Embed Size (px)
Citation preview
REDUÇÃO DE PRODUTOS DEFEITUOSOS EM
UMA INDÚSTRIA DE POLIESTIRENO EXPANDIDO:
UMA APLICAÇÃO DAS FERRAMENTAS DA
QUALIDADE
Brenda de Farias Oliveira Cardoso (UEPA )
Fernanda dos Santos Silva (UEPA )
ludmylla da silva moreira (UEPA )
Mariana Pereira Carneiro (UEPA )
Mario Henrique de Vasconcelos Bentes (UEPA )
A aplicação do controle da qualidade é de fundamental importância para
organizações que buscam a constante melhoria em suas atividades, visto que
resulta no encontro de possíveis erros e insatisfações nos processos produtivos.
Tendo como base esse panorama, este artigo tem como objetivo tentar propor
reduções na geração de produtos defeituosos em uma indústria de poliestireno
expandido, por meio das ferramentas da qualidade, localizada no estado do
Pará. Com o uso das ferramentas estatísticas, foi possível identificar que dentre
os produtos defeituosos, o porta garrafa de 600ml era o não conforme que
apresentava maior frequência de ocorrência, por isso seu processo de fabricação
foi determinado como alvo do estudo. Após a observação e análise de todo seu
processo produtivo, ficou evidente que a operação mais relevante para o
problema era o processo de moldagem. Com a identificação das causas do
problema, foi feita uma avaliação de como isso prejudica as finanças da
empresa. Desse modo, foram sugeridas soluções para a organização diminuir
erros e aplicar o controle da qualidade nos processos de produção, gerando o
desenvolvimento das suas competências.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
Palavras-chaves: controle de qualidade, ferramentas estatísticas, moldagem,
produtos não conformes
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
1. Introdução
O mercado de EPS (poliestireno expandido), mais conhecido no Brasil como “isopor”, vem se
ampliando e ganhando posição estável no mercado industrial por se tratar de um produto que não
possui em seu processo produtivo qualquer gás que seja prejudicial para o ambiente e camada de
ozônio, visto que o gás contido nas células do EPS é o ar, por isso, pode ser considerado um
produto ecológico, 100% reciclável e reaproveitável colaborando, assim, para a sustentabilidade
ambiental do planeta (Associação Brasileira de Poliestireno Expandido – ABRAPEX, 2014).
Nesse contexto, as empresas que buscam a qualidade de seus produtos ou serviços devem possuir
um modelo de gestão que priorize os processos que otimizem seu desempenho, agregando valor
ao produto ou serviço e motive a satisfação do cliente. Dessa forma, a gestão da qualidade em
uma organização deve ser implantada através do planejamento, controle, garantia, manuntenção e
melhoria da qualidade (BATALHA et al, 2008). O alvo desse estudo é o controle da qualidade. É
a partir do controle da qualidade que as empresas começam a agregar valor ao seu produto final,
pois produtos de qualidade têm sua colocação garantida no mercado (PAGANI, 2006).
A qualidade tem que estar presente desde o início do processo produtivo, nas matérias primas,
peças e suprimentos, antes mesmo de serem utilizados, pois a qualidade começa antes dos
produtos e serviços serem entregues aos clientes. Desse modo, a observação do processo
produtivo é essencial para controlar a qualidade do produto ou serviço, identificar possíveis
problemas e indicar ações corretivas que precisam ser tomadas (GAITHER; FRAZIER, 1998
apud CASTRO, et al 2012).
No presente trabalho, realizado em uma indústria de EPS localizada no estado do Pará, observou-
se que um dos problemas na produção é a elevada quantidade de produtos defeituosos. Como a
empresa não possui um controle da qualidade, o estudo torna-se de extrema importância para a
organização, visto que a sua aplicação resulta no encontro de possíveis erros e insatisfações nos
procedimentos, sendo possível aperfeiçoar seus processos produtivos.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Por conseguinte, o objetivo do referido trabalho consiste em analisar o principal processo
produtivo que possui o problema mencionado para identificar as suas principais causas, com o
auxílio das ferramentas da qualidade, e sugerir soluções que sejam capazes de reduzir o
desperdício de materiais e, consequentemente, proporcionar benefícios para a empresa e seus
stakeholders, além de ressaltar a importância da aplicação do controle da qualidade para manter a
produção funcionando conforme as especificações do planejado e assim ajudar a melhorar a
tomada de decisões gerenciais e estratégicas da organização.
2. Referencial teórico
Neste tópico, serão abordados alguns conceitos que são considerados pertinentes para o
desenvolvimento do estudo.
2.1. Controle da qualidade
O controle da qualidade consiste em avaliar o desempenho operacional, compará-lo com os
objetivos da qualidade e atuar no processo quando os resultados não forem os desejados. Além
dessa avaliação, o controle da qualidade inclui ações para restaurar a relação entre o planejado e o
executado quando ocorrer variâncias (JURAN, 1997).
Com caráter técnico, o controle da qualidade pode ser visto como um conjunto de atividades
operacionais, gerenciais e de engenharia utilizado para garantir que as caracteristicas da
qualidade de um produto ou serviço estejam nas condições requeridas (MONTGOMERY, 1996
apud BATALHA et al, 2008).
Um dos princípios do controle da qualidade é o gerenciamento com base em fatos e dados da
qualidade, aplicando técnicas matemáticas e estatísticas com a finalidade de melhorar os
produtos, serviços e processos (BATALHA et al, 2008).
2.2. As ferramentas da qualidade
As ferramentas estatísticas da qualidade são diferentes técnicas para aplicar o controle da
qualidade com o objetivo de controlar a variabilidade do processo existente em relação ao
produto ou serviço, apresentando de forma mais estruturada as causas dos possíveis problemas e

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
assim propor soluções (MATA-LIMA, 1999 apud FORNARI, 2010).
Alves (2003) apud Coelho (2011), afirma que para o monitoramento das caracteristicas da
qualidade de um produto ou serviço é necessário o uso efetivo e frequente das ferramentas que
detectam, identificam e analisam as causas significantes responsáveis por variações que afetam
negativamente o comportamento do processo.
Segundo Toledo et al (2013), as ferramentas da qualidade são: folha de verificação; histograma;
diagrama de dispersão-correlação; estratificação; diagrama de causa e efeito; diagrama de Pareto
e gráficos de controle. O autor ainda cita o brainstorming, que pode ser considerado como um
auxílio para algumas dessas ferramentas.
2.2.1. Brainstorming
Também conhecido como “tempestade de ideias”, o brainstorming pode ser utilizado como
suporte a muitas ferramentas da qualidade. O objetivo é criar ideias por um grupo de indivíduos
reunidos de maneira rápida e dinâmica para debater os principais problemas da organização e
suas respectivas causas (TOLEDO et al, 2013).
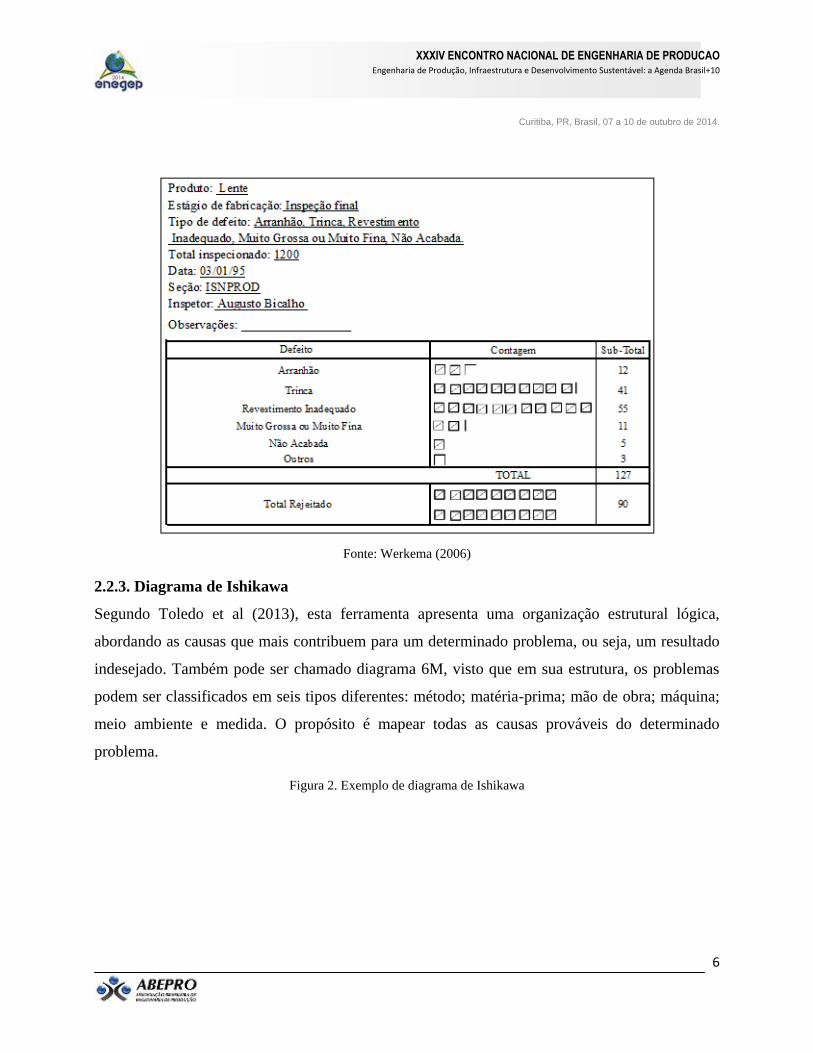
2.2.2. Folha de verificação
Esta ferramenta básica tem como objetivo registrar e agrupar de forma lógica os dados e
informações, através de observações do processo específico. É utilizada para facilitar o processo
da coleta de dados e assim, aperfeiçoar a análise das informações obtidas (TOLEDO et al, 2013).
Figura 1. Exemplo de folha de verificação para contagem
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Fonte: Werkema (2006)
2.2.3. Diagrama de Ishikawa
Segundo Toledo et al (2013), esta ferramenta apresenta uma organização estrutural lógica,
abordando as causas que mais contribuem para um determinado problema, ou seja, um resultado
indesejado. Também pode ser chamado diagrama 6M, visto que em sua estrutura, os problemas
podem ser classificados em seis tipos diferentes: método; matéria-prima; mão de obra; máquina;
meio ambiente e medida. O propósito é mapear todas as causas prováveis do determinado
problema.
Figura 2. Exemplo de diagrama de Ishikawa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Fonte: Fornari (2010)
2.2.4. Gráfico de Pareto
O princípio de Pareto foi desenvolvido por Vilfredo Pareto (1843-1923), ele estudou e mostrou
que a distribuição de renda em Milão era desigual, poucos detinham a maior parte da riqueza.
Segundo ele 80% da riqueza estavam com 20% da população e 20% da riqueza estava nas mãos
de 80% da população. Dessa forma, observou-se que a mesma teoria poderia ser aplicada aos
problemas da qualidade e concluiu-se que poucas causas eram as principais responsáveis pelos
problemas (TRIVELLATO, 2010).
O gráfico tem como função representar os dados obtidos sobre determinada causa ou determinado
problema e identificar quais aspectos devem ser prioritários para serem trabalhados. Partindo
dessa ideia, existem dois tipos de gráfico de Pareto: o de fenômeno e o de causas. O primeiro
determina qual é o principal problema em um processo. O segundo, após encontrar o problema
relevante, encontra as principais causas que o produzem. Os problemas e as causas podem ser
classificados em pouco vitais, quando uma pequena parcela é responsável pela maioria dos
defeitos, e muito triviais, que se refere ao restante dos problemas ou causas (TOLEDO et al,
2013).
Figura 3 – Exemplo de gráfico de Pareto de um processo de injetora de plástico
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
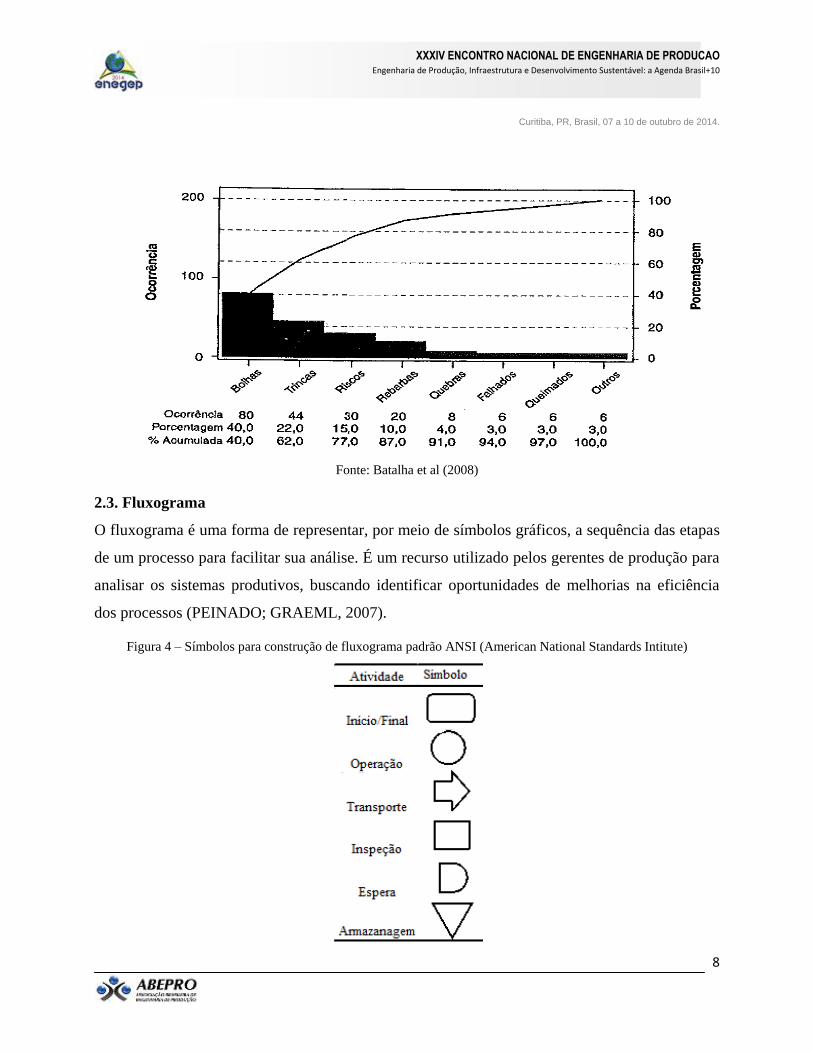
Fonte: Batalha et al (2008)
2.3. Fluxograma
O fluxograma é uma forma de representar, por meio de símbolos gráficos, a sequência das etapas
de um processo para facilitar sua análise. É um recurso utilizado pelos gerentes de produção para
analisar os sistemas produtivos, buscando identificar oportunidades de melhorias na eficiência
dos processos (PEINADO; GRAEML, 2007).
Figura 4 – Símbolos para construção de fluxograma padrão ANSI (American National Standards Intitute)

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Fonte: Adaptado de Filho (2007)
3. Metodologia
A aplicação do controle da qualidade ocorreu em uma indústria de poliestireno expandido,
localizada no estado do Pará, onde sua produção é dividida em blocos, que são produtos
utilizados na construção civil, e moldados, onde se fabrica caixas, sementeiras e porta garrafas,
todos com diferentes tamanhos. Com a colaboração dos funcionários da organização, realizou-se
uma visita técnica no departamento de produção que possibilitou a observação de todos os
processos produtivos e foi possível notar que um dos grandes problemas da empresa é a alta
quantidade de produtos defeituosos.
Todos os métodos efetivados para a realização do trabalho estão descritos a seguir:
a) Levantamento bibliográfico: foi estudado o referencial teórico que aborda os assuntos
relacionados ao controle da qualidade para ter o fundamento geral do trabalho;
b) Escolha do processo: como todos os produtos defeituosos são direcionados ao setor de
reaproveitamento da empresa, primeiramente observou-se esse setor para coletar dados,
através da folha de verificação, acerca de quais produtos não conformes chegavam com
maior frequência. Posteriormente, com a obtenção dos dados, fez-se um gráfico de Pareto,
que classificou os produtos defeituosos em pouco vitais e muito triviais, para identificar
qual processo produtivo é o principal portador do problema observado e, assim, realizar o
estudo no mesmo;
c) Observação e análise do processo: após definir em qual processo ocorreria a aplicação do
trabalho, foi necessário determinar onde encontravam-se as principais causas do problema
identificado. Para tanto, fez-se constantes observações no processo com auxílio de
algumas ferramentas da qualidade, que foram: i) brainstorming com os dois operadores
responsáveis pela moldagem, verificação e embalagem do produto para visar as possíveis
causas do problema; ii) diagrama de Ishikawa para mapear as principais causas do
problema determinado; iii) folha de verificação para coletar a frequência das causas
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
mapeadas; iv) gráfico de Pareto para identificar a causa mais relevante do problema;
d) Análise dos resultados: a partir da aquisição de todos os resultados obtidos através das
ferramentas, foram feitas análises, avaliações e discussões para melhorar o processo,
mostrando como o problema afeta nas finanças da empresa.
4. Resultados e Discussões
Nesta seção, estarão todos os resultados obtidos por meio da aplicação das ferramentas do
controle da qualidade. Além das avaliações, discussões e sugestões de melhorias para o
problema.
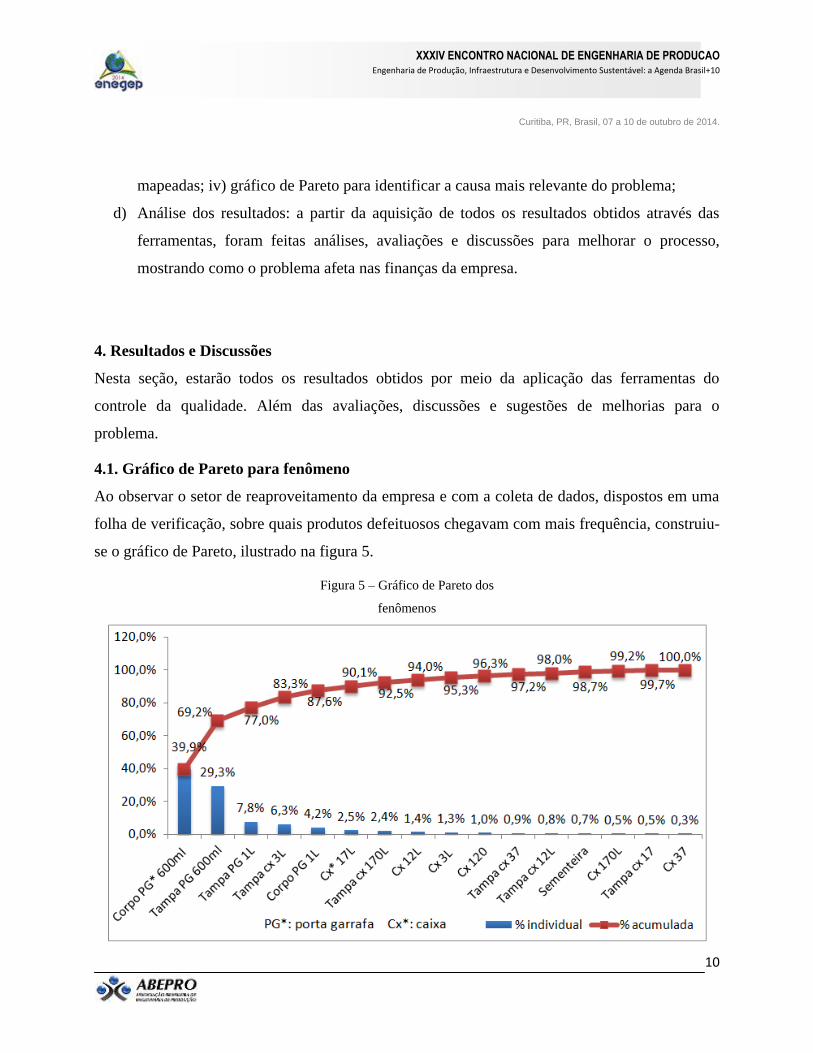
4.1. Gráfico de Pareto para fenômeno
Ao observar o setor de reaproveitamento da empresa e com a coleta de dados, dispostos em uma
folha de verificação, sobre quais produtos defeituosos chegavam com mais frequência, construiu-
se o gráfico de Pareto, ilustrado na figura 5.
Figura 5 – Gráfico de Pareto dos
fenômenos
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Fonte: Autores (2014)
Desse modo, como o gráfico evidencia que os problemas pouco vitais são o corpo e a tampa do
porta garrafa de 600ml, onde juntos somam aproximadamente 70% dos problemas, pode-se
afirmar que dentre os produtos defeituosos, o porta garrafa de 600ml é o maior problema. Por
isso, o seu processo de fabricação foi observado para o estudo.
4.2. Observação do processo
4.2.1. Fluxograma
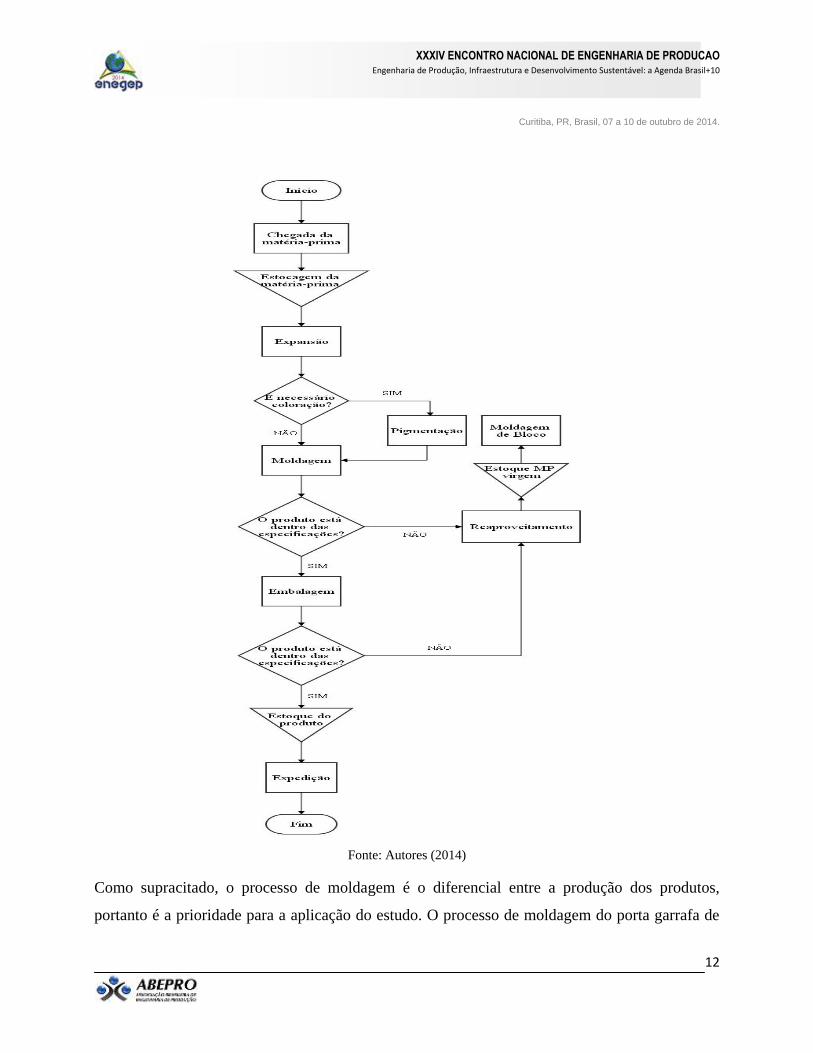
Para facilitar o entendimento, foi feito o fluxograma dos processos de fabricações dos moldados
em geral, visto que todos os produtos desse setor possuem a mesma ordem de operações, como
ilustrado na figura 6. A diferença dos produtos dentro da produção ocorre no processo de
moldagem propriamente dito, já que cada produto é moldado por uma máquina específica.
Figura 6 – Fluxograma do processo produtivo dos moldados
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Fonte: Autores (2014)
Como supracitado, o processo de moldagem é o diferencial entre a produção dos produtos,
portanto é a prioridade para a aplicação do estudo. O processo de moldagem do porta garrafa de
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
600ml garante equipamentos com tecnologia de ponta, dois funcionários treinados e inspeção
100% dos produtos. A máquina de moldagem trabalha com ciclos de 100 segundos, elaborados
por um funcionário, e em cada ciclo são despejadas 24 peças, sendo 12 tampas e 12 corpos do
porta garrafa, levadas por uma esteira até o segundo funcionário, responsável pela sua verificação
e embalagem em caixas com capacidade para 4 produtos. Segundo informações obtidas, a
capacidade produtiva da máquina é 432 porta garrafas por hora, ou seja, são fabricadas
aproximadamente 3456 porta garrafas por dia, considerando 8 horas diárias de trabalho.
4.3. Análise do processo
4.3.1. Brainstorming
Para identificar as causas presentes no processo de moldagem do porta garrafa de 600ml,
inicialmente realizou-se o brainstorming com os dois funcionários responsáveis, limitando dois
minutos para debaterem quais seriam as causas do problema, identificadas como: máquina
desregulada; material quente; injetor; falta ou excesso de vapor e quebra da mangueira.
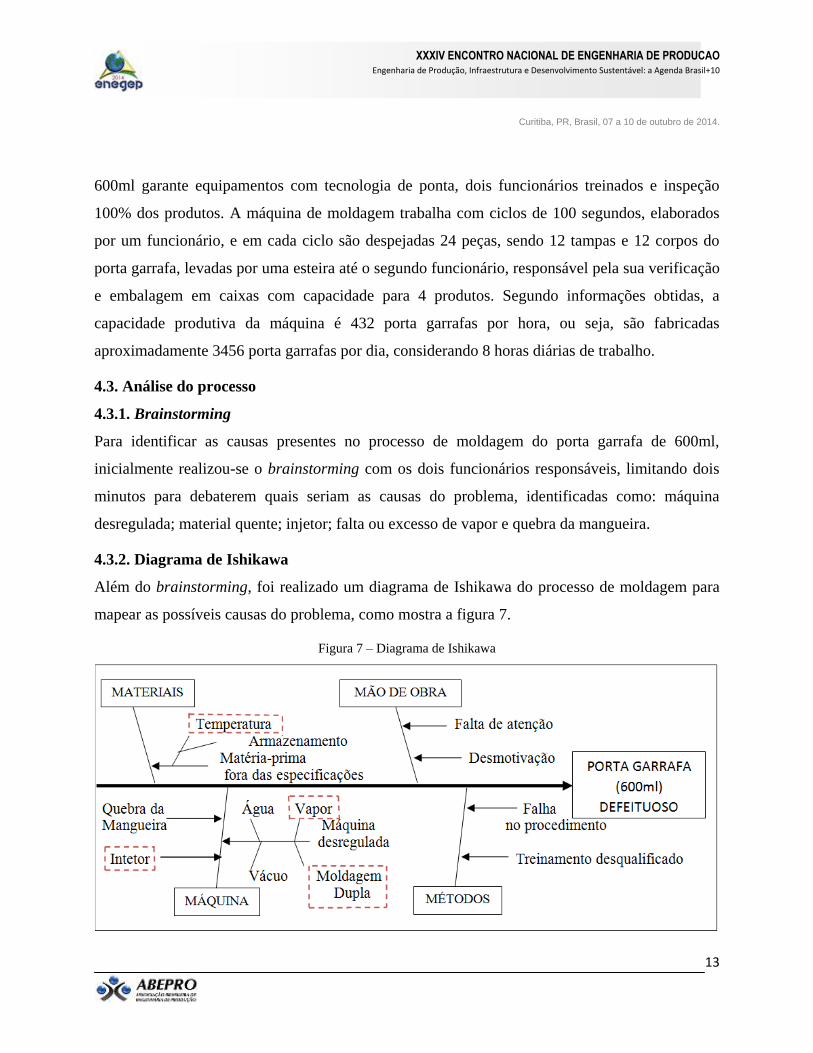
4.3.2. Diagrama de Ishikawa
Além do brainstorming, foi realizado um diagrama de Ishikawa do processo de moldagem para
mapear as possíveis causas do problema, como mostra a figura 7.
Figura 7 – Diagrama de Ishikawa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Fonte: Adaptado de Toledo et al (2013)
Após sistematizar, observar e analisar o processo de moldagem, usando os resultados do
brainstorming e do diagrama de Ishikawa, foram definidas quatro causas mais prováveis que
geram o problema: injetor; vapor, moldagem dupla e material quente.
Para quantificar a frequência das causas, montou-se uma folha de verificação, descrita a seguir:
Figura 8 – Folha de verificação das causas prováveis do problema
Fonte: Autores (2014)
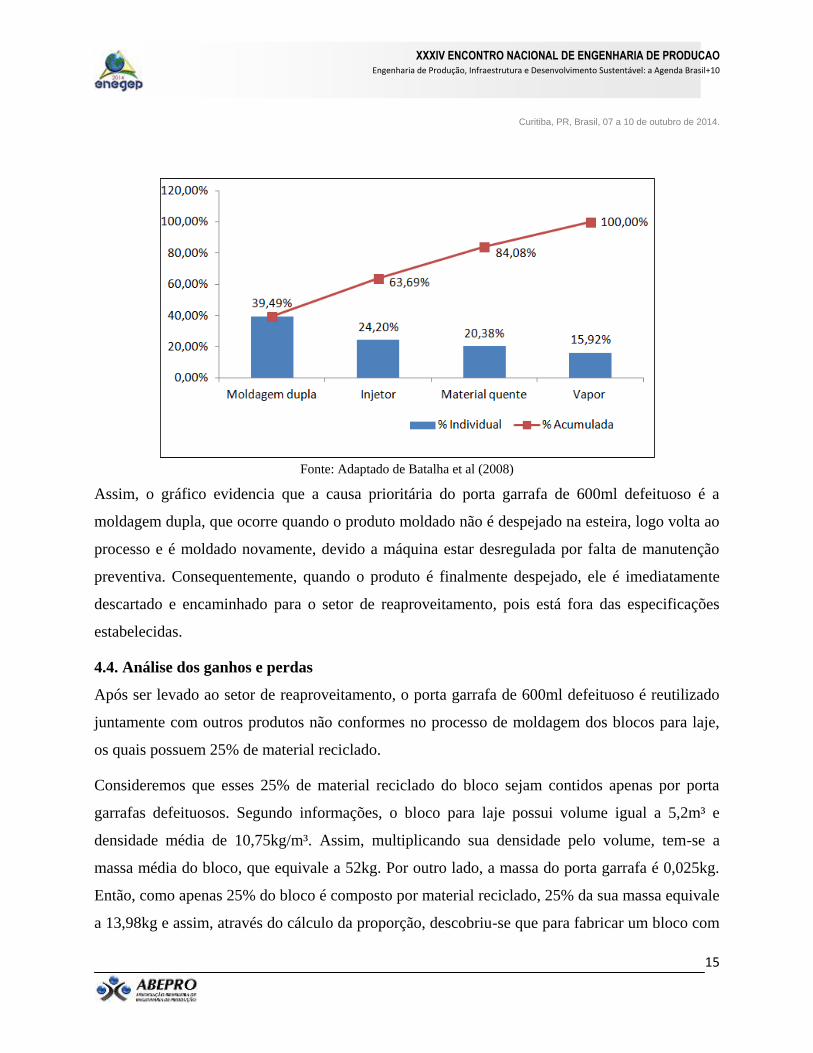
4.3.3. Gráfico de Pareto para causa
Diante dos resultados obtidos através da folha de verificação, foi possível construir o gráfico de
Pareto para determinar a principal causa do problema, como ilustrado na figura 9.
Figura 9 – Gráfico de Pareto das causas dos produtos defeituosos
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Fonte: Adaptado de Batalha et al (2008)
Assim, o gráfico evidencia que a causa prioritária do porta garrafa de 600ml defeituoso é a
moldagem dupla, que ocorre quando o produto moldado não é despejado na esteira, logo volta ao
processo e é moldado novamente, devido a máquina estar desregulada por falta de manutenção
preventiva. Consequentemente, quando o produto é finalmente despejado, ele é imediatamente
descartado e encaminhado para o setor de reaproveitamento, pois está fora das especificações
estabelecidas.
4.4. Análise dos ganhos e perdas
Após ser levado ao setor de reaproveitamento, o porta garrafa de 600ml defeituoso é reutilizado
juntamente com outros produtos não conformes no processo de moldagem dos blocos para laje,
os quais possuem 25% de material reciclado.
Consideremos que esses 25% de material reciclado do bloco sejam contidos apenas por porta
garrafas defeituosos. Segundo informações, o bloco para laje possui volume igual a 5,2m³ e
densidade média de 10,75kg/m³. Assim, multiplicando sua densidade pelo volume, tem-se a
massa média do bloco, que equivale a 52kg. Por outro lado, a massa do porta garrafa é 0,025kg.
Então, como apenas 25% do bloco é composto por material reciclado, 25% da sua massa equivale
a 13,98kg e assim, através do cálculo da proporção, descobriu-se que para fabricar um bloco com
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
reciclado é necessário, aproximadamente, 559 porta garrafas, ou seja, 140 caixas.
A caixa do porta garrafa de 600ml custa para a organização R$2,32 e é vendida para o mercado
por R$2,92, logo, o custo previsto para 140 caixas é R$324,24 (R$2,32x140) e sua receita de
vendas prevista é de R$408,24 (R$2,92x140). Já o bloco para laje custa para a empresa R$91,12
por m³, o que totaliza um custo de R$473,81 (R$91,12x5,2m³) levando em consideração o seu
volume total, e é vendido por R$102,60 por m³, ou seja, um total de R$533,52 (R$102,60x5,2m³).
Desse modo, para a organização, o lucro do bloco para laje, seguindo a equação
, é de R$11,48 por m³, ou seja, com a venda de um bloco a
organização lucra R$59,71 (R$533,52 – R$473,81). Entretanto, se a empresa vendesse as 140
caixas caso os produtos não tivessem defeitos, ao invés de reutilizá-las, o seu lucro seria de
R$84,00 (R$408,24 – 324,24), ou seja, ganharia R$24,29 (R$84,00 - R$59,71) a mais. Isso
evidencia que seria mais vantajoso para a organização vender os porta garrafas do que um bloco
reciclado.
A empresa também produz blocos FL, os quais não possuem material reciclado, pois são
constituídos apenas por material comum. Sabendo-se que o custo do bloco FL é de R$90,96 por
m³ e este possui as mesmas dimensões e densidade média do bloco para laje, o custo total do
bloco é de R$472,99 (R$90,96x5,2m³). O bloco FL é vendido por R$108,12 por m³, logo, o seu
valor total de venda é R$562,22 (R$108,12x5,2m³). Assim, com a venda de um bloco FL lucra-se
R$89,23 (R$562,22 – R$472,99).
Ao fazer uma comparação entre o bloco para laje com reaproveitamento e o bloco FL (comum),
afirma-se que o custo de produção do bloco com reaproveitamento é 0,17% maior do que o custo
do bloco FL e o seu preço de venda e lucro são, respectivamente, 5,11% e 33,08% menores do
que o bloco comum. Portanto, percebe-se que a realocação do porta garrafa de 600mL
defeituosos para os blocos com reciclado ocasiona uma desvalorização do lucro do bloco para
laje em relação ao bloco FL.
Durante a observação do setor de reaproveitamento, estimou-se que eram desperdiçados em
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
média 1144 porta garrafas, ou seja, 286 caixas por dia, levando em consideração 8 horas de
trabalho diárias. Sabendo que a empresa lucra R$0,60 por caixa de porta garrafas vendida, pode-
se constatar que a empresa perde em sua fatura R$171,60 (R$0,60x286) quando ocorre esse
desperdício diário. Isso significa que a empresa deixa de lucrar R$4461,60 (R$171,60,00x26)
mensalmente, levando em consideração 26 dias trabalhistas, e por ano esse valor é em média
R$53539,20 (R$4461,60x12).
A fabricação de blocos para laje com material reciclado é necessária, pois serve como válvula de
escape para a reutilização dos produtos defeituosos. Porém, é preciso que os produtos não
conformes sejam minimizados, tolerando apenas aqueles que verdadeiramente não podem ser
evitados, ou seja, os que ocorrem por causas naturais, pois a realocação dos produtos defeituosos
para a fabricação do bloco para laje com reciclado não agrega valor ao bloco, além de desperdiçar
tempo no processo, resultando em custos extras desnecessários ao bem. Além de tudo há uma
desvalorização considerável no preço do produto em relação ao bloco FL sem reciclado
(comum), que afeta diretamente o lucro do produto, quando ambos são comparados.
4.5. Proposta de melhorias
Com base nas observações do processo e dos resultados obtidos em conformidade com as
práticas gerenciais da organização em questão, a solução mais viável para a causa prioritária do
problema seria ter, ao invés da manutenção corretiva, a manuntenção preventiva das máquinas,
pois assim os equipamentos trabalhariam de acordo com o que lhes foi especificado, sem haver
tantas causas que resultem em produtos defeituosos. Além disso, existem outras medidas que
podem ser feitas na tentativa de minimizar o problema, como por exemplo, modificar o
planejamento da sua produção para atender seus objetivos e metas. Um dos aspectos que poderia
ser melhorado nesse planejamento é o tempo de estocagem da matéria prima expandida, isso
reduziria o desperdício de produtos por material quente, que consiste na retirada do material do
silo antes do tempo.
É necessária também, a conscientização dos funcionários a respeito do preenchimento completo e
correto de uma folha de verificação já existente na empresa, que inclui dados referentes a cada
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
processo produtivo. Desse modo, a análise da folha daria suporte para tomada de decisão da
organização, ou seja, seria identificado o que se deveria priorizar para diminuir os problemas e,
consequentemente, aumentar da produtividade.
Outra proposta de melhoria para a empresa seria a reformulação do método de estocagem dos
produtos finais, pois os mesmos encontram-se dispostos de forma desorganizada, o que dificulta
o encontro de produtos específicos no momento da expedição, gerando desperdício de tempo.
5. Conclusão
Através da análise de todo o processo produtivo, aplicação das ferramentas da qualidade,
avaliação dos resultados, incluindo a análise de ganhos e perdas para a empresa, o objetivo do
trabalho foi alcançado, visto que identificou-se um problema e suas principais causas, sendo
possível sugerir soluções que fossem capazes de reduzir a geração de produtos defeituosos.
Durante o desenvolvimento da pesquisa, percebeu-se que a organização não possui o controle da
qualidade em seus processos produtivos. Portanto, o trabalho contribuiu tanto para a ampliação
do conhecimento da empresa, quanto dos pesquisadores. Pois, com a colaboraçao de todos os
funcionários, os pesquisadores tiveram a oportunidade de aplicar o estudo e mostrar para a
empresa o quão essencial é controlar a qualidade na produção para avaliar o seu desempenho em
relação ao seu planejamento.
Ao realizar o estudo, uma das limitações encontradas foi a pouca disponibilidade de dados devido
a empresa não possuir o controle da qualidade. Para coletar os dados seria necessário observar o
processo de moldagem em tempo integral, o que se tornou mais uma limitação para os
pesquisadores.
A indústria apresenta uma alta quantidade de clientes em relação ao seu produto de fabricação.
Então, para continuar atendendo sua demanda, a organização deve se preocupar em manter seus
processos produtivos de acordo com as especificações. Para tanto, como a empresa já possui a
inspeção da qualidade de seus produtos, a sugestão para futuros trabalhos seria, além de aplicar o
controle, possuir a garantia da qualidade dos seus produtos e serviços e, assim, planejar
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
19
estrategicamente sua gestão, a qual possibilitaria aplicar, por exemplo, o ciclo PDCA no intuito de
sistematizar adequadamente a melhoria contínua em seus processos.
Com a aplicação descrita e analisada neste trabalho, torna-se indiscutível que utilização das
ferramentas estatísticas do controle da qualidade, como o gráfico de Pareto, diagrama de
Ishikawa, folha de verificação e brainstorming, é importante em qualquer situação cujo objetivo
seja desenvolver uma técnica para a identificação e soluções de problemas para otimizar a
produção, diminuindo as perdas que afetam o lucro da empresa, além de gerar benefícios a todos
os envolvidos nas atividades, melhorando assim os índices de qualidade da organização.
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE POLIESTIRENO EXPANDIDO. O que é EPS? [S.l.: s.u., 20--]. Disponível
em: <http://www.abrapex.com.br/01OqueeEPS.html>. Acesso em: 08 abr. 2014.
BATALHA, M. O. et al. Introdução à engenharia de produção. Rio de Janeiro: Elsevier, 2008.
CASTRO, D. R. C. et al. A aplicabilidade dos gráficos de controle nas empresas como modelo de inspeção para
avaliação da qualidade. Bento Gonçalves. Outubro de 2012.
COELHO, J. R. S. Implantação do controle estatístico de processo no monitoramento do peso de bombons de
cupuaçu. Belém. Novembro de 2011.
ENEGEP. XXVI, 2006. Fortaleza – CE. Uma análise do controle de qualidade utilizado pelas empresas do setor
de Móveis de Metal. Fortaleza: ENEGEP, 9 à 11 out. 2006. 9p.
FILHO, J. B. A. P. Gestão por processos de negócio. Recife. Fevereiro de 2007.
FORNARI, C. C. M. Aplicação da Ferramenta da Qualidade (Diagrama de Ishikawa) e do PDCA. INGEPRO –
Inovação, Gestão e Produção: Setembro de 2010, vol. 02, no. 09.
JURAN, J. N. A qualidade desde o projeto: os novos passos para o planejamento da qualidade em produtos e
serviços. São Paulo: Pioneira, 1997.
PEINADO, J.; GRAEML, A. R. Administração da produção: operações industriais e de serviços. 1. ed. Curitiba:
UnicenP, 2007.
SETEPAM. 3º, 2008. São Bernardo do Campo – SP. Reciclagem de isopor® - alternativa de sustentabilidade.
São Bernardo do Campo: SETEPAM, 25 set. 2008. 8p.
SIMPEP. XX, 2013. Bauru – SP. Análise da baixa produtividade do setor de filtragem prensa de uma empresa
beneficiadora de caulim através da metodologia de análise e solução de problemas. Bauru: SIMPEP, 4 à 6 nov.
2013. 15p.
TOLEDO, J. C. et al. Qualidade – Gestão e Métodos. 1. ed. Rio de Janeiro: LTC, 2013.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
20
WERKEMA, Maria C. C. Ferramentas estatísticas básicas para o gerenciamento de processos. 1. ed. Belo
Horizonte: Werkema Editora, 2006.