Embed Size (px)
Citation preview

Stage de fin d’étude 2010
Remerciements
Avant toute chose, je tiens à adresser mes vifs remerciements aux
personnels de l’entreprise GOCP, qui m’ont procuré l’aide nécessaire pour
le déroulement de ce stage.
Mes profonds respects et remerciements à mes encadrants de
stage : Mr. CHRIFI et Mr. REDA qui m’ont encadré durant toute la période
du stage et pour la confiance qu’ils m’ont accordée ainsi que pour
l’autonomie qu’ils m’ont laissée pour mener à bien ce stage.
Mes remerciements s’adressent aussi aux membres du jury : Mr.
MIRIMI, Mme. OUDGHIGHI, Mr LOUKDACHE et Mr JILBAB aussi à tous
ceux qui ont contribué de près ou de loin à l’élaboration de ce travail.
Aucun mot ne sera être assez expressif pour remercier et rendre
hommage à Mme Soumia ELHANI coordonatrice de la filière
Electromécanique et Systèmes Automatisés pour leur sens du devoir,
leur soutien moral, leur compréhension, patience, et leur collaboration
durant toute la période de stage.
Introduction
E N S E T Page 1

Stage de fin d’étude 2010
En 17 Mai, j’ai émis le souhait d’effectuer un stage professionnel.
Grâce à l’Ecole Normale Supérieure de l’Enseignement Technique de
Rabat, j’ai eu l’opportunité de venir au groupe OCP Safi, et d’être accueilli
par leur personnel.
Ce stage est d’une durée de 4 semaines permet de concrétiser mes
connaissances acquises dans notre formation : « Licence Professionnelle
Electromécanique et Systèmes Automatisés » à l’ENSET de Rabat, et
d’améliorer mes capacités personnelles : qualité de travail, savoir faire et
savoir être.
Ce rapport représente mon travail réalisé dans le service : régulation
et instrumentation « CIS/I-PC/LM » au sein de l’atelier phosphorique du
Maroc-Chimie et qui sera répartit de la manière suivante :
Présentation générale de l’organisme d’accueil.Définition générale de la fonction régulation industrielle.Etude de l’équipement de dosage du phosphate brut.Thème 1 : étude de l’intégration de l’unité CAP (concentration de
l’acide phosphorique) dans le système de supervision.Thème 2 : étude du problème d’archivage du poste N°2 de
supervisionDescription de tâches assistées.
Une conclusion générale est donnée en fin du rapport.
Liste des figures
Figure 1 : Organigramme de GOCP
Figure 2 : Boucle de régulation basique
Figure 3 : Doseur à bande
Figure 4 : Eléments principales de la chaine de régulation du doseur à bande
E N S E T Page 2

Stage de fin d’étude 2010
Figure 5 : Principe de fonctionnement
Figure 6 : Chaine de régulation du débit
Figure 7 : Station de pesage
Figure 8 : Station de pesage réelle du doseur à bande
Figure 9 : Montage permettant la transmission du signal poids
Figure 10 : Montage permettant la transmission du signal vitesse
Figure 11 : Codeur incrémental du doseur à bande
Figure 12 : Chaine de régulation du doseur à bande
Figure 13 : Eléments constituants la chaine de régulation du niveau
Figure 14 : Principe de calcul de niveau
Figure 15 : Sonde capacitive du doseur à bande
Figure 16 : Chaine de régulation du sas
Figure 17 : Apparition des gouttelettes d’eau
Figure 18 : Boucle de régulation qui doit être mis en œuvre
Figure 19 : Niveau de trémie
Figure 20 : Mode de détection de niveau par pertes de poids
Figure 21 : Boucle de régulation de température
Figure 22 : Acheminement de l’information
Figure 23 : Déroulement des travaux de réaménagement
Figure 24 : Salle de contrôle avec des équipements analogiques
Figure 25 : Chaine de régulation classique
Figure 26 : Chaine de régulation moderne
Sommaire
Remerciements
Introduction
Listes des figures
CHAPITRE 1 : Organisme d’accueil
I. Présentation du G.O.C.P
E N S E T Page 3

Stage de fin d’étude 2010
II. Présentation de Maroc-Chimie
III. Atelier phosphorique
CHAPITRE 2 : Régulation industrielle
I. Généralités sur la régulation
1.1.Définition
1.2.Choix des boucles de régulation
CHAPITRE 3 : Etude de l’équipement doseur à bande
I. Introduction
II. Définition
III. Description
IV. Principe de fonctionnement
4.1.Partie mécanique
4.2.Partie électrique
4.3.Partie électronique
V. Fonction de régulation du doseur à bande
5.1.La régulation du débit
5.1.1...........................................................................................Signal poids
5.1.2........................................................................................Signal vitesse
5.2.Conclusion
5.3.La régulation du niveau
VI. Les problèmes de la chaîne de régulation
VII. Solutions proposées
CHAPITRE 4 : Etude de l’intégration de l’unité CAP dans le système de supervision
I. Généralités sur la supervision
II. Présentation du problème
2.1.Les régulations : boucles de température de vapeur
2.2.Les sécurités
III. Solution Proposée
3.1.Structure de base du système de supervision
3.2.L’installation
3.2.1..........................................................................................Modifications
E N S E T Page 4

Stage de fin d’étude 2010
3.2.2........................................................................Configuration nécessaire
3.2.3..................................................................................................Le câble
3.2.4......................................................................... Stratégie d’intégration
3.2.5..........................................................................Ressources nécessaires
3.2.6.................................Graphe de GANT pour l’Organisation des Travaux
CHAPITRE 5 : Etude d’archivage du poste N°2 de supervision
I. Introduction
II. Constitution d’une chaîne de régulation
2.1.Constituants d’une chaîne classique
2.2.Constituants d’une chaîne commandée par DCS
III. Analyse du poste n°2 de l’atelier PP1
CHAPITRE 6 : Travaux assistés
I. Tache N°1
II. Tache N°2
III. Tache N°3
Conclusion
Bibliographie
Annexes
CHAPITRE 1
E N S E T Page 5

Stage de fin d’étude 2010
Organisme d’accueil
I. Présentation du G.O.C.P :
Le sous-sol marocain renferme les plus importants gisements de
phosphate de la planète : Trois quarts des réserves mondiales, soit 98%
dans le centre du pays et 2% dans le sud. Leur situation géographique et
la diversité de leurs qualités marchandes confèrent naturellement au
royaume du Maroc une place particulière dans le commerce international
du phosphate.
Crée en 1920, le Groupe Office Chérifien des Phosphates joue un rôle
important sur le plan économique et social du pays. C'est un
E N S E T Page 6
Ce chapitre a pour intérêt de
présenter l’organisme
d’accueil GOCP et plus
précisément le MAROC
CHIMIE de SAFI (atelier
phosphorique 1) lieu du mon
stage.

Stage de fin d’étude 2010
établissement semi-public à caractère industriel et commercial, doté d'une
organisation lui permettant d'agir avec la même souplesse qu'une grande
entreprise privée et indépendante. Il détient le monopole de la recherche,
de l'exploitation, de la valorisation et de la commercialisation du
phosphate et de ses dérivés.
Vu l'effectif du personnel qu'il emploie : 19.551 agents dont 850
ingénieurs et assimilés) les retombées économiques de ses
investissements sur l'environnement social sont importantes.
Des atouts importants : 3/4 des réserves mondiales de phosphate (98% dans le centre du
pays et 2% dans le sud). 4 ports d’embarquement des produits du Groupe OCP (Casablanca,
Safi, Jorf-Lasfar, Lâayoune). Position dans le marché : 1er exportateur mondial de phosphate, 1er exportateur mondial d'acide phosphorique 1er exportateur mondial du P2O5 sous toutes formes Production phosphate :
23 millions de tonnes dont 50% transformées localement en acide
phosphorique et engrais solides.
Exportations : Phosphate : 11,1 Mt. Acide phosphorique : 1,6 Mt P2O5 Engrais solides : 2,3 Mt produits. Chiffre d'affaires à l'export :
Chiffres d’Affaires (2004) : Près de 19.3 milliards DH
Organigramme du G.O.C.P :
E N S E T Page 7

Stage de fin d’étude 2010
Figure 1 : Organigramme de GOCP
En matière de valorisation de phosphate et de soufre, l’activité n’a cessé
de se développer depuis 1965 avec :
Le complexe chimique de Maroc chimie à Safi dont la capacité
annuelle atteint actuellement 360000 t/an d’acide phosphorique ; Le complexe de Maroc phosphore (I et II) à Safi, dont la première
unité a été mise en service en 1976 et la deuxième en 1981, la
capacité de production de chacune des deux unités et 450 000 t/an
d’acide phosphorique ; L’ensemble chimique Maroc phosphore (III et IV) à JORF LASFAR, mis
en service en 1986, permet de produire annuellement 1 320 000
t/an d’acide phosphorique ; La réalisation en 1997 à JORF LASFAR d’un atelier d’acide
phosphorique purifié de 120000 t/an ;
Avec un potentiel global de production d'acide phosphorique de l'ordre de
1.350.000 tonnes de P2O5 par an, le complexe industriel de Safi est parmi
les plus grands dans sa spécialité puisqu'il assure l'exportation du
phosphate brut, tout en satisfaisant les besoins internes en engrais
composés phosphatés.
II. Présentation de Maroc-Chimie :
E N S E T Page 8
Stage de fin d’étude 2010
Maroc chimie a pour vocation principale la valorisation du phosphate, et la
transformation en produits dérivés commercialisables (acide phosphorique
basique, acide phosphorique clarifié, engrais solides).
Son organisation est axée sur quatre services importants :
1. Atelier énergie et fluide.
2. Ateliers phosphorique PP1 et PP2.
3. Ateliers sulfuriques PS2 et PS3.
4. Atelier engrais TSP.
III. Atelier phosphorique :
L’atelier phosphorique Ι est chargé de la production de l’acide
phosphorique, qui se fait à partir du phosphate brut et de l’acide
sulfurique.
Processus fait intervenir les opérations suivantes :
Broyage de minerai :
Le broyage consiste à réduire la granulométrie du phosphate brut afin
d’augmenter la surface d’attaque et de faciliter la réaction, ceci se fait à
L’intermédiaire d’un broyeur à boulets.
Attaque de phosphate :
Le phosphate et l’acide sulfurique sont acheminés à la cuve d’attaque
après dosage, ainsi que l’acide recyclé provenant du même procédé. Après
agitation appropriée, on obtient à une bonne homogénéité de la bouillie.
Filtration :
Cette opération consiste à séparer l’acide phosphorique et le sulfate.
Elle est effectuée à l’aide d’un filtre PRAYON. Après la filtration en trois
types d’acide :
Acide phosphorique 30% en P2O5 : fort Acide phosphorique 18% en P2O5 : moyen Acide phosphorique 8% en P2O5 : faible
Concentration de l’acide phosphorique :
E N S E T Page 9

Stage de fin d’étude 2010
L’acide phosphorique préparé par les procédés classiques à un titre de 28
à 30 %. Cependant, dans la majorité des usages, on utilise de l’acide à
38.48 % et 54 %, il convient donc de le concentrer.
E N S E T Page 10
Stage de fin d’étude 2010
CHAPITRE 2
Régulation industrielle
I. Généralités sur la régulation :
1.1.Définition :
La régulation des procédés industriels regroupe l'ensemble des moyens
matériels et techniques mises en œuvre pour maintenir une grandeur
physique à régler, égale à une valeur désirée, appelée consigne. Son but
est d'étudier et de concevoir des systèmes présentant de bonnes
E N S E T Page 11
Dans ce chapitre, on va
présenter des notions
générales sur la régulation
des procédés industriels, et
le choix des boucles de
régulation, ainsi une
illustration basique d’une

Stage de fin d’étude 2010
caractéristiques de stabilité. Le terme de régulation renvoie dans son sens
concret à une discipline technique, qui se rattache au plan scientifique de
l'automatique.
La régulation (ou asservissement) consiste à agir de façon à ce que une
mesure soit égale à une consigne. Si l’on cherche à atteindre une consigne
(de position ou de température), on parlera de poursuite ou
asservissement ; si l’on cherche à éliminer des perturbations pour qu’une
valeur reste constante (ex : garder la température intérieure de la voiture
constante quelle que soit la température extérieure), on parlera alors de
régulation. L’industrie utilise à foison des systèmes d’asservissement ou
de régulation : que ce soit pour gérer le débit d’un fluide dans une
conduite, la température d’un produit, la hauteur d’un niveau de cuve…
1.2.Choix des boucles de régulation :
Pour réaliser un système automatique de réglage quelconque il faut tout
d'abord définir le besoin; réglage "tout ou rien" ou réglage fin et continue,
"analogique" ou "numérique".
Dans le premier cas, c'est simple à mettre en œuvre; thermostat, poire de
niveau, pressostat... Dans le second, il faudra étudier d'une part le
fonctionnement du système à équiper et d'autre part le modéliser.
Pour cela, on déterminera d’abord les paramètres entrant et sortant et on
en définira la structure fonctionnelle, on en déduira donc la fonction de
transfert.
On affectera alors pour chacune des entrées / sortie une fonction
paramètre que nous noterons:
Grandeur réglante : GR, c'est en fait une grandeur perturbatrice du
schéma fonctionnel que l'on choisira judicieusement pour contrôler
le paramètre à régler.
Grandeur à régler : GAR c'est le paramètre à contrôler (pression,
débit, T°...).
Grandeur perturbatrice : GP c'est un (ou plusieurs) paramètres qui
influencent le système étudié, ils sont à contrer absolument !
E N S E T Page 12

Stage de fin d’étude 2010
Organe réglant : OR c'est l'actionneur de la boucle (vanne,
résistance, moteur...)
Consigne : C ce signal permet de régler le paramètre réglé à la
valeur désirée.
Une fois que toute l'analyse du système est faite, il faut choisir le type de
boucle à installer. Il en existe trois:
La boucle fermée : « la grandeur à régler agit sur la grandeur
réglante ». C'est "la" boucle, de régulation de base, on la reconnait
car elle est équipée d'une consigne. Elle peut être seule ou
agrémentée d'une boucle ouverte et/ou d'asservissement. Cette
boucle est précise mais lente.
La boucle ouverte : « la grandeur perturbatrice agit sur la grandeur
réglante ». Cette boucle n'est pas une boucle de régulation mais un
complément à la boucle fermée. On l'utilise principalement pour
anticiper l'évolution d'une perturbation en agissant directement sur
l'organe de réglage. Cette boucle est très rapide mais pas précise.
La boucle d'asservissement : « la grandeur réglante agit sur l'organe
réglant ». Ce dispositif (esclave) permet de contrôler que l'organe de
réglage agit de manière optimale; cette boucle compare la demande
de la boucle fermée (maître) avec la mesure réelle du paramètre qui
est réglé. Elle ne peut être associée qu'à une chaîne fermée.
Illustration : boucle basique de régulation
E N S E T Page 13

Stage de fin d’étude 2010
Figure 2 : Boucle de régulation basique
CHAPITRE 3
Etude de l’équipement doseur à
bande
E N S E T Page 14
Consigne
Mesure
Ecart

Stage de fin d’étude 2010
I. Introduction :
Le doseur à bande a une fonctionnalité
très importante dans le processus de
production de l’acide phosphorique à
l’atelier PP1, il délivre une quantité
constante du produit à une vitesse
variable pour répondre à une consigne de
l’acide Phosphorique. Ce système est
utilisé pour doser et peser la donnée du débit de phosphate, matière
première, et essentielle entrant dans la préparation de la bouillie au
niveau de la cuve d’attaque.
E N S E T Page 15
Ce chapitre a pour objectif
de traiter le sujet du mon
stage, qui est une étude de
l’équipement « doseur à
bande », un recensement de
la fonction régulation
spécifiée pour cet appareil,
ainsi les problèmes de la
chaine de régulation et les
solutions proposées.

calmage
Stage de fin d’étude 2010
Figure 3 : Doseur à bande
II. Définition :
Un doseur à bande est un appareil qui à partir d’une première consigne, va
réguler la quantité de matière qui circule dans le sas alvéolaire, et va
réguler la quantité de matière qui circule dans la bande doseuse à partir
d’une deuxième consigne.
Figure 4 : Eléments principales de la chaine de régulation du doseur à bande
E N S E T Page 16

Stage de fin d’étude 2010
III. Description :
Sous la trémie de stockage, un système d’extraction alimente le doseur à
bande. Il est composé d’un alimentateur constituant le fond de la trémie
de stockage. Celui-ci alimente un sas alvéolaire qui remplit la chambre
d’extraction (calmage) du doseur placée sur la bande unique de celui-ci.
Ce système d’extraction est destiné à stabiliser le produit, à régulariser
l’alimentation du doseur et à l’amener sur ce dernier sans pression afin
d’éviter tout phénomène de colmatage et avoir une stabilité du débit
désiré.
Le sas alvéolaire, alimenté en produit, est entraîné à vitesse variable. Il
remplit en régulation la chambre d’extraction du doseur par l’intermédiaire
de la boucle contenant une sonde de niveau, régulateur et variateur de
vitesse.
Le niveau du produit dans la chambre d’extraction est déterminé pour que
le volume du produit avant l’extraction soit au minimum et sans risque de
manque dans l’alimentation de la bande doseuse.
IV. Principe de fonctionnement :
E N S E T Page 17

Stage de fin d’étude 2010
Figure 5 : Principe de fonctionnement
Le doseur à bande extrait à section constante le produit d'une réserve
(chambre de calmage) et, à partir d'une consigne de débit fixée, corrige
par variation de la vitesse de bande, le volume de produit extrait de
manière à maintenir constant le débit pondéral. Le poids du produit sur
une longueur de bande «zone de pesage» est détecté par un « capteur de
poids » à jauge de contrainte.
La vitesse de la bande est mesurée par un codeur incrémental « capteur
de vitesse » et réglée par un groupe motoréducteur à vitesse variable. Le
niveau du produit dans la chambre de calmage est maintenu constant par
la régulation du débit de l'organe d'alimentation qui peut être un sas
alvéolaire, une vanne à casque ou une vis.
Le doseur à bande peut également être utilisé comme peseur en continu
pour mesurer un flux de produit et totaliser le poids passé ou comme
doseur de présélection de charges.
Le doseur à bande se compose de trois parties principales :
4.1.Partie mécanique :
La partie mécanique du doseur SAUTELMA est constituée de :
E N S E T Page 18

Stage de fin d’étude 2010
Chambre de calmage. Bande de transport. Station de pesage. Tambour d’entrée et sortie.
Le phosphate extrait est transporté vers la chambre de calmage, celle-ci
sert à stabiliser le produit, à régulariser l’alimentation de la bande
doseuse.
On obtient à la sortie de la chambre un gâteau à section constante, le
gâteau est ensuite transporté vers le pont de pesage pour être peser, Le
gâteau pesé est ensuite acheminé par la bande transporteuse vers la cuve
d’attaque.
4.2.Partie électrique :
La partie électrique du doseur est constituée de :
Moteur bande. Un variateur de fréquence. Un ensemble de commande et protection des organes de puissance.
La bande transporteuse est entraînée par un moteur asynchrone, appelé
moteur BANDE, commandé aussi par un variateur de fréquence
télémécanique. Sa fonction principale est d’assurer la conversion courant
fréquence, le variateur reçoit en entrée un courant continue (4 - 20mA)
comme signal de régulation vitesse moteur bande, et fournit en sortie un
signal alternatif à fréquence variable. Chaque période de ce signal est
inversement proportionnelle à la vitesse du moteur. La fréquence du signal
varie proportionnellement à la vitesse.
4.3.Partie électronique :
La partie électronique du doseur est constituée de :
Calculateurs Electroniques. Unité de traitement numérique. Afficheurs électroniques.
Le doseur est piloté par un calculateur universel de pesage et de
régulation, qui reçoit la consigne, élabore les algorithmes de calcul et
effectue la régulation de débit. Il gère également les différents défauts de
E N S E T Page 19

Q
5
380 ~
V P
Variateur de vitesse
PID
MULM
Pilote le moteur Sortie action
Image poids
Image vitesse
Consigne débit
1
2
3
4
6
7
Stage de fin d’étude 2010
fonctionnement. Il peut travailler indépendamment ou de façon intégrée
dans l’ensemble hiérarchiquement structuré.
L’unité de traitement numérique est chargée de traiter les signaux
provenant des capteurs (poids & vitesse), et élaborer des signaux débits
correspondant qui seront ensuite régulé par le calculateur.
Les afficheurs permettent de visualiser à chaque fois les paramètres des
différents grandeurs établies par l’opérateur (Consigne Débit) ou générés
par le doseur (Débit réel/Niveau réel) et de faire le suivie des signaux de
régulation aux entrées sorties de chaque bloc (Signal poids / Signal
vitesse).
V. Fonction de régulation du doseur à bande :
C’est une opération primordiale pour contribuer à un bon fonctionnement
du doseur.
On trouve deux régulations pour le doseur : la régulation du débit et la
régulation du sas.
5.1.La régulation du débit :
La régulation du débit consiste à contrôler en permanence, les paramètres
intervenant dans l’obtention du débit, à savoir le poids et la vitesse.
Nota : le débit Q est donné par la formule : Q=P xV
Le débit Q est obtenu en multipliant l’image de la vitesse et celle du
poids. Le résultat sera ensuite comparé par un calculateur PID avec la
consigne du débit.
L’écart sortant du PID va actionner un variateur de fréquence pilotant
ainsi le moteur de la bande.
E N S E T Page 20
Stage de fin d’étude 2010
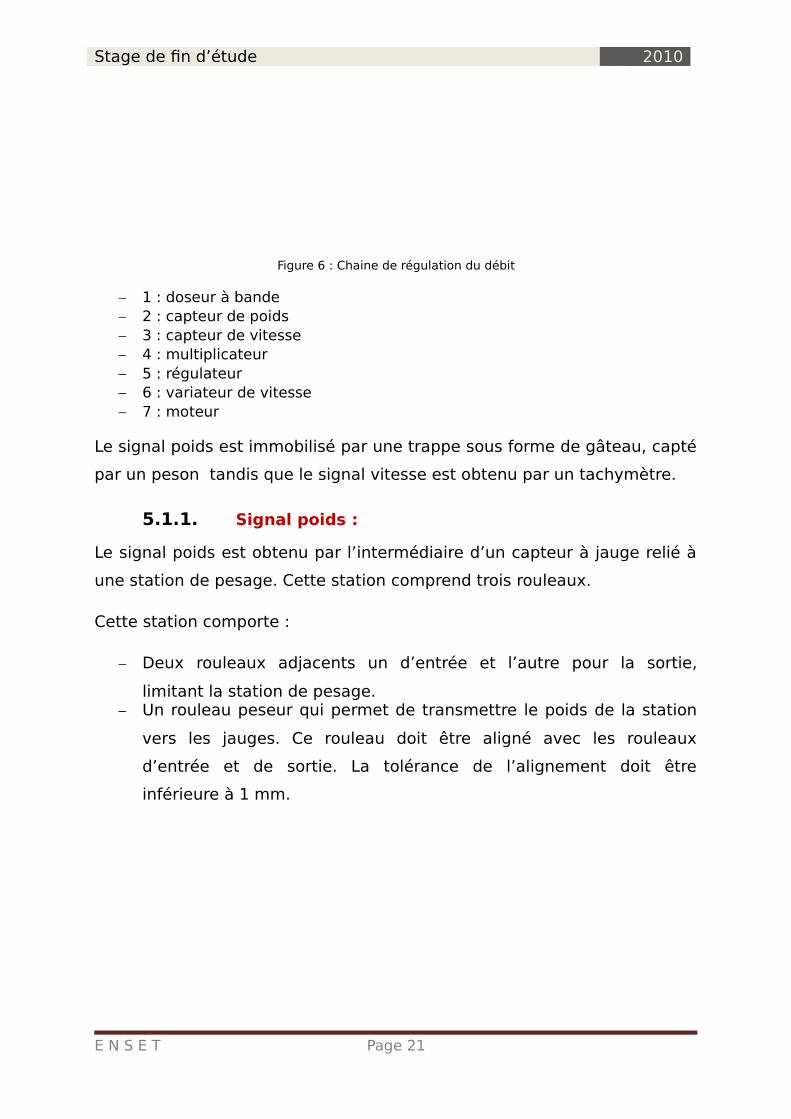
Figure 6 : Chaine de régulation du débit
1 : doseur à bande 2 : capteur de poids 3 : capteur de vitesse 4 : multiplicateur 5 : régulateur 6 : variateur de vitesse 7 : moteur
Le signal poids est immobilisé par une trappe sous forme de gâteau, capté
par un peson tandis que le signal vitesse est obtenu par un tachymètre.
5.1.1. Signal poids :
Le signal poids est obtenu par l’intermédiaire d’un capteur à jauge relié à
une station de pesage. Cette station comprend trois rouleaux.
Cette station comporte :
Deux rouleaux adjacents un d’entrée et l’autre pour la sortie,
limitant la station de pesage. Un rouleau peseur qui permet de transmettre le poids de la station
vers les jauges. Ce rouleau doit être aligné avec les rouleaux
d’entrée et de sortie. La tolérance de l’alignement doit être
inférieure à 1 mm.
E N S E T Page 21

Stage de fin d’étude 2010
Figure 7 : Station de pesage
Principe de calcul du poids :
Figure 8 : Station de pesage réelle du doseur à bande
1 : rouleau peseur 2 : rouleau d’entrée 3 : rouleau de sortie 4 : capteur de poids 5 : lames de suspension L : longueur de pesage
Le rouleau peseur permet de peser le produit sur la longueur L=0.6m, et
transmit la force au capteur par l’intermédiaire des lames de liaison.
E N S E T Page 22

Stage de fin d’étude 2010
La force exercée sur le capteur entraîne son allongement, et cela provoque
la variation de sa résistance Rx.
On signale que la mesure du poids est basée sur le pont de Wheatstone
(R1, R2, R3, Rx). Les résistances R1, R2, R3, du pont de Wheatstone se trouve
au niveau de la jauge de contrainte.
On donne la formule qui permet de calculer Rx:
R x=R3×R2
R1
On donne aussi le montage permettant la transmission du signal poids.
Figure 9 : Montage permettant la transmission du signal poids
Le signal de sortie Us va attaquer un ampli peson à base d’un
amplificateur opérationnel, qui délivre un signal de 0 à 5v, qui sera
convertie en un courant standard de 4 à 20mA, puis multiplié avec le
signal qui provient du capteur de vitesse de la bande pour donner le débit
correspondant, ce qui sera ensuite traiter dans une unité de traitement
numérique.
5.1.2. Signal vitesse :
Le signal vitesse est donné par l’intermédiaire du capteur de vitesse
appelé (codeur incrémental) relié au tambour.
Principe de calcul de la vitesse :
La mesure de la vitesse est basée sur la détermination de la fréquence de
rotation du tambour rotatif (Fm) qui est convertie par un transmetteur en
tension.
E N S E T Page 23

F
U
U
I4-20 mA
Fréquence Analogique standard
Q
5
380 ~
V P
Variateur de vitesse
PID
MULM
Pilote le moteur Sortie action
Image poids
Image vitesse
Consigne débit
1
2
3
4
6
7
Stage de fin d’étude 2010
On donne la formule de mesure de Fm : N=360 x (1/P) x (Fm/Fc)
N: nombre de points du codeur (n points/ tr).
P: précision souhaitée en degrés.
Fm: fréquence de rotation du mobile.
Fc: fréquence de rotation du codeur.
La transmission du signal se fait comme suit :
Figure 10 : Montage permettant la transmission du signal vitesse
Figure 11 : Codeur incrémental du doseur à bande
5.2.Conclusion :
En obtenant l’image du poids et de la vitesse, on attaque un multiplieur
par ces deux informations pour avoir le débit Q.
E N S E T Page 24

Stage de fin d’étude 2010
Figure 12 : Chaine de régulation du doseur à bande
5.3.La régulation du niveau :
Régulation du niveau phosphate dans la chambre de calmage, cette
régulation assure le maintien du niveau de produit constant dans la
chambre de calmage selon la consigne de niveau donné, à partir du
clavier (valeur constante).
L’objectif de cette régulation est d’éviter le débordement ou le manque du
produit dans la chambre de calmage.
Principe de calcul de niveau :
Le principe de cette régulation est représenté par le schéma suivant:
Figure 13 : Eléments constituants la chaine de régulation du niveau
Le contrôle du niveau par sonde capacitive consiste à mesurer les
variations de capacité dues à des variations de niveau.
E N S E T Page 25

Stage de fin d’étude 2010
Figure 14 : Principe de calcul de niveau
La chambre de calmage fonctionne comme un condensateur formé par
des armatures métalliques, séparées par un diélectrique isolant (le
phosphate). Et la chambre est caractérisée par sa capacité C.
On donne la formule de la capacité: C=ε . S /e et S=L×I
ε : la constante diélectrique ε=ε0 . εr
e : l’épaisseur de la chambre de calmage.
S: la surface de la chambre de calmage.
On remarque que C est proportionnel à S, donc à I la hauteur du
phosphate
Figure 15 : Sonde capacitive du doseur à bande
VI. Les problèmes de la chaîne de régulation :
Parmi les problèmes rencontrés dans la chaîne de régulation on trouve :
La régulation du sas :
E N S E T Page 26

Variateur de fréquence
Mesure de niveau
ξ
ξ
ξ
380 ~
Stage de fin d’étude 2010
C’est une régulation en cascade : le variateur de vitesse reçoit deux
informations simultanées qui sont : la consigne de débit et la mesure de
vitesse. Ce qui donne une instabilité au niveau de la boucle de régulation
du sas.
Figure 16 : Chaine de régulation du sas
Changement des paramètres :
Puisqu’on a opté à une régulation indépendante la liaison électronique
s’est interrompue entre la régulation du sas et celle du débit. Ce qui mène
à établir un changement de l’action PID et la consigne de niveau de la
trémie de calmage à chaque changement de la nature du phosphate.
Entassement du phosphate broyé dans la trémie :
La capacité de la trémie ainsi que la granulométrie des phosphates
causent un entassement du phosphate. Ce qui provoque une mauvaise
alimentation du sas.
La sonde capacitive :
Apparition des gouttelettes d’eau sur la paroi de la sonde capacitive. Ce
qui diminue la sensibilité du capteur et donne une image incorrecte de
niveau.
E N S E T Page 27

M
Variateur de fréquence
DT
Mesure de niveau
Consigne de niveau
Dynamo tachymétrique
Stage de fin d’étude 2010
Figure 17 : Apparition des gouttelettes d’eau
VII. Solutions proposées :
Remède pour la régulation en cascade :
Procéder à une régulation indépendante pour éviter que le variateur de
vitesse reçoive deux informations.
E N S E T Page 28
Stage de fin d’étude 2010
Figure 18 : Boucle de régulation qui doit être mis en œuvre
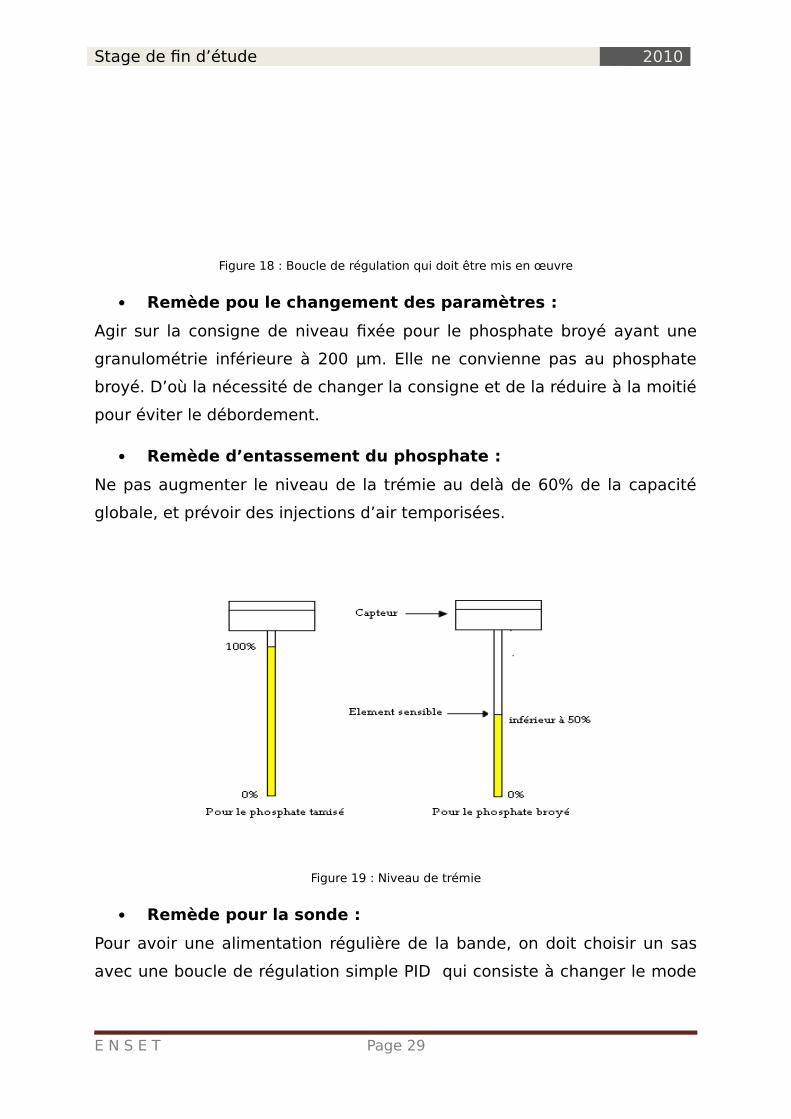
Remède pou le changement des paramètres :
Agir sur la consigne de niveau fixée pour le phosphate broyé ayant une
granulométrie inférieure à 200 μm. Elle ne convienne pas au phosphate
broyé. D’où la nécessité de changer la consigne et de la réduire à la moitié
pour éviter le débordement.
Remède d’entassement du phosphate :
Ne pas augmenter le niveau de la trémie au delà de 60% de la capacité
globale, et prévoir des injections d’air temporisées.
Figure 19 : Niveau de trémie
Remède pour la sonde :
Pour avoir une alimentation régulière de la bande, on doit choisir un sas
avec une boucle de régulation simple PID qui consiste à changer le mode
E N S E T Page 29

Stage de fin d’étude 2010
de détection de niveau par sonde en détection par pertes de poids pour
détaler le problème d’apparition des gouttelettes d’eau.
Figure 20 : Mode de détection de niveau par pertes de poids
CHAPITRE 4
Etude de l’intégration de l’unité
E N S E T Page 30

Stage de fin d’étude 2010
CAP dans le système desupervision
I. Généralités sur la
supervision :
Dans l'industrie, la supervision est une
technique de suivi et de pilotage
informatique des procédés automatisés de
production. La supervision concerne
l'acquisition de données et la modification
manuelle ou automatique des paramètres
de commande des processus, généralement confiés à des automates
programmables.
En informatique industrielle, la supervision des procédés est un pupitre de
commande évolué. Elle permet de surveiller et/ou de contrôler l'exécution
E N S E T Page 31
Ce chapitre a pour thème
d’étudier l’intégration de
l’unité CAP (concentration de
l’acide phosphorique) de
l’atelier phosphorique 1 dans
le système de supervision,
on va présenter les
démarches à suivre et le
temps nécessaire pour cette
opération.

Stage de fin d’étude 2010
de tâches du procédé. La supervision de son application, fait partie des
techniques de régulation.
Les systèmes de supervision sont souvent composés d’un ensemble
d’interfaces Homme Machine et d’une installation réseau. Cette dernière
comporte la totalité du câblage, adressage et protocoles de
communication. Les logiciels de supervision fonctionnent généralement
sur des ordinateurs reliés à un réseau industriel, avec un ou plusieurs
équipements électroniques, Automate Programmable Industriel ou
ordinateurs de commande directe (commande numérique). Un logiciel de
supervision est composé d'un ensemble de pages (d'écrans), dont
l'interface opérateur est présentée sous la forme d'un synoptique
représentant le processus surveillé.
II. Présentation du problème :
Maroc Chimie travaille actuellement sur le réaménagement de l’ancienne
unité du CAP datant de 1965 (CAP : Concentration de l’acide phosphorique).
Les locaux seront démolis et rebâtis ainsi que toute la ligne de production. Le
service contrôle et supervision de l’atelier phosphorique 1 à son tour, travaille
sur le déplacement de toute la partie automatisation, et son intégration dans
son système de supervision en attendant la reconstruction de l’unité.
Pour bien mener ce renouvèlement, cette étude expliquera d’abord les
anciennes boucles de régulation, et présentera par la suite la solution
proposée pour les intégrer dans le système.
2.1. Les régulations : boucles de température de vapeur
L’unité de Concentration d’acide phosphorique (CAP) a pour tâche
l’augmentation de la concentration de l’acide de 30% à 54%. Le principe de la
procédure est simple : on retire l’eau de l’acide en le chauffant par un
système bouclé d’échange thermique. Les régulations de température sont
donc les éléments essentiels de cet atelier.
L’une de ces boucles est concernée par cette étude et se présente comme
suit : On dispose d’une conduite de vapeur dont on contrôle le débit. Elle
permet de chauffer de l’eau qui servira à certaines applications par la suite
E N S E T Page 32

Régulateur C’est l’organe principal de la régulation. Il reçoit la consigne de l’opérateur, la compare avec la mesure signalée par le capteur et agit en conséquence sur l’appareil de réglage
Organe de réglage Il s’agit d’une vanne pour régler le débit dans la conduite. Le signal 4-20 mA se traduit en pression à l’aide du convertisseur électropneumatique (i/p) pour fournir la pression nécessaire au fonctionnement de la vanne
Stage de fin d’étude 2010
notamment un lavage à haute température. On régule donc la température
de cette vapeur selon la consigne de l’opérateur.
Schéma :
Figure 21 : Boucle de régulation de température
Remarques :
Contrairement à la tension, le courant ne chute pas si on cascade les
appareils, c’est la raison pour laquelle, on choisit d’utiliser la technologie
du courant 4-20 mA comme signal image de nos grandeurs. D’autre part,
la majorité des organes de régulation nécessitent une tension comme
E N S E T Page 33

Stage de fin d’étude 2010
information. On utilise donc une résistance de 250 Ω à l’entrée des
appareils, pour obtenir une plage de 1-5 V correspondant au signal 4-20
mA.
La vanne de la boucle de régulation ci-dessus sera remplacée par une
autre plus récente incluant le convertisseur/positionneur. On opte pour une
vanne à cage pour sa compatibilité avec les conduites de vapeur. Avec le
convertisseur i/p intégré, la commande sera directement effectuée par un
signal 4-20 mA.
2.2. Les sécurités :
Pour sa simplicité, la boucle ne nécessite pas de sécurité. Toute fois, on
pourrait, comme amélioration, ajouter des alarmes indiquant l’excès de
température. Les améliorations potentielles seront expliquées plus loin.
III. Solution Proposée :
La solution proposée consiste à intégrer l’installation expliquée ci-dessus
dans le système de supervision géré par API. On va donc devoir relier les
différents dispositifs aux automates, ajouter les programmes qui vont les
gérer puis créer les interfaces de commande et contrôle (les synoptiques).
La modification affectera remarquablement le nombre des équipements
utilisés dans les chaînes. On aura plus de régulateur, ni d’enregistreur ou
de compteur, tout ceci ne sera qu’une partie logicielle de la supervision.
Mais d’abord, on expliquera la structure matérielle et logicielle du système
utilisé par le service, et on essayera par la suite d’intégrer notre
installation dedans.
3.1. Structure de base du système de supervision :
Remontant du chantier, les différents capteurs et actionneurs sont reliés
aux automates programmables par le biais des interfaces de conversion et
communication. Par exemple la PT100 qui délivre une résistance électrique
comme information image de la température, est reliée à un convertisseur
ohm/courant pour transmettre à l’automate un signal 4-20 mA
compréhensible par ce dernier. Les automates disposent de plusieurs
E N S E T Page 34

Stage de fin d’étude 2010
entrées et sorties logiques et analogiques dont on se sert selon
l’information traitée (un capteur de niveau par exemple sera connecté à
une entrée analogique, un capteur de fin de course le sera à une entrée
logique, la vanne sera reliée à une sortie analogique ...). A noter que les
automates utilisées disposent aussi d’entrées dédiées aux capteurs de
température. Les automates communiquent entrent eux ou avec le poste
ingénieur (ordinateur de supervision) à travers un réseau informatique
câblé en mode bus et utilisant le protocole industriel Control Net. Les
ordinateurs comportent les logiciels de programmation et de
communication avec les automates permettant ainsi la supervision du
processus de production.
Figure 22 : Acheminement de l’information
Bref, les Automates Programmables Industriels modernes offrent dans de
différentes gammes, une construction décentralisée, une modularité, une
intelligence artificielle distribuée ainsi qu'une haute performance sur un
espace minimal.
Par rapport à l’ancien système, les avantages offerts sont autours de trois
points essentiels :
E N S E T Page 35

Stage de fin d’étude 2010
Matériel utilisé : un grand nombre de composants physiques sera
traité en logiciel Puissance de traitement : bien entendu, avec son jeu d’instructions
évolué, l’automate offre bien plus de possibilités de programmation
et personnalisation que l’ancien système. Maintenabilité : le nombre réduit des composants, les outils de test
et diagnostic, la maintenance préventive intégrée, tout ceci permet
une meilleure maîtrise de l’état du matériel.
3.2. L’installation :
Maintenant qu’on a parcouru la totalité de l’installation en question et le
système qui devra la gérer, on procède à l’intégration.
3.2.1. Modifications :
La boucle de désurchauffe ne sera plus prise en charge car
l’échangeur thermique à été remplacé. Il n’y a donc plus de raison
de l’utiliser. La vanne pneumatique avec convertisseur i/p sera remplacée par
une autre plus récente intégrant un positionneur électronique
intelligent. La commande sera directement faite par un signal 4-20
mA sans se soucier du mécanisme pneumatique. La vanne était de technologie « double siège ». Elle sera remplacée
par une vanne « à cage ».
3.2.2. Configuration nécessaire :
D’après les installations expliquées précédemment, on aura besoin de la
configuration matérielle suivante concernant les E/S :
Equipements concernés Quantitérequise
Quantité àprévoirRepère Description
EntréesAnalogiques
TT9201 PT100 : Capteur detempérature 3 4
FT 9401 Transmetteur duDébitmètre
Electromagnétique
1 2
FT 9402 2 3
SortiesAnalogiques TV 9201 Vanne à cage
(commande électrique)
Alimentation220 V
FT 9401 et FT9402
Alimentation desdébitmètres
E N S E T Page 36

Stage de fin d’étude 2010
3.2.3. Le câble :
Il est courant d’utiliser la technologie 3 fils lorsqu’il s’agit de PT100,
sauf qu’ici on choisira un convertisseur ohm/courant intégré. Donc le
reste de la liaison s’effectuera en 2 fils. On utilisera donc un câble à
2 fils + masse. Vu la complexité de la structure, il faudra environ 100m de
câble entre le chantier et l’armoire des bornes. On aura alors
besoin de 200m : la sonde température et la vanne. Pour les indications des débitmètres : environ 50m chacun.
Equipement concerné Longueur nécessaire TypeSonde température 100m
Câble 4-20 mA à 2 fils Ø0.9Vanne à cage 100m
2 * Transmetteur dudébitmètre
électromagnétique2 * 50m
2 * Alimentation Débitmètre 2 * 50m Câble d’alimentation à 2 fils
Total :300 m de câble 4-20 mA
100m du câbled’alimentation
3.2.4. Stratégie d’intégration :
- Déroulement des travaux :
E N S E T Page 37

Stage de fin d’étude 2010
Figure 23 : Déroulement des travaux de réaménagement
N.B : - Une demi-journée de marge pour la réalisation de chaque tâche,
l’estimation du temps nécessaire est approximative et basée sur
l’expérience des agents dans ce genre de projet.
Remarque : Afin d’apporter des modifications au programme du
CONTROL LOGIX, on peut :
Au cas d’une simple rectification, effectuer ceci directement en
ligne. Au cas d’ajout d’un nouveau module (une nouvelle partie à gérer),
on devrait passer en mode STOP pour effectuer nos changements.
Tâches nécessitant l’arrêt Tâches pouvant être effectuées sans arrêt
- Programmation de l’automate- Configuration de la communication
- Câblage- Création des synoptiques
Solution optimale :- Programmation de la tâche pour le prochain arrêt
Solution Alternative :- Il se trouve heureusement qu’il y a une ancienne partie du programme qui n’est plus utilisée et qui ressemble beaucoup à notre problème. On se contentera donc de l’adapterà nos besoins sans avoir à arrêter le système.
3.2.5. Ressources nécessaires :
Afin que la réalisation du projet se déroule dans de bonnes conditions, il
faudra prévoir :
La configuration matérielle expliquée précédemment Du personnel assez expérimenté dans chacune des étapes du
projet : Compétences requises :
Des connaissances de bases en informatique
industrielle. Familiarisation avec l’environnement Windows. Familiarisation avec la structure matérielle et logicielle
des solutions Allen-Bradley et Rockwell Software :
CONTROL LOGIX, RS LINX, RS LOGIX et RS VIEW. Connaissances de base du jeu d’instructions de
l’automate CONTROL LOGIX. Compétences de préférence :
E N S E T Page 38

Stage de fin d’étude 2010
Des connaissances en maintenance logicielle et des SAP
(Systèmes d’automatisation des procédés). Précautions :
Un maximum de prudence est requis durant le câblage,
l’adressage et la programmation. Ne pas négliger l’importance des tests préliminaires à
chaque achèvement d’une partie du projet.
Tâche Personnel nécessaireCâblage 2 agents câbleurs + 1 instrumentisteConfiguration de la communication
2 agents de régulation et supervisionProgrammation de l’automateCréation des interfaces graphiques
3.2.6. Graphe de GANT pour l’Organisation des Travaux :
Tâches J1 J2 J3 J4 J5 J6 J7Câblage Configuration de la communication Programmation Analyse fonctionnelle Programmation Offline Chargementdu programme & test Online Création de la base de données des Tags Création des interfaces graphiques Test final & rectifications Exécution finale
E N S E T Page 39

Stage de fin d’étude 2010
CHAPITRE 5
Etude du problème d’archivage du
poste N°2 de supervision
E N S E T Page 40
Ce chapitre a pour thème
d’étudier le problème
d’archivage du poste N°2 de
supervision, on va présenter
les constituants d’une chaine
de régulation classique et
celle commandée par DCS,
ensuite on va donner les
caractéristiques du poste de
pilotage et les problèmes

Stage de fin d’étude 2010
I. Introduction
Le pilotage des unités de production se faisait à partir des salles de
contrôle qui contiennent des équipements analogiques et logiques
(Exemple des régulateurs électriques, pneumatiques et des boutons des
commandes des moteurs).
Figure 24 : Salle de contrôle avec des équipements analogiques
Mais maintenant tout le matériel est visualisé sur des écrans liés à des
automates ou des systèmes de supervision. Chaque écran, clavier et unité
centrale est appelé : Station de conduite ou Station opérateur qui est
dédié au pilotage de la ligne.
Toutes modifications du programme de gestion des lignes ou modification
des synoptiques se font à partir d’un autre poste appelé poste de
développement ou poste ingénieur.
E N S E T Page 41

Enregistreur
Régulateur
Vanne de réglageCapteur
Transmetteur
Système d’alarme
Stage de fin d’étude 2010
Le système de pilotage des unités de production de l’acide phosphorique
est constitué en éléments suivants :
Un système de contrôle commande DCS (distributed control
system). Réseaux de communication numérique constitués par des
polycâbles. Eléments de terrain constitué par des instruments de mesure des
grandeurs physiques (débit, température, pression,…) et organes de
réglage (vannes automatiques).II. Constitution d’une chaîne de régulation :
On distingue deux types de chaînes de régulation :
Chaînes de régulation commandées par instruments sur tableaux ou
un système classiques. Chaînes de régulation commandées par un système numérique de
contrôle commande. 2.1.Constituants d’une chaîne classique :
E N S E T Page 42

FSH
Instruments et organes de réglage et éléments de terrain
Supervision et contrôle
Unités de traitements
Cartes E/S
Stage de fin d’étude 2010
Figure 25 : Chaine de régulation classique
2.2.Constituants d’une chaîne commandée par DCS :
Figure 26 : Chaine de régulation moderne
La partie supervision et contrôle se compose :
Des synoptiques de conduites et de visualisation des vues de
l’installation.
Des logiciels de traitements de signalisation des alarmes et de
gestions des événements lors de la conduite.
Des logiciels de traitements des chaînes de régulation et de
mesure.
E N S E T Page 43

Stage de fin d’étude 2010
La partie de traitement se compose :
Des CPU de traitements.
Des modules d’entrées sorties standard.
Des modules de communication entre les composants de la
conduite de l’installation.
La partie éléments de terrain se compose :
Des instruments de mesure.
Des organes de réglage (vannes automatiques).
III. Analyse du poste n°2 de l’atelier PP1 : Caractéristiques :
Ce poste est un poste de supervision, qui aide l’opérateur pour avoir une
idée générale sur les états des éléments de terrain.
L’ordinateur utilisé pour accomplir cette tache se caractéristique par :
Service Pack 2. Microprocesseur 64 Mo. Pentium 2.
On dispose d’un type d’automate Allen Bradley PLC5 qui est géré par les
logiciels suivants :
RSView32™ est un logiciel d’IHM intégré et modulaire destiné au
contrôle et à la supervision d’automates et de procédés industriels.
RSView32 élargit votre champ d’action grâce à des technologies
ouvertes assurant une connectivité hors pair avec d’autres produits
Rockwell Software ou Microsoft et avec des applications tierces.
RSLinx est un serveur de communication complet fournissant la
connectivité de dispositif d'usine-plancher pour une grande variété
d'applications de logiciel de Rockwell telles que RSLogix™
5/500/5000, ® de RSView 32™, ® de RSView Entreprise Series™ et
RSSql™/RSBizWare™. RSLinx peut soutenir des applications
multiples de logiciel simultanément, communiquant à une variété de
dispositifs sur beaucoup de différents réseaux.
E N S E T Page 44

Stage de fin d’étude 2010
RSLogix : c’est un logiciel de programmation de l’automate (logique
à relais 32 bits sous Windows).
RSNetWorx permet de réaliser la productivité maximum avec les
installations de ControlNet et/ou de DeviceNet. Il sert aussi à définir
et configurer les dispositifs sur votre réseau rapidement par une
interface de logiciel simple.
Problème :
Le problème qui se pose au niveau de ce poste réside dans l‘archivage des
informations. On se trouve fréquemment avec un blocage de l’ordinateur,
ce qui complique la tâche d’archivage.
Les causes :
Les causes qui provoquent cette anomalie peuvent être dues à
l’environnement, au matériel ou bien à l’opérateur :
L’environnement :
L’environnement est un facteur principal dans le blocage du PC.
L’augmentation de la température ambiante provoque un déséquilibrage
de la machine, et par conséquent une perte des informations.
La poussière et les gaz sont aussi des causes fatales pour l’archivage.
Le matériel :
Les générations du PC aussi bien que les versions des logiciels n’aident
guère à faciliter la tâche.
La capacité des mémoires de l’ordinateur est très petite par rapport à la
quantité d’informations à stocker.
La vitesse de l’ordinateur est très lente ce qui donne un temps de réponse
considérable entre l’instant d‘arrivée de l’information et le moment de
son stockage.
Les versions utilisées dans la supervision sont :
E N S E T Page 45

Stage de fin d’étude 2010
Pour le RSView 32 : 6301601
Pour le RSLogix : 41000
Pour le ESLinx : 22012601
Elles sont anciennes par rapport aux versions présentes dans le marché.
L’opérateur :
L’inconscience des opérateurs du fonctionnement des ordinateurs
intervient aussi dans le problème d’archivage ; l’opérateur peut causer de
graves erreurs en faisant des fausses manœuvres (clics erronés……..) la
chose qui provoque des pertes de fichiers de logiciels.
Les remèdes : Prévoir une climatisation du matériel pour éliminer l’effet de la
température sur la machine. Utiliser un matériel convenable et adéquat avec les conditions de
travail. Programmer aux opérateurs des formations systématiques dans le
domaine de l’informatique et l’informatique industrielle pour mieux
comprendre le fonctionnement des ordinateurs du langage
techniques Programmer des formations pour les opérateurs qui ne connaissent
pas l’anglais, puisque tous les logiciels sont programmés par des
américains ou des japonais Envisager une mise à jour périodique des logiciels (supervision,
programmation, communication et configuration) utilisés dans ce
poste. Les nouvelles versions de logiciel proposent plusieurs
améliorations et facilitent davantage la supervision :
Le RSView32 : donne la possibilité de mettre en
application la technologie AOA (Add On Architecture)
qui permet d’enrichir les fonctionnalités de base du
RSView 32.
Le RSLinx : RSLinx 2.x est maintenant joint par RSLinx
Enterprise, un nouveau produit chez la famille de
RSLinx qui fournit la connectivité inégalée aux
processeurs de Logix™. Le soutien des applications
E N S E T Page 46

Stage de fin d’étude 2010
autonomes et réparties de surveillance de l'édition de
RSView (Se) a été ajouté. L'aide en ligne d'entreprise
de RSLinx a été mise à jour sensiblement pour adresser
l'appui de Se de RSView disponible à l'entreprise de
RSLinx.
CHAPITRE 6
Travaux assistés
E N S E T Page 47

Stage de fin d’étude 2010
Le service de régulation de l’atelier
phosphorique 1 est chargé de
l’instrumentation et de la maintenance,
des équipements constituants les
différentes chaines de régulation
(débitmètres, capteurs de température
PT100, capteurs de niveau radar, capteurs
de pression diaphragme, vannes de réglage de débit,…).
Au cours du mon stage je me suis chargé de suivre les actions de
maintenance dans l’atelier phosphorique 1.
Voici le déroulement de quelques taches importantes que j’ai assisté lorsdu mon stage :
I. Tache N°1 :
Désignation De L'intervention : Changement d'une vanne qui alimente
le bouilleur en acide phosphorique.
Date de l'intervention : 24/05/2010
E N S E T Page 48
Ce chapitre a pour intérêt de
présenter le déroulement de
quelques travaux de
maintenance que j’ai assisté
au sein de l’atelier
phosphorique 1 au cours du
mon stage.
Stage de fin d’étude 2010
Durée d'intervention : 1h 30
Outillage : 2 clés plats 24 mm - 1 clé 14 mm.
Nombres d'effectifs : 2 employés.
Désignation de l'équipement changé : Vanne TUFLIN DN 100 PN 10.
Les causes : Coincement du boisseau dans le corps de la vanne.
Problèmes rencontré : Présence d'acide phosphorique (milieu humide).
Influence sur la production : Arrêt du bouilleur pendant l'intervention.
Déroulement de la demande du travail :
Détection de la panne par le service production. Remplissage d'un bon et d'une autorisation de travail pour cette
intervention. Envoie du bon de travail et de l'autorisation au service maintenance
régulation. Spécification du genre de travail. Envoie des agents qui vont changer cette vanne.
Déroulement de travail:
Mise en arrêt du bouilleur.
Utilisation des EPI pour la protection.
Isolement de l'acide phosphorique.
Débranchement des flexibles d'air comprimé de la vanne.
Démontage de la vanne coincée.
Remontage d'une nouvelle vanne apportée de l'atelier régulation.
Rebranchement des flexibles d'air comprimé.
Essai de la vanne.
II. Tache N°2 :
Désignation de l'intervention : Changement de débitmètre
électromagnétique qui mesure le débit de la bouille qui alimente le filtre.
Date de l'intervention : 31/05/2010
Durée de l'intervention : 2h
E N S E T Page 49

Stage de fin d’étude 2010
Outillage : 1 tourne vis 4x150 / 1 tourne vis 8x150 / 2 clés plates 24 / 1
clé plate 13
Nombre d'effectifs : 3 agents.
Désignation de l'équipement changé : Débitmètre électromagnétique
DN 250 marque KROHNE
Les causes : les électrodes de débitmètre sont revêtues de la bouillie.
Influence sur la production : arrêt de la ligne (réaction + filtration).
Déroulement de la demande du travail :
Détection de la panne par le service production.
Remplissage d'un bon et d'une autorisation de travail pour cette
intervention.
Envoie du bon de travail et de l'autorisation au service maintenance
régulation.
Spécification du genre de travail.
Envoie des agents qui vont changer ce débitmètre.
Déroulement de travail :
Mise en arrêt de la ligne de production (réaction, filtration).
Mise hors tension du débitmètre.
Utilisation des EPI pour la protection.
Fermeture des vannes d'isolement d'acide phosphorique.
Débranchement de l'alimentation.
Démontage du débitmètre.
Remontage d'un nouveau débitmètre.
Rebranchement de l'alimentation.
Essai du nouveau débitmètre.
III. Tache N°3 :
Désignation de l'intervention : Etalonnage d'une vanne automatique
qui alimente le filtre en bouillie.
Date de l'intervention: 08/06/2010.
E N S E T Page 50

Stage de fin d’étude 2010
Durée de l'intervention : 2h.
Outillage : Des tournes vis-une valise d'étalonnage-un manomètre de
précision-2 clés plates.
Nombre d'effectifs : 3 agents.
Désignation de l'équipement changé : Une vanne automatique en tuflin
DN 205.
Les causes : Quelques problèmes au niveau de fonctionnement.
Influence sur la production : Pas d'influence car c'est un arrêt planifié
Déroulement de la demande du travail :
Détection de la panne par le service production.
Remplissage d'un bon et d'une autorisation de travail pour cette
intervention.
Envoie du bon de travail et de l'autorisation au service maintenance
régulation.
Spécification du genre de travail.
Envoie des agents qui vont changer ce débitmètre.
Déroulement de travail :
Débranchement de l'alimentation.
Injection d'un signal 0,2- 1 bar à l'entrée du positionneur de la
vanne.
Réglage du zéro de l'échelle de la vanne.
Vérification de la gamme de mesure.
Conclusion
Comme le stage était une étape nécessaire pour compléter la
formation des études supérieures, il est aussi une occasion pour
déterminer la valeur ajoutée réalisée pour la société, et dans quelle
mesure notre bagage de connaissance s’est accru vers la fin de la période.
E N S E T Page 51

Stage de fin d’étude 2010
Également il était nécessaire de mesurer le degré de notre intégration
dans la société, ce qui permet d’évaluer nos qualités relationnelles, vis-à-
vis du personnel de l’entreprise.
Occasion aussi pour enrichir mes connaissances au domaine
régulation industrielle, et avoir plus d’information sur la production de
l’acide phosphorique. Ainsi le travail sur le sujet de mon stage m’a permis
d’avoir une idée sur la supervision, aussi sur le fonctionnement du doseur
à bande, son principe de fonctionnement, sa fonction de régulation, et les
différents problèmes qu’il subit actuellement.
En fin ce stage nous a permis de mieux assimiler certains points en
théorie qui était vagues dans notre esprit, de savoir ce que c’est le travail
au sein d’un groupe, le respect de la tâche qu’on a à accomplir et aussi
d’améliorer nos connaissances.
Bibliographie
Sites web :
www.Sautelma.com
www.iai.heig-vd.ch/cours.php
www.rockwellautomation.fr
E N S E T Page 52

Stage de fin d’étude 2010
Ouvrages :
Guide d’utilisateur du Doseur à bande SAUTELMA.
www.sautelma-rotolok.fr.
Cours « Automates Programmables Industriels ».
Mme. CHAOUI : Professeur à l’ENSET.
E N S E T Page 53





























