Embed Size (px)
DESCRIPTION
Relatório sobre ensaios mecânicos
Citation preview

Universidade Federal do Rio Grande do Norte
Centro de Tecnologia
Departamento de Engenharia de Materiais
Graduação em Engenharia de Materiais
Disciplina: Comportamento Mecânico dos Materiais
Professor: Wanderson Santana da Silva
Aula Prática de Ensaios Mecânicos de Tração
OS METALEIROS
Discentes:
Anderson de Azevedo Gomes Santiago Matrícula: 2014084383
Gustavo Bruno da Silva Pereira 2015010114
Luan Mayk Tôrres Costa 2015008573
Nivaldo Freire de Andrade Neto 2014084365
Natal/RN, 06 de Maio de 2015

1
Sumário
1 – Resumo ..........................................................................................Página 2
2 – Introdução ......................................................................................Página 3
3 – Revisão Bibliográfica ......................................................................Página 5
4 – Descrição da metodologia empregada ...........................................Página 45
5 – Resultados e discussão dos resultados .........................................Página 49
6 – Conclusões/Considerações finais ..................................................Página 74
7 – Referências Bibliográficas..............................................................Página 76
8 – Anexos ...........................................................................................Página 77

2
1. Resumo
O ensaio de tração é largamente utilizado na engenharia e é de extrema
importância para a análise de diversas propriedades mecânicas importantes
dos materiais. É um ensaio destrutivo que é projetado para alongar o corpo-de-
prova a uma taxa constante, fazendo a medida contínua e simultânea da carga
que está sendo instantaneamente aplicada, assim como os respectivos
alongamentos. O presente relatório apresentam análises do comportamento
mecânico, via ensaio de tração, de 6 corpos-de-prova diferentes materiais,
sendo 3 metálicos e 3 poliméricos: 1 chapa de aço carbono, 1 de aço 1020 em
estado de entrega, 1 de alumínio, 1 de polietileno, 1 de PMMA e 1 de PET. Ao
final do ensaio, fizeram-se as curvas tensão x deformação, fazendo análises
destes gráficos, além de observações microscópicas das microestruturas e das
superfícies de fratura dos materiais ensaiados.

3
2. Introdução
Diversos materiais são projetados para que, em serviço, suportem as
forças ou cargas na qual estes materiais estão sujeitos. Na construção de uma
casa ou um apartamento, há diversos materiais projetados para suportarem as
possíveis cargas, em um automóvel há a mesma preocupação com eixos, com
motores e para-choques. Há uma infinidade de exemplos que podem ser
citados, passando pelo setor automobilístico, naval, aeroespacial, civil e muitos
outros setores de engenharia.
Em diversas ocasiões é absolutamente necessário que se conheçam as
características, as propriedades e as respostas que tais materiais apresentam
às solicitações mecânicas, pois em inúmeras ocasiões é necessário que a
possível deformação existente não seja alta o suficiente para provocar fratura,
pois em casos de projetos de automóveis, por exemplo, a fratura pode
ocasionar acidentes e até mesmo a perda de vidas.
A deformação sofrida devido à aplicação de cargas determina o
comportamento mecânico dos materiais. As cargas podem ser de tração,
compressão ou cisalhamento e a sua magnitude pode variar ao longo do tempo
ou pode ser constante. Através de diversos ensaios é possível a obtenção das
propriedades mecânicas dos materiais. Estes experimentos, para que reflitam
as reais características, devem ser realizados com extremos cuidados.
O ensaio de tração é um dos principais métodos de análises do
comportamento mecânico dos materiais, possibilitando a obtenção de diversas
propriedades, como limite de escoamento, limite de resistência, limite de
ruptura, ductilidade, tenacidade e diversas outras. Todas estas, e as demais
não citadas, são importantes para os projetos de engenharia.
Neste tipo de ensaio o corpo de prova é submetido a uma força trativa
uniaxial continuamente crescente enquanto são feitas observações simultâneas
da elongação do corpo de prova. Os resultados da variação da força e da
elongação do corpo de prova são geralmente tratados pelo software da
máquina responsável pelo ensaio e a resposta é obtida na forma de uma curva
de engenharia tensão-deformação.
A partir da análise de pontos estratégicos da curva de tensão-deformação
de engenharia obtêm-se as propriedades sobre a resistência dos materiais. A
porção linear inicial da curva corresponde a região elástica do material, na qual
a lei de Hooke é obedecida e, através dessa região linear, pode-se determinar
a tensão máxima que o material suporta sem apresentar uma deformação
permanente após a retirada da carga. Através do coeficiente angular da reta
formada pela região linear obtêm-se o módulo de elasticidade do material.
Quando o limite elástico é excedido inicia-se a deformação plástica do material,
onde mesmo após a remoção da carga, o material apresentará uma

4
deformação permanente. Com o aumento da deformação plástica, o material
apresenta uma maior oposição a deformação, sendo necessário um aumento
da carga para continuar a deformação, até que ela atinge um valor máximo,
que é o limite de resistência à tração. Para um material dúctil, o diâmetro do
corpo de prova começa a decrescer e, com isso, a carga para continuar a
deformação também diminui, até o rompimento do corpo de prova, onde se
obtém a tensão de ruptura.
A curva de tensão-deformação de engenharia, citada acima, não faz uma
indicação real das características de deformação do material, pois ela é
baseada somente nas dimensões iniciais do corpo de prova, e essas
dimensões variam continuamente durante a realização do ensaio. Para uma
indicação real, temos a curva de tensão-deformação verdadeira, que difere no
modelo da curva principalmente por não apresentar uma queda na tensão após
a “tensão máxima”. Este fato ocorre, pois essa curva leva em consideração a
variação dimensional do corpo de prova junto com a variação da carga e,
quando ocorre a diminuição da área, também ocorre a diminuição da carga,
porém, como a curva leva em consideração a tensão, esta continua a aumentar
até a ruptura do corpo de prova.
Mesmo a curva tensão-deformação de engenharia não nos dando uma
indicação verdadeira das características do material, ela ainda é a utilizada em
projetos de engenharia, sendo pela facilidade de obtenção de curva, por não
ser necessário a obtenção constante da variação da área, ou até mesmo por
nos passar valores de propriedades abaixo dos reais, servindo como um fator
de segurança para a utilização do material.
O presente relatório traz a análise mecânica e microestrutural, via
análise de tração e microscopia, de 6 diferentes materiais largamente aplicados
no campo da engenharia, possibilitando o entendimento de algumas
propriedades e características que fazem com que estes materiais sejam
utilizados e escolhidos para as suas respectivas aplicações.
5
3. Revisão Bibliográfica
3.1. Ensaio de Tração
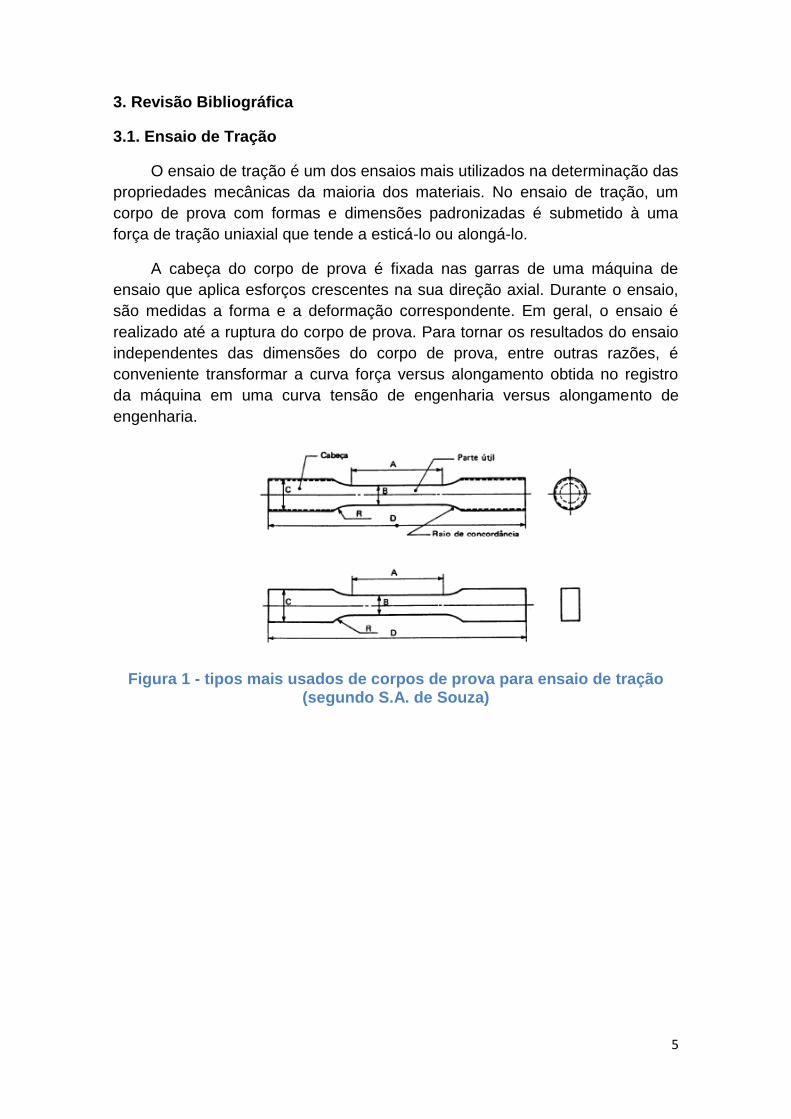
O ensaio de tração é um dos ensaios mais utilizados na determinação das
propriedades mecânicas da maioria dos materiais. No ensaio de tração, um
corpo de prova com formas e dimensões padronizadas é submetido à uma
força de tração uniaxial que tende a esticá-lo ou alongá-lo.
A cabeça do corpo de prova é fixada nas garras de uma máquina de
ensaio que aplica esforços crescentes na sua direção axial. Durante o ensaio,
são medidas a forma e a deformação correspondente. Em geral, o ensaio é
realizado até a ruptura do corpo de prova. Para tornar os resultados do ensaio
independentes das dimensões do corpo de prova, entre outras razões, é
conveniente transformar a curva força versus alongamento obtida no registro
da máquina em uma curva tensão de engenharia versus alongamento de
engenharia.
Figura 1 - tipos mais usados de corpos de prova para ensaio de tração (segundo S.A. de Souza)

6
Figura 2 - Máquina de ensaio de tração esquemática
3.1.1. Curva Tensão-Deformação de Engenharia
A tensão usada nessa curva tensão deformação é a tensão longitudinal
média no corpo de prova. Ela é obtida dividindo-se a carga pela área inicial da
seção reta do corpo de prova.
A deformação usada para a curva de engenharia é a deformação linear
média, que é obtida pela divisão da elongação do comprimento útil do corpo de
prova, δ, pelo seu comprimento original.
Uma vez que tanto a tensão como a deformação são obtidas pela divisão
da carga e da elongação por fatores constantes, a curva carga-elongação terá
a mesma forma da curva tensão-deformação de engenharia. As duas curvas
são com freqüência usadas indistintamente.

7
Figura 3 - curva tensão-deformação de engenharia
A forma e a magnitude de uma curva tensão-deformação de um metal
dependerão de sua composição, tratamento térmico, história anterior da
deformação plástica e da taxa de deformação, temperatura e estado de
tensões impostas durante o teste. Os parâmetros que são usados para
descrever a curva tensão-deformação de um metal são: resistência à tração,
tensão limite de escoamento, elongação percentual e redução de área. Os dois
primeiros são parâmetros de resistência, e os dois últimos são uma indicação
da ductilidade.
A forma geral da curva tensão-deformação de engenharia requer maiores
explicações. Na região elástica a tensão é linearmente proporcional à
deformação. Quando a carga ultrapassa o valor correspondente ao limite de
escoamento, o corpo de prova sofre deformação plástica generalizada. A partir
desse ponto ele está permanentemente deformado se a carga é reduzida a
zero. A tensão para produzir cada vez mais deformação plástica cresce com o
aumento desta última, isto é, o material encrua. O volume do corpo de prova
permanece constante durante a deformação plástica, e conforme se alonga, a
área da seção reta transversal decresce uniformemente ao longo do
comprimento útil do corpo de prova. Inicialmente o encruamento compensa a
diminuição da párea da seção reta transversal e a tensão de engenharia
continua a aumentar com o aumento da deformação. Eventualmente, atinge-se
um ponto onde a diminuição da área da seção reta do corpo de prova é maior
que o aumento da carga de deformação proveniente do encruamento. Essa
condição será atingida primeiramente em algum ponto do corpo de prova que é
ligeiramente mais fraco que o resto. Toda deformação plástica posterior será
concentrada nessa região onde o corpo de prova começará a formar um
pescoço e a se afinar localizadamente. Devido ao fato da área da seção reta
diminuir agora mais rápido que o aumento da carga de deformação pelo

8
encruamento, a carga necessária para deformar o corpo de prova diminuirá e a
tensão de engenharia igualmente continuará a cair até se atingir a fratura.
3.1.1.1.. Resistência à tração
A resistência à tração, ou tensão máxima é a carga máxima dividida pela
área da seção reta transversal inicial do corpo de prova.
A resistência á tração é o valor mais freqüentemente citado nos
resultados de um ensaio de tração apesar de, na realidade, ser um valor com
pouca importância fundamental com relação à resistência do material. Para
metais dúcteis a resistência à tração deveria ser considerada como uma
medida da carga máxima que um metal pode suportar com as condições muito
restritas de carregamento uniaxial. Por muitos anos foi costume basear a
resistência de peças na resistência a tração, adequadamente reduzida por um
fator de segurança. A tendência atual é para uma aproximação mais racional a
fim de se basear o projeto estático de metais dúcteis na tensão limite de
escoamento, entretanto, devido à longa prática do uso da resistência à tração
para determinar a resistência dos materiais, ela se tornou uma propriedade
muito familiar, e como tal é uma identificação muito útil de um material da
mesma maneira que a composição química para identificar um metal ou uma
liga. Alem do mais, por ser uma propriedade bem reprodutível e de fácil
obtenção, ela é útil para fins de especificações e para o controle de qualidade
de um produto. Correlações empíricas entre a resistência à tração e
propriedades tais como a dureza e resistência à fadiga são geralmente
bastante úteis. Para materiais frágeis, a resistência à tração é um critério válido
para projetos.
3.1.1.2. Medidas do limite-escoamento
A observação da tensão na qual a deformação plástica ou escoamento
principia depende da sensibilidade das medidas de deformação. Na maioria
dos metais existe uma transição gradual do comportamento elástico para o
plástico, e o ponto no qual a deformação plástica tem inicio é difícil de ser
definido com precisão. Vário critério para determinar o inicia do escoamento
são usados, dependendo da sensibilidade das medidas de deformação e da
finalidade de utilização dos dados.
Limite elástico verdadeiro, baseado em medidas de
microdeformação à deformação da ordem de 2x10-6 cm/cm. Esse
limite elástico é um valor muito baixo e está relacionado ao
movimento de algumas centenas de discordâncias.

9
Limite proporcional é a tensão mais alta na qual a tensão é
diretamente proporcional à deformação. É obtida pela observação
do desvio da região de linha reta da curva tensão-deformação.
Limite elástico é a maior tensão que o material pode suportar sem
qualquer deformação permanente mensurável quando a carga é
totalmente retirada. Com o aumento da sensibilidade da medida de
deformação o valor do limite elástico diminui, ate que se iguala ao
limite elástico verdadeiro determinado por medidas de
microdeformação. Com a sensibilidade de deformação
normalmente empregada em engenharia (10-4 cm/cm), o limite
elástico requer um tedioso teste, procedendo-se a um
carregamento e descarregamento incremental do corpo de prova.
O limite de escoamento é a tensão necessária para produzir uma
pequena quantidade especifica de deformação plástica. A definição
usual dessa propriedade é o limite de escoamento convencional
determinado pela tensão correspondente à interseção da curva
tensão-deformação com uma linha paralela à porção elástica da
curva, deslocada de uma deformação especifica. Na maioria dos
países, o deslocamento é normalmente especificado como uma
deformação de 0,2 ou 0,1 por cento.
Uma boa maneira de confirma o limite de escoamento convencional é
através da medida do corpo de prova uma vês descarregado, após ter atingido
esse limite em 0,2%, e verificar se a deformação permanente foi de 0,2%. O
limite de escoamento é referido nos trabalhos ingleses como proof stress, onde
os valores do deslocamento são de 0,1 ou 0,5 por cento. A resistência do
escoamento obtido por esse método de deslocamento é comumente usada
para projetos e para fins de especificações porque evita dificuldades práticas
da medida do limite elástico ou do limite proporcional.
Alguns materiais não têm essencialmente uma porção linear na sua curva
tensão-deformação, por exemplo, cobre macio ou ferro fundido cinzento. Para
esses materiais o método de deslocamento não pode ser usado, e a prática
normal é definir a resistência ao escoamento como a tensão necessária para
produzir alguma deformação total.
3.1.1.3. Medidas de ductilidade
No nosso presente estado de compreensão, a ductilidade é uma
propriedade qualitativa e subjetiva de um material. Em geral, as medidas de
ductilidade podem interessar de três maneiras:

10
Para indicar a extensão na qual um metal pode ser deformado sem
fraturar em operações de transformação mecânica como a
laminação e extrusão.
Para indicar ao projetista, de uma maneira geral, a capacidade do
material escoar plasticamente antes da fratura. Uma alta
ductilidade indica que o material é fortemente propenso a se
deformar de maneira localizada antes de se romper.
Para servir como um indicador da mudança do nível de impurezas
ou condições de processamento. Medidas de ductilidade podem
ser especificadas para avaliar a “qualidade” do material ainda que
não exista uma relação direta entre as medidas de ductilidade e o
desempenho em serviço.
As medidas convencionais de ductilidade que são obtidas do teste de
tração são a deformação de engenharia na fratura еf (normalmente chamada
de elongação) e a redução de área na fratura q. ambas as propriedades são
obtidas depois da fratura juntando-se as partes e tomando-se as medidas de Lf
e Af.
Tanto a elongação quanto a redução de área são normalmente expressas
em termos de percentagem.
Devido a uma apreciável fração de a deformação plástica estar
concentrada na região do pescoço do corpo de prova de tração, o valor de еf
dependerá do comprimento útil L0 sobre o qual as medidas foram tomadas.
Quanto menor for o comprimento útil maior será a contribuição da região do
pescoço para elongação total e, portanto, maior será o valor de еf. Assim, ao
nos referirmos a valores de elongação percentual, o comprimento útil L0 deverá
ser mencionado.
A redução de área não está sujeita a essa dificuldade. Os valores da
redução de área podem ser convertidos em uma elongação do comprimento
útil inicial. Da relação da constância de volume para deformação plástica
AL=A0L0, obtemos:

11
Isso representa a elongação baseada em um comprimento útil muito
pequeno perto da fratura.
Outra maneira de se evitar as complicações que advêm da formação do
pescoço é basear a elongação percentual na deformação uniforme antes do
ponto no qual o pescoço se inicia. A elongação uniforme correlaciona-se bem
com as operações de estiramento. Uma vez que a curva tensão-deformação de
engenharia freqüentemente é bem plana nas vizinhanças do pescoço, pode-se
tornar difícil o estabelecimento da carga máxima sem ambigüidade.
3.1.1.4. Módulo de elasticidade
A inclinação da região linear inicial da curva tensão-deformação é o
módulo de elasticidade, ou módulo de Young. O módulo de elasticidade é uma
medida de rigidez do material. Quanto maior é o módulo de elasticidade, menor
é a deformação elástica resultante da aplicação de uma determinada carga.
Uma vez que o módulo de elasticidade é necessário para o calculo da deflexão
de vigas e outros componentes, ele se torna um valor importante para projetos.
O módulo de elasticidade é determinado pelas forças de ligação entre os
átomos. Já que essas forças não podem variar sem que ocorram mudanças
básicas na natureza do material, o módulo de elasticidade é uma das
propriedades mecânicas mais insensíveis à estrutura. Ele pode ser apenas
ligeiramente afetado pela adição de elementos de liga, tratamentos térmicos ou
deformação a frio. Entretanto, aumentando-se a temperatura de deformação o
módulo de elasticidade diminui. O módulo de elasticidade é normalmente
medido a temperaturas elevadas por métodos dinâmicos.
3.1.2. Curva tensão-deformação verdadeira
A curva tensão-deformação de engenharia não dá uma indicação
verdadeira das características de deformação de um material porque ela é
inteiramente baseada nas dimensões originais do corpo de prova, e essas
dimensões mudam continuamente durante o ensaio. Também um metal dúctil
que é tracionado se torna instável e forma um pescoço no decorrer do teste.
Como a área da seção reta transversal do corpo de prova está diminuindo
rapidamente nesse estágio do ensaio, a carga necessária para continuar a
deformação também diminui. Do mesmo modo, a tensão média baseada na
área original decresce, e isso produz a queda na curva tensão-deformação
após o ponto de carga máxima. Na realidade, o metal continua a encruar até a
fratura, de maneira que a tensão necessária para produzir deformações
adicionais deveria crescer mesmo depois da formação do pescoço. Se a
tensão verdadeira, baseada na área real da seção reta transversal da amostra,
é utilizada, verifica-se que a curva tensão-deformação aumenta continuamente
até a fratura. Se o calculo da deformação é baseado em medidas instantâneas,
a curva que é obtida é conhecida como curva tensão verdadeira-deformação

12
verdadeira. Ela também é conhecida como curva de escoamento uma vez que
representa as características básicas do escoamento plástico do material.
Qualquer ponto na curva de escoamento pode ser considerado como a tensão
de escoamento para um metal deformado em tração pela quantidade mostrada
na curva. Assim, se a carga fosse removida nesse ponto e então reaplicada, o
material iria se comportar elasticamente até atingir a tensão de escoamento.
A tensão verdadeira ζ é expressa em termos da tensão de engenharia s
por:
A dedução dessa equação admite que o volume seja constante e que a
distribuição de deformação seja uniforme ao longo do comprimento útil do
corpo de prova. Portanto, a equação deve ser usada somente até a ocorrência
do pescoço. Além da carga máxima, a tensão verdadeira deve ser determinada
através de medidas instantâneas da carga e da seção reta transversal.
A deformação verdadeira ε pode ser calculada a partir da deformação de
engenharia ou convencional е por:
Essa equação é aplicável somente até a formação do pescoço pelas
mesmas razões discutidas acima. Além da carga máxima, a deformação
verdadeira deverá ser baseada em medidas reais da área ou do diâmetro.
⁄
⁄

13
Figura 4 - comparação das curvas tensão-deformação de engenharia e verdadeira
A figura 4 compara a curva tensão-deformação verdadeira com a
correspondente curva tensão-deformação de engenharia. A região elástica foi
comprimida no eixo do y devido à região de deformação plástica ser
relativamente muito maior. A curva tensão-deformação verdadeira está sempre
à esquerda da curva de engenharia até que a carga máxima seja atingida.
Entretanto, alem da carga máxima, as deformações altamente localizadas na
região do pescoço excedem em muito a deformação de engenharia.
Freqüentemente a curva de escoamento é linear desde a carga máxima até a
fratura, enquanto que em outros casos a inclinação cai continuamente até a
fratura. A formação de uma região de pescoço ou um entalhe adoçado
introduzem um estado de tensões triaxiais que torna difícil a determinação
precisa da tensão trativa longitudinal.
3.1.2.1. Tensão verdadeira na carga máxima
A tensão verdadeira na carga máxima corresponde á resistência
verdadeira à tração. Para a maioria dos materiais o pescoço começa na carga
máxima a um valor da deformação onde a tensão verdadeira é igual à
inclinação da curva de escoamento. Tomemos ζu e εu para designar a tensão
verdadeira e a deformação verdadeira na carga máxima quando a área da
seção reta transversal é Au. A resistência à tração máxima é dada por:

14
Eliminando Pmax, chega-se à:
3.1.2.2. Tensão verdadeira de fratura
A tensão verdadeira de fratura é a carga na fratura dividida pela área da
seção reta transversal na fratura. Essa tensão deve ser corrigida para o estado
triaxial de tensões que existe no corpo de prova perto da fratura. Uma vez que
geralmente não se dispõe dos dados necessários para essa correção, as
tensões verdadeiras de fratura possuem frequentemente certo nível de erro.
3.1.2.3. Deformação verdadeira de fratura
A deformação verdadeira de fratura εf é a deformação verdadeira baseada
na área A0 e a área após a fratura Af.
Esse parâmetro representa a deformação máxima verdadeira que o
material pode suportar antes da fratura e é análogo à deformação total até a
fratura da curva tensão-deformação de engenharia. Para corpos de prova
cilíndricos, a redução de área q é relacionada com a deformação verdadeira de
fratura pela relação:
3.1.2.4. Deformação verdadeira uniforme
A deformação verdadeira uniforme εu é a deformação verdadeira baseada
somente na deformação na carga máxima. Pode ser calculada a partir da área
da seção reta transversal do corpo de prova ou do comprimento útil Lu na carga
máxima. A deformação uniforme é geralmente útil na estimativa da
conformabilidade dos metais a partir de resultados de um teste de tração.
3.1.2.5. Deformação verdadeira localizada no pescoço

15
A deformação localizada no pescoço εn é a deformação necessária para
deformar um corpo de prova da carga máxima até a fratura.
A curva de escoamento de muitos metais, na região de deformação
plástica uniforme, pode ser expressa por uma relação potencial simples:
Onde n é o expoente do encruamento ou parâmetro do encruamento e K
é o coeficiente de resistência. O gráfico duplo logaritmo da tesão verdadeira e
da deformação verdadeira até a carga máxima resulta numa linha reta. A
inclinação linear desta reta é n, e k é a tensão verdadeira em ε=1,0 (que
corresponde a q=0,63). O expoente do encruamento pode variar do valor de
n=0 (sólidos perfeitamente plásticos) até n=1 (sólido elástico). Para a maioria
dos matais n tem um valor entre 0,10 e 0,50.
Figura 5 - Gráfico duplo logaritmo da curva tensão-deformação verdadeira
3.1.3. Instabilidade em tração
O pescoço geralmente se inicia na carga máxima durante a deformação
em tração de um metal dúctil. Um material plástico ideal, no qual não ocorre
nenhum encruamento, deveria ser instável em tração e formar o pescoço assim
que ocorresse o escoamento. Entretanto, um metal real encrua, o que tende a
aumentar sua capacidade de suportar o carregamento conforme a deformação
aumenta. A gradual diminuição da área da seção reta transversal se opõe a
esse efeito com o aumento da elongação. O pescoço ou a deformação
localizada começam na carga máxima, onde o aumento da tensão devido à
diminuição da área da seção reta transversal do corpo de prova se torna maior
que o aumento da capacidade do metal suportar carregamento devido ao

16
encruamento. Essa condição de instabilidade que provoca a deformação
localizada é definida pela condição dP=0.
Da relação do volume constante,
E da condição de instabilidade,
De maneira que, num ponto de instabilidade em tração,
O ponto de deformação do pescoço na carga máxima pode ser obtido da
curva tensão-deformação verdadeira, descobrindo-se o ponto na curva onde a
tangente é igual a unidade ou o ponto onde a taxa de encruamento se iguala à
tensão.
3.1.4. Efeito da taxa de deformação nas propriedades de escoamento
A velocidade de deformação que é aplicada num corpo de prova pode ter
uma influência importante na tensão de escoamento. A taxa de deformação é
definida como:
e é convencionalmente expressa em unidades de “por segundo”.
A figura 3 mostra que o aumento da taxa de deformação aumenta a
resistência à tração. Além disso, a dependência da resistência à tração com a
taxa de deformação aumenta com o aumento da temperatura. Para pequenas
deformações, a tensão limite de escoamento e a tensão de escoamento são
mais dependentes da taxa de deformação do que da resistência à tração.
Grandes taxas de deformação causam o aparecimento do limite de
escoamento descontinuo em aços baixo carbono que não é detectado para
taxas de deformação usuais.

17
Figura 6 - efeito da taxa de deformação na resistência do cobre a várias temperaturas
Os metais e ligas superplásticas têm a característica de apresentar uma
elevada sensibilidade à taxa de deformação. Superplasticidade refere-se a
elongações normalmente entre 100 e 1000 por cento. Metais superplasticos
têm um tamanho de grão ou o espaço interfásico da ordem de 1μm. Os testes
a altas temperaturas e baixas taxas de deformação acentuam o
comportamento superplásticos dos materiais.
Num metal normal, o amolecimento geométrico que constitui a formação
de um pescoço é oposto pelo encruamento, e enquanto ⁄ , o corpo de
prova de tração não irá formar o pescoço. Com um material superplástico a
tensão de escoamento é baixa, mas o pescoço é evitado pela presença do
encruamento e ⁄ .
3.1.5. Efeito da temperatura nas propriedades de escoamento
A curva tensão-deformação e as propriedades de escoamento e fratura
derivadas do teste de tração são fortemente dependentes da temperatura em
que se realiza o teste. Em geral, a resistência diminui e a ductilidade aumenta
conforme o aumento da temperatura do teste. Entretanto, mudanças estruturais
tais como a precipitação, envelhecimento por deformação, ou recristalização
podem ocorrer em certas faixas de temperatura, alterando esse
comportamento geral. Processos termicamente ativados favorecem a
deformação e reduzem a resistência em temperaturas elevadas. Em altas
temperaturas e/ou durante longas exposições, ocorrem mudanças estruturais
resultando em deformação dependente do tempo ou fluência.

18
Figura 7 - mudanças das curvas tensão-deformação de engenharia de aço doce com a temperatura
A mudança com a temperatura da curva de engenharia tensão-
deformação do aço DCE está apresentada esquematicamente na figura 7.
Para metais cúbicos de corpo centrado a tensão de escoamento aumenta
rapidamente com a diminuição da temperatura, enquanto que para alguns
metais CFC a tensão de escoamento é apenas ligeiramente dependente da
temperatura. Nos metais CFC a tensão de escoamento não é fortemente
dependente da temperatura, mas o expoente do encruamento diminui com o
aumento da temperatura. Isso acarreta um achatamento na curva tensão-
deformação com o aumento da temperatura, e a resistência à tração se torna
mais dependente da temperatura do que a tensão limite de escoamento. A
deformação em tração a elevadas temperaturas se torna mais complexa com a
formação de mais de um pescoço no corpo de prova.
3.1.6. Influência da máquina de teste nas propriedades de escoamento
Quando um corpo de prova é carregado numa máquina de teste a carga é
transmitida para toda a máquina da mesma forma que para o corpo de prova.
Enquanto o corpo de prova se deforma primeiramente no regime elástico e
depois plasticamente, a máquina de teste é projetada para se deformar apenas
elasticamente. Para fins de análise, isto pode ser considerado como duas
molas em série, a armação da máquina de teste e as garras possuindo uma
constante K e o corpo de prova com sua constante de mola própria.
Uma máquina de teste com velocidade constante aplica uma taxa de
deformação constante total que é a soma de: taxa de deformação elástica do
corpo de prova, a taxa de deformação plástica do corpo de prova, e a taxa de
deformação resultante da elasticidade da máquina de teste. A qualquer instante
existe alguma distribuição da taxa de deformação entre esses componentes.

19
Se a velocidade da barra de deformação é v,então, num tempo particular t o
deslocamento total é vt. A força P no corpo de prova causa um deslocamento
elástico da máquina P/K. O deslocamento elástico do corpo de prova é εpL.
Uma vez que o deslocamento total é a soma desses componentes,
Obtendo o valor de εp, vemos que a deformação plástica obtida de uma
carta carga- tempo numa máquina de teste com velocidade constante deve ser
corrigida para a rigidez da máquina bem como a elasticidade do corpo de
prova.
3.2. Mecanismos de Deformação
3.2.1. Deformação elástica dos metais
A deformação elástica é aquela que procede a deformação plástica de um
material. Ela ocorre quando um material cristalino qualquer sofre uma pequena
tensão de tração, se tornando levemente mais comprido e com a retirada da
carga retorne ao seu tamanho original. Analogamente, quando um material é
comprimido, ele se torna levemente menor e com a retirada da carga retorna
ao seu tamanho original. Dentro da região de comportamento elástico, a
deformação é resultado de uma pequena elongação da célula unitária na
direção da tensão de tração ou a uma pequena contração na direção da
compressão.
Figura 8 Exemplificação de deformação elástica em escala atômica.
(a) Tensão. (b) Sem deformação. (c) Compressão.
Na faixa de comportamento elástico, a deformação é, de forma
aproximada, proporcional à tensão. A relação entre a tensão e a deformação é
o modulo de elasticidade (Módulo de Young) e é uma característica do metal.

20
Quanto maior for o modulo de elasticidade, mais intensas serão as forças de
atração dos átomos.
Qualquer elongação ou compressão de uma estrutura cristalina em uma
direção, que for causada por uma força uniaxial, produzirá um ajustamento nas
dimensões perpendiculares da força. A relação entra a deformação lateral x e
deformação direta y, com sinal negativo, é denominada coeficiente de Poisson:
As tensões de cisalhamento também solicitam as estruturas cristalinas.
Essas produzem um deslocamento de um plano de átomos em relação ao
plano adjacente.
Figura 9 – Deformação elástica por cisalhamento. (a) Sem
deformação. (b) Deformação por cisalhamento.
A deformação elástica de cisalhamento é definida pela tangente do
ângulo de cisalhamento α:
e o modulo de cisalhamento G é a relação entre a tensão de cisalhamento
e a deformação de cisalhamento :
Este modulo de cisalhamento não é igual ao modulo de elasticidade E,
porem ambos são relacionados pela expressão:
Todos os materiais têm decrescimento do modulo de elasticidade com o
aumento da temperatura. Os materiais não são isotrópicos em relação ao
modulo de elasticidade, pois este varia com a orientação cristalina.
21
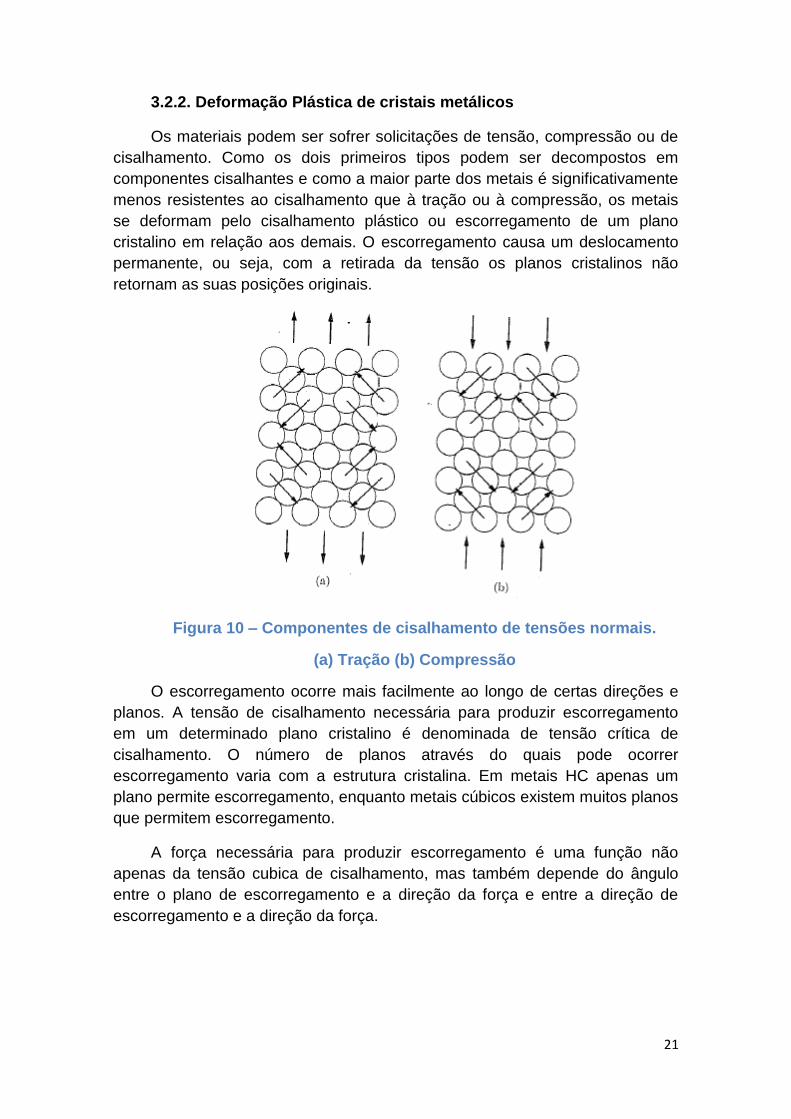
3.2.2. Deformação Plástica de cristais metálicos
Os materiais podem ser sofrer solicitações de tensão, compressão ou de
cisalhamento. Como os dois primeiros tipos podem ser decompostos em
componentes cisalhantes e como a maior parte dos metais é significativamente
menos resistentes ao cisalhamento que à tração ou à compressão, os metais
se deformam pelo cisalhamento plástico ou escorregamento de um plano
cristalino em relação aos demais. O escorregamento causa um deslocamento
permanente, ou seja, com a retirada da tensão os planos cristalinos não
retornam as suas posições originais.
Figura 10 – Componentes de cisalhamento de tensões normais.
(a) Tração (b) Compressão
O escorregamento ocorre mais facilmente ao longo de certas direções e
planos. A tensão de cisalhamento necessária para produzir escorregamento
em um determinado plano cristalino é denominada de tensão crítica de
cisalhamento. O número de planos através do quais pode ocorrer
escorregamento varia com a estrutura cristalina. Em metais HC apenas um
plano permite escorregamento, enquanto metais cúbicos existem muitos planos
que permitem escorregamento.
A força necessária para produzir escorregamento é uma função não
apenas da tensão cubica de cisalhamento, mas também depende do ângulo
entre o plano de escorregamento e a direção da força e entre a direção de
escorregamento e a direção da força.

22
Figura 11 – Figura mostrando os ângulos usados na determinação da tensão crítica de escorregamento.
Considerando a imagem acima, onde A é a área da seção transversal,
perpendicular à direção da força F, F/A é a tensão axial. A tensão de
cisalhamento efetiva na direção de escorregamento é:
Essa equação é conhecida como lei de Schmid, é o ângulo entre a
direção da força e a normal ao plano de escorregamento e é o ângulo entre a
direção da força e a direção de escorregamento. A tensão axial mínima para
ocorrer escorregamento corresponde a = =45°. Nessas condições, é igual à
metade da tensão axial F/A. A tensão de cisalhamento efetiva é sempre menos
que metade da tensão axial para qualquer outra orientação cristalina, tendendo
para zero quando ou tendem para 90°.
O movimento de escorregamento envolve o movimento de discordâncias,
a direção na qual a tensão de cisalhamento crítica é mínima é aquela com o
menor vetor de Burgers, ou seja a de menor distancia de deslocamento e maior
densidade atômica.

23
Figura 12 – Esquema de uma discordância
A energia associada com uma discordância em cunha é a mesma para
quaisquer ponto, pois não há gasto de energia para o movimento entre dois
pontos. Isto já não é mais valido se existem átomos estranhos em solução
solida. Quando um átomo de uma impureza está presente, a energia associada
com a discordância é menor que no metal puro.
Uma discordância produz uma deformação de apenas um vetor de
Burgers. Portanto, é obvio que muitas discordâncias devem estar envolvidas,
antes que qualquer deformação plástica mensurável possa ocorrer, devendo
haver uma fonte responsável pela formação de novas discordâncias. Uma fonte
de discordâncias geralmente necessita de contornos de grão ou outras
imperfeiçoes para ancorar as extremidades das discordâncias.
Figura 13 – Formação de discordância. Aumento da linha da
discordância com o aumento no cisalhamento, quando a curva se fecha
em si mesma, forma-se uma segunda curva.
3.2.3. Deformação Plástica nos metais policristalinos

24
Os contornos dos grãos interferem com o escorregamento, pois
interrompem os planos cristalinos nos quais as discordâncias se movem. A
mudança na ductilidade e no limite de resistência é o reflexo direto da área de
contorno de grão e do efeito que o contorno tem no escorregamento.
O limite de escoamento dos metais policristalinos tem uma origem
complexa. Os vários grãos não estão solicitados pelas mesmas tensões
elásticas, quando o metal está sendo solicitado. A tensão de cisalhamento
efetiva varia com a orientação do grão. A tensão crítica de cisalhamento
necessária para o escorregamento depende do plano de cristal e da direção
cristalina. Há um certo número de possíveis planos de escorregamento no
cristal. Os quatro fatores acima citados acima mostram claramente que o metal
policristalino não tem um único limite elástico. Dessa forma, se deve esperar
um início gradual da deformação plástica e isso justiça definir o limite de
escoamento como sendo a tensão que origina uma quantidade definida de
deformação plástica.
3.2.4. Deformação elástica de polímeros
O modulo de elasticidade dos polímeros geralmente é inferior a 10³
kgf/mm² e, em alguns casos, pode chegar até 10 kgf/mm². Uma das muitas
razões para essa diferença está demonstrada na figura abaixo, onde se pode
ver que o tensionamento pode produzir um endireitamento nas ligações assim
como um aumento no comprimento da mesma, como consequência a
deformação é apreciavelmente maior.
Figura 14 – Deformações elásticas (a) por aumento do comprimento
das ligações, (b) por endireitamento das ligações.
Materiais orgânicos contendo unidades polifuncionais tem os módulos
mais elevados, já as borrachas não-vulcanizadas possuem os menores

25
módulos. Estas diferenças podem ser explicadas com base na estrutura. Os
polímeros polifuncionais tem uma estrutura tridimensional, a qual é nitidamente
mais rígida que uma estrutura linear. A borracha, em geral, contém uma
estrutura do tipo cis com um grau elevado de retorcimento da cadeia.
A cristalização é favorecida pela aplicação de tensões, pois as moléculas
tendem a se alinhar melhor. Isso é evidenciado pelos elastômeros ou
borrachas, pois quando não tensionados, estes materiais são praticamente
amorfos. Entretanto, quando se tensiona, as moléculas se alinham e o material
se torna cristalino.
3.2.5. Deformação Plástica de Polímeros
A deformação permanente ocorre através de um escorregamento entre
moléculas adjacentes, em virtude das fracas forças de atração. O mais simples
tipo desta deformação se dar no caso especial, no qual todas as moléculas
lineares estão alinhadas. A situação para moléculas orientadas ao caso é
análoga, já que continuam a ligar entre si apenas por forças de van der Waals.
A deformação ocorre por escorregamento nos pontos fracos entre as moléculas
ao invés de romper as ligações intramoleculares.
As resinas termoplásticas deformam facilmente sob pressão, sendo
especialmente verdadeiro em temperaturas altas, já que então as forças de van
der Waals são facilmente superadas. Assim, sendo quando uma resina
termoplástica aquecida, elas facilmente tornam a forma do molde quando
injetada sob pressão.
As resinas termofixas a polimerização desenvolve uma estrutura
tridimensional, na qual escorregamento entre moléculas não ocorre. Com
efeito, a estrutura toda é uma molécula gigante, pois toda ela é unida por
ligações covalentes. E para estes polímeros a plasticidade não aumenta com a
temperatura.
3.3. Aço carbono
A rigor dos aços comerciais, o aço não é uma liga-binária (Fe-C) e
sempre contêm outros elementos secundários que estão presentes devido aos
processos de fabricação. Com isso, um aço poderia ser definido como uma liga
ferro-carbono contendo geralmente 0,008% até aproximadamente 2,11% de
carbono, além de certos elementos residuais, resultantes dos processos de
fabricação.
26
O limite inferior de 0,008% é correspondente à solubilidade máxima do
carbono no ferro à temperatura ambiente (que é equivalente à solubilidade na
ferrita à temperatura ambiente, sendo esta máxima em torno de 727ºC e
equivale a 0,02%) e o limite superior de 2,11% é correspondente à máxima
quantidade que se dissolve no ferro e que ocorre a cerca de 1140ºC (equivale
à solubilidade máxima da austenita). Esse limite superior é dependente da
presença ou não de elementos de ligas ou elementos residuais em teores
superiores aos normais, pois tanto existem elementos estabilizadores da fase
ferrita como elementos estabilizadores da fase austenita.
De acordo com a figura 20, mostrada mais abaixo, pode-se ver que os
aços podem se dividir em 3 subdivisões:
Aços hipoeutetóides: apresentam carbono abaixo de 0,83%.
Aços eutetóides: apresentam 0,83% de carbono.
Aços hipereutetóides: apresentam carbono entre 0,83% e 2%.
Esses valores de composições, solubilidades e temperaturas variam de
literatura para literatura, mas variam sempre em torno de valores próximos.
Em resumo, a morfologia estrutural à temperatura ambiente dos aços,
esfriadas lentamente a partir de temperaturas acima da zona crítica é a
seguinte:
Aços hipoeutetóides: ferrita e perlita.
Aços eutetóides: perlita.
Aços hipereutetóides: perlita e cementita.
As imagens abaixo mostram a micrografia destas 3 subdivisões dos
aços, além da micrografia de um aço com 0,3% de carbono. No aço eutetóide é
possível observar a estrutura lamelar da perlita, sendo a região escura
equivalente à cementita e as linhas brancas à ferrita. No aço hipoeutetóide as
áreas brancas correspondem à ferrita e as áreas escuras são de perlita e a
estrutura lamelar não é visivelmente evidenciada por causa da pequena
ampliação. No aço hipereutetóide é possível se verificar a cementita disposta
em torno dos grãos de perlita, formando uma rede.

27
Figura 15 – Aspecto micrográfico da perlita. Aço eutetóide resfriado lentamente. Ataque: reativo de nital. Ampliação: 1000 vezes.
Figura 16 – Aspecto micrográfico de um aço hipoeutetóide resfriado lentamente. Ataque: reativo de nital. Ampliação: 200 vezes.

28
Figura 17 – Aspecto micrográfico de um aço hipereutetóide resfriado lentamente. Ataque: reativo de picral. Ampliação: 200 vezes.
Figura 18 – Aspecto micrográfico de um aço hipoeutetóide com aproximadamente 0,3% de carbono. Ataque: reativo de nital. Ampliação:
200 vezes.
A tabela abaixo mostra a variação de algumas propriedades mecânicas
importantes em função de diferentes teores de carbono. É possível ver que
algumas propriedades como limite de escoamento e de resistência à tração e
dureza Brinell aumentam com o aumento do teor de carbono, mas por outro
lado o alongamento e a estricção diminuem com o crescimento desse teor de
carbono.

29
Tabela 1 – Propriedades mecânicas de aços esfriados lentamente em função do teor de carbono.
Já a imagem abaixo expressa em curvas a variação dessas
propriedades com os teores de carbono no aço.
Figura 19 – Influência do teor de carbono sobre as propriedades de aços-carbono esfriados lentamente.
3.4 Aço 1020
Os aços carbonos são ligas metálicas constituídas basicamente de ferro,
carbono, silício e manganês, apresentando também outros elementos inerentes
ao processo de fabricação, em percentuais controlados. (GERDAU, 2015).

30
O aço carbono 1020 é um dos aços mais utilizado atualmente devido sua
boa relação entre propriedade e custo. Ele apresenta baixa temperabilidade,
excelente forjabilidade e soldabilidade, porém, sua usinagem é relativamente
pobre. Este aço pode ser aplicado também em cementação, pela sua relação
de custo beneficio se comparado com outros aços utilizados para o mesmo
propósito. De acordo com a SAE, o aço 1020 recebe este nome por ser um aço
carbono simples, que apresenta outros elementos em porcentagens
desprezíveis.
Figura 20 - Diagrama Ferro – Cementita.
Através do diagrama ferro-cementita, ilustrado na figura 20, percebe-se
que o aço 1020 se encaixa na categoria dos aços hipoeutetóides, e, se
normalizado, é esperado que apresente uma microestrutura formada por perlita
e ferrita fina. A composição do aço SAE 1020 é mostrada a seguir.
Composição Química (%)
C Mn P Max S Max.
0,18-0,23 0,30-0,60 0,030 0,050
Tabela 2 - Composição Aço SAE 1020. Fonte: GERDAU.

31
3.5. Alumínio
O alumínio, apesar de ser o terceiro elemento mais abundante na crosta
terrestre, é o metal mais jovem usado em escala industrial. Há sete milênios,
ceramistas da Pérsia já produziam seus vasos com um tipo de barro que
continha óxido de alumínio, que hoje conhecemos como alumina. Trinta
séculos mais tarde, egípcios e babilônios usaram outra substância contendo
alumínio na fabricação de cosméticos e produtos medicinais.
Inicialmente obtido em laboratório, a produção de alumínio em escala
industrial somente foi possível a partir de 1886, quando Charles Martin Hall,
nos Estados Unidos, e Louis Toussaint Héroult, na França, obtiveram o metal
puro a partir da dissolução eletrolítica de óxido de alumínio (alumina), em
banho de criolita. O processo Hall-Héroult, como é conhecido, ainda é o
principal processo de produção de alumínio. Anos mais tarde, a necessidade
de fabricar produtos mais leves e resistentes impulsionou a indústria do
alumínio durante a primeira guerra mundial e, desde então, tem ocupado uma
posição mundial altamente estratégica, ao suprir com metal praticamente todos
os setores da economia. No Brasil esta história teve início com a instalação da
Companhia Paulista de Artefatos de Alumínio em 1917, ano que a produção
mundial do alumínio atingiu seu primeiro milhão de toneladas. Já a instalação
das primeiras fábricas de alumínio primário no País ocorreu a partir dos anos
1950 (ABAL, 2015).
O alumínio não é encontrado diretamente em seu estado metálico na
crosta terrestre. Sua obtenção parte da mineração, principalmente, da bauxita e
segue para etapas posteriores de refinaria e redução. O alumínio é obtido a
partir da bauxita, um minério que pode ser encontrado em três principais
grupos climáticos: o mediterrâneo, o tropical e o subtropical. A bauxita deve
apresentar no mínimo 30% de óxido de alumínio (Al2O3) aproveitável para que
a produção de alumínio seja economicamente viável.
Após a etapa de extração do minério e obtenção do mesmo sem as
vegetações e as camadas de solo, realiza-se um beneficiamento para obter o
minério de forma mais pura, em seguida, ele parte para a refinaria, onde o
minério é purificado, tendo como produto final o pó branco de alumina pura e,
em seguida, a alumina é levada para a redução eletrolítica, onde através do
processo de Hall-Héroult o alumínio é produzido. Para a produção de 1Ton de
alumínio são necessárias 2Ton de alumina.
Propriedades Físicas
Densidade (g/cm3) 2,7

32
Temperatura de Fusão (°C) 660
Módulo de Elasticidade (MPa) 7000
Coeficiente de dilatação térmica (L/°C) 23.10-6
Condutibilidade térmica a 25°C
(Cal/cm/°C)
0,53
Condutibilidade elétrica (%IACS) 61
Tabela 3 - Propriedades físicas Alumínio. Fonte: ABAL.
Como visto na tabela 2, o alumínio possui um ponto de fusão
relativamente baixo, se comparado com o do aço, que é em torno de 1570°,
porém, apresenta um peso especifico bem baixo, que é aproximadamente 35%
do peso do aço.
As propriedades do alumínio permitem que ele tenha uma diversa gama
de aplicações. Por isso, o metal é um dos mais utilizados no mundo todo.
Material leve, durável e bonito, o alumínio mostra uma excelente performance e
propriedades superiores na maioria das aplicações. Produtos que utilizam o
alumínio ganham também competitividade, em função dos inúmeros atributos
que este metal incorpora (ABAL, 2015).
3.6. Polímeros
Polímero – do grego poli (muitos) e mero (unidade de repetição).
Um polímero é uma macromolécula composta por muitas (dezenas de
milhares) de unidades de repetição denominadas meros, ligadas por ligações
covalentes. A matéria-prima para a produção de um polímero é o monômero,
isto é, uma molécula com uma (mono) unidade de repetição.
Na cadeia polimérica os meros são unidos por ligações primárias fortes
(ligações covalentes), as chamadas ligações intramoleculares, pois dizem
respeito às ligações dentro de uma mesma molécula. Por outro lado, as
distintas cadeias poliméricas, ou segmentos de uma mesma cadeia, se atraem
por forças secundárias fracas, as chamadas forças intermoleculares. Estas
últimas são forças que aumentam com a presença de grupos polares e
diminuem com o aumento da distância entre moléculas. Elas podem existir de
duas formas: Forças de Van der Waals (Interação dipolo-dipolo, interação
dipolo-dipolo induzido e forças de dispersão) e pontes de hidrogênio.
As forças intramoleculares (ligações covalentes fortes) vão influenciar na
rigidez/flexibilidade da cadeia polimérica e na estabilidade (térmica, química,
fotoquímica, etc.) polimérica. Já as forças intermoleculares (ligações
secundárias) vão determinar a maior parte das propriedades físicas do
polímero: temperatura de fusão cristalina, solubilidade, difusão, cristalinidade,
permeabilidades a gases e vapores, deformação e escoamento envolvendo em
todos os casos a quebra e formação de ligações intermoleculares. Se estas
forças forem mais fortes, ocorrerá maior atração entre as cadeias e todo e

33
qualquer evento relacionado à separação e/ou fluxo da cadeia sobre a outra
será dificultado.
Uma cadeia polimérica pode se apresentar de diferentes
formas/arquiteturas:
Cadeias lineares: Formada apenas por uma cadeia principal. Formada pela
polimerização de monômeros bifuncionais.
Cadeias ramificadas: Da cadeia principal partem prolongamentos, que podem
ser longos ou curtos, formados pelo mesmo mero que compõe a cadeia
principal ou por outro mero formando diferentes arquiteturas (Principais:
aleatória, pente e estrelada).
Cadeias com ligações cruzadas: As cadeias estão ligadas entre si através de
segmentos de cadeia unidos ligações covalentes fortes.
Figura 21 – Tipos de arquiteturas das cadeias poliméricas.
Quanto ao comportamento mecânico os polímeros podem se dividir em:
Plásticos: Material plástico sólido na temperatura de utilização (próximo à
ambiente). Dividido em:
Termoplásticos – Sob aumento de temperatura ou pressão, amolecem e
fluem, podendo ser moldados nestas condições. Retirada a solicitação
(T e P) se solidificam e adquirem a forma do molde. Novas aplicações
provocam novas moldagens, sendo, recicláveis e solúveis.

34
Termofixos – Polímero em rede ou retículos. Sob aumento de
temperatura ou pressão, amolecem e fluem, adquirindo a forma do
molde. Formam ligações cruzadas entre cadeias e se solidificam. Novos
aumentos de temperatura ou pressão não influenciam mais, sendo
assim, insolúveis, infusíveis e não recicláveis.
Elastômeros: São polímeros que, na temperatura ambiente, podem se
deformar até duas vezes o seu comprimento inicial, retornando ao comprimento
original rapidamente depois de retirado o esforço. Possuem, normalmente,
cadeias flexíveis amarradas umas às outras, com baixa densidade de ligação
cruzada.
Fibras: Termoplástico orientado que satisfazem a condição de L/D > 100. A
orientação das cadeias e dos cristais, feitas de maneira forçada durante a
fiação, aumenta a resistência mecânica, tornando possível o uso na forma de
fios.
O comportamento mecânico dos polímeros pode ser visualizado através
de diferentes formas e uma delas, muito importante e bastante aplicada, é o
uso da curva tensão-deformação obtida em um ensaio de tração, por exemplo.
Figura 22 – Comportamentos dúctil e frágil observados em curvas tensão-deformação sob tração.

35
Figura 23 – Comportamento tensão-deformação característico para polímeros.
A figura 23 caracteriza os três comportamentos característicos
encontrados nos materiais poliméricos.
Curva A – Polímero frágil. Sofre a fratura ainda na deformação elástica.
Comportamento característico de uma resina termorrígida.
Curva B – Comportamento semelhante aos materiais metálicos. Apresenta uma
região de deformação elástica, uma zona de escoamento e, por fim, uma
região de deformação plástica permanente. Curva típica de um termoplástico
parcialmente cristalino.
Curva C – Deformação totalmente elástica. Comportamento típico da borracha
e o comportamento é referente à classe dos elastômeros.
3.6.1. Polietileno
O polietileno é um polímero que se encaixa no grupo dos
hidrocarbonetos, ou seja, é formado apenas por carbono e hidrogênio. É um
dos polímeros mais empregados dentre as resinas termoplásticas. É obtido a
partir do gás etileno ou como subproduto do processamento do petróleo. O
polietileno é um polímero plástico obtido através de um processo de
polimerização de condensação em uma reação por etapas, onde a sua massa
molar depende fortemente do tempo em que o produto passou no reator. Ele é
um material translúcido ou leitoso, maleável e inflamável. É flexível, pois possui
sua temperatura de transição vítrea bem abaixo das temperaturas ambientes
usuais. Pode ser produzido com diferentes densidades e nas formas linear,
ramificada ou reticulada, apresentando campos de aplicação comercial

36
diversificados. Por ser um polímero termoplástico, ou seja, pode ser reciclado,
além de ser um produto barato, é muito utilizado na produção de sacos,
embalagens e utilidades domésticas como potes e vasilhas. Além disso, são
atóxicos e quimicamente resistentes, podendo entrar em contato com alimentos
e produtos farmacêuticos sem transmitir odor ou sabor.
O polietileno pode ser classificado de acordo com a sua densidade:
Polietileno de baixa densidade (PEBD), polietileno de baixa densidade linear
(PEBDL), polietileno de média densidade (PEMD), polietileno de alta densidade
(PEAD) e polietileno de ultra alto peso molecular (PEUAPM).
3.6.1.1. Polietileno de baixa densidade (PEBD)
É produzido sobre altas pressões, geralmente variando entre 1 a 2
kilobar, e sob altas temperaturas, variando entre 100 e 300ºC, é caracterizado
por moléculas bastante ramificadas, onde estas ramificações impedem o
ordenamento eficiente e rápido das moléculas durante a cristalização e, como
conseqüência, observa-se que este apresenta uma porcentagem de
cristalinidade com variação entre 40 e 65%. Apresenta ponto de fusão entre
110 e 115°C e sua temperatura de transição vítrea é em aproximadamente -
120°C. PEBD apresenta densidade de 0,91 a 0,925g/cm3, aproximadamente.
Figura 24 - Esquema representativo das cadeias do PEBD.
Tem como principais características alta flexibilidade, maior resistência ao
impacto e viscosidade que o PEAD e pode ser translúcido ou transparente. É
aplicado principalmente na fabricação de filmes, embalagens, plástico bola e
tubos de caneta esferográficas.
3.6.1.2. Polietileno de baixa densidade linear (PEBDL)
É produzido sob baixas pressões, em comparação com o PEBD, tornando
sua produção mais econômica e, assim, mais convencional. É o material mais
utilizado quando se busca um material para aplicações que necessitem
propriedades intermediárias entre o PEBD e o PEAD. Apresenta ponto de
fusão entre 120 e 130°C, transição vítrea em aproximadamente -120°C e
densidade variando de 0,91 a 0,93 g/cm3.

37
Em comparação com o PEBD apresenta um maior brilho e maior rigidez e
uma menor permeabilidade a gases, apresenta boa resistência à tração e ao
rasgo. É aplicado em tampas de lacres, caixas d’água e peças rotomoldadas.
3.6.1.3. Polietileno de média densidade (PEMD)
É obtido através da mistura mecânica entre o PEBD e o PEAD,
produzindo um polietileno com propriedades intermediárias entre os dois tipos.
O uso tem aumentado muito com as aplicações de engenharia. Possui
densidade entre 0,93 e 0,94g/cm3. É muito usado na construção de tubos
plásticos para sistemas de distribuição de água e gás.
3.6.1.4. Polietileno de alta densidade (PEAD)
É produzido com um catalisador extremamente ativo e sob baixas
pressões, menores que 30 bar, e temperaturas que variam entre 40 e 150°C. É
caracterizado por ser formado por longas cadeias lineares, com isso, apresenta
uma elevada cristalinidade, variando entre 85 e 95%, dependendo ainda do
peso molecular e sua distribuição, além das condições da cinética de
cristalização. Apresenta uma grande mobilidade de cadeias, pois não possui
ramificações, tendo maior facilidade de se movimentar entre outras cadeias e
participar da formação da região ordenada (cristal). Apresenta ponto de fusão
entre 130 e 140°C e temperatura de transição vítrea em aproximadamente -
120°C. Sua densidade está entre 0,945 e 0,96g/cm3.
Figura 25 - Esquema representativo de cadeias do PEAD.
Este polímero apresenta uma excelente resistência química, uma maior
dureza e uma menor viscosidade em comparação com o PEBD. É muito
utilizado na fabricação de tampas, baldes, tubos e tanques.
3.6.1.5. PEAD X PEBD

38
Tabela 4 – Diferenças estruturais e físico-químicas entre PEAD e PEBD.
A figura 26 mostra o efeito da cristalinidade (densidade) nas propriedades
mecânicas de polietilenos. O crescimento do grau de cristalinidade aumenta o
módulo elástico, a resistência ao escoamento e a dureza do polímero.
Figura 26 – Curvas tensão-deformação em tração para PEAD (HDPE) e PEBD (LDPE).
3.6.1.6. Polietileno de ultra-alto peso molecular (PEUAPM)
São denominados PEUAPM aqueles polietilenos que possuem massa
molar entre três e seis milhões, podendo esse material substituir as fibras de
poliaramida aromática (Kevlar) em coletes à prova de bala. É muito utilizado
em aplicações em que requeiram resistência à abrasão e autolubrificação,
como por exemplo, revestimento de caçambas de caminhões, pistas de
patinação (no lugar do gelo) e peças que se entrem em contato com produtos
químicos, aproveitando-se da inércia química comum aos polietilenos. A massa

39
molar extremamente alta do PEUAPM proporciona uma viscosidade tão
elevada no estado fundido que seu índice de fluidez se aproxima de zero,
sendo impossível processá-lo pelos métodos convencionais de injeção, sopro
ou extrusão. O PEUAPM pode ser processado através de compressão por
termoprensagem, ou extrusão por pistão, através dos quais são obtidos
chapas, blocos e tarugos semi-acabados para posterior acabamento por
usinagem (tudosobreplásticos, abril de 2015).
Este polímero apresenta uma cristalinidade de aproximadamente 45%,
ponto de fusão de aproximadamente 135°C e temperatura de transição vítrea
entre -100 e -125°C. Apresenta alta resistência à abrasão, fadiga cíclica, fratura
por impacto, química, boa resistência a corrosão, alta dureza e baixo
coeficiente de atrito. É utilizado na fabricação de defensas marítimas,
engrenagens, perfis, peças com aplicação cirúrgica, mancais, etc.
3.7. Polimetilmetacrilato (PMMA)
O PMMA ao contrário do PE se encaixa no grupo dos polímeros de
adição, ou seja, sua polimerização ocorre em cadeias. É um termoplástico
extremamente transparente obtido através da polimerização do monômero
metilmetacrilato. Ele é comercialmente conhecido como acrílico e, devido sua
estética e resistência a riscos é considerado uma alternativa ao uso do vidro.
Figura 27 - Monômero e polimero (PMMA).
Na reação de polimerização do PMMA, obtém-se uma massa pastosa que
é então derramada sobre um molde onde a polimerização irá terminar. O
resultado é um plástico transparente e cristalino, semelhante ao aspecto do
vidro, porém com algumas vantagens sobre ele, tais como maior leveza (possui
densidade de aproximadamente 1,18g/cm3), maior resistência ao impacto, além
de os acrílicos também poderem ser serrados, o que não pode ocorrer com o
vidro. Sua massa molar média varia entre 500000g/mol e 1000000g/mol.

40
O acrílico é um dos polímeros plásticos mais modernos e com maior
qualidade do mercado, pois apresenta alta resistência a agentes atmosféricos,
à radiação UV (proteção natural de 98%), ao ataque de produtos químicos, à
tensão, ao impacto e ao risco. Ele é amplamente utilizado em lentes de
contato, painéis transparentes, como os usados para pendurar cestas de
basquete, bem como outros painéis decorativos e estruturais, para recobrir
faróis de carro, etc.
3.8. Politereftalato de Etileno (PET)
Figura 28 – Mero (PET).
Atualmente, o PET é um dos termoplásticos mais produzidos no mundo.
Formado pela reação entre o ácido tereftálico e o etileno glicol, originando uma
resina praticamente insolúvel em água e de aspecto transparente ou cristalino
levemente verde. O sucesso desse material deve-se à sua excelente relação
entre as propriedades mecânicas, térmicas e o custo de produção. No Brasil, a
principal aplicação do PET é na indústria de embalagens, cerca de 71%. A
produção industrial do PET pode ser realizada em duas ou três etapas,
dependendo de suas aplicações: pré-polimerização, policondensação e
polimerização no estado sólido.
O PET é o melhor e mais resistente plástico para fabricação de garrafas,
frascos e embalagens para refrigerantes, água, sucos, óleos comestíveis,
medicamentos, entre vários outros produtos. Ele proporciona alta resistência
mecânica (impacto) e química, suportando o contato com agentes agressivos.
Possui excelente barreira para gases e odores. Por isso é capaz de conter os
mais diversos produtos com total higiene e segurança. A embalagem de PET
tem mostrado ser o recipiente ideal para a indústria de bebidas em todo o
mundo, reduzindo os custos de transporte e produção, evitando desperdícios
em todas as fases de produção e distribuição.
Se forem descartadas na natureza incorretamente, as embalagens feitas
de PET têm um processo de decomposição considerado longo e prejudicial ao
meio ambiente, podendo permanecer no local entre 400 e 750 anos. O resíduo
pode ser reciclado pelo processo de termo reação ou a quente em que, à
determinada temperatura, o polímero fica liquido, podendo então ser moldado,
comprimido em outras formas e sofrer ruptura.

41
A relação entre o peso de uma garrafa de dois litros e o seu conteúdo é
uma das mais favoráveis existentes. Ou seja, é necessário pouco material para
armazenar uma grande quantidade de produto, diferentemente, por exemplo,
de uma garrafa de vidro onde é necessária a utilização de mais matéria-prima
para armazenar a mesma quantidade de produto. Com esse custo-benefício,
sua produção e sua reciclagem são interessantes e tornam-se rentáveis.
3.9. Metalografia
A observação metalográfica tem como importância prever ou explicar
propriedades e comportamentos de uma amostra metálica, por meio da
visualização da estrutura do material, como sua microestrutura, morfologia e
distribuição e quantificação das fases presentes.
Antes de proceder com a observação, se faz necessário a aplicação de
algumas etapas iniciais para a preparação do material decorrente do material e
do tipo de equipamento usado, afim de proporcionar uma melhor observação
da microestrutura do material. Essas etapas são de: lixamento metalográfico,
polimento e ataque químico.
3.9.1. Lixamento metalográfico
O lixamento da amostra é um processo que visa a remoção de sulcos e
riscos provenientes do desbaste do metal e a realização de uma superfície
plana cuja profundidade de deformação seja suficientemente fina que permita
seu desaparecimento após a posterior operação de polimento. Para minimizar
o aquecimento, normalmente o lixamento é realizado com água, que também
minimiza o aquecimento.
3.9.2. Polimento
A finalidade do polimento é obter uma superfície plana, livre de riscos e
com alta refletividade. Rotineiramente não é necessário que a superfície esteja
totalmente isenta de riscos, mas estes riscos não devem atrapalhar o exame da
amostra. No entanto, quando se deseja tirar uma fotomicrografia da amostra a
mesma não deve conter nenhum risco.
3.9.3. Ataque Químico
A superfície do metal polido corretamente reflete a luz de forma
homogênea e não permite distinguir os microconstituintes de sua estrutura.
Para a revelação da estrutura torna-se necessário atacar a superfície
previamente polida com soluções reativas apropriadas.
O ataque químico depende do processo de oxidação e/ou redução que
ocorre na superfície do corpo de prova. Os reagentes químicos para a

42
revelação da estrutura de um metal ou liga metálica podem ser soluções
simples ou misturas complexas orgânicas e inorgânicas.
3.10. Microscópio Óptico
O microscópio óptico é um instrumento mecânico / óptico. Usado para a
visualização de estruturas impossíveis de se ver à olho nu. Este instrumento é
composto por lentes multicoloridas e ultravioletas e uma estrutura mecânica
para regulagem do mesmo.
A estrutura de um microscópio óptico é composta por:
• Oculares: sistema de lentes que permite ampliarem a imagem real
fornecida pela objetiva, formando uma imagem virtual que se situa a
aproximadamente 25 cm dos olhos do observador.
• Revolver: Peça giratória onde se encontram objetivas de diferentes
ampliações.
• Objetiva: São as lentes que permitem a ampliação da estrutura deseja.
• Parafuso Macrométrico: É um sistema mecânico que permite a
ajustagem da ocular.
• Parafuso Micrométrico: É um sistema mecânico que permite a ajustagem
do sistema das objetivas.
• Platina: É um suporte ajustável ao qual a estrutura a ser observada é
colocada.
• Espelho: É um espelho comum, utilizado para a reflexão da luz; sendo
esta emitida, principalmente, por lâmpadas.
• Condensador: conjunto de duas ou mais lentes convergentes que
orientam e espalham regularmente a luz emitida pela fonte luminosa sobre o
campo de visão do microscópio.
A intensidade da luz ainda pode ser regulada, para uma melhor resolução
da imagem; para isso basta subir o condensador e abrir o diafragma, ou para
diminuir a intensidade luminosa, basta descer o condensador e abaixar o
diafragma.
A verdadeira ampliação é dada pelo produto do aumento obtido pela
ocular com o aumento obtido com a objetiva.
O fator mais significativo para a obtenção de uma boa imagem é, contudo,
o poder de resolução, que corresponde à distância mínima que é necessário
existir entre dois pontos para que possam ser distinguidos ao microscópio.
Para o microscópio óptico essa distância é de 0,2 µm devido ao comprimento

43
de onda das radiações visíveis. Com efeito, a propriedade da ampliação só tem
interesse prático se for acompanhada de um aumento do poder de resolução.
3.11. Microscópio Eletrônico de Varredura (MEV)
O MEV consiste basicamente da coluna óptico-eletrônica (canhão de
elétrons e sistema de demagnificação1), da unidade de varredura, da câmara
de amostra, do sistema de detectores e do sistema de visualização da imagem.
O princípio resume-se em utilizar um feixe de elétrons de pequeno
diâmetro para explorar a superfície da amostra, ponto a ponto, por linhas
sucessivas e transmitir o sinal do detector a uma tela catódica cuja varredura
está perfeitamente sincronizada com a do feixe incidente. Por um sistema de
bobinas de deflexão, o feixe pode ser guiado de modo a varrer a superfície da
amostra segundo uma malha retangular. O sinal de imagem resulta da
interação do feixe incidente com a superfície da amostra. O sinal recolhido pelo
detector é utilizado para modular o brilho do monitor, permitindo a observação.
A maioria dos instrumentos usa como fonte de elétrons um filamento de
tungstênio (W) aquecido, operando numa faixa de tensões de aceleração de 1
a 50 kV. O feixe é acelerado pela alta tensão criada entre o filamento e o
ânodo. Ele é, em seguida, focalizado sobre a amostra por uma série de três
lentes eletromagnéticas com um spot menor que 4 nm. O feixe interagindo com
a amostra produz elétrons e fótons que podem ser coletadas por detectores
adequados e convertidas em um sinal de vídeo. Quando o feixe primário incide
na amostra, parte dos elétrons difunde-se e constitui um volume de interação
cuja forma depende principalmente da tensão de aceleração e do número
atômico da amostra. Para serem detectados, as partículas e/ou os raios
eletromagnéticos resultantes da interação do feixe eletrônico com a amostra
devem retornar à superfície da amostra e daí atingirem o detector. A imagem
formada a partir do sinal captado na varredura eletrônica de uma superfície
pode apresentar diferentes características, uma vez que a imagem resulta da
amplificação de um sinal obtido de uma interação entre o feixe eletrônico e o
material da amostra. Diferentes sinais podem ser emitidos pela amostra. Na
microscopia eletrônica de varredura os sinais de maior interesse para a
formação da imagem são os elétrons secundários e os retroespalhados. À
medida que o feixe de elétrons primários vai varrendo a amostra estes sinais
vão sofrendo modificações de acordo com as variações da superfície. Os
elétrons secundários fornecem imagem de topografia da superfície da amostra
e são os responsáveis pela obtenção das imagens de alta resolução, já os
retroespalhados fornecem imagem característica de variação de composição.
O MEV tem seu potencial ainda mais desenvolvido com a adaptação na
câmara da amostra de detectores de raios-X permitindo a realização de análise
química na amostra em observação. Através da captação pelos detectores e da
análise dos raios-X característicos emitidos pela amostra, resultado da
interação dos elétrons primários com a superfície, é possível obter informações

44
qualitativas e quantitativas da composição da amostra na região
submicrometrica de incidência do feixe de elétrons. Este procedimento facilita a
identificação de precipitados e mesmo de variações de composição química
dentro de um grão. Atualmente quase todos os MEV são equipados com
detectores de raios-X, sendo que devido a confiabilidade e principalmente
devido a facilidade de operação, a grande maioria faz uso do detector de
energia dispersiva (EDS).

45
4. Descrição da metodologia empregada
O ensaio de tração é amplamente utilizado no campo da engenharia.
Através deste simples método é possível se fazer análises complexas das
propriedades mecânicas de infinitos materiais.
Os ensaios de tração, da atividade prática em análise, foram realizados
no Laboratório de Metais e Ensaios Mecânicos (LABMEM) da UFRN. Utilizou-
se uma máquina de tração do tipo universal da Shimadzu modelo AGX-300KN,
com todo o dispositivo de realização do ensaio de tração montado. Os
parâmetros de ensaio (taxa de carregamento, dimensões) estão especificados
abaixo. Através da utilização de softwares adequados foram possíveis se obter
dados que possibilitaram a construção das curvas tensão x deformação para os
diferentes materiais ensaiados.
Foram-se ensaiados 6 corpos de provas de materiais diferentes. As
amostras estão mostradas na tabela abaixo, seguindo das taxas de
carregamento (velocidades de ensaio), respectivamente, empregadas para
cada uma das amostras. Utilizou-se uma velocidade de 2 milímetros/minuto
para os materiais metálicos e para os materiais poliméricos, utilizaram-se dois
níveis de carregamento: 1 milímetro/minuto até o fim da zona elástica
(equivalente à 0,2% da deformação) e 10 milímetros/minuto para a zona
plástica (equivalente ao restante do ensaio).
Materiais ensaiados Taxa de carregamento
Amostra 01 Chapa de aço carbono 2 mm/minuto
Amostra 02 Aço 1020 em estado de entrega 2 mm/minuto
Amostra 03 Alumínio 2 mm/minuto
Amostra 04 Politereftalato de etileno (PET) 1 mm/minuto até 0,2% de deformação / 10 mm/minuto até o final do ensaio
Amostra 05 Polimetacrilato de metila (PMMA) 1 mm/minuto até 0,2% de deformação 10 mm/minuto até o final do ensaio
Amostra 06 Polietileno (PE) 1 mm/minuto até 0,2% de deformação 10 mm/minuto até o final do ensaio
Tabela 5 – Materiais ensaiados e as respectivas taxas de carregamento.
Mediram-se as geometrias dos corpos de provas a serem ensaiados e,
logo após o ensaio, mediram-se as novas geometrias obtidas logo ao final do
ensaio. Esses dados pré-ensaio e pós-ensaio são extremamente importantes
para a construção das curvas do ensaio e para as análises mecânicas
possíveis. As medições das dimensões e geometrias foram feitas com o uso de
paquímetros, possibilitando erros de medidas.
Nas tabelas abaixo constam as geometrias dos corpos de prova. É
importante se observar que para algumas medidas, como largura, espessura e
diâmetro inicial, foram-se feitas três medidas e depois se tirou a média. Isso foi
uma medida tomada buscando minimizar os erros, já que as amostras, na

46
fabricação, não estavam com os mesmos tamanhos ao longo de todo o corpo
de prova.
Geometria da amostra 01 – Chapa de aço carbono
Comprimento útil inicial (L0) 140,00 mm
Largura Medida 01: 18,8 mm Medida 02: 20,0 mm Medida 03: 19,9 mm
Média: 19,57 mm
Espessura Medida 01: 0,45 mm Medida 02: 0,45 mm Medida 03: 0,50 mm
Média: 0,47 mm
Comprimento útil final (Lf) no instante da fratura 144,10 mm
Tabela 6 – Geometrias e dimensões da chapa de aço carbono.
Geometria da amostra 02 – Aço 1020 em estado de entrega
Comprimento útil inicial (L0) 28,00 mm
Diâmetro inicial (D0) Medida 01: 6,35 mm Medida 02: 6,40 mm Medida 03: 6,35 mm
Média: 6,37 mm
Área inicial da seção transversal 31,87 mm2 ou 3,187 x 10-5 m2
Comprimento útil final (Lf) no instante da fratura 29,00 mm
Diâmetro final (Df) no instante da fratura
Área final da seção transversal
Tabela 7 – Geometrias e dimensões da amostra de aço 1020 em estado de entrega.
Geometria da amostra 03 – Alumínio
Comprimento útil inicial (L0) 27,35 mm
Diâmetro inicial (D0) Medida 01: 6,24 mm Medida 02: 6,25 mm Medida 03: 6,25 mm
Média: 6,25 mm
Área inicial da seção transversal 30,65 mm2 ou 3,065 x 10-5 m2
Comprimento útil final (Lf) no instante da fratura
Diâmetro final (Df) no instante da fratura
Área final da seção transversal
Tabela 8 – Geometrias e dimensões da amostra de alumínio.

47
Geometria da amostra 04 – PET
Comprimento útil inicial (L0) 60,00 mm
Largura Medida 01: 13,05 mm Medida 02: 13,00 mm Medida 03: 13,10 mm
Média: 13,05 mm
Espessura Medida 01: 3,10 mm Medida 02: 3,10 mm Medida 03: 3,10 mm
Média: 3,10 mm
Comprimento útil final (Lf) no instante da fratura 78,85 mm
Tabela 9 – Geometrias e dimensões da amostra de PET.
Geometria da amostra 05 – PMMA
Comprimento útil inicial (L0) 73,45 mm
Largura Medida 01: 13,50 mm Medida 02: 13,10 mm Medida 03: 13,40 mm
Média: 13,33 mm
Espessura Medida 01: 3,10 mm Medida 02: 3,15 mm Medida 03: 3,20 mm
Média: 3,15 mm
Comprimento útil final (Lf) no instante da fratura 73,50 mm
Tabela 10 – Geometrias e dimensões da amostra de PMMA.
Geometria da amostra 06 – PE
Comprimento útil inicial (L0) 66,10 mm
Largura Medida 01: 12,90 mm Medida 02: 12,60 mm Medida 03: 13,00 mm
Média: 12,83 mm
Espessura Medida 01: 3,20 mm Medida 02: 3,15 mm Medida 03: 3,15 mm
Média: 3,17 mm
Comprimento útil final (Lf) no instante da fratura 81,75 mm
Tabela 8 – Geometrias e dimensões da amostra de polietileno.

48
Figura 29 – Corpos de provas utilizados no ensaio de tração.

49
5. Resultados e discussão dos resultados
Após a realização dos ensaios de tração foram obtidos os dados
referentes a força e deslocamento para cada corpo de prova. A partir destes
dados foi possível de se obter/plotar as curvas referentes à Força versus
Deslocamento, Tensão versus Deformação (de engenharia), Tensão versus
Deformação (real).
Utilizando dos conhecimentos teóricos vistos em sala de aula, para cada
curva obtida para os diferentes materiais ensaiados, foi possível de se obter
dados referentes a características e propriedades destes materiais, bem como
dos aspectos envolvidos durante e após a realização dos ensaios.
5.1 Curvas
5.1.1 Aço 1020
Durante a realização do ensaio de tração para este tipo de corpo de
prova (de sessão circular) aconteceu problemas em relação a fixação e
agarramento do corpo de prova pela garra fixadora da máquina de tração. Ao
dar início ao ensaio de tração ocorria o escorregamento e esmagamento da
região de fixação do corpo de prova, e com isso, os dados e assim como a
curva de força versus deslocamento, apresentaram incoerência e valores
inesperados.
Figura 30 – Corpo de prova deformado devido ao esmagamento realizado
pelo dispositivo de fixação da máquina de ensaio. Aço 1020.
Mesmo com eventuais problemas, foi possível de se obter dados e
curvas da realização de ensaios de outra data e a partir deles realizar a
caracterização e tratamentos dos dados do material. Ainda que nestas curvas
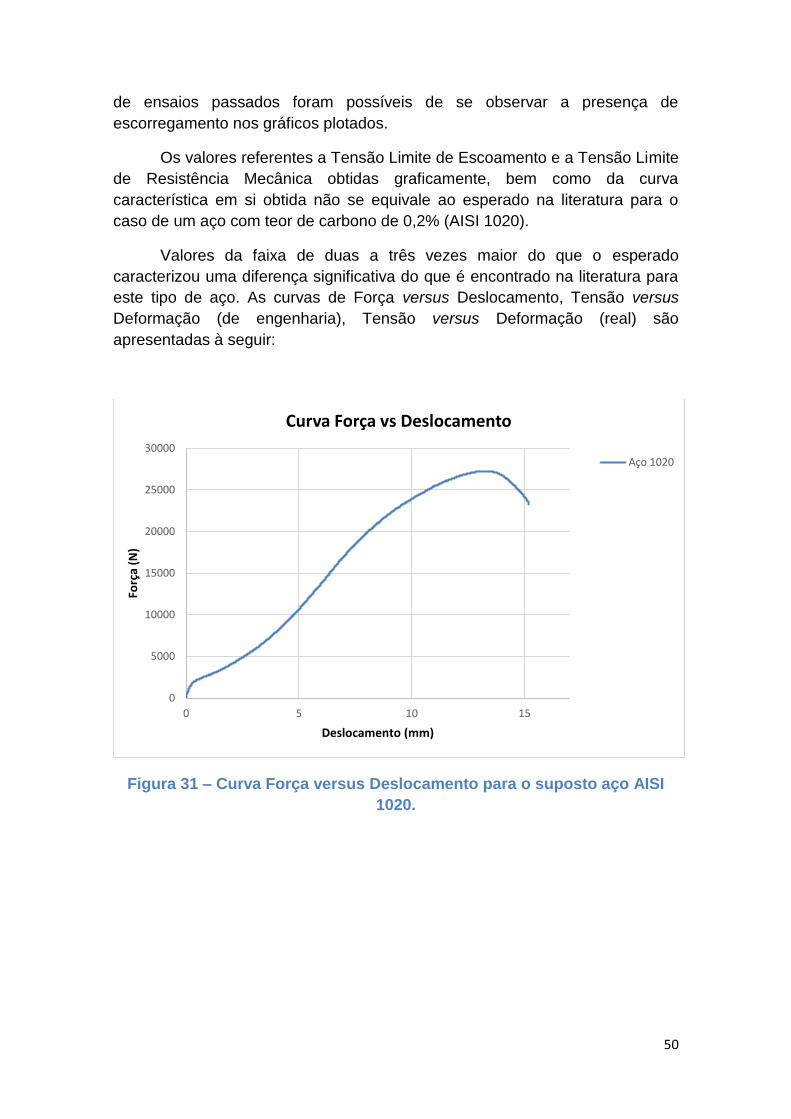
50
de ensaios passados foram possíveis de se observar a presença de
escorregamento nos gráficos plotados.
Os valores referentes a Tensão Limite de Escoamento e a Tensão Limite
de Resistência Mecânica obtidas graficamente, bem como da curva
característica em si obtida não se equivale ao esperado na literatura para o
caso de um aço com teor de carbono de 0,2% (AISI 1020).
Valores da faixa de duas a três vezes maior do que o esperado
caracterizou uma diferença significativa do que é encontrado na literatura para
este tipo de aço. As curvas de Força versus Deslocamento, Tensão versus
Deformação (de engenharia), Tensão versus Deformação (real) são
apresentadas à seguir:
Figura 31 – Curva Força versus Deslocamento para o suposto aço AISI
1020.
0
5000
10000
15000
20000
25000
30000
0 5 10 15
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
Aço 1020

51
Figura 32 – Curva Tensão versus Deformação (de engenharia) para o
suposto aço AISI 1020.
Figura 33 – Curva Tensão versus Deformação (real) para o suposto aço
AISI 1020.
0
100
200
300
400
500
600
700
800
900
1000
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
Ten
são
(M
Pa)
Deformação (%)
Curva Tensão vs Deformação (Convencional)
Aço 1020
0
200
400
600
800
1000
1200
1400
1600
1800
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Ten
são
(M
Pa)
Deformação (%)
Curva Tensão vs Deformação (Real)
Aço 1020

52
Figura 34 – Equação de Hollomon para o suposto aço AISI 1020.
A partir das curvas foi possível de se observar que o corpo de prova do
suposto aço 1020 obteve um limite de resistência à tração muito alto para
aquele encontrado na literatura, cerca de 876 MPa. Também foi possível notar
que não houve uma grande deformação plástica não uniforme, mas que em
certos termos apresentou um relativo encruamento.
5.1.2 Chapa de Aço Recozido
A geometria do corpo de prova para este material foi de sessão
retangular em formato de chapa (folha), apresentando uma espessura bastante
reduzida.
Para este corpo de prova o ensaio de tração ocorre normalmente sem
nenhuma eventualidade de escorregamento ou esmagamento. Com isso, foi
possível de se obter dados concretos do ensaio porém que de uma certa forma
não satisfizeram o comportamento mecânico esperado e desejado que
acontecesse para este tipo de material (fenômeno de deslizamento
descontínuo de discordâncias promovendo o serrilhado no gráfico da curva
tensão versus deformação).
Este corpo de prova sofreu um tratamento térmico de recozimento a 650
°C por 20 minutos.
As curvas estão representadas a seguir:
y = 3684,2x0,7907 R² = 0,9925
0
200
400
600
800
1000
1200
1400
0 0,05 0,1 0,15 0,2 0,25 0,3
Ten
são
(M
Pa)
Deformação (%)
Hollomon
Aço 1020
Potência (Aço 1020)
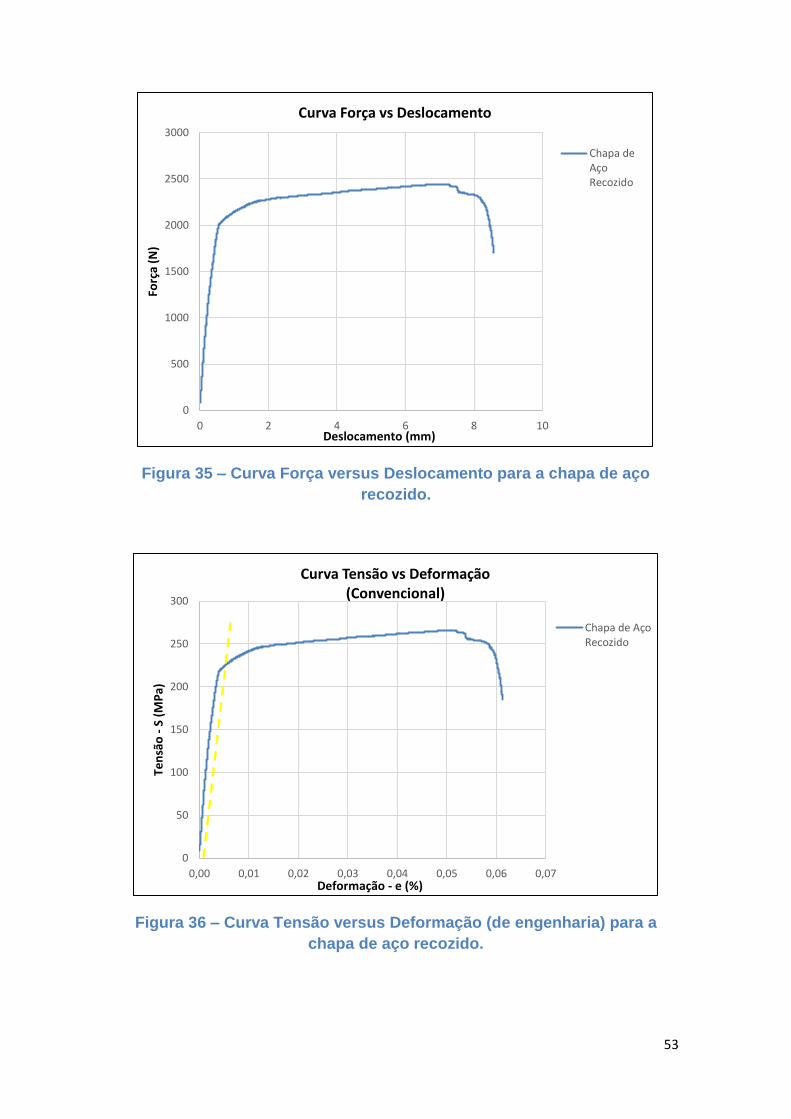
53
Figura 35 – Curva Força versus Deslocamento para a chapa de aço
recozido.
Figura 36 – Curva Tensão versus Deformação (de engenharia) para a
chapa de aço recozido.
0
500
1000
1500
2000
2500
3000
0 2 4 6 8 10
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
Chapa deAçoRecozido
0
50
100
150
200
250
300
0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07
Ten
são
- S
(M
Pa)
Deformação - e (%)
Curva Tensão vs Deformação (Convencional)
Chapa de AçoRecozido

54
Figura 37 – Curva Tensão versus Deformação (real) para a chapa de aço
recozido.
Figura 38 – Equação de Hollomon para a chapa de aço recozido.
0
100
200
300
400
0,00 0,05 0,10 0,15 0,20
Ten
são
- (
MP
a)
Deformação - (%)
Curva Tensão vs Deformação (Real)
Curva Real
y = 356,84x0,0837 R² = 0,9909
0
50
100
150
200
250
300
0,00 0,01 0,02 0,03 0,04 0,05 0,06
Ten
são
(M
Pa)
Deformação (%)
Hollomon

55
Mesmo que o fenômeno do escorregamento descontínuo de
discordâncias não tenha ocorrido para este corpo de prova, os valores de
tensão limite de escoamento e tensão limite de resistências condizem conforme
se pode encontrar na literatura.
O material apresentou uma região de deformação uniforme bastante
larga antes da transição para a região de deformação localizada, que por sinal
promoveu uma relativa deformação no pescoço sob um ângulo de 45°.
Durante a realização do ensaio ocorreu o aparecimento das bandas de
luders nas quais tornou a superfície do corpo de prova bastante rugosa e
completamente cheia de ranhuras a 45°.
Figura 39 – Corpo de prova durante e após a realização do ensaio de
tração. Presença da rugosidade e das bandas de luders a 45°.
5.1.3 Alumínio
Para a realização do ensaio de tração para este material foi utilizado
também geometria circular do corpo de prova, e, novamente ocorreu a mesma
eventualidade igual com o corpo de prova de aço 1020.

56
Figura 40 – Corpo de prova de alumínio deformado devido a
esmagamento realizado pelo dispositivo de fixação da máquina de ensaio.
Para a análise dos dados e das curvas foram utilizados outros dados
referentes a ensaios passados, assim como no caso anterior do aço 1020.
Ainda que também haja um certo nível de escorregamento presente nas
curvas.
A princípio não se sabe a classe e a família deste alumínio para que seja
possível realizar comparações de acordo com a literatura.
Figura 41 – Força versus Deslocamento para o Alumínio.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0 2 4 6 8 10
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
Alumínio

57
Figura 42 – Curva Tensão versus Deformação (de engenharia) para o
Alumínio.
Figura 43 – Curva Tensão versus Deformação (real) para o Alumínio.
0,00
50,00
100,00
150,00
200,00
250,00
300,00
0 0,05 0,1 0,15 0,2 0,25
Ten
são
- S
(M
Pa)
Deformação - e (%)
Curva Tensão vs Deformação (Convencional)
Alumínio
0
100
200
300
400
500
0 0,1 0,2 0,3 0,4 0,5
Ten
são
Re
al (
MP
a)
Deformação Real (%)
Curva Tensão vs Deformação (Real)
Alumínio

58
Figura 44 – Equação de Hollomon para o Alumínio.
Mesmo com a presença do escorregamento na curva, foi possível
verificar que para este ensaio o alumínio em questão sofreu uma certa
quantidade de deformação plástica uniforme ao mesmo tempo em que sofria
um relativo grau de encruamento.
5.1.4 PE (Polietileno)
Para a realização deste ensaio de tração foi utilizado uma geometria de
corpo de prova com sessão retangular. A princípio não era possível de
estabelecer se o polietileno era de alta ou baixa densidade linear ou de
qualquer outra categoria.
No ensaio não ocorreu o fenômeno de escorregamento ou
esmagamento do corpo de prova. Também não foi possível de se obter o valor
da tensão limite de ruptura, uma vez que, o ensaio foi parado quando se tinha
cerca de 60% de deformação, mesmo que esse material suporte altíssimas
taxas de deformação.
y = 834,3x0,5111 R² = 0,9631
0
50
100
150
200
250
300
350
400
0 0,05 0,1 0,15 0,2
Ten
são
Re
al (
MP
a)
Deformação Real (%)
Hollomon

59
Figura 45 – Corpo de prova de Polietileno (PE) após a realização do
ensaio de tração. Deformado até 60%.
Figura 46 – Curva Força versus Deslocamento para o PE (Polietileno).
Figura 47 – Curva Tensão versus Deformação para o PE (Polietileno).
0
100
200
300
400
500
600
0 5 10 15 20 25 30 35 40 45
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
PE
0
2
4
6
8
10
12
14
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Ten
são
- S
(M
Pa)
Deformação - e (%)
Curva Tensão vs Deformação
PE

60
As curvas obtidas através do ensaio de tração consistiram de curvas
típicas para este material. Apresentando uma elevada deformação que pode
alcançar por volta dos 200%.
Os valores de tensão limite de escoamento e tensão limite de resistência
à tração coincidiram com valores encontrados na literatura.
5.1.5 PMMA (Polimetilmetacrilato)
Novamente foi utilizado corpo de prova com geometria de sessão
retangular para a realização do ensaio. Durante o ensaio não houve problemas
com escorregamento e esmagamento de corpo de prova.
Os dados obtidos foram concretos e a curva foi característica para este
tipo de material, não apresentando deformações plásticas (se comparado aos
outros polímeros ensaiados) e apresentando um comportamento frágil.
Figura 48 – Corpo de prova de PMMA após a realização do ensaio de
tração. Presença de fratura frágil característica pela pouca deformação
localizada e ao ângulo de quase 90° entre as sessões transversais.

61
Logo após atingir a tensão limite de resistência à tração ocorreu a falha
do corpo de prova.
Figura 49 – Curva Força versus Deslocamento para o PMMA
Figura 50 – Curva Tensão versus Deformação para o PMMA
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
PMMA
0
10
20
30
40
50
60
70
0 0,01 0,02 0,03 0,04 0,05 0,06
Ten
são
- S
(M
Pa)
Deformação - e (%)
Curva Tensão vs Deformação
PMMA

62
5.1.6 PET (Politereftalato de etileno)
Assim como nos outros polímeros ensaiados, a geometria do corpo de
prova para o PET consistiu de sessão retangular e durante a realização do
ensaio não ocorreu nenhuma eventualidade de escorregamento ou
esmagamento do corpo de prova.
Os dados as curvas obtidas condizem com o que é encontrado na
literatura.
Não foi possível de chegar até a ruptura novamente devido à grande
capacidade de deformação do PET, mas foi possível de se observar a
nucleação e propagação de uma banda de deformação a 45° na região onde
aconteceu estricção.
Figura 51 – Corpo de prova de PET após a realização do ensaio de
tração. Presença de deformação localizada (estricção), originada a partir
de 45°.

63
Figura 52 – Curva Força versus Deslocamento para o PET
Figura 53 – Curva Tensão versus Deformação para o PET
0
500
1000
1500
2000
2500
3000
0 5 10 15 20 25
Forç
a (N
)
Deslocamento (mm)
Curva Força vs Deslocamento
PET
0
10
20
30
40
50
60
70
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
Ten
são
- S
(M
Pa)
Deformação - e (%)
Curva Tensão vs Deformação
PET
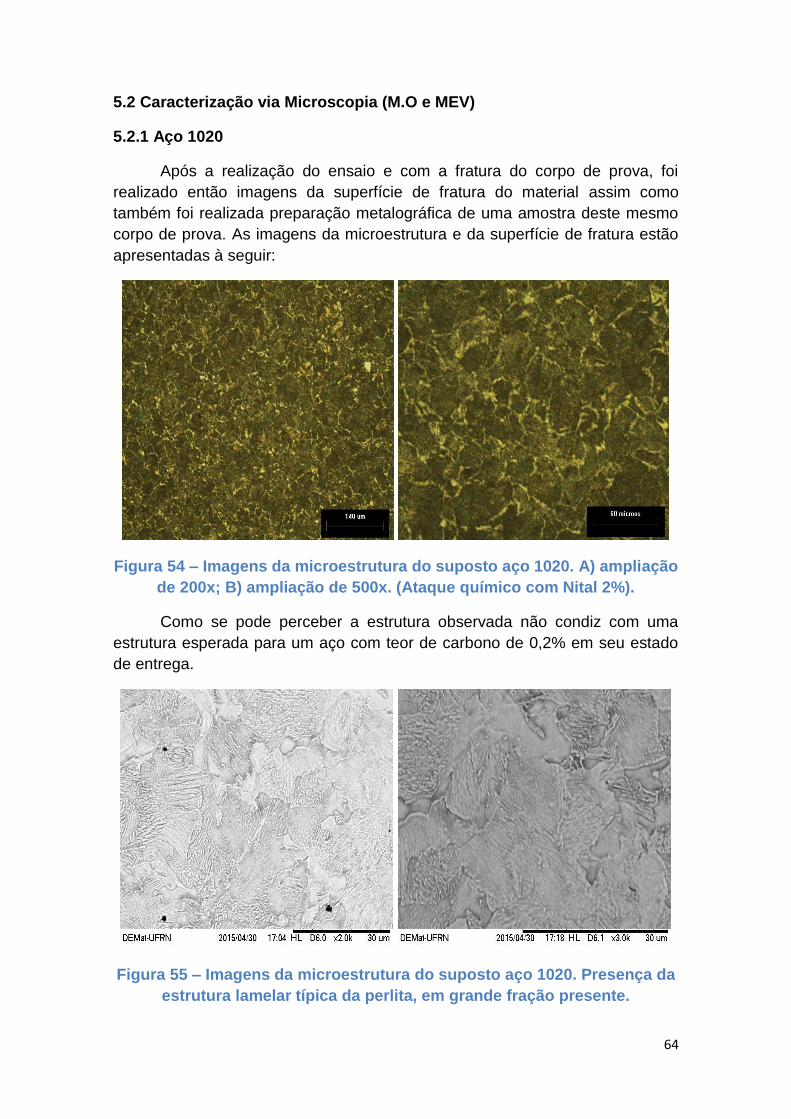
64
5.2 Caracterização via Microscopia (M.O e MEV)
5.2.1 Aço 1020
Após a realização do ensaio e com a fratura do corpo de prova, foi
realizado então imagens da superfície de fratura do material assim como
também foi realizada preparação metalográfica de uma amostra deste mesmo
corpo de prova. As imagens da microestrutura e da superfície de fratura estão
apresentadas à seguir:
Figura 54 – Imagens da microestrutura do suposto aço 1020. A) ampliação
de 200x; B) ampliação de 500x. (Ataque químico com Nital 2%).
Como se pode perceber a estrutura observada não condiz com uma
estrutura esperada para um aço com teor de carbono de 0,2% em seu estado
de entrega.
Figura 55 – Imagens da microestrutura do suposto aço 1020. Presença da
estrutura lamelar típica da perlita, em grande fração presente.

65
A presença de uma grande fração volumétrica do microconstituinte
perlita nas estruturas apresentadas acima, caracteriza de acordo com
diagramas de equilíbrio um aço com teor de carbono na faixa de 0,45% a
0,60%. Devido a estrutura apresentar-se relativamente refinada e com a
presença de uma estrutura ferrítica equiaxial de contorno de grão, pode se
dizer também que para este corpo de prova houve algum tipo de tratamento
térmico realizado, e, que provavelmente e de acordo com trabalhos
encontrados na literatura é pertinente dizer que foi realizada uma normalização
do mesmo.
Figura 56 – Fractografias da porção côncava da fratura do aço 1020.

66
Figura 57 – Fractografias da porção convexa da fratura do aço 1020.
A partir das fractografias é possível observar a ocorrência de bastante
deformação localizada que antecedeu a fratura do corpo de prova. A presença
de um mecanismo de fratura dúctil característico pelos alvéolos presentes.
5.2.2 Chapa de Aço Recozido
Após a fratura do corpo de prova durante a realização do ensaio de
tração, procedeu-se igualmente ao corpo de prova de aço 1020, onde foram-se
realizadas imagens da superfície de fratura e também preparação
metalográfica de uma amostra do corpo de prova para se observar a
microestrutura do material.
A princípio era desejada a obtenção das fractografias através de um
microscópio eletrônico de varredura por elétrons secundários, porém não foi
possível ter acesso ao equipamento desejado por motivos estruturais e
burocráticos, mas as imagens obtidas por elétrons retroespalhados ainda
satisfazem o esperado.

67
Figura 58 – Fractografias da Chapa de Aço Recozido.
É observado nas fractografias acima a presença de um mecanismo de
fratura dúctil com relativa deformação plástica durante o empescoçamento do
corpo de prova.
Figura 59 – Imagens da microestrutura da Chapa de Aço Recozido. A)
ampliação de 500x; b) ampliação de 1000x. (Ataque químico Nital 5%).

68
Pelas imagens via microscopia óptica da microestrutura acima é possível
observar a presença apenas de grãos ferríticos e suma totalidade, ou seja, o
provável teor de carbono deste corpo de prova é de uma faixa menor que a de
um aço 1020 (0,2% de carbono).
Pode-se observar também através das imagens o efeito do tratamento
térmico de recozimento, onde os grãos estão homogeneamente equiaxiais e
dentro de uma mesma escala de tamanho.
5.2.3 Alumínio
Via microscopia eletrônica de varredura foram feitas imagens da
superfície de fratura e da microestrutura do material conforme pode se
observar a seguir:
Figura 60 – Microestrutura do corpo de prova de Alumínio.
Conforme os valores de tensão limite de escoamento e tensão limite de
resistência à tração obtidos a partir das curvas, e, com as imagens da
microestrutura do alumínio acima é possível de se afirmar que não se trata de
uma liga de alumínio puro, mas sim de uma liga de alumínio. Com um limite de
resistência à tração da faixa dos 250 MPa o alumínio ensaiado muito
provavelmente pode ser uma liga Al-Cu.

69
Figura 61 – Fractografias da porção superior (Cone) do corpo de prova
fraturado de Alumínio.

70
Figura 62 – Fractografias da porção inferior (Taça) do corpo de prova
fraturado de Alumínio.
Observando-se as fractografias apresentadas acima do corpo de prova
de alumínio é possível de se verificar a ocorrência de fratura dúctil. Através das
imagens percebe-se a presença dos alvéolos característicos para esse tipo de
fratura. Macroscopicamente o corpo de prova após a fratura dividiu-se em
formato taça-cone com bastante deformação localizada.
5.2.4 PMMA
Apesar de ser um polímero o PMMA não apresenta grandes
deformações plásticas como na maioria dos materiais poliméricos
termoplásticos (PE, PP, etc).
Sua fratura geralmente se dá de forma frágil e abrupta, sem a ocorrência
de estricção ou eventuais mecanismos.
As superfícies de fratura analisadas para o corpo de prova de PMMA
após o ensaio de tração apresentaram tal fratura frágil característica pela
presença de clivagem da estrutura.
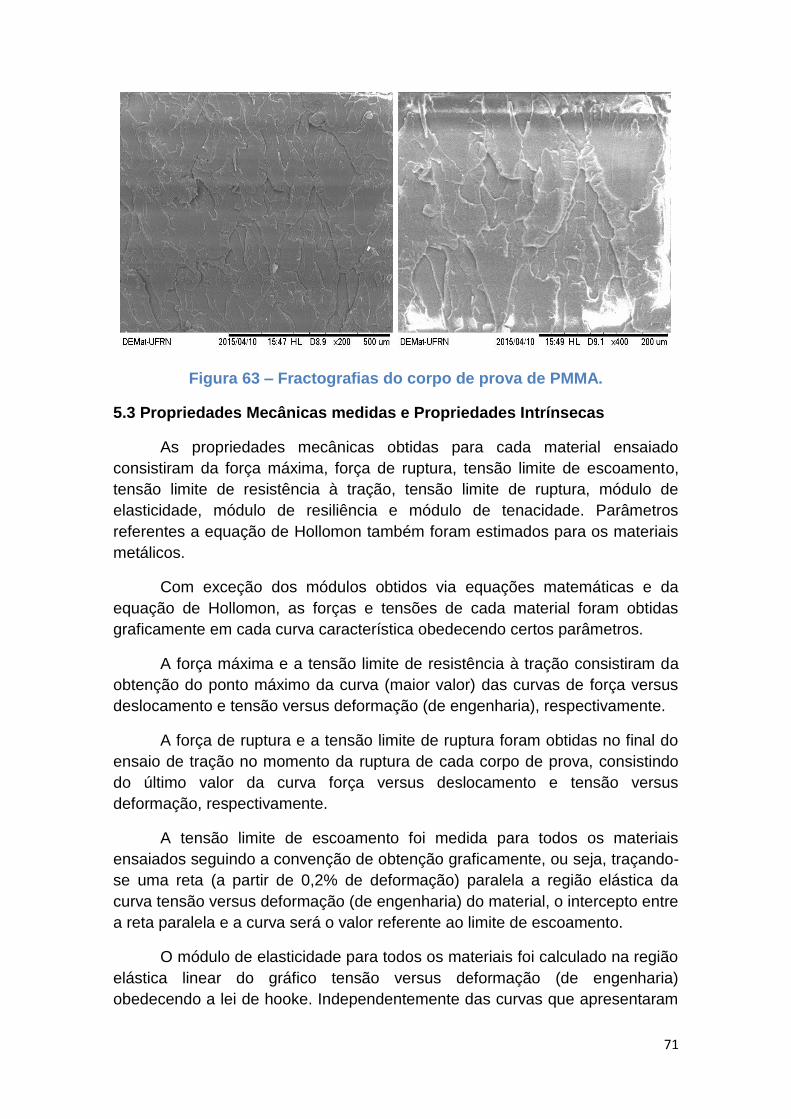
71
Figura 63 – Fractografias do corpo de prova de PMMA.
5.3 Propriedades Mecânicas medidas e Propriedades Intrínsecas
As propriedades mecânicas obtidas para cada material ensaiado
consistiram da força máxima, força de ruptura, tensão limite de escoamento,
tensão limite de resistência à tração, tensão limite de ruptura, módulo de
elasticidade, módulo de resiliência e módulo de tenacidade. Parâmetros
referentes a equação de Hollomon também foram estimados para os materiais
metálicos.
Com exceção dos módulos obtidos via equações matemáticas e da
equação de Hollomon, as forças e tensões de cada material foram obtidas
graficamente em cada curva característica obedecendo certos parâmetros.
A força máxima e a tensão limite de resistência à tração consistiram da
obtenção do ponto máximo da curva (maior valor) das curvas de força versus
deslocamento e tensão versus deformação (de engenharia), respectivamente.
A força de ruptura e a tensão limite de ruptura foram obtidas no final do
ensaio de tração no momento da ruptura de cada corpo de prova, consistindo
do último valor da curva força versus deslocamento e tensão versus
deformação, respectivamente.
A tensão limite de escoamento foi medida para todos os materiais
ensaiados seguindo a convenção de obtenção graficamente, ou seja, traçando-
se uma reta (a partir de 0,2% de deformação) paralela a região elástica da
curva tensão versus deformação (de engenharia) do material, o intercepto entre
a reta paralela e a curva será o valor referente ao limite de escoamento.
O módulo de elasticidade para todos os materiais foi calculado na região
elástica linear do gráfico tensão versus deformação (de engenharia)
obedecendo a lei de hooke. Independentemente das curvas que apresentaram

72
escorregamento ou esmagamento do corpo de prova, os módulos de
elasticidade foram calculados na porção linear das curvas.
Para a obtenção dos módulos de resiliência e de tenacidade foram
utilizadas equações matemáticas via aproximação das regiões
correspondentes a área abaixo da curva. No caso do módulo de resiliência a
equação 1 aproxima a área abaixo da região elástica linear da curva. Para o
módulo de tenacidade, a aproximação leva em consideração toda a área
abaixo da curva, conforme a equação 2.
E
SSU e
ee
e
R ;2
E
SU e
R
2
2
(Equação 1)
3322][;][
m
J
m
mN
m
m
m
NU
m
m
m
NU ReeR
Onde,
eS = Tensão limite de escoamento e
E = Módulo de elasticidade.
Módulo de tenacidade para materiais dúcteis:
f
Re
T
SSU
2 (Equação 2-a)
Módulo de tenacidade para materiais frágeis:
fR
T
SU
3
2 (Equação 2-b)
Onde,
eS = Tensão limite de escoamento,
RS = Tensão limite de resistência à tração,
f = Deformação final na fratura.
As propriedades mecânicas e intrínsecas obtidas para todos os materiais
estão apresentadas na tabela a seguir:

73
Propriedades Mecânicas e Intrínsecas
Materiais Metálicos
Amostra F Máx [N] F Rup [N] Se [MPa] Sm [MPa] Sr [MPa] E [GPa] Ur [MJ/m³] Ut [MJ/m³] H n
Aço 1020 27249,8 23275,6 547,07 874,16 746,67 2,95 50,72 245,8 3684,2 0,7907
Chapa de Aço
Recozido 2444,5 1702,9 229,02 265,73 185,15 91,9 285,3 12,4 356,84 0,0837
Alumínio 8652,25 5496,74 223,9 277,56 176,33 2,08 12,05 47,4 834,3 0,5111
Materiais Poliméricos
Amostra F Máx [N] F Rup [N] Se [MPa] Sm [MPa] Sr [MPa] E [GPa] Ur [MJ/m³] Ut [MJ/m³]
- PE 489,23 Não Houve 6,12 12,09 11,94 0,161 0,12 562,2
PMMA 2465,82 2465,82 51,66 58,79 58,79 1,6 0,83 2,19
PET 2409,17 Não Houve 43,61 59,58 26,46 1,3 0,73 11,8
Tabela 12 – Principais propriedades mecânicas e intrínsecas dos
materiais ensaiados.
74
6. Conclusões/Considerações finais
A princípio a realização dos ensaios de tração para todos os corpos de
prova iriam ser ensaiados monitorando-se a deformação verdadeira de cada
corpo de prova via extensometria, mas por eventualidades de manuseio e
obtenção dos dados do mesmo não foi possível realizar os ensaios com tal
dispositivo.
Partindo desta característica, as curvas para os materiais metálicos
(estes que de fato são mais resistentes e mais rígidos do que os materiais
poliméricos) sofreriam certa discrepância em termos de alguns valores obtidos
devido ao conjunto (máquina + corpo de prova) apresentar cedência/folgas por
parte estrutural. Tal fato impacta diretamente em propriedades como módulo de
elasticidade, podendo ser até fora do comum os valores obtidos.
Durante a realização dos ensaios para os corpos de prova com sessão
circular (alumínio e aço 1020), foi observado a presença de escorregamento e
até mesmo esmagamento dos corpos de prova. Tal eventualidade prejudicou
também a obtenção de dados precisos e dos mesmos, as propriedades e
características desejadas.
Em relação ao que se esperava para o ensaio do corpo de prova de aço
1020, os valores de tensão limite de escoamento e de resistência à tração, bem
como as microestruturas obtidas por microscopia, apresentaram-se totalmente
distintas ao que se tem na literatura e em trabalhos publicados. Por meio de
buscas na literatura e partindo dos resultados obtidos para tal amostra, foi
possível estabelecer uma aproximação para este aço devido aos seus valores
de tensão limite de resistência à tração e as imagens obtidas por microscopia,
sendo então muito provável que o aço possua um teor de carbono de 0,6%
(grande fração de perlita presente na microestrutura) e que tenha sofrido
tratamento térmico de normalização (característico pela microestrutura
apresentada). O mecanismo de falha deste corpo de prova ainda que tenha
apresentado valores altos de resistência à tração e de limite de escoamento,
deu-se por fratura dúctil com a presença de alvéolos (simples) característicos
em toda a superfície de fratura.
A chapa de aço carbono recozido apresentou-se de certa forma bem
conforme o necessário para a realização do ensaio, embora que esperava-se a
presença de fenômenos de escorregamento descontínuo de discordâncias, na
qual seria possível observar graficamente através do serrilhado na curva
tensão versus deformação (de engenharia). Com relação aos valores de tensão
limite de escoamento e de resistência à tração, a chapa de aço recozido pode-
se enquadrar na categoria de aços de baixo carbono, chegando até ser menos
que um próprio 1020, devido a praticamente inexistência de estrutura perlítica
em sua microestrutura, sendo observado apenas grãos ferríticos equiaxiais de
tamanhos homogeneamente regulares típicos da ocorrência do recozimento.

75
O ensaio de tração para o corpo de prova de alumínio apresentou
distorções também devido ao escorregamento, mas ainda foi possível de se
analisar as suas propriedades partindo de certos ajustes e tratamento dos
dados. Os valores das propriedades mecânicas obtidas denotam muito
provavelmente que o alumínio a princípio ensaiado seja na verdade uma liga
Al-Cu, tal fato devido a valores intermediários de tensão limite de resistência à
tração e da microestrutura apresentada pelo material. Sua fratura se deu de
forma bastante dúctil com a característica taça-cone bastante visível e sua
superfície de fratura caracterizada pela presença dos dimples bem notórios via
microscopia eletrônica de varredura.
Para o ensaio do corpo de prova de polietileno (PE) não foi possível
chegar até a sua capacidade total de deformação plástica, mas ainda que até
cerca de 60%. Não houve a ocorrência de nenhum fenômeno durante a
realização do ensaio. Além disso, os valores obtidos através das curvas
condizem com o que se tem na literatura.
O corpo de prova de PMMA apresentou-se de maneira ao que se
esperava de acordo com a literatura, falhando de forma frágil e rápida sem
muitas ou quase nenhuma deformação plástica localizada. A superfície de
fratura foi bem característica para este tipo de comportamento de falha, sendo
em sua totalidade por clivagem. Os dados de tensão limite de escoamento e de
resistência à tração também satisfazem o esperado para este tipo de polímero.
Também não foi possível a visualização concreta do mecanismo de
deformação crazying, porém uma singela evidência bastante difícil de se
visualizar sem ter a real certeza do acontecimento durante o ensaio.
O último polímero ensaiado, o PET, apresentou um comportamento
bastante dúctil e assim como o PE não foi possível de deformá-lo até a sua
total capacidade. O início e presença de sua deformação plástica localizada se
deu a 45° bem visível e prosseguiu até o momento de fim do ensaio. Os
valores das tensões limite de escoamento e de resistência à tração foram
relativamente bem próximas ao que se é encontrado na literatura.
Por fim, os ensaios de tração desta atividade prática experimental,
embora tenha apresentado eventuais falhas e fenômenos indesejados,
apresentou de forma bastante clara o real comportamento mecânico de tais
materiais trabalhados.
A obtenção das propriedades mecânicas, intrínsecas e
micro/macroscópicas dos corpos de prova também concretizou um melhor
embasamento a respeito de toda teoria vista em sala de aula.

76
7. Referências Bibliográficas
CALLISTER JR., W. D. Ciência e Engenharia de Materiais: Uma Introdução,
8ª edição, LTC Editora, Rio de Janeiro, 2012.
CANEVAROLO Jr., S. V. Ciência dos Polímeros. São Paulo: Artliber, 2002.
CHIAVERINI, Vicente. Aços e Ferros Fundidos. 4ª edição. São Paulo: Editora
ABM, 1979.
DIETER, G. E. – Metalurgia Mecânica, 2ª edição, Guanabara Koogan, Rio de
Janeiro - 1981.
MANNHEIMER, Walter A. Microscopia dos materiais: uma introdução. Rio
de Janeiro: E-Papers, c2002.ISBN 8587922548.
PADILHA, A. F. Materiais de engenharia, microestrutura e propriedades.
São Paulo: Hemus, 349 pág., 1997.
VAN VLACK, L.H., Princípio de Ciência dos Materiais, 1ª edição. Edgard
Blucher, 1970.

77
8. Anexos

78

79

80

81

82





























