Embed Size (px)
Citation preview
TALLINNA TEHNIKAÜLIKOOL
MASINAEHITUSE INSTITUUT
TOOTMISSTEHNOLOOGIA
MAT loengute abimaterjalid
MET 0040 Koostas: REIN MESILA
TALLINN
Veebruar 2006
2
Sisukord 1. Tootmistehnoloogia alused
1.1 Põhimõisted 1.2 Toorikute valmistamine 1.3 Detailide töötlemismeetodid 1.4 Saavutatav töötlemistäpsus IT ja pinnakvaliteet Ra 1.5 Lõikeriistade materjalid
2. Kiirtootmine - Rapid Manufacturing 2.1 Kiirtootmise mõisted ja areng 2.2 Kiirtöötlemise (HSM) arengud 2.3 HPC variantide võrdlus 2.4 Taasvalmistus - Reverse Engineering 2.5 3D-skaneerimine 2.6 CNC-töötlemine 2.7 Vastavuse hindamine - Inspection
3. Prototüüpide kiirvalmistamine - Rapid Prototyping 3.1 Stereolitograafia 3.2 Laserpaagutamine 3.3 Objekti kihtvalmistus 3.4 Kogu pinna kõvastamine 3.5 Laseriga puhasvormimine 3.6 Sulatatud materjali sadestamisega modelleerimine 3.7 Jugatehnoloogia (Inkjets) 3.8 Ruumiline(3D)-trükkimine 3.9 Mitmesugused mittekaubanduslikud tehnoloogiad 3.10 Unikaalsed tehnoloogiad 3.11 Metallide sadestamine
4. Lehtmaterjalide vormimise paindlikud tehnoloogiad 4.1 Ülevaade lehtmetalli vormimise paindlike tehnoloogiate arengust 4.2 Mehaanilised sammvormimise tehnoloogia 4.3 Hüdrovormimine 4.4 Termo-mehaaniline vormimine
5. Töötlemine revolverpressidel 5.1 Elementide järgi stantsimine 5.2 Stantsimine revolverpressidel
6. Koolutamine 6.1 Pingid, meetodid
7. Hüdrovormimine 7.1 Hüdrovormimise protsess 7.2 Protsessi analüüs 7.3 Stantsimine kummiga
8. Laserlõikus 8.1 Lõikeprotsess 8.2 Laseri lõikeprotsessi parameetrid 8.3 Materjalide laserlõigatavus
9. Laser- ja elektronkeevitus 10. Vesilõikus
10.1 Protsess ja meetodid 10.2 Lõikeparameetrid 10.3 Düüsid 10.4 Abrasiivid 10.5 Eelised ja puudused
3
1. TOOTMISTEHNOLOOGIA ALUSED
1.1 Põhimõisted
Toode, toote struktuur; Toote kvaliteet, pinna kvaliteet; Ettevõte, struktuur; Tellimus, lähteandmed, pakkumise tegemine;
Tootmisprotsessid, struktuur; Tootmisviisid, vormid; Materjalid (põhiliste materjalide vastavusandmed); Tehnoloogilisuse mõiste (töötlemisel, koostamisel); Tehnoloogiline protsess, jaotus, liigid: Etapid (kooriv-, puhas-, viimistlev); Marsruut, operatsioon, siire, käik, positsioon;
Paigaldus, baseerimine, kinnitus; Tehnoloogiavarustus (pingid, seadmed, töövahendid, lõikeriistad, abiriistad(vahendid), kinnitusrakised(vahendid), mõõtevahendid(seadmed); Tootmispartii mõiste;
Töötlemismeetodid, saavutatav täpsus ja kvaliteet (IT, Ra); Töötlemine, koostamine, viimistlemine, pinnakatted;
Töötlemisvead, liigid, jaotus, mõjutavad faktorid; Toorikud, meetodid, valiku alused;
Töötlemisvaru, vahemõõtude määramise alused ; Lõikerežiim, parameetrid, valiku alused; Lõikeriistade põhimaterjalid, kasutatavad kiirused, ettenihked, pösivusajad, hinnad; Ajanormid, struktuur, meetodid; Tehnoloogiline dokumentatsioon (MK, OK, EK, operatsioonieskiis); Variantide võrdlus, valiku alused (tootlikkus, omahind jt.); Tootmise ettevalmistus;
Konstruktiivne ettevalmistus; • Tööjooniste ettevalmistamine; • 2D ja 3D mudelid, pindade eri esitlusviisid; • Kasutatavad CAD-id ja andmeside probleemid;
Tehnoloogiline ettevalmistus; • Tehnoloogiliste protsesside projekteerimine; • Rakistuse projekteerimine ja valmistamine; • CAM-ide kasutamine (juhtprogrammide koostamine); • Tehnoloogilise dokumentatsiooni vormistamine;
Juhtimine, planeerimine, organiseerimine; •
Tootearendusega seotud näidiste ja prototüüpide valmistamine; • Kunstnike-disainerite käsitööde skaneerimine (Replica jt); • Mehaaniline töötlemine; • Reverse Engineering jt; • Prototüüpide kiirvalmistusseadmetel (RP-seadmetel);
4
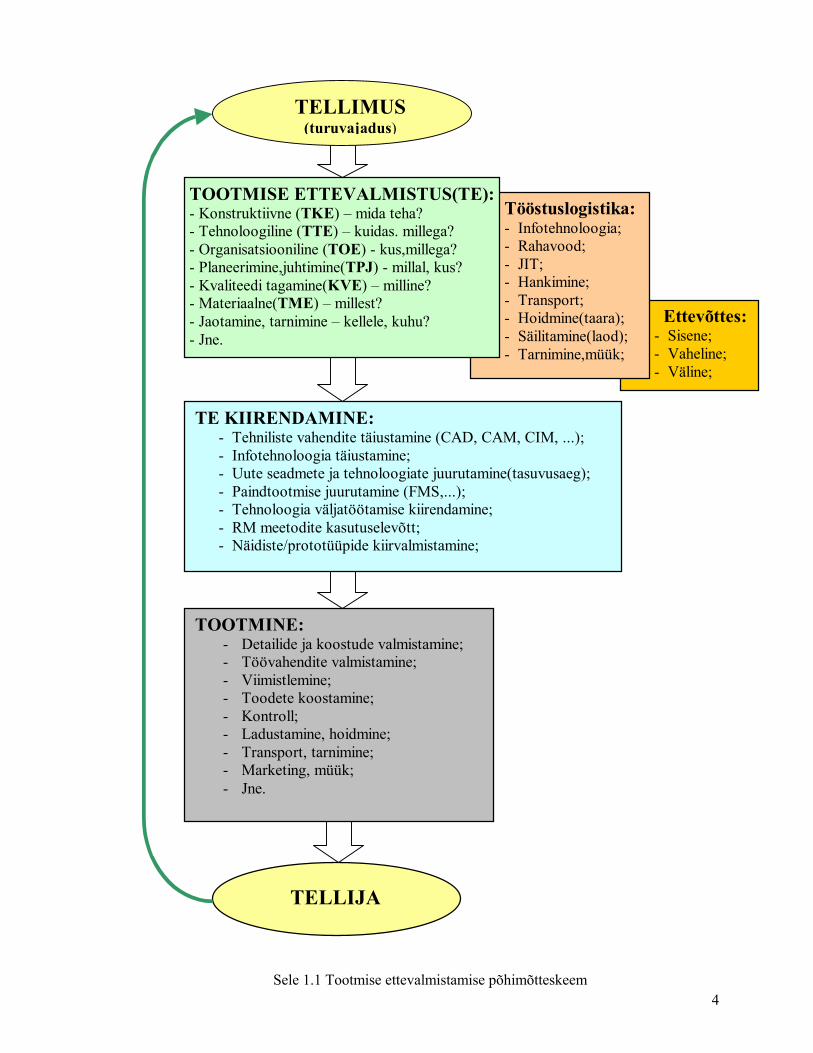
Ettevõttes: - Sisene; - Vaheline; - Väline;
Tööstuslogistika: - Infotehnoloogia; - Rahavood; - JIT; - Hankimine; - Transport; - Hoidmine(taara); - Säilitamine(laod); - Tarnimine,müük;
TELLIJA
TELLIMUS (turuvajadus)
TOOTMISE ETTEVALMISTUS(TE): - Konstruktiivne (TKE) – mida teha? - Tehnoloogiline (TTE) – kuidas. millega? - Organisatsiooniline (TOE) - kus,millega? - Planeerimine,juhtimine(TPJ) - millal, kus? - Kvaliteedi tagamine(KVE) – milline? - Materiaalne(TME) – millest? - Jaotamine, tarnimine – kellele, kuhu? - Jne.
TE KIIRENDAMINE: - Tehniliste vahendite täiustamine (CAD, CAM, CIM, ...); - Infotehnoloogia täiustamine; - Uute seadmete ja tehnoloogiate juurutamine(tasuvusaeg); - Paindtootmise juurutamine (FMS,...); - Tehnoloogia väljatöötamise kiirendamine; - RM meetodite kasutuselevõtt; - Näidiste/prototüüpide kiirvalmistamine;
TOOTMINE: - Detailide ja koostude valmistamine; - Töövahendite valmistamine; - Viimistlemine; - Toodete koostamine; - Kontroll; - Ladustamine, hoidmine; - Transport, tarnimine; - Marketing, müük; - Jne.
Sele 1.1 Tootmise ettevalmistamise põhimõtteskeem
5
1.2 Toorikute tootmismeetodid Valatud toorikud (sulamaterjalist);
• Ühekordsete liivvaluvormidega; • Kokillvalu; • Koorikvalu; • Täppisvalu; • Survevalumasinates; • Tsentrifugaalvalu;
Sepistatud, stantsitud, pressitud (plastilise deformatsiooniga, mahulised); • Sepised (vaba-, vorm-); • Horisontaalsepistusmasinal; • Stantsised (kuumalt); • Stantsised (külmalt); • Survevaluvormides (põhiliselt plastid);
Tükeldamisega (eraldamisega, lõikamisega); • Valts- ja profiilmaterjalidest (ümar-, kuuskant-, nelikant-, latt- jt);
- Ketas- ja lintsaagidega; - Tükeldusstantsimisega ( kuni 60 mm); - Abrasiivkettaga; - Gaasi- ja plasmalõikusega; - Laser- ja vesilõikusega (avad torudes);
• Lehtmaterjalidest; - Giljotiinid (metallid kuni 16(25) mm); - Lintsaed; - Gaasi- ja plasmalõikusega; - Laserlõikusega; - Vesilõikusega; - CNC-stantsimiskeskused (revolverpressid); - Traaterosioon (templid, matriitsid);
Mehaanilise töötlemisega (mahulised, laastu eraldamisega); • Treimine; • Freesimine; • Ülejäänud meetodid vähemtähtsad.
Mehaanilise töötlemisega (lehtmaterjali deformeerimisega, ilma laastuta): • Stantsimisega (vormimine jt.); • Sügavtõmbamine jt; • Trugimine (treipingid, robotid); • Lehtmaterjali vormimine CNC freespinkidel (Incremental Forming); • Painutamisega CNC seadmetel;
RP-seadmetel (kihttöötlemine, materjali lisamisega): • Stereolitograafia (vedelast lähteainest); • FDM,(sulaaine joaga); • LOM (lehtmaterjalist); • SLS, DMLS (pulbritest, ka metallid); • 3DP (pulbritest, kõvendajaga); • jt.
Koostatavad (erinevate meetoditega): • Keevitatud; • Liimitud; • Muud meetodid (valtsitud, joodetud jt.);
6
1.3 Detailide põhilised töötlemismeetodid Välispöördpinnad:
• Treimine (trei-, sise-, revolver-, karusell- jt.pinkidel); • APJ treimine • APJ freesimine; • Ümarlihvimine; • Tsentriteta lihvimine; • Rullimine; • Plankimine; • Superfiniš;
Sisepöördpinnad, avad, astmed, sooned jt. (vaba instrumendiga): • Treimine (trei-, sise-, revolver-, karusell- jt pinkidel); • APJ treimine; • APJ freesimine; • Siselihvimine; • Rullimine;
Avad ja sisepöördpinnad (mõõdulise instrumendiga): • Puurimine, ülepuurimine; • Avardamine; • Süvistamine; • Hõõritsemine • Kammlõikamine; • Keermete, hammaste, soonühendite jt töötlemine (moodul- ja tigufreesid); • Soonte töötlemine (treimine, freesimine); • Rullimine, kalibreerimine • Plankimine, soveldamine; • Hoonimine;
Tasapinnad (ka astmed, sooned, taskud jt.): • Otspindade treimine (trei-, sise-, revolver-, karusell- jt pinkidel); • Freesimine (ots-, sõrm-, ketas-, silinder- jt.freesidega); • Hööveldamine; • Tõukamine; • Tasalihvimine; • Plankimine; • Kammlõikamine (välis); • Kaabitsemine;
Mittetasapinnad (kujupinnad, keerulised taskud, kontuurid jt): • Treimine kopeeri järgi (ka kujuteradega); • APJ treipingid; • Kopeerfreesimine (ka kujufreesidega); • APJ freesimine; • Koordinaatlihvimine; • Keermete, hammaste, soonühendite jt töötlemine:
- Freesimine (moodul-, kuju- ja tigufreesid); - Lihvimine;
• EDM, mahuline elektroerosioontöötlemine; • EDM, traatelerosioontöötlemine;
7
Viimistlusmeetodid: Vibroabrasiivtöötlemine; Jugatöötlemine (abrasiiviga, haavlitega, klaaskuulidega jt.);
Elektrokeemiline ja –füüsikaline töötlemine; Elektropoleerimine; Poleerimine;
Puhastamine: Kraatide eemaldamine:
• Käsitsi lukksepatööga; • Ketasharjadega; • Trummeldamisega; • Vibroabrasiivtöötlemisega;
Pesemine; Passiveerimine;
Termiline töötlemine: • Mahuline karastamine; • Pinnakihi rikastamine (süsinikuga, lämmastikuga jt.); • Pindkarastamine; • Normaliseerimine; • Lõõmutamine;
Pinnakattemeetodid: • Ettevalmistus:
- Pesemine; - Puhastamine ( rasvast, oksüüdidest jt.);
• Värvimine; • Galvaanilised katted; • Pinded (pihustatud, aurustatud, anodeeritud jt.)
Koostamine: Koostamismeetodid ja vormid;
• Käsitsi-, mehhaniseeritud-, automaat- ja robotkoostamine; • Statsionaarne, konveier-, masinkoostamine; • Voolkoostamine;
Koostamisel kasutatavad liited; • Lahtivõetavad, mittelahtivõetavad; • Liikuvad, kinnised(mitteliikuvad);
Koostamistäpsuse mõiste, täpsuse saavutamise meetodid; Koostamistehnoloogia projekteerimine; Koostamise dokumentatsioon;
Kontrolloperatsioonid: • Töömõõtude kontroll (nihikud, mikromeetrid, kaliibrid jt); • Detailide pindade kuju- ja asenditäpsuse kontroll:
- Kellindikaatoritega; - Kontrollšabloonidega; - Erikontrolli seadmed ja vahendid;
• Kujupindade vastavuse kontroll: - Mõõteseadmetega, mõõtemasinatega; - 3D video- ja laserskannerid;
• Erikontrolli seadmed ja vahendid; Katsetamine; Transport, laod; Tootmislogistika; Marketing, müük;
8
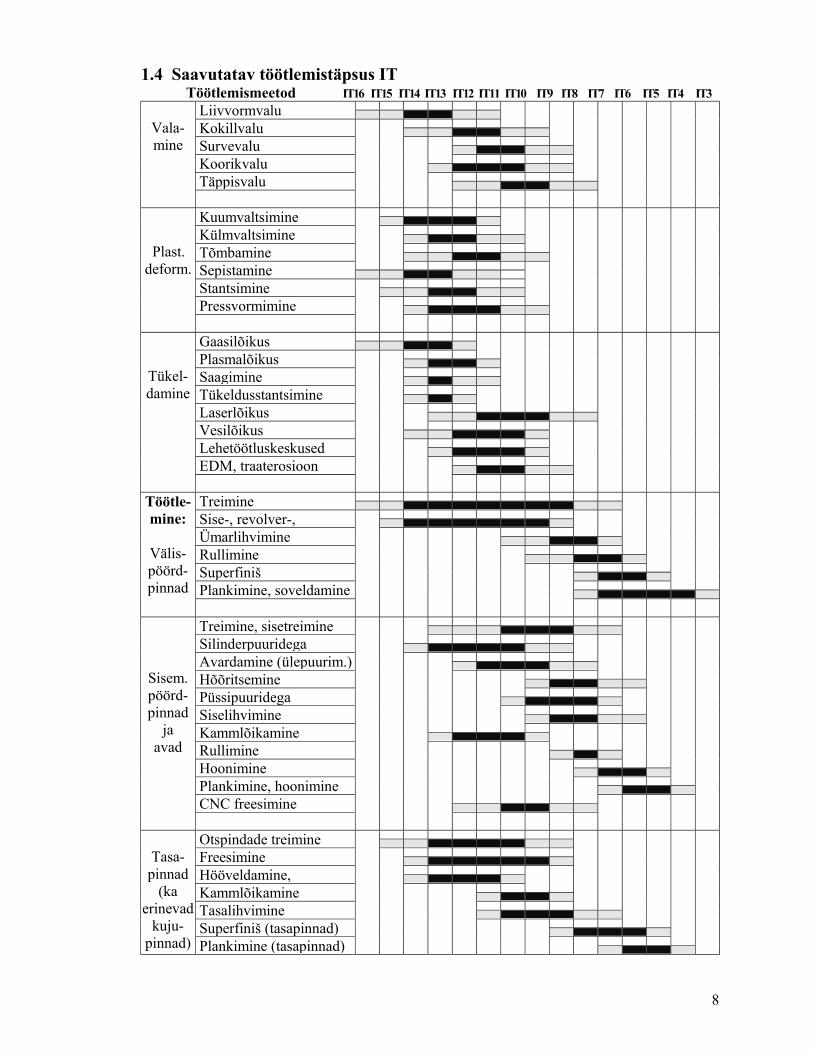
1.4 Saavutatav töötlemistäpsus IT Töötlemismeetod IT16 IT15 IT14 IT13 IT12 IT11 IT10 IT9 IT8 IT7 IT6 IT5 IT4 IT3
Liivvormvalu Kokillvalu
Survevalu Koorikvalu
Täppisvalu
Vala-mine
Kuumvaltsimine Külmvaltsimine
Tõmbamine
Sepistamine Stantsimine
Pressvormimine
Plast. deform.
Gaasilõikus Plasmalõikus Saagimine Tükeldusstantsimine
Laserlõikus Vesilõikus Lehetöötluskeskused
EDM, traaterosioon
Tükel- damine
Treimine Sise-, revolver-, Ümarlihvimine
Rullimine
Superfiniš
Plankimine, soveldamine
Töötle- mine:
Välis- pöörd- pinnad
Treimine, sisetreimine Silinderpuuridega Avardamine (ülepuurim.)
Hõõritsemine Püssipuuridega Siselihvimine
Kammlõikamine Rullimine
Hoonimine
Plankimine, hoonimine
CNC freesimine
Sisem. pöörd- pinnad
ja avad
Otspindade treimine Freesimine Hööveldamine, Kammlõikamine
Tasalihvimine
Superfiniš (tasapinnad)
Tasa- pinnad
(ka erinevad
kuju- pinnad) Plankimine (tasapinnad)
9
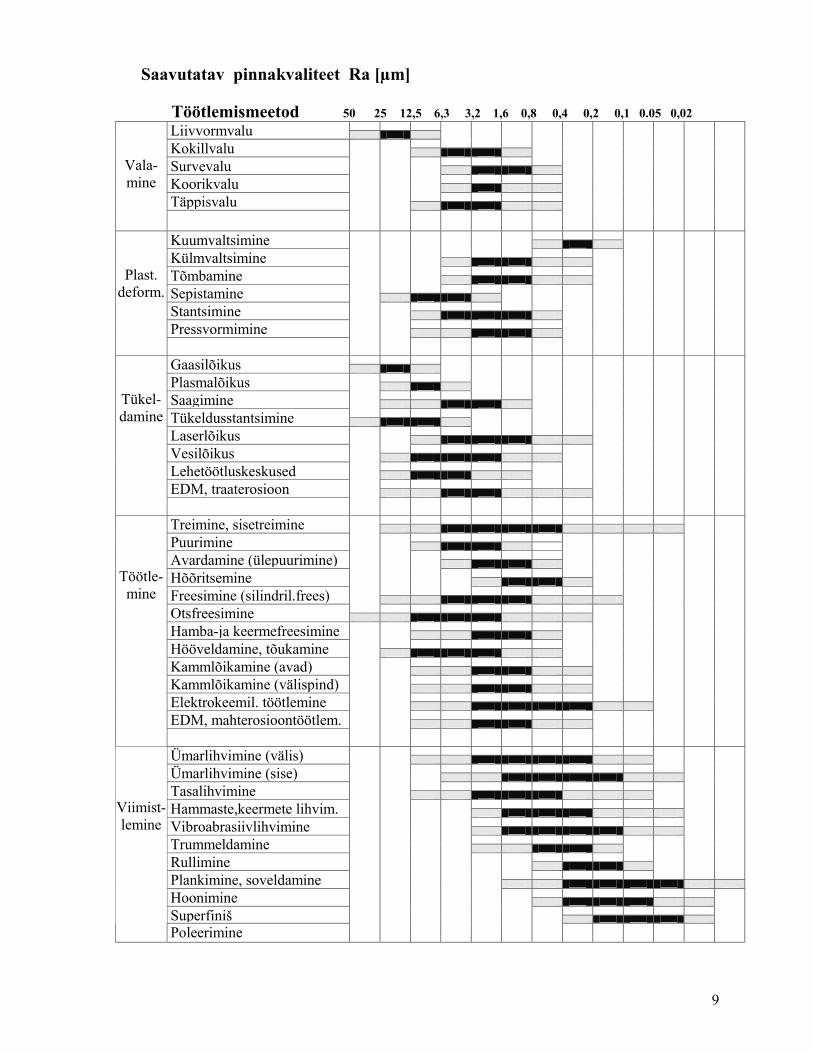
Saavutatav pinnakvaliteet Ra [µm] Töötlemismeetod 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0.05 0,02
Liivvormvalu Kokillvalu
Survevalu Koorikvalu
Täppisvalu
Vala-mine
Kuumvaltsimine Külmvaltsimine Tõmbamine
Sepistamine Stantsimine Pressvormimine
Plast. deform.
Gaasilõikus Plasmalõikus
Saagimine
Tükeldusstantsimine
Laserlõikus Vesilõikus Lehetöötluskeskused
EDM, traaterosioon
Tükel- damine
Treimine, sisetreimine Puurimine Avardamine (ülepuurimine)
Hõõritsemine
Freesimine (silindril.frees)
Otsfreesimine Hamba-ja keermefreesimine Hööveldamine, tõukamine
Kammlõikamine (avad) Kammlõikamine (välispind)
Elektrokeemil. töötlemine EDM, mahterosioontöötlem.
Töötle- mine
Ümarlihvimine (välis) Ümarlihvimine (sise) Tasalihvimine Hammaste,keermete lihvim. Vibroabrasiivlihvimine Trummeldamine Rullimine
Plankimine, soveldamine Hoonimine Superfiniš
Viimist- lemine
Poleerimine
10
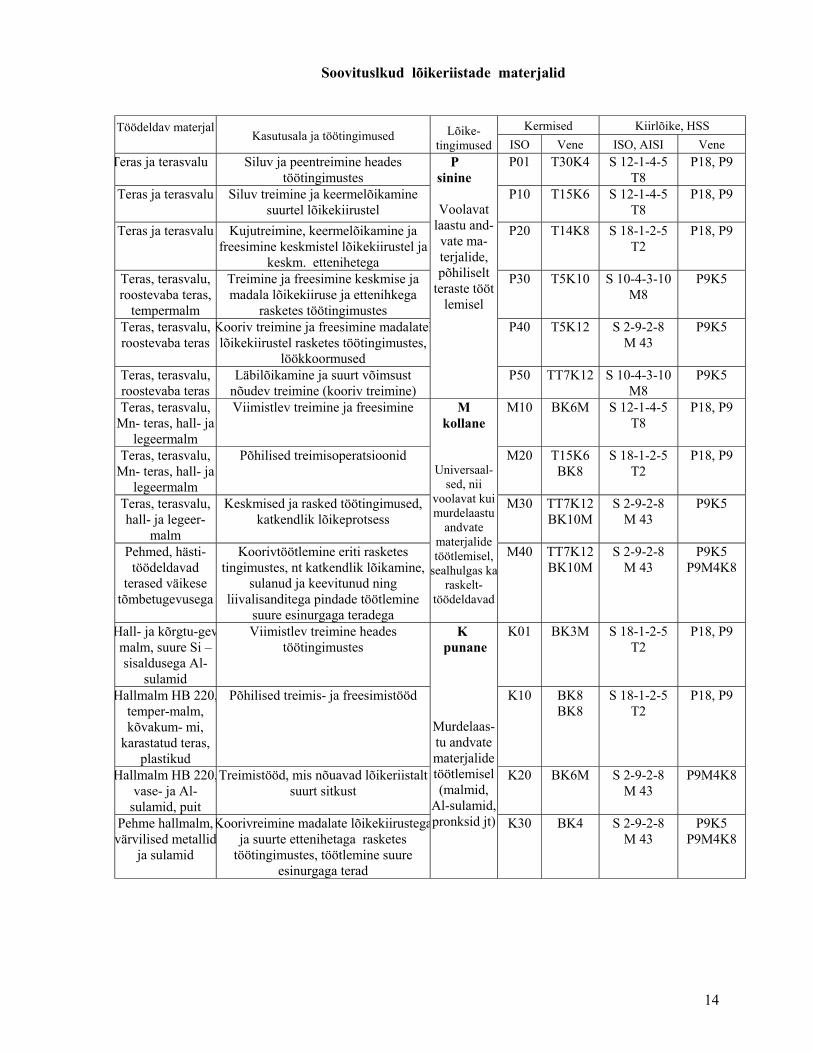
1.5 Lõikeriistade materjalid Kui veel kümme aastat tagasi oli Eesti orienteeritud idaturult tulevatele materjalidele, mille koostist ja omadusi määrasid riiklikud standardid (GOST), siis tänaseks on olukord muutunud: turul on enamuses lääne päritoluga lõikeriistad, neid iseloomustab väga lai nomenklatuur ja erinevad tähistused. Kasutusel on nii riiklikud standardid, kui ettevõtete sisesed tähistused. See kõik tingib vajaduse olla kursis turul toimuvaga. Sõltuvalt töödeldavast materjalist ja töötlemis-viisist valitakse tavaliselt kas kiirlõiketerastest või kõvasulamitest (kermistest) lõikeriistade vahel. Kiirlõiketerased. Dünaamiliste koormustega töötlemisviiside korral kasutatakse sageli kiirlõiketeraseid (puurimine, freesimine, hööveldamine, keermestamine), kuna need on palju vastupidavamad võrreldes kermistega. Lääne kiirlõiketeraste üldine tähis HSS (High Speed Steel). Konkreetse margi tähistus näiteks S 18-4-4-1, kus arvud väljendavad vastavalt W, Mo, V ja Co sisaldust mahuprotsentides. Jagatakse järgmistesse gruppidesse: T1 - 10 Woframkiirlõiketerased; M1 – M10 Molübdeenkiirlõiketerased; M30 – M46 Koobalt(molübdeen)kiirlõiketerased; Vene standardi tähistused: P9, P12, P13, P18, P9Ф5, P14Ф4, P18Ф2, P6M3, P6M5, P6K5, P9K10, P10K5Ф5, P18K5Ф2, P6M5K5, P9M4KB (täht P koos numbriga näitab W-sisaldust protsentides, ülejäänud legeerivate elementide sisaldust näitab elemendi venekeelne tähis ja järgnev number). Töötlemisel lõikekiirused kuni 80 m/min. Kõvasulamitest lõikeriistad (kermised) Suurema tootlikuse saavutamiseks kasutatakse kõvasulamist lõikeosaga lõikeriistu, mille valikul arvestatakse nii töödeldava materjali omadusi kui tekkiva laastu liiki. ISO 513 kohaselt tähistatakse kõvasulamid tähtede ja numbritega ning liigitatakse kolme gruppi : P – sulamid voolavat laastu andvate materjalide, põhiliselt teraste lõiketöötlemiseks; K - sulamid murdelaastu andvate materjalide (malm, Al-valusulamid jne.) lõiketöötlemiseks; M – universaalsed sulamid nii voolavat kui murdelaastu andvate materjalide töötlemiseks, sealhulgas raskelt töödeldavate (kuumustugevate, korrosioonikindlate jne.) materjalide lõiketöötlemiseks. Nimetatud kolme grupi tähistele lisatakse arvulised suurused, kusjuures arvu suurenemine näitab tugevuse suurenemist ning samaaegselt kõvaduse vähenemist. Standard konkreetsete kõvasulamite kõvasulamite koostist ja marke ei määratle – need võivad erinevatel tootjatel tunduvalt erineda
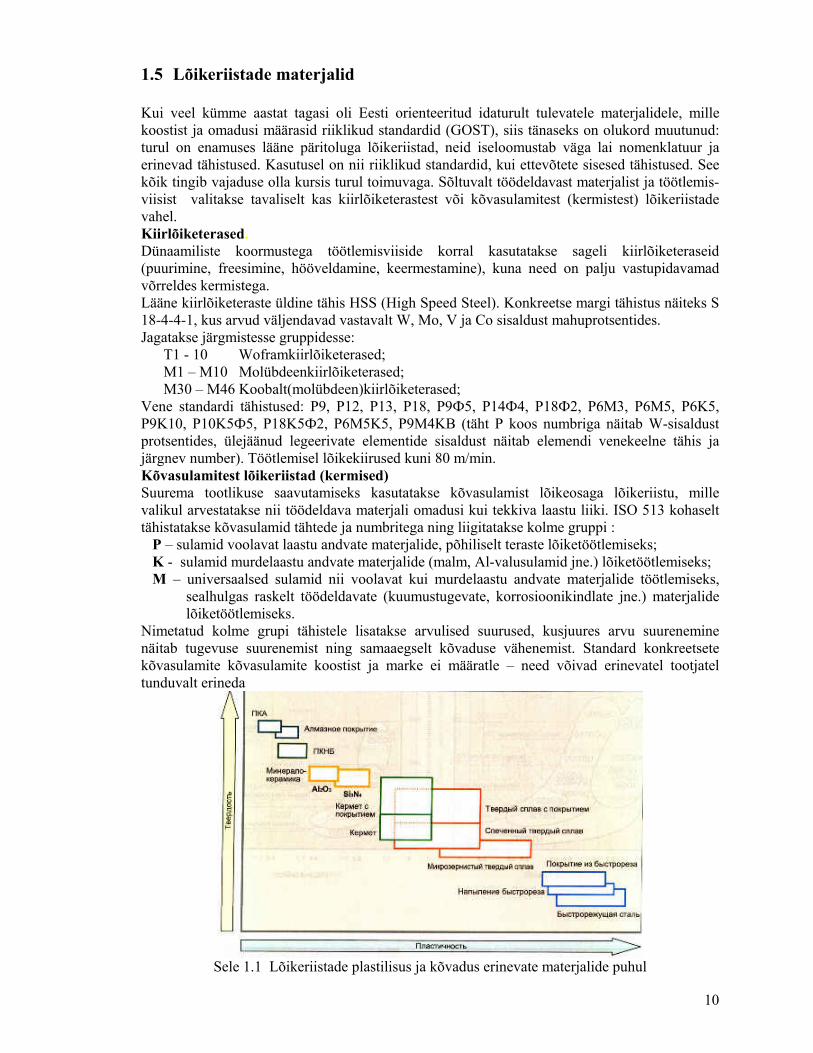
Sele 1.1 Lõikeriistade plastilisus ja kõvadus erinevate materjalide puhul
11
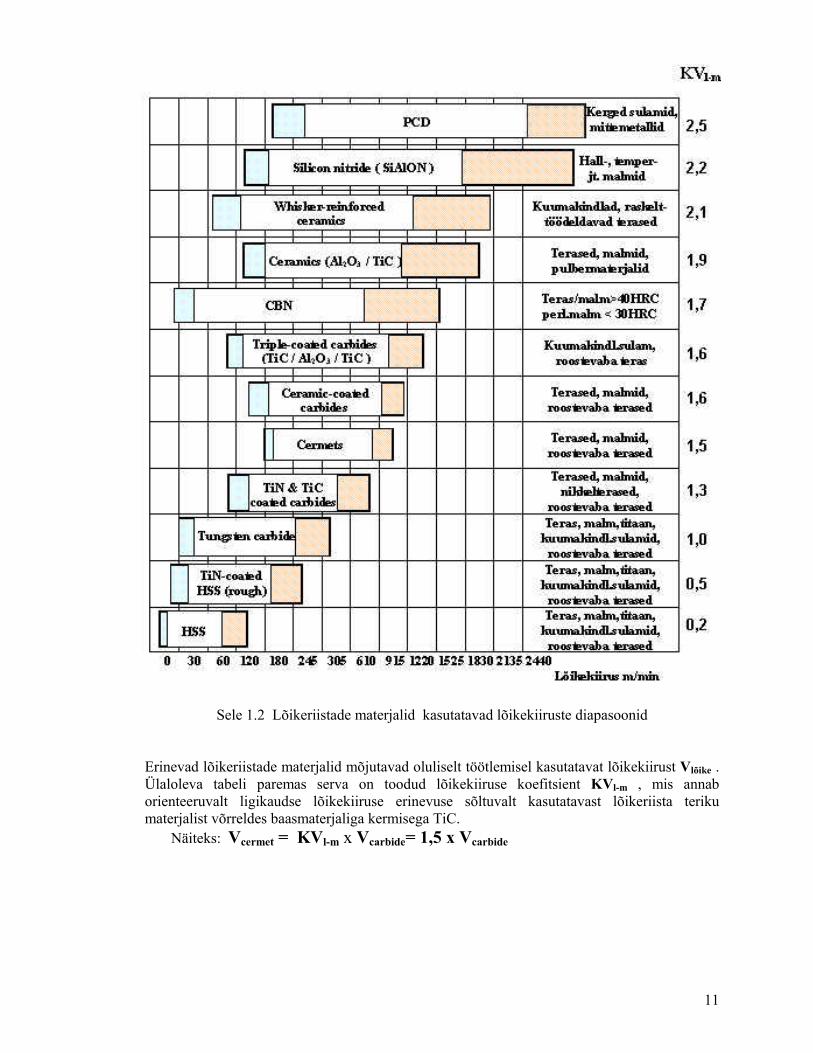
Sele 1.2 Lõikeriistade materjalid kasutatavad lõikekiiruste diapasoonid Erinevad lõikeriistade materjalid mõjutavad oluliselt töötlemisel kasutatavat lõikekiirust Vlõike . Ülaloleva tabeli paremas serva on toodud lõikekiiruse koefitsient KVl-m , mis annab orienteeruvalt ligikaudse lõikekiiruse erinevuse sõltuvalt kasutatavast lõikeriista teriku materjalist võrreldes baasmaterjaliga kermisega TiC. Näiteks: Vcermet = KVl-m x Vcarbide= 1,5 x Vcarbide
12
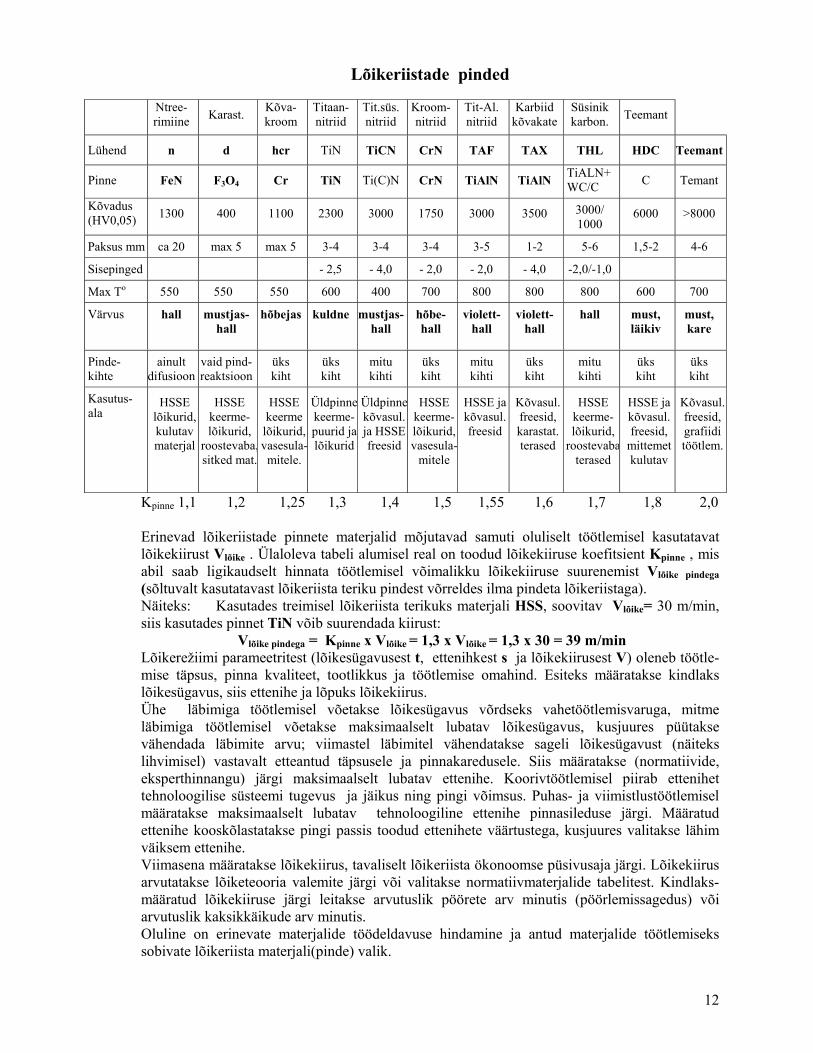
Lõikeriistade pinded
Kpinne 1,1 1,2 1,25 1,3 1,4 1,5 1,55 1,6 1,7 1,8 2,0 Erinevad lõikeriistade pinnete materjalid mõjutavad samuti oluliselt töötlemisel kasutatavat lõikekiirust Vlõike . Ülaloleva tabeli alumisel real on toodud lõikekiiruse koefitsient Kpinne , mis abil saab ligikaudselt hinnata töötlemisel võimalikku lõikekiiruse suurenemist Vlõike pindega (sõltuvalt kasutatavast lõikeriista teriku pindest võrreldes ilma pindeta lõikeriistaga). Näiteks: Kasutades treimisel lõikeriista terikuks materjali HSS, soovitav Vlõike= 30 m/min, siis kasutades pinnet TiN võib suurendada kiirust:
Vlõike pindega = Kpinne x Vlõike = 1,3 x Vlõike = 1,3 x 30 = 39 m/min Lõikerežiimi parameetritest (lõikesügavusest t, ettenihkest s ja lõikekiirusest V) oleneb töötle-mise täpsus, pinna kvaliteet, tootlikkus ja töötlemise omahind. Esiteks määratakse kindlaks lõikesügavus, siis ettenihe ja lõpuks lõikekiirus. Ühe läbimiga töötlemisel võetakse lõikesügavus võrdseks vahetöötlemisvaruga, mitme läbimiga töötlemisel võetakse maksimaalselt lubatav lõikesügavus, kusjuures püütakse vähendada läbimite arvu; viimastel läbimitel vähendatakse sageli lõikesügavust (näiteks lihvimisel) vastavalt etteantud täpsusele ja pinnakaredusele. Siis määratakse (normatiivide, eksperthinnangu) järgi maksimaalselt lubatav ettenihe. Koorivtöötlemisel piirab ettenihet tehnoloogilise süsteemi tugevus ja jäikus ning pingi võimsus. Puhas- ja viimistlustöötlemisel määratakse maksimaalselt lubatav tehnoloogiline ettenihe pinnasileduse järgi. Määratud ettenihe kooskõlastatakse pingi passis toodud ettenihete väärtustega, kusjuures valitakse lähim väiksem ettenihe. Viimasena määratakse lõikekiirus, tavaliselt lõikeriista ökonoomse püsivusaja järgi. Lõikekiirus arvutatakse lõiketeooria valemite järgi või valitakse normatiivmaterjalide tabelitest. Kindlaks-määratud lõikekiiruse järgi leitakse arvutuslik pöörete arv minutis (pöörlemissagedus) või arvutuslik kaksikkäikude arv minutis. Oluline on erinevate materjalide töödeldavuse hindamine ja antud materjalide töötlemiseks sobivate lõikeriista materjali(pinde) valik.
Ntree-rimiine Karast. Kõva-
kroom Titaan-nitriid
Tit.süs. nitriid
Kroom-nitriid
Tit-Al. nitriid
Karbiid kõvakate
Süsinik karbon. Teemant
Lühend n d hcr TiN TiCN CrN TAF TAX THL HDC Teemant
Pinne FeN F3O4 Cr TiN Ti(C)N CrN TiAlN TiAlN TiALN+ WC/C C Temant
Kõvadus (HV0,05) 1300 400 1100 2300 3000 1750 3000 3500 3000/
1000 6000 >8000
Paksus mm ca 20 max 5 max 5 3-4 3-4 3-4 3-5 1-2 5-6 1,5-2 4-6
Sisepinged - 2,5 - 4,0 - 2,0 - 2,0 - 4,0 -2,0/-1,0
Max To 550 550 550 600 400 700 800 800 800 600 700
Värvus hall mustjas- hall
hõbejas kuldne mustjas- hall
hõbe- hall
violett- hall
violett- hall
hall must, läikiv
must, kare
Pinde-kihte
ainult difusioon
vaid pind- reaktsioon
üks kiht
üks kiht
mitu kihti
üks kiht
mitu kihti
üks kiht
mitu kihti
üks kiht
üks kiht
Kasutus-ala
HSSE lõikurid, kulutav materjal
HSSE keerme- lõikurid,
roostevaba,sitked mat.
HSSE keerme
lõikurid, vasesula-mitele.
Üldpinnekeerme- puurid ja lõikurid
Üldpinnekõvasul. ja HSSE freesid
HSSE keerme- lõikurid, vasesula-
mitele
HSSE ja kõvasul. freesid
Kõvasul. freesid, karastat. terased
HSSE keerme- lõikurid,
roostevabaterased
HSSE ja kõvasul. freesid,
mittemet kulutav
Kõvasul. freesid, grafiidi töötlem.
13
Materjalide töödeldavus Materjalide töödeldavuse hindamisel vaatleme eelkõike erinevaid metalle ja nende sulameid. Ligi-kaudseks hindamiseks kasutatakse töödeldavuse koefitsiendi mõistet: V KVm = –––– , kus Vδ Vδ – etalonmaterjali töötlemiskiirus ja V - antud materjali töötlemiskiirus samadel tingimustel.
Lõikekiirus V m/min Materjalide grupid KVm HSS Kermis Keraam. Tavalised: KVm määramise aluseks on võetud teras 45
1. Mg – sulamid σB < 200 MPa σB > 200 MPa
1,3 1,1
500 1200 1500
2. Al - sulamid 1,4-1,2 300 600 1000 3. Cu - sulamid 1,5-1,3 160 700 1000 4. Malmid HB < 200 MPa HB > 200 MPa
1,0 0,9
80 300 800
5. Süsinikterased σB < 750 MPa σB > 750 MPa
1,0 0,8
100 300 500
6. Legeeritud terased σB < 750 MPa σB > 750 MPa
1,0-0,8 0,6
80 200 400
7. Tööriistaterased (HRc kuni 62) HSS , P18, P9
0,5 0,2
40 150 -
Raskesti töödeldavad: KVm määramise aluseks on võetud teras 12X18H10T
8. Soojuspüsivad terased σB < 750 MPa σB > 750 MPa
1,2-1,0 1,0-0,9
9. Roostevabad terased 1,0-0,8 (löök) 10. Kuumuspüsivad terased 1,1-0,9 (löök) 11. Kuumakindlad deformeeritavad terased 0,6-0,5 (löök) 12. Kuumakindlad deformeeritavad Ni-alusel 0,4-0,2 (löök) 13. Kuumakindlad valusulamid Ni-alusel 0,3-0,1 (löök) 14. Ti - sulamid 0,4-0,2 15. Ülitugevad σB > 1600 MPa 0,4-0,2
Sele 1.3 Lõikeriistade variantide hulkja valikuvõimalus turul on äärmiselt suur
14
Soovituslkud lõikeriistade materjalid
Kermised Kiirlõike, HSS Töödeldav materjal Kasutusala ja töötingimused Lõike-
tingimused ISO Vene ISO, AISI Vene Teras ja terasvalu Siluv ja peentreimine heades
töötingimustes P01 T30K4 S 12-1-4-5
T8 P18, P9
Teras ja terasvalu Siluv treimine ja keermelõikamine
suurtel lõikekiirustel P10 T15K6 S 12-1-4-5
T8 P18, P9
Teras ja terasvalu Kujutreimine, keermelõikamine ja
freesimine keskmistel lõikekiirustel ja keskm. ettenihetega
P20 T14K8 S 18-1-2-5 T2
P18, P9
Teras, terasvalu, roostevaba teras,
tempermalm
Treimine ja freesimine keskmise ja madala lõikekiiruse ja ettenihkega
rasketes töötingimustes
P30 T5K10 S 10-4-3-10 M8
P9K5
Teras, terasvalu, roostevaba teras
Kooriv treimine ja freesimine madalatellõikekiirustel rasketes töötingimustes,
löökkoormused
P40 T5K12 S 2-9-2-8 M 43
P9K5
Teras, terasvalu, roostevaba teras
Läbilõikamine ja suurt võimsust nõudev treimine (kooriv treimine)
P sinine
Voolavat laastu and-vate ma-terjalide, põhiliselt
teraste tööt lemisel
P50 TT7K12 S 10-4-3-10 M8
P9K5
Teras, terasvalu, Mn- teras, hall- ja
legeermalm
Viimistlev treimine ja freesimine M10 BK6M S 12-1-4-5 T8
P18, P9
Teras, terasvalu, Mn- teras, hall- ja
legeermalm
Põhilised treimisoperatsioonid M20 T15K6 BK8
S 18-1-2-5 T2
P18, P9
Teras, terasvalu, hall- ja legeer-
malm
Keskmised ja rasked töötingimused, katkendlik lõikeprotsess
M30 TT7K12 BK10M
S 2-9-2-8 M 43
P9K5
Pehmed, hästi-töödeldavad
terased väikese tõmbetugevusega
Koorivtöötlemine eriti rasketes tingimustes, nt katkendlik lõikamine,
sulanud ja keevitunud ning liivalisanditega pindade töötlemine
suure esinurgaga teradega
M kollane
Universaal-sed, nii
voolavat kui murdelaastu
andvate materjalide töötlemisel,
sealhulgas karaskelt-
töödeldavad
M40 TT7K12 BK10M
S 2-9-2-8 M 43
P9K5 P9M4K8
Hall- ja kõrgtu-gevmalm, suure Si –sisaldusega Al-
sulamid
Viimistlev treimine heades töötingimustes
K01 BK3M S 18-1-2-5 T2
P18, P9
Hallmalm HB 220,temper-malm, kõvakum- mi,
karastatud teras, plastikud
Põhilised treimis- ja freesimistööd K10 BK8 BK8
S 18-1-2-5 T2
P18, P9
Hallmalm HB 220,vase- ja Al-
sulamid, puit
Treimistööd, mis nõuavad lõikeriistalt suurt sitkust
K20 BK6M S 2-9-2-8 M 43
P9M4K8
Pehme hallmalm, värvilised metallid
ja sulamid
Koorivreimine madalate lõikekiirustegaja suurte ettenihetaga rasketes
töötingimustes, töötlemine suure esinurgaga terad
K punane
Murdelaas-tu andvate materjalide töötlemisel (malmid,
Al-sulamid, pronksid jt) K30 BK4 S 2-9-2-8
M 43 P9K5
P9M4K8
15
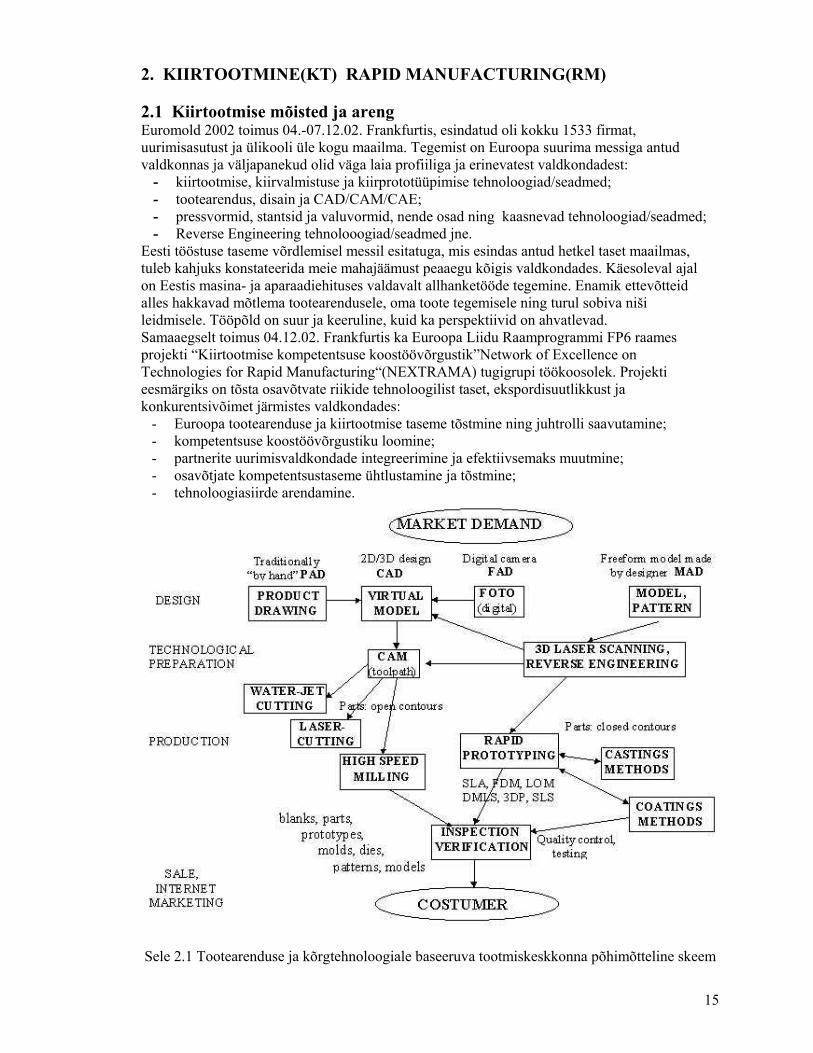
2. KIIRTOOTMINE(KT) RAPID MANUFACTURING(RM) 2.1 Kiirtootmise mõisted ja areng Euromold 2002 toimus 04.-07.12.02. Frankfurtis, esindatud oli kokku 1533 firmat, uurimisasutust ja ülikooli üle kogu maailma. Tegemist on Euroopa suurima messiga antud valdkonnas ja väljapanekud olid väga laia profiiliga ja erinevatest valdkondadest:
- kiirtootmise, kiirvalmistuse ja kiirprototüüpimise tehnoloogiad/seadmed; - tootearendus, disain ja CAD/CAM/CAE; - pressvormid, stantsid ja valuvormid, nende osad ning kaasnevad tehnoloogiad/seadmed; - Reverse Engineering tehnolooogiad/seadmed jne.
Eesti tööstuse taseme võrdlemisel messil esitatuga, mis esindas antud hetkel taset maailmas, tuleb kahjuks konstateerida meie mahajäämust peaaegu kõigis valdkondades. Käesoleval ajal on Eestis masina- ja aparaadiehituses valdavalt allhanketööde tegemine. Enamik ettevõtteid alles hakkavad mõtlema tootearendusele, oma toote tegemisele ning turul sobiva niši leidmisele. Tööpõld on suur ja keeruline, kuid ka perspektiivid on ahvatlevad. Samaaegselt toimus 04.12.02. Frankfurtis ka Euroopa Liidu Raamprogrammi FP6 raames projekti “Kiirtootmise kompetentsuse koostöövõrgustik”Network of Excellence on Technologies for Rapid Manufacturing“(NEXTRAMA) tugigrupi töökoosolek. Projekti eesmärgiks on tõsta osavõtvate riikide tehnoloogilist taset, ekspordisuutlikkust ja konkurentsivõimet järmistes valdkondades:
- Euroopa tootearenduse ja kiirtootmise taseme tõstmine ning juhtrolli saavutamine; - kompetentsuse koostöövõrgustiku loomine; - partnerite uurimisvaldkondade integreerimine ja efektiivsemaks muutmine; - osavõtjate kompetentsustaseme ühtlustamine ja tõstmine; - tehnoloogiasiirde arendamine.
Sele 2.1 Tootearenduse ja kõrgtehnoloogiale baseeruva tootmiskeskkonna põhimõtteline skeem
16
Kuna tegemist on meil siiani laiemalt vähetuntud(levinud) uute tehnoloogiliste mõistetega, siis allpool veidi nende tutvustamiseks:
• Rapid Manufacturing(RM) – Kiirtootmine(KT), tähenduslikult uus termin, eeldab mitmete uute (ka allpool toodud) tehnoloogiate ja meetodite kasutamist, mis kokkuvõttes tõstavad tunduvalt tootmise efektiivsust. Kiirvalmistamise meetodite ja seadmetega valmistatavad üksikud detailid ja ka toote valmistamine terviklikult koostuna;
• Rapid Tooling(RT) – Töövahendite kiirvalmistus(TKV), näit. töövahendite(pressvormide, stantside ja/või nende osade) kiirvalmistus, kus uute tehnoloogiate ja meetodite kasutamisega lüheneb oluliselt valmistustsükkel. (Kasutatakse erinevaid CAD-süsteeme, CNC (üli)kiirfreesimine, CNC kiirtreimine, mitmesugused RP-meetodid jt);
• Rapid Prototyping(RP) – Prototüüpide kiirvalmistamine (PKV), prototüüpide ja näidiste kiirvalmistus/tegemine otse CAD-mudelist valmis tooteni. Välja on töötatud terve hulk prototüüpide kiirvalmistuse meetodeid ja seadmeid, neist enamus põhineb kihttöötlusel (Layered Manufacturing), mis sobivad peamiselt prototüüpide(näidiste) või üksikute tööriistade(sarjade) valmistamiseks, kus eeldatakse lühikest valmistusaega ja väikest toodete partiid. Kiirvalmistusseadmetel saadakse toote 3D mudelist kihtide kaupa vahetult soovitav toode, kasutatavateks materjalideks võivad olla erinevate omadustega plastid, vahad, abrasiivid, mitmesugused Al-, Cu- või terassulamid jt, millised on sobivad tootearendusel, prototüüpide, pressvormide osade, valuvormide ja/või teiste toodete tegemisel. Meetoditeks stereolitograafia, laserpaagutamine, 3D-printimine jt.
• Reverse Engineering(RE) – Taasvalmistus(TV), olemasolevate näidiste(toodete) järgi uute prototüüpide/toodete ettevalmistus ja tootmine. Olemuselt võib seda käsitleda kui 3D-objektide kopeerimist/valmistamist. Sisaldab järgmisi tehnoloogiaid: - 3D scanning(3DS) - 3D skaneerimine(3DS). Toote 3D mudeli esitamine digitaalsel kujul; - Virtual modeling(VM) – virtuaalmodelleerimine(VM). Toote 3D-pindmudelite
koosta- mine ja redigeerimine. Kasutatakse erinevaid CAD-süsteeme; - 3D CNC töötlemise juhtradade projekteerimine. Kasutatakse erinevaid CAM
süsteeme; - 3D CNC töötlemine (näit. freesimine, treimine ja vajadusel ka RP-meeto-dite
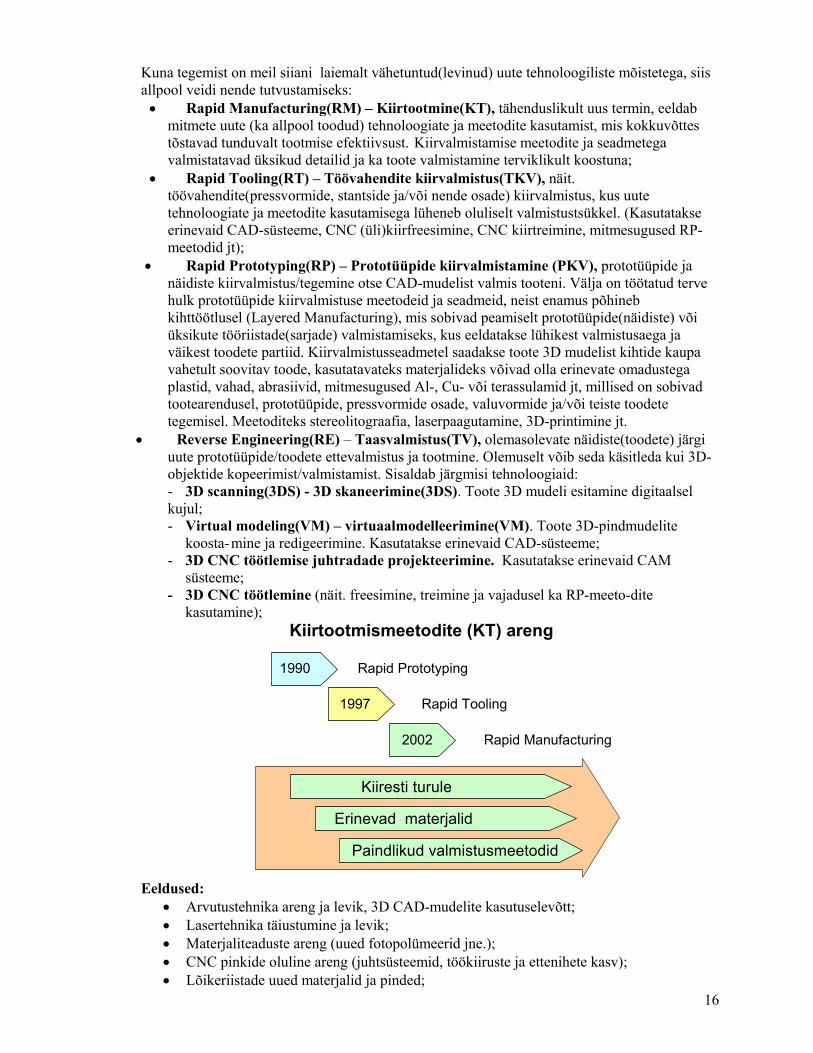
kasutamine); Kiirtootmismeetodite (KT) areng 1990 Rapid Prototyping 1997 Rapid Tooling 2002 Rapid Manufacturing
Kiiresti turule Erinevad materjalid Paindlikud valmistusmeetodid
Eeldused:
• Arvutustehnika areng ja levik, 3D CAD-mudelite kasutuselevõtt; • Lasertehnika täiustumine ja levik; • Materjaliteaduste areng (uued fotopolümeerid jne.); • CNC pinkide oluline areng (juhtsüsteemid, töökiiruste ja ettenihete kasv); • Lõikeriistade uued materjalid ja pinded;
17
Kiirvalmistusmeetodite põhimõtted: • 3D CAD-mudelist automaatselt(otseselt) valmis tooteks:
• erinevatest plastidest; • mitmesugustest metallidest;
• Toode valmistatakse kihtide kaupa RP-seadmetel; • Kõik meetodid põhinevad materjali lisamisel töötsooni või ka
lehtmaterjalide deformeerimisel CNC seadmetel; Valmistusetapid:
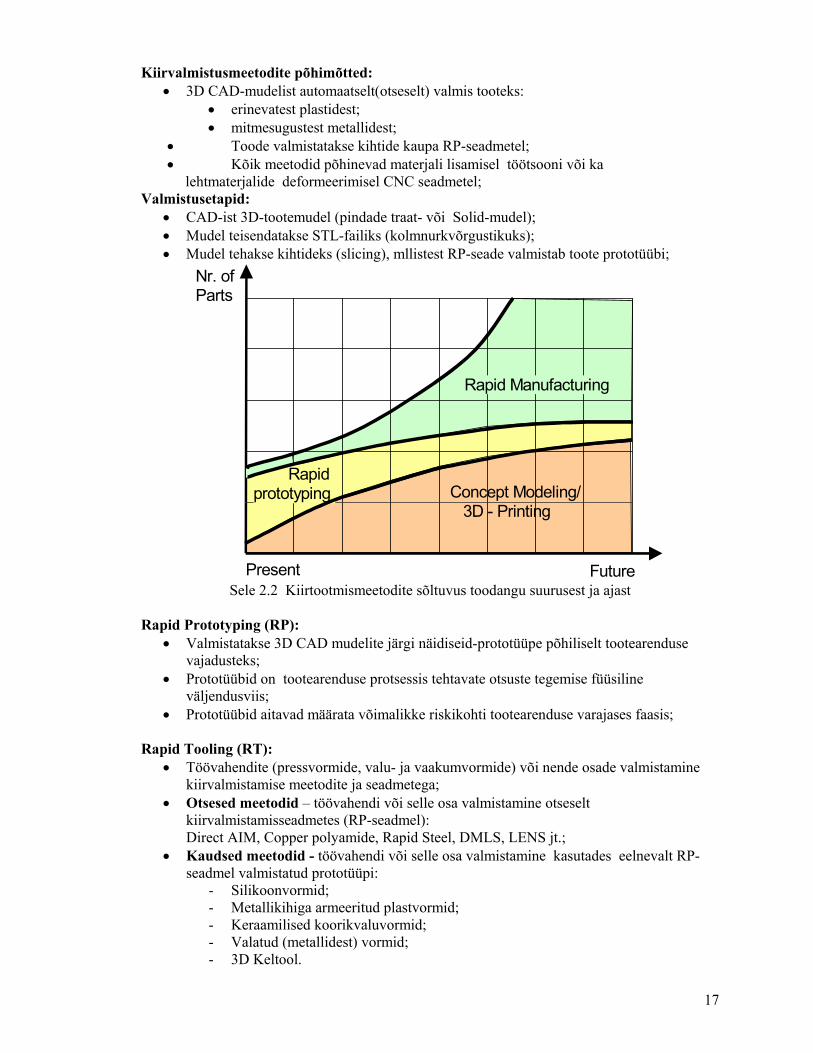
• CAD-ist 3D-tootemudel (pindade traat- või Solid-mudel); • Mudel teisendatakse STL-failiks (kolmnurkvõrgustikuks); • Mudel tehakse kihtideks (slicing), mllistest RP-seade valmistab toote prototüübi;
Concept Modeling/ 3D - Printing
Present Future
Rapid Manufacturing
Rapid prototyping
Nr. of Parts
Sele 2.2 Kiirtootmismeetodite sõltuvus toodangu suurusest ja ajast
Rapid Prototyping (RP):
• Valmistatakse 3D CAD mudelite järgi näidiseid-prototüüpe põhiliselt tootearenduse vajadusteks;
• Prototüübid on tootearenduse protsessis tehtavate otsuste tegemise füüsiline väljendusviis;
• Prototüübid aitavad määrata võimalikke riskikohti tootearenduse varajases faasis; Rapid Tooling (RT):
• Töövahendite (pressvormide, valu- ja vaakumvormide) või nende osade valmistamine kiirvalmistamise meetodite ja seadmetega;
• Otsesed meetodid – töövahendi või selle osa valmistamine otseselt kiirvalmistamisseadmetes (RP-seadmel): Direct AIM, Copper polyamide, Rapid Steel, DMLS, LENS jt.;
• Kaudsed meetodid - töövahendi või selle osa valmistamine kasutades eelnevalt RP-seadmel valmistatud prototüüpi:
- Silikoonvormid; - Metallikihiga armeeritud plastvormid; - Keraamilised koorikvaluvormid; - Valatud (metallidest) vormid; - 3D Keltool.
18
Rapid Manufacturing (RM): • Kiirvalmistamise meetodite ja seadmetega valmistatavad üksikud detailid; • Toote valmistamine terviklikult koostuna; • Kiiresti areneb meditsiinivaldkond – inimese “varuosad”. • Vajadused:
- Vaja tootenäidiseid enne töövahendite valmimist; - Vaja tooteid peale töövahendi lõplikku kulumist; - Tagavaraosade piiratud valmistamine; - Kiirvalmistusele projekteeritud tooted; - Üksiktooted; - Igale tootele ome design.
• Eelised: - Toote valmistamisprotsess automaatne; - Pole kulutusi spetsiaalsrakistele; - Väga erinevate toodete valmistamisvõimalus; - Sageli ainuvõimalik, kiire ja odav; - Vajadusel viimistlemisvõimalused; - Koostude valmistamine, mitmete toodete samaaegne valmistamine; - Paindlikkus.
• Puudused: - Piirangud materjalide valikul; - Piiratud pinnakvaliteedi ja täpsuse nõuded; - Tooted pole projekteeritud kiirvalmistusmeetodite tarbeks; - Vahel vaja tugirakiseid; - Valmistamiskiirus piiratud; - Seadmed kallid;
• Perspektiivid: - Kiirvalmistus sisaldab endas igal juhul RP ja RT; - Vajadus otsustada enne tootearendusprotsessi lõppu; - Kiirvalmistusprotsessid tööstuses:
o Kiirvalmistusele projekteeritud tooted; o Valmistuskiirus kasvab; o Materjalivalik laieneb kiiresti.
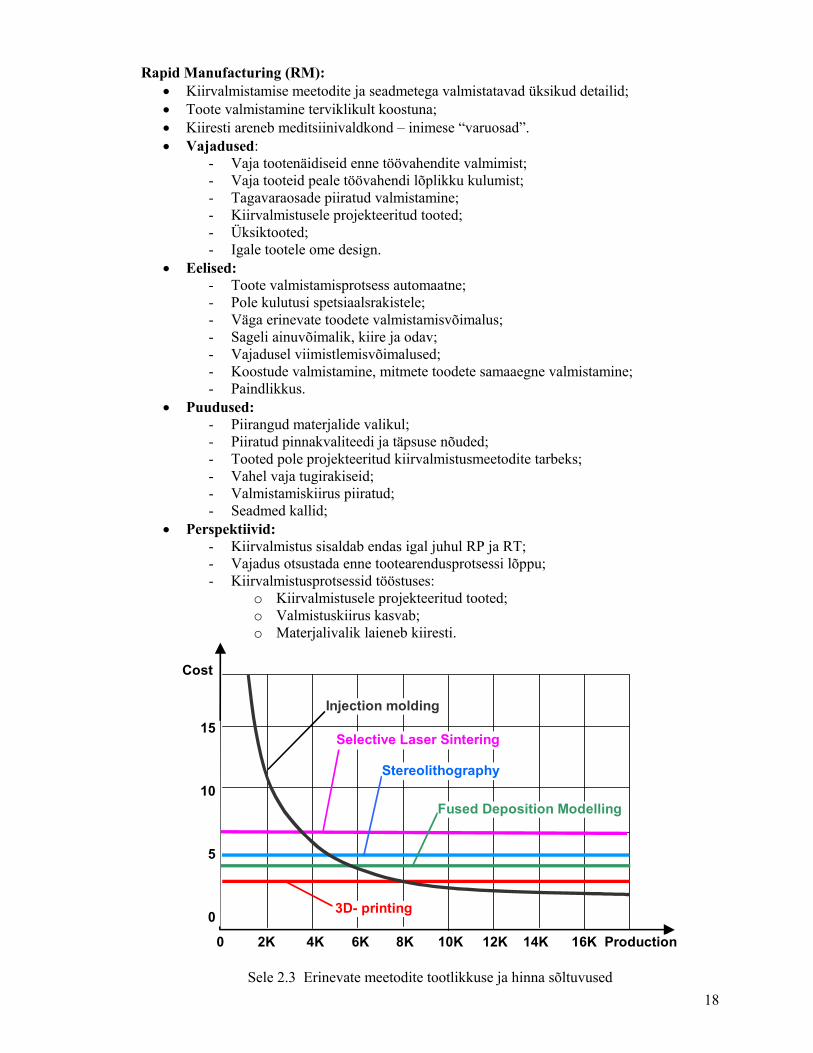
Cost
3D- printing
Injection molding
Selective Laser Sintering
Fused Deposition Modelling
Stereolithography
0 2K 4K 6K 8K 10K 12K 14K 16K Production
15 10 5 0
Sele 2.3 Erinevate meetodite tootlikkuse ja hinna sõltuvused
19
2.2 Kiirtöötlemise (HSM) arengud High-Performance Cutting (HPC)
- suure tootlikkusega töötlemine(lõikamine), kasutatakse ka mõistet ”koorimine”; Eesmärk:
- maksimaalse laastueralduse (tootlikkuse) max Q (cm3/min) saavutamine uute lõike-riistade, materjale ja strateegiate kasutamisega.
Olukord: - kiirtöötlemispinkides on üldiselt väändemoment piiratud ja pinke ei tohi ülekoormata: - tavalised koorimismeetodid ei anna soovitud tulemusi. HRC
Uued ideed: - uued töötlemisskeemid; - oluliselt tõusevad töötlemiskiirus (Vc) ja ettenihe (Vf) n = 15000-40000 p/min, s = 10-15 m/min ; - juurutatakse uued lõikeriistad HPC strateegia tarbeks:
o uued materjalid ja pinded, töödeldav materjal = kuni 60 HRC ; o suure tugevusega, eri materjalidele ja strateegiatele erinevad geomeetriad; o töödeldakse väikeste laastupaksustega; o suur lõikeservade arv ja lõikeserva kaldenurk; o vähendatud esinurk ja suurendatud taganurk;
- HPC pingid, abiseadmed ja juhtimismeetodid täiustuvad: o spindlid kuni 100000 p/min; o balanseeritud lõike- ja abiriistad, termokinnitus; o uued juhtimisskeemid ja –meetodid;
High- Speed Cutting (HSC)
- kiirtöötlemine(lõikamine), ”viimistlemine” uute strateegiate ja lõikeriistadega; Eesmärk:
- parima võimaliku pinnakvaliteedi tagamine traditsioonilistest meetoditest väiksema aja ja kulutustega.
Uued ideed: - ratsionaalne eeltöötlus (koorimine ja koorimisjälgede töötlus) enne viimistlemist; - juurutatakse uued lõikeriistad HPC strateegia tarbeks:
o uued materjalid ja pinnakatted; o eri geomeetriad pehmetele ja karastatud materjalidele; o väike kuni keskmine lõikeserva kaldenurk
- väikesed ae ja ap väärtused täpsuse tagamiseks, töötlemislaiuse vähendamine; - töötlemiskiiruse (Vc) ja ettenihke (Vf) kordades suurendamine
n = 60000 p/min, s = 20-50 m/min ; - HPC pingid, abiseadmed ja juhtimismeetodid täiustuvad:
o 5-teljeline töötlemine; o tööradade optimiseerimine; o balanseeritud lõike- ja abiriistad, termokinnitus;
Ultra-High Speed Cutting (UHSC) (on väljakasvanud eelmiste uutest arengutest) !!!
- UHSC pingid, abiseadmed ja juhtimismeetodid täiustuvad; - spindlid kuni 400000 p/min; - lõikeriistade uued materjalid ja pinded; - lõikekiirused Vc kuni 1500 m/min, n = 100000-150000 p/min; - tööettenihe Vf kuni 100 m/min, paigutused kuni 300 m/min; - tööradade optimiseerimine edasine areng; - balanseeritud lõike- ja abiriistad, termokinnitus jt;
20
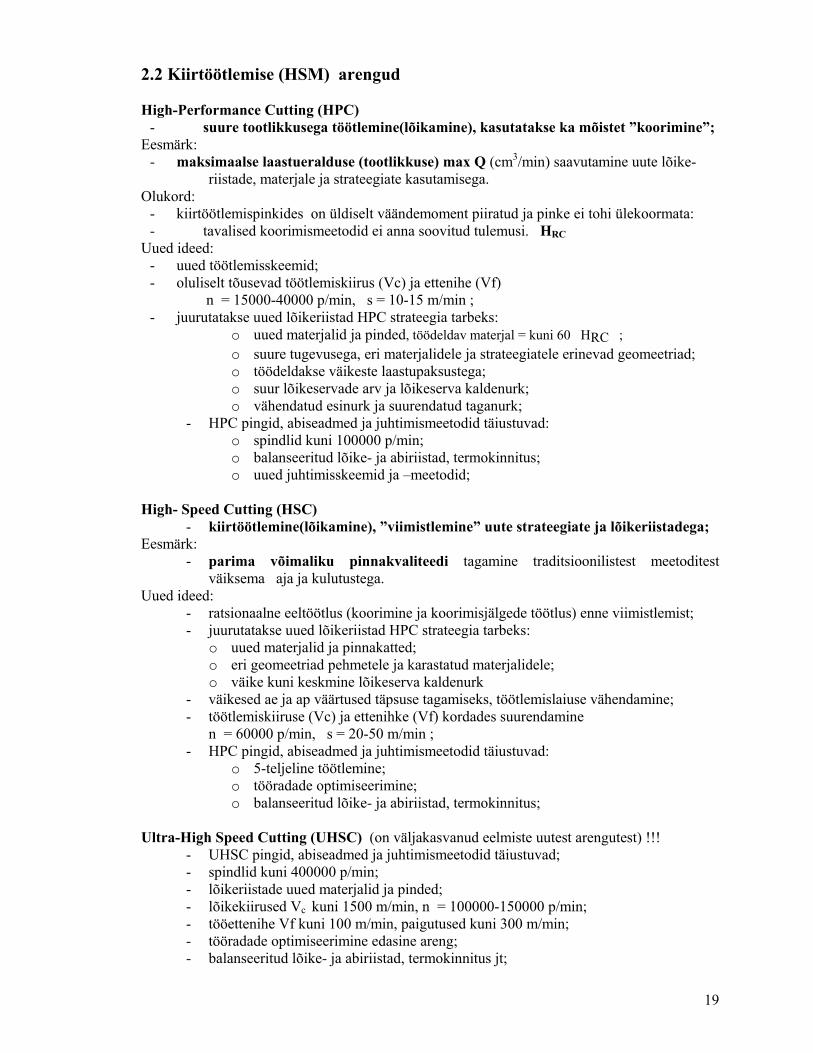
Sele 2.4 Kiirfreesimisel kasutatava freespingi põhimõtteskeem.
High Speed Milling (HSM)uutel pinkidel suur jäikus, võimsad ajamid, et saavutada liikuvate osade kiirendust/pidurdust kuni 2,5G. Oluliselt on täiendatud pinkide juhtsüsteeme. Juhtprog-
rammides optimeeritakse kõik imstrumendi-detaili omavahelised liikumised
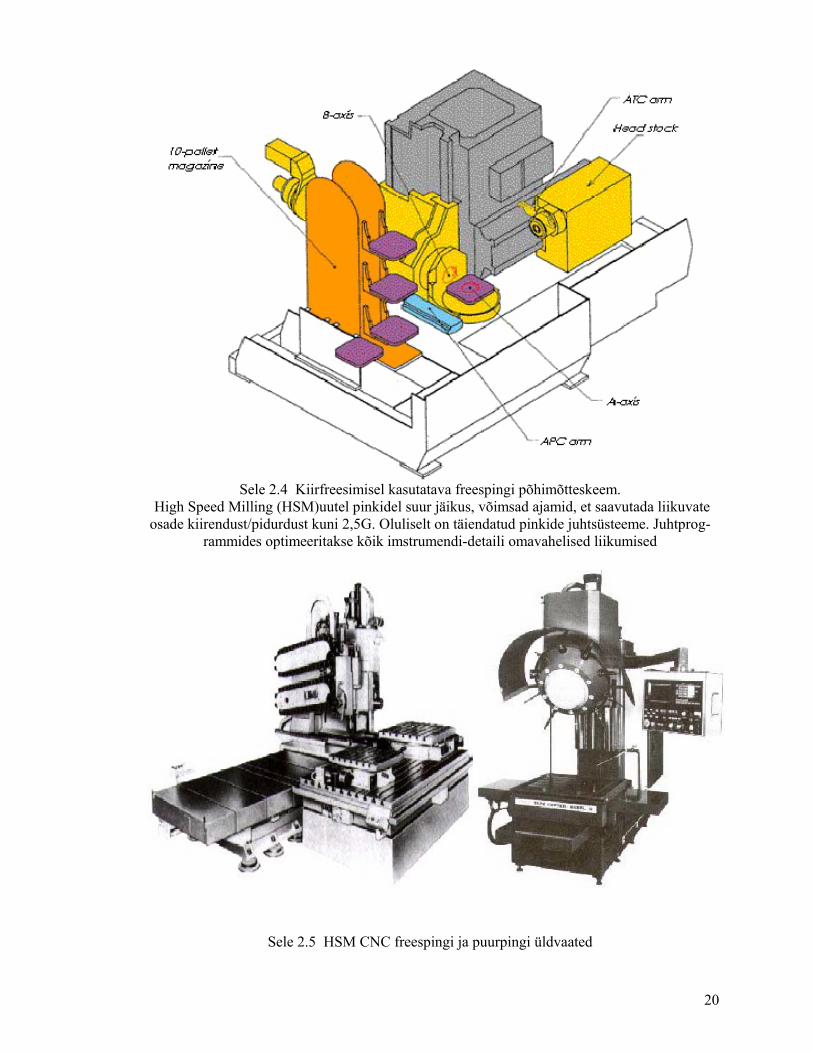
Sele 2.5 HSM CNC freespingi ja puurpingi üldvaated
21
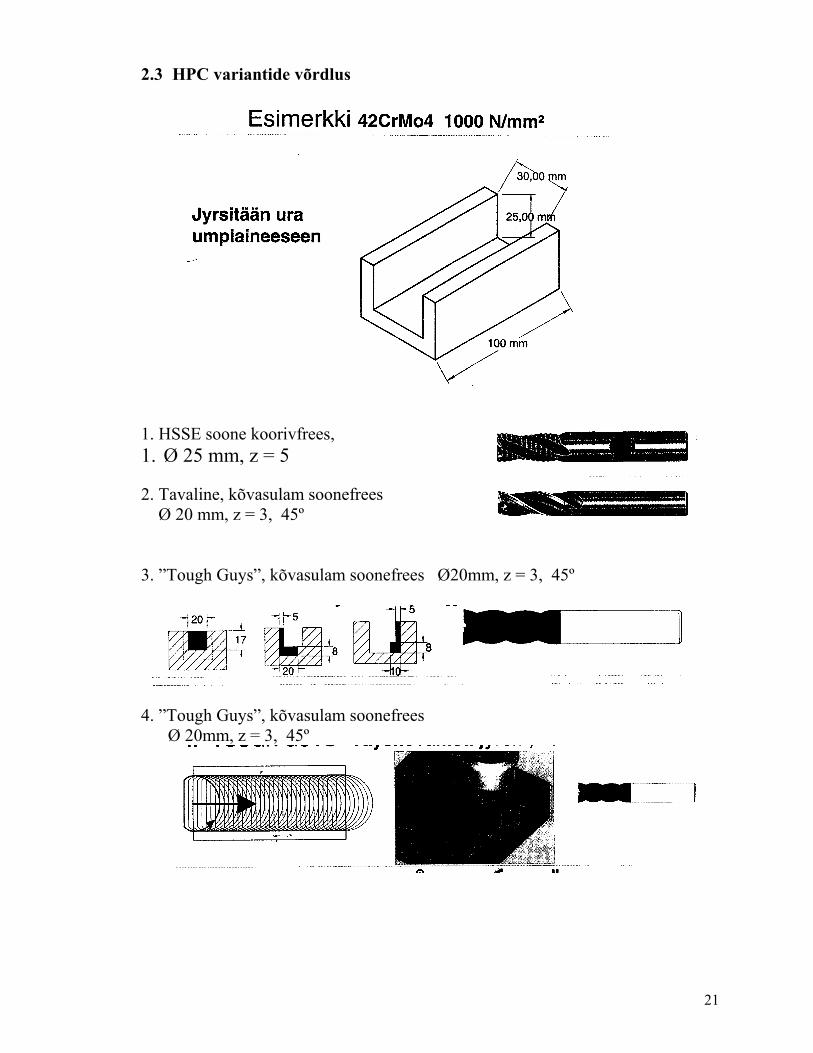
2.3 HPC variantide võrdlus 1. HSSE soone koorivfrees, 1. Ø 25 mm, z = 5 2. Tavaline, kõvasulam soonefrees Ø 20 mm, z = 3, 45º 3. ”Tough Guys”, kõvasulam soonefrees Ø20mm, z = 3, 45º
4. ”Tough Guys”, kõvasulam soonefrees
Ø 20mm, z = 3, 45º
22
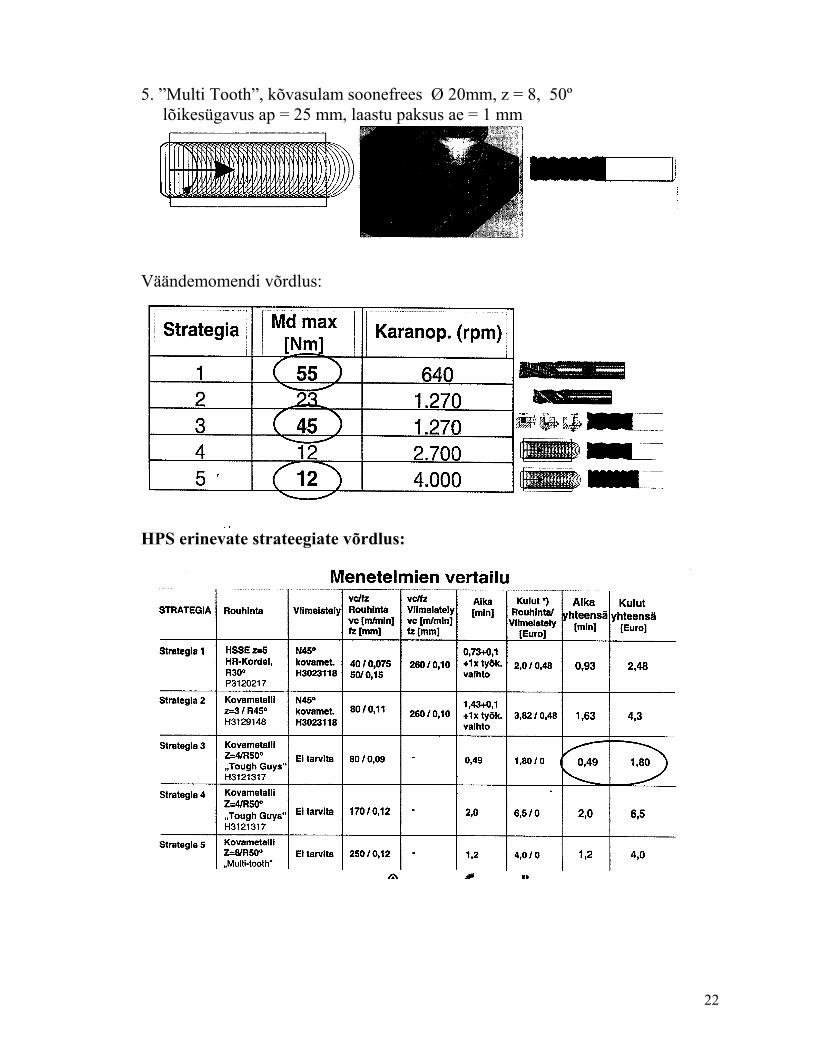
5. ”Multi Tooth”, kõvasulam soonefrees Ø 20mm, z = 8, 50º lõikesügavus ap = 25 mm, laastu paksus ae = 1 mm
Väändemomendi võrdlus:
HPS erinevate strateegiate võrdlus:
23
24
2.4 Reverse Engineering (RE) – Taasvalmistus (TV) Reverse Engineering(RE) on vaadeldav kolme eraldiseisva probleemina:
- objekti punkti andmete(koordinaatide) käsitsi või automaatne salvestamine pinnaga puute-kontaktiga või kontaktivabade andurite ja seadmetega;
- punktide andmete korrastamine(redigeerimine) vastavalt CAD-ide nõuetele – tingituna kas andmete salvestusmeetodist või punktiparve suure faili töötlemise ja käsitlemise problee-midest;
- punktiparvest CAD-is antud objekti pindmudeli loomine ja sellele järgnev toote valmistamine.
Reverse Engineering(RE) järjest laiema leviku põhjused on järgmised: - uute toodete turule toomise aeg järjest lüheneb; - sageli kasutatakse tööstusdisainereid, kes valmistavad omad uued näidised käsitsi; - CAD-pakettides on keeruliste pindade loomine limiteeritud ja sageli väga komplitseeritud;
Mudel (ese) 3D skaneerimine Pindmudel
STL - mudel
Tootearendus (prototüübi valmist.)
Uus toode (parandustega)
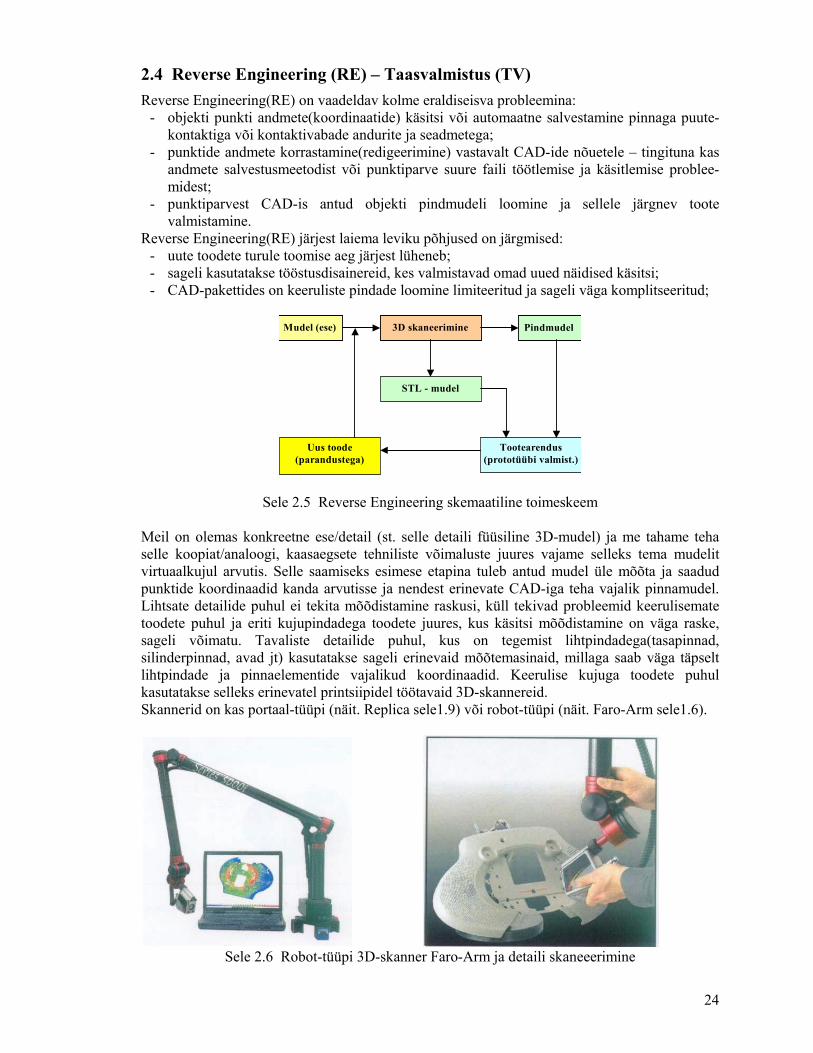
Sele 2.5 Reverse Engineering skemaatiline toimeskeem Meil on olemas konkreetne ese/detail (st. selle detaili füüsiline 3D-mudel) ja me tahame teha selle koopiat/analoogi, kaasaegsete tehniliste võimaluste juures vajame selleks tema mudelit virtuaalkujul arvutis. Selle saamiseks esimese etapina tuleb antud mudel üle mõõta ja saadud punktide koordinaadid kanda arvutisse ja nendest erinevate CAD-iga teha vajalik pinnamudel. Lihtsate detailide puhul ei tekita mõõdistamine raskusi, küll tekivad probleemid keerulisemate toodete puhul ja eriti kujupindadega toodete juures, kus käsitsi mõõdistamine on väga raske, sageli võimatu. Tavaliste detailide puhul, kus on tegemist lihtpindadega(tasapinnad, silinderpinnad, avad jt) kasutatakse sageli erinevaid mõõtemasinaid, millaga saab väga täpselt lihtpindade ja pinnaelementide vajalikud koordinaadid. Keerulise kujuga toodete puhul kasutatakse selleks erinevatel printsiipidel töötavaid 3D-skannereid. Skannerid on kas portaal-tüüpi (näit. Replica sele1.9) või robot-tüüpi (näit. Faro-Arm sele1.6).
Sele 2.6 Robot-tüüpi 3D-skanner Faro-Arm ja detaili skaneeerimine
25
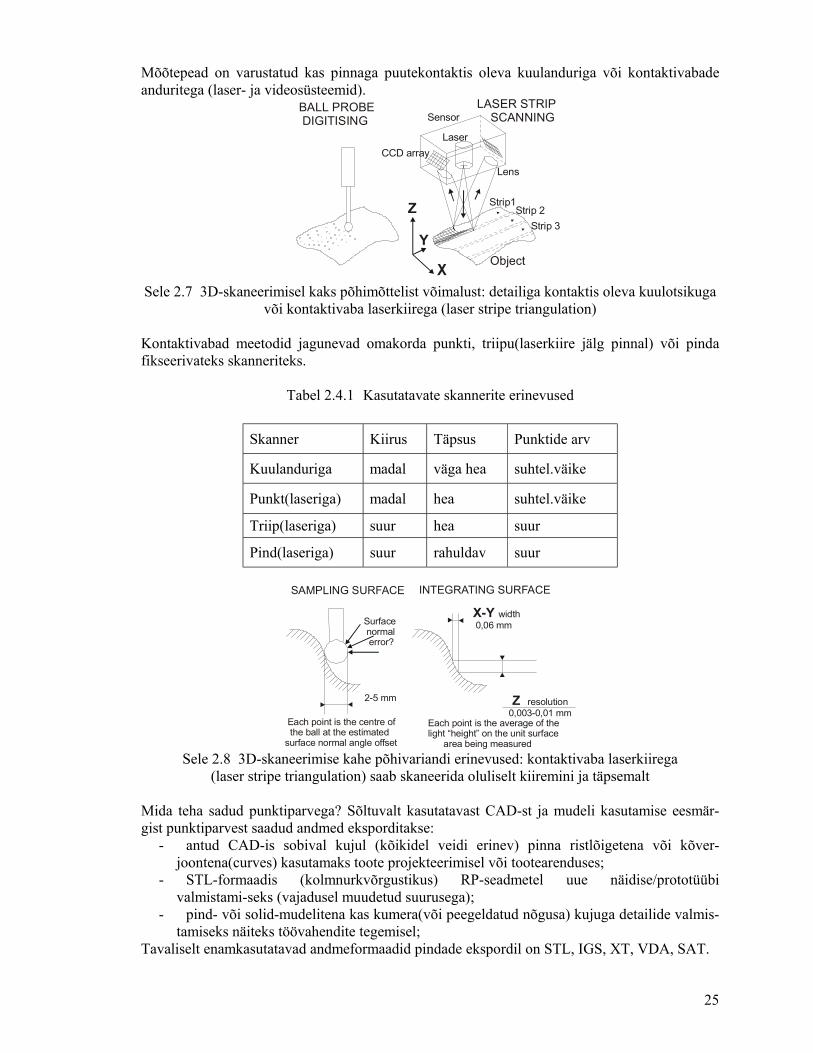
Mõõtepead on varustatud kas pinnaga puutekontaktis oleva kuulanduriga või kontaktivabade anduritega (laser- ja videosüsteemid).
Y
Z
Object
Strip1Strip 2
Strip 3
Lens
Laser
Sensor
CCD array
BALL PROBE DIGITISING
LASER STRIP SCANNING
Sele 2.7 3D-skaneerimisel kaks põhimõttelist võimalust: detailiga kontaktis oleva kuulotsikuga
või kontaktivaba laserkiirega (laser stripe triangulation) Kontaktivabad meetodid jagunevad omakorda punkti, triipu(laserkiire jälg pinnal) või pinda fikseerivateks skanneriteks.
Tabel 2.4.1 Kasutatavate skannerite erinevused
Skanner Kiirus Täpsus Punktide arv
Kuulanduriga madal väga hea suhtel.väike
Punkt(laseriga) madal hea suhtel.väike
Triip(laseriga) suur hea suur
Pind(laseriga) suur rahuldav suur
2-5 mm
Surface normal error?
X-Y width 0,06 mm
Z resolution0,003-0,01 mm
SAMPLING SURFACE INTEGRATING SURFACE
Each point is the centre of the ball at the estimatedsurface normal angle offset
Each point is the average of thelight “height” on the unit surface area being measured
Sele 2.8 3D-skaneerimise kahe põhivariandi erinevused: kontaktivaba laserkiirega (laser stripe triangulation) saab skaneerida oluliselt kiiremini ja täpsemalt
Mida teha sadud punktiparvega? Sõltuvalt kasutatavast CAD-st ja mudeli kasutamise eesmär-gist punktiparvest saadud andmed eksporditakse:
- antud CAD-is sobival kujul (kõikidel veidi erinev) pinna ristlõigetena või kõver-joontena(curves) kasutamaks toote projekteerimisel või tootearenduses;
- STL-formaadis (kolmnurkvõrgustikus) RP-seadmetel uue näidise/prototüübi valmistami-seks (vajadusel muudetud suurusega);
- pind- või solid-mudelitena kas kumera(või peegeldatud nõgusa) kujuga detailide valmis-tamiseks näiteks töövahendite tegemisel;
Tavaliselt enamkasutatavad andmeformaadid pindade ekspordil on STL, IGS, XT, VDA, SAT.

26
Kokkuvõtlikult Reverse Engineering ülesanded: - Kunstniku poolt valmistatud mudeli skaneerimine; - Saadud punktiparve optimiseerimine; - Punktidest matemaatiliste pindade loomine; - Pindade modifitseerimine CAD-i abil (lisatakse abipinnad, luuakse tahkekehamudel); - Virtuaalmudeli ettevalmistamine ja redigeerimine CAM-is töötlemiseks; - CAM-is APJ pingile tööradade projekteerimine; - Detaili töötlemine CNC-pingis(seadmel); - Saadud toorikute edasine töötlemine (näit. vaakumtõmbamine jt);
2.5 3D-skaneerimine 3D-laserskanneri kasutamisvõimalused on äärmiselt laialdased ning seetõttu on need leidmas üha laialdamist kasutamist. Süsteemi saab kasudada kolmemõõtmeliste kehade digitaalmudelite loomiseks ja esemete mõõtmete kontrollimiseks. Eelisteks teiste meetodite ees on: protsessi oluliselt suurem kiirus, pindade jälgimine ilma neid puutumata(nn. kontaktivaba skanneerimine, mis võimaldab skanneerida väga laia valikut materjale ning objekte), saadud informatsiooni kiire töötlemine. REPLICA-ga on võimalus kiirelt keerulistest toodetest (näidised, prototüübid) 3D-virtuaalmudeli saamiseks etteantud täpsusega. Kunstniku või disaineri poolt loodud kipsist, plastiliinist, puidust või mistahes muust materjalist valmistatud näidis, millest pole veel valmistatud tööjoonist, on võimalik REPLICA abil digitaliseerida XYZ koordinaatides ja teha neist kas 3D-pinnad, mida saab otse kasutada mistahes CAD-is või otse saata CAM-i, et teha NC-pinkide juhtprogrammid antud toote (või stantside-pressvormide vastavate detailide) tegemiseks.
Sele 2.9 Laserpeaga 3D-skanneri Replica töökoht Replica süsteem koosneb 4-st põhikomponendist. Nendeks on:
1. sensor,mis koosneb laserkiire generaatorist ja videokaameraist, 2. mitmeteljelise liikumisega konsool, mille ülesandeks on sensori kontrollitud
liigutamine, 3. APJ-liides, 4. arvuti, mis on ühendatud sensori ja APJ-liidesega.
27
Sele 2.10 3D-skanneri põhimõttelised koostisosad
Tööpõhimõte, mida kasutatakse, nimetatakse “laser stripe triangulation” (laseri “triibu” triangulatsioon).Laserdiood ja kiire generaator tekitavad kehale suunatava laserkiire(suhteliselt väikese võimsusega), mida salvestavad teatava nurga alt videokaamerad. Laserkiir loetakse sisse üksikute punktidena(nende X,Y;Z koordinaadid), millede sammu suurus on muudetav ja sõltub skaneeritava objekti suurusest. Erinevad kõrgused skaneeritaval kehal tekitavad muudatusi kiire kujus, mille registreerivad kaamerad. Saadav salvestatav joonekuju ongi skanneeritava keha profiil antud kohas.
Kui üks 25 mm pikkune “triip” on sisse loetud, st.on salvestatud etteantud sammuga kõikide punktide koordinaadid, siis laserpea koos video-kaameratega liigub edasi sama sammu võrra. Algul liigutatakse 25 mm laserkiirt X-telje suunas, kui kogu objekti pikkus selles suunas on skaneeritud, siis juhtsüsteem toob laserpea tagasi algasendisse ja nihutatakse teda Y-suunas 25 mm võrra ning protsess kordub niikaua, kuni on kogu objekt skaneeritud. Kogu skaneeritavast pinnast saadakse punktiparv kõikide nende erinevate X,Y;Z koordinaatidega. Punktide koguarv võib ulatuda kümhete miljoniteni (sõltub detaili suurusest ja valitud sammust). Videopilt töödeldakse SURFA-moodulis DSP-protsessiga ja arvutisse saadetakse reaalajas 14000 pinnapunkti sekundis. Skanneri pead on võimalik liigutada X, Y, Z telje suunas. Liikumine toimub elektriliste vahenditega. Töölaud on ruudu kujuline mõõtmetega 1 x 1 m ja seadme kõrgus on 800 mm. Töölaua külge kinnitub ka skanneri pead liigutavad seadmed. Kontrolleriplokk asetseb töölaua sees. Arvuti ja skanneri pea on ühendatud omavahel kaabliga. Põhilisteks REPLICA kasutusvaldkondadeks võiksid olla (vabas järjestuses): - masina- ja aparaadiehitus; - tööriistu tootvad ettevõtted; - valumudelite tegemine; - meditsiinitehnika; - puidu- ja mööblitööstus; - ehitus- ja arhitektuur; - klaasitööstus; - ehte- ja juveelitööstus; - kunstnikud, disainerid; - märgid, medalid jne; - meediaülesannete materialiseerimine; - reklaamitööstus; - tootearendus; - lavastustehnika ( TV, kino ); - pakenditööstus; - jne. REPLICA abil on võimalik kiiresti teha kõikvõimalikke prospekte ja reklaammaterjale enne uue toote lõplikku valmimist, eriti tähtis on see tootearenduse kiirendamisel. Virtuaalmudel esitatakse graafiliselt värvilise 3D-pindmudelina, mida on kerge ja effektne kasutada mistahes meediavahendina. Eelised: Kiirus on hea. Täpsus on küllaltki kõrge.(~0,04 mm). Juhtprogramm kasutajasõbralik. Puudused: Ei võimalda skaneerida suurte süvenditega detaile. Detail ei tohi peegeldada laserkiirt, vastasel korral tuleb ta üle värvida valge värviga. Skaneerimiseks kinnitatakse skanneeritav mudel skanneri töölaua külge nii et mudeli sümmeetriatasapind oleks võimalikult paralleelne töölauaga. Skaneerimisel antakse operaatori poolt ette skaneerimise samm nii U kui V telje sihis (suhtelised teljed, kui pöörata skanneri
28
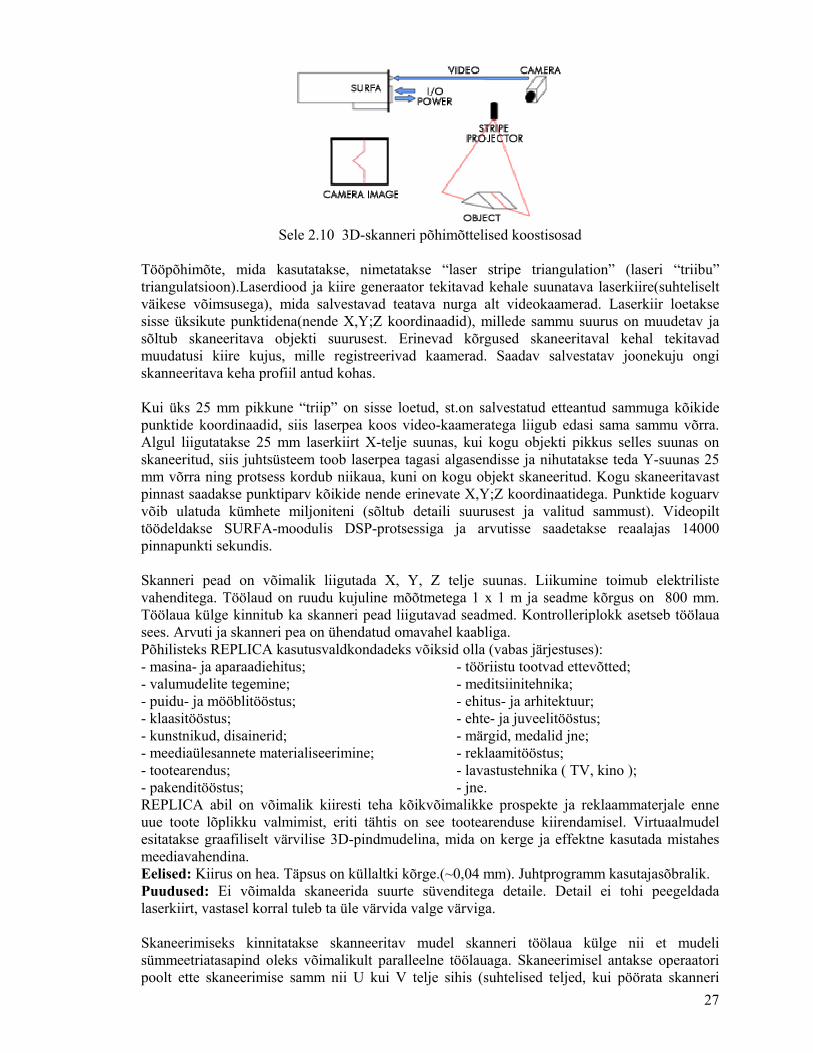
laserpead mingi nurga võrra, siis vastavalt muutuvad ka U- ja V- telje suund. Juhul kui laserpea on “nullasendis”, siis U ja V koordinadid on vastavalt paralleelsed koordinaatidega X ja Y). Kuna talla puhul on tegu suhteliselt sujuvalt muutuvate pindadega, siis võib võta küllaltki suure sammu ( antud juhul valitakse sammuks 0.8 mm U ja 0,4mm V sihis). Kõrguskoordinaadid võtab skanner vaikimisi mikromeetrilise näiduga. Järgnevalt antakse ette maksimum U ja V telgede käik. Selleks mõõdetakse orjenteerivalt mudel üle ja lisatakse varu (10 mm) mis kindlustaks skaneerimise alguspunkti ülesvõtmisest, mudeli paigutusest laual ja mudeli mõõtmisest tekkinud vigade summeerumisel siiski selle, et mudel jääb täielikult skaneeritava ala piiresse. Antud mudeli puhul võtsin U telje suunas 300 mm ja V telje suunas 100 mm. Kuna mudel ei ole nähtav mõlemalt poolt korraga siis pidin skaneerima seda mõlemalt poolt eraldi. Järgnevalt salvestatakse saadud punktiparv Ri-tarkvarade sisemises formaadis .ris . Töö tulemusena saadakse ekraanil punktiparvena, kus värvus iseloomustab ka punktide kõrguskoordinaate.
Sele 2.11 Näide müomeetri skaneeritud korpuse punktiparvest ekraanil. Kõrguste vahe valgest siniseni 30 mm.
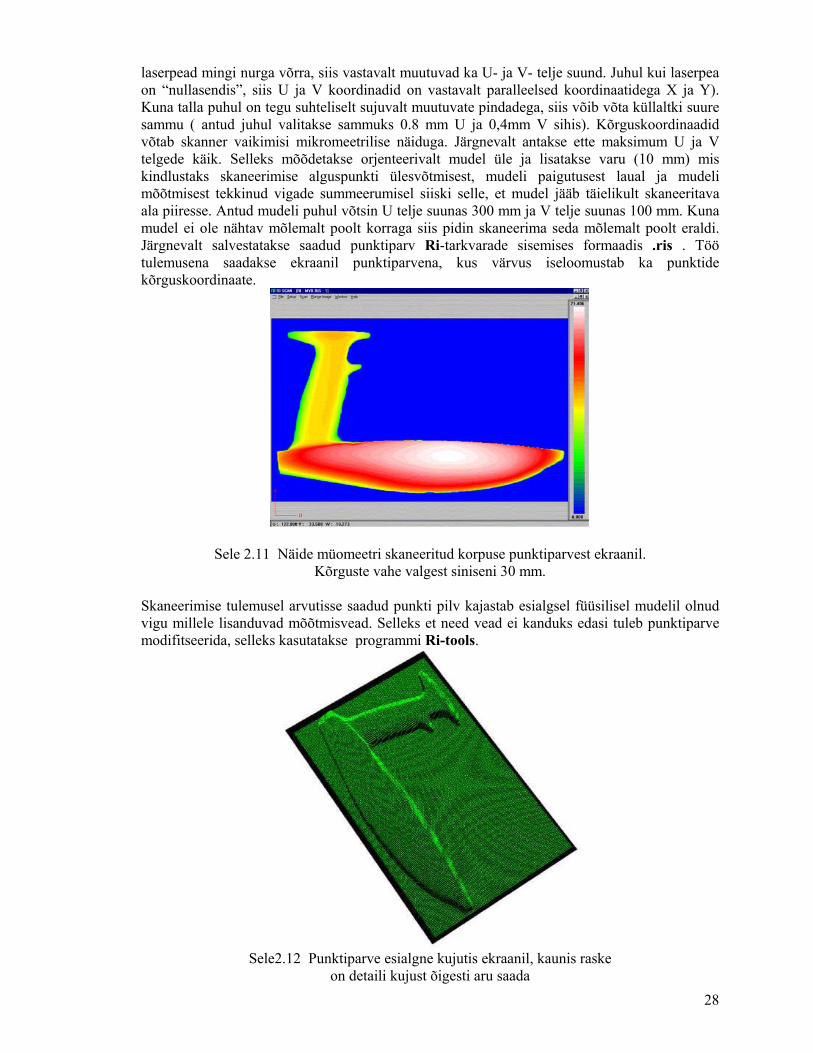
Skaneerimise tulemusel arvutisse saadud punkti pilv kajastab esialgsel füüsilisel mudelil olnud vigu millele lisanduvad mõõtmisvead. Selleks et need vead ei kanduks edasi tuleb punktiparve modifitseerida, selleks kasutatakse programmi Ri-tools.
Sele2.12 Punktiparve esialgne kujutis ekraanil, kaunis raske
on detaili kujust õigesti aru saada
29
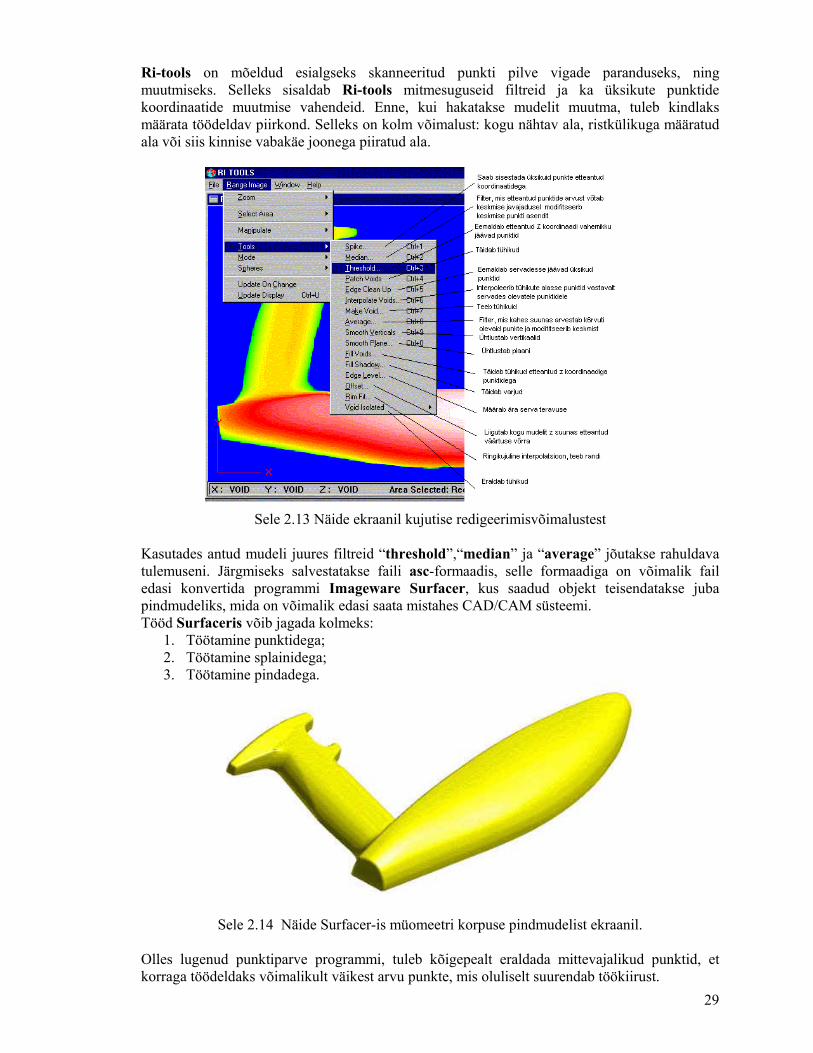
Ri-tools on mõeldud esialgseks skanneeritud punkti pilve vigade paranduseks, ning muutmiseks. Selleks sisaldab Ri-tools mitmesuguseid filtreid ja ka üksikute punktide koordinaatide muutmise vahendeid. Enne, kui hakatakse mudelit muutma, tuleb kindlaks määrata töödeldav piirkond. Selleks on kolm võimalust: kogu nähtav ala, ristkülikuga määratud ala või siis kinnise vabakäe joonega piiratud ala.
Sele 2.13 Näide ekraanil kujutise redigeerimisvõimalustest
Kasutades antud mudeli juures filtreid “threshold”,“median” ja “average” jõutakse rahuldava tulemuseni. Järgmiseks salvestatakse faili asc-formaadis, selle formaadiga on võimalik fail edasi konvertida programmi Imageware Surfacer, kus saadud objekt teisendatakse juba pindmudeliks, mida on võimalik edasi saata mistahes CAD/CAM süsteemi. Tööd Surfaceris võib jagada kolmeks:
1. Töötamine punktidega; 2. Töötamine splainidega; 3. Töötamine pindadega.
Sele 2.14 Näide Surfacer-is müomeetri korpuse pindmudelist ekraanil.
Olles lugenud punktiparve programmi, tuleb kõigepealt eraldada mittevajalikud punktid, et korraga töödeldaks võimalikult väikest arvu punkte, mis oluliselt suurendab töökiirust.
30
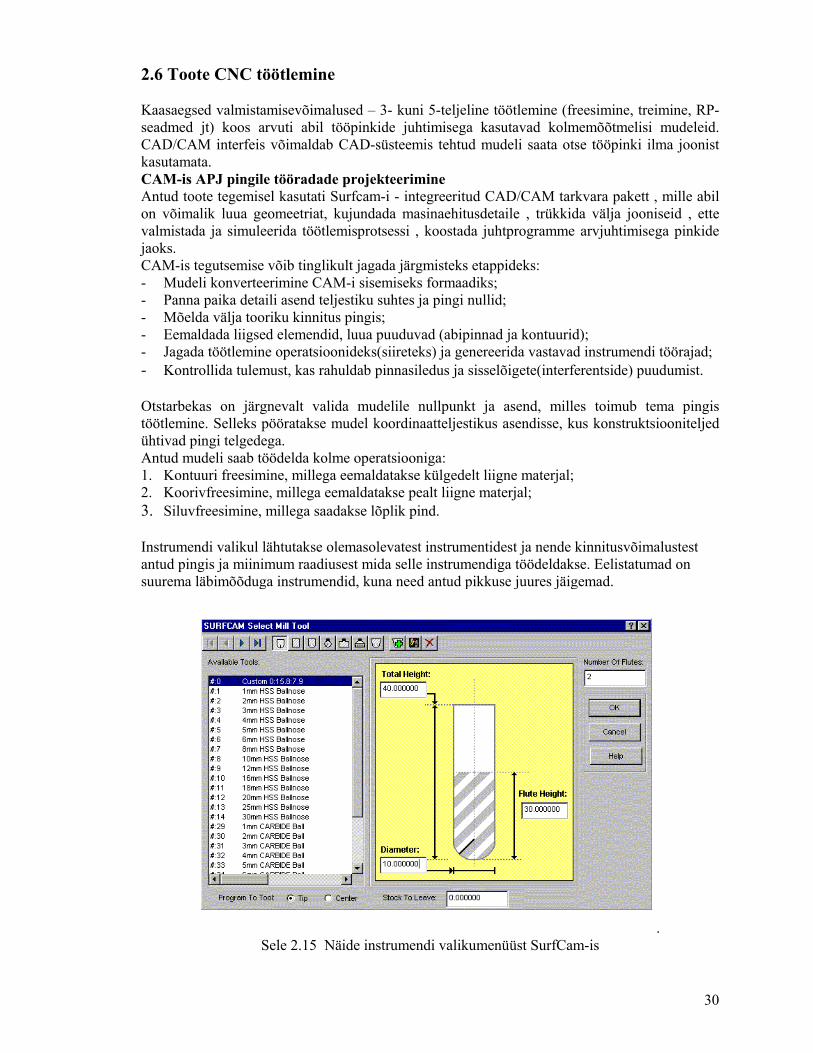
2.6 Toote CNC töötlemine Kaasaegsed valmistamisevõimalused – 3- kuni 5-teljeline töötlemine (freesimine, treimine, RP-seadmed jt) koos arvuti abil tööpinkide juhtimisega kasutavad kolmemõõtmelisi mudeleid. CAD/CAM interfeis võimaldab CAD-süsteemis tehtud mudeli saata otse tööpinki ilma joonist kasutamata. CAM-is APJ pingile tööradade projekteerimine Antud toote tegemisel kasutati Surfcam-i - integreeritud CAD/CAM tarkvara pakett , mille abil on võimalik luua geomeetriat, kujundada masinaehitusdetaile , trükkida välja jooniseid , ette valmistada ja simuleerida töötlemisprotsessi , koostada juhtprogramme arvjuhtimisega pinkide jaoks. CAM-is tegutsemise võib tinglikult jagada järgmisteks etappideks: - Mudeli konverteerimine CAM-i sisemiseks formaadiks; - Panna paika detaili asend teljestiku suhtes ja pingi nullid; - Mõelda välja tooriku kinnitus pingis; - Eemaldada liigsed elemendid, luua puuduvad (abipinnad ja kontuurid); - Jagada töötlemine operatsioonideks(siireteks) ja genereerida vastavad instrumendi töörajad; - Kontrollida tulemust, kas rahuldab pinnasiledus ja sisselõigete(interferentside) puudumist. Otstarbekas on järgnevalt valida mudelile nullpunkt ja asend, milles toimub tema pingis töötlemine. Selleks pööratakse mudel koordinaatteljestikus asendisse, kus konstruktsiooniteljed ühtivad pingi telgedega. Antud mudeli saab töödelda kolme operatsiooniga: 1. Kontuuri freesimine, millega eemaldatakse külgedelt liigne materjal; 2. Koorivfreesimine, millega eemaldatakse pealt liigne materjal; 3. Siluvfreesimine, millega saadakse lõplik pind. Instrumendi valikul lähtutakse olemasolevatest instrumentidest ja nende kinnitusvõimalustest antud pingis ja miinimum raadiusest mida selle instrumendiga töödeldakse. Eelistatumad on suurema läbimõõduga instrumendid, kuna need antud pikkuse juures jäigemad.
. Sele 2.15 Näide instrumendi valikumenüüst SurfCam-is
31
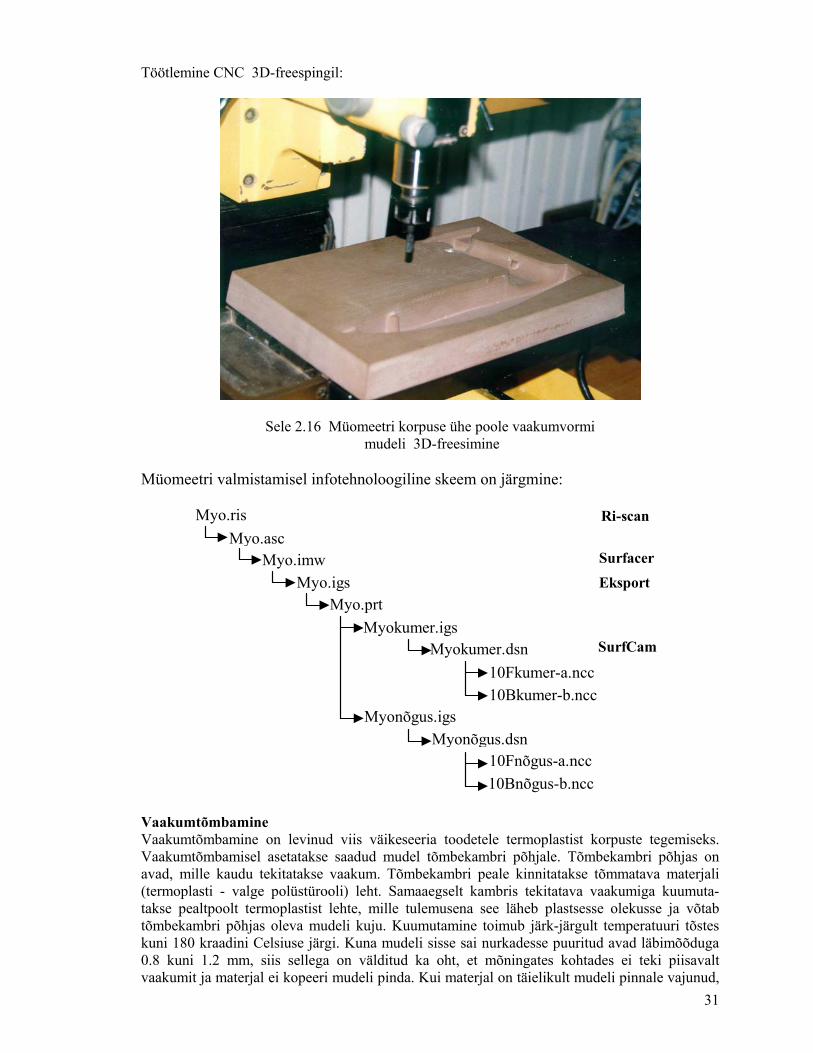
Töötlemine CNC 3D-freespingil:
Sele 2.16 Müomeetri korpuse ühe poole vaakumvormi mudeli 3D-freesimine
Müomeetri valmistamisel infotehnoloogiline skeem on järgmine:
Myo.ris Myo.asc
Myo.imw Myo.igs
Myo.prt Myokumer.igs
Myokumer.dsn 10Fkumer-a.ncc 10Bkumer-b.ncc
Myonõgus.igs Myonõgus.dsn
10Fnõgus-a.ncc 10Bnõgus-b.ncc
Ri-scan
Surfacer
SurfCam
Eksport
Vaakumtõmbamine Vaakumtõmbamine on levinud viis väikeseeria toodetele termoplastist korpuste tegemiseks. Vaakumtõmbamisel asetatakse saadud mudel tõmbekambri põhjale. Tõmbekambri põhjas on avad, mille kaudu tekitatakse vaakum. Tõmbekambri peale kinnitatakse tõmmatava materjali (termoplasti - valge polüstürooli) leht. Samaaegselt kambris tekitatava vaakumiga kuumuta-takse pealtpoolt termoplastist lehte, mille tulemusena see läheb plastsesse olekusse ja võtab tõmbekambri põhjas oleva mudeli kuju. Kuumutamine toimub järk-järgult temperatuuri tõstes kuni 180 kraadini Celsiuse järgi. Kuna mudeli sisse sai nurkadesse puuritud avad läbimõõduga 0.8 kuni 1.2 mm, siis sellega on välditud ka oht, et mõningates kohtades ei teki piisavalt vaakumit ja materjal ei kopeeri mudeli pinda. Kui materjal on täielikult mudeli pinnale vajunud,
32
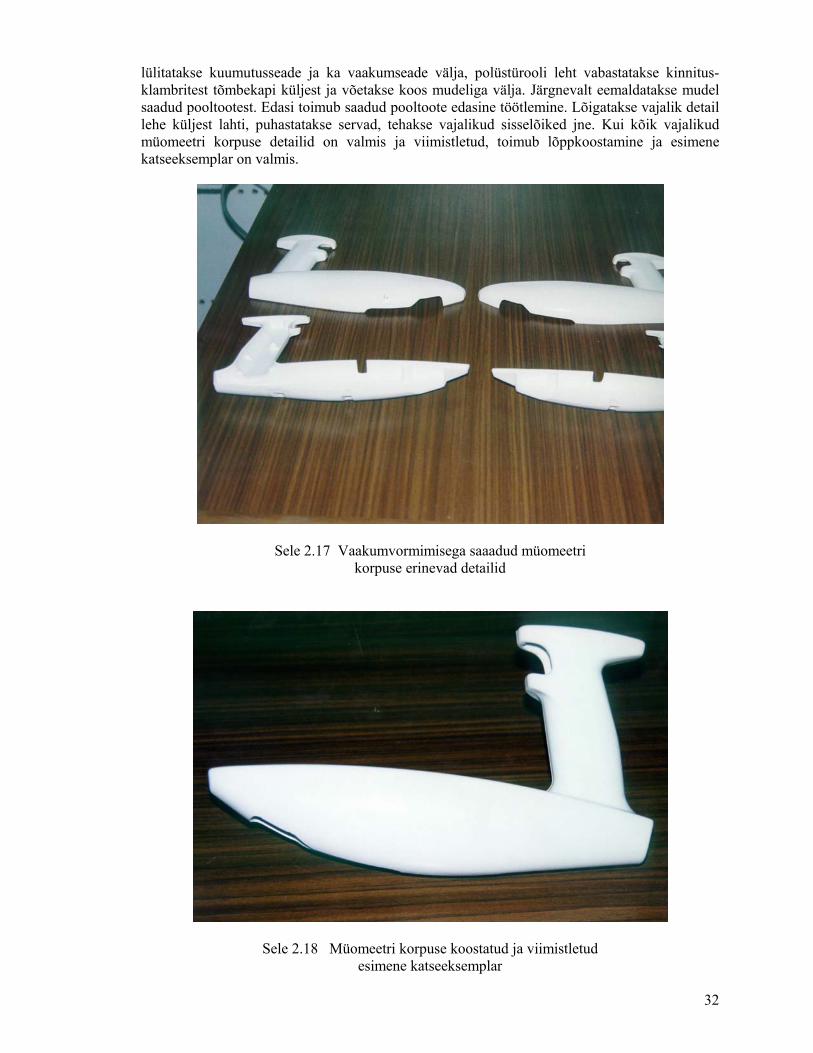
lülitatakse kuumutusseade ja ka vaakumseade välja, polüstürooli leht vabastatakse kinnitus-klambritest tõmbekapi küljest ja võetakse koos mudeliga välja. Järgnevalt eemaldatakse mudel saadud pooltootest. Edasi toimub saadud pooltoote edasine töötlemine. Lõigatakse vajalik detail lehe küljest lahti, puhastatakse servad, tehakse vajalikud sisselõiked jne. Kui kõik vajalikud müomeetri korpuse detailid on valmis ja viimistletud, toimub lõppkoostamine ja esimene katseeksemplar on valmis.
Sele 2.17 Vaakumvormimisega saaadud müomeetri korpuse erinevad detailid
Sele 2.18 Müomeetri korpuse koostatud ja viimistletud esimene katseeksemplar
33
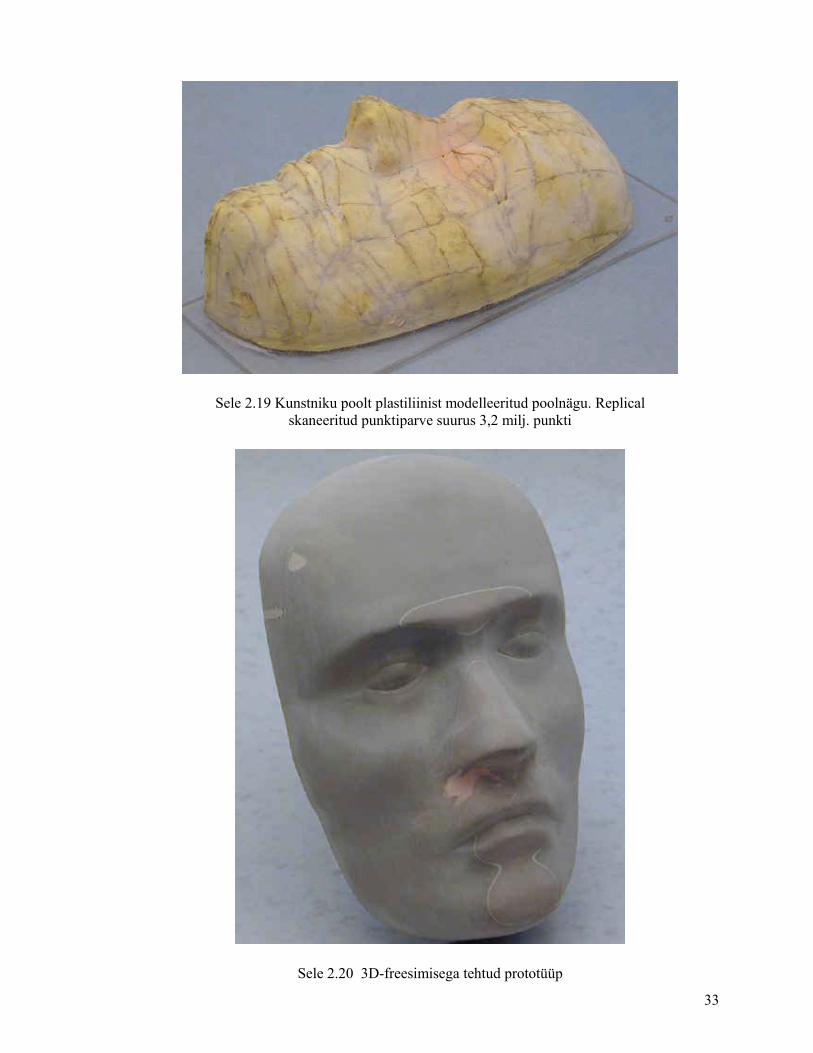
Sele 2.19 Kunstniku poolt plastiliinist modelleeritud poolnägu. Replical skaneeritud punktiparve suurus 3,2 milj. punkti
Sele 2.20 3D-freesimisega tehtud prototüüp
34
2.7 Vastavuse hindamine - Inspection Käesoleval ajal toimub Eestis kiire töövahendeid (pressvorme, stantse) tootvate ettevõtete areng, kus on tõsiseks probleemiks keerulise kujuga detailide modelleerimine, nendest detailidest näidiste kiire valmistamine, samas ka vajadus veenduda kuju ja mõõtmete vastavuses nõuetele enne pressvormide tööosade valmistamist. Sageli tulevad detailide mõõtmed ja kuju määrata ka disaineri poolt kujundatud näidiste järgi. Kuna pressvormide hinnad võivad ulatuda sõltuvalt keerukusest kuni 400-500 tuh. kroonini, siis tootmise ettevalmistuse tsükli vähen-damine ja vigade vältimine saab otsustavaks teguriks ettevõtete konkurentsivõime tõstmisel. Probleemiks on keeruliste kujudega detailide modelleerimine, näidiste kiire valmistamine ja nende kuju ja mõõtmete vastavuse kontroll Reaalselt lahenduseks on näitaks firma FARO Technologies Inc. universaalse tööstusliku laser-mõõtekompleksi FARO-Arm, milline on ette nähtud keerulistest 3D-objektidest suurte punktipilvedest virtuaalmudelite tegemiseks, redigeerimiseks, mistahes keerulisusega toodete pindade esitamiseks nõutud täpsusega ja nende edastamiseks CAD-CAM süsteemidele.
Sele2.21 Detailide 3D-skaneerimine FARO-Armiga: vasakul laserpeaga, paremal kuulotsikuga
3D-lasermõõtekompleks FARO-Arm võimaldab võrrelda töödeldud detailide mistahes keerukusega pindu nende virtuaalmudeliga ja annab võrreldavate pindade kohta digitaalse protokolli, mis on aluseks toodete kvaliteedinõuete hindamisel.
Sele 2.22 Värvilised alad näitavad detaili pindade erinevust lähtemudelist
Taoline tehnoloogia on äärmiselt vajalik, on tootearenduse integreeritud süsteemi oluline osa ja aitab tunduvalt vähendada tehnoloogiliseks ettevalmistuseks ja tootmiseks kuluvat aega ja kulutusi.
35
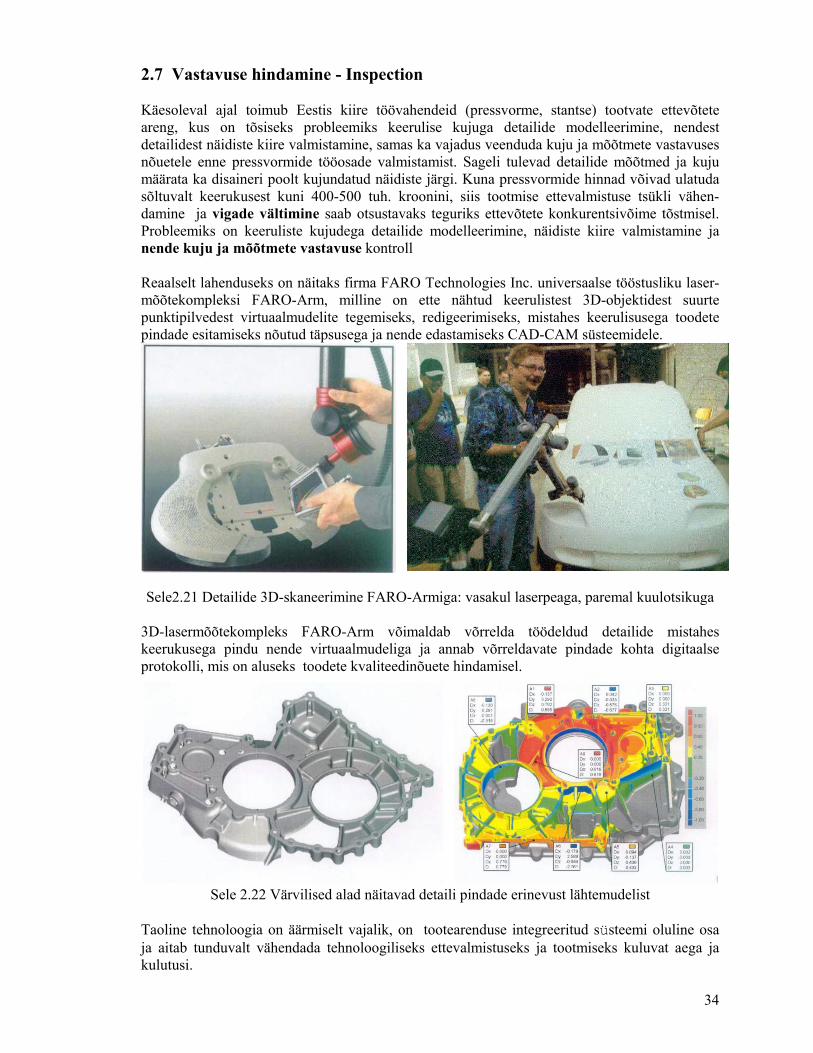
Sele 2.23 Vasakul erinevate elementide täpsus, paremal lõikekontuuri vastavus algmudelile . 1) Võrrelda terve punktiparve erinevust prototüübi parvega;
2) Teha suvalisest kohast lõikeid ja võrrelda nende erinevusi algmudelist; 3) Samuti võimalik suvaliste lõikekontuuride hindamine; 4) Võrrelda üksilute elementide ja ka pindade erinevusi.
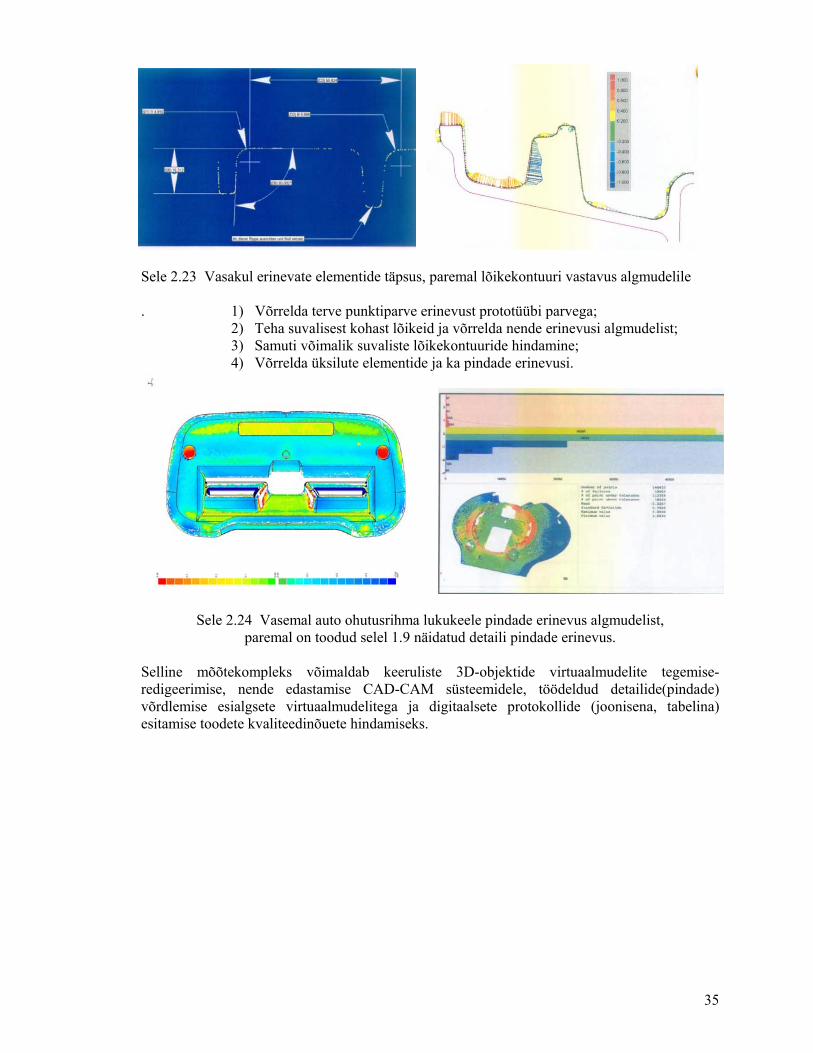
Sele 2.24 Vasemal auto ohutusrihma lukukeele pindade erinevus algmudelist, paremal on toodud selel 1.9 näidatud detaili pindade erinevus.
Selline mõõtekompleks võimaldab keeruliste 3D-objektide virtuaalmudelite tegemise-redigeerimise, nende edastamise CAD-CAM süsteemidele, töödeldud detailide(pindade) võrdlemise esialgsete virtuaalmudelitega ja digitaalsete protokollide (joonisena, tabelina) esitamise toodete kvaliteedinõuete hindamiseks.





























