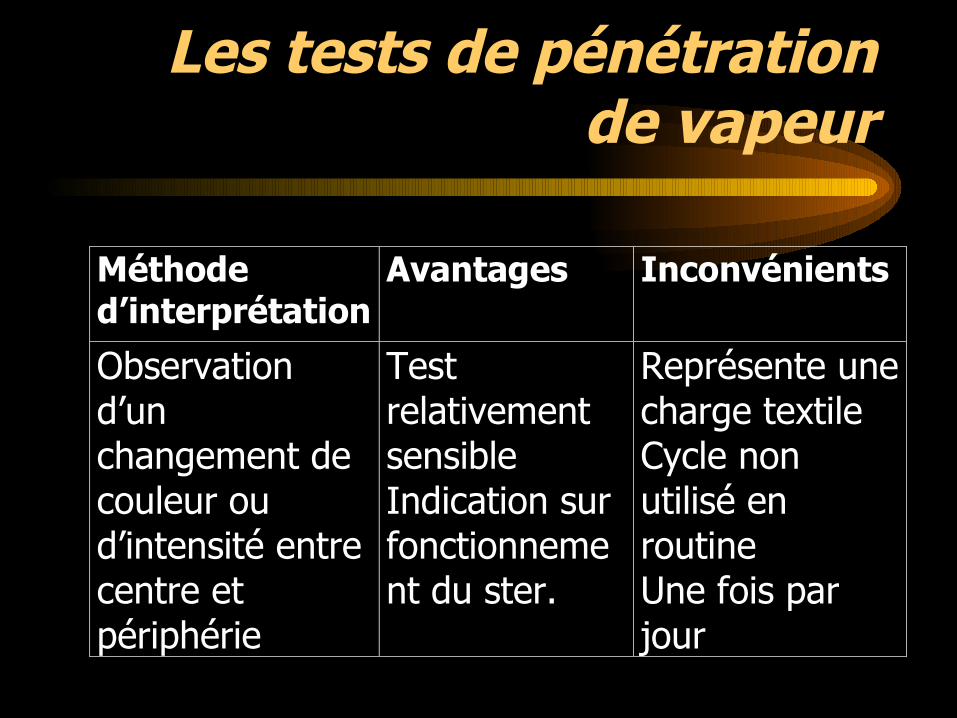
Observationd’unchangement decouleur oud’intensité entrecentre etpériphérie
TestrelativementsensibleIndication surfonctionnement du ster.
Représente unecharge textileCycle nonutilisé enroutineUne fois parjour

Les tests de pénétration de vapeur
• Conduite à tenir en cas de mise en évidence de défaut– éventuellement recommencer le test si
douteux– rechercher causes (joint, clapet, pompe à
vide…)– si ce n ’est pas le joint qui a claqué pendant
le cycle : rapatrier ce qui a été stérilisé la veille...
Les tests de pénétration de vapeur
Intérêt Moyen deréalisation
Fréquenceconseillée
Moyen demesure et nond’appréciationsubjective
Appareil ETS Comme lesautres BD
2- L ’ ETS
Les tests de pénétration de vapeur
M é t h o d ed ’ i n t e r p r é t a t i o n
A v a n t a g e s In c o nv é n i e n t s
L e c t u r e d e sd i o d e s o u d ug r a p h i q u e
F o n d é s u rm es u r e e t n o ns u ra p p r é c i a t i o n
C o û t e u xN e c o n v i en t p a sà t s l e s a p p a r ei l s1 /j o u r

Les tests de pénétration de vapeur
• Conduite à tenir en cas de mise en évidence de défaut– Comme précédemment

= Dispositifs d ’épreuve = Process Challenge Device
• test Helix décrit dans NF EN 867-5(GKE)
• Le « Goubanne »(Metrolog)
Les tests de pénétration de vapeur
Les tests de pénétration de vapeur
I nt é r ê t M o y e n d er é a l i s a t i o n
F r é q ue nc ec o ns e i l l é e
R e p r é se n t e n tl a c h a r g est é r i l i sé e
In d i c a t e u rp h y s. C h i m .o u c a p t e urt ° / p °
M i n i m um1 / j o u rO p t i m a l 1 / c yc l e
Les tests de pénétration de vapeur
Méthoded’interprétation
Avantages Inconvénients
Lecture del’indicateurLecture desrésultats donnéspar le logiciel
Test le cycleinstrumentsRésultat àchaque cycleGagne 1 cycle/j
Non valablepour textilesCoût +/-
Les tests de pénétration de vapeur
• Conduite à tenir en cas de mise en évidence de défaut– Faire venir le technicien de maintenance
NORME NF EN ISO 14 937 Relative à l’enregistrement des activités de validation, de surveillance, et de contrôles de routine.NORME EN 554 en cours de révision, pour réintégrer NF EN ISO 149 37.NORME EN 285 : Sondes étalonnées indépendantes du système de régulation
• p

• L’enregistrement des paramètres de stérilisation permet d’établir un dossier de validation des charges (traçabilité du procédé)
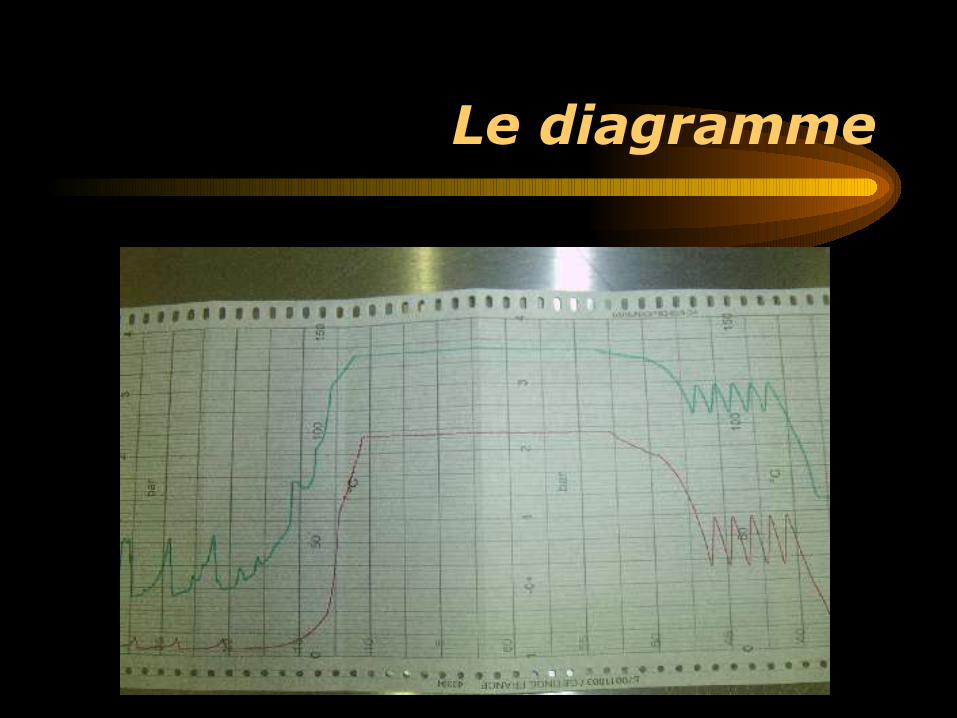
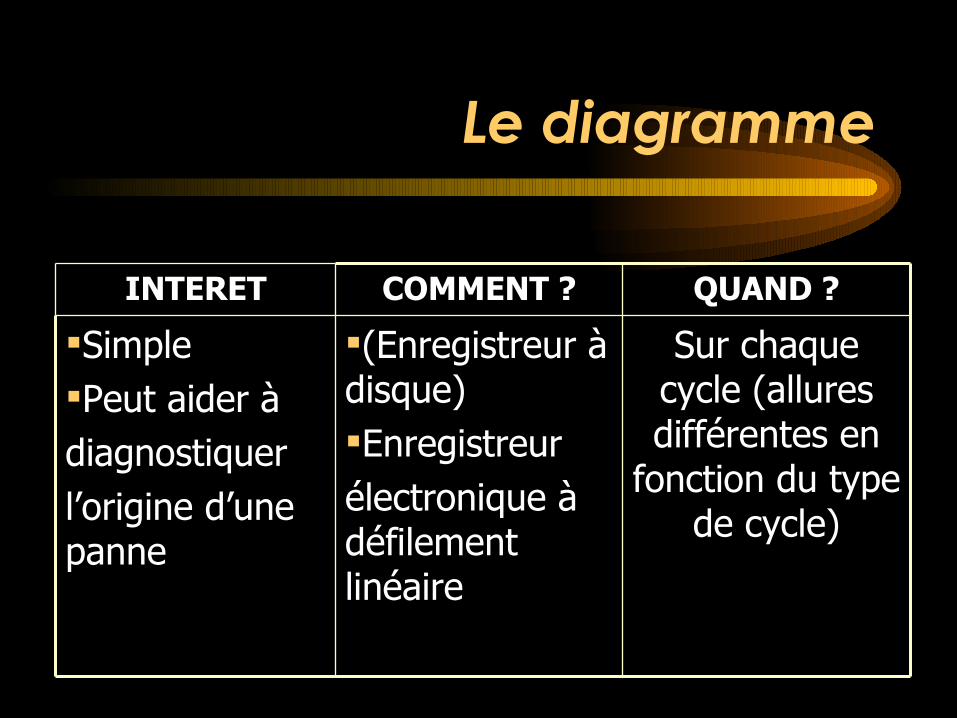
Le diagramme
Le diagramme
Sur chaque cycle (allures différentes en
fonction du type de cycle)
(Enregistreur à disque)Enregistreur électronique à défilement linéaire
SimplePeut aider à diagnostiquer l’origine d’une panne
QUAND ?COMMENT ?INTERET
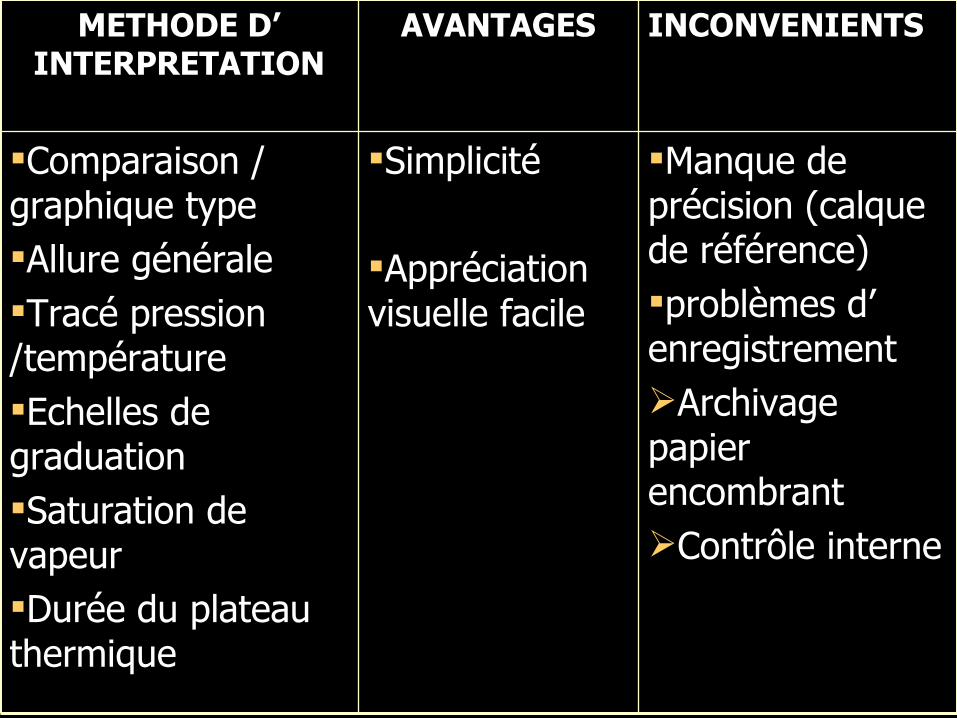
Manque de précision (calque de référence)problèmes d’ enregistrementArchivage papier encombrantContrôle interne
Simplicité
Appréciation visuelle facile
Comparaison / graphique type Allure généraleTracé pression /températureEchelles de graduationSaturation de vapeurDurée du plateau thermique
INCONVENIENTSAVANTAGESMETHODE D’ INTERPRETATION
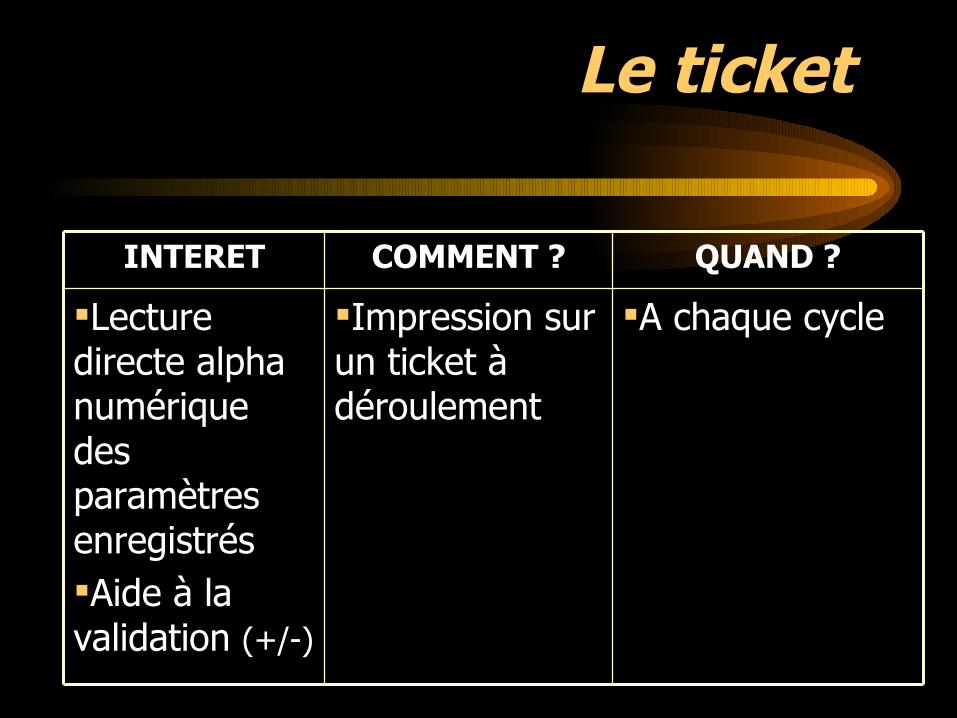
Le ticket
A chaque cycleImpression sur un ticket à déroulement
Lecture directe alpha numérique des paramètres enregistrésAide à la validation (+/-)
QUAND ?COMMENT ?INTERET

Moins visuelDécompte du temps parfois fastidieuxLecture plus ou moins facile (impression ou mauvais déroulement)Pas de contrôle interne
Peu de risque d’erreur d’interprétationAide à la validation
Comparaison avec un ticket de référence Par calcul du temps écoulé pour chaque phase du cycleValidation +/- en clair
INCONVENIENTSAVANTAGESMETHODE D’INTERPRETA-
TION
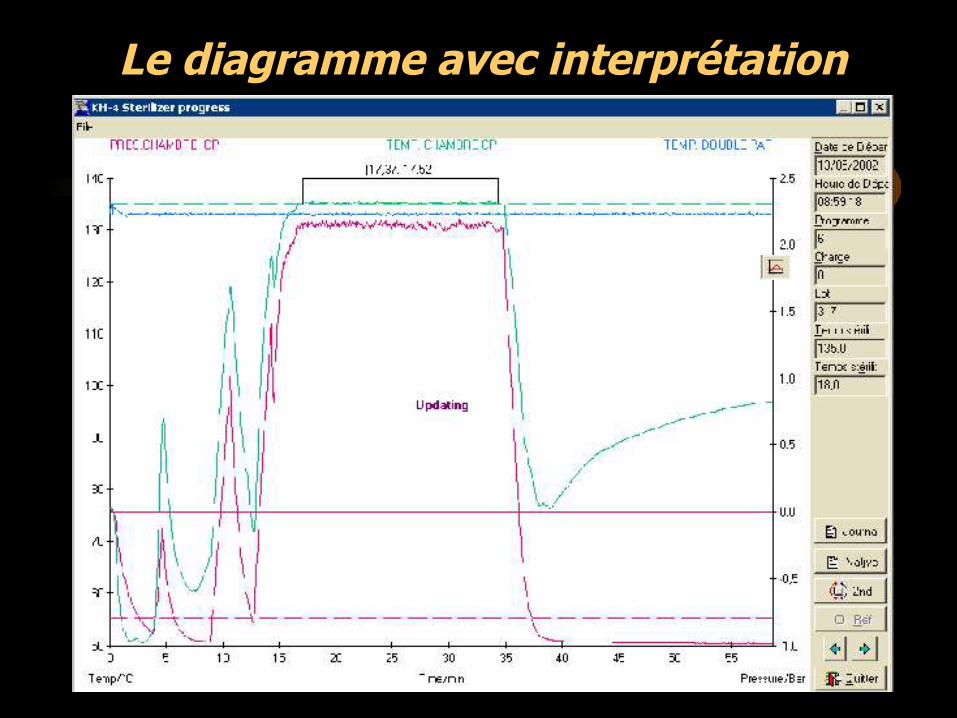
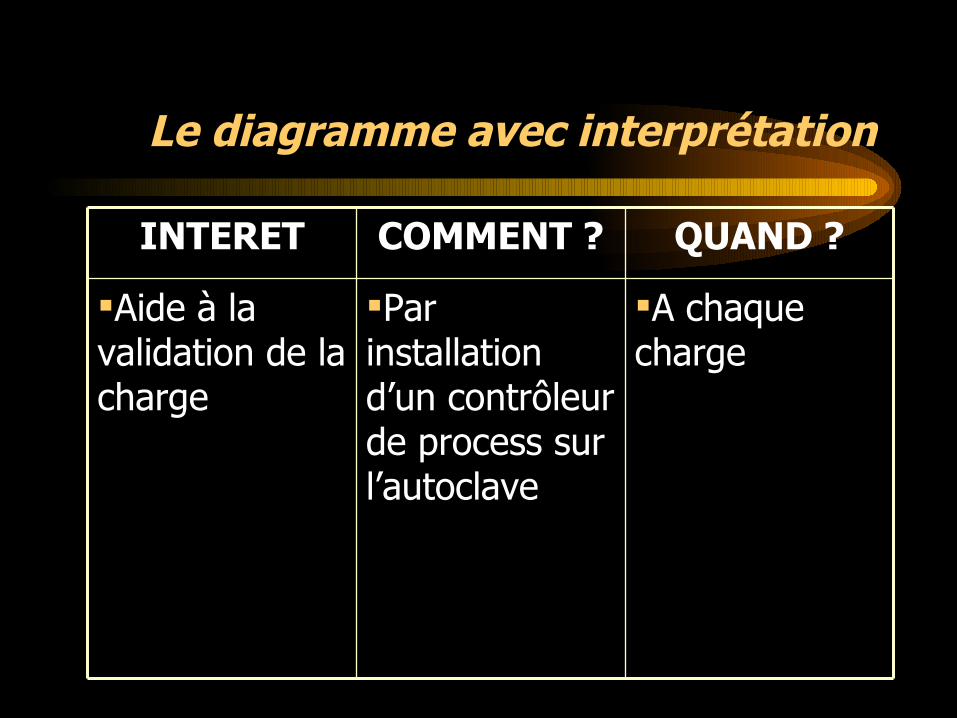
Le diagramme avec interprétation
Le diagramme avec interprétation
A chaque charge
Par installation d’un contrôleur de process sur l’autoclave
Aide à la validation de la charge
QUAND ?COMMENT ?INTERET
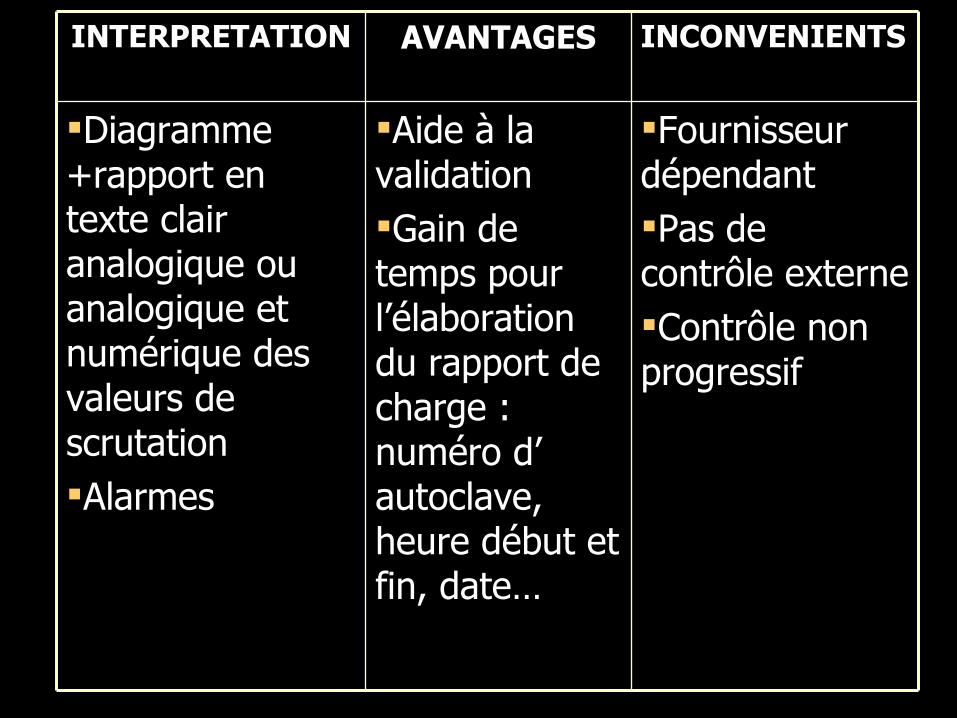
Fournisseur dépendantPas de contrôle externeContrôle non progressif
Aide à la validationGain de temps pour l’élaboration du rapport de charge : numéro d’ autoclave, heure début et fin, date…
Diagramme +rapport en texte clair analogique ou analogique et numérique des valeurs de scrutation Alarmes
INCONVENIENTSAVANTAGESINTERPRETATION
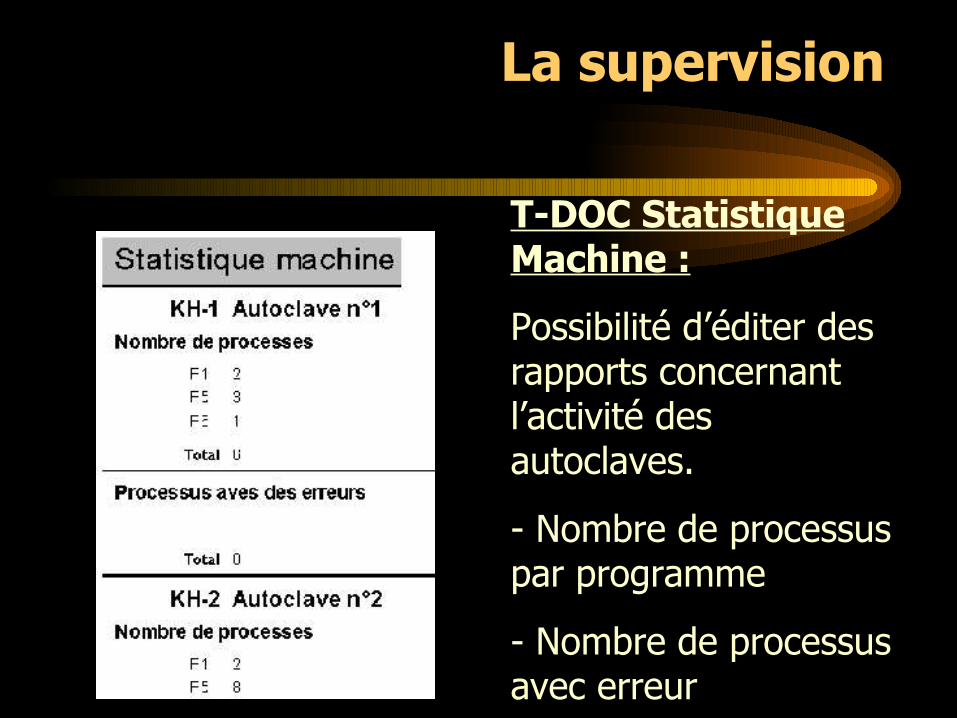
La supervision
T-DOC Statistique Machine :
Possibilité d’éditer des rapports concernant l’activité des autoclaves.
- Nombre de processus par programme
- Nombre de processus avec erreur
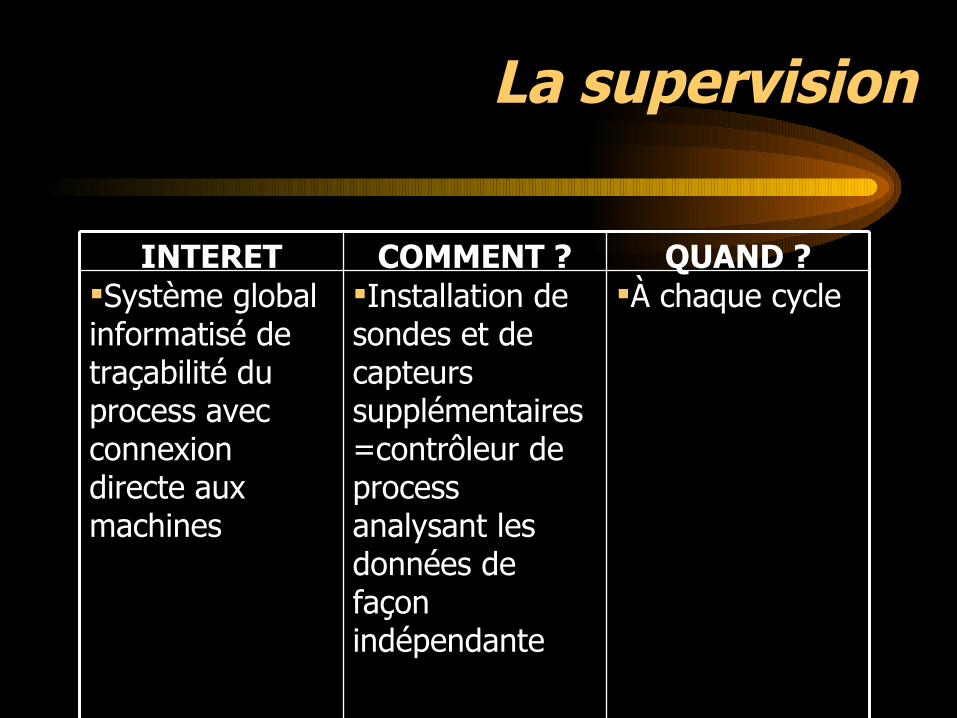
La supervision
À chaque cycleInstallation de sondes et de capteurs supplémentaires=contrôleur de process analysant les données de façon indépendante
Système global informatisé de traçabilité du process avec connexion directe aux machines
QUAND ?COMMENT ?INTERET
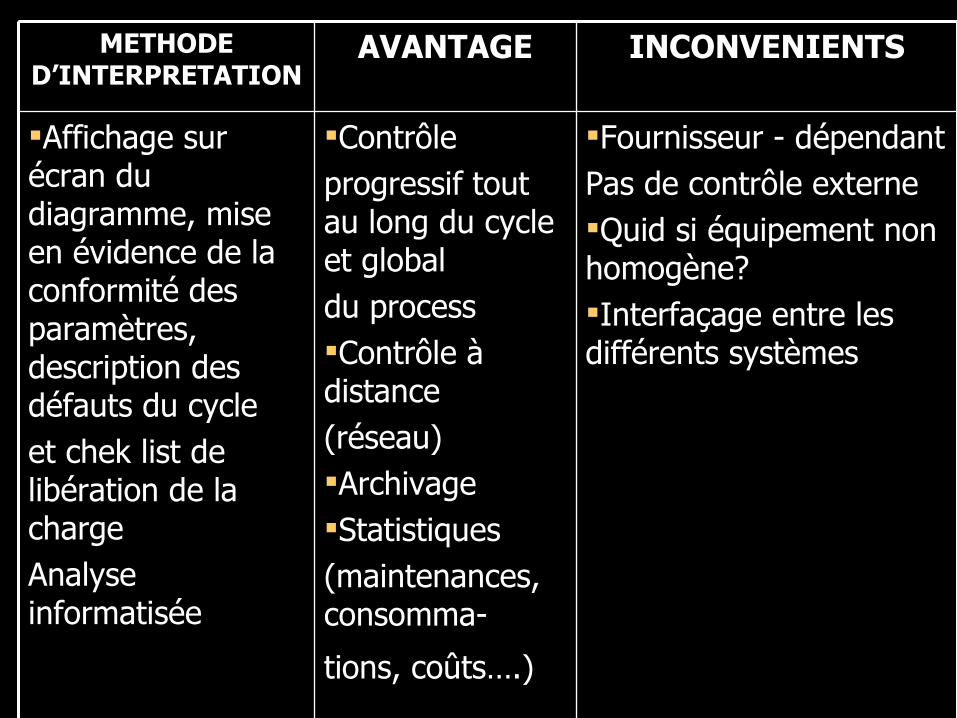
Fournisseur - dépendantPas de contrôle externeQuid si équipement non homogène?Interfaçage entre les différents systèmes
Contrôleprogressif tout au long du cycle et globaldu processContrôle à distance(réseau)Archivage Statistiques(maintenances, consomma-
tions, coûts….)
Affichage sur écran du diagramme, mise en évidence de la conformité des paramètres, description des défauts du cycleet chek list de libération de la charge Analyse informatisée
INCONVENIENTSAVANTAGEMETHODE D’INTERPRETATION
Conduite à tenir en cas de mise en évidence de défauts lors de
l ’enregistrement des paramètres
Evaluer la qualité du plateau (134 °C- 18 min.)
Vérifier la charge si problèmes en amont ou en aval du plateau (siccité, état des sachets…),ainsi que la correspondance température/pression (table de REGNAULT)
Evaluer l’origine du défaut (autoclave ou enregistrement ?)
Evaluer le degré d’urgence de la récupération de la charge par les services
Faire intervenir les services biomédicaux
Les indicateurs d ’exposition
Les indicateurs d ’exposition
• « Les produits qui n’ont pas encore été stérilisés doivent pouvoir être clairement distingués de ceux qui l’ont été »
(Bonnes pratiques de Fabrication et de Production Pharmaceutique)
Les indicateurs d ’exposition
• Indicateurs de passage ou d’exposition = indicateurs physico-chimiques = indicateurs de procédé de classe A
• NORME NF EN 867-1 et ISO11 140 – 1
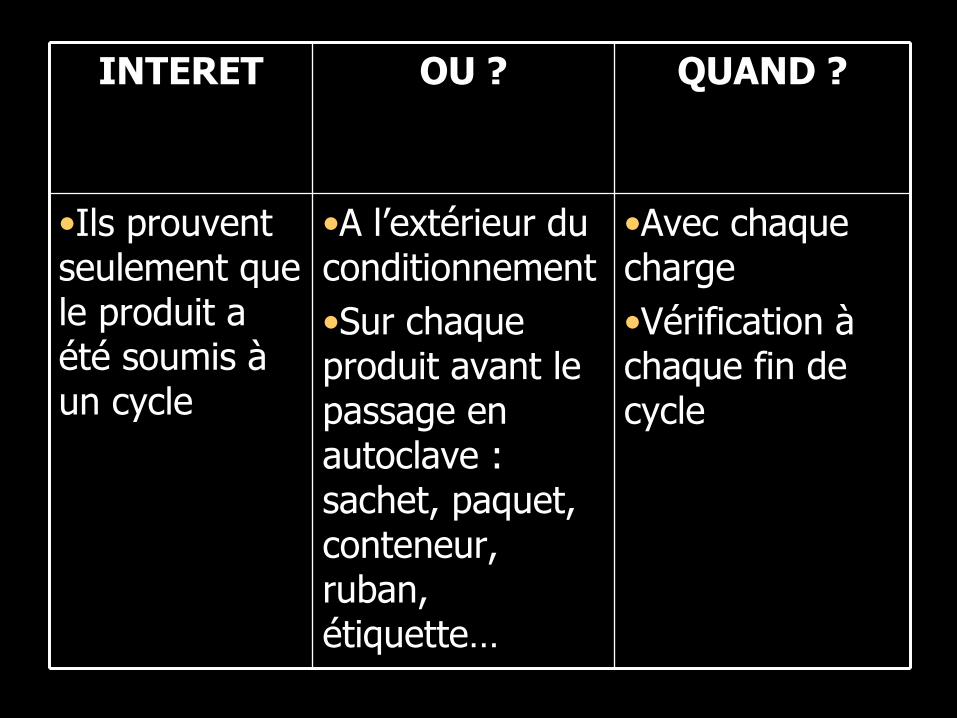
•Avec chaque charge•Vérification à chaque fin de cycle
•A l’extérieur du conditionnement•Sur chaque produit avant le passage en autoclave : sachet, paquet, conteneur, ruban, étiquette…
•Ils prouvent seulement que le produit a été soumis à un cycle
QUAND ?OU ?INTERET
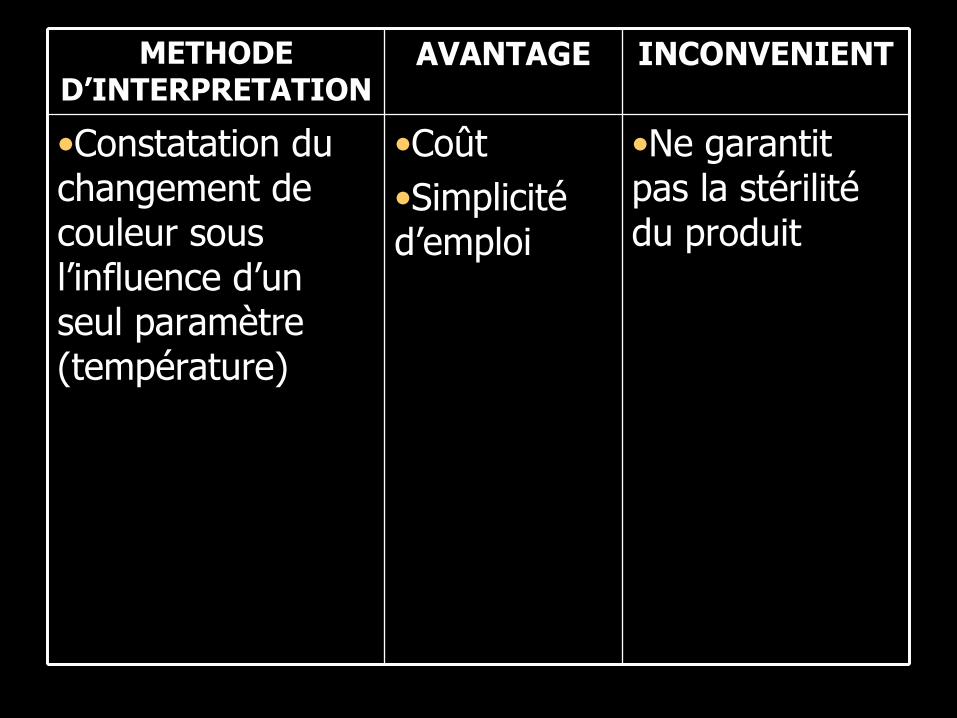
•Ne garantit pas la stérilité du produit
•Coût•Simplicité d’emploi
•Constatation du changement de couleur sous l’influence d’un seul paramètre (température)
INCONVENIENTAVANTAGEMETHODE D’INTERPRETATION
Conduite à tenir en cas de mise en évidence de défaut
Les dm ne sont pas passés dans le stérilisateurProblème grave dans le processSavoir évoquer un dysfonctionnement de l’indicateur : mauvaise conservation
péremption lot défectueux …

Les indicateurs multiparamétriques
• Quels indicateurs ?
Selon la norme EN 867-1 Classe D : indicateurs multi paramètriques ou « à variable multiple
Selon la norme ISO 11 140 - 1 Classe 5 : indicateurs d’intégrationClasse 6 : indicateurs d’émulation ou de vérification de cycle
Les indicateurs multiparamétriques
• Sont ils obligatoires ?
- Selon EN 554 : non- Mais le guide de BPS le propose comme contrôle de routine : BD + diagramme + indicateurs multi paramètriques = 3 contrôles fondamentaux
Les indicateurs multiparamétriques
• Quels types d’indicateurs choisir ?
Puisque le cycle utilisé est un cycle de surdestruction thermique, il est logique d’utiliser des indicateurs de classe 6 qui prouvent que les conditions préconisées ont été atteintes.

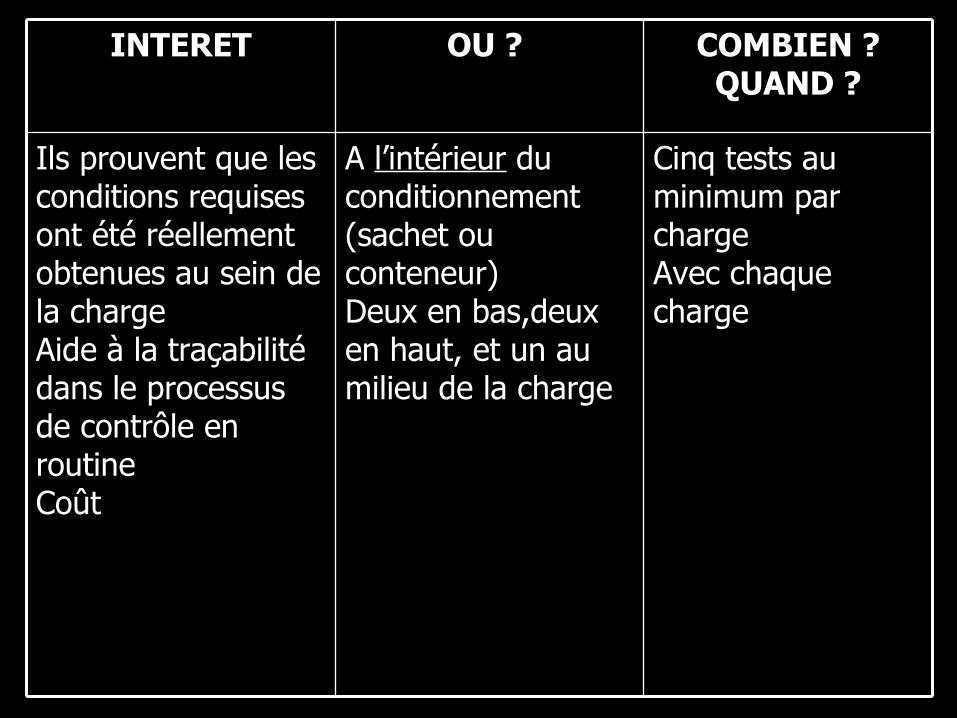
Cinq tests au minimum par chargeAvec chaque charge
A l’intérieur du conditionnement (sachet ou conteneur)Deux en bas,deux en haut, et un au milieu de la charge
Ils prouvent que les conditions requises ont été réellement obtenues au sein de la chargeAide à la traçabilité dans le processus de contrôle en routine Coût
COMBIEN ?QUAND ?
OU ? INTERET
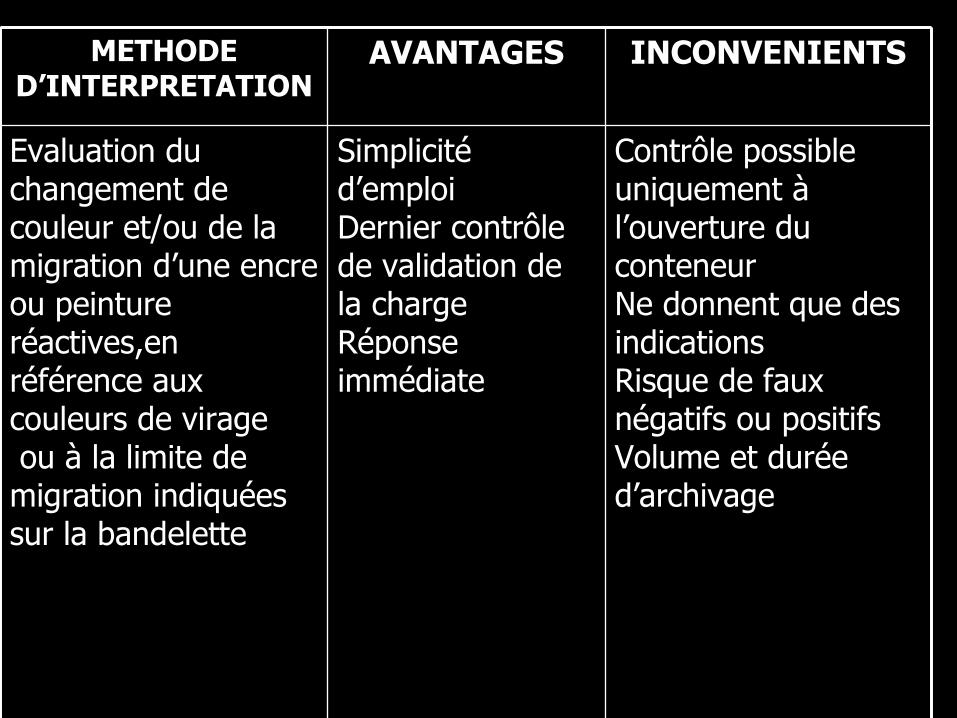
Contrôle possible uniquement à l’ouverture du conteneurNe donnent que des indicationsRisque de faux négatifs ou positifsVolume et duréed’archivage
Simplicité d’emploiDernier contrôle de validation de la chargeRéponse immédiate
Evaluation du changement de couleur et/ou de la migration d’une encre ou peinture réactives,en référence aux couleurs de virage ou à la limite de migration indiquées sur la bandelette
INCONVENIENTSAVANTAGESMETHODE D’INTERPRETATION
Les indicateurs multiparamétriques
• Conduite à tenir en cas de mise en évidence de défaut
distinguer LES CAUSES « VRAIES » :- pas de pénétration de vapeur (conteneurs mal empilés)- température de référence non atteinte (pas de validation)- choix non adapté de l’indicateur en fonction du cycle ou problème sur un lot
DES CAUSES FAUSSES :- couleur erratique (condensation, contact avec les instruments)
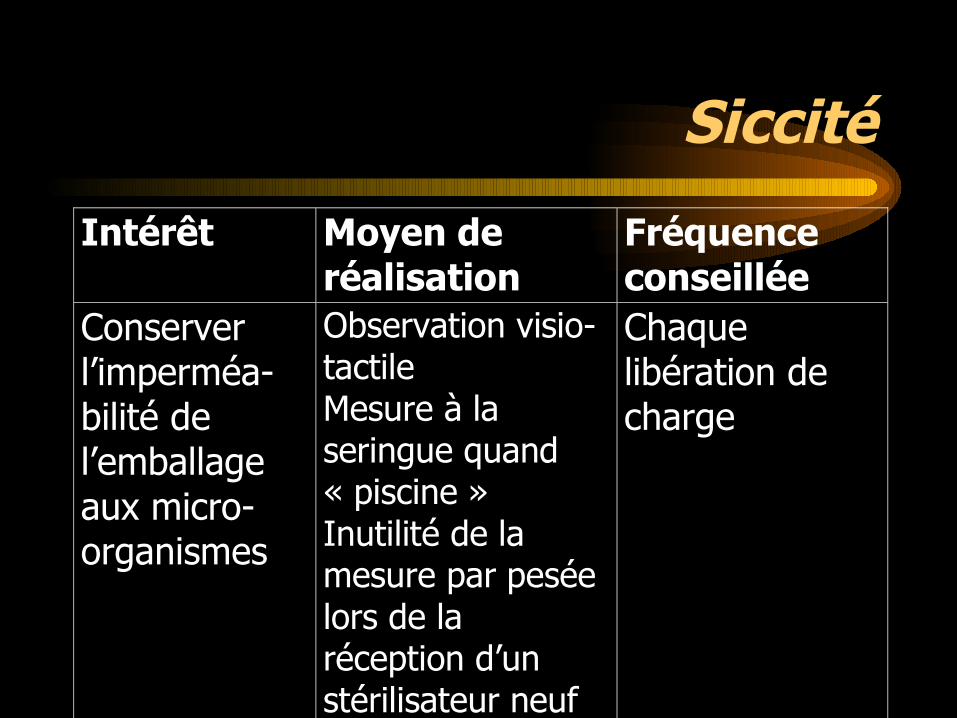
Siccité
Intérêt Moyen deréalisation
Fréquenceconseillée
Conserverl’imperméa-bilité del’emballageaux micro-organismes
Observation visio-tactileMesure à laseringue quand« piscine »Inutilité de lamesure par peséelors de laréception d’unstérilisateur neuf
Chaquelibération decharge
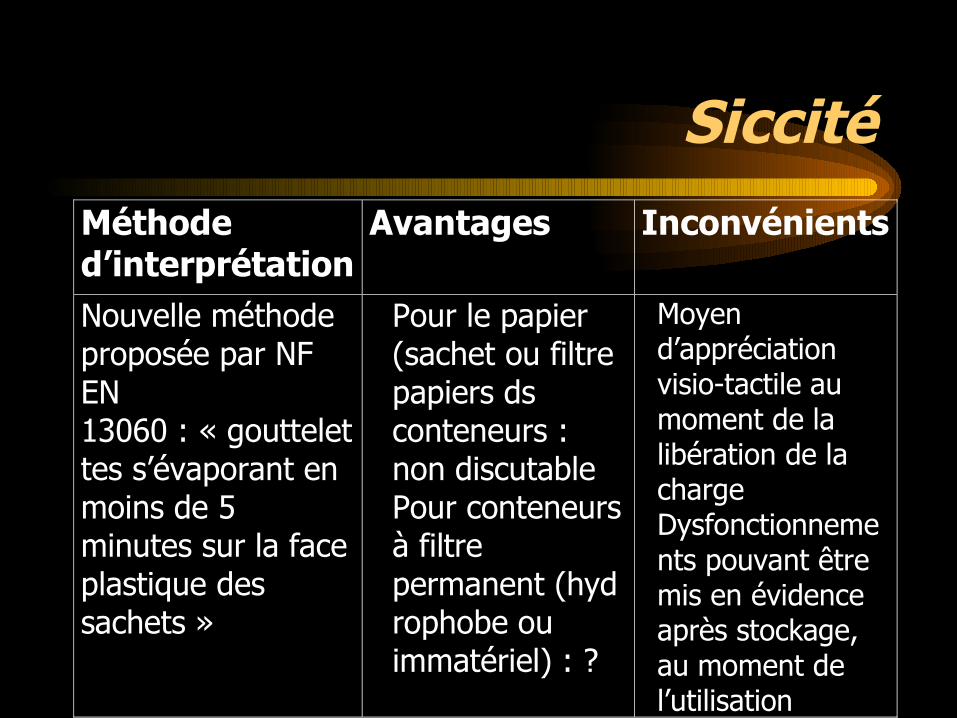
SiccitéMéthoded’interprétation
Avantages Inconvénients
Nouvelle méthodeproposée par NFEN13060 : « gouttelettes s’évaporant enmoins de 5minutes sur la faceplastique dessachets »
Pour le papier(sachet ou filtrepapiers dsconteneurs :non discutablePour conteneursà filtrepermanent (hydrophobe ouimmatériel) : ?
Moyend’appréciationvisio-tactile aumoment de lalibération de lachargeDysfonctionnements pouvant êtremis en évidenceaprès stockage,au moment del’utilisation
Siccité
• Conduite à tenir en cas de mise en évidence de défaut– Eliminer (refaire) les sachets mouillés. Ne
pas refaire toute la charge, sauf si elle est complètement mouillée !
– Analyser la cause : plateaux alvéolés ?– Mauvaise disposition de la charge ?– Autoclave trop chargé ?– Oubli de l’option séchage ?
I n t é r ê t M o y e n d eré a l i s a ti o n
F ré q u e n c ec o n se i l l é e
R e m p l a c e r l e sm o y e n sd ’ a p p r é c i a t i o np a r d e sm o y e n s d em e s u r e = j u g ei m p a r ti a l
Ca p t e u r se m b a r q u a b l e sL o g i c i e l a d a p t é
M i n i m u m :1 f o i s / jO p ti m a l :c h a q u e c y c l e
M é t h o d ed ’ i nt e r p r é t a t i o n
A v an t a g e s I n c o nv é n i e nt s
L o g i c i e lF i x e r se s l i m i t e s
J u g e i m pa r t i a lP a s dec h a n ge m e n t dec o u l e u r a v e c l et e m p s
C o û tD i spo n i b i l i t éc a p t e u r sP a r f o i s t r o ps é v è r e a v e c l e sa n c i e n sa u t oc l a v e s , t r è si n c o n s t a n t s
• Conduite à tenir en cas de mise en évidence de défaut– faire venir le réparateur…– ou assouplir les limites fixées...

supervision
• Dans une certaine mesure– si branchée sur sonde de mesure et non
sur sonde de régulation– si ont autant de souplesse que les capteurs
embarqués– ne sont pas à l ’intérieur des
conditionnements, mais on a validé...
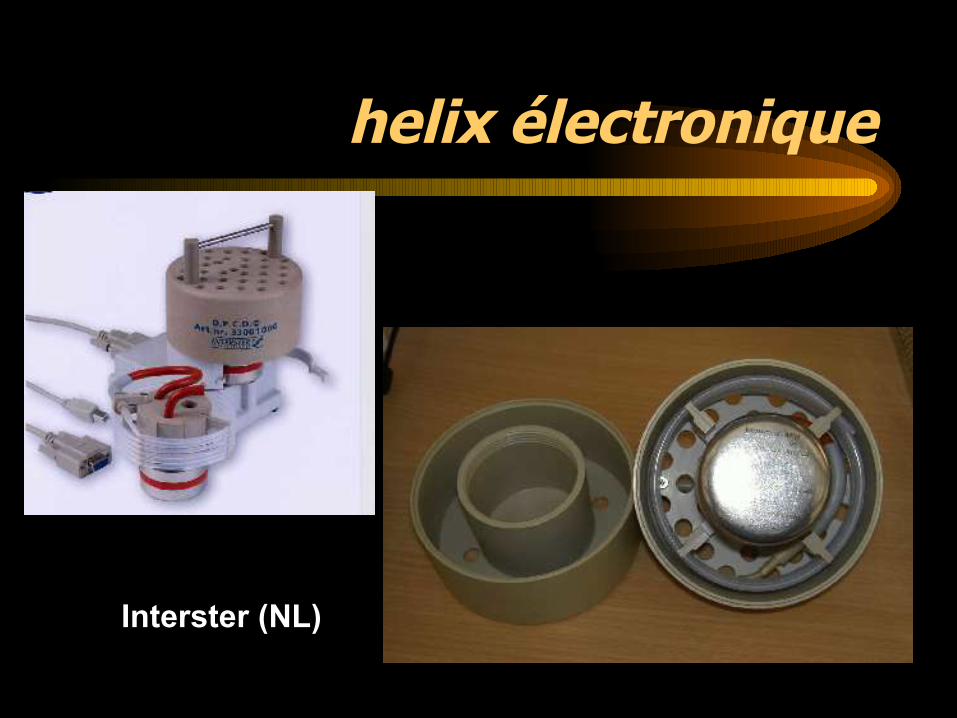
helix électronique
Interster (NL)
Les contrôles à réaliser après les interventions
techniques sur les stérilisateurs à vapeur
Intérêt des contrôles
• Vérifier si une intervention technique, ou un changement de paramètre ne compromet pas la qualification du stérilisateur
• Vérifier que les paramètres physiques (température, pression ) et la configuration des cycles sont conformes
Les différents contrôles
• Selon le Guide d’application GA 98-130 de la norme NF EN 554 :1- Qualification opérationnelle2- Réception / requalification opérationnelle 3- Requalification opérationnelle4- Vérification métrologique5- (Hors guide GA 98-130) :Test de BD et Test de vide
Qualification opérationnelle préconisée
• Programmation d’un nouveau cycle• Modification de l’un des paramètres du cycle
avant (prétraitement) et pendant le plateau• Modification de l’alimentation de vapeur • Epreuve décennale ou ré épreuve hydraulique• Changement de l’automate ou système de
gestion des paramètres du cycle (si allure des cycles différents)
Réception/Requalification opérationnelle préconisées
• Déplacement du stérilisateur sur un autre site
• Changement de la chambre du stérilisateur

Revalidation de la réception
• = Remise à disposition• Après chaque intervention de
maintenance préventive ou curative tells que changement de joint de porte, de vanne de purge…– Test de vide– Bowie-Dick– Graphique
Requalification opérationnelle préconisée
• Changement de capteur de pression et / ou convertisseur
• Modification de la charge a stériliser (en capacité ou en composition)
• Modification du type d’emballage de la charge a stériliser
Vérification métrologiquepréconisée
• = étalonnage de la chaîne de mesure et vérification que le graphique est identique à celui retenu lors de la validation
• Lors de :– Changement de la pompe à vide– Changement de l’enregistreur





























