Embed Size (px)
Citation preview

REDISEÑO DE SISTEMA DE GUÌAS PARA MÀQUINA REBOBINAD ORA DE PAPEL (WEB WELDER) EN LA EMPRESA PAPELSA S.A.
HERNANDO PEINADO FLORES
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECANICA
MEDELLIN 2009

REDISEÑO DE SISTEMA DE GUÌAS PARA MÀQUINA REBOBINAD ORA DE PAPEL (WEB WELDER) EN LA EMPRESA PAPELSA S.A.
HERNANDO PEINADO FLORES
Trabajo dirigido de grado presentado como requisito para optar por el título de Ingeniero Mecánico
ALBEIRO ESPINOSA Ingeniero Mecánico
UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLIN
FACULTAD DE MINAS ESCUELA DE INGENIERIA ELECTRICA Y MECANICA
MEDELLIN 2009

A DIOS el creador A mis padres Crecencio Peinado y Rosiris Flores, por todo el esfuerzo amor y apoyo que me brindaron durante la carrera para que mi proceso de formación haya finalizado con éxito. A mis Hermanos Genovy, Nelfy, Nayibi, Frank y Rosiris, por apoyarme y respaldarme. A todos mis familiares y amigos que me apoyaron incondicionalmente.
iii

AGRADECIMIENTOS
Agradezco muy especialmente al doctor Eduardo Álvarez Álvarez y la doctora Patricia Santamaría por su apoyo y respaldo durante toda mi carrera. A Albeiro Espinosa, profesor de la universidad Nacional de Colombia sede Medellín, por la orientación y paciencia en el proceso de aprendizaje y la elaboración de este trabajo y el desempeño como practicante. A todo el personal que labora en la empresa Papelsa, directivos y operarios por la colaboración en el planteamiento y ejecución del proyecto, así como por el apoyo para el desempeño como practicante. A todos los profesores de la universidad Nacional de Colombia sede Medellín que estuvieron presentes en mi proceso de formación a lo largo de mi carrera. A la Universidad Nacional, por haber sido mi instrumento de mi formación como profesional y ciudadano. A toda mi familia y amigos que respaldaron y me apoyaron en todo momento y fueron motivo de mi inspiración para llevar a cabo este propósito.
iv

TABLA DE CONTENIDO
1. INTRODUCCIÓN. ............................................................................................................................... 14
2. OBJETIVOS ....................................................................................................................................... 15
2.1 OBJETIVOS GENERALES...........................................................................................................................15 2.2 OBJETIVOS ESPECÍFICOS .........................................................................................................................15
3. ANTECEDENTES ................................................................................................................................ 16
4. PLANTEAMIENTO DEL PROBLEMA ..................................................................................................... 17
6. PAPELES Y CARTONES PAPELSA S.A. .................................................................................................. 19
6.1 RESEÑA HISTÓRICA .................................................................................................................................19 6.2 MISIÓN DE LA EMPRESA..........................................................................................................................20
7. DESCRIPCIÒN DE LA EMPRESA........................................................................................................... 21
7.1 DESCRIPCION DEL PROCESO ...................................................................................................................22 7.1.1 RECUPERACIÓN DE SODA ...............................................................................................................22 7.1.2 PRODUCCIÓN DE PULPA. ................................................................................................................23 7.1.3 CHIPPER ..........................................................................................................................................23 7.1.4 SILO DE ASTILLAS. ...........................................................................................................................23 7.1.5 PRESTEAMER. .................................................................................................................................23 7.1.6 DIGESTOR........................................................................................................................................23 7.1.7 REFINADOR. ....................................................................................................................................23 7.1.8 LAVADORA ......................................................................................................................................24 7.1.9 LA KAMIR. .......................................................................................................................................24
7.2 PRODUCCIÓN DEL PAPEL ........................................................................................................................25 7.2.1 PREPARACIÓN DE LA PASTA. ..........................................................................................................25 7.2.2 FORMACIÓN DEL PAPEL..................................................................................................................25
7.3 PRODUCCIÓN DEL CARTÓN.....................................................................................................................26 7.4 CORRUGADO...........................................................................................................................................27
7.4.1 IMPRESIÓN......................................................................................................................................28 7.5 DESCRIPCION DEL SISTEMA WEB WELDER .............................................................................................28
7.5.1 SISTEMA DE MONTARROLLOS. .......................................................................................................29 7.5.2 SISTEMA DE TENSIÒN. ....................................................................................................................29 7.5.3 SISTEMA DE ALINEACIÒN................................................................................................................30 7.5.3.1 SISTEMA DE POSICIÓN DE LA HOJA. ...............................................................................................i 7.5.3.2 CILINDRO DE DESLIZAMIENTO OSCILANTE. ....................................................................................i 7.5.4 ESMERILADO...................................................................................................................................31 7.5.4.1 SISTEMA DE RECOLECCIÒN DE POLVILLO ....................................................................................33 7.5.5 SISTEMA DE APLICACIÒN DE GOMA ...............................................................................................34 7.5.5.1 BOMBA VALCO................................................................................................................................i 7.5.6 DESCRIPCIÒN DEL PROCESO SISTEMA DE ENROLLADO DEL SISTEMA WEB WELDER .....................35
7.6 FUNCIONAMIENTO DE LA MÀQUINA WEB WELDER ...........................................................................36
8. DIAGNÓSTICO DE LA MÁQUINA REBOBINADORA............................................................................... 37
v

9. DISEÑO CONCEPTUAL ...................................................................................................................... 39
9.1 CLARIFICACION DE LA TAREA ..................................................................................................................39 9.2 ESPECIFICACIONES..................................................................................................................................39
9.2.1 DIAGRAMA DE FUNCIONES.............................................................................................................40 9.2.2 ESPECIFICACIONES Y REQUERIMIENTOS DEL SISTEMA (PAHL AND BEITZ). ....................................43 9.2.3 BUSQUDA DE SOLUCIONES.............................................................................................................44 9.2.4 DETERMINACIÓN DE CRITERIOS DE SELECCIÓN PARA LOS PRINCIPIOS DE SOLUCIÓN DEL SISTEMA DE DESPLAZAMIENTO...............................................................................................................44 9.2.5 CONDISIONES DE OPERACIÓN. .......................................................................................................45 9.2.6 ESTABLECIMIENTO DE LA FUNCIÓN GENERAL Y SUBFUNCIONES...................................................46 9.2.7 FUNCIÓN GENERAL. ........................................................................................................................46 9.2.8 SUBFUNCIONES..................................................................................................................................i 9.2.9 DISPOSITIVOS QUE CUMPLEN LA FUNCIÒN PRINCIPAL ..................................................................47 9.2.1.1 RODAMIENTOS ............................................................................................................................47 9.2.1.2 LÀMINA DE COBRE.......................................................................................................................47 9.2.1.3 SELECCIÓN TÈCNICA DEL PRINCIPIO DE SOLUCIÒN .....................................................................47
10. PLANOS.......................................................................................................................................... 48
11. CONCLUSIÓN.................................................................................................................................. 50
12. RECOMENDACIONES....................................................................................................................... 51
BIBLIOGRAFÍA ...................................................................................................................................... 52
vi

LISTA DE TABLAS Tabla 1 Requerimientos y deseos…………………………………..………………..43
vii

LISTA DE FIGURAS
Todas las figuras fueron tomadas del manual de la máquina rebobinadora Web Welder (empresa Papelsa. S.A.).
Página Figura 1. Obtención del cartón…………………………………………………………22 Figura 2. Fibras del cartón………………………………………………………..….....24 Figura 3. Pacas de pulpa………………………………………………………….….…24 Figura 4. Preparación de la pasta…………………………………………………...…25 Figura 5. Esquema del proceso de obtención del papel…………………..……...…26 Figura 6. Partes del cartón………………………………………………………..….…27 Figura 7. Foto de un cartón……………………………………………………….….…27 Figura 8. Corrugado…………………………………………………………………..…28 Figura 9. Cajas de diferentes formas y tamaño……………………………….…..…28 Figura 10. Esquema general del sistema Web Welder, tomado de los manuales de las maquinas de la empresa Papelsa………………………………………….….….29 Figura 11. Esquema del montarollo……………………………………………….…..30 Figura 12. Sistema de alineación y posicionamiento de la hoja………………....…31 Figura 13. Sistema de esmerilado; Izquierda) sistema del ànvil del esmeril, derecha) papel esmerilado…………………………………………………………..….32 Figura 14. Esquema del esmeril……………………………………………..…….…..33 Figura 15. Sistema de extracción del polvillo……………………………..……….…34 Figura 16. Control del sistema valco……………………………………………….….34 Figura 17. Esquema de la bomba valco………………………………………...….…35 Figura 18. Sistema de enrollado de rollos. …………………………………………...36 Figura 19. Modelo de sistema de caja negra (función global)……………….…..…40 Figura 20. Representación de la solución del sistema de guiado…………….……41 Figura 21. Función auxiliar (sistema de guiado con rodamientos)………………....42 Figura 22. Función auxiliar (sistema de guiado con cremallera - piñón)………..…42 Figura 23. Plano de ensamble del nuevo sistema de guías……………...…………48 Figura 24. Ensamble del sistema de guías…………………………………….……..49
viii

LISTA DE FOTOGRAFÌAS
Página
Fotografía 1. Eje expandible el cual se sustituyo por un sistema de pínolas……..37 Fotografía 2 Vista frontal del sistema de pínolas, guías y volante………………..38
ix

LISTA DE ANEXOS
Anexos. Planos de taller. Ver carpeta de anexos
x

GLOSARIO
WEB: palabra del idioma ingles que traduce como tela. WELDER: palabra del idioma ingles que traduce como soldador. SISTEMA DE GUÍAS: GEMELEO O SOLDADO DE ROLLOS: es la unión o el pegado de dos rollos de papel para hacer un solo rollo de papel útil. PINOLAS: CORE: tubo de cartón donde se empieza a enrollar el rollo de papel. SISTEMA DE TENSIÓN MONTALVO: Es el sistema por medio del cual se garantiza una tensión constante del papel de forma automática durante todo el proceso de desembobinado MONTARROLLO: son los equipos que permiten levantar el rollo que se va a gemelear.
11

RESUMEN
La producción de rollos de papel en la empresa de papeles y cartones PAPELSA S.A. es el proceso que mayores pasos tienen, por lo tanto es el más costoso de la empresa. La maquinaria utilizada de primera categoría y automatizada permite una alta producción y calidad del producto. Sin embargo hay secciones que han sufrido modificaciones con la finalidad de ser cada día más eficiente, lo que ha permitido realizar ciertas mejoras en algunas maquinas o mecanismos. Por lo anterior se pensó en realizar cambios en el sistema pegado de rollos (sección Web welder), lo que conllevó a formular esta propuesta de cambiar el sistema de ejes a un sistema de pínolas y por ende la adaptación del sistema de guiado para ese nuevo sistema con el fin de mejorar la eficiencia y facilidad de manejo para el operario. El rediseño en particular consiste en modificar el sistema de guiado que antes tenía el sistema de ejes enterizo a un sistema de guías que se adapten al nuevo sistema de pínolas, utilizando elementos de desplazamiento de fácil acceso comercial y área de contacto menor sobre los rieles que permitan la fricción mínima, además que el material de deslizamiento que va a estar en contacto sufra poco desgaste. En este caso se estudian dos posibles sistemas, de los cuales se hará la selección del que mejor cumpla la función de desplazamiento, con base en conocimientos que tienen los ingenieros de la planta molino en la empresa Papelsa S.A.
12

ABSTRACT
The production of paper rolls in the company of paper and paperboard PAPELSA S.A. is the process that major steps have therefore is the most expensive of the company. The machinery used in the first category and allows automated production and high product quality. But there are sections that were changed with the aim of being more efficient every day, which has led to some improvements in a few machines or mechanisms. It was earlier thought to make changes to the system of bonding rolls (Section Web welder), which led to this proposal to change the system to a system of shafts pínolas and thus adapting the guidance system for the new system to improve efficiency and ease of use for the operator. The remake in particular to amend the guidance system than before the system had one piece of axes to a system of guides that are adapted to the new system of Pínolas, using elements of movement and easily accessible commercial area of contact on the rails that lower allow minimal friction, in addition to the sliding material that will be in contact suffer little wear. In this case we are studying two alternative systems, which will be the selection of the best fulfills the function of displacement, based on knowledge that they have the engineers of the plant mill in the company PAPELSA S.A.
13

1. INTRODUCCIÓN.
En el informe se darán detalles de la descripción general de la empresa de papeles y cartones PAPELSA S.A. Así como del proceso para la fabricación del papel, al igual se dará detalles del funcionamiento y generalidades de la maquina rebobinadora de papel en donde se realizara el rediseño de un sistema de guías para la máquina rebobinadora de papel realizado en la planta molino de la empresa. Planta Molino hace parte de una de las tres plantas que conforman esta empresa además de; Planta Pulpa, Planta molino y Corrugador, necesarias para poder fabricar el producto final que son cajas de cartón destinadas a toda la industria. En el molino se toma la pulpa proveniente de planta pulpa convertida ahora en pasta, se lamina en la mesa de formación, pasa por unas prensas que compactan y a la vez exprimen el papel, luego se seca en unos secadores y finalmente se rebobina (máquina rebobinadora) o se convierte en rollos gigantes que salen hacia planta corrugador donde se hacen las cajas. El mantenimiento que se aplica es más que todo de tipo correctivo, esta labor se facilita gracias al conocimiento sobre el molino en general que tienen los supervisores de mantenimiento debido a su experiencia.
14

2. OBJETIVOS
2.1 OBJETIVOS GENERALES
Rediseñar el sistema de guías para la maquina rebobinadora de papel (Web Welder) en la empresa productora de papel y cartón corrugado PAPELSA.
2.2 OBJETIVOS ESPECÍFICOS • Recolectar información a cerca de la máquina rebobinadora de papel Web
Welder. • Realizar un estudio del sistema de guías que opera actualmente, a las
cuales se implementarán los cambios.
• Evaluar alternativas de rediseño.
• Seleccionar la alternativa más adecuada. • Implementar el rediseño del sistema de guías de la máquina rebobinadora
de papel Web Welder
15

3. ANTECEDENTES Existen diferentes máquinas rebobinadoras de rollos de papel en la industria, con sistemas de guías que se adaptan a la operación que realizan, un ejemplo es la maquina rebobinadora de papel en varios tamaños, que comprende unos medios para alimentar una banda de papel continua, a lo largo de un recorrido predeterminado, unos medios para alimentar núcleos tubulares, en cada uno de ellos con un número prefijado de láminas que han de enrollarse para formar un rollizo. Un sistema de guías por donde se desplaza el núcleo del tubo que van a delimitar el tamaño del rollo, por un lado fijas y por el lado de operación con un desplazamiento vertical que puede ser controlado por el operario.
16

4. PLANTEAMIENTO DEL PROBLEMA La empresa Papelea S.A. se dedica a la producción de papel para la elaboración de cartón corrugado, para ello cuenta con varias planta, una de ellas es la planta molino que fundamentalmente se dedica a la producción de los rollos de papel, iniciando el proceso en la formación de la pulpa de papel, luego se pasa por unos secadores donde se le da forma a la hoja que se bobina en rollos de diferentes dimensiones. Luego a estos rollos de papel se les realiza el proceso de corrugado que necesitan tener unas medidas especificas según normas, es allí donde empieza a utilizarse la maquina rebobinadora de papel Web Welder, que toma dos rollos de diferentes dimensiones y por un sistema de pegado los une para obtener la medida requerida. En la última parte de este proceso después del pegado o unión de hojas de papel se encuentra un sistema de rebobinado que utiliza un sistema de pínolas donde se coloca un tubo de papel base donde empieza a enrollarse la hoja formando los rollos con las dimensiones requeridas. El problema consiste en rediseñar un sistema de guías para una maquina rebobinadora de papel, a la cual se le cambió un sistema enterizo de ejes por un sistema de pínolas que facilita el montaje y desmontaje de los rollos de papel, obteniendo con ello una reducción considerable de tiempo y a su vez una mayor producción de tonelaje de papel. Debido al cambio del sistema de ejes al sistema de pínolas, surge la necesidad de realizar un diseño de mejora en el sistema de guiado de los rollos de papel, cuya Condición principal es que el sistema de guías se adapte al sistema de pínolas previamente diseñado.
17

5. METODOLOGÍA • Diagnóstico de la maquina rebobinadora de papel.
• Documentación sobre sistemas de guías. • Generación de alternativas de diseño. • Selección de la mejor alternativa. • Diseño de detalles del sistema de guías.
• Elaboración e implementación del rediseño del sistema de guías con base en
los estudios realizados con anterioridad.
18

6. PAPELES Y CARTONES PAPELSA S.A.
6.1 RESEÑA HISTÓRICA El origen de Papelsa se remonta a la década de los 50s cuando se impulsó en Antioquia la actividad reforestadora para proteger sus cuenca hidrográficas, entre las empresas que promovieron esta industria se destacaron Cipreses de Colombia, e Industrias Forestales Doña María. Estudios realizados tendientes a buscar uso de las maderas provenientes de estos cultivos, dieron como resultado la creación de una empresa productora de pulpa de papel. Es así, como en el año 1973 nace la Productora de Celulosa S.A. “PROCECOLSA”, ubicada en el municipio de Barbosa, Antioquia. En 1978 la empresa integra verticalmente el proceso e inicia los montajes de Planta Papelera y Planta de Corrugado destinadas a la producción de papel liner, kraft, corrugado medio, Papel para tubos, papel para sacos, láminas y cajas de cartón corrugado. Con la puesta en marcha de estas dos plantas nace en 1981 Papeles y Cartones S.A. “PAPELSA”. En 1995, PAPELSA, buscando ampliar su capacidad en Bogotá compra una Planta de Corrugados orientada a brindar una atención más oportuna a los clientes de esa zona. En 1997 la empresa implementa su sistema de Gestión de Calidad y obtiene el Sello ICONTEC de conformidad con la NTC 452 para cajas de cartón corrugado, pared sencilla y NTC 1202 para cajas de cartón corrugado pared doble. A finales del 2001, PAPELSA registra uno de sus mayores logros con la Certificación de Gestión de Calidad bajo la norma ISO 9001 versión 2000, para las Plantas de Cartón Corrugado de Barbosa y Bogotá. Es así como hoy PAPELSA es una empresa preparada para atender el mercado de empaques a escala nacional e internacional, con productos de calidad certificada y a unos precios competitivos.
19

6.2 MISIÓN DE LA EMPRESA
• Satisfacer las necesidades y requerimientos de sus clientes con productos de alta calidad, y un excelente servicio
• Optimizar sus recursos con el fin de lograr una adecuada rentabilidad que le
permita el progreso permanente, la actualización tecnológica, el desarrollo personal de sus colaboradores y una retribución justa para todos los trabajadores, sus accionistas, la sociedad y el estado,
• Conservar y proteger los recursos naturales y el medio ambiente, como
parte integral de la responsabilidad social que le compete.
20

7. DESCRIPCIÒN DE LA EMPRESA PAPELSA es una empresa conformada por un promedio de 360 trabajadores, con sedes en Barbosa-Antioquia, Medellín y Bogotá. Genera adicionalmente más de 700 empleos indirectos entre fabricación de particiones, forestales, reciclaje, transporte y contratación de diferentes servicios. En la planta de Barbosa la empresa cuenta con cuatro plantas que son: planta recuperadora de soda (PRS), planta de producción de pulpa, planta de producción de papel (molino) y planta de corrugado. Pertenece al sector papelero y de empaque con su negocio estratégico de cajas de cartón corrugado. Además de esto y a través de las plantas de pulpa, papel y corrugado puede ofrecer los siguientes productos: Corrugado: Cajas de cartón corrugado regulares Cajas de cartón corrugado troqueladas Láminas en pared sencilla Láminas en doble pared Estibas en cartón corrugado Divisiones y particiones Papel Liner kraft Corrugado medio Papel para tubos Papel kraft microcanal Tubos De diferentes calibres y dimensiones El énfasis de la gestión de la compañía está representado en su filosofía de servicio al cliente y la operación eficiente a través de: • Un sistema de gestión de calidad bajo los lineamientos del modelo
internacional NTC-ISO 9001:2000. • Un sistema de control de procesos y producto que garantice el cumplimiento de
los requisitos pactados con el cliente. • Un programa de buenas prácticas de manufacturas, BPM.
21

• Un sistema de gestión ambiental, SGA. • Un sistema de comportamiento seguro, CSP.
7.1 DESCRIPCION DEL PROCESO PAPELSA, inicia su proceso con la pulpa obtenida por medios químicos los cuales son procesados en la PRS, luego comienza con el proceso de obtención del papel para la elaboración del cartón y de esta forma ser distribuidos a sus clientes. En la siguiente figura se muestra de manera general el proceso productivo para la obtención del cartón. Figura 1. Obtención del cartón
7.1.1 RECUPERACIÓN DE SODA . Este proceso conforma la planta recuperadora de soda la cual se basa inicialmente en mezclar Soda cáustica + agua
(H 2 O)+glinina, luego de efectuada la mezcla se bombea a la recuperadora y por medio de recuperadores se evapora el H 2 O dejando una lejía verde (licor verde) el cual se quema y se forma una lejía blanca, dando como resultado soda
22

cáustica recuperada al 70% aproximadamente. Luego de haber recuperado la soda cáustica se reinicia el proceso para la cognición de la pulpa. NOTA: Para el mes de Octubre del año 2007 PP “planta pulpa” y PRS “Planta recuperadora de soda” fueron cerradas, el proceso de la obtención del cartón fue cambiado por la obtención del papel kraft a partir del cartón reciclable. 7.1.2 PRODUCCIÓN DE PULPA. La pulpa es la mezcla de fibras que se obtienen para poder formar el papel 7.1.3 CHIPPER. En el Chipper se realiza el proceso de picado de los árboles para obtener la pulpa y con esto poder formar el papel.
7.1.4 SILO DE ASTILLAS. En esta parte del proceso se almacenan las astillas procesadas en el chipper, las cuales son transportadas del chipper al silo de astillas por un conducto con ayuda de aire comprimido. 7.1.5 PRESTEAMER. Envía la astilla al refinador en dosis ya establecidas por un personal especializado.
7.1.6 DIGESTOR. En esta sesión se hace la mezcla de diferentes químicos con la astilla para poder ser cocidas. 7.1.7 REFINADOR. En este proceso, las fibras en suspensión se han de tratar físicamente por un proceso de fricción, para aumentar su capacidad de filtrarse y unirse entre sí, siendo más explicito consiste en frotar las fibras entre sí contra unos discos metálicos para desfibrar las astillas ya cocidas, estas se ven como especie de pelos que son los que crearan los puentes de hidrogeno y darán al papel mayor resistencia a la tracción.
23

Figura 2. Fibras del cartón
7.1.8 LAVADORA . En esta parte del proceso se lava la pulpa con licor negro que es suministrado por la PRS para separar el licor de la pulpa. 7.1.9 LA KAMIR. En esta parte del proceso se separa el agua de la pulpa para poder obtener en forma comprimida las hojas de pulpa y formar las pacas de pulpa. Figura 3. Pacas de pulpa
24

7.2 PRODUCCIÓN DEL PAPEL 7.2.1 PREPARACIÓN DE LA PASTA. Esta fase del proceso comprende dos partes: • Pasta de reciclaje: Las cajas recicladas son procesadas en el Pulper de
reciclaje, luego las impurezas son atrapadas por el Ragger dando cumplimiento a proceso de limpieza en la Pera que es la encargada de realizar la separación de sólidos tales como: zapatos, icopor, piedras, etc.
• Pasta de la materia virgen: La pulpa es humedecida y procesada con químicos para comenzar el proceso.
Cuando las dos pastas han cumplido con su respectivo proceso de obtención se mezclan y se hace la dosificación de materia prima de los tanques a la malla (HEALD BOX); En este punto se obtiene la pasta para proceder con la preparación del papel. Figura 4. Preparación de la pasta
7.2.2 FORMACIÓN DEL PAPEL . Mediante la secuencia de varias prensas y un tren de secado se obtiene el papel Kraft. Al final del tren de secado se encuentra la rebobinadora que es la encargada de obtener el papel rebobinado y pesado.
25

Figura 5. Esquema del proceso de obtención del papel.
1. Entrada de la pasta acuosa que contiene las fibras y caen sobre la tela para formar los enlaces. 2. Tela en la que se desplaza la pasta acuosa y el exceso de agua cae por efectos de la gravedad. 3. Prensa secadoras donde la hoja de papel pasa por prensas que por presión y succión eliminan parte del agua. 4. Cilindros Secadores en esta parte la hoja de papel húmedo pasa por distintos grupos de cilindros secadores que por transferencia de calor se produce el secado y evaporación de líquido impreso en el papel. 5. Rebobinadora. El papel es enrollado para luego ser cortado con las medidas requeridas.
7.3 PRODUCCIÓN DEL CARTÓN El cartón está compuesto por tres partes esenciales: liner superior, liner inferior y corrugado (flauta) tal como se ilustra a continuación:
26

Figura 6. Partes del cartón
Figura 7. Foto de un cartón
El proceso de fabricación del cartón de manera general tiene que pasar por las siguientes máquinas:
7.4 CORRUGADO En esta parte del proceso se forma el sándwich con aplicación de gomas para formar las láminas de cartón.
27

Figura 8. Corrugado
7.4.1 IMPRESIÓN. En esta parte del proceso se le da forma al cartón (Caja, pequeña, grande, porta hojas, etc.) y se ranura, apega, dobla. Figura 9. Cajas de diferentes formas y tamaño.
7.5 DESCRIPCION DEL SISTEMA WEB WELDER La Web Welder es un sistema soldador de papel cuyo objetivo es optimizar el uso de papel en la planta molino en lo referente a su ancho útil. Lo que se busca es poder unir (soldar) los saldos o rollos que son complementos de los diferentes rollos que se fabrican para las diferentes máquinas corrugadoras y obtener un papel de ancho completo para las mismas. Ésta máquina permite elevar la eficiencia en la operación del corrugado al reducir el efecto de gemeleo de rollos e incrementar la producción.
28

Figura 10. Esquema general del sistema Web Welder, tomado de los manuales de las máquinas de la empresa Papelsa.
7.5.1 SISTEMA DE MONTARROLLOS. Los montarollos son los equipos que permiten levantar el rollo que se va a gemelear, posicionarlo y sostenerlo para su desembobinado durante todo el proceso de gemeleo; a su vez, desde el mismo equipo se aplica el freno necesario a los rollos para darle tensión al papel, la cual es controlada por un sistema de tensión llamado Montalvo. 7.5.2 SISTEMA DE TENSIÒN. Es el sistema por medio del cual se garantiza una tensión constante del papel de forma automática durante todo el proceso de desembobinado, independiente del diámetro del rollo. Esta tensión debe ser constante con el fin de que no se generen arrugas en los alienadores ni en las rebobinadoras. Los principales objetivos de este sistema son: disminuir los reventones ocasionados por la diferencia de tensión, producción de rollos con mayor dureza y disminuir la pérdida de material cuando la hoja se revienta ya que el sistema tiene una detención automática que envía una señal al freno del rollo.
29
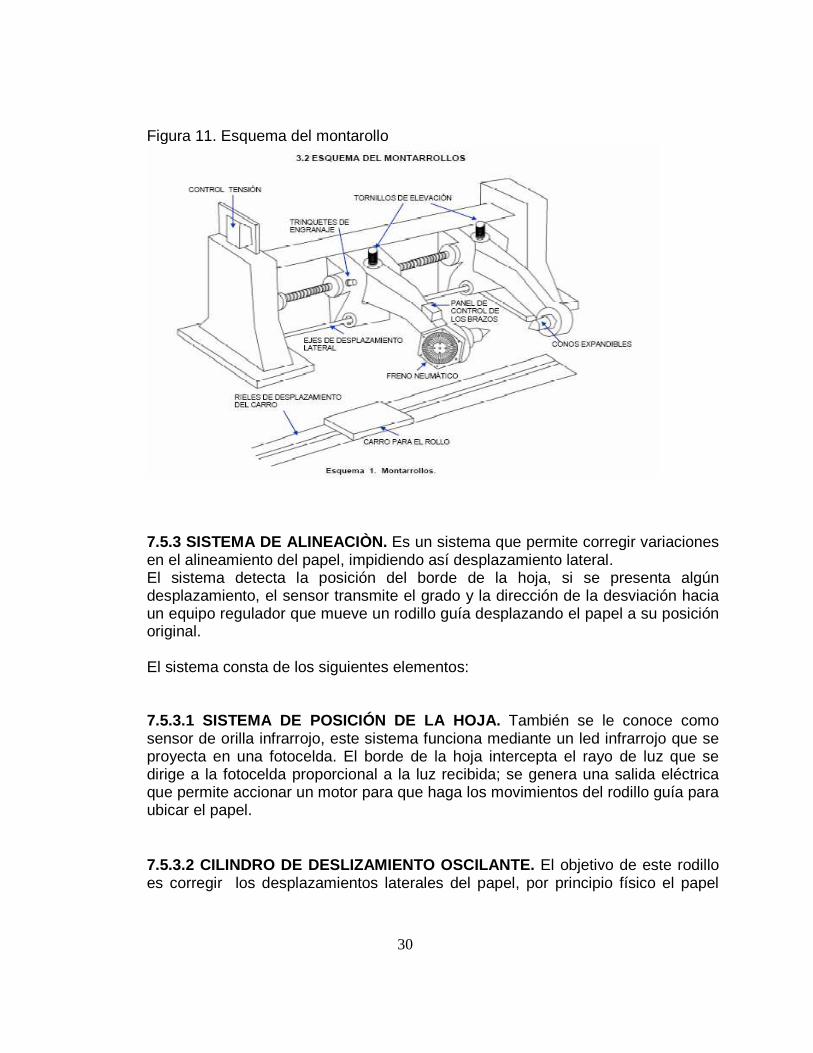
Figura 11. Esquema del montarollo
7.5.3 SISTEMA DE ALINEACIÒN. Es un sistema que permite corregir variaciones en el alineamiento del papel, impidiendo así desplazamiento lateral. El sistema detecta la posición del borde de la hoja, si se presenta algún desplazamiento, el sensor transmite el grado y la dirección de la desviación hacia un equipo regulador que mueve un rodillo guía desplazando el papel a su posición original. El sistema consta de los siguientes elementos: 7.5.3.1 SISTEMA DE POSICIÓN DE LA HOJA. También se le conoce como sensor de orilla infrarrojo, este sistema funciona mediante un led infrarrojo que se proyecta en una fotocelda. El borde de la hoja intercepta el rayo de luz que se dirige a la fotocelda proporcional a la luz recibida; se genera una salida eléctrica que permite accionar un motor para que haga los movimientos del rodillo guía para ubicar el papel.
7.5.3.2 CILINDRO DE DESLIZAMIENTO OSCILANTE. El objetivo de este rodillo es corregir los desplazamientos laterales del papel, por principio físico el papel
30

tiende a rodarse hacia el lado para el cual toca primero el rodillo. El cilindro está apoyado en ambos lados con rodillos guías sobre rieles curvos. De acuerdo con la señal de corrección recibida, un motorreductor con transmisor incremental desplaza el rodillo en sentido lateral haciendo que modifique su ángulo y por tanto la posición del papel. Figura 12. Sistema de alineación y posicionamiento de la hoja
7.5.4 ESMERILADO. Existe un esmeril para cada hoja de papel. El conjunto de esmerilado se compone de una piedra circular de esmeril y una placa metálica conocida como ànvil situada bajo el esmeril formando una paralela al lado del mismo. El borde del papel que se va a esmerilar pasa en medio de la piedra y el ànvil. Ver figura # 4b sistema del ànvil del esmeril.
31

Figura 13. Sistema de esmerilado; Izquierda) sistema del ànvil del esmeril, derecha) papel esmerilado.
El ànvil y la piedra tienen ajustes verticales con la finalidad de poder cambiar la profundidad de esmerilado de acuerdo al calibre del papel. La distancia de la piedra al ànvil es mayor en el punto en que el papel entra al esmeril y gradualmente se reduce a medida que se dirige hacia fuera. La rotación de la piedra debe ser hacia el borde de la hoja que se va a esmerilar. El conjunto de esmerilado tiene una herramienta con punta de diamante en el mismo montaje (Buril), con lo cual se puede rectificar en el sitio para pulirla. Es importante que la superficie de la piedra se mantenga lisa, recta y limpia durante toda su operación.
32

Figura 14. Esquema del esmeril
7.5.4.1 SISTEMA DE RECOLECCIÒN DE POLVILLO . Consiste en un ducto sometido a vacío por medio de un ventilador que se extiende desde el esmeril hasta un tanque separador para la recolección del polvo generado por el esmerilado del papel. Luego de descargar a una cámara provista de una serie de bolsas de tela o mangas, conocida como filtro de mangas, el polvillo es aplicado contra el exterior de las mismas, que actúan como filtro dejando pasar al interior sólo el aire que luego es arrojado a la atmósfera. El polvillo que queda, baja por gravedad hasta la base de la cámara en donde se retira abriendo unas compuertas dispuestas para esta labor en cada una de las tres tolvas, depositando el polvillo en canecas que se cambian periódicamente.
33

Figura 15. Sistema de extracción del polvillo.
7.5.5 SISTEMA DE APLICACIÒN DE GOMA . El equipo valco es un control electrónico con capacidad para aplicar un patrón y disminuir o incrementar la capacidad de adhesivo aplicado, de acuerdo a la velocidad de la máquina. El equipo controla la salida de un regulador de presión de fluido de acuerdo al pulso recibido de un Encoder óptico. Un transductor de presión monitorea la presión dentro del múltiple de aire que se encuentra en el gabinete. El circuito electrónico compara el voltaje del transductor versus el voltaje del Encoder, si el voltaje del transductor es inferior al del Encoder, se suministra aire al múltiple. Por el contrario, si el voltaje del transductor es superior al Encoder, se libera aire del múltiple.
Figura 16. Control del sistema valco
34

7.5.5.1 BOMBA VALCO . Es una bomba de doble diafragma, impulsada por aire comprimido, controlada electrónicamente y diseñada para distribuir fluido en una base continua o intermitente. Los dos diafragmas están acoplados, así mientras un diafragmase acciona para distribuir el fluido presurizado, el otro conjunto de diafragma se recarga con fluido.
Figura 17. Esquema de la bomba valco
7.5.6 DESCRIPCIÒN DEL PROCESO SISTEMA DE ENROLLADO DEL SISTEMA WEB WELDER . La estación de rebobinado o enrollado es la máquina en donde se construye el rollo final resultante del gemeleo de los rollos bajo las especificaciones requeridas por el cliente, tales como diámetro, ancho y el tipo de core o tubo y evitando defectos como arrugas, puntos blandos y ondulaciones. El sistema de enrollado consta de los siguientes componentes. Rodillo de entrada: sostiene la hoja en su trayecto de recorrido, este rodillo puede subir o bajar, mediante una volante ubicada en lado de operación con el fin de mantener una tensión homogénea en todo el ancho de la hoja. Para realizar la función de subir y bajar a través de la volante es donde entra a jugar un papel importante el sistema de guías que van a facilitar este desplazamiento. Prensas interior y exterior: soportan el rollo de papel que tiene en su centro el eje expandible, y le aplica la fuerza de rotación necesaria a su superficie, la cual depende del torque o potencia aplicada a cada prensa. Rodillo empujador de rollos: facilita la salida del rollo embobinado de las prensas interior y exterior hacia la mesa.
35

Rodillo cabalgador: se utiliza para aplicar suficiente presión al rollo que está siendo embobinado, especialmente al comienza de la operación y así asegurar que el rollo no se deslice demasiado.
Figura 18. Sistema de enrollado de rollos.
7.6 FUNCIONAMIENTO DE LA MÀQUINA WEB WELDER Lo primero que se hace es colocar los rollos en los respectivos montarollos, se verifica que todos los centros de la máquina (montarollos, alineadores, esmeriles y engomador) se encuentran en cero. Se ubica el set point del sistema de control de tensión Montalvo, de acuerdo al grado y el ancho del material que se vaya a correr, se entra manualmente el papel de acuerdo al esquema mostrado en la figura 1, luego se coloca los alineadores en automático y en la rebobinadora se coloca un core nuevo; se baja el rodillo cabalgador y se tensiona el papel, en el lado de operación de los montarollos, junto al control Montalvo, se selecciona cual de los montarollos se va a trabajar y se enciende la maquina.
36

8. DIAGNÓSTICO DE LA MÁQUINA REBOBINADORA La tercera parte de la producción de planta molino consiste en unir dos rollos de determinadas medidas para formar uno de mayor tamaño, para esto se usa una máquina llamada Web Welder. El rollo final se formaba a partir de un tubo de cartón, el cual a la vez era penetrado por un eje expandible cuya función era darle estabilidad al tubo de cartón evitando que se moviera hacia los lados, el tubo de cartón solidario con el eje giraba para enrollar el papel hasta alcanzar el peso y el tamaño adecuado. Las velocidades de giro o de enrollado eran muy bajas alrededor de 150 metros por minuto que representaban una producción de 30 toneladas debido a que el desbalance del eje producía vibraciones y entorpecía el funcionamiento adecuado del sistema. Con el reemplazo del eje por el sistema de pínolas o cabezales giratorios se alcanzaron velocidades de enrollado de 450 metros por minuto que significa una producción del alrededor de 90 toneladas. Además se mejoran los tiempos y comodidad de los operarios debido a que para sacar y colocar de nuevo el eje expandible se tenía que usar una diferencial porque el eje pesaba mucho. En la fotografía se muestra la situación del sistema anterior.
Foto 1. Eje expandible el cual se sustituyo por un sistema de pínolas
37

Por medio de la implementacion del sistema de pinolas surge la necesidad de adaptarle un sistema de guìas que permita el desplazamiento vertical del conjunto que compone el rodillo de entrada, la volante y el sistema de pinolas; para màs ilustracion ver la fotografìa siguiente.
Foto 2. Vista frontal del sistema de pínolas, guías y volante.
38

9. DISEÑO CONCEPTUAL
9.1 CLARIFICACION DE LA TAREA Como se indica en los objetivos y en el diagnóstico de la máquina donde se da a conocer la necesidad de rediseñar el sistema de guiado de la máquina rebobinadora de papel (Web Welder) cuya función principal es conducir el desplazamiento vertical del sistema de rebobinado de la máquina, consiguiendo con ello mejorar los tiempos de producción y comodidad al operario. También se quiere lograr fácil acceso al mantenimiento, poca vibración y un sistema compacto que brinde mucha seguridad.
9.2 ESPECIFICACIONES Existen muchos sistemas según fabricantes que cumplen funciones de desplazamiento o de guiado, a continuación se presentan algunos de ellos: Sistema de guiado lineal: los sistemas de guiado lineal son guías longitudinales con rodillos o con bolas, compactas y completamente obturadas, con una elevada rigidez y alta capacidad de carga. Estos sistemas de guiado absorben fuerzas desde todas las direcciones, y momentos alrededor de todos los ejes. Existen para diferentes clases de precisión y de precarga y son adecuadas para aplicaciones con elevados requisitos de guiado y de posicionado. Sistema de guía lineal: Son sistemas que tienen una pista lineal y módulos lineales, con buena capacidad de repetición de movimiento, puede ser manejada a través de la electricidad o de sistema neumático. No necesitan ningún montaje, el sistema está diseñado de tal forma que solo se atornilla al apoyo donde se va a fijar. Mecanismo Cremallera – Piñón: permite convertir un movimiento giratorio en un movimiento lineal y continuo, o viceversa, siendo muy importante para conseguir movimientos lineales de precisión. El funcionamiento es el siguiente: cuando el piñón gira, sus dientes empujan los de la cremallera, provocando el desplazamiento lineal de esta. Si lo que se mueve es la cremallera, sus dientes empujan a los del piñón consiguiendo que este gire y obteniendo en su eje un movimiento giratorio.
39

Para el caso del sistema de guiado funcionaria dejando la cremallera fija sobre el riel y adaptando el piñón a donde se va a colocar el tubo o core para que este se desplace en conjunto. 9.2.1 DIAGRAMA DE FUNCIONES. El diagrama de funciones, describe el funcionamiento global del sistema, sin tener en cuenta sus componentes o configuración final necesarios para satisfacer los requerimientos (demandas del cliente y deseos del diseñador). Sin embargo, una primera situación que se presenta en el proceso de diseño conceptual, es la esquematización de una posible o posibles configuraciones que representen de algún modo cuáles son los elementos esenciales que debería tener el sistema para su correcto funcionamiento. Al determinar algunas de las características esenciales del sistema, se debe entrar a considerar tres elementos vitales dentro de la construcción del diagrama de funciones, los cuales pueden ser interpretados como: los recursos externos disponibles o la materia, la energía necesaria para mantener el sistema y las señales involucradas dentro del sistema. La integración de estos elementos junto con la función global, es lo que se denomina modelo de sistema de caja negra (función global), (ver Figura).
Figura 19. Modelo de sistema de caja negra (función global)
Después del modelo de sistema de caja negra se dará de forma detallada los subsistema que componen el sistema de rebobinado de la máquina, a continuación se muestra una representación de la que podría ser una posible solución para el sistema de guiado. Vale la pena destacar que la selección del sistema que va a quedar como solución va a ser sobre el sistema de guías, por que los demás componentes no se encuentran dentro rediseño.
40

Figura 20. Representación de la solución del sistema de guiado
En las Figuras 21 y 22, se muestran cada una de las subfunciones o funciones auxiliares que deben ser involucradas dentro de la función global del sistema. Dichas subfunciones formarán el diagrama de funciones global Las subfunciones o funciones auxiliares más representativas para el sistema son: Sistema de desplazamiento, sistema de cuerpo principal o soporte, rieles de desplazamiento (son los mismos para cualquier sistema que se seleccione), debido a que la empresa solo decidió mejorar el sistema de guiado o de desplazamiento de los tubos sobre los rieles.
41

Figura 21. Función auxiliar (sistema de guiado con rodamientos)
El sistema de desplazamiento por rodamiento que conforma este sistema es el siguiente: Una lamina en acero perforada con un numero de agujeros equivalentes al número de rodamientos que se van a emplear, se tratará de colocar el número máximo de rodamientos ocupando toda la longitud de la lamina con el objetivo que haya una mejor distribución de las cargas.
Figura 22. Función auxiliar (sistema de guiado con cremallera - piñón)
42

Como se había explicado anteriormente el sistema de cremallera – piñón se adaptaría al sistema de desplazamiento de la siguiente manera: el piñón se colocaría en el cabezal de las pínolas para que sobre él se puedan introducir los tubos donde se van a formar los rollos, y la cremallera se colocaría fija sobre los rieles para que el piñón se pueda desplazar sobre ella y permitan el desplazamiento a medida que el rollo vaya creciendo. Existen pocas posibilidades de adaptar el sistema de guías a la máquina rebobinadora de papel, debido a que el dimensionamiento está limitado por el sistema de Pinola y los rieles de desplazamiento. 9.2.2 ESPECIFICACIONES Y REQUERIMIENTOS DEL SISTEMA (PAHL AND BEITZ). De acuerdo a las especificaciones que ya tiene la máquina (dimensiones de los rieles, diámetro del eje del sistema de pínolas), los requerimientos y deseos que tiene la empresa, se proponen los requerimientos y especificaciones que se deben tener en cuenta para el rediseño. Tabla 1. Tabla de requerimientos
Especificaciones Responsable
Para: Papelsa Cambios R/D Requerimientos
R 1. No debe variar el volumen de producción: 90 toneladas.
R 2. Peso de la pieza a manipular: 500 gr.
D 3. Alcance del movimiento: Ajustable D 4. Grados de libertad: 1 grado D 5. Tipo de movimiento: vertical
D 6. debe adaptarse a las dimensiones de la máquina
R 7.Tipos de sujeción: Múltiple, fácilmente ajustable y reemplazable
D
9. Material de las piezas: Materiales resistente a la corrosión para aplicaciones particulares. Resistencia a la fatiga.
R 10. Peso del sistema: Mínimo pero con mucha consistencia
D 11.Montaje: Fácil ensamblaje, desensamblaje y mantenimiento
43

Nota: R: requerido; D: deseado 9.2.3 BUSQUDA DE SOLUCIONES . Dentro de la búsqueda de principios de solución, en el cumplimiento de las especificaciones y las subfusiones o funciones auxiliares del sistema, deben definirse unos criterios de selección para que la configuración del sistema sea adecuada. Como el diseño anterior estaba limitado en diámetro por las guías que sujetaban el eje expandible y que ahora sujetan el sistema de pínolas, por tanto se utilizó por parte de la persona encargada del rediseño y en común acuerdo con el encargado por parte de la empresa de realizar las mejoras no basarse en ninguna metodología de diseño para escoger la mejor solución, si no que más bien se tuvo en cuenta la viabilidad de las alternativas expuestas anteriormente y se hizo un comparativo para mirar cual debía ser seleccionada. 9.2.4 DETERMINACIÓN DE CRITERIOS DE SELECCIÓN PARA LOS PRINCIPIOS DE SOLUCIÓN DEL SISTEMA DE DESPLAZAMIEN TO. Los criterios que determinan la selección del sistema que va a realizar el desplazamiento o guiado de la maquina Web welder son los siguientes: 1. Costo de adquisición. 2. Cumplimiento de las especificaciones. 3. Cumplimiento de la tarea general. 4. Recepción de fuerzas. 5. Preferencia en la industria. 6. Mantenimiento y seguridad. Se debe tener en cuenta que cada uno de estos criterios son de gran importancia al momento de tomar la decisión más adecuada para la elección del sistema. A continuación se dará una justificación de cada uno de los criterios que determinaran la solución más adecuada
D 12. Vibración y ruido: Lo menos posible R 13. Medio de trabajo: Ambiente seco
R 14. Movimiento: Totalmente automatizado y manual.
44

Costos: La asignación de este criterio, es un factor prioritario en cualquier tipo de inversión o diseño a realizar. El valor de este criterio para esta etapa del diseño, es considerado como una propuesta que marcara la viabilidad del diseño, de lo que puede costar en realidad la aplicación de una solución seleccionada. Cumplimiento de las especificaciones: Este criterio evalúa cual o cuales de las combinaciones de los principios de solución cumplen más estrechamente con las Demandas y los deseos específicos de la empresa. Cumplimiento de la tarea general: Este criterio considera cual o cuales de las combinaciones especificas cumplen con cada una de las definiciones de la tarea principal que se desea realice el sistema. Recepción de fuerzas y momentos: Este criterio, depende de la carga que se le va a aplicar al sistema, de la estabilidad que brinde el sistema en cada una de las aplicaciones que tenga por que va desplazar rollos de diferentes medidas por tanto de diferentes pesos. Presencia en la industria: Este criterio considera la tendencia actual de la adquisición de los diferentes materiales que se va a utilizar, que los repuestos sea fácil de conseguir y manejen precios asequibles. Mantenimiento y seguridad: Este criterio relaciona el número de componentes del sistema, que por facilidad de mantenimiento deba tener el mínimo de número de piezas posibles. De allí que el tema de seguridad también juega un papel importante porque en este caso se refiere a seguridad que el sistema no vaya a fallar a cada momento porque va a estar sometido a varias horas de trabajo.
9.2.5 CONDISIONES DE OPERACIÓN. • El sistema debe quedar lo más ajustado posible para que no haya vibración
durante el enrollado del papel. • Las guías deben ser resistentes para que el peso del rollo no afecte la
operación del sistema. Debe de cumplir con un fácil acceso a la lubricación para que no haya paros de operación durante este procedimiento.
45

9.2.6 ESTABLECIMIENTO DE LA FUNCIÓN GENERAL Y SUBFU NCIONES. Se tiene en cuenta la función principal del sistema así como las subfunciones para poder determinar el diseño apropiado.
9.2.7 FUNCIÓN GENERAL. En base a la formulación del problema se extrae el conjunto de funciones de la máquina, la función principal que esta debe cumplir es: a) conducir el desplazamiento vertical del sistema de rebobinado. Es de vital importancia en los equipos programables que esta función sea adaptada a cada uno de los dispositivos de accionamiento que posee la maquina a través de una señal de entrada que proviene de un computador, estas señales son de desplazamiento y velocidad, que son ingresadas al computador de acuerdo a las condiciones especificas de la aplicación. Es importante que la señal de entrada sea en posición y velocidad debido a que la señal de posición suministra un ajuste necesario para evitar las vibraciones en la máquina y la señal de velocidad es importante para garantizar que se supla el volumen de producción exigido. El sistema de guías debe permitir el desplazamiento vertical del conjunto de ejes y rodillos que forma la última parte del rebobinado, ajustándose al sistema de pínolas que funciona actualmente.
Representación de la función y sus respectivas subfunciones.
9.2.8 SUBFUNCIONES. El sistema de guías va a tener los mismos componentes, las dos alternativas que se plantean de las cuales se va a seleccionar una, son los elementos que van a permitir el desplazamiento sobre los rieles, los cuales va a garantizar una mínima fricción, poca vibración, consistencia al sistema y fácil acceso de mantenimiento.
46

9.2.9 DISPOSITIVOS QUE CUMPLEN LA FUNCIÒN PRINCIPAL . De las posibles alternativas que hay para cumplir la función principal de rediseño solo se tuvieron en cuentas las dos siguientes, la primera por que anteriormente existió un sistema parecido y daba buenos resultados, y la segunda por que este tipo de solución es la que se estaba utilizando actualmente. 9.2.1.1 RODAMIENTOS. El uso de rodamientos garantiza buen desplazamiento y poca área de contacto entre el rodamiento y la superficie del riel, además de esto otro motivo por el cual se plantea la solución de utilizar rodamientos en el desplazamiento de las guías es porque antes ya se habían utilizado en otra máquina con aplicaciones similares y se obtuvieron buenos resultados. 9.2.1.2 LÀMINA DE COBRE. Con este tipo de material se busca que el sistema sea más compacto, y que de igual manera se desplace por los rieles sin ningún inconveniente, con el cobre se busca disminuir el peso del sistema de lo contrario se utilizaría un material más económico. 9.2.1.3 SELECCIÓN TÈCNICA DEL PRINCIPIO DE SOLUCIÒN . Se diseñaron unas guías con rodamientos que permitieran mejor deslizamiento y un sistema de graduación necesario para un mejor ajuste, evitando desperfectos en el enrollado, además aprovechando que se tiene como referencia un sistema llamado mesurex que funciona con este tipo de rodamientos y da buenos resultados. A continuación se presenta el ensamble del conjunto del sistema de guías que se diseño para el mejoramiento del sistema de guiado de la maquina rebobinadora de papel Web Welter. En los anexos se observan los planos en detalles que van a ser fabricados en la misma empresa.
47

10. PLANOS Este plano muestra el diseño de las nuevas guías para la ampliación del diámetro de las pínolas. Para mirar los planos complementarios hacer clic en link ubicado en anexos.
Figura 23. Plano de ensamble del nuevo sistema de guías.
48

Figura 24. Ensamble del sistema de guías.
NOTA: Para observar los planos de este sistema mecánico de guías ver la carpeta de anexos.
49

11. CONCLUSIÓN Es muy importante la realización del semestre de industria en nuestra formación como profesionales porque nos ubica en un plano más real con respecto a la vida académica. La solución de problemas reales nos permite desarrollar habilidades como la observación y la recursividad, entre otras muy importantes a la hora de enfrentar y dar soluciones a muchos casos que se nos pueden presentar. La familiarización en todo lo que tiene que ver con el ambiente de trabajo en una empresa es de mucha importancia debido a que nuestra vida laboral se desenvolverá en un campo como este y debemos elegir nuestra especialización de acuerdo a nuestras aptitudes, experiencias vividas y oportunidades que se nos presentan para ser competitivos como ingenieros. Además otro aspecto importante a destacar es la oportunidad que se le da al practicante de poner en aplicación los conocimientos adquiridos a lo largo de la carrera contribuyendo con el desarrollo de los procesos en la empresa, por ejemplo la responsabilidad de llevar a cabo el rediseño del sistema de guías que se trabajo y el feliz término que tuvo por que el rediseño quedó en la elaboración de las piezas para su posterior implementación.
50

12. RECOMENDACIONES
Como recomendaciones quisiera expresar lo siguiente: • Que se le dé más libertad al practicante de proponer en el área de diseño, por
que el rediseño que se hizo estuvo muy limitado, y debido a ello las pocas alternativas que se tuvieron a la hora de realizar el rediseño.
• Que la labor del practicante en la empresa esté en su totalidad dedicada a realizar trabajos como estos, para cuando se vaya a ejercer la persona tenga claro los diferentes conceptos que se deben aplicar en una empresa.
• Las que estuvieron a cargo de mi responsabilidad en la empresa se dedicaban mucho tiempo a la organización de un proyecto que se pensaba ejecutar en la empresa y muchas veces no se encontraba el apoyo suficiente y por ello no se pudo avanzar en otros trabajos que pudieron haber sido de mucho beneficio.
51

BIBLIOGRAFÍA Planoteca PAPELSA. Manual de la rebobinadora Web Welder. Norton. R.L. Diseño de Maquinas. Prentice Hall Editores. Mexico 1999. G. Pahl and W. Beitz, 1996, Engineering Design
52