Embed Size (px)
Citation preview

Acciaierie Valbruna S.p.a.
PRINCIPALI TAPPE STORICHE E TECNICHE
ANNI 1925 - 1965: Le origini
1925- Il Cav. Ernesto Gresele fonda la Ferriera Valbruna, una
piccola azienda specializzata in fucinati agricoli
(vomeri,coltri, aratri ed assali per carri)
1939- Nasce l’Acciaieria Valbruna. Viene realizzato il primo
reparto acciaieria, un laminatoio a mano, ed inizia la
produzione di prodotti lunghi in acciai al carbonio e
legati.
1944- L’acciaieria viene interamente distrutta durante un
bombardamento. Inizia subito la ricostruzione.
1946- Inizia la produzione di acciai speciali.
1957- Nicola Amenduni entra a far parte della società e,
rendendosi conto dei possibili importanti sviluppi,
comincia a pensare di spostare la produzione nel
settore degli acciai inossidabili.
1961- Inizia la produzione degli acciai inossidabili.
1964- La vecchia fonderia viene spostata a Piove di Sacco
(PD) per fare spazio alle crescenti esigenze della
acciaieria e dei laminatoi.
1965- La produzione di acciai inox diviene dominante.
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.
Acciaierie Valbruna S.p.a.
PRINCIPALI TAPPE STORICHE E TECNICHE
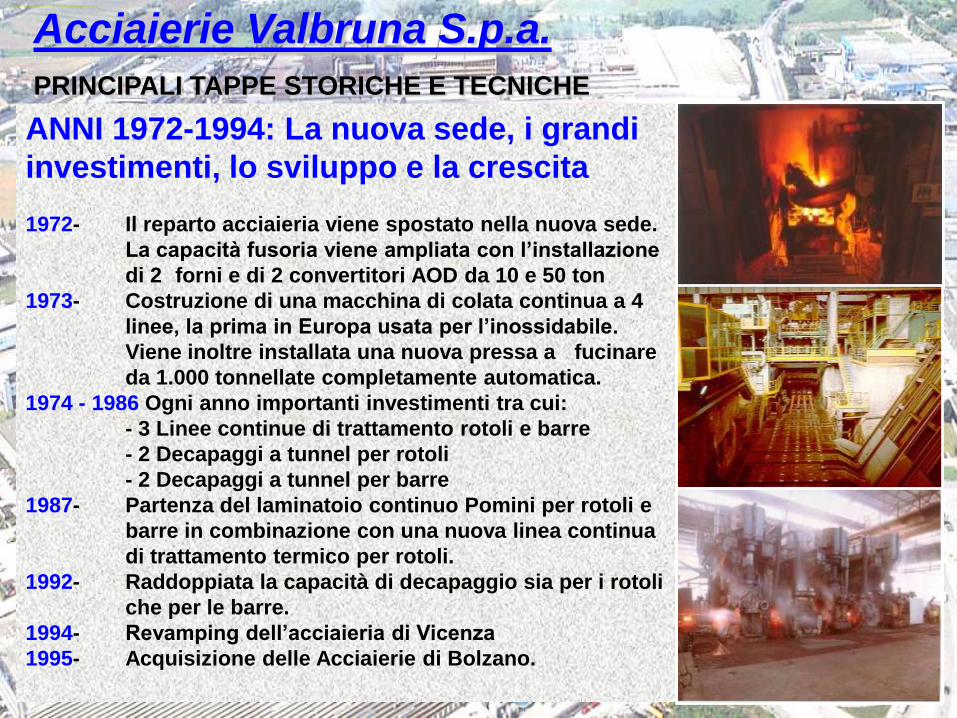
ANNI 1972-1994: La nuova sede, i grandi
investimenti, lo sviluppo e la crescita
1972- Il reparto acciaieria viene spostato nella nuova sede.
La capacità fusoria viene ampliata con l’installazione
di 2 forni e di 2 convertitori AOD da 10 e 50 ton
1973- Costruzione di una macchina di colata continua a 4
linee, la prima in Europa usata per l’inossidabile.
Viene inoltre installata una nuova pressa a fucinare
da 1.000 tonnellate completamente automatica.
1974 - 1986 Ogni anno importanti investimenti tra cui:
- 3 Linee continue di trattamento rotoli e barre
- 2 Decapaggi a tunnel per rotoli
- 2 Decapaggi a tunnel per barre
1987- Partenza del laminatoio continuo Pomini per rotoli e
barre in combinazione con una nuova linea continua
di trattamento termico per rotoli.
1992- Raddoppiata la capacità di decapaggio sia per i rotoli
che per le barre.
1994- Revamping dell’acciaieria di Vicenza
1995- Acquisizione delle Acciaierie di Bolzano.
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.

Acciaierie Valbruna S.p.a.
PRINCIPALI TAPPE STORICHE E TECNICHE
ANNI 1995-OGGI: Verso il futuro ...
1996- Reingeneering acciaieria a Bolzano.
1997- Start-up dell’impianto ESR. Partenza di 2
forni ad induzione da 3+3 ton
1998- Nuovo forno continuo per barre a Vicenza.
2000- Raddoppio della produttività del reparto Fili
2001- Nuovo forno continuo per rotoli a Bolzano
2002- Revamping dell’impianto ESR. Start-up della
nuova colata continua a 4 linee.
2003 - Nuovo impianto ESR per rifusione continua
2004- Acquisizione della Slater Stainless di Fort
Wayne (IL, USA). Partenza di due linee di
filettatura barre a Bolzano
2005- Nuova linea di pelatura Bultmann per barre
tra 20 e 100, partenza nuovo magazzino
automatico da 25.000 ton
2006 - Nuova linea di colaggio lingotti
2007 - Nuova linea di pelatura Bultmann per barre
tra 100 e 300, centro di taglio a disco
abrasivo Braun
ACCIAIERIE VALBRUNA OGGI
La Acciaierie Valbruna S.p.a. è una
azienda privata con 40 altre
partecipazioni che conta (con tutte
le sue filiali) oltre 2.500 dipendenti.
Ogni anno produce oltre 170.000
tonnellate di acciai inossidabili,
leghe di nickel e titanio,
continuando la strategia di
business, intrapresa sin dall’inizio,
di servire mercati di nicchia con
prodotti ad elevata qualità integrati
con un elevato grado di servizio ai
clienti. La produzione è
attualmente interamente condotta
nei due stabilimenti di Vicenza,
Bolzano e Fort Wayne
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.

STABILIMENTO DI VICENZA
STABILIMENTO DI BOLZANO
Acciaierie Valbruna S.p.a.
FABBRICHE E DEPOSITI
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.
Ancona
Bologna
Parma
Brescia
Milano
Torino

Acciaierie Valbruna S.p.a. FILIALI EUROPEE
Valbruna Polska
2 filiali
Valbruna Edelinox
1 filiale con 2 depositi
Valbruna Nordic
1 filiale
Valbruna Finland
1 filiale
Valbruna UK
1 filiale con 3 depositi
Valbruna Nederland
1 filiale
Valbruna Ireland
1 filiale
Valbruna France
1 filiale con 3 depositi
Valbruna Switzerland
1 filiale
Valbruna Iberica
1 filiale con 3 depositi
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.
Inoxstal
1 filiale

Valbruna Corp.
& First Metals
Valbruna
Canada
Valbruna
Australia
Valbruna
Mexico
Acciaierie Valbruna S.p.a. FILIALI EXTRAEUROPEE
Realizzato nell’anno 2000 da DAVIDE ALGHISI. Acciaierie Valbruna S.p.a.
Valbruna
Asia
Valbruna
Gulf
• Il motivo che ha spinto la nostra Azienda a rivedere il nostro modo
di operare e quindi l’organizzazione del lavoro è legato al
cambiamento che negli anni è avvenuto all’esterno della nostra
Azienda.
• Nuovi competitori hanno iniziato a condividere il nostro business,
conquistando delle quote di mercato a costi di produzione legati a
contesti sociali e culture diverse dalle nostre realtà.
• Abbiamo deciso di affrontare altre sfide con delle complessità
organizzative e tecnologiche che ci hanno imposto di rivedere i piani
d’investimento, sia impiantistici sia organizzativi.

• Abbiamo cercato di affrontare la complessità attraverso dei modelli
organizzativi semplici da interpretare, ma difficili da applicare.
• Abbiamo scelto la LEAN PRODUCTION perché è una filosofia di
lavoro che è legata ad una cultura aziendale specifica, che si
identifica attraverso il senso di appartenenza, caratteristica molto
sentita nella nostra Azienda.

• L’appartenenza trascina la motivazione al miglioramento,
soprattutto da parte del management.
• In assenza di motivazione, ci siamo accorti che le logiche della
“lean” sono difficilmente praticabili, in quanto gli aspetti culturali
e soprattutto i paradigmi Aziendali non vengono mai messi in
discussione.

Perchè abbiamo scelto le logiche della
“Lean production”

Domanda maggiore dell’offerta
• Fino a 20 anni fa, prevaleva la tecnologia di
fabbricazione e laminazione degli acciai inossidabili, la
competitività si misurava soprattutto dalla qualità del
prodotto.
• Gli investimenti erano rivolti pesantemente per lo
sviluppo di nuovi impianti mirati a migliorare
costantemente i processi tecnologici.
Evoluzione del fattore tempo
• Il fattore tempo rappresentava un aspetto importante fin
tanto che si misurava l’impianto, quando invece si
affrontano temi quali i magazzini intermedi, logiche di
programmazione, tempi di movimentazione, nonché
tempo di attraversamento di tutti i processi, l’interesse
era meno prioritario.

Necessità di competenze
• A dimostrazione di quanto sostenuto, allora la
formazione prettamente tecnologica delle risorse umane
prevaleva su tutto.

Nuovi bisogni del mercato
• Il livello di competitività è aumentato.
• Variabili Hard del sistema: I costi di produzione della
concorrenza sono decisamente inferiori, (manodopera,
materie prime, energetici ….).
• Variabili Soft del sistema: Il mercato oggi dà per
scontato che gli aspetti tecnologici siamo in grado di
soddisfarli, richiedendo una maggior velocità nei nostri
processi, nelle nostre attività quotidiane nel nostro modo
di fare e di pensare.

• Se quantifichiamo il tempo del ciclo operativo per
produrre una tonnellata di acciaio, o meglio il tempo che
dà valore aggiunto al prodotto, possiamo stimarlo tra le:
0,435 – 0,500 h per tonnellata
• Se invece quantifichiamo il tempo di attraversamento da
quando arriva la materia prima fino al cliente, passano
una media di: 6 mesi

• Questa è la sfida del futuro di tutte le aziende
siderurgiche che producono acciai inossidabili lunghi.
• I motivi principali che oggi penalizzano la velocità dei
nostri processi (logiche molto push):
– Le attese,
– le movimentazioni,
– le sovrapproduzioni per l’ottimizzazione dei lotti
Criticita’
• La criticità delle movimentazioni interne del prodotto
sono figlie di una programmazione difficoltosa degli
impianti.
• Ci sono impianti che vengono schedulati per qualità o
marca ed impianti schedulati per dimensioni.
• Tra un processo tecnologico e l’altro, esistono dei
magazzini che non sempre vengono dimensionati
correttamente.
• Spesso l’operazione a monte sviluppa delle
sovrapproduzioni che impediscono un corretto
stoccaggio.
• Queste si trasformano in sprechi di manodopera per
movimentazioni e ricerca del prodotto.

Azioni
• Sono state riviste le logiche di programmazione con
distinzione dei vari flussi nelle fasi di finitura.
• Abbiamo distinto le logiche di gestione push e pull, e su
queste è nata una nuova organizzazione.

• I processi che richiedono costi di esercizio elevati e che
sono fortemente influenzati dal lotto, vanno gestiti con
logiche push. Mi riferisco ad acciaieria, laminatoio,
trattamenti termici e decapaggi.
• In queste fasi, i magazzini sono inevitabili, in quanto
l’ottimizzazione del lotto è fondamentale.
• Il tempo di set-up assume primaria importanza se
vogliamo contenere i costi d’ammortamento.
• Prevale la cultura orientata alla produzione.

Tirare il flusso
• Questa è la fase su cui siamo intervenuti più
pesantemente, con investimenti sia sull’organizzazione
che tecnologici.
• Per produrre con logiche pull, non basta soltanto
strutturare lay-out di produzione con lavorazioni a flusso.

La formazione come leva
• È molto più importante, il “pensiero snello” di chi gestisce
queste logiche.
• Per questo motivo abbiamo dato corso ad un periodo di
formazione a tutti i manager di primo livello,
• Abbiamo creato delle professionalità nuove all’interno
dell’Azienda: Il Supply Chain Manager e il Flow
Manager.

Da Push a Pull
• Laddove, i processi tecnologici permettono una
programmazione per dimensioni deve prevalere la
logica pull (ci riferiamo alla finitura del prodotto).
• Il flusso non deve essere più spinto, ma tirato.
• I processi sono fortemente orientati al mercato. La
cadenza degli impianti viene dettata dalla richiesta del
cliente.

La cultura “snella”
• Per produrre beni competitivi su scala planetaria,
bisogna prima saper produrre cultura industriale
“snella”.
• Il periodo in cui l’impianto o la macchina prevaleva sul
business è finito.
• Oggi prevalgono i processi e la loro velocità con cui
si ripetono.

Piani d’azione
Priorità Azioni Responsabilità Quando
1 Nuovo sistema logistico produttivo Team n 1 Dicembre
2005
2 Cambio Culturale (piani di
formazione e di accompagnamento
alla gestione della Lean
Production)
Team n 2 Dicembre
2006
3 Inserimento dello standard e
consuntivazione da terminalini
Team n 3 Dicembre
2007
4 Monitoraggio e miglioramento OEE
e Indice di servizio
Team n 4 Febbraio
2008
5 Analisi e revisione lay-out e
razionalizzazione dei flussi
Team n 5 Dicembre
2006
Risultati gestionali

L’organigramma dell’area produzione:gestire il cambiamento
PUSHPULL
DirezioneProduzione
Supply-ChainManager
StabilimentoVicenza
Flow managerFucinati-Grezzi
Flow managerPelati
Flow managerTrafilati
Flow managerLaminati
StabilimentoBolzano
ManutenzioneAcciaieriaLaminatoioTrattamenti
ManutenzioneAcciaieriaArea Caldo (laminatoio-decapaggio)
Finitura Freddo

Processo di gestione degli ordini
Processo di Pianificazione e Programmazione della produzione
MP
ACCIAIERIA
PBL
LAMINATOIO TT
SL
Finitura PELATI
Finitura TRAFILATI
Finitura LAMINATI
FUCINATI e GREZZI
PUSH
PF
MTSPUSH
ATO (PULL)
MTO (PULL)PUSH
70% del fatturato
30% del fatturato
L’integrazione dei processi operativi e il
flusso Logistico-produttivo

il Supply Chain Manager (pianificazione)
Processo di Pianificazione e Programmazione della produzione
MP
ACCIAIERIA
PBL LAMINATOIO TT
SL
Finitura PELATI
Finitura TRAFILATI
Finitura LAMINATI
FUCINATI e GREZZI
PUSH
PF
PUSH

• Obiettivo:
– Mettere a disposizione tutte le risorse necessarie
(persone, impianti e stocks PBL, SL e PF) per
rispondere in modo efficiente e affidabile alla
domanda del mercato
– Efficienza (OEE) condivisa con i capi reparto
Il Supply Chain Manager: responsabilità

• Responsabilità:
– Pianificare e programmare la produzione sul medio-
lungo periodo al fine di rendere disponibili i materiali
nelle diverse sezioni del sistema logistico-produttivo
– Assicurare un corretta gestione dei magazzini PBL,
SL e PF attraverso il governo dei parametri e delle
logiche di gestione delle scorte
– Parametrizzazione del sistema gestionale per la
coerente gestione degli ordini di lavoro
– Gestione della logistica interna legata ai trasferimenti
intercompany (Vicenza-Bolzano) e al conto lavoro.
• Indicatori di performance:
– Stock out magazzini PBL, SL e PF
– WIP

Processo di gestione degli ordini
MP
ACCIAIERIA
PBL LAMINATOIO TT
SL
Finitura PELATI
Finitura TRAFILATI
Finitura LAMINATI
FUCINATI e GREZZI
PF
ATO
MTO
Il Flow Manager
(responsabile macro-flusso)
PUSH

Il Flow Manager: responsabilità
• Obiettivo:
– Assicurare la consegna degli ordini di lavoro nel
rispetto dei tempi, qualità e costi stabiliti
• Responsabilità:
– Gestire il piano di produzione della propria linea (VI-
BZ) al fine di garantire la consegna degli ordini
rispettando tempi, qualità e costi.

• Responsabilità:
– Gestisce gli impianti/attrezzature delle linee
garantendone l'efficienza e la rispondenza agli
standard qualitativi stabiliti.
– Interagisce con l’area commerciale per garantire
risposte affidabili sullo stato d’avanzamento degli
ordini e sulla consegna prevista.

• Indicatori di performance:
– Rapidità: LT=3 settimane per ATO e LT=10 settimane
per MTO
– Affidabilità: Indice di servizio=95% sulla data
confermata
– Efficienza: OEE del proprio flusso

il Supply Chain Mngmt: il progetto
• Pianificazione della distribuzione secondo logiche PULL:
– Priorità alla vendita (minimizzazione dei Lead Time Ordine-Pagamento)
– Lotti di reintegro magazzino sostanzialmente equivalenti (quantità) alle
vendite nel periodo
– Ripristini di magazzino allocati per ordine di vendita (chi prima vende
prima viene rifornito)
– Incremento degli indici di rotazione
– Supply Chain “snella” con stock/assortimenti che seguono l’andamento
della domanda
• Due step di implementazione:
– Distribuzione Italia (1 magazzino centrale e 5 depositi locali)
– Filiali estero (16 filiali in Europa America e Far East)
il Supply Chain Mngmt: il progetto

il Supply Chain Mngmt: l’impatto della
logica PULL
32%
57% 57%
34%
29%
33%36%
37%
39%
45%
37%
33%
0%
10%
20%
30%
40%
50%
60%
70%
2003 2004 2005 2006 2007 2008 (1-4)
% FATTURATO DA MAGAZZINO % REINTEGRI PER MAGAZZINO SUL PORTAFOGLIO ORDINI
Swap da gestione Push a gestione Pull
RECUPERO DI EFFICACIA

il Supply Chain Mngmt: il risultato
• Il fatturato da magazzino è passato da 39% a 32% del
totale a fronte di variate strategie commerciali
(sostituzione con prodotti a maggiore valore aggiunto)
• La capacità utilizzata per i reintegri di magazzino è
passata da 57% a 34% della capacità totale

• La “forbice” tra capacità utilizzata e fatturato effettivo da
magazzino si è ridotta del 14% (recupero di efficacia)
• Si è liberata capacità produttiva per rendere più
“adattabile” la Supply Chain alle variazione del mercato
il Supply Chain Mngmt: il risultato

il Supply Chain Mngmt: il risultato
0%
10%
20%
30%
40%
50%
60%
70%
80%
gen-0
3
mar-
03
mag-0
3
lug-0
3
set-
03
nov-0
3
gen-0
4
mar-
04
mag-0
4
lug-0
4
set-
04
nov-0
4
gen-0
5
mar-
05
mag-0
5
lug-0
5
set-
05
nov-0
5
gen-0
6
mar-
06
mag-0
6
lug-0
6
set-
06
nov-0
6
gen-0
7
mar-
07
mag-0
7
lug-0
7
set-
07
nov-0
7
gen-0
8
mar-
08
% ORDINI CLIENTE % ORDINI MAGAZZINO
DINAMICA “SLEGATA” DAL MERCATO DINAMICA CHE “SEGUE” IL MERCATO
PUSH PULL
il Supply Chain Mngmt: il risultato
• La dinamica dei reintegri per magazzino non evidenzia
più irregolarità dovute al PUSH sui volumi di stock
• La fluttuazione segue l’andamento dei mercati
• Le strategie commerciali possono essere recepite più
velocemente dalla produzione
• La politica di lotto di reintegro non “filtra” la domanda
(lotti piccoli – domanda non distorta)

ANDAMENTO MAGAZZINI
22000
18000
29000
0
5000
10000
15000
20000
25000
30000
35000
2005 2006 2007
periodo
ton

CORRELAZIONE RESA PRODOTTO
CON VOLUMI VERSATI
CLIENTE GESTITO CON LOGICHE "LEAN"
(Acciaieria Valbruna)
726
2.800
1.296
37%
7%
15%
0
500
1000
1500
2000
2500
3000
2006 2007 2008PERIODO
VO
LU
MI
0%
5%
10%
15%
20%
25%
30%
35%
40%
RE
SA
VOLUM I
RESA

Progetto pilota
Questi sono i risultati che ci aspettavamo dal progetto:
• Cogliere opportunità di una nicchia
• Rivedere il progetto diminuendo i costi per rendere il
processo ripetitivo nel tempo
• Incrementare il fatturato attraverso un tasso di
affidabilità nel servizio che dal 45% del 2006 ha
raggiunto oggi il 98%.
Il cliente ci chiede d’incrementare ulteriormente i volumi.

ANDAMENTO CRESCITA PRODOTTI X
16.655
19.336
25.77024.750
31.100
40.300
-
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
2004 2005 2006 2007 2008 2009 periodo
ton

Andamento lead time prodotti X
(Acciaierie Valbruna)
6 6
4,8
4,1
3,5
3
0
1
2
3
4
5
6
7
2004 2005 2006 2007 2008 2009
periodo
mesi

• Alcuni prodotti che fino a quattro anni fa ricoprivano un
peso marginale rispetto al business globale, oggi dopo
un periodo di crescita del 50%, l’Azienda ha deciso
d’investire 20.000.0000 € per incrementare ulteriormente
entro il 2010 di un altro 100% il fatturato e garantire un
livello di servizio al 95%.

CORRELAZIONE VOLUMI PRODDUTTIVITA'
(Acciaieria valbruna)
154.689
140.428
153.187 153.775
273,4
284,8
299,3300,1
120.000
125.000
130.000
135.000
140.000
145.000
150.000
155.000
160.000
2004 2005 2006 2007 2008
PERIODO
VO
LU
MI
250
260
270
280
290
300
310
KG
/H u
om
o
VOLUMI
PRODUTTIVITA'

• Non ci siamo posti l’obiettivo di applicare le logiche
lean per tagliare organici.
• Nel nostro business è pericoloso, in quanto per la
gestione dei processi c’è bisogno di professionalità che il
mercato non offre.
• Non a caso stiamo impostando una scuola della
siderurgia gestita all’interno della fabbrica.
• Il recupero del 9% di produttività in 3 anni lo abbiamo
realizzato attraverso una gestione ben oculata delle
uscite.
• Abbiamo cercato di eliminare tutte le attività che non
portano valore al prodotto.