Embed Size (px)
Citation preview

Andrei Shadrin – ITCP «PRORYV», Moscow, 107140, Russia
Reprocessing of mixed U-Pu oxides and nitrides
spent fuel of fast reactors

ROSATOM goal in the back-and is a closed
nuclear fuel cycle
3
ЗСЖЦ
back-end
Очень велик
too long
Отбросить?
to fall off?
Замкнуть!
to close!
4
Что делать с хвостом?
what to do with the back-end?
Сделать так, чтобы хвост не рос to prevent SNF accumulation
Утилизировать наследие
to utilize the nuclear heritage
Вот, собственно, зачем мы создаем
ту самую систему обращения с ОЯТ
that’s why we develop the system of SNF management
2
Baryshnikov M.V., ATOMECO, Moscow, 16.10.2012
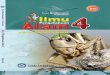
MOX and MNIT for fast
reactors
3
• U and Pu are involved in NFC and Np and Am will be involved • Cm will be stored for long time and could be involved in NFC • No limitation recycle of U and Pu
htt
ps:
//in
fcis
.iaea
.org
/im
ages
/NFC
ISb
ackg
rou
nd
.gif
MOX – mixed U-Pu oxide fuel
MNIT – mixed U-Pu nitride fuel
Dense fuel (metal, carbide,
nitride) is better an compare with
MOX.
However – MOX fabrication and
MOX UNF reprocessing are
industrial process

MOX and MNIT for fast reactor today in Russia
4
• U and Pu are involved in NFC and Np and Am will be involved
• Cm will be stored for long time and could be involved in NFC
• No limitation recycle of U and Pu

BREST-OD-300
Mixed U-Pu nitride (MNIT) fuel
500 μm Pilot scale manufacturing
of MNIT started on Siberian
Chemical Combine
5
1.Pu reproduction coefficient ~1.05 without blanket
2.0.5% ΔК/К during all company
3.Compatibility of MNIT is shells material
4.Compatibility of MNIT with Na and Pb coolant
5.Experience of use U nitride fuel

Reprocessing of irradiated mixed uranium-
plutonium fuel at RT-1 plant
6
RT-1 complex has been
operating since 1977.
The main task of the plant is
the regeneration of irradiated
nuclear fuel for:
• recovery of actinides;
• conditioning of fission
products in a safe form for
disposal form.
Flow-sheet of UNF
reprocessing at RT-1

Reprocessing of MOX SNF at RT-1 plant
7
Reprocessing of MOX at the RT-1 plant was performed twice, in 2012 and 2014.
8 MOX SNF assemblies
4 operations on with 1 assembly at a time in 2012
2 operations on 2 assemblies in 2014) were reprocessed.
The initial fuel composition for these assemblies is a chemically-deposited mixture of U and Pu.
Operation
number
Burnup
factor, GWt
day/t U
Cooling time,
years
Calculated amount of
Pu, kg U, kg
1 80.7 19 5.2 36.2
2 71.6 18 5.5 36.1
3 78.5 13 5.5 35.8
4 77.7 13 5.5 35.9
5 73.3 and 88.9 21 and 18 10.9 71.9
6 75.0 and 81.4 19 and 23 11.0 72.2
8
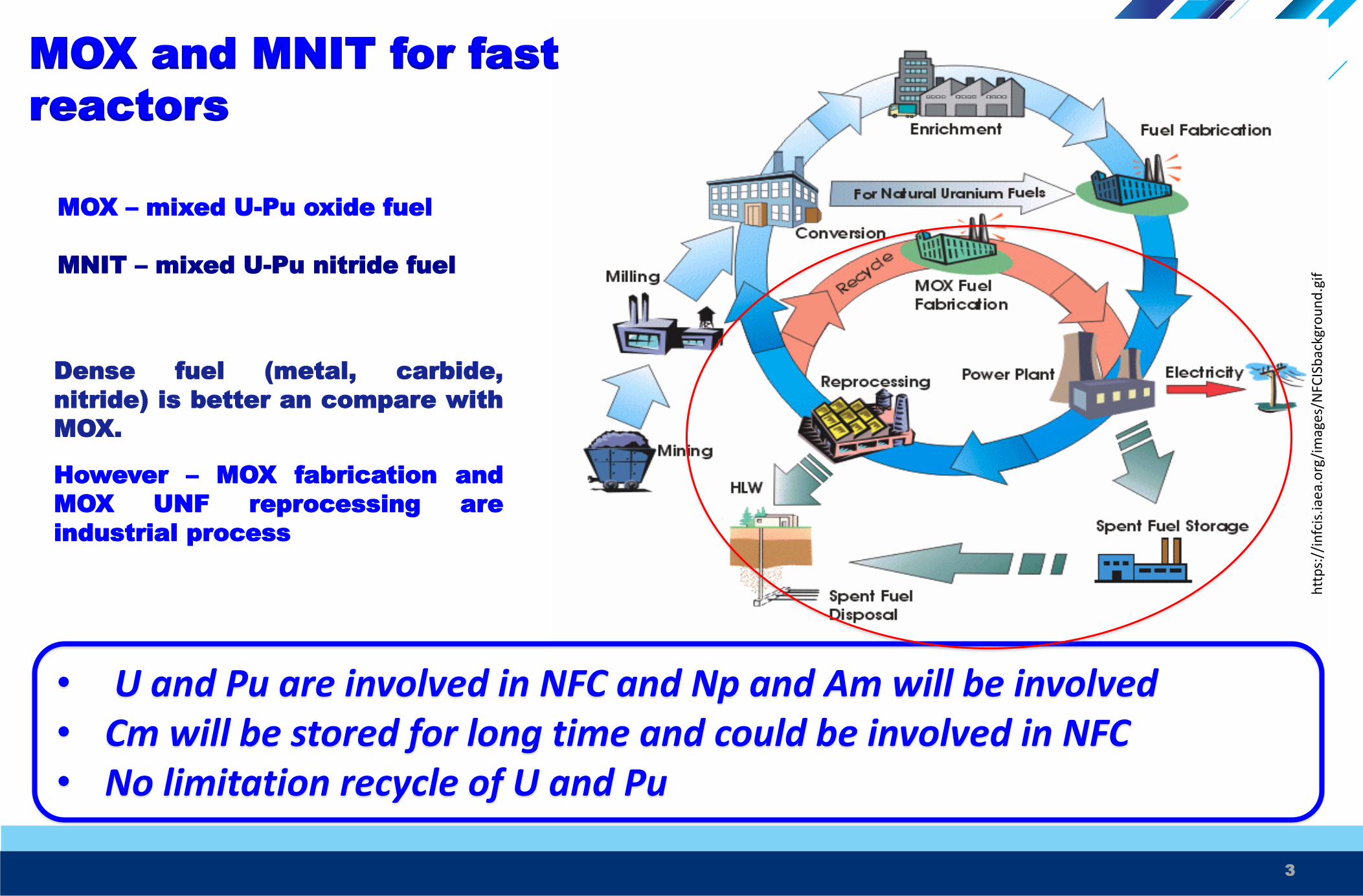
Dissolution on MOX UNF BN-600
Uranium oxide UNF of BN-600 is a standard fuel for RT-1.
No any difference for MOX UNF BN-600 for reprocessing technology
before dissolution stage
The operation of dissolution has been carried out in two or three stages.
• primary dissolution in 10 M nitric acid solution at a temperature below the boiling point (to
avoid the accumulation of hexavalent plutonium)
• one or two control dissolutions in nitric acid with 1 g/l fluoride ion at a similar temperature
• control dilution at the boiling point.
Stage Process characteristics
Solution composition Temperature, С
Primary dissolution 10 M HNO3 85-95
First control dissolution 10 M HNO3 + 1 g/l F- 85-95
Second control
dissolution 10 M HNO3 + 1 g/l F- 85-95 or 100-105
Yield of actinides on stages,%
Primary dissolution First control dissolution Second control dissolution
U Pu Neutron flow U Pu Neutron flow U Pu Neutron flow
86.7-96.4 87.4-93.7 98.0-99.5 99.4-100 95.3-100.0 99.9-100.0 91.6-100.0 98.9-100.6 100
Conditions of the dissolution stages of MOX fuel assemblies
Efficiency of the dissolution stages of MOX-fuel assemblies

Solution and residue composition
9
No increased loss of uranium and plutonium into waste has been detected during
dissolution of BN-600 MOX UNF an compare with reprocessing of VVER-440 UO2 UNF
Outflow Content of elements
U, g/l Pu, μg/l
Raffinate <0,005 <250
Strip solution of Pu <0,005 2,570,18
Compositions of the outflows of the MOX-fuel extraction solutions
The raffinate contains very low amounts of Pu residue its relatively high content in the initial fuel solution
Operation CU, g/l CPu, mg/l Activity, μR/(s∙l)
5 <0,0005 <0,10 240
6 <0,0005 <0,10 240
The results of the analysis of the solution obtained after washing the sediment
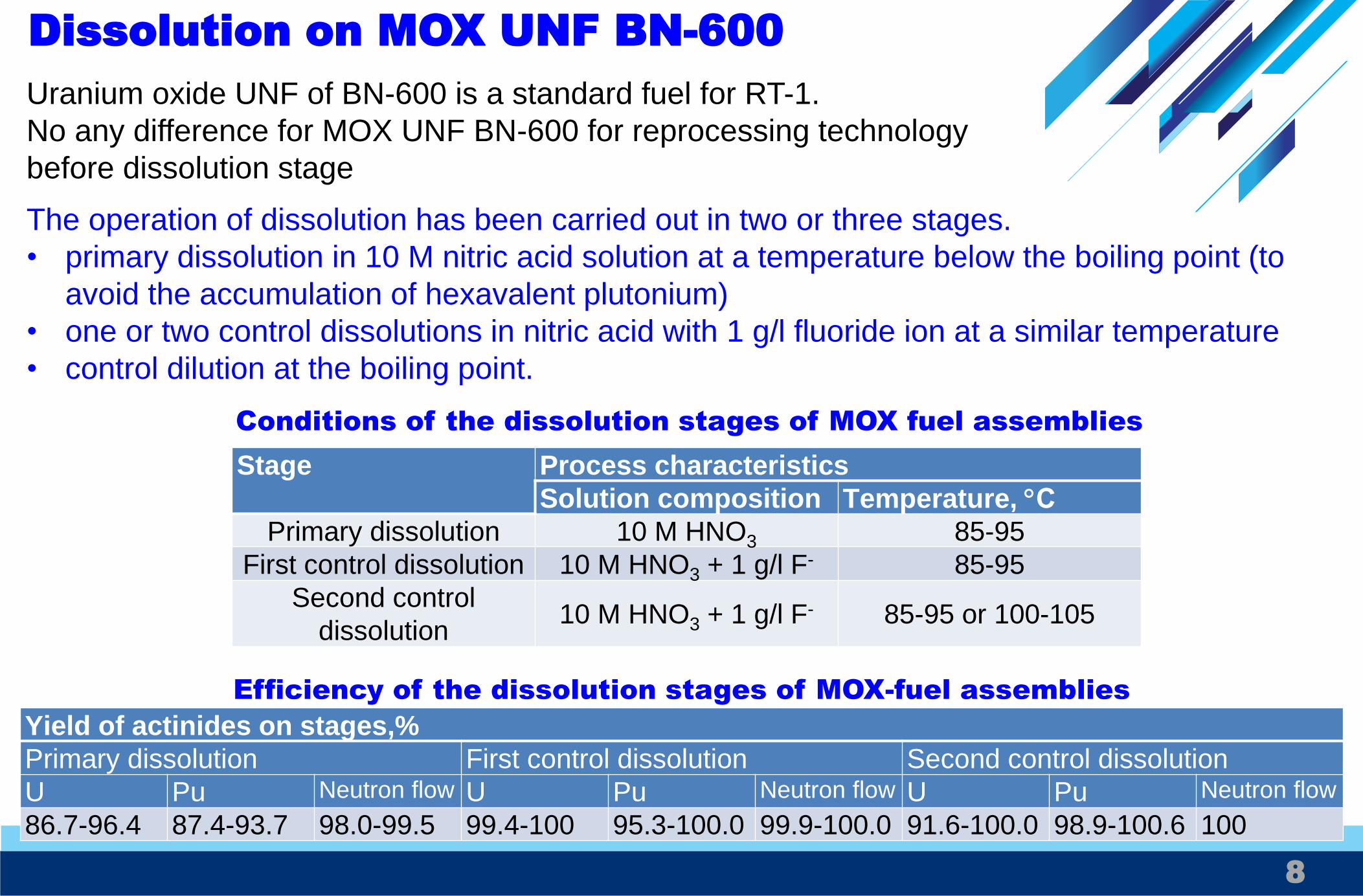
Composition of insoluble residue
10
a b
Composition of the insoluble residue according to gamma-spectrometric (a) and element (b) analysis
The activity of the washed sediment samples ranged from 0.02 to 0.03 Ci.
The main activity is caused by 137Сѕ, 106Ru and 125Sb.
The main components of the residue (excluding carbon and silicon) were found to be Fe, Cr, Ru, Rh, Pd
Using the special sampling device, the claddings were placed into a metal cup and
then into a transporting container.
The total volume of the claddings was about 200 cm3,
The total activity was around 0.6 Ci.
The radiation level from the cup with claddings was about 2000 μR/s.

Hydrometallurgical reprocessing of
BREST-OD-300 mixed uranium-plutonium
nuclear fuel
11
• The duration of external fuel cycle of BREST-OD-300 reactor with
mixed U-Pu nitride fuel (MNIT) including hydrometallurgical
reprocessing should not exceed 3 years.
• An average burnup of the fuel should be 6 % of heavy metal (HM)
with the potential increasing up to 10 % HM.
• Reprocessing technology should provide spent nuclear fuel (SNF)
reprocessing after less than 2 years cooling time and fissile
materials (FM) content 10 – 15 %. Pellets technology MNIT fuel
production has been requires high purification coefficient (~ 106)
for recycled actinides oxides.

MNIT SNF hydrometallurgical
reprocessing flowsheet and requirements
12
ReceivingandentranceSFA
controlSFAdismantlingonfuelrods
Fuelpinsfragmentation
SNFvoloxidationanddrycladdingseparation
LSGOofvoloxidationunit
Dissolutionunit,ClarifyingandcorrectionofSNF
solutions
LSGOofdissolutionunit
Extraction-crystallizationrefining
UO2obtainingunitExtractionfractionatingunitofREE-TPE
Ureextractevaporating
+LSGO
Mixedoxidesobtainingunit
U-Pu-Np
Mixedoxidesobtainingunit
UO2+AmO2
ChromatographicAm-Cmseparationunitandspent
sorbenthandlingLSGOofmixed
oxidesobtainingunit
ConcentratingunitILW+LSGO
ConcentratingunitHLW+LSGO
Cmfractionhandlingunit
+LSGO
Waterflowdetritiationunit
LSGOofSNFdismantlingunitsAndfuelpinsfragmentation
(inertatmosphere)
HLW
HLW
FRM
(U-Cm)Oxforstorage
Primaryoperations
Hydro
HLW
Cooling time 1 year
Recycle of fissile
materials 99,9 %
Type of SNF
Mixed U-Pu nitride
or
MOX
Separation U, Pu,
Np Not provided
U-Pu-Np
purification
coefficient
Up to 106 from 103
Transmutation of
minor actinides
Homogeneously or
heterogeniously

Laboratory and pilot mock-up for
hydrometalurgy
13
Laboratory and pilot mock-up for hydrometallurgy
Laboratoryandhotcellset-ups
Offgastreatment
Hightemperaturetreatmentincludingoxida6on
!
PuO2
dissolu6on
Extrac6on
Ac6nideoxidesprepara6on
Pilotmock-upбоксовогоисполнения
Tanks
BoxesfortechnologyoperaGons
AnalyGcalboxes
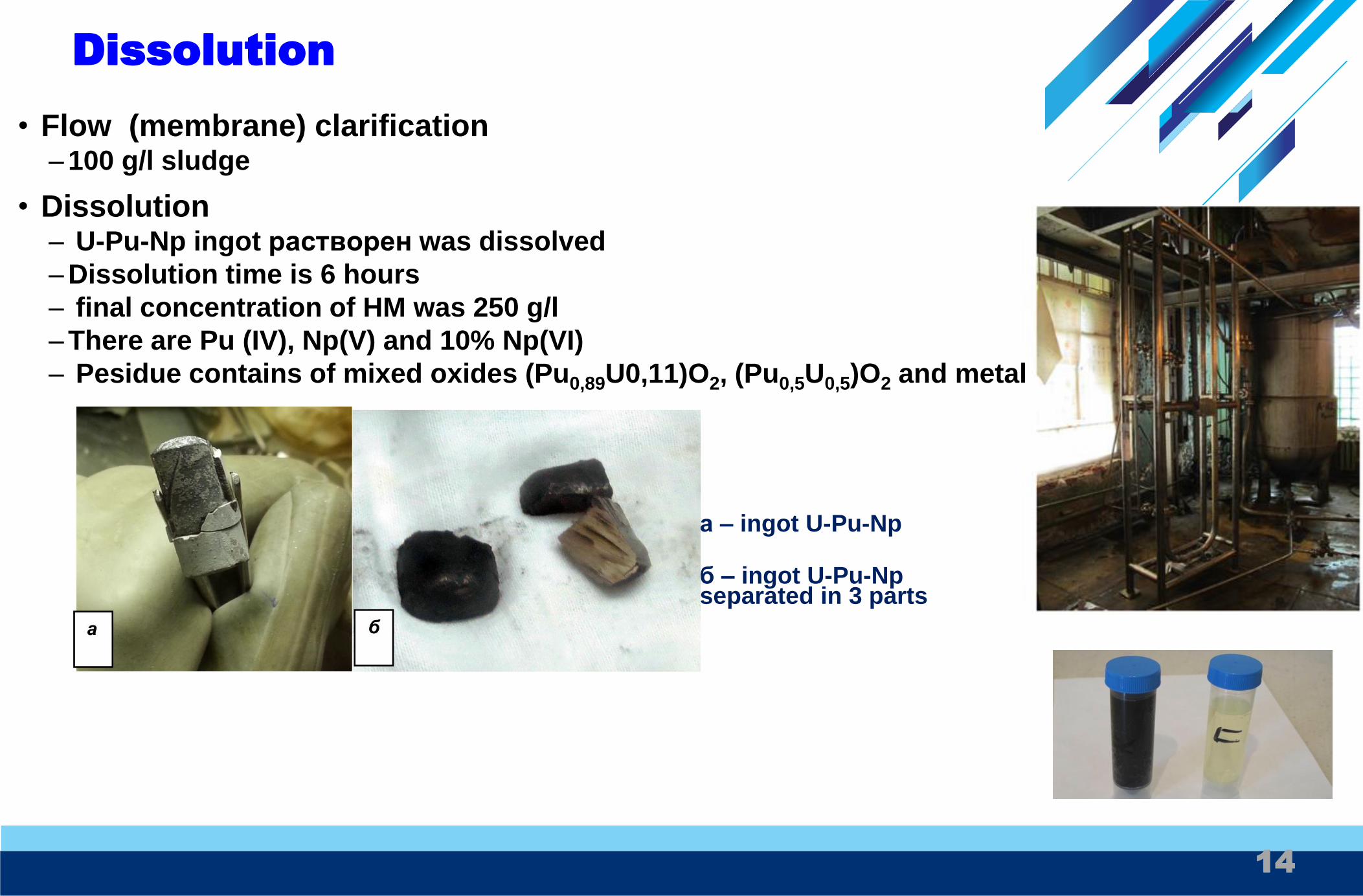
• Flow (membrane) clarification – 100 g/l sludge
• Dissolution – U-Pu-Np ingot растворен was dissolved
– Dissolution time is 6 hours
– final concentration of HM was 250 g/l
– There are Pu (IV), Np(V) and 10% Np(VI)
– Pesidue contains of mixed oxides (Pu0,89U0,11)O2, (Pu0,5U0,5)O2 and metal
Dissolution
14
а – ingot U-Pu-Np б – ingot U-Pu-Np separated in 3 parts

Dissolution of simulated fuel
15
To test the oxidized MNIT SNF dissolution process a simulated nuclear fuel based on
MNIT with addition of stable isotopes of Mo, Zr, Pd, Ru, Rh, Ba, Sr, La, Nd has been
synthesized
Element U Pu O C Zr Mo Pd Rh Ru Nd La Ba
Content, wt % 73,0 11,4 0,1 0,5 0,8 1,1 1,2 0,3 0,6 2,1 1,5 0,3
Simulated nuclear fuel composition
MNIT simulated nuclear fuel oxidized
powder at different magnifications
The undissolved residue at different magnifications (the
residue weight – 4,9 % by weight of the initial spent fuel,
the output of noble metal to the solution 99,7 %)

Recovery and separation of Am and Cm
16
Two systems have been chosen:
1.сarbamoylmethylenephosphineoxide (CMPO) -
tributyl phosphate (TBP) -
metanitrobenzotriflouride (F-3)
2. N,N,N’,N’-tetraoctildiglycolamide (TODGA) -
metanitrobenzotriflouride (F-3)
140 hours dynamic test of Am recovery by TODGA - F-3 solution was carried out:
•99,99 % recovery of americium from the simulant HLW
•americium purification degrees from the rare earth elements:
La - more than 300000; Ce - about 500; Pr - over 20000; Nd – over 4500;
Sm - about 600; Eu - over 1000; Gd - about 6000; Y - about 30000.
•Am losses accounted for less than 0,1 %
Furthermore, a pilot Cm and Am separation
tests using a ion exchange resin were
carried out.
Am fraction was approximately 65 g of
241,243Аm containing less than 0,8 wt.% of
Cm and less than 0,1% 154,155
Eu by activity
Flowsheet of dynamic test of the group REE and TPE separation
by the TODGA in F-3

Concentrating of technological HLW
17
Feedsolutionpreparing
Vapor-gasmixture
Noncondensablegasses
H2O
Condensate
Organicphase
Mixingofsolutions
Inorganicphase
Formalin
Vap
or
T-HNO3
12mol/l
Vapor
NaOH
Vapor
Tririumcontainingwater
Condensate
HLWrafinat
H2O2
O2
Vaccum
Evaporationresidueto
vitrification
ToILWhandlingfacility
Toorganichandling
Tocementa-
tion
TothecirculationofTcontaining
acid
Todetritiationsystem
Togaspurification
system
FormalinAir
Condensatesfromvitrification
Flow-sheet of HLW handling
The pilot evaporator test set-up
Nitrogen oxides absorption has been proposed for prevention of Ba and Sr nitrates
precipitation.
Test using a pilot evaporator unit showed:
at REE 100 g/l (aim of evaporation) there is no precipitation of Ba and Sr nitrates
95 % of nitric acid can be recycled (65 % directly and 30% via absorption)
.

Concentrating of recyclable ILW
18
Feed solution preparing Evaporation residue
to NH4NO3 distruction
Technological solutions (IML)
Vapor
Vapor
To clean water cycle
Vapor
HNO3
12 mol/LTo HNO3
circulation
NaOH
Evaporationresidue to
HLW handling
H2O2
To central gas purification
system
Gas vent
Local gas purification
system
Formalin(optional)
To cementation
Air
Water condensate
Technological scheme
of ILW handling
Tasks - nitric acid regenerating and ammonium nitrate and complexons destruction
•First step - destruction during evaporation in the circulation type evaporator with addition of
formalin (Ammonium nitrate destruction is 80 - 85 %.)
•Second step – destruction in the autoclave at f 1,5 – 5,0 MPa within 4-6 hours. (Distraction is
90%)

Conclusion
19
• Нydrometallurgical reprocessing of BREST-OD-300 MNIT SNF after
2 years cooling time and average burnup of the fuel 6 % HM with the
potential increasing up to 10% HM has been proposed.
•
• The SNF reprocessing technology provides fissile materials content
10 – 15 % and FM treatment coefficient at the level of ~ 106.
• Currently in laboratory conditions the following process stages have
been tested on the real products: actinide oxides production and rare-
earth and trans-plutonium elements separation.
• Furthermore, in a pilot scale the process of HLW and ILW
concentration by evaporation has been tested, as well as the Am-Cm
separation.
• In 2015, the design of the MNIT SNF reprocessing plant has been
started, it placed at the JSC Siberian Chemical Plant site as a part of
the pilot demonstration power complex with BREST-OD-300 reactor.
MNIT SNF reprocessing plant should be put in operation after 2020.

Main publications
20
1.A. Shadrin. Proc. Int. conf. Global 2013, Salt-Lake-City, USA, 2013, p. 7683.
2.A. Shadrin, Radiochimica Acta 103(3), January 2015
3.A. Shadrin. Proc. Int. conf. on Management of Spent Fuel from Nuclear, Power Reactors: An
Integrated Approach to the Back End of the Fuel Cycle, Vienna, Austria, 2015.
4.A. Shadrin. Proc. Int. conf. Global 2015, Paris, France, 2015, p. 5140.
5.O. Ustinov , Atomic Energy 117(6):409-414 · April 2015
6.S.A. Kuluykhin, Journal of Radioanalytical and Nuclear Chemistry 304(1):425-428 · April
2014
7.Yu. Kulyako, S.Perevalov, T.Trofimov et al. Radiochimiya, 2013, Vol. 55, Issue 6, p. 481.
8.Myasoedov, Yu. Kulyako, A.Fedoseev et al. Radiochimiya, 2013, Vol. 55, Issue 6, p. 487.
9.Y. Kulyako. Journal of Radioanalytical and Nuclear Chemistry, 2014, Vol. 299, № 3, p. 1293-
1298.
10.B.Ya. Zilberman, M.N Makarychev-Mikhaylov, A.Yu. Shadrin, D.V. Ryabkov Proc. Int. Conf.
"Global-2009" (Paris, France., 2009). SNF, Paris, 2009. p. 222-230.
11.A. Murzin, B. Zilberman, N. Mishina, M. Makarychev-Mikhaylov, D. Ryabkov, N. Ryabkova,
A.Shadrin, Patent RU № 2532396, 2014, bulletin №. 31