Embed Size (px)
Citation preview
WKFKolloquium 2005
1Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
WKF-Kolloquium 2005
F
F
Werkstoffmodellierungfür die
Umformtechnik
Rainer Steinheimer
Lehrstuhl für FertigungstechnikUnd Werkzeugmaschinen
Universität Siegen

WKFKolloquium 2005
2Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Arbeitsschwerpunkt BiegenKlassisches Verfahren:Dornbiegen
Innovatives Verfahren:Freiform - (Rollen) - biegen
Untersuchung mittelsFE-Analyse(z.B. Abaqus)
WKFKolloquium 2005
3Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
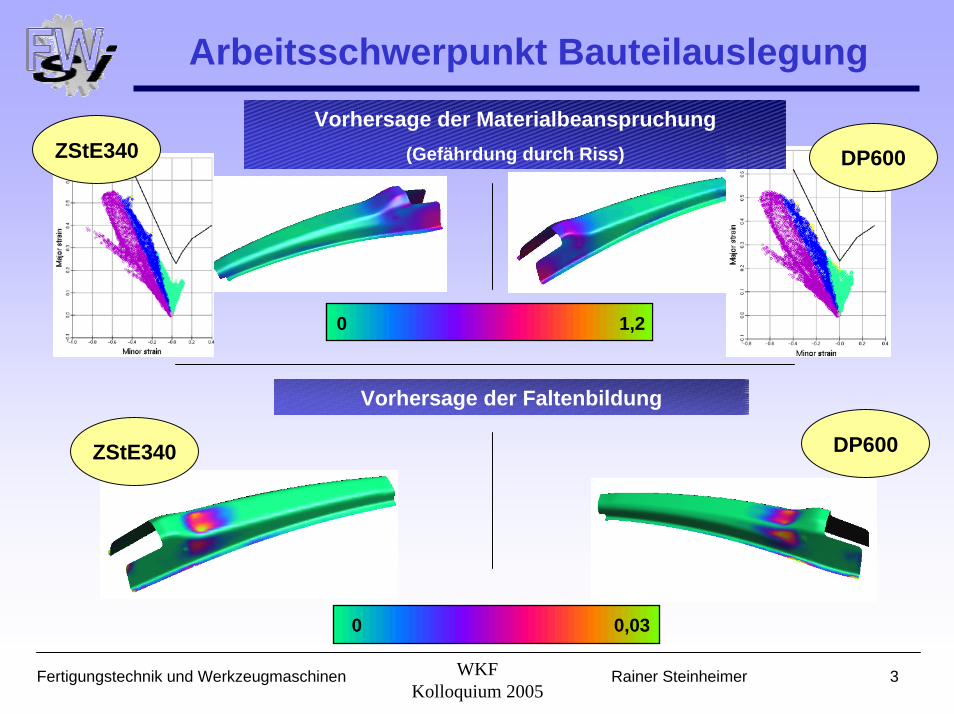
0 1,2
Vorhersage der Materialbeanspruchung (Gefährdung durch Riss)ZStE340 DP600
Arbeitsschwerpunkt Bauteilauslegung
Vorhersage der Faltenbildung
ZStE340 DP600
0 0,03
WKFKolloquium 2005
4Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
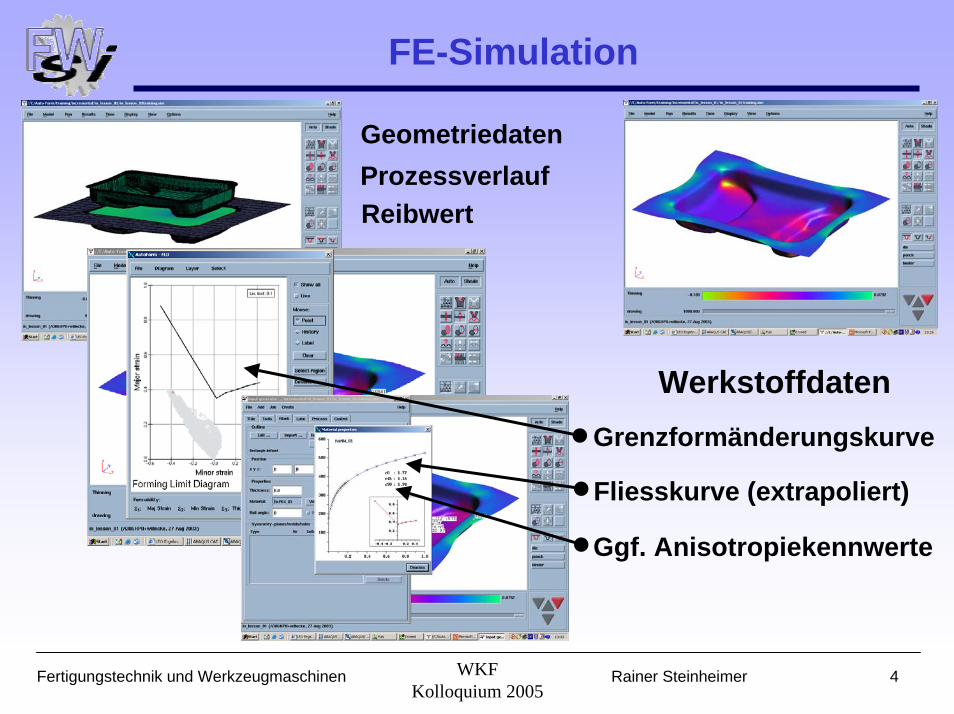
FE-Simulation
GeometriedatenProzessverlaufReibwert
WerkstoffdatenGrenzformänderungskurve
Fliesskurve (extrapoliert)
Ggf. Anisotropiekennwerte
WKFKolloquium 2005
5Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
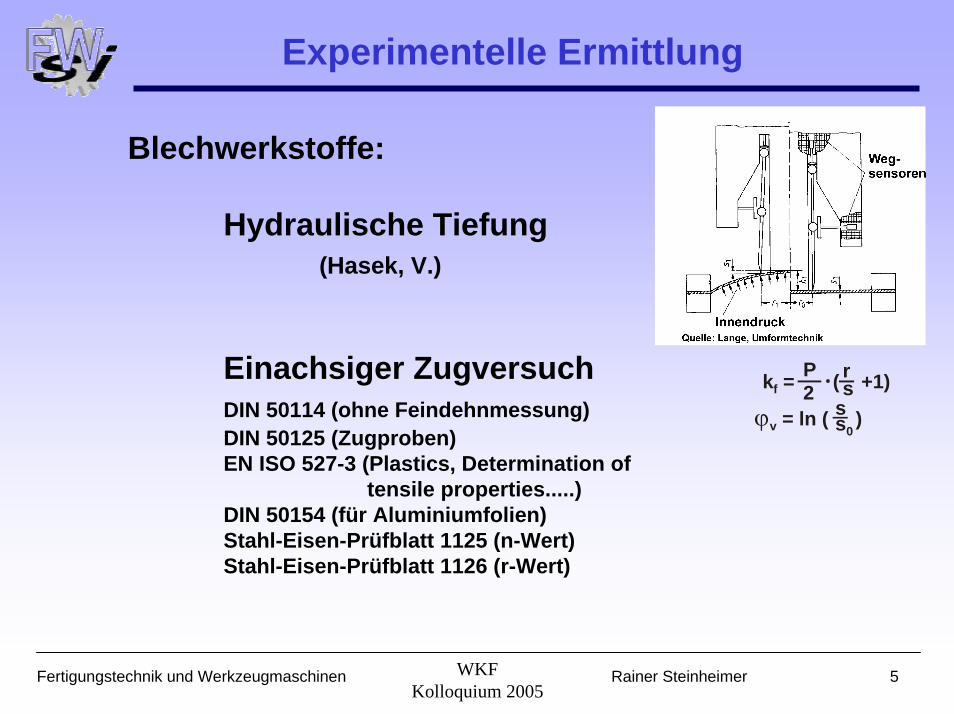
Experimentelle Ermittlung
Blechwerkstoffe:
Hydraulische Tiefung(Hasek, V.)
Einachsiger ZugversuchDIN 50114 (ohne Feindehnmessung)DIN 50125 (Zugproben)EN ISO 527-3 (Plastics, Determination of
tensile properties.....)DIN 50154 (für Aluminiumfolien)Stahl-Eisen-Prüfblatt 1125 (n-Wert)Stahl-Eisen-Prüfblatt 1126 (r-Wert)
k = f ( +1)P2
rs
ϕv = ln ( )ss0
WKFKolloquium 2005
6Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
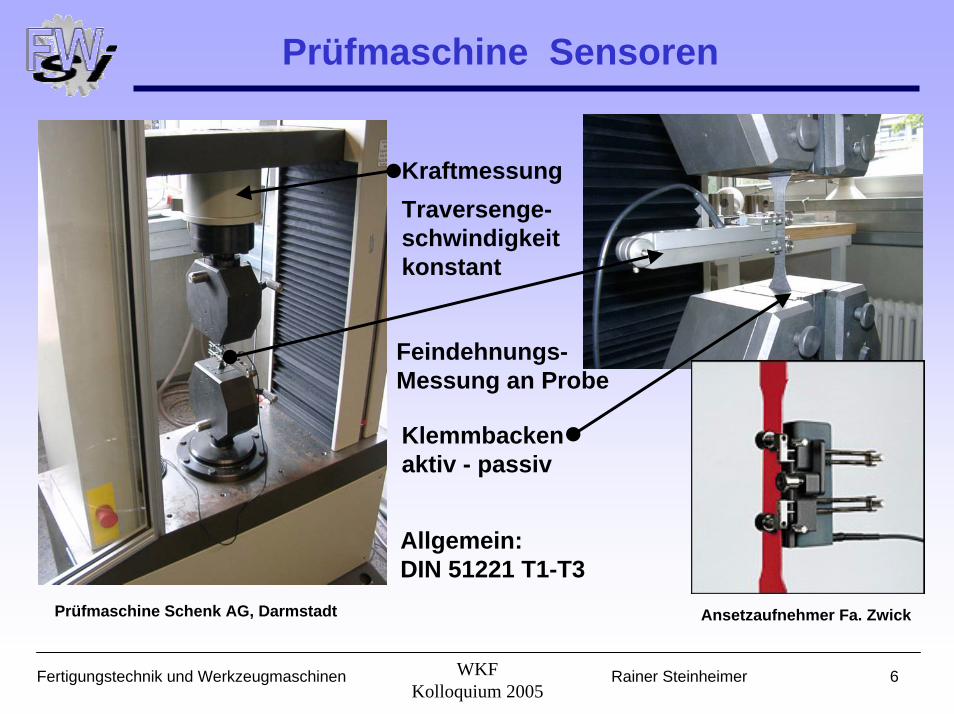
Prüfmaschine Sensoren
KraftmessungTraversenge-schwindigkeitkonstant
Feindehnungs-Messung an Probe
Klemmbackenaktiv - passiv
Allgemein:DIN 51221 T1-T3
Prüfmaschine Schenk AG, Darmstadt Ansetzaufnehmer Fa. Zwick

WKFKolloquium 2005
7Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Zugversuch - Verlauf
WKFKolloquium 2005
8Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Zugversuch - Modellierung
Anforderungen an Werkstoffmodell
1. Kurve in Stützpunkten beschreiben
Elastizitätsgrenze (Rp0,2, ReH, ...)
Spannung bei Maximalkraft (Rm)
2. Steigung bei Maximalkraft
(wichtig für Extrapolation)
3. Weitgehende Unabhängigkeit vonVersuchsbedingungen

WKFKolloquium 2005
9Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Zugversuch - Steigung
Volumenkonstanz
A = A0l0l = A0 e-ϕ
Fließspannung
k = fFA = eϕ
A0
F
KraftmaximumdF = 0 = edϕ A0
dk fdϕ
-ϕ+ k f A0 (-1) e-ϕ
dk fdϕ = k f Instabilitätskriterium
F
F
WKFKolloquium 2005
10Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
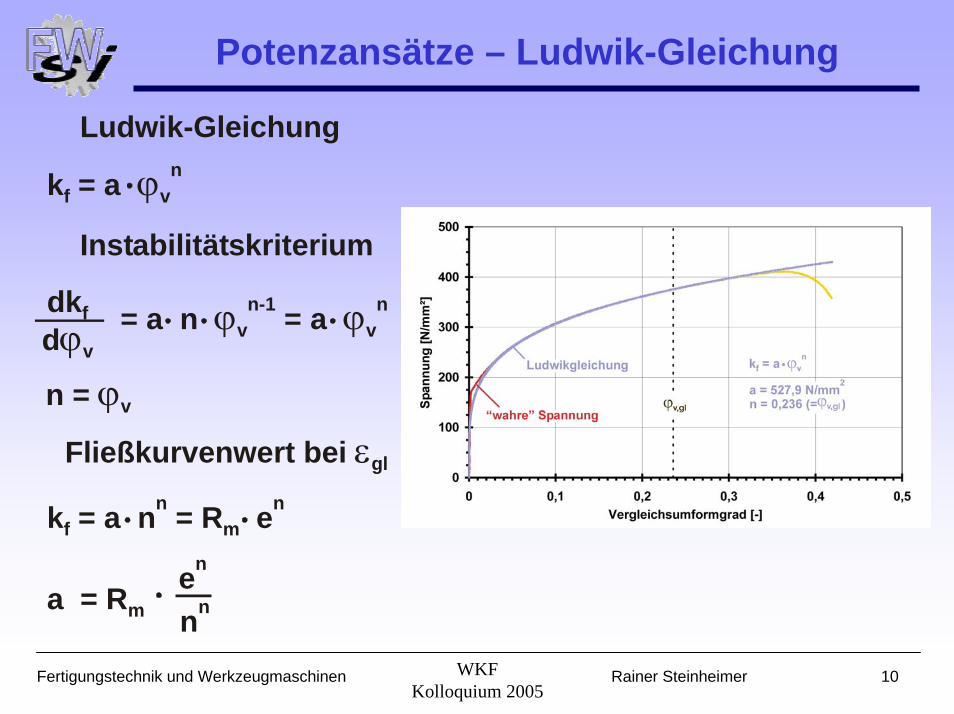
Potenzansätze – Ludwik-Gleichung
Ludwik-Gleichung
Instabilitätskriterium
dϕv
k = a f ϕvn
dkf = a n = a ϕvn-1 ϕv
n
n = ϕv
Fließkurvenwert bei glε
k = a nfn n = R em
a = Rmen
nn
WKFKolloquium 2005
11Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
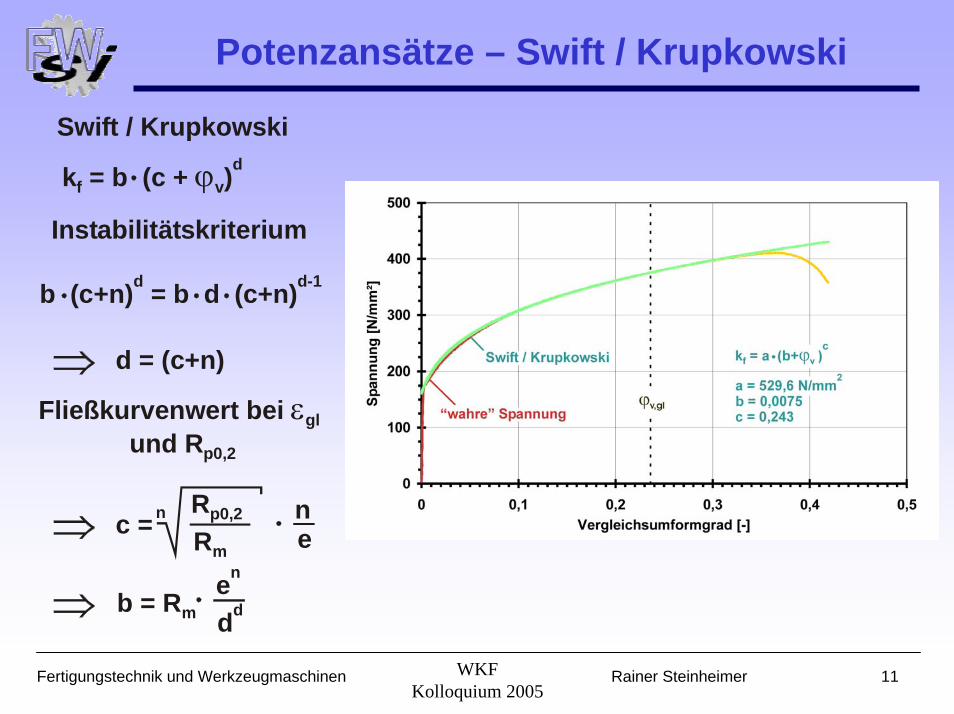
Potenzansätze – Swift / Krupkowski
Swift / Krupkowski
k = b (c + f ϕv)d
b (c+n) = b d (c+n)d d-1
d = (c+n)
Fließkurvenwert bei und R
gl
p0,2
ε
c = Rp0,2
Rm enn
b = Rmen
dd
Instabilitätskriterium
WKFKolloquium 2005
12Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
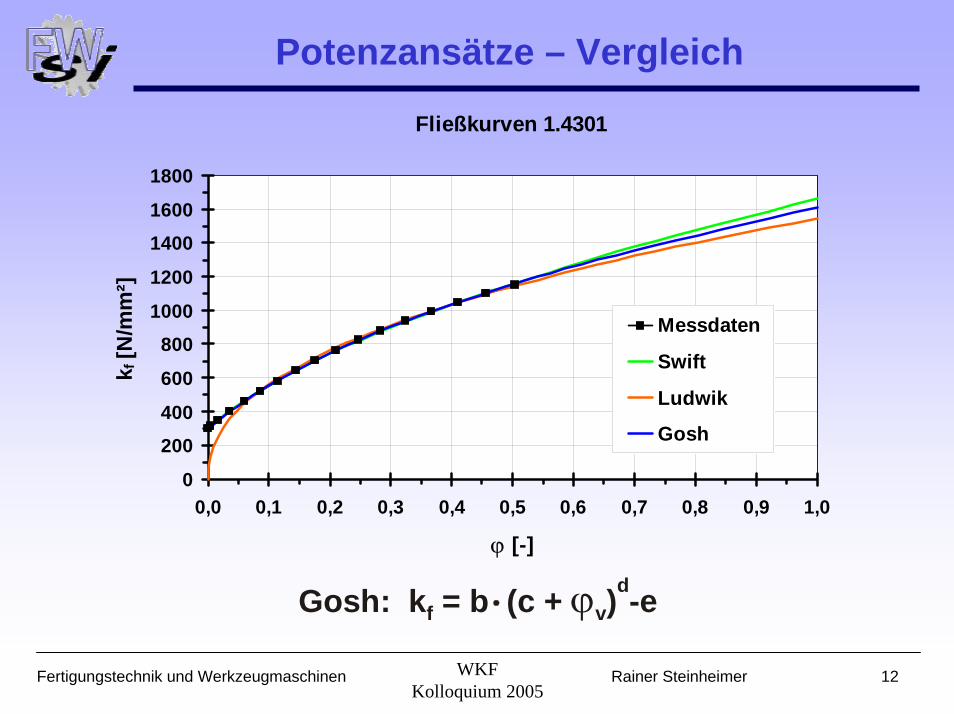
Potenzansätze – Vergleich
Gosh: k = b (c + f ϕv)d-e
Fließkurven 1.4301
0
200
400
600
800
1000
1200
1400
1600
1800
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
ϕ [-]
k f [N
/mm
²]
Messdaten
Swift
Ludwik
Gosh
WKFKolloquium 2005
13Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
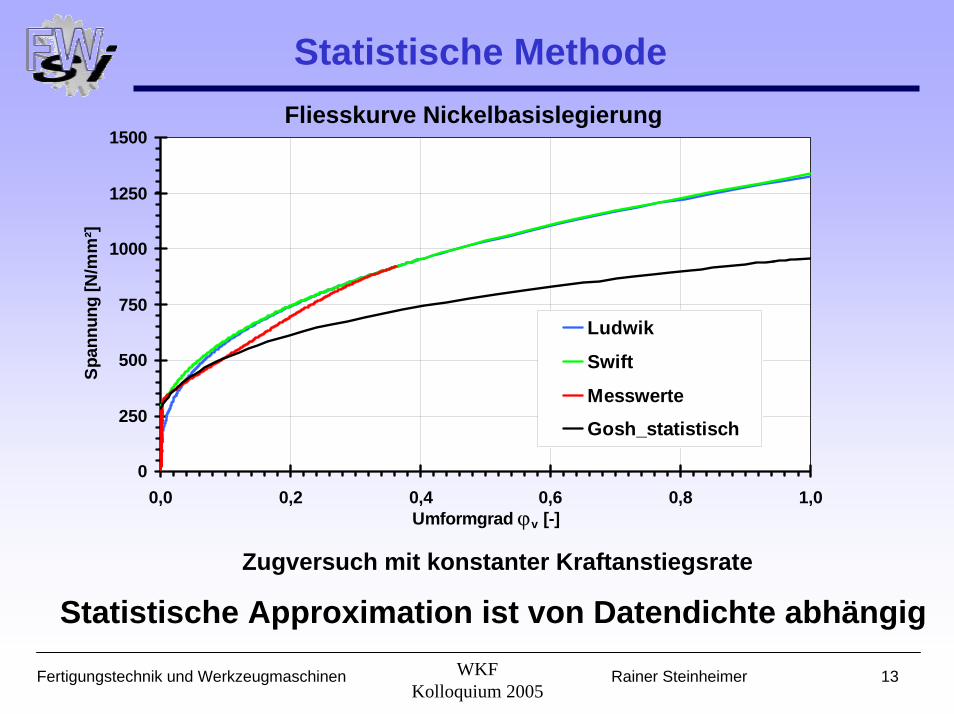
Statistische Methode
0
250
500
750
1000
1250
1500
0,0 0,2 0,4 0,6 0,8 1,0Umformgrad ϕv [-]
Span
nung
[N/m
m²]
Ludwik
Swift
Messwerte
Gosh_statistisch
Fliesskurve Nickelbasislegierung
Zugversuch mit konstanter Kraftanstiegsrate
Statistische Approximation ist von Datendichte abhängig
WKFKolloquium 2005
14Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
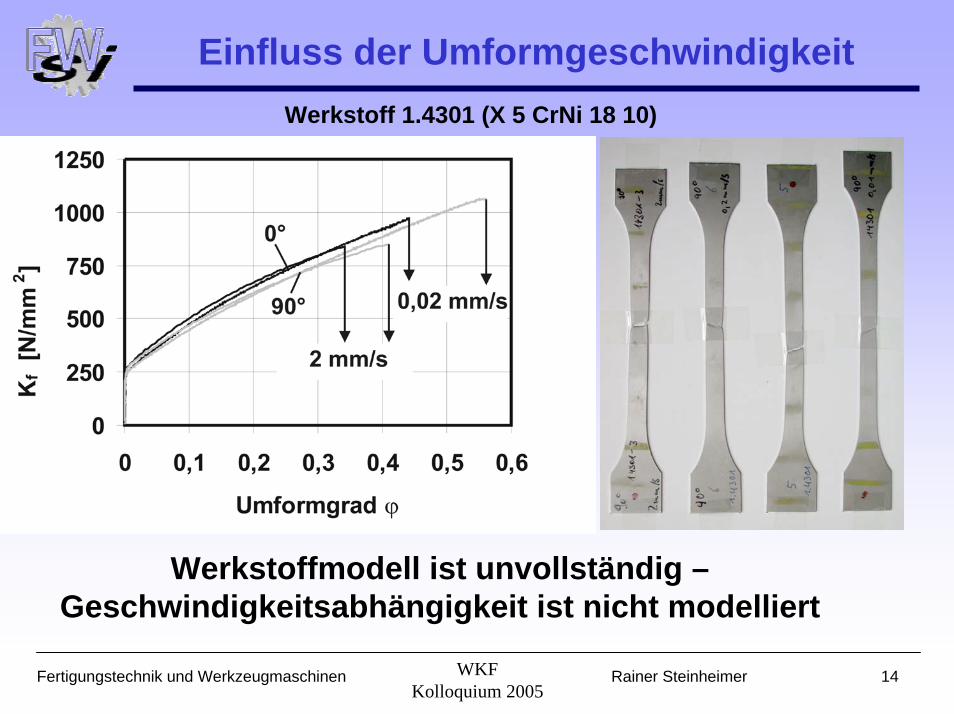
Einfluss der UmformgeschwindigkeitWerkstoff 1.4301 (X 5 CrNi 18 10)
Werkstoffmodell ist unvollständig –Geschwindigkeitsabhängigkeit ist nicht modelliert

WKFKolloquium 2005
15Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Umformgeschwindigkeit beim Zugversuch
ε = const. = dll0
ϕ ε= ln ( t + 1)
ϕ =
Versuchsbedingungen: Dehnrate ca. 0,1 mm/sAnfangsmesslänge 50 mm
Berechnete Umformgeschwindigkeit ca. 0,0033 1/s (ε = 0)

WKFKolloquium 2005
16Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Aluminiumwerkstoffe (Erwärmung)
k = a f ϕvn ϕv
mkinematische Verfestigung, m = 0,2
WKFKolloquium 2005
17Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
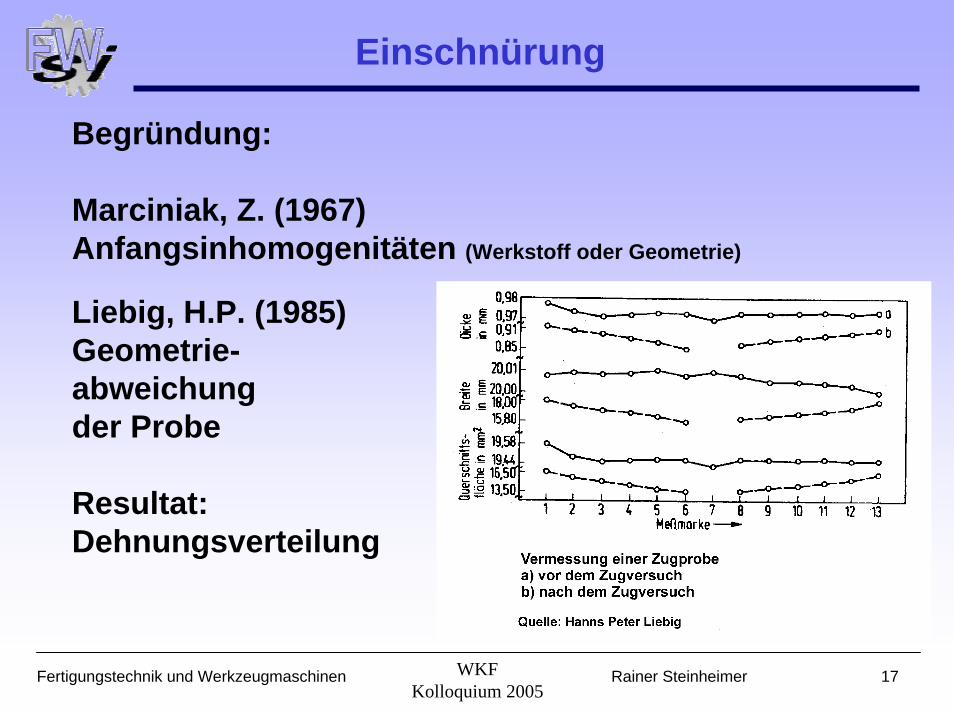
Einschnürung
Begründung:
Marciniak, Z. (1967)Anfangsinhomogenitäten (Werkstoff oder Geometrie)
Liebig, H.P. (1985)Geometrie-abweichungder Probe
Resultat:Dehnungsverteilung
WKFKolloquium 2005
18Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
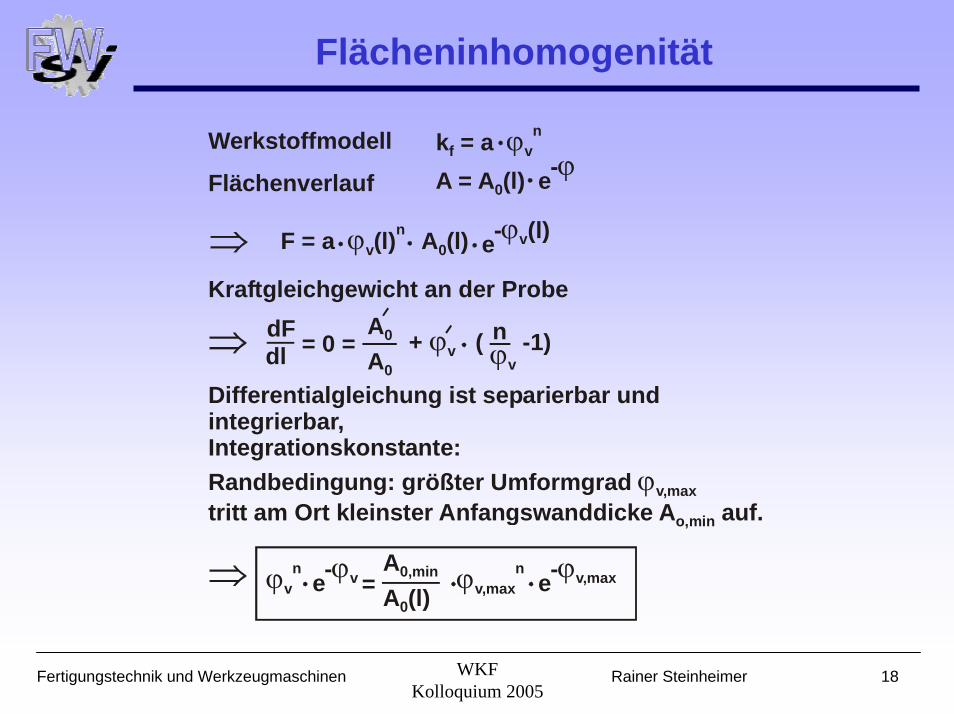
Flächeninhomogenität
k = a f ϕvnWerkstoffmodell
Flächenverlauf A = A0(l) e-ϕ
F = a ϕv(l)n A0(l) e- (l)ϕv
Kraftgleichgewicht an der ProbedF = 0 =dl
A0
A0+ ( -1) ϕv
nϕv
Differentialgleichung ist separierbar und integrierbar,Integrationskonstante:Randbedingung: größter Umformgrad tritt am Ort kleinster Anfangswanddicke A auf.
ϕv,max
o,min
ϕvn
e-ϕv =A0,min
A (l)0ϕv,max
ne-ϕv,max
WKFKolloquium 2005
19Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
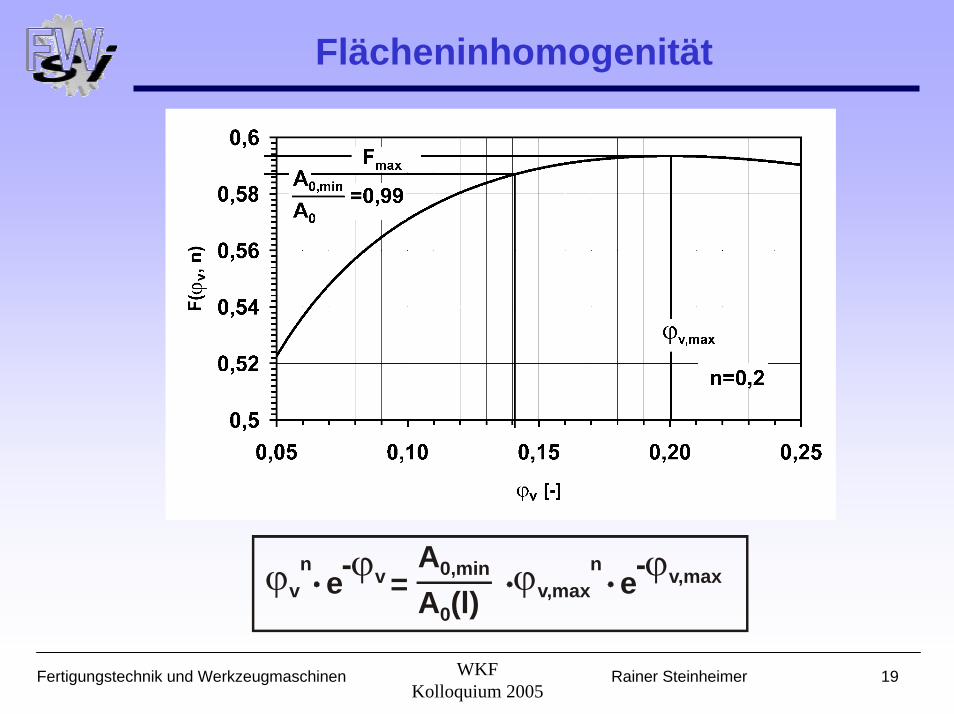
Flächeninhomogenität
ϕvn
e-ϕv =A0,min
A (l)0ϕv,max
ne-ϕv,max
WKFKolloquium 2005
20Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
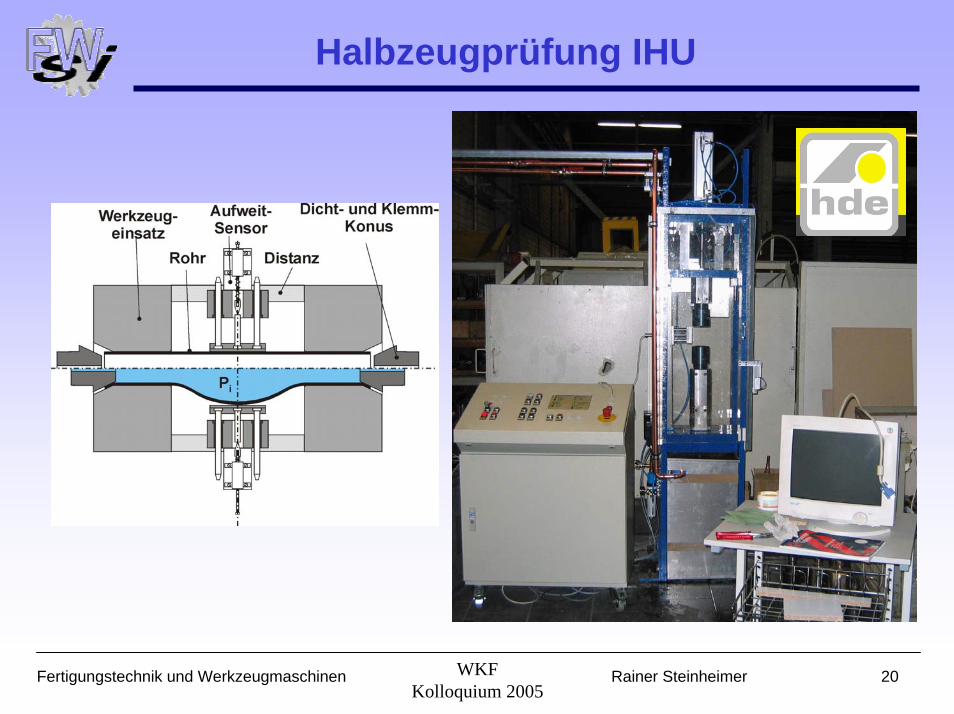
Halbzeugprüfung IHU
WKFKolloquium 2005
21Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Berstversuch IHU

WKFKolloquium 2005
22Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Umfangsdehnung mit Wanddickenverlauflinearer Wanddickenverlauf
Umfangskraft sinkt ab Maximum=> Einschnürung, Bruch
WKFKolloquium 2005
23Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
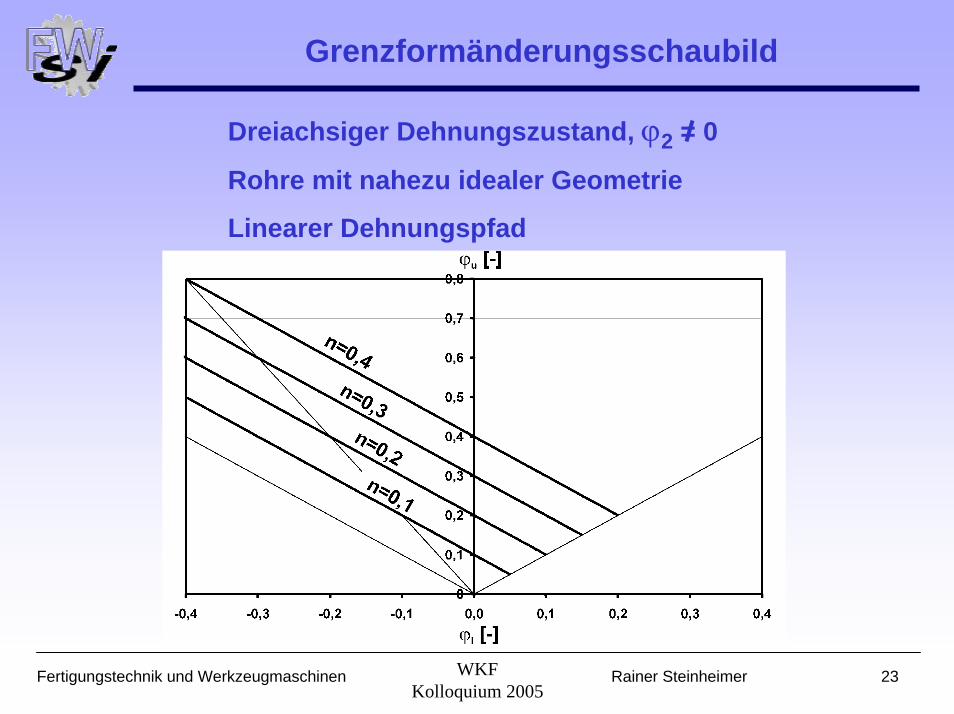
Grenzformänderungsschaubild
Dreiachsiger Dehnungszustand, ϕ2 = 0
Rohre mit nahezu idealer Geometrie
Linearer Dehnungspfad
WKFKolloquium 2005
24Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
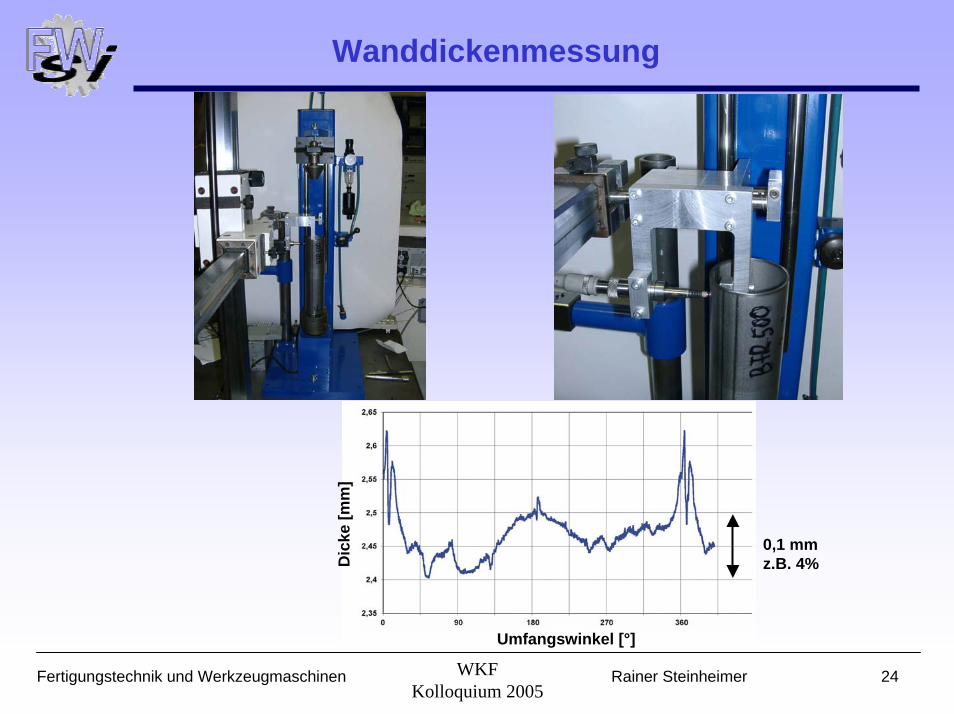
Wanddickenmessung
Dic
ke [m
m]
Umfangswinkel [°]
0,1 mmz.B. 4%
WKFKolloquium 2005
25Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
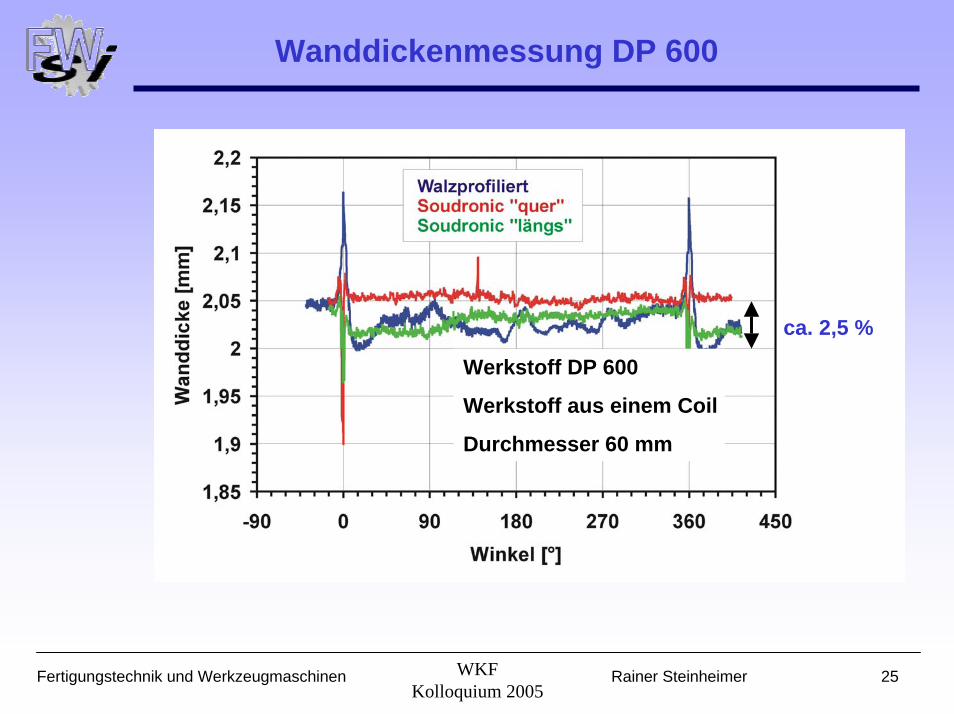
Wanddickenmessung DP 600
Werkstoff DP 600
Werkstoff aus einem Coil
Durchmesser 60 mm
ca. 2,5 %

WKFKolloquium 2005
26Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Umfangsdehnungen von Rohren aus DP 600
Druck-Aufweitungsverläufe imBerstversuch mit Endenfixierung
Dehnungsmessung angeborstenen Rohren
WKFKolloquium 2005
27Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
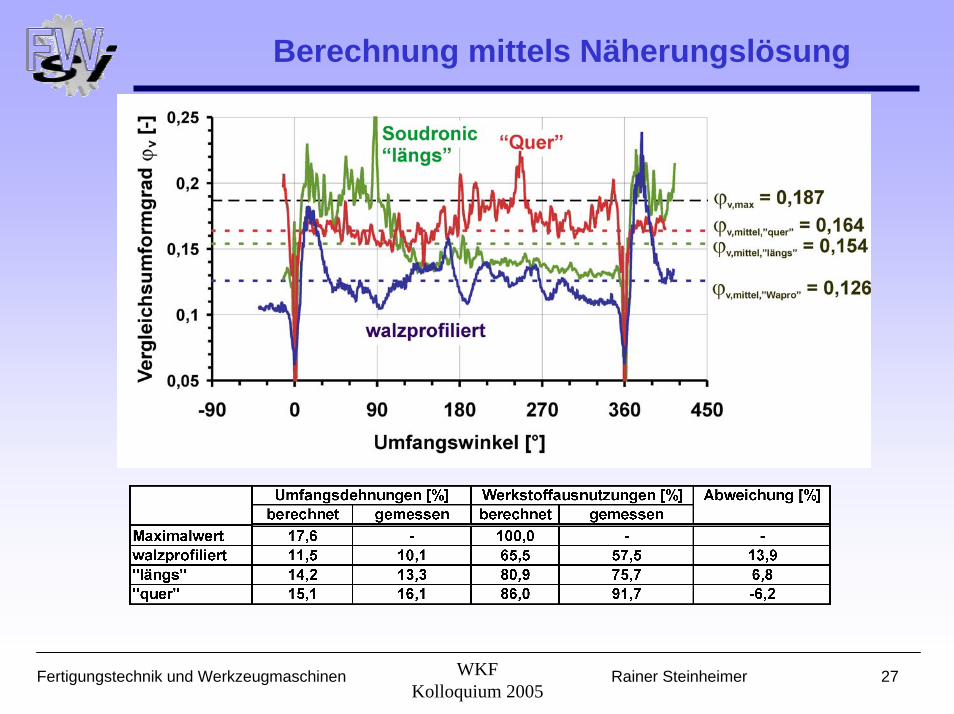
Berechnung mittels Näherungslösung
WKFKolloquium 2005
28Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
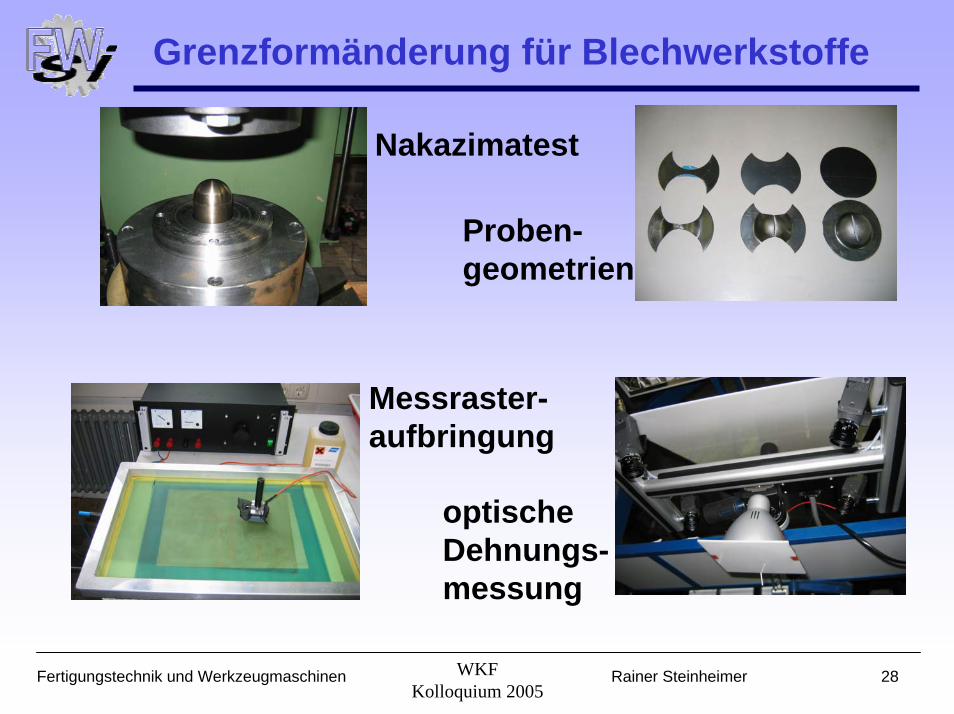
Grenzformänderung für Blechwerkstoffe
Nakazimatest
Proben-geometrien
Messraster-aufbringung
optischeDehnungs-messung
WKFKolloquium 2005
29Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
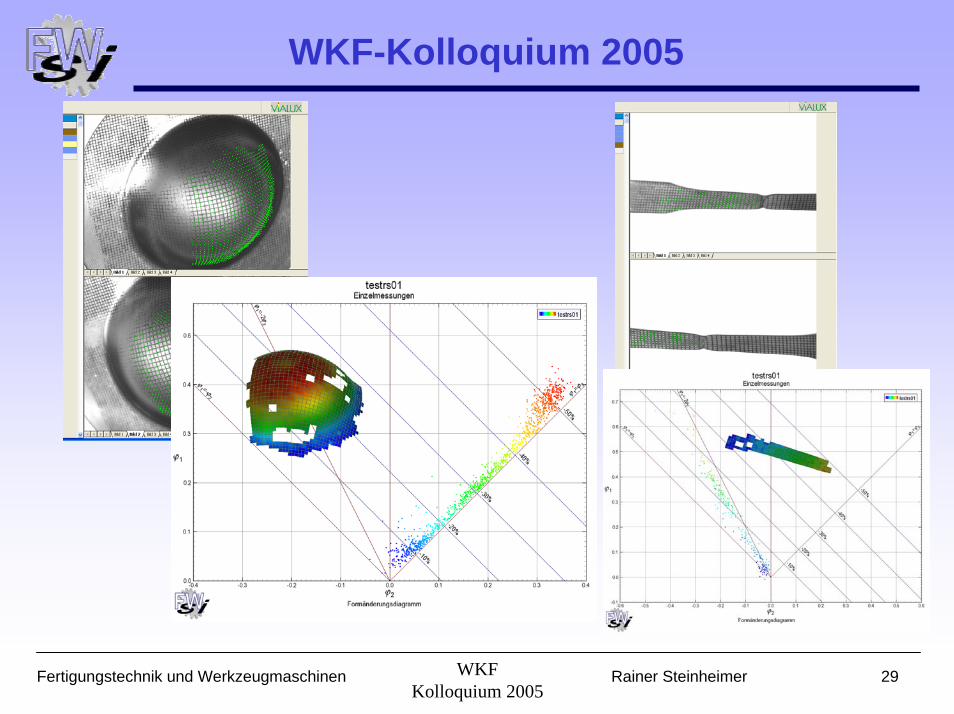
WKF-Kolloquium 2005
WKFKolloquium 2005
30Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Zusammenfassung
Werkstoffkennwerte bilden eine Basis für FE-Simulationen.
Die Fliesskurvenermittlung erfolgt meist mit einachsigenZugversuchen an Flachproben.
Potenzansätze können zur Modellierung und Extrapolationmit einfachen Kalkulationsgleichungen genutzt werden.
Probeninhomogenitäten verursachen eine Dehnungs-verteilung beim Zugversuch.
Zur Verifizierung werden weitere Untersuchungendurchgeführt.
WKFKolloquium 2005
31Fertigungstechnik und Werkzeugmaschinen Rainer Steinheimer
Danke für IhreAufmerksamkeit
Dipl.-Ing. Rainer Steinheimer























![Inhaltsverzeichnis - Willkommen am ISE · Gerade (mit konstanter Längsneigung) – Klothoide (mit Kuppenausrundung) – Kreisbogen. ... Klothoidenparameter A [m] 150 200 250 >=300](https://img.pdfslide.tips/doc/110x75/5ba0339f09d3f267388c97c8/inhaltsverzeichnis-willkommen-am-gerade-mit-konstanter-laengsneigung-.jpg)




