Embed Size (px)
Citation preview
H. E. M.
Institut des Hautes Etudes de
Management
Réalisé par : EL AICHOUNI Marwane
Encadré par : Mr EL AOUNI
Stage effectué au sein de :
Comatral
Supervisé par :
Mr Jean Luc CLAVERIE
Année Universitaire : 2009 – 2010
Rapport de stage
Ouvrier
Rapport de stage 2009/2010
Sommaire :
Remerciements ………………………………………………………..P3
Introduction……………………………………………………………P4
I/ Présentation et description de l’entreprise………………………...P6
1/ Environnement de l’entreprise…………………………......A/ Fournisseurs………………………………...P8B/ Clients……………………………………….P8C/ Concurrence………………………………..P8D/ Institutionnel et juridique………………….P8
2/Données sur l’entreprise……………………………………... A/ Organigramme de l’entreprise……………….P9
B/ Présentation de l’entreprise……………….......P10 :13C/Le règlement intérieur……………………………P14
II/Le fonctionnement et les tâches réalisées 1 /Description du fonctionnement de L’entreprise A/ Le travail du liège………………………………....P15 :16 B /La fabrication des bouchons…...............................P16 :218 2 /Observations Globales A/Les valeurs du groupe…………………………….P19 B/La culture d’entreprise…………………………....P19 :20 C/Taches réalisées…………………………………...P20
Conclusion ………………………………………………………….......P21
Annexes…………………………………………………………………P22 :23
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Remerciements :
Suite a ce stage réalisé au sein de l’entreprise Comatral j’aimerais remercier le
Président Directeur Général de la société, Mr ……………. qui a fait en sorte que
je puisse avoir une vue globale de l’entreprise.
J’ai pu ainsi suivre le travail des temporaires et partager leurs quotidiens. J’ai
été agréablement surpris par leur simplicité, leur sérieux ainsi que leur rigueur.
Merci à leur soutien continu et inconditionnel et surtout à leur générosité sans
limite en dépit d’une charge de travail non négligeable.
Dans le cadre de HEM, Je tiens à remercier Mr EL AOUNI pour ses séances
d’encadrement qui nous ont aidés à améliorer au maximum notre rapport de
stage.
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Introduction :
Les stages tiennent une place très importante au sein de la formation
dispensée dans le cursus universitaire de H.E.M
Le stage de première année est un stage ouvrier de quatre semaines du 1er
Mars 2010 au 28 Mars 2010, qui constitue pour chacun d’entre nous le premier
contact avec le monde de l’entreprise.
Dans notre cas, étudiant de première année, ce stage est basé sur
l’observation d’une unité de production au sein d’une entreprise industrielle.
Ainsi, il y a une découverte de l’environnement de l’entreprise avec ces
contraintes matérielles et humaine, mais aussi de la réalité du monde du
travail plus particulièrement de celle des ouvriers. Etant de futurs managers, ce
stage nous permettra d’être plus attentifs vis-à-vis de la classe ouvrière.
Au cours des âges, tous les moyens furent utilisés pour obturer amphores, fûts
ou bouteilles. En Occident, le liège n'est apparu qu'au XVIIe siècle, après plus
de dix siècles d'absence et a-t-il encore dû faire ses preuves.
Dans la plupart des livres sur le vin, le bouchon, accessoire pourtant essentiel,
est généralement ignoré. Nous voulons combler cette lacune en rassemblant
les principaux témoignages du passé et les connaissances techniques
d'aujourd'hui pour mieux comprendre le bouchon, fidèle associé de la bouteille.
Dans sa définition la plus courante, le bouchon est l'objet utilisé pour obturer
un orifice. Pour les liquides et pour le vin en particulier, il s'agit d'une pièce de
liège ou d'une autre matière qui se loge dans le goulot d'une bouteille.
Aujourd'hui, pour le vin en bouteille, le mot implique presque automatiquement
le bouchon de liège. Mais un retour au passé révèle que toutes sortes de
matières ont été utilisées: pierre, pouzzolane, bois, argile, plâtre, résine,
chanvre, paille, cire, etc. À différentes époques et en divers lieux, ces
matériaux divers ont été utilisés seuls ou en combinaison, successivement ou
simultanément. Ce qui est déterminant pour le choix du type de bouchon et
pour son évolution, c'est sans conteste, l'évolution même du contenant auquel
il devait s'adapter: amphore, outre, gourde, tonneau, broc, pichet, carafe,
bouteille artisanale puis industrielle.
L'histoire du bouchon est par conséquent étroitement liée à celle des récipients
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
du vin et celle-ci évolue aujourd'hui encore ainsi.
La fabrication des premiers bouchons n'utilisait que des techniques manuelles.
L'ouvrier taillait les bouchons pièce par pièce à l'aide d'un couteau affilé. Les
premières machines ont été développées au XIXe siècle, avec des
améliorations parallèles au développement de l'industrie du verre et de la
bouteille en particulier. Au XXe siècle, dès que la production industrielle des
bouteilles permit d'obtenir des calibres précis et identiques, le bouchon
conique qui s'adaptait aux variations des bouteilles soufflées bouche est
remplacé par le bouchon cylindrique.
Contrairement à une idée reçue, le liège n'a pas de tout temps été le fidèle
partenaire du vin. En revanche, il est associé de manière intime à la bouteille
depuis trois siècles et pour longtemps encore.
Ainsi, Nous allons d’abord commencer par une présentation et une description
de l’entreprise pour mieux cerner l’entreprise et son environnement.
Puis nous allons voir le fonctionnement de l’unité de production et les
différentes taches réalisés.
I/ Présentation de l’entreprise
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Historique de la Société Comatral S.A.
COMATRAL S.A. est l'une des plus anciennes entreprises portugaises installéesau Maroc. En effet, voila maintenant près d'un siecle et demi que la familleAmorim a commencé la production de bouchons de liège naturel, établissantles bases de ce qui est devenu aujourd’hui le plus grand groupe portugais etmondial du secteur du liège. Cette expérience de longue date a permis àAmorim & Irmãos de comprendre l'ensemble du processus de fabrication desproduits issus du liège, de la matière première au produit fini. Le GroupeAmorim occupe ainsi une position dominante à l'échelle nationale etinternationale dans le domaine du liège, qui reste encore aujourd'hui son"métier de cœur" et son cœur de métier.C'est ainsi en 1972 que le groupe Amorim décide de s'installer au Maroc sous laforme de Société Anonyme qui prendra le nom de Comatral.L'activité du Groupe Amorim n’a cessé de se développer, ainsi, avec 31 unitésde production au monde et 18 unités industrielles, Plus de 3 milliards debouchons sont produits par an faisant donc un C.A. de l’ordre de 270 millionsd’Euros.
L'itinéraire de la Comatral peut être réparti en quatre phases distinctes :
1972-1977: Phase expérimentale :
Ayant démarré officiellement en 1972, cette période durera pratiquementjusqu'en 1977. C'était une phase transitoire, marquée par un certain nombrede difficultés d'ordre juridique et technique. La loi de marocanisation initiée àcette époque avait considérablement ralenti le processus de développementdes capacités de l'entreprise. Malgré toutes les entraves, cela n'a pas empêchéComatral de se maintenir dans une position à peine moyenne, avec un capitalde l'ordre de 100 000 Dhs et un chiffre d'affaires qui ne dépassait pas les 3 000000 de Dhs.
1978-1996: Phase de décollage :
C'est à partir de 1978 que débutera la phase de consolidation des moyenstechniques et financiers de la Comatral; le capital social de l'entreprise seraainsi porté à 4 800 000 Dhs, alors que le total des capitaux investis allaitatteindre la barre des 13 millions de dhs qui permettra à la Comatrald'augmenter à la fois sa capacité de production en produits semi-finis ainsi quela valeur de ses ventes.
1997-2000: Une nouvelle phase d'expansion :
Depuis 1997, la Comatral a entamé une nouvelle phase qui consiste àdévelopper considérablement ses capacités techniques, d'élargir et diversifierla gamme de ses produits.
Pour réaliser cet ambitieux programme, la Comatral a investi, entre 1997 et
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
septembre 2000, 12 960 000 dhs.Tous ces efforts ont permis à cette entreprise d'atteindre pour la première foisle cap de 68 000 000 dhs de ventes en 1999, dont 97% à l'exportation.
2000-2004: Verticalisation et certification :
Des investissements de 21 millions de dhs, essentiellement basés sur ledéveloppement du secteur des bouchons jusqu'à finition totale pour les liègescalibrés et verticalisation pour la transformation des lièges minces (rondelles etplaquettes) et des sous produits (trituration pour Broken Cork).En 2004, la société a été la première entreprise d'Afrique du Nord a obtenir lacertification "SYSTECODE LIEGE", référence internationale majeure parexcellence dans la profession, par le BUREAU VERITAS PARIS, pour cinqactivités :
1. Préparation du liège 2. Fabrication de granulés de liège3. Fabrication de bouchons naturels pour vins tranquilles4. Fabrication de rondelles en liège naturel5. Finition de bouchons naturels et naturels colmatés pour vins
tranquilles.
La capacité de production actuelle est la suivante : Bouchons : 80 millions Rondelles : 140 millions Plaquettes et blocs : 300 tonnes Broken Cork : 5000 tonnes
Un investissement est en cours pour augmenter la capacité de production desdisques naturels à 250 millions par an, avec la mise en place d'une sectionpour rondelles champagne.
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
1/ Environnement de l’entreprise :
A/ Fournisseurs :
Au Maroc, le chêne liège s’étend sur une superficie de près de 350.000 ha,
principalement dans les régions de la Maamora, du Plateau Central et du Rif.
Cependant, les peuplements susceptibles d’être aménagés et exploités
économiquement ne représentent que 277.000 ha (79%) dont 188.000 ha sont
effectivement aménagés (68%). 45 entreprises assurent la récolte, et la
distribution, et sont toutes des fournisseurs potentiels.
B/ Clients :Les équipes commerciales de Comatral sont réparties sur l’ensemble des grands vignobles nationaux, à proximité des zones de production, très proches de leurs clients pour garantir une parfaite disponibilité et une grande réactivité.
Les commerciaux sont au service des tous les types de clientèle, directement ou par l’intermédiaire de distributeurs spécialisés : viticulteurs, exploitants, desplus petits aux plus grands domaines, négociants, caves coopératives…
L’équipe commerciale de Comatral et les distributeurs partenaires peuvent intervenir à tout moment pour conseiller chacun de leurs clients sur les modèles de bouchons les plus appropriés à leurs vins, en fonction des spécificités des cépages, de la vinification, et par rapport aux types de vins produits et recherchés.
C/ Conccurents:
Il existe 13 unités industrielles de transformation et de valorisation sur le
territoire marocain.
D/ Institutionnel et juridique :
L’entreprise Comatral est une société anonyme :
La société anonyme est une société Commerciale par sa forme quel que soit son objet. Elle est faite pour les grandes entreprises et les associés, appelés actionnaires, ne sont responsables des dettes sociales qu’à Concurrence de leurs apports. La personnalité juridique de la société est très affirmée, Son fonctionnement est étroitement réglementé par la loi.
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
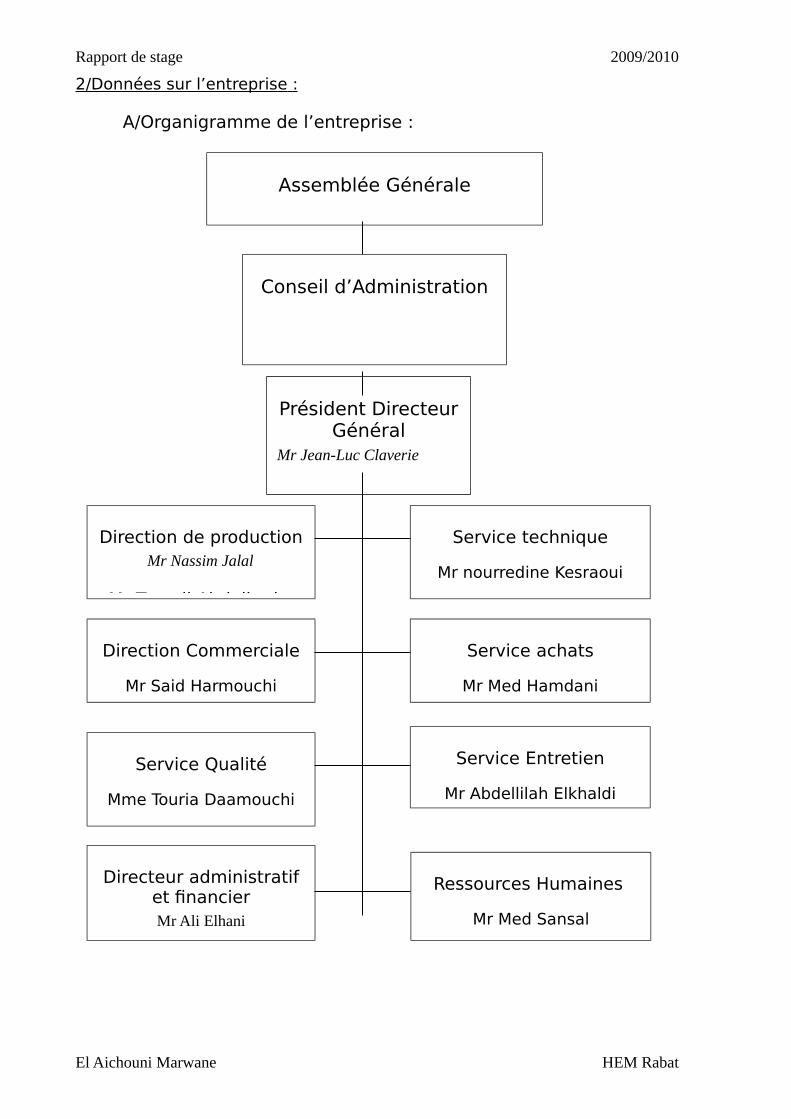
2/Données sur l’entreprise :
A/Organigramme de l’entreprise :
El Aichouni Marwane HEM Rabat
Assemblée Générale
Conseil d’Administration
Président DirecteurGénéral
Mr Jean-Luc Claverie
Service technique
Mr nourredine Kesraoui
Direction de productionMr Nassim Jalal
Mr Taoudi Abdelkarim
Service achats
Mr Med Hamdani
Direction Commerciale
Mr Said Harmouchi
Service Qualité
Mme Touria Daamouchi
Service Entretien
Mr Abdellilah Elkhaldi
Directeur administratifet financierMr Ali Elhani
Ressources Humaines
Mr Med Sansal
Rapport de stage 2009/2010
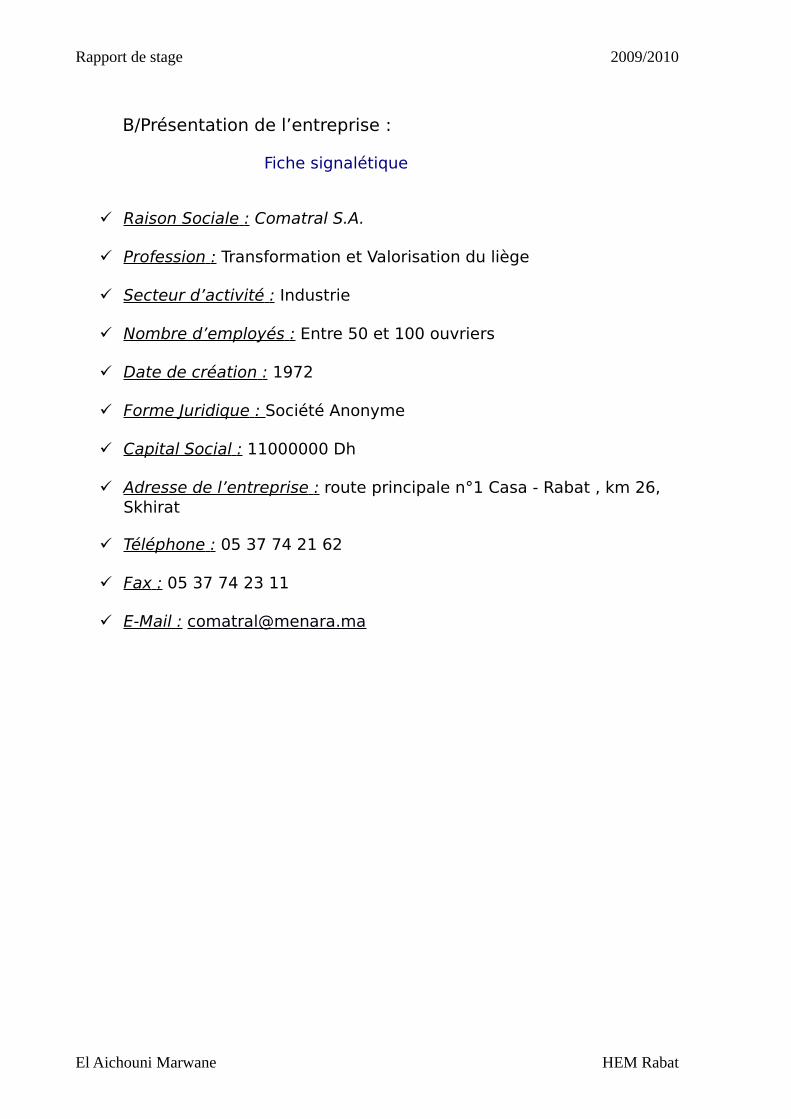
B/Présentation de l’entreprise :
Fiche signalétique
Raison Sociale : Comatral S.A.
Profession : Transformation et Valorisation du liège
Secteur d’activité : Industrie
Nombre d’employés : Entre 50 et 100 ouvriers
Date de création : 1972
Forme Juridique : Société Anonyme
Capital Social : 11000000 Dh
Adresse de l’entreprise : route principale n°1 Casa - Rabat , km 26, Skhirat
Téléphone : 05 37 74 21 62
Fax : 05 37 74 23 11
E-Mail : [email protected]
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
C/Le système de commandement et d’autorité
1/ le règlement intérieur
L’objet du règlement :
Le présent règlement :- Précise des mesures d’application de la réglementation en matière d’hygiène,de sécurité et de discipline générale.- Fixe également la nature et l’échelle des sanctions qui pourront êtreappliquées en cas de manquements aux règles édictés dans le règlementintérieur de Comatral.
Le champ d’application :
Toute personne présente dans l’entreprise à quelque titre que ce soit (salariéde Comatral, salarié d’une entreprise extérieur, salarié d’une entreprisetemporaire, animateurs et animatrices, stagiaire,…) est tenue au respect desdispositions qu’il comporte en matière d’hygiène et de sécurité et de disciplinegénérale, dés lors qu’elles peuvent la concerner.En ce qui concerne les représentants du personnel, les interdictions etrestrictions prévues dans le règlement sont applicables tant qu’elles ne fontpas obstacles aux dispositions légales et conventionnelles relatives à l’exercicede leur mandat.
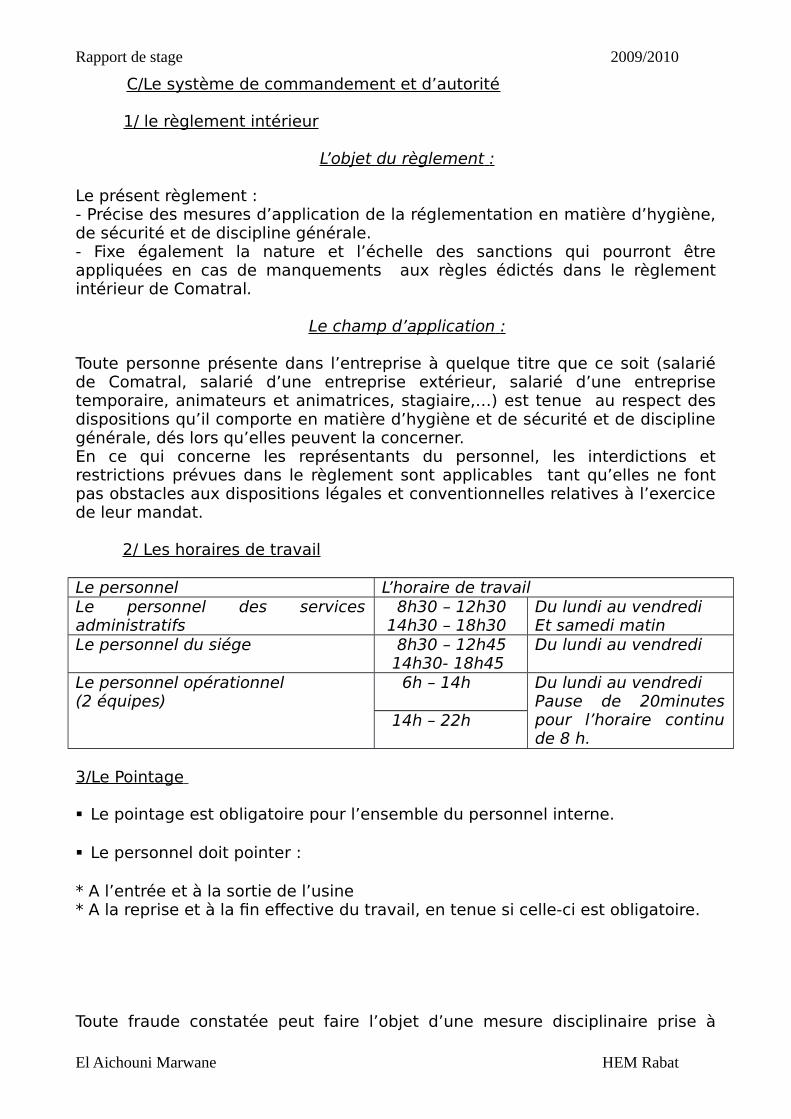
2/ Les horaires de travail
Le personnel L’horaire de travailLe personnel des servicesadministratifs
8h30 – 12h30 14h30 – 18h30
Du lundi au vendrediEt samedi matin
Le personnel du siége 8h30 – 12h45 14h30- 18h45
Du lundi au vendredi
Le personnel opérationnel (2 équipes)
6h – 14h Du lundi au vendrediPause de 20minutespour l’horaire continude 8 h.
14h – 22h
3/Le Pointage
Le pointage est obligatoire pour l’ensemble du personnel interne.
Le personnel doit pointer :
* A l’entrée et à la sortie de l’usine* A la reprise et à la fin effective du travail, en tenue si celle-ci est obligatoire.
Toute fraude constatée peut faire l’objet d’une mesure disciplinaire prise à
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
l’encontre de la personne concernée.
Exp. : le fait de pointer la carte d’un autre collaborateur ou de demander à unautre collaborateur de faire pointer sa carte dans une intention frauduleuse.Les sorties de l’établissement pendant le temps de travail pour les motifsétrangers au service ne peuvent avoir lieu qu’avec une autorisation dusupérieur hiérarchique. 4/la gestion des absences :
Les absences
Le salarié qui ne peut se rendre à son travail pour cause de maladie oud’accident doit en aviser le service du personnel du magasin dans les 24heures qui suivent son absence.Le salarié doit faire connaître au service du personnel la durée exacte de sonabsence en délivrant un certificat médical le premier jour de son absence. Ladirection se réserve le droit de procéder à une contre-visite si elle la jugenécessaire.Si l’absence est supérieure à 26 semaines consécutives dans une période de365 jours ou si le salarié est devenu inapte à continuer l’exercice de saprofession, il peut être considéré comme démissionnaire de son emploi.
Les autorisations d’absence
Les autorisations d’absence doivent faire l’objet d’un avis d’absence signé parl’intéressé, son supérieur et la direction concernée et ceci avant le jour del’absence.Les autorisations d’absence (pour convenance personnelle) sont limitées à troisdemi-journées par an ; au-delà de ce quota, toute absence est comptabiliséeen déduction des congés payés.
Les absences injustifiées
Après 4 jours d’absence continus ou 8 demi – journées d’absence, si l’intéressén’a fait pas parvenir de pièces justificatives au service du personnel, il lui seraadressé, par voie recommandée, une mise en demeure spécifiant qu’il s’agitd’un abandon de poste susceptible de renvoi définitif.
5/ Les congés :
Les congés payés :
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
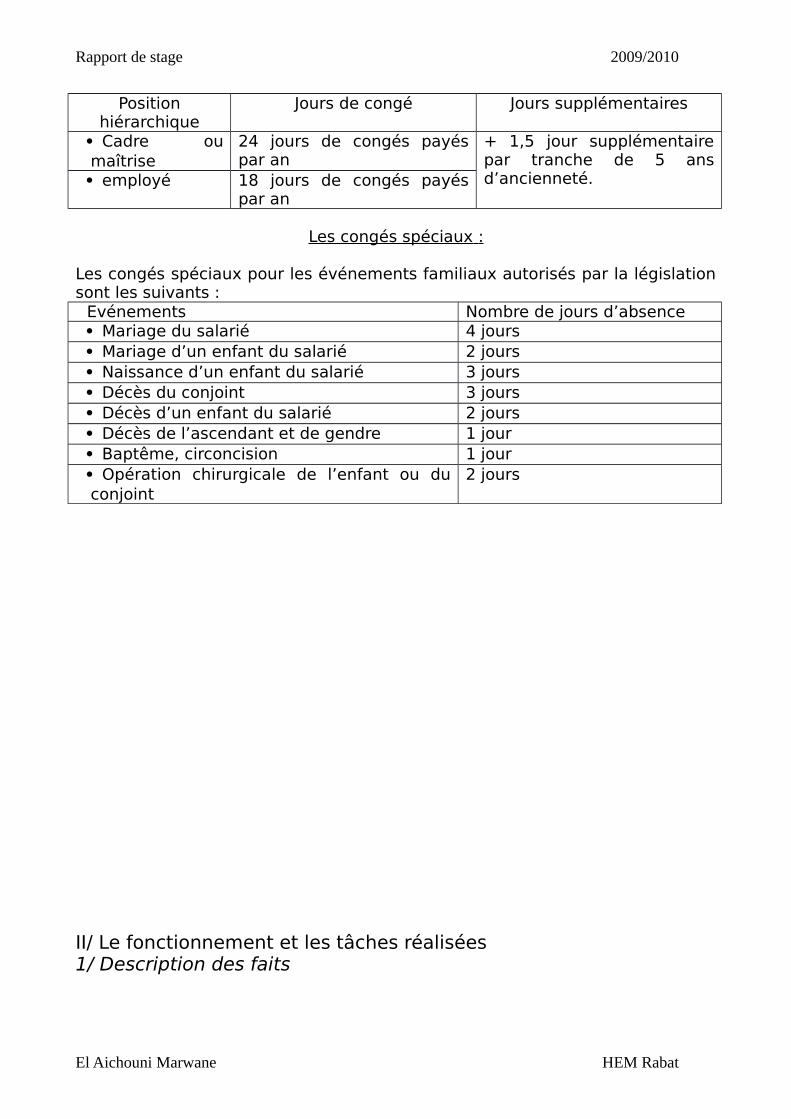
Positionhiérarchique
Jours de congé Jours supplémentaires
Cadre oumaîtrise
24 jours de congés payéspar an
+ 1,5 jour supplémentairepar tranche de 5 ansd’ancienneté. employé 18 jours de congés payés
par an
Les congés spéciaux :
Les congés spéciaux pour les événements familiaux autorisés par la législationsont les suivants :
Evénements Nombre de jours d’absence Mariage du salarié 4 jours Mariage d’un enfant du salarié 2 jours Naissance d’un enfant du salarié 3 jours Décès du conjoint 3 jours Décès d’un enfant du salarié 2 jours Décès de l’ascendant et de gendre 1 jour Baptême, circoncision 1 jour Opération chirurgicale de l’enfant ou duconjoint
2 jours
II/ Le fonctionnement et les tâches réalisées1/ Description des faits
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
A/Le travail du liège :
Le prélèvement du liège (déliègeage)
C'est le milieu végétatif qui influence énormément la durée nécessaire à la production de l'épaisseur industrielle minimum. La durée de maturation tend à s'allonger lorsqu'on s'écarte du centre de dispersion de l'aire de végétation naturelle du chêne-liège.
Le premier levage intervient entre la vingt-cinquième et la trentième année du chêne-liège. Cette première écorce (mâle) provient uniquement du tronc et ne convient pas à la fabrication des bouchons. L'écorce se reforme lentement si bien que les levages successifs peuvent intervenir en moyenne tous les neuf à quinze ans, au début toujours uniquement du tronc (liège de première reproduction). Lors des levages ultérieurs effectués jusqu'aux branches principales, il s'agit d'écorce femelle. Pour ne pas perturber l'arbre dans sa croissance, il importe de ne pas dénuder plus de 60% de sa surface totale. Bien que l'écorce de liège assure à l'arbre une excellente protection aux intempéries (variations de température), l'opération de levage correctement entreprise ne blesse pas l'arbre. Dans les territoires subéricoles du type Espagne, Portugal, Maroc et Algérie, les subériculteurs considèrent que neuf ans suffisent pour produire une épaisseur d'au moins trente millimètres de liège. En limite nord de l'aire naturelle,notamment en France, il faut compter douze à quinze ans pour un même résultat. Cette durée supplémentaire compense les conditions climatiques moins avantageuses, ainsi que les sols souvent moins productifs que les terres cultivées et entretenues du Portugal.
La qualité du liège de production dépend donc de l'âge du liège au moment du déliègeage. Cela est dû à l'augmentation progressive du calibre et à l'amélioration de la relation entre le liège de printemps et le liège d'automne dans les dernières couches de liège produites. De plus, dans ces dernières couches, les déformations et les élargissements des canaux lenticellaires sont moins fréquents, ce qui réduit la porosité. En général, la qualité du liège s'améliore avec l'augmentation de la durée du tour de déliègeage.
La qualité du liège obtenu d'un arbre tend à s'améliorer avec les déliègeages successifs et aussi avec l'âge jusqu'à une certaine limite. Parmi les arbres trop âgés, l'accumulation de blessures et de cicatrices et la réduction de croissance du bois et du liège avec l'âge, conduit à une nette baisse de la qualité du liège produit.
Une fois détachées de l'arbre, les plaques de liège sont rassemblées en tas, en plein air, dans la plantation pour un premier séchage pendant quelques mois. C'est à ce moment qu'intervient
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
la vente de cette matière première du producteur au bouchonnier. Elle peut également être achetée sur pied et être levée par les soins du bouchonnier qui contrôle ainsi bien mieux l'origine de ses approvisionnements.
Le démasclage
Le levage du liège, appelé démasclage, est entrepris avec une hache à tranchant courbe. L'opération de déliègeage comporte quatre phases:
- la découpe d'une entaille horizontale sur le liège, au niveau supérieur du déliègeage,
- l'ouverture dans le sens vertical de l'arbre sur toute la hauteur à lever,
- l'introduction du fer de la hache, puis du manche, entre le liège et l'assise subérophellodermique pour aider à la séparation,
- le décollement de la planche pour la détacher du pied de l'arbre.
Le travail de déliègeage doit être mené avec précision pour ne pas blesser l'assise génératrice, ce qui influerait négativement sur la longévité et la capacité de l'arbre à produire du liège. C'est pourquoi ce travail reste essentiellement manuel, l'utilisation de scies mécaniques accroissant le risque de léser la «mère».
Le stockage
Après la récolte, le liège a une humidité comprise entre 15 et 30% suivant la région et le climat. Afin d'abaisser ce taux, il est nécessaire de stocker le liège à l'air libre durant au minimum douze mois. La durée de ce séchage est déterminante sur la qualité finale du bouchon. Les planches de liège sont donc empilées, le ventre tourné vers le sol et sont laisséessur parc pendant un an. Durant ce séjour à l'air libre, le liège est affiné par des phénomènes d'oxydation. Il perd par lessivage des tanins et des sels minéraux.
Le premier bouillage
Les plaques de liège sont plongées dans l'eau claire bouillante et maintenues immergées une heure et demie. Cette opération a plusieurs buts:
- Le bouillage permet de nettoyer le liège en le débarrassant des parasites et d'éliminer une partie des substances hydrosolubles qu'il contient encore, notamment des sels minéraux et destannins.
- Le plus grand effet du bouillage est le redressement des ondulations des parois cellulaires. La dilatation radiale, parallèle aux lenticelles est beaucoup plus importante (10 à 15%) que les dilatations axiales et tangentielles, perpendiculaires aux lenticelles (5 à 7%). Finalement, ce traitement permet d'obtenir par un gonflement d'environ 30% en volume, une épaisseur suffisante pour le travail de bouchonnerie. La masse n'est pratiquement pas affectée.
- Le bouillage agit en assouplissant le liège, tout comme il réduit son anisotropie élastique.
La préparation des plaques de liège
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Les bords des planches sont ensuite redressés au couteau. Cette opération permet de définir exactement les caractéristiques d'épaisseur et de qualité de chaque planche pour en déterminer sa destination.
On trie les planches suivant leur épaisseur. Les bouchonniers avaient l'habitude de s'exprimer en lignes de 2,25 mm, soit en catégories de 10 à 12 lignes, 12 à 14 lignes, 14 à 18 lignes et 18à 24 lignes. En outre, le liège est classé selon d'autres critères de qualité, de texture, appréciées à l'œil et au toucher: selon la densité des lenticelles, la finesse et la souplesse du grain ainsi que l'absence de défauts. Les planches présentant un défaut quelconque (liège boisé, vert, terreux, à taches jaunes, crevassé, soufflé ou présentant des trous de fourmis et devers) sont éliminées à ce stade.
Les planches sont ensuite pressées en balles afin de les aplanir.
Le deuxième bouillage
Un deuxième bouillage prépare le liège aux opérations ultérieures, en particulier le tubage.
Le stockage en cave à liège
Les balles son empilées pendant une quinzaine de jours dans un local clos et sombre où règne une température d'environ 30°C, ainsi qu'une hygrométrie de près de 100%. Durant ce séjour, les plaques de liège deviennent plus planes et leur humidité (d'environ 25% après bouillage) décroît jusqu'à un optimum (14 à 17%), permettant ensuite le tubage des bouchons sans arrachement et sans déformation excessive. Dans cette atmosphère se développent à la surface des plaques de liège des moisissures qui imposent une décontamination après transformation en bouchons.
B/La fabrication des bouchons
Le tirage en bandes
Les plaques de liège sont découpées en bandes d'une largeur légèrementsupérieure à la longueur des bouchons à produire. Ce découpage est effectué àl'aide de machines à couteaux circulaires avec un système d'auto-affûtage.
Le tubage
Des ébauches de bouchons sont façonnées à l'aide de tubes emporte-pièces,actionnés par des machines fonctionnant en continu. Les bouchons sont tubésle plus près du ventre et loin de la croûte, dans le sens vertical de la planche deliège, perpendiculairement aux couches de croissance et aux lenticelles. Ainsi,les lenticelles sont maintenues dans une position transversale lorsque lebouchon est introduit dans la bouteille.
Le premier tri et la mise à longueur
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Les ébauches obtenues subissent un premier tri visuel, au cours duquel estéliminé tout ce qui n'est pas suffisamment cylindrique pour pouvoir constituerplus tard un bouchon. À l'issue de ce premier tri, on obtient une «race», c'est-à-dire l'ensemble de tous les choix visuels résultant du tubage. Les ébauchespassent ensuite dans une machine qui va en rogner les extrémités, afind'égaliser tous les bouchons à la longueur désirée.
Le deuxième tri et le lavage
Les bouchons sont ensuite triés grâce à une machine pneumatique qui mesurela quantité d'air pénétrant dans chaque bouchon et apprécie ainsi sa porosité.Ce tri permet d'envoyer au lavage des classes de bouchons relativementhomogènes d'un point de vue aspect et ainsi d'adapter le lavage pour obtenirune efficacité optimale.
Les bouchons subissent plusieurs bains successifs qui vont les nettoyer, lesaseptiser et leur donner un aspect uniforme. Les bouchons sont lavés selon leprocédé SBM, mis au point et breveté par Sabaté en 1985. Celui-ci s'effectuepar passage dans deux bains successifs de solution basique à faibleconcentration, suivis d'un troisième bain dans du peroxyde d'hydrogène dilué.Suivent ensuite un égouttage dans des silos et deux séchages, le premier parséquences d'aspiration sous vide partiel, le second sous courant d'air chauddans des tambours rotatifs. Ces deux séchages permettent, outre l'éliminationpratiquement totale des résidus de peroxydes, un réglage satisfaisant del'hygrométrie finale des bouchons.
Le tri de sélection des choix
Les bouchons sont laissés au repos pendant quelque temps, puis on effectueun tri de sélection à l'aide d'un système optique. Ce tri est basé sur ladétection par des caméras des zones de différentes couleurs sur tout le rouledu bouchon. La machine détermine le nombre, la taille et la position deslenticelles ou des défauts sur le bouchon, ainsi que la surface globale deslenticelles ou des défauts par rapport à la surface totale du bouchon. Enfonction de ces critères, un choix visuel est affecté au bouchon.
Le marquage des bouchons
Les bouchons sont roulés sur une plaque chauffée ou encrée qui porte en relief,par l'un des deux procédés, le texte ou le graphisme à imprimer.
Le satinage
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Le satinage consiste à munir le bouchon d'un traitement de surface, afin defaciliter le bouchage et le débouchage de la bouteille. Le produit utilisé est unélastomère alimentaire, un silicone synthétique. Il polymérise à froid avecl'humidité de l'air et enveloppe le bouchon d'une microscopique réticulation quilaisse intacte les propriétés spécifiques du liège. Il est appliqué par brassageavec les bouchons dans un tambour ajouré que l'on laisse tourner le tempsnécessaire pour obtenir la «glisse» souhaitée.
À ce stade, la fabrication du bouchon est terminée.
Les bouchons passent encore dans une machine pour être comptés de manièreautomatique. Ils sont emballés sous vide, dans des sacs plastiques étanches etreçoivent une dose de dioxyde de soufre (SO2). Il s'agit d'un antiseptique pourprévenir d'éventuelles nouvelles contaminations par croissance de micro-organismes. Une fois scellés, les sacs sont encore emballés dans des cartonsde protection. Les bouchons sont prêts à être expédiés à la distribution dans lemonde entier.
Au départ, comme tout autre bouchon, il faut savoir que le bouchon dechampagne est parfaitement cylindrique. L'astuce de sa déformation résidedans la composition par étage et dans des structures de lièges différents. Lesommet, retenu par la capsule métallique et le corps sont constitués d'unmélange d'aggloméré de liège et de colle de grande solidité, tandis que l'autreextrémité est formée de ces couches de liège naturel souple. Pour l'introduire,la boucheuse comprime le bouchon, ce qui lui permet de pénétrer dans legoulot dans lequel il épouse immédiatement sa forme et se bloque contre leverre. La capsule métallique recouvre la partie supérieure du bouchon quisubsiste à l'extérieur et le muselet arrime cette partie résistante au renflementdu col de la bouteille. Cette ingénieuse conception permet de déboucher labouteille, quelques fois au prix d'un grand effort, auquel la tête du bouchonrésiste sans rompre. C'est uniquement sous l'effet de la pression que lebouchon de champagne perd sa forme cylindrique initiale.
2/Observation globale
La culture d’entreprise
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
A/Les valeurs du groupe
La société Comatral respecte 4 valeurs qui confèrent à ses actions du sens et de la légitimité et structure sa vision.
Ces 4 valeurs sont les suivantes :
Progrès Engagement Solidarité Ethique.
B/La culture d’entreprise chez Comatral : un facteur de succès
L’ambiance à Comatral est amicale. De l’extérieur les gens sont vite frappés par l’esprit décontracté qui règne dans les bureaux.Les mots d’ordre sont bonne entente, enthousiasme et motivation.
80% à 90% des collaborateurs se tutoient, et cela indépendamment des positions hiérarchiques.Le caractère informel fait partie du patrimoine de l’entreprise.Les salariés se respectent davantage pour leurs compétences que pour leur position hiérarchiques.
Chez Comatral, la culture d’entreprise fait partie intégrante de la stratégie, le rendement ne doit pas occuper toute la place dans la définition de cette dernière, il faut qu’avant tout que les salariés prennent du plaisir au travail.
Les dirigeants veillent à ce que tous les salariés sentent qu’ils doivent prendre leur responsabilité, qu’ils peuvent apporter beaucoup à l’entreprise et concrétiser leurs propres idées.
Une force du groupe Comatral réside dans sa capacité à gérer ouvertement et équitablement les conflits. On ne laisse pas les tensions s’accumuler, il est essentiel de les désamorcer spontanément tant que le sujet est d’actualité. Lesdiscussions se doivent d’être concrètes et ne jamais comporter d’attaques personnelles.
C’est aussi à travers l’architecture et l’aménagement des bureaux que le groupe Comatral exprime sa culture ; une culture basée sur l’ouverture. Ainsi lefait que les salariés soient assis face à face signifie quelque chose.Les salariés d’un même département sont réunis dans un même bureau, il n’yapas de bureau séparé pour le chef du département.
La culture d’entreprise occupe une place prépondérante lors du recrutement. Les candidats ne doivent pas seulement posséder des connaissances techniques, il faut aussi que leur personnalité corresponde à la culture déjà présente dans l’entreprise. Il est arrivé que des individus de grande qualité ne correspondent pas à l’entreprise.
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
La culture d’entreprise chez Comatral est étroitement liée à son activité. L’industrie suppose d’être constamment au service du client et à son écoute, de répondre à ses attentes, de toujours satisfaire ses demandes, et enfin lui proposer des services qui vont améliorer son quotidien.Cet aspect positif de l’activité est motivant pour les salariés et influence directement leur façon de travailler et leur comportement dans l’entreprise.
C/Les tâches réalisées
Je me suis rapidement lié d’amitié avec le PDG, Mr Claverie, ce qui m’a permis de rester près de lui, et d’apprendre énormément en le suivant. J’ai vu l’homme brisé qu’il est devenu après la crise. Il a dû se détacher de plusieurs de ses employés ; des employés qu’il a formé, qu’il a soutenu pour l’obtention de crédits pour la voiture, pour le logement, etc.Je ne saurais définir avec exactitude les tâches que j’ai réalisé, car je n’ai jamais réellement eu quelque chose à faire. Du fait de ma curiosité maladive, et du fait de ma bonne relation avec Mr Claverie, j’ai pu observer le travail de tous les employés et à n’importe quel moment. Ils ont été d’une gentillesse naturelle incroyable. Du gardien de la porte d’accès de l’usine, au bureau du PDG, j’ai pu me rendre avec facilité dans tous les lieux de travail. Il n’y a que les ouvrières chargées du tri que je n’ai pas réellement dérangé, car leur travaildemandait une dextérité incroyable. Je pouvais passer des heures a traîner dans la cours de l’usine a parler de tout et de rien avec les ouvriers. Je n’ai jamais hésité a mettre la main la pâte, a porter quelque chose de lourd avec l’un d’eux, à a apprendre a conduire la remorque qui transporte les planches delièges, ou encore a tester leurs outils, mais je ne pouvais me prétendre capablede faire ce qu’ils font en quelques semaines. Je me rappelle d’un jour ou j’ai passé plusieurs dizaines de minutes à appuyer sur le bouton du monte-charge, afin de faire gagner du temps aux ouvriers. Je ne réponds peut-être pas à vos exigences, en parlant des tâches que j’ai pu réaliser, mais j’ai beaucoup appris.Que je devienne un jour manager, PDG, ou simple ouvrier, je suis certain que j’aurai l’intégrité qu’il faut et la distance nécessaire pour respecter chacun des maillons de la chaîne nécessaire au fonctionnement d’une entreprise.
El Aichouni Marwane HEM Rabat
Rapport de stage 2009/2010
Conclusion :
Ce stage ouvrier qui a duré quatre semaines m’a permis de comprendre
comment fonctionne une chaine de production, les différentes taches réalisées
et la difficulté d’être un ouvrier.
Cela m’a permis d’avoir surtout un premier contact avec les personnes qui
travaillent au sein de l’entreprise et plus spécifiquement avec les ouvriers.
Aujourd’hui, je sais ce que ces gens fournissent comme efforts et je garderais
toujours cela en tête pour pouvoir être par la suite être un bon manager.
El Aichouni Marwane HEM Rabat

Rapport de stage 2009/2010
Annexes :
La qualité du liège dépend de la manière dont il est entreposé.
Le premier bouillage joue le rôle de puissant désinfectant. Il donne aux plaques une forme et un assouplissement déterminants pour la suite destravaux.
El Aichouni Marwane HEM Rabat

Rapport de stage 2009/2010
Le liège naturel est une matière brute, délicate, qui mérite des soins attentifs en matière de stockage et de séchage.
Le tirage en bandes consiste en un découpage précis, permettant le meilleur rendement en bouchons.
Lors du contrôle de qualité, par un premier tri visuel, on élimine toutes les chutes qui ne constitueront pas plus tard un bon bouchon.
El Aichouni Marwane HEM Rabat

Rapport de stage 2009/2010
Le tubage à l'emporte-pièce façonne des ébauches de bouchons dans la masse de liège de première qualité.
Le tri visuel permet la sélection des futures catégories de qualité. Il sera suivi de plusieurs tris successifs.
Après plusieurs traitements de surface et une désinfection, les lots de bouchons triés par catégories sont soigneusement emballés. Desprécautions de stockages seront prises pour assurer une parfaite conservation.
El Aichouni Marwane HEM Rabat





























