Embed Size (px)
Citation preview

REDUÇÃO DE PERDAS NO PROCESSO
DE PRODUÇÃO INDUSTRIAL DE PÃES
TIPO CAIXA COM ANALISE E
APLICAÇÃO DE FERRAMENTAS DA
QUALIDADE
Robson Seleme (UFPR)
Hanah Paloma dos Santos Aires (FATEC)
Alessandra de Paula (FATEC)
Olga Regina Cardoso (UFSC)
O consumo dos alimentos estruturados à base da farinha de trigo na
área urbana faz parte da rotina da sociedade moderna, onde as
ingestões de pães industrializados são referência de alimento
completo, rápido e prático. Com o desenvolvimentoo de tecnologias e
equipamentos que revolucionaram tanto a produção agrícola quanto
as formas de processamento do produto final, a indústria alimentícia
estruturou-se, próximo aos centros urbanos, frente ao mercado
ascendente de consumo alimentos processados. Este artigo estruturou-
se na tratativa de solução de problemas de qualidade intrínseca do
produto, em produção de escala industrial de pães tipo caixa (também
conhecido como tipo forma), através da aplicação de ferramentas e
técnicas de gestão baseadas na redução de perdas de processo,
otimização de custos e por conseqüência, melhoria contínua e a
sustentabilidade do negócio no mercado competitivo. O estudo revela
que, conjugando-se as ferramentas de gestão da produção (ciclo
PDCA), com as técnicas de identificação de problema (Diagrama de
Parêto), pode-se conhecer bem o modo de defeito com maior voz
incidente na produção, bem como, conhecer claramente os pontos de
formação do modo de defeito existente no processo (Brainstorming e
FMEA). De tal maneira, a metodologia assim aplicada, norteia a
tomada de decisões gerenciais de correção e soluções de problemas
com ações que antecipam a exclusão e/ou minimização de falhas
imediatas e em potenciais existentes em cada etapa do processo
produtivo.
Palavras-chaves: Melhoria contínua, otimização de custos, redução de
perdas de processo
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A indústria alimentícia no Brasil se desenvolveu num mercado de população jovem,
com hábitos alimentares receptivos à novidades, com comportamento de consumo direto e
imediatista. Apesar dos grandes investimentos do setor para aumentar a capacidade produtiva,
problemas básicos de altas perdas de processamento, ainda assombram e impactam na
eficiência produtiva desses bens perecíveis.
Em busca de reestruturar seus processos para postar-se competitivamente no mercado,
o ramo da indústria alimentícia, foca na gestão de seus processos utilizando métodos de
gerenciamento sustentados pelas ferramentas de melhoria contínua na solução de problemas.
Este trabalho busca evidenciar os benefícios da utilização sustentada de metodologias
(Diagrama de Parêto, Brainstorm e FEMEA) juntas ao ciclo PDCA num projeto de melhoria
contínua, estruturado dentro do âmbito industrial, visando a redução de perdas no processo de
produção industrial de pães tipo caixa.
Numa primeira etapa da fundamentação teórica, será abordado o contexto da evolução
da panificação através do consumo da farinha de trigo transformada em produtos alimentares.
Após essa etapa, serão abordados os conceitos de qualidade total, seguidos dos conceitos do
Ciclo PDCA apresentando-se cada uma das suas 4 etapas (P. D. C. A.), juntamente com as
abordagens das ferramentas de melhorias continua da qualidade (Diagrama de Pareto,
Brainstorm e FMEA).
Reconhecido por sua utilização regular como alimento antes da era Cristã, na
antiguidade, o trigo foi inicialmente explorado na sua forma silvestre, na produção de farinhas
de seus grãos. Ao longo da evolução da sociedade, sofreu modificações de forma de consumo
até a cultura de alimentar reconhecida como hábito da sociedade atual. Politicamente
explorado pelos imperadores romanos para fazer sua popularidade crescer entre a plebe nos
espetáculos de laser, os alimentos à base de farinha de trigo da antiguidade tornaram-se
opções de consumo popular (FLEISCHMANN, 2003).
Com o advento de tecnologias e equipamentos que revolucionaram a produção
agrícola a partir da Revolução Industrial do século XVIII e XIX, ocorreu a expansão de
consumo dos alimentos pré-fabricados na área urbana pelo nascimento das padarias. Nesse
momento, o trigo era também usado em bolos e feito por padeiros que realizavam desde a
produção da farinha até a finalização do processo com a produção dos pães levedados.
Como parte da rotina da sociedade moderna, através da alimentação industrializada,
come-se amplamente o trigo na forma do pão, nas suas mais variadas formas, combinações e
sabores. Com o sentido de ser um alimento completo, rápido, com qualidade, o pão
industrializado é reconhecido como alimento de compra fácil e extremamente prático.
Através de levantamento feito in loco, em processo de fabricação de pães
industrializados tipo caixa, numa unidade de produção industrial localizada na cidade de
Jaboatão doa Guararapes, reconhecida como unidade JBO, constatou-se alto índice de perdas
de pães ao longo do processo de elaboração destes. Em média, a perda total mensal oscilava
na faixa de 3,00 a 3,75 % de tudo que era produzido na unidade fabril.
Ao longo do mês de abril de 2009, a investigação dos dados de desempenho desse
mês, constatou uma perda de 3,25% (com 1.268.936 peças refugadas), dos quais 1,82% das
perdas representavam os pães brancos (formulados com massa clara, com preço médio de

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
venda ao mercado de R$2,10) que representavam um custo de inutilidade para venda no
varejo de um montante de R$ 1.492.369,20. Enquanto os pães especiais (formulados com
massa de farinha integral escura, com preço de venda ao mercado de R$3,20), representaram
1,43% os das perdas encontradas na produção correspondente ao montante de R$
1.786.508,88 indisponíveis para venda no varejo.
O trabalho foi estruturado com foco na redução de perdas no processo da produção
industrial de pães tipo caixa através da aplicação de ferramentas norteadoras para a resolução
de problemas como: Ciclo de PDCA acrescido de técnicas de trabalhos, tais como Diagramas
de Parêto, Brainstorming e FMEA (Failure Mode and Effects Analysis – Análise dos Modos e
Efeitos de Falhas ao longo de todo o processo produtivo.
2. Sistema de gerenciamento da produção e ferramentas de controle
Com o objetivo de satisfazer às condições de sustentabilidade do negócio no mercado
competitivo, grandes indústrias de alimentos vêm desenvolvendo sistemas de gerenciamento
de produção voltados ao controle de qualidade de seus produtos. Adotando o princípio da
Gestão da Qualidade Total (GQT) como norteadores dos trabalhos de controle da qualidade
da produção.
Segundo (FILHO, 2003) a gestão da qualidade total pode ser descrito como uma
excelente ferramenta gerencial que tem auxiliado as organizações nesta busca incessante na
melhoria de seus produtos ou serviços.
A gestão da qualidade total baseia-se em ações de monitoramento e controle da
produção/processo voltados à garantia do atendimento das necessidades do cliente final.
Nesse sentido, ações são tomadas em busca do entendimento e mapeamento dos pontos
potenciais de interferências do processo na elaboração do produto final. Paladini,(2004), nos
diz ainda que sempre há dois objetivos básicos como meta para os sistemas da qualidade, o
primeiro no desenvolvimento de mecanismos que garantam a sua sobrevivência e mecanismos
que possibilitem a sua evolução.
Metodologias de trabalho que orientam na resolução de problemas de qualidade ao
longo de todo processo de transformação na formação de um produto final vem sendo
amplamente aplicadas em todo o mundo, visto que estas ferramentas auxiliam na redução
contínua dos gastos, redução desperdícios e na otimização de custos de produção garantindo a
sustentabilidade do negócio num mercado cada vez mais competitivo.
As ferramentas da qualidade são ferramentas gerenciais e permitem as análises de
fatos e tomada de decisão com base em dados, dando a certeza de que a decisão é realmente a
indicada (FILHO, 2003). Entretanto,algumas delas tais como FMEA, devem ser utilizadas de
forma integrada com outros elementos da qualidade (FREITAS E COLOSIMO, 1997)
Este trabalho estuda a aplicação de ferramentas norteadoras para a resolução de
problemas como: Ciclo de PDCA (FILHO, 2003) acrescido de técnicas de trabalhos, tais
como Diagramas de Parêto (SHIBA et. al, 1997), Brainstorming (DELLARETTI, 1996),
FMEA (Failure Modes and Effects Analysis – Análise dos Modos e Efeitos de Falhas
(HELMAN, et. al,1996) na redução de perdas de pães industrializados .
Outro ponto essencial é a utilização dos preceitos relatados na ABNT NBR ISO
9004:2010 que fornece diretrizes que consideram tanto a eficácia como a eficiência do
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
sistema de gestão da qualidade. A norma tem como objetivo melhorar o desempenho da
organização e a satisfação dos clientes e das outras partes interessadas, que faz parte do objeto
do estudo..
As ferramentas citadas, quando aplicadas ao longo de cada etapa do processo com
defeito, facilitam na identificação das principais causas da formação da falha auxiliando na
tomada de decisão focada na redução da incidência do maior modo de defeito responsável
pelo maior impacto nas incidências de ocorrências de falhas no processo analisado. As
ferramentas de analise estão descritas a seguir:
Ciclo PDCA: O ciclo de melhoria PDCA é uma metodologia simples e objetiva
bastante utilizada na resolução de problemas de qualidade. Este abrange as quatro
fases de execução da solução do problema: Planejamento, execução, checagem de
resultados e tomada de ações corretivas. Veremos em detalhes no próximo item.
Para (FILHO, 2003), este método é largamente utilizado na busca de melhoria
contínua tão necessária à continuidade dos negócios. Diante de sua ampla abrangência, pode
ser utilizado para resoluções de anomalias para qualquer tipo de processos produtivos.
Diagrama de Parêto: Técnica de trabalho que orienta a visualização visual da
estratificação das maiores vozes de incidência da ocorrência estudada.É facilmente
reconhecido por um gráfico com dois eixos verticais onde um representa o montante
acumulativo do total das somas das ocorrências.
Brainstorm: Metodologia de trabalho em grupo, multidisciplinar de pessoas
envolvidas na solução da não-conformidade, onde se buscam idéias para solucionar o
problema. Reconhecido como uma oportunidade única na fomentação de novas
soluções deve ser conduzida de forma aberta e em respeito a cada opinião gerada.
FMEA: Metodologia de estruturação de ponderação de valores para a análise crítica
de resultados de impacto das causas fundamentais dos modos de defeitos.
Ao se utilizar o FMEA, diminuem-se as chances do produto ou processo falhar
aumentando sua confiabilidade e tendo como objetivo básico desta técnica a
detecção de falhas antes que se produza uma peça ou produto. (SELEME e PAULA,
2009).
Reconhecido pela tradução de sua sigla em inglês: Failure Mode and Effect Analysis –
Análise do tipo e do efeito da falha auxilia na tomada de decisão para foco nas soluções das
causas mais freqüentes, evidentes e críticas do processo.
Ainda, de acordo com Martins e Laugeni (2005), para se aumentar a produtividade de
toda a empresa devemos considerar a análise nas seis grandes perdas originárias dos estudos
japoneses representadas por quebras, ajustes (setup), Pequenas paradas/tempo ocioso, baixa
velocidade de produção, qualidade insatisfatória e perdas com star-up (quantidade de itens
que é perdida por qualidade insatisfatória.
De modo geral, a utilização das ferramentas quando aplicadas num trabalho de solução
de problemas, como no caso de redução de perdas de processos industriais, auxiliam na
estruturação do estudo de solução do problema de forma orientada e seqüenciada, onde cada
etapa do método gerencial do PDCA pode ser bem trabalhada e fundamentada com fatos e
dados reais de análises in loco e informações advindas dos conclusos de cada ferramenta em
momentos bem definidos.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
3. Aplicação do Método
Os planos estratégicos que reconhecem a qualidade como uma prioridade competitiva
essencial precisam ser baseados em uma definição operacional de qualidade (RITZMAN &
KRAJEWSKI, 2004). Implicando em trazer para a área operacional ferramentas que devem
dar suporte ao processo produtivo de forma a proporcionar para a organização diferenciais
competitivos.
O objeto de estudo diz respeito à aplicação da metodologia de solução de problemas:
Ciclo PDCA na redução de perdas de processo da produção em escala industrial de pães tipo
forma ou tipo caixa.
A utilização do ciclo PDCA, ilustrada na Figura 1, está baseada em etapas em
seqüencia que estruturam o estudo do processo com passos norteadores das ações e resultados
ao longo das respostas das intervenções realizadas no processo.
Fonte: Etna Informática (2010)
Figura 1: Ciclo PDCA
– Fase P (Plan): Onde o problema é identificado e é proposto um plano de ação para
atacá-lo. A partir dessa fase inicia-se o uso das ferramentas da qualidade.
– Fase D (Do): Onde são executadas as tarefas contidas no Plano de Ação definido na
fase de planejamento (P) e também, onde são realizados as coletas dos dados para a
visualização das ocorrências.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
– Fase C (Check): Onde são checados, após a conclusão das ações realizadas na fase de
execução (D), os resultados frente a incidência de novas ocorrências das não-
conformidades tratadas.
– Fase A (Act): Onde são feitas as correções necessárias em busca da garantia da
eliminação por completa da causa raiz da não-conformidade gerada.
O ciclo PDCA corresponde, portanto, a um importante método seqüencial de
orientações de etapas a serem seguidas para garantir-se o alcance das metas estabelecidas para
a melhoria contínua do processo.
3.1. Aplicação das fases do método
Como etapa de estruturação do projeto de redução de perdas, o start do projeto foi
estruturado a partir da 1ª fase do Ciclo PDCA, a Fase P:
Fase P. (Planejamento)– Observação / Identificação do Problema: Estruturou-se
uma equipe multifuncional de trabalho para a redução das perdas de produção compreendida
por analistas de processo, analistas da qualidade, representantes da manutenção, a supervisão
de produção e operadores líderes de cada etapa do processo produtivo.
Foram realizadas observações de todo o processo produtivo (in loco), identificaram-se
as incidências das perdas de processo na área de produção, coletou-se dados de desempenho
do processo por períodos iguais de 7 em 7 dias consolidados em total de 30 dias.
Com as observações do processo realizadas, montou-se o fluxograma (estruturação em
passo-a-passo) do processo evidenciando as etapas que tem impacto na transformação do
produto, considerando-se as variabilidades de modificação para cada tipo de produto
(categorias: pães especiais e pães brancos).
– Pães Especiais – Pães desenvolvidos a partir de receita baseada em farinhas integrais,
enriquecidos com grãos, aditivos, vitaminas e ingredientes diferenciados que garantem
com maior valor agregado (custo) de processo, produção e venda.
– Pães Brancos – Pães com receita baseada em farinha de trigo, branca, tipo comum
para panificação, enriquecida com glúten, aditivos e sais que garantem baixo valor
agregado (custo) de processo, produção e venda de grande aceitação no mercado.
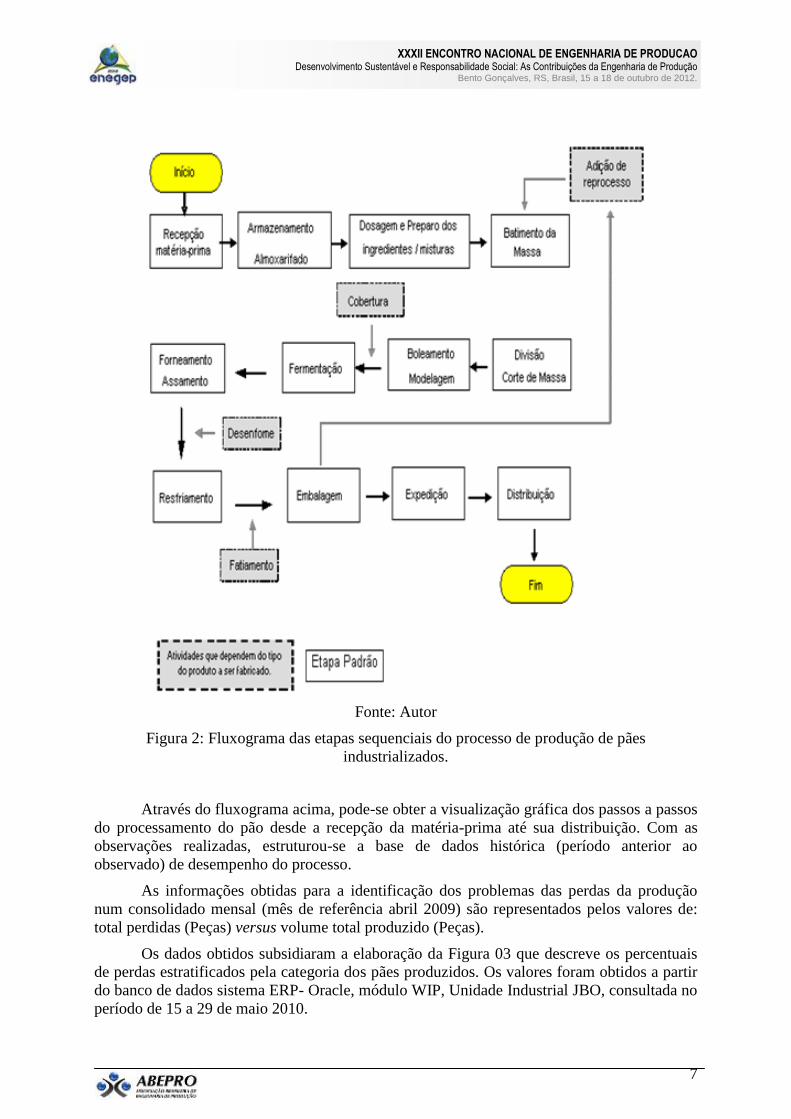
A Figura 2 mostra o fluxograma básico da produção do pão de forma. O processo de
fabricação é simples e pode ser resumido pelos seguintes estágios: tratamento de matérias–
primas (recepção, armazenamento e dosagens das receitas), estruturação da massa (batimento,
corte e modelagem), tratamento térmico (fermentação, forneamento e resfriamento) e
embalagem.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Fonte: Autor
Figura 2: Fluxograma das etapas sequenciais do processo de produção de pães
industrializados.
Através do fluxograma acima, pode-se obter a visualização gráfica dos passos a passos
do processamento do pão desde a recepção da matéria-prima até sua distribuição. Com as
observações realizadas, estruturou-se a base de dados histórica (período anterior ao
observado) de desempenho do processo.
As informações obtidas para a identificação dos problemas das perdas da produção
num consolidado mensal (mês de referência abril 2009) são representados pelos valores de:
total perdidas (Peças) versus volume total produzido (Peças).
Os dados obtidos subsidiaram a elaboração da Figura 03 que descreve os percentuais
de perdas estratificados pela categoria dos pães produzidos. Os valores foram obtidos a partir
do banco de dados sistema ERP- Oracle, módulo WIP, Unidade Industrial JBO, consultada no
período de 15 a 29 de maio 2010.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Fonte: Autor
Figura 03: Gráfico de Estratificação de Perdas (% Pç): Pães Especiais versus Pães Brancos
A seguir, buscou-se analisar a ocorrência dos (%) das perdas obtidas versus a
influência dos custos de produção agregado a cada categoria. Os dados obtidos subsidiaram a
elaboração da Figura 04, que descrevem os volumes gastos (R$) representados pelo preço
médio de venda versus quantidade perdida dos produtos em suas categorias. Valores obtidos a
partir do banco de dados sistema ERP- Oracle, módulo WIP, Unidade Industrial JBO,
consultada no período de 15 a 29 de maio 2010.
Fonte: Autor
Figura 04: Gráfico de Estratificação de Perdas (% R$): Pães Especiais versus Pães Brancos.
Através do gráfico acima, visualizou-se que 44% Pç refugadas de Pães Especiais
somam 54% das perdas em R$ (valor agregado da categoria) enquanto 56% Pç refugadas de
Pães Brancos somam 45% das perdas em R$ (valor agregado da categoria). Deste modo,
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
definiu-se o trabalho de redução de perdas focado nos produtos da categoria especial visto seu
impacto de 56% em custos (R$) do total perdido.
Estruturou-se trabalho nas informações das perdas para a categoria Pães Especiais
estratificando-se as perdas em diagrama de Parêto com os dados coletados pelas ocorrências
observadas na linha de produção.
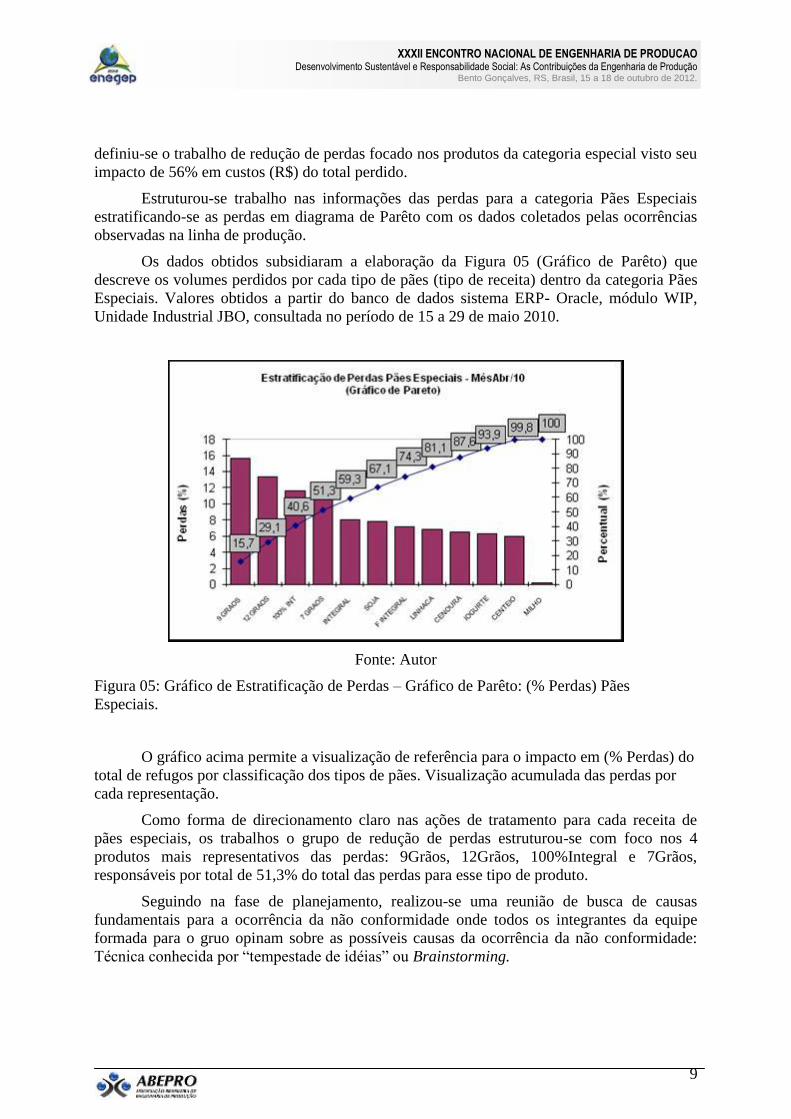
Os dados obtidos subsidiaram a elaboração da Figura 05 (Gráfico de Parêto) que
descreve os volumes perdidos por cada tipo de pães (tipo de receita) dentro da categoria Pães
Especiais. Valores obtidos a partir do banco de dados sistema ERP- Oracle, módulo WIP,
Unidade Industrial JBO, consultada no período de 15 a 29 de maio 2010.
Fonte: Autor
Figura 05: Gráfico de Estratificação de Perdas – Gráfico de Parêto: (% Perdas) Pães
Especiais.
O gráfico acima permite a visualização de referência para o impacto em (% Perdas) do
total de refugos por classificação dos tipos de pães. Visualização acumulada das perdas por
cada representação.
Como forma de direcionamento claro nas ações de tratamento para cada receita de
pães especiais, os trabalhos o grupo de redução de perdas estruturou-se com foco nos 4
produtos mais representativos das perdas: 9Grãos, 12Grãos, 100%Integral e 7Grãos,
responsáveis por total de 51,3% do total das perdas para esse tipo de produto.
Seguindo na fase de planejamento, realizou-se uma reunião de busca de causas
fundamentais para a ocorrência da não conformidade onde todos os integrantes da equipe
formada para o gruo opinam sobre as possíveis causas da ocorrência da não conformidade:
Técnica conhecida por “tempestade de idéias” ou Brainstorming.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Depois de realizada a coleta de cada opinião gerada, o grupo realizou uma sessão de
análise, discussão e seleção das idéias mais relevantes sugeridas para a estruturação das
causas que mais impactam na formação da falha utilizando a ferramenta FMEA.
Fonte: Dados estruturados a partir de observações realizadas (in loco). Autoria própria.
Figura 06: FEMEA: Redução de Perdas Pães Especiais.
Como resultados de análise da Figura 06, identificaram-se por visualização dos valores
ponderados de cada voz de causa para as perdas de processo, as falhas mais freqüentes nos
processo, tomando-se em relevância aos maiores riscos potenciais em perdas:

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
– Número de falhas de correção de temperatura do forno a cada início e término de
produção e ao longo do preenchimento da capacidade de ocupação do equipamento
por ausência de instrumentos (sensores e moduladores de temperatura de
forneamento);
– Número de falhas de correção do posicionamento do sistema de corte
(alinhamento do sistema de bulbo de corte e serras de fatiamento).
– Número de falhas de aplicação de coberturas por falha na identificação ordenada
de insumos na área produtiva;
Finalizando a etapa de planejamento do ciclo PDCA, montou-se um plano de ação para
orientar as atividades de impacto na busca pela solução do problema.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Fonte: Dados estruturados a partir de observações realizadas (in loco). Autoria própria
Figura 07: Plano de Ação: Redução de Perdas Pães Especiais .
.
Seguindo a seqüência aos passos do método, seguiu-se o estudo do grupo ao longo das
fases do Ciclo PDCA, as Fases D, C e A:

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Fase D (Execução): Onde foram executadas as tarefas contidas no Plano de Ação,
definidas na fase de planejamento (Fase P).
Fase C (Verificação): Onde foram realizadas novas coletas dos dados para a
visualização das respostas de desempenho (Check) do processo em resposta às ações
realizadas na fase de execução (Fase D).
Fase A (Ação): Onde foram implementadas como nova rotina de operação as
melhorias definidas na fase de execução (Fase D) que obtiveram eficácia satisfatória
identificada na fase de verificação (Fase C).
4. RESULTADOS OBTIDOS
Ao final da Fase A, iniciada no mês imediatamente posterior ao início dos trabalhos do
grupo de redução de perdas, verificou-se a redução de 558.284 pç para 539.530 pç (ver Figura
08), correspondente a redução de 18.754 pç de perdas (Total Perdido (Pç) / Total Produzido
(Pç)) para os pães especiais conforme o trabalho foi proposto. Valores obtidos a partir do
banco de dados sistema ERP- Oracle, módulo WIP, Unidade Industrial JBO, consultada no
período de 02 a 07 de junho 2010.
Fonte: Autor.
Figura 08: Gráfico de Redução de Perdas (Pç) de Pães Especiais.
Resultado verificado também pela redução no montante das perdas para cada receita
de pães especiais no qual o grupo foi inicialmente estruturado: 9Grãos, 12Grãos,
100%Integral e 7Grãos. (ver Figura 09 abaixo). Valores obtidos a partir do banco de dados
sistema ERP- Oracle, módulo WIP, Unidade Industrial JBO, consultada no período de 02 a 07
de junho 2010.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
Fonte: Autoria Própria
Figura 09: Gráfico de Redução de Perdas (Pç) de Pães Especiais.
O trabalho foi concluído com a reestruturação de todo o sistema de instrumentos de
temperatura de forneamento e fermentação da planta, foram escritos e realizados treinamento
da operação para procedimentos norteadores da nova rotina operacional, estruturou-se a área
de insumos dentro da área produtiva e implementou-se a calibração periódicas de novos itens
críticos.
Ao final do estudo, para o mês de maio 2009 versus abril de 2009, obteve-se a
redução, de perdas de 0.96% (18754pç) nas perdas para os pães especiais, seguidos de 0,97%
(18592pç) para os pães brancos. Esse resultado validou a inclusão total de R$ 98.877,8 de
rendimentos à unidade fabril que deixaram de representar um custo de inutilidade para venda
no varejo do total de 37.346pç.
5. Conclusão
A gestão de solução de problemas nas indústrias é uma prática de fundamental
importância na diminuição de custos de processo. Altos índices de produtos rejeitados e de
perdas existentes ao longo das etapas de fabricação são fatores que oneram o preço final do
produto oferecido ao mercado. Acarretando numa redução na competitividade dos produtos
oferecidos no comércio.
A gestão da produção fundamentada na aplicação sistêmica das metodologias de
solução de problemas como o Ciclo de PDCA acrescidos das técnicas de trabalhos:
Diagramas de Parêto, Brainstorming e FMEA além de se apresentarem em sua forma de
simples uso e aplicação, orientam na tomada de ações corretivas imediatas, com rápidas
respostas de correção e formação de conhecimento coletivo. Deste modo, sustentam as
tomadas de decisões gerenciais focadas na minimização das causas formadoras do problema,
dando sustentabilidade de melhoria contínua do negócio como um todo.
Outra conclusão essencial é que a utilização das ferramentas da qualidade não são
muitas vezes intuitivas necessitando o aplicador de conhecimentos prévios, traduzidos por
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
15
treinamentos e resolução prática. Assim, os conceitos inerentes à qualidade são essenciais,
tanto quanto o conhecimento técnico dos processos em que as ferramentas são aplicadas, pois
isto maximiza a utilização das ferramentas.
Pudemos observar também que o processo permitiu a redução de diversos tipos de
perdas identificadas por ações de funcionários lotados nos próprios locais de fabricação dos
produtos, permitindo assim um ganho geral específico para o período de aplicação..
A aplicação do método por um período de trabalhos de um mês veio a trazer
resultados de desempenhos bastante satisfatórios e rentáveis à unidade fabril visto redução
média de 0,97% do total das perdas obtidas para o período mensal, fechando em 2,28%,
abaixo da faixa histórica para o ano de 3,00% a 3,75%.
No entanto, é de fundamental necessidade, que os trabalhos de solução de problemas
da unidade se mantenham retroalimentando o Ciclo PDCA, tendo em vista a melhoria
contínua dos processos, multiplicação do conhecimento e sustentabilidade do negócio.
Referências
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS– ABNT - NB 9004/ISO 9004. Gestão para o
sucesso sustentado de uma organização — Uma abordagem da gestão da qualidade. Rio de Janeiro, 2010.
BASE DE DADOS – SISTEMA OPERACIONAL DE DESEMPENHO INDUSTRIAL – ERP ORACLE.
Módulo WIP, Unidade JBO, meses de referência: Abril, Maio e junho de 2010;
DELLARETTI, O. F.: As Sete Ferramentas do Planejamento da Qualidade. Ed Fundação Cristiano Ottoni,
Belo Horizonte, MG, 1996.
ETNA INFORMÁTICA. Disponível em: <http://www.etnainformatica.com.br/sgq.html>. Acesso em 11/09/10;
FILHO G. V.: Gestão da Qualidade Total: Uma Abordagem Prática. Campinas, SP: Alínea, 2003.
FLEISCHMANN; Apostila de Treinamento da Escola De Panificação (2003);
FREITAS, M.A; COLOSIMO, E.A.: Confiabilidade: Análise de Tempo de Falha e Testes de Vida Acelerados.
Ed Fundação Cristiano Ottoni, Belo Horizonte, MG, 1997.
HELMAN, H; NDREY, P.: Análise de Falhas: Aplicação de FEMEA e FTA. Ed Fundação Cristiano Ottoni,
Belo Horizonte, MG, 1996.
MARTINS, P.G.; LAUGENI,F. P.: Administração da Produção. 2.ed. São Paulo: Saraiva, 2005.
PALADINI, E. P.: Gestão da Qualidade:Teoria e Prática. Ed. Atlas,São Paulo,2004.
RITZMAN, L. P.; KRAJEWSKI, L. J.: Administração da Produção e Operação. Ed. Pearson, Prince Hall,
SP, 2004.
SELEME, Robson: Projeto de Produto: Desenvolvimento e gestão de bens, serviços e marcas.. Ed IBPEX,
Curitiba, PR, 2006.





























