Embed Size (px)
Citation preview
REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERIA DE GAS
DISEÑO DE UN SISTEMA DE DESHIDRATACIÓN DEL GAS NATURAL
UTILIZANDO DESECANTES NO CONVENCIONALES
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA DE GAS
Autor: Ing.Jessica García Tutor: Msc. Ignacio Romero
Maracaibo, Febrero de 2011
García Urdaneta Jessica Nataly. Diseño de un sistema de deshidratación del Gas
Natural utilizando desecantes no convencionales (2011). Trabajo de grado.
Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Tutor:
Prof. Ignacio Romero.
RESUMEN Este trabajo tuvo como objetivo diseñar un sistema de deshidratación del gas natural utilizando desecantes no convencionales, lo cual se justifico debido a que en la actualidad el gas natural, como está producido, contiene normalmente vapor de agua. El agua deberá ser removida a un punto típico de un contenido de 7libras/MMPC para la mayoría de los sistemas de transmisión de gas, hacia un tan bajo como el parcial ppm de agua y puntos de condensación al menos de -150°F de un tratamiento aguas arriba de equipos criogénicos. El retiro del agua, o deshidratación, se realiza para prevenir la formación de hidrato (y como congelación potencial) o corrosión en la recolección de gas, sistema de transmisión o planta de tratamiento. Hay varias opciones de proceso que pueden ser utilizadas para llevar a cabo la deshidratación. Procesos convencionales y no convencionales. Hoy en día se puede conocer la generación de nuevas alternativas como desecantes que puede ser utilizado para procesos de deshidratación del gas natural, así como también la solución de problemas más frecuentes durante estos procesos. Para ello se obtuvo una información teoría documental, con la cual la metodología propuesta se desarrolla por etapas, conforme a una serie de pasos: elección del tema, planteamiento del problema, recopilación de datos, análisis del sistema de deshidratación con desecantes no convencionales e interpretación de datos, comunicación de resultados, formulación de recomendaciones y conclusiones. Palabras claves: Deshidratación, Gas Natural, desecantes líquidos, desecantes sólidos,
convencional.
Correo electrónico: [email protected]
García Urdaneta Jessica Nataly. Designing a system of natural gas dehydration
using unconventional desiccant (2011). Trabajo de grado. Universidad del Zulia.
Facultad de Ingeniería. División de Postgrado. Maracaibo, Tutor: Prof. Ignacio Romero.
ABSTRAC This work had like objetive design a system of dehydration of the natural gas using desecantes no conventional, the cual justify due to the fact that in the actuality the natural gas, as it is produced, contains usually steam of wáter the wáter will have to be stirred up to a typical point of a content of 7rid/MMPC for most of the systems of transmission of gas, to a so low like the partial ppm of wáter and points of condensatión at least of -150ºF of a treatment waters on top of teams criogénicos. The recall af the wáter, or dehydration, realice for prevenir the trainig of hydrate (and like congelación potencial) or corrosión in the recolección of gas, system of transmission or plant of treatment. There are can be used to carry out the dehydration. Conventional processes and no conventional. Nowadays can know the generation of new alternatives like desecantes that can be used for processes of dehydration of the natural gas, like this as also the solution of problems more frequent during these processes. For this obtained an information documentary theory, with wich the methodoly proposed develop by stages, conforme to a series of steps: election of the subject, planteamiento of the problema, recopilación of data, analysis of the system of dehydration with desecantes no conventional and interpretation of data, communication of results, formulation of recommendations and conclusions. Keywords: Dehydration, Natural Gas, liquid desiccant, desiccant solid, conventional.
e-mail: [email protected]
DEDICATORIA
A Dios Padre Todopoderoso por haberme permitido la vida, y darme Salud, Voluntad e
Inteligencia para llevar a cabo con éxito cada una de las metas y propósitos que hasta
hoy me he trazado.
A mi hermano el Dr. Armando Nava quien siempre me apoyo y confió en mí, porque sé
que donde quiera que estés me estás viendo y estas muy orgulloso de mi. Esto es por ti
y para ti. Gracias por todo TE AMO!
A Mis padres Marilu y Jesús por ser ejemplo de Amor, Sacrificio, Dedicación, Confianza,
Constancia y Perseverancia, lo que me ha llevado a ser Quien hoy día Soy.
A mis Hermanas Yolimar, Yocelin y Prima Yuselis por su Apoyo Incondicional, que esto
le sirva de ejemplo para seguir adelante y lograr todas sus metas.
A mis sobrinitos Stephany, Andrés, Camila y Armando por ser lo más especial y
hermoso de la casa que complementa con sus sonrisas la felicidad en nuestro hogar.
A Mi Novio Nelson Oroño, quien me ha brindado confianza, colaboración y sobre todo
por el apoyo incondicional que me ofreciste cuando más lo necesite. ¡Te amo!
Y a todas aquellas personas que contribuyeron con la realización de mi trabajo de
grado.
AGRADECIMIENTO
A Dios Padre Todopoderoso por haberme permitido la vida, y darme Salud, Voluntad e
Inteligencia para llevar a cabo con éxito cada una de las metas y propósitos que hasta
hoy me he trazado.
A nuestra máxima Casa de Estudio LA UNIVERSIDAD DEL ZULIA forjadora de la
nueva generación de relevo que llevara adelante nuestro país a la conquista de nuevos
horizontes, la cual nos recibió es sus aulas con sus sabias enseñanzas formándonos
profesionalmente.
A POSTGRADO DE INGENIERIA LUZ por brindarme la oportunidad de realizar la
investigación de mi trabajo de grado en sus instalaciones como en la biblioteca, la sala
de computación, etc. Y a todo el personal que ahí labora.
A mi Tutor Académico, Msc. Ignacio Romero por tener la disponibilidad y colaboración,
para la culminación de este trabajo de grado.
A la Profesora Carla López, por tener disponibilidad y colaboración.
TABLA DE CONTENIDO
Carta de Aprobación 2
Resumen 3
Abstrac 4
Dedicatoria 5
Agradecimiento 6
Tabla de Contenido 7
Lista de Tablas 11
Lista de Figuras 12
Introducción 13
CAPITULO I. FUNDAMENTACIÓN
Fundamentación 15
Planteamiento y Formulación del Problema 15
Objetivos de la Investigación 17
Objetivo General 17
Objetivos Específicos 17
Justificación de la Investigación 18
Delimitación de la Investigación 19
CAPITULO II. MARCO TEORICO
Investigaciones Antecedentes 20
Bases Teóricas 24
Gas natural 24
Composición del Gas Natural 24
Características del Gas Natural 26
Componentes Livianos 26
Componentes Intermedios 26
Componentes Pesados 26
Usos del Gas Natural 27
En Inyección 27
En refinación 27
Como combustible 28
En la Generación de electricidad 28
En Procesos Petroquímicos y Siderúrgicos 28
En el Sector No Petrolero 28
Como Combustible en los Sectores Domésticos, Comercial y Automotor
28
En Producción de Gas Natural Licuado (GNL) 28
En Producción de Gas Licuado de Petróleo (GLP) 29
En Producción de Licuados del Gas Natural (LGN 29
Uso de los Líquidos del Gas Natural (LGN) 30
Clasificación del Gas Natural 30
Corrosión asociada al gas Natural 33
Corrosión por CO2 33
Corrosión por H2S 33
Tratamiento del Gas Natural 34
Proceso de Desmetanización y Fraccionamiento 35
Proceso de Endulzamiento 37
Proceso de Deshidratación del Gas Natural 38
Métodos Para Deshidratar el Gas natural 39
Adsorción 39
Inyección 40
Expansión 40
Absorción 41
Proceso de deshidratación con Glicol (Convencional en la Industria) 41
Proceso de Deshidratación con Tamices Moleculares (Convencional en la Industria) 42 Equipos Principales del Proceso de Deshidratación 44 CAPITULO III. MARCO METODOLOGICO
Tipo de Investigación 49
Diseño de la Investigación 50
Técnicas e Instrumentos para la Recolección de Data 51
Población y Muestra 51
Población 51
Muestra 52
Fuentes y Técnicas de Recolección de Datos 52
Fuentes Primarias 52
Características Técnicas y Operacionales de un Sistema de Deshidratación del Gas
Natural del Tipo Convencional Utilizado en la Industria de los Hidrocarburos 53
Descripción del Proceso con Trietilenglicol 53
Descripción del Proceso con Tamiz Molecular 55
Características de los Desecantes utilizados para la Deshidratación Convencional del
Gas Natural 57
Fuentes Secundarias 58
Desecantes no convencionales Disponibles en el Mercado 58
Membrana Cerámicas de Pervaporización (PV) 58
Membrana Cerámicas de Zeolitas 59
Membrana Siftek 60
Cloruro de Calcio (CaCL2) 61
Selección del Desecante No Convencional Disponible en el Mercado Considerando
Aspectos Técnicos Económicos 61
Selección del Gas Natural Hidratado de la Industria de los Hidrocarburos para su
Posterior Extracción de Agua Utilizando el Desecante No Convencional Seleccionado
63
Características del Sistema de Deshidratación del Gas natural Considerando el
Desecante No Convencional Seleccionado 64
Diseño del Sistema de Deshidratación del Gas Natural 65
Dimensiones del Modulo de la Membrana Siftek 70
CAPITULO IV.
Resultados 75
Conclusiones 77
Recomendaciones 79
REFERENCIAS BLIOGRAFICAS 80
LISTA DE TABLAS
Tabla Página 1Porcentajes de los Componentes del Gas 25
2 Contaminantes del Gas Natural 32
3 Factores Importantes para la Selección del Desecante No Convencional a
Seleccionar 61
4 Cromatografia del Gas Natural Seleccionado 63
5 Composición del Gas Natural Sin Agua 66
6 Composición del Gas Natural con Agua 67
7 Composición del Gas Natural Deshidratado 68
8 Cuadro comparativo entre los aspectos de los sistemas convencionales y el
no convencional seleccionado (Membrana Siftek) 76
LISTA DE FIGURAS
Figura Página 1 Tratamiento del Gas Natural 35
2 Proceso de Fraccionamiento 36
3 Proceso de Endulzamiento 37
4 Proceso General del Tratamiento del Gas Natural 37
5 Comportamiento de un Plato de Burbujeo 45
6 Torre Regeneradora de Glicol 46
7 Separador de Glicol/Gas/Condensado 48
8 Proceso de una Unidad Deshidratadora de Glicol 53
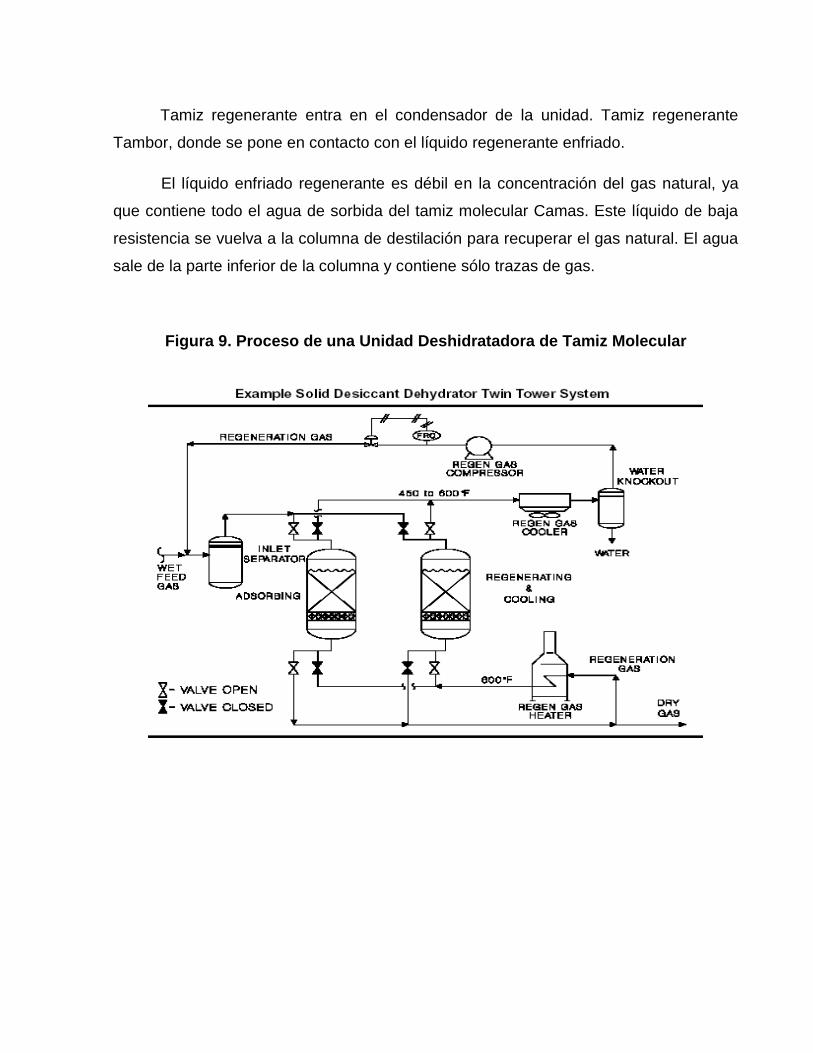
9 Proceso de una Unidad Deshidratadora de Tamiz molecular 56
10 Proceso Básico de Pervaporación 59
11 Proceso Básico de Deshidratación de Gas Natural con zeolitas 60
12 Membrana Siftek 60
13 Modulo de Membrana Siftek 70
14 Fibra Hueca de la Membrana 71
15 Membrana Siftek Externa 71
16 Membrana Siftek Interna 72
17 Diseño del Sistema 73
INTRODUCCIÓN
En este proyecto los sistemas acuosos de las fases, la cristalización extractiva o
el estudio del equilibrio de fases, los cuales son más comunes de los que pensábamos
y constituyen un fenómeno cotidiano en muchas industrias por lo que se profundiza en
el tema para conocer desecantes no convencionales con los cuales el gas también
pueda ser deshidratado.
El objetivo de esta investigación es diseñar un sistema de deshidratación del gas
natural utilizando desecantes no convencionales, con el fin de poder conocer la
generación de nuevas alternativas como desecantes que puede ser utilizado para
procesos de deshidratación del gas natural, así como también la solución de problemas
más frecuentes durante estos procesos.
El trabajo de grado se encuentra estructurado en cinco capítulos, donde se
especifican cada uno de los pasos seguidos para el logro de los objetivos:
En el Capítulo I se consideran las bases para realizar esta investigación, se
exponen el objetivo general y los específicos, así como el planteamiento del problema,
justificación, delimitación.
En el Capítulo II se especifican los fundamentos teóricos que sustentan y dan
base al estudio realizado.
En el Capítulo III es donde se señala la metodología seguida y el procedimiento
de investigación para la realización del estudio, técnicas e instrumentos para la
recolección de data, selección de los desecantes no convencionales para el diseño del
sistema de deshidratación del gas natural con estos desecantes no convencionales.

Finalmente; En el Capítulo IV se muestran el análisis de los resultados, las
conclusiones y recomendaciones con bases sólidas sobre la factibilidad técnica del
sistema diseñado.
C A P Í T U L O I
FUNDAMENTACIÓN
Planteamiento y Formulación del Problema
En la industria química se llevan a cabo transformaciones de materias primas y
energía para obtener productos que garantizan nuestra calidad de vida. Muchos de
estos procesos de fabricación utilizan disolventes orgánicos en muy diversas funciones,
los cuales salen en general del proceso productivo contaminados con agua, lo que
exige una etapa de deshidratación con vistas bien a su recuperación, bien a su
disposición final de acuerdo con la legislación ambiental vigente. Esta deshidratación se
realiza de forma convencional mediante destilación. Sin embargo, muchos de estos
disolventes orgánicos tienen puntos de ebullición muy parecidos al agua en el rango de
concentraciones en que se encuentran en las corrientes residuales, o bien forman
azeótropos con el agua, haciendo la separación difícil y costosa en términos
energéticos y económicos, al requerir complejas operaciones unitarias de destilación a
dos presiones, destilación azeotrópica o extractiva.
El gas natural que no se distribuye dentro de ciertos pesos específicos, las
presiones o los niveles de contenido de agua causará problemas operativos, el
deterioro de tuberías o incluso puede causar la rotura de tuberías. Las futuras
necesidades requieren que el gas natural se suministre de manera segura a través de
tuberías de alta presión de larga distancia para llegar a salvo a la base de clientes.
Métodos principales de la deshidratación son refrigeración directa, adsorción y
absorción.
Enfriamiento directo se basa en el hecho de que el contenido de vapor saturado
de gas natural disminuye con la presión aumentada o disminuido de temperatura.
Deshidratación de absorción implica el uso de un desecante líquido para la eliminación
de vapor de agua del gas. La eliminación de agua con glicol químico líquido es a través
de la absorción.
El líquido seleccionado como el más deseable para la absorción de agua debe
poseer las siguientes propiedades:
Alta eficiencia de absorción
Fácil y regeneración económica
Debe ser no corrosivos a los tubos y válvulas y ser no tóxicos
No debe haber interacción con la parte de hidrocarburos de los gases y ninguna
contaminación por gases ácidos
Los glicoles, especialmente etilenglicol, dietilenglicol, glicol triethlyene y glicol
tetraethylene se acercan más a la satisfacción de los criterios antes mencionadas. Agua
y glicoles muestran solubilidad mutua en la fase líquida, debido a los bonos de oxígeno
del hidrógeno y sus presiones de vapor de agua son muy bajas.
Sin embargo, como el gas natural se convierte en una fuente principal de
producción de energía superior y los métodos más eficientes para la deshidratación del
gas natural debe ser alcanzado. Muy superior a las técnicas de absorción de líquidos es
el uso de agentes sólidos para la adsorción de agua y vapor de agua. La adsorción se
utiliza para los sistemas criogénicos para llegar a bajos contenidos de humedad.
Adsorción o deshidratación del sólido que se utiliza materiales sólidos que pueden ser
regenerados y utilizados durante varios ciclos de absorción y desorción.
Deshidratación de adsorción es el proceso que utiliza un desecante sólido para la
eliminación de vapor de agua de una corriente de gas. Para la adsorción física
necesaria para su uso en la deshidratación del gas, las siguientes propiedades son
deseables para el agente desecante.
Superficie grande para la alta capacidad, ideal con una superficie de 500-800 m2/gram
Buena actividad para los componentes que desea eliminar y retención de una buena
actividad con el tiempo y uso
Alta velocidad de transferencia de masa de la remoción
Fácil, regeneración económica
Alta resistencia mecánica para resistir la trituración y la formación de polvo. El
adsorbente debe también conservar la fuerza cuando está mojado
Costo efectivo, no corrosivo, no tóxico, químicamente inerte, alta densidad aparente, y
los pequeños cambios en el volumen de adsorción y desorción de agua
En este proyecto se desarrollara deshidrataciones del gas natural con la selección de
un desecante que cumplan con estas especificaciones el cual sea no convencional.
Objetivos de la Investigación Objetivo General
Diseñar un sistema de deshidratación del gas natural utilizando desecantes no
convencionales.
Objetivos Específicos
Describir las características técnicas y operacionales de un sistema de
deshidratación del gas natural del tipo convencional utilizado en la industria de los
hidrocarburos.
Describir las características de los desecantes utilizados para la deshidratación
convencional del gas natural.
Seleccionar un desecante no convencional disponible en el mercado
considerando aspectos técnicos y económicos.
Seleccionar un gas natural hidratado de la industria de los hidrocarburos para su
posterior extracción de agua utilizando desecantes no convencionales.
Diseñar el sistema de deshidratación del gas natural considerando el desecante
no convencional seleccionado.
Justificación de la Investigación
Hoy en día, muchas de las tecnologías de aprovechamiento de las corrientes
naturales o industriales del gas se deshidratan con los desecativos orgánicos líquidos y
los desecativos se tratan en una zona termal de reconcentración para quitar una
porción importante del agua contenida en esto seguida por el tratamiento en una zona
azeotroping isotérmica para quitar substancialmente toda el agua restante con
requisitos de poca energía.
En la industria se utilizan lechos fijos de desecantes para deshidratar gas un
deshidratador de lecho ficho generalmente tiene: la restitución del desecante requiere:
El flujo de adsorción es generalmente hacia abajo. Los lechos deben ser regenerados
apropiadamente; las unidades de sólidos desecantes generalmente son más costosas y
difíciles de operar.
En la actualidad el gas natural, como está producido, contiene normalmente
vapor de agua.
El agua deberá ser removida a un punto típico de un contenido de 7libras/MMPC
para la mayoría de los sistemas de transmisión de gas, hacia un tan bajo como el
parcial ppm de agua y puntos de condensación al menos de -150°F de un tratamiento
aguas arriba de equipos criogénicos. El retiro del agua, o deshidratación, se realiza
para prevenir la formación de hidrato (y como congelación potencial) o corrosión en la
recolección de gas, sistema de transmisión o planta de tratamiento.
Hay varias opciones de proceso que pueden ser utilizadas para llevar a cabo la
deshidratación. Procesos convencionales y no convencionales.
Hoy en día se puede conocer la generación de nuevas alternativas como
desecantes que puede ser utilizado para procesos de deshidratación del gas natural,
así como también la solución de problemas más frecuentes durante estos procesos.
Delimitación de la Investigación
El alcance de este trabajo es diseñar un sistema de deshidratación del gas
natural utilizando desecantes no convencionales. Esta investigación se llevara a cabo
en Maracaibo estado Zulia, en las instalaciones de la Universidad del Zulia,
específicamente en la sede de Postgrado de Ingeniería (Edificio Fovenca). El tiempo
establecido para la realización del trabajo de grado será entre el mes de Noviembre del
2010 y Marzo del 2011 correspondiente al área de Tratamiento del Gas Natural.
C A P Í T U LO II
MARCO TEÓRICO
Investigaciones Antecedentes
La deshidratación de disolventes en la industria química se lleva a cabo
transformaciones de materias primas y energía para obtener productos que garantizan
nuestra calidad de vida. Muchos de estos procesos de fabricación utilizan disolventes
orgánicos en muy diversas funciones, tales como reducción de la viscosidad, disolución
de resinas y polímeros, dispersión de pigmentos, etc. Participan en un amplio espectro
de operaciones, desde reacciones y separaciones hasta lavado de productos y limpieza
de equipos (Ahmad y Barton, 1999) en casi todos los sectores industriales productivos.
El término “disolvente industrial” se aplica a compuestos orgánicos líquidos que se usan
a gran escala, debido a sus características fisicoquímicas que los hacen adecuados
para el uso al que están destinados, su producción económica y medidas de seguridad
en los procesos de fabricación y aplicación. Así por ejemplo, la industria de
recubrimientos superficiales consume casi el 50% de la producción mundial de
disolventes (Sommer y Melin, 2004).
La producción de un semiconductor de nueva generación de 0.13 µm o menos
de espesor, consume más de mil toneladas de isopropanol de elevada pureza
anualmente, el isopropanol que sale del proceso es considerado como disolvente
residual (Lin y Wang, 2004). En la mayoría de las aplicaciones, los disolventes tienen
una función transitoria, pues facilitan un proceso o tarea, para luego salir del sistema,
lógicamente contaminados con otras sustancias químicas.
El uso habitual de grandes cantidades de disolventes orgánicos en todo el
mundo así como el precio de mercado de estos disolventes y las regulaciones en
materia de seguridad y protección del medio ambiente, plantea a la industria la
necesidad de eliminar emisiones químicas de acuerdo con la regulación vigente y
reducir costos de gestión de residuos resultantes de la manipulación de dichos
disolventes (Friesen 1997). La solución convencional de la industria consiste en
emplear tecnologías de tratamiento a final de línea, cada vez más sofisticadas, para el
reciclado, recuperación y reutilización de los disolventes. En respuesta al
endurecimiento de la legislación, que refleja la creciente concienciación mundial en
materia de medio ambiente, la industria química, petroquímica y farmacéutica han
comenzado a reconsiderar sus procesos. Recientemente, la política de prevención de la
contaminación, reflejada en España en la ley 16/2002 de 1 de julio, de prevención y
control integrados de la contaminación, que traspone la directiva 96/61 de la Unión
Europea, da un paso más buscando los mejores materiales, procesos y técnicas
disponibles para reducir o eliminar la generación de contaminantes o residuos en
origen.
Por un lado, se concede mayor importancia al diseño y selección de los
disolventes más adecuados para una operación (Lucia y Finger, 2003). Por otro lado,
cuando un disolvente forma parte de una reacción de proceso, es mucho más fácil de
sustituir, ya que influye en la naturaleza del producto de la reacción. En tal caso, el
disolvente ha de ser separado de la corriente de producto y, aunque puede ser
necesario el almacenamiento intermedio antes de la recirculación a la siguiente carga al
reactor, esto es preferible a disponer del disolvente como residuo tóxico (Ahmad y
Barton, 1999).
Una de las formas de contaminación más habituales en la industria química es la
contaminación de los disolventes con cantidades más o menos pequeñas de agua al
final del proceso de fabricación.
Esto hace fundamental una etapa de deshidratación de las corrientes orgánicas
en procesos industriales, para lo cual es necesario determinar la mejor tecnología
disponible que cumpla los valores límite de emisión autorizada, desde el punto de vista
tecnológico y ambiental. De los métodos tradicionalmente disponibles para la
separación de agua, la adsorción y destilación son las tecnologías más empleadas. La
adsorción se utiliza para secar compuestos orgánicos en los que la cantidad de agua
inicial es muy pequeña, esto es, del orden de partes por millón (Rivero Martínez, 2002).
En la revisión bibliográfica referente al diseño de un sistema de deshidratación del
gas natural utilizando desecantes no convencionales, relacionada con esta
investigación se tiene:
1. Flores, María del Carmen (2010) “Optimización del sistema de deshidratación del
gas natural en plantas de extracción de líquidos”. Trabajo de Grado (Magister
Scientiarum en Ingeniería de Gas) LUZ. Maracaibo, Zulia. Universidad del Zulia. En
este trabajo establecieron como objetivo recomendar estrategias que permiten optimizar
el sistema de deshidratación del gas natural en la planta de extracción de líquidos TIA
JUANA 2, con el propósito de hacer en primer lugar un estudio al absorbente
(trietilénglicol), comprobar si las características de los equipos involucrados en el
sistema coinciden con las especificaciones de diseño, para el buen funcionamiento de
los mismos, así como simular el comportamiento de las condiciones de operación del
sistema de deshidratación del gas y del sistema de glicol en la planta compresora.
Específicamente en la fase de extracción de líquidos, se hace menester la propuesta de
recomendar estrategias en este ámbito y de esta forma adaptar estas necesidades de
la industria y así mejorar las prácticas existentes con respecto a lo mencionado.
Metodológicamente se realiza un analices de los estudios previos, utilizando una
encuesta como instrumento de recolección de datos para su posterior tratamiento
estadístico.
2. Granda, Luis (2008). “Deshidratación del gas natural y control de corrosión en la
red de alta presión de Lagotreco y Ceuta”. Trabajo de Grado (Magister Scientiarum en
Ingeniería de Gas) LUZ. Maracaibo, Zulia. Se estudió la red de gas de alta presión de
Lagotreco y Ceuta presenta alto índice de roturas y taponamientos. Análisis del gas
determinaron que este se encuentra saturado de agua, con una relación CO2/H2S de
10.000, corrosivo favorable al CO2 se realizo una metodología para determinar las
causas de estas fallas, y su solución. Se evaluó el estado de las protecciones externas
contra la corrosión (protección catódica y recubrimientos y de la protección interna
(inhibidores de corrosión) existentes. Se determino que tanto los sistemas de protección
catódica como los recubrimientos de tuberías sublacustres y de verticales se
encuentran en buen estado, por lo que se descarto la corrosión externa como causante
de las roturas. No así los sistemas de inyección de química inhibidora, los cuales se
encuentran inoperativos e insuficientes, por lo que se concluyo que existe corrosión
interna, y es la causa de las continuas fugas presentadas.
3. Pérez Méndez, Rubén Darío (2002). “Detección y diagnostico de fallas de una
planta deshidratadora de gas natural por absorción con trietiléglicol utilizando una red
neuronal artificial”. Trabajo de Grado (Magister Scientiarum en Ingeniería de Gas) LUZ.
Maracaibo, Zulia. Este trabajo se realizo debido a la presencia de una serie de
contaminantes que pueden entrar a la planta con la corriente de gas natural húmedo
(lubricantes, inhibidores de corrosión, sólidos, sales, etc.). Los equipos que constituyen
las plantas de deshidratación son susceptibles a sufrir fallas operacionales como el
ensuciamiento de los intercambiadores de calor, formación de espuma en el
absorbedor, perdidas de glicol por arrastre, taponamiento de platos, empaques,
válvulas y filtros, degradación de glicol, temperaturas de regeneración inadecuadas
entre otros. Dichas fallas muchas veces no pueden ser detectadas por los operadores e
ingenieros sino hasta el momento cuando ocurre un daño catastrófico o cuando se
obtienen productos fuera de especificación, lo que ocasiona grandes pérdidas
económicas y de tiempo.
Mediante la aplicación de las redes neuronales artificiales, se logro la detección y
el diagnostico efectivo de fallas, aun en estado ineficiente, en una planta de
deshidratación de gas que emplea TEG, como absorbente, contribuyendo a la
operación segura y económica de la planta.
Bases Teóricas
Gas Natural
El gas natural es una de las varias e importantes fuentes de energía no
renovables formada por una mezcla de gases ligeros que se encuentra frecuentemente
en yacimientos de petróleo, disuelto o asociado con el petróleo o en depósitos de
carbón. Aunque su composición varía en función del yacimiento del que se saca, está
compuesto principalmente por metano en cantidades que comúnmente pueden superar
el 90 ó 95%.( J.M. Cambell. 1992)
Composición del Gas Natural
El gas natural está formado por los miembros más volátiles de la serie parafínica
de hidrocarburos (CH2+) desde metano hasta (CH2+) el heptano y componente más
pesados (C7H16+ o C7+).
En la tabla 1, se pueden ver los porcentajes que podrán tener los componentes
del gas:
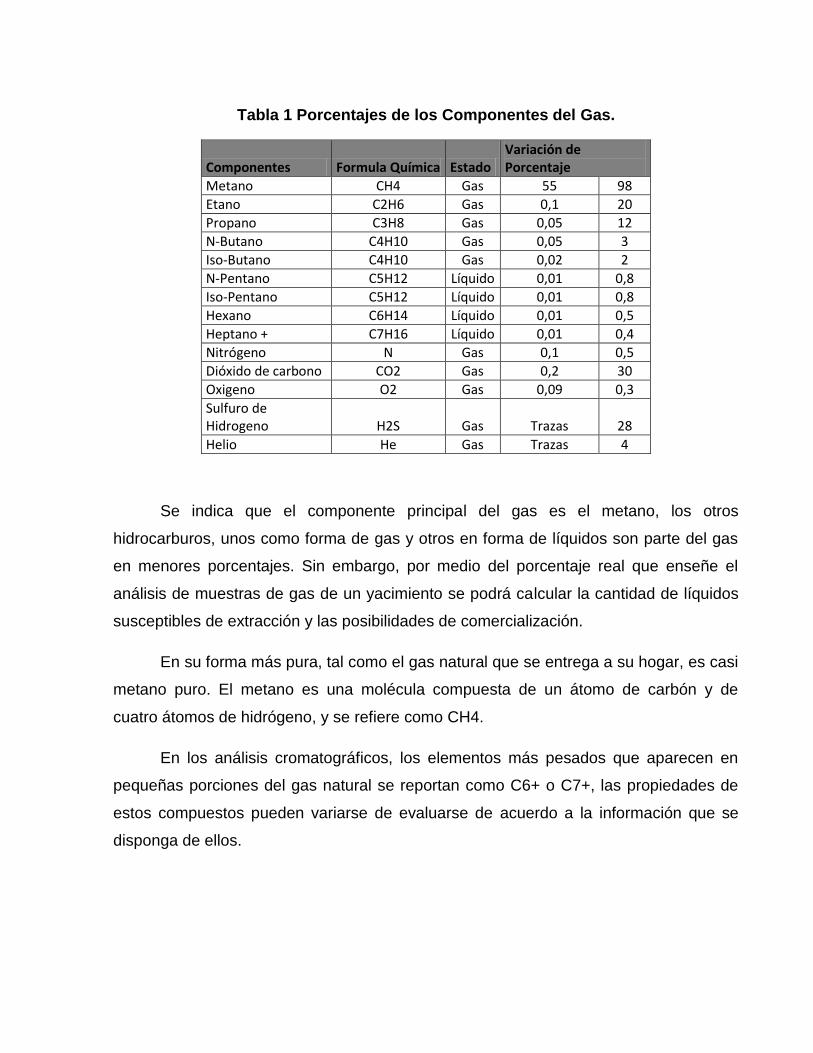
Tabla 1 Porcentajes de los Componentes del Gas.
Componentes Formula Química Estado Variación de Porcentaje
Metano CH4 Gas 55 98
Etano C2H6 Gas 0,1 20
Propano C3H8 Gas 0,05 12
N-Butano C4H10 Gas 0,05 3
Iso-Butano C4H10 Gas 0,02 2
N-Pentano C5H12 Líquido 0,01 0,8
Iso-Pentano C5H12 Líquido 0,01 0,8
Hexano C6H14 Líquido 0,01 0,5
Heptano + C7H16 Líquido 0,01 0,4
Nitrógeno N Gas 0,1 0,5
Dióxido de carbono CO2 Gas 0,2 30
Oxigeno O2 Gas 0,09 0,3
Sulfuro de Hidrogeno H2S Gas Trazas 28
Helio He Gas Trazas 4
Se indica que el componente principal del gas es el metano, los otros
hidrocarburos, unos como forma de gas y otros en forma de líquidos son parte del gas
en menores porcentajes. Sin embargo, por medio del porcentaje real que enseñe el
análisis de muestras de gas de un yacimiento se podrá calcular la cantidad de líquidos
susceptibles de extracción y las posibilidades de comercialización.
En su forma más pura, tal como el gas natural que se entrega a su hogar, es casi
metano puro. El metano es una molécula compuesta de un átomo de carbón y de
cuatro átomos de hidrógeno, y se refiere como CH4.
En los análisis cromatográficos, los elementos más pesados que aparecen en
pequeñas porciones del gas natural se reportan como C6+ o C7+, las propiedades de
estos compuestos pueden variarse de evaluarse de acuerdo a la información que se
disponga de ellos.
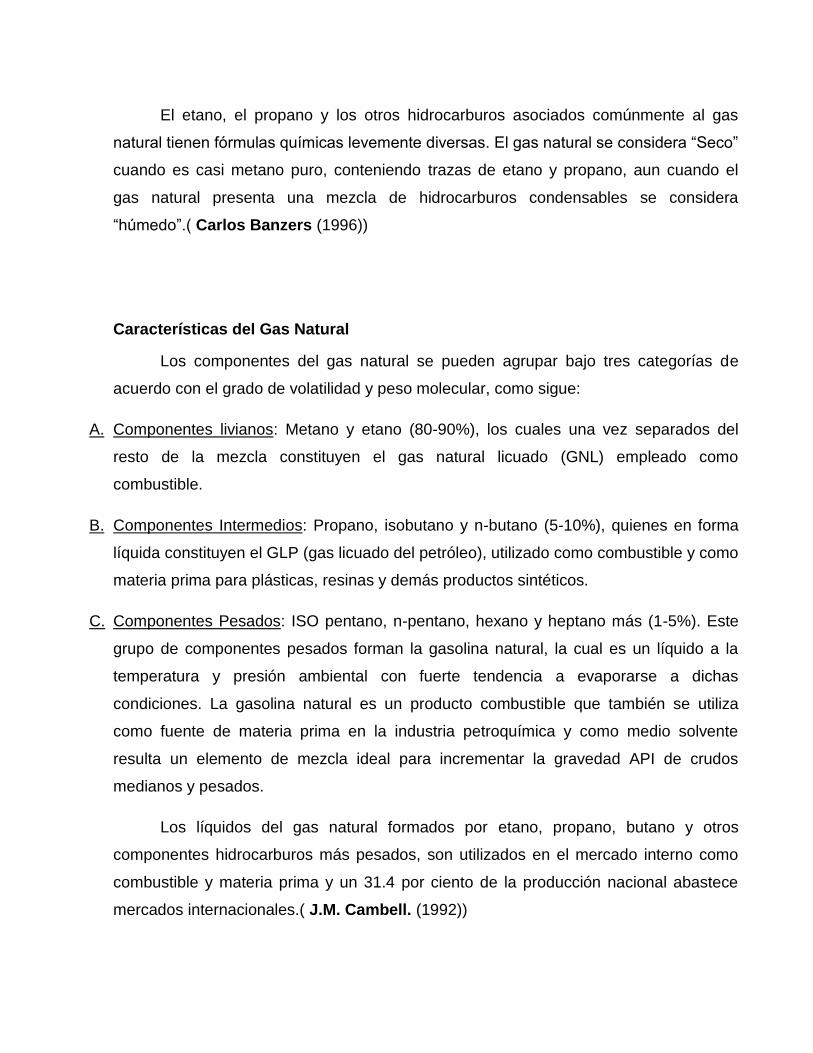
El etano, el propano y los otros hidrocarburos asociados comúnmente al gas
natural tienen fórmulas químicas levemente diversas. El gas natural se considera “Seco”
cuando es casi metano puro, conteniendo trazas de etano y propano, aun cuando el
gas natural presenta una mezcla de hidrocarburos condensables se considera
“húmedo”.( Carlos Banzers (1996))
Características del Gas Natural
Los componentes del gas natural se pueden agrupar bajo tres categorías de
acuerdo con el grado de volatilidad y peso molecular, como sigue:
A. Componentes livianos: Metano y etano (80-90%), los cuales una vez separados del
resto de la mezcla constituyen el gas natural licuado (GNL) empleado como
combustible.
B. Componentes Intermedios: Propano, isobutano y n-butano (5-10%), quienes en forma
líquida constituyen el GLP (gas licuado del petróleo), utilizado como combustible y como
materia prima para plásticas, resinas y demás productos sintéticos.
C. Componentes Pesados: ISO pentano, n-pentano, hexano y heptano más (1-5%). Este
grupo de componentes pesados forman la gasolina natural, la cual es un líquido a la
temperatura y presión ambiental con fuerte tendencia a evaporarse a dichas
condiciones. La gasolina natural es un producto combustible que también se utiliza
como fuente de materia prima en la industria petroquímica y como medio solvente
resulta un elemento de mezcla ideal para incrementar la gravedad API de crudos
medianos y pesados.
Los líquidos del gas natural formados por etano, propano, butano y otros
componentes hidrocarburos más pesados, son utilizados en el mercado interno como
combustible y materia prima y un 31.4 por ciento de la producción nacional abastece
mercados internacionales.( J.M. Cambell. (1992))
Usos del Gas Natural
El empleo del gas natural apareció posteriormente al uso del petróleo, el gas
natural, que aparecía en casi todos los yacimientos petrolíferos, se quemaba a la salida
del pozo como un residuo más, únicamente en EEU, y siempre en lugares muy
próximos a zonas petrolíferas, se utilizaba como combustible domestico por su gran
poder calorífico (9.000-12.000 Kcal/m3).
En la licuefacción, el gas natural se somete a unas temperaturas bajas, por
debajo de 0ºC, a las cuales el gas se comprime hasta transformarse en líquido, en este
estado se introduce en grandes depósitos de forma esférica capaces de soportar la alta
presión que se origina cuando el gas vuelve a su temperatura ambiente.
Su aplicación más conocida es la generación de calor, la generación de energía
eléctrica por medio de grupos electrógenos, otra y de gran desarrollo reciente es la
climatización por adsorción que permite distribuir frío o calor por redes en
concentraciones urbanas, a partir de una tecnología conocida desde hace 50 años.
Otros usos son los siguientes:
En Inyección: La mayor parte del gas empleado por el sector petrolero se
devuelve a los yacimientos, con el doble propósito de incrementar la extracción de
petróleo mediante el levantamiento artificial por gas y conservar el mismo para usos
futuros.
En Refinación: Para mejorar la calidad de los productos derivados del petróleo en
nuestras refinerías y cumplir con las restricciones impuestas por ciertos países en
cuanto al contenido de azufre en el petróleo, (se han construido instalaciones para
remover los compuestos de azufre que contienen algunos crudos). En este sentido, el
gas natural se utiliza para la generación de hidrogeno, elemento principal para la
desulfuración de petróleo (eliminación de azufre).
Como Combustible: Dentro de la industria petrolera, el gas es utilizado como
combustible para la generación de vapor en plantas de compresión, en la generación de
electricidad y otras operaciones de producción y refinación del petróleo.
En la Generación de Electricidad: Aproximadamente la tercera parte del gas
consumido por el sector no petrolero es utilizado como combustible para la generación
de electricidad. De acuerdo con la política energética nacional, se están haciendo los
esfuerzos necesarios para sustituir por gas natural los combustibles líquidos (fuel oil y
gasoil) utilizados en plantas de generación termoeléctrica, para que estos líquidos
puedan ser exportados.
En Procesos Petroquímicos y Siderúrgicos: La industria petroquímica representa
uno de los sectores de mayor importancia para el consumo de derivados del gas natural
(Etano y GLP), que se utilizan como materia prima para la obtención de olefinas,
amoniaco, metanol y productos terminados, como fertilizantes, plásticos, alcoholes,
fibras, entre otros.
En el Sector no Petrolero: El gas es utilizado como combustible en reducción del
mineral de hierro, la fabricación de cemento y materiales de construcción en las fabricas
de celulosa, papel, carbón, textiles, vidrio, entre otros.
Como Combustible en los Sectores Doméstico, Comercial y Automotor: El gas
procesado o residual, conocido como gas metano, se emplea como combustible en el
sector domestico y comercial (gas directo); también se usa en los sistemas de
refrigeración (aire acondicionado) de industrias, oficinas y complejos turísticos.
En Producción de Gas Natural Licuado (GNL): El gas natural licuado (GNL), está
compuesto por metano sometido a procesos criogénicos y no criogénicos y así reducir
el volumen en 600 veces para transportarlo en buques a los centros de consumo. El
gas natural comprimido (GNC), se almacena en tanques especiales a 3500psi y puede
usarse en automotores o clientes industriales que no tienen acceso a las redes de
distribución del gas.
En Producción de Gas Licuado de Petróleo (GLP): El gas licuado de petróleo es
una mezcla, en proporción variable, de los componentes del gas natural, propano y
butanos, pudiendo contener otros hidrocarburos en proporciones menores que cumplan
con la norma venezolana COVENIN 904-90, y con las actualizaciones de las mismas.
Estos componentes a temperatura ambiente y presión atmosféricas se
encuentran en estado gaseoso, pudiendo licuarse a esa presión si se enfrían hasta -
43ºC, y presenta un mayor poder calórico que el LGN. La Comercialización del GLP
comprende tres sectores: doméstico, comercial, (industrial y automotor).
En Producción de Líquidos del Gas Natural (LGN): Son hidrocarburos con enlace
simple de carbono los cuales, bien sea por alta presión ó baja temperatura, pueden ser
mantenidos en estado líquido, esta característica permite que sean almacenados y
transportados de manera fácil y eficiente.
Al proceder los líquidos del gas natural (LGN) en plantas en plantas destinadas a
tal fin, se obtienen los productos derivados del gas, tales como propano, butanos y
gasolina natural. Éste último se utiliza en las refinerías para la producción de
combustibles para automotores y para el mejoramiento de la gravedad específica de los
crudos.
Asimismo, su capacidad como fuente de energía 6 de insumo como materia
prima para la obtención de hidrocarburos más complejos hace que los LGN tengan una
alta cotización dentro del mercado nacional e internacional.
Se consideran LGN los siguientes hidrocarburos:
.-Etano (C2 CH3-CH3); Gaseoso en condiciones atmosféricas.
.-Propano (C3 CH3-CH2-CH3); Gaseoso en condiciones atmosféricas.
.-Butanos (C4 CH3-CH2-CH2-CH3) Gaseoso en condiciones atmosféricas.
.-Pentano, Gasolina Natural; Residual (C5, CH3-CH2-CH2-CH2-CH3); Líquido en
condiciones atmosféricas.(J.M. Cambell. (1992))
Uso de Líquidos del Gas Natural (LGN)
Los LGN se utilizan como fuente de energía/combustible para emplearlos en las
cocinas de los hogares, en procesos comerciales/industriales o en los vehículos
automotores, como aditivos para ciertos procesos industriales (Mezclado con el crudo) o
como materia prima para la obtención de otros hidrocarburos tales como etileno,
propileno, anhídrido maléico, butanodiol y otros. En Venezuela, los LGN son
comercializados tanto en el mercado nacional como en el internacional.
El líquido del gas natural es combustible limpio que posee excelentes
características para su utilización: A diferencia del gas Natural puede ser transportado
en su fase líquida por tanqueros; sirve de insumo para las plantas petroquímicas, es un
combustible domestico (gas de Bombona) y sirve para la refrigeración comercial.
Son utilizados en el mercado interno como combustible y materia prima; y un
31% de la producción nacional abastecen mercados internacionales.
Tanto el LGN como el GLP son productos con un valor comercial mucho mayor
que el metano, por lo que resulta muy rentables extraerlos del gas natural antes de
enviarlos al mercado nacional. Por otra parte, la Gasolina Natural es utilizada como
combustible o enviada a la refinería para mejorar su octanaje a través de un proceso de
reformación catalítica. (J.M. Cambell. (1992))
Clasificación del Gas Natural
El gas natural generalmente se clasifica en función de los compuestos presentes en él y
la proporción en que se encuentran, se tiene según el contenido de hidrocarburos
recuperables como líquido lo siguiente:
Gas Rico: Es aquel cuyo contenido de hidrocarburos recuperables en estado
líquido (C3’) es mayor o igual a 0.00004 m3/s (0.6 GPM) de gas a condiciones
estándares o que su contenido de propano sea mayor o igual de 1.3 % molar.
Gas Pobre: Es aquel cuyo contenido de hidrocarburos recuperables en estado
líquidos (C3’) es menor de 0.00004 m3/s (0.6 GPM) de gas a condiciones estándares o
que su contenido de propano sea menor de 1.3 % molar.
Según el contenido de compuesto ácido:
Gas Ácido: Es aquel que posee en su composición 2 % de CO2 o más de 4 ppm
de H2S u otro compuesto sulfurado (sulfuro de carbonilo, mercaptanos y otros).
Gas Dulce: Es aquel que posee en su composición menos del 2 % de CO2 y
menos de 4 ppm de H2S u otro compuesto sulfurado (sulfurado de carbonilo,
mercaptanos y otros).
Según el contenido de agua:
Gas Seco: Es aquel gas cuyo contenido de agua es menor o igual a 3.175 kg
H2O/ 28.317 m3 de gas (7 lbm H2O / MMPCE de gas).
Gas Húmedo: Es aquel gas cuyo contenido de agua es mayor que 3.175 kg.
H2O/ 280.317 m3 de gas (7 lbm H2O/ MMPCE de gas).
Por su origen:
Gas Natural Asociado: Se encuentra en contacto y/o disuelto en el aceite crudo
del yacimiento. Este puede ser clasificado como gas de casquete (libre) o gas en
solución (disuelto).
Gas Natural No Asociado: Gas natural extraído de yacimientos que no contienen
petróleo.
Por su composición:
Gas Natural Amargo: Contiene azufre, compuestos de azufre y/o bióxido de
carbono, en cantidades que requieren tratamiento para que pueda ser utilizado
directamente como combustible como combustible no corrosivo.
Gas Seco: Gas cuyo contenido en metano puede variar en volumen de 95 a
99%.
Por su almacenamiento o procesamiento:
Gas Natural Comprimido: Gas natural seco almacenado a alta presión en estado
gaseoso en un recipiente.
Gas Natural Licuado: Gas natural compuesto predominantemente de metano,
que ha sido licuado por compresión y enfriamiento para facilitar su transporte y
almacenamiento.
Gas Natural Seco: Gas producto de la extracción de los hidrocarburos líquidos y
compuesto de azufre.
(J.M. Cambell. (1992))
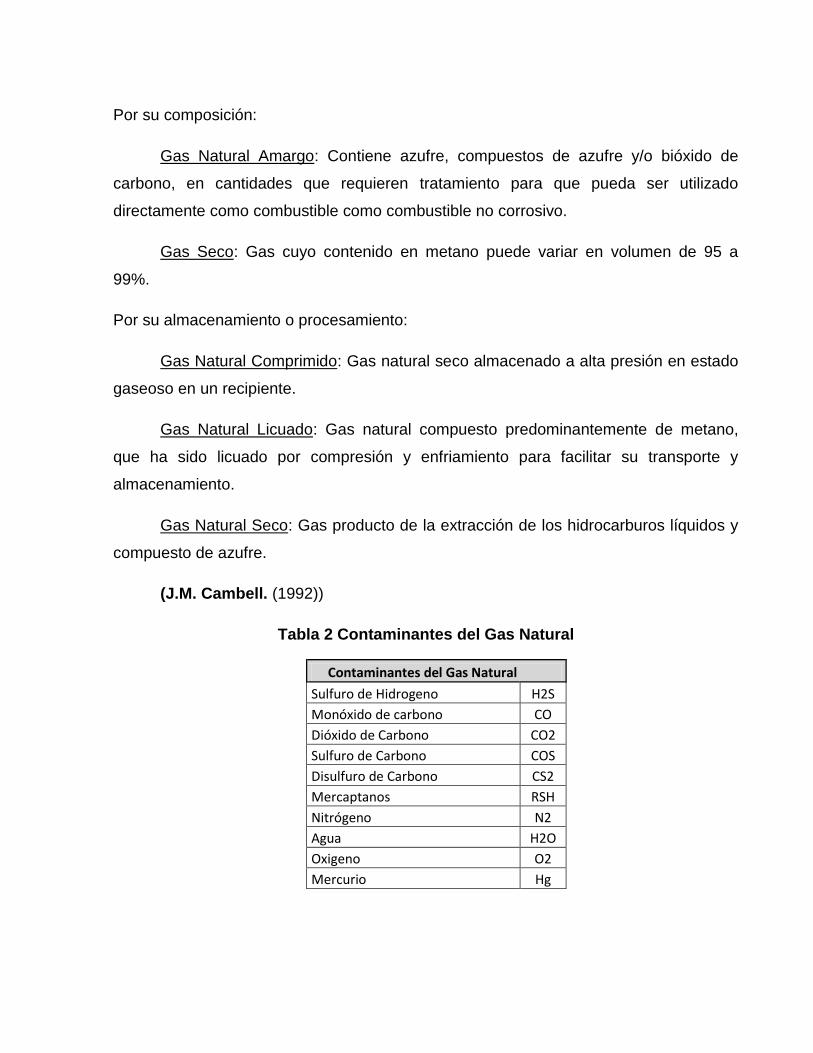
Tabla 2 Contaminantes del Gas Natural
Contaminantes del Gas Natural
Sulfuro de Hidrogeno H2S
Monóxido de carbono CO
Dióxido de Carbono CO2
Sulfuro de Carbono COS
Disulfuro de Carbono CS2
Mercaptanos RSH
Nitrógeno N2
Agua H2O
Oxigeno O2
Mercurio Hg
Corrosión Asociada al Gas Natural
El manejo de gas húmedo está asociado a problemas de corrosión interna a lo
largo de las líneas de distribución e instalación auxiliares. La presencia de dióxido de
carbono, sulfuro de hidrogeno y agua libre en el gas promueve el fenómeno de la
corrosión, el cual tiene una alta incidencia y en los costos de mantenimiento de los
gasoducto, en el medio ambiente y en la seguridad del personal.
Con la finalidad de diagnosticar y controlar eficientemente la corrosión interna de
los sistemas de transporte de gas, es necesario conocer el mecanismo de corrosión por
CO2, y H2S por separado y en conjunto.
Corrosión por CO2
La corrosión por CO2 es un proceso complejo, originado por la formación de
ácido carbónico (H2CO3) proveniente de la disolución de dióxido de carbono (CO2) en
el agua (H2O). Cuando el ácido carbónico entra en contacto con los iones del metal,
generalmente de hierro, los cuales conforman las tuberías y equipos de acero al
carbono, ocurre una reacción.
Esta reacción puede traer como consecuencia la formación de carbonatos de
hierro (FeCO3). Estos productos pueden ser compactos y proteger la superficie contra
la corrosión o por el contrario pueden presentarse como una capa porosa e irregular
permitiendo el avance de la corrosión en la superficie del acero. La estabilidad de los
productos de corrosión depende principalmente de la temperatura, de la presión parcial
de CO2 y de las condiciones de flujo del medio en que se encuentra inmerso el acero.
Corrosión por H2S
La corrosión del hierro en presencia del sulfuro de hierro (H2S) y agua depende
de la disociación de la molécula de H2S. El hierro se oxida a la forma ferrosa en el
ánodo y el H2S en el cátodo, pasa por una disociación de dos pasos. El sulfuro de
Hierro generalmente se adhiere a la superficie del acero como una película negra. Esta
película tiende a causar corrosión localizada si no se forma uniformemente sobre toda
la superficie metálica, debido a que el sulfuro de hierro es catódico respecto al acero.
El producto de corrosión que se forma depende de las condiciones de operación,
temperatura, pH, concentración de H2S y presión.
Corrosión por efecto combinado de CO2, I-IS y otros factores.
El gas de producción de los pozos es una mezcla de gases orgánicos con
concentraciones considerables de acido sulfúrico (H2S), dióxido de carbono (CO2) y
cloro (CI). La presencia de algunos de estos agentes, en un medio acuoso, es capaz de
producir graves daños por corrosión, pero la combinación de los mismos a
determinadas condiciones operacionales puede acelerar o disminuir la velocidad de
corrosión.
Es importante el efecto del H2S en la corrosión por CO2, ya que pueden
formarse películas de productos de corrosión en forma competitiva entre el sulfuro de
hierro (FeS) y el carbonato de hierro (FeCO3), según sea la temperatura, concentración
del agente corrosivo y la presión. La aceleración o disminución de la velocidad de
corrosión dependerá de cual mecanismo sea el predominante (J.M.Cambell. (1992))
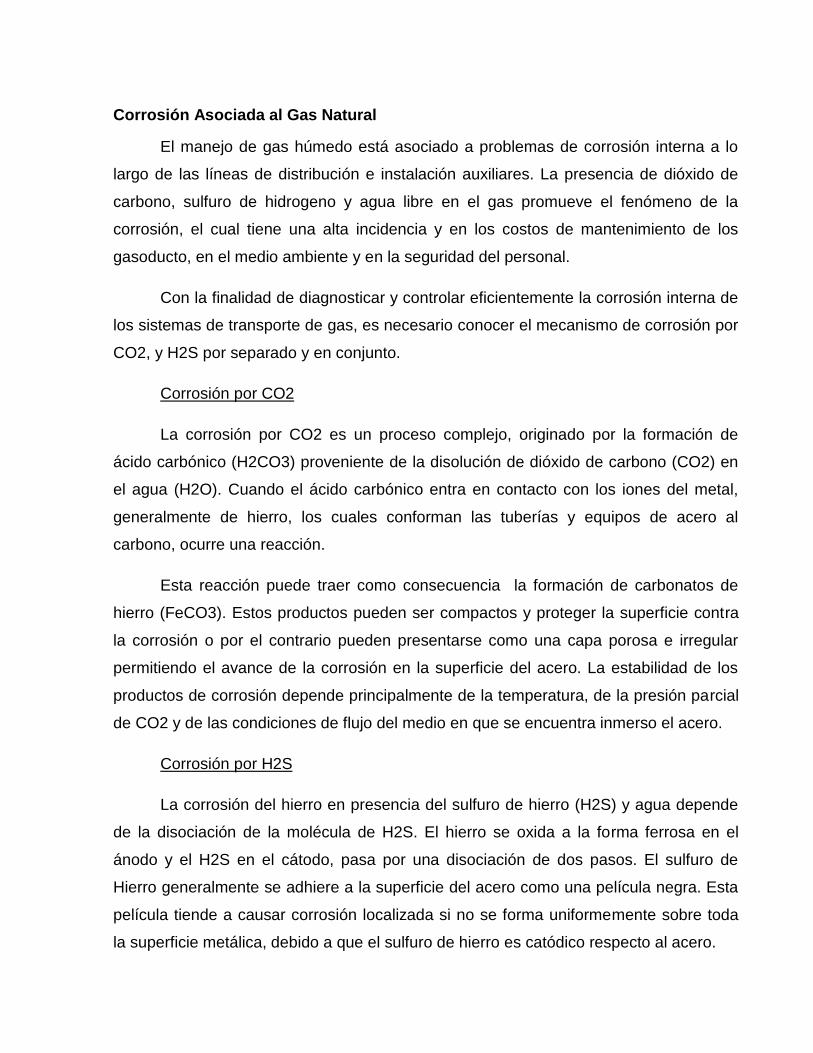
Tratamiento del Gas Natural
Es el conjunto de operaciones que se realizan al gas natural, con el objeto de
retirar o eliminar las impurezas hasta dejarlas dentro de las especificaciones necesarias
para que el filtrado gaseoso alcance las condiciones requeridas para que pueda entrar
a la planta donde se efectuara una determinada transformación. Luego, de acuerdo a
las impurezas que se presenten, así como a su magnitud, el gas natural debe
someterse a los procesos de tratamiento conocidos como: separación, deshidratación o
endulzamiento del gas natural los cuales deben aplicarse antes de que tengan que
entrar al proceso de transformación al que vaya a ser sometido o que ha de realizarse
en planta respectiva.
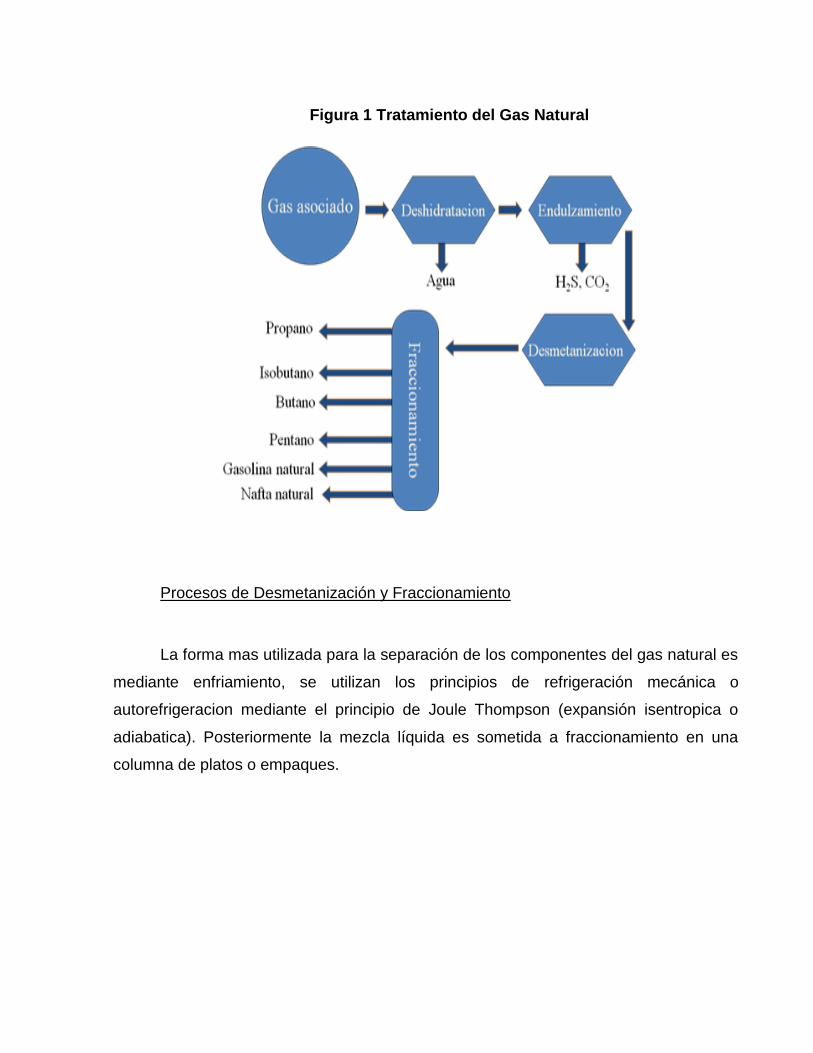
Figura 1 Tratamiento del Gas Natural
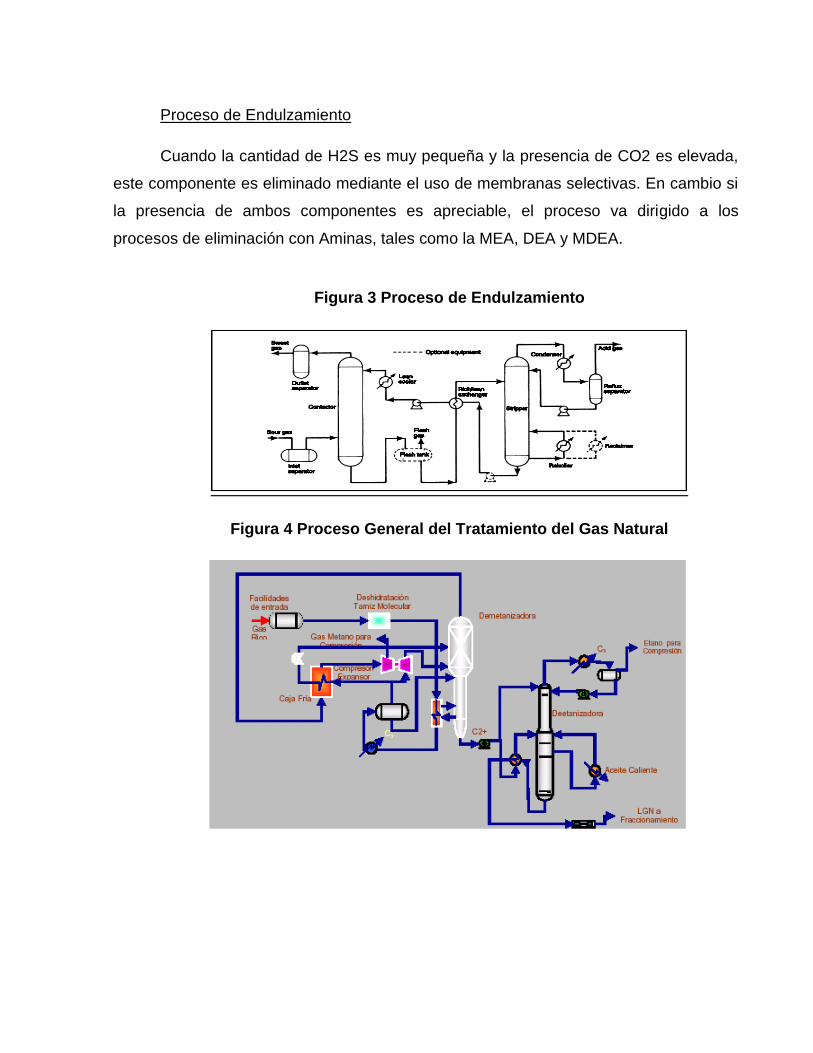
Procesos de Desmetanización y Fraccionamiento
La forma mas utilizada para la separación de los componentes del gas natural es
mediante enfriamiento, se utilizan los principios de refrigeración mecánica o
autorefrigeracion mediante el principio de Joule Thompson (expansión isentropica o
adiabatica). Posteriormente la mezcla líquida es sometida a fraccionamiento en una
columna de platos o empaques.

Figura 2 Proceso de Fraccionamiento
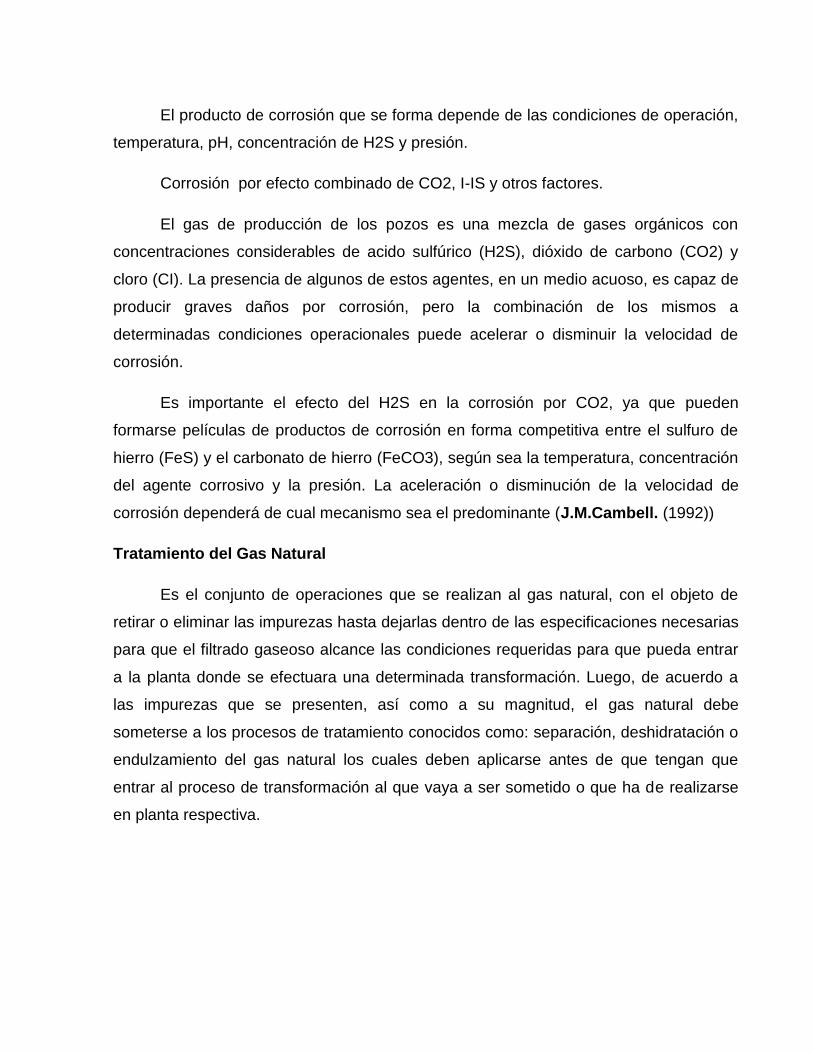
Proceso de Endulzamiento
Cuando la cantidad de H2S es muy pequeña y la presencia de CO2 es elevada,
este componente es eliminado mediante el uso de membranas selectivas. En cambio si
la presencia de ambos componentes es apreciable, el proceso va dirigido a los
procesos de eliminación con Aminas, tales como la MEA, DEA y MDEA.
Figura 3 Proceso de Endulzamiento
Figura 4 Proceso General del Tratamiento del Gas Natural
Proceso de Deshidratación del Gas Natural
Se denomina así a la serie de pasos que se siguen para eliminar el agua
contenida en el gas natural, consiste en la remoción del vapor de agua asociado con el
gas natural, este proceso tiene como objetivo cumplir con las especificaciones del
contenido de agua en el gas destinado a usos domésticos y comercialización, cuyo
contenido debe oscilar entre 6 y 8 lbs/MMDPC de gas. Además, previene la formación
de hidratos y reduce la corrosión. Por lo general para lograr el objetivo se emplean
plantas cuyos diseños específicos conducen a la eliminación del agua contenida en el
gas natural, las más comunes son las plantas de glicol, ó modulo de deshidratación, y
las que usan absorbentes sólidos como las mallas moleculares.
La profundidad de la deshidratación del gas natural dependerá del nivel de la
temperatura del proceso, por ejemplo, en un proceso criogénico donde se alcance un
nivel de -125ºF, la cantidad de agua permisible será de 1 lb/MM pcn.
Todo gas natural producido contiene agua, mucha de esta agua está en forma
líquida con el gas y puede ser removida pasando el gas a través de separadores, pero
aun después de pasar el gas por los separadores quedara agua remanente en forma de
vapor, si este vapor se condensa parcialmente, por efecto de variaciones en la presión
y la temperatura del gas, se pueden producir diversos problemas en las tuberías y
plantas de procesamientos de gas, tales como:
Corrosión por tubería: H2S y/o CO2 disuelto en el agua libre puede causar una
severa corrosión, Estos gases se disuelven en el agua formando ácidos que son
altamente corrosivos. Los gases naturales con concentración de H2S mayores o iguales
a 0.08% molar y presiones superiores a 65Lpca producen corrosión por esfuerzos en
acero al carbono, sin embargo, aun cuando el contenido de H2S sea menor se pueden
producir corrosión localizada donde la presión parcial del H2S (presión total del gas
multiplicada por la fracción molar de H2S en el gas) excede 0.05 lpca.
Ahora bien una opción para evitar la corrosión por estos ácidos es utilizar tubería
de acero al carbono y deshidratar el gas natural.
Reducción de la capacidad de la de transmisión de gas en las tuberías: agua
líquida puede depositarse en el fondo de las tuberías e incrementar la caída de presión
y/o producir tapones de líquido. Por otro lado, la presencia de agua líquida, también
ocasiona serios problemas en plantas de extracción de líquidos del gas natural y en
equipos secundarios, tales como: intercambiadores de calor, instrumentos,
compresores, etc.
Formación de Hidratos: Los hidratos son cristales de hielo sólido formados por
agua líquida e hidrocarburos livianos, CO2 ó H2S. Estos cristales se pueden formar aun
a altas temperaturas mayores a 32ºF. Los hidratos pueden taponar válvulas,
conexiones, líneas de gas, etc.
Por lo tanto la deshidratación se requiere para:
Prevenir la formación de hidratos y evitar la condensación del agua libre de proceso en
tuberías y equipos.
Encontrar unas especificaciones de contenido de agua.
Prevenir la corrosión.(Marcías Martínez)
Métodos de Deshidratación del Gas Natural
Adsorción: consiste en hacer pasar un gas que contenga vapor de agua a través
de un sólido adsorbente. Los sólidos más usados son la alúmina activa, la sílica gel o
las mallas moleculares.
Alúmina activa: Es ampliamente utilizado en muchos campos, como el petróleo,
ingeniería química, los fertilizantes, la industria del medio ambiente, etc.
Siendo el material de la cubierta y el apoyo y embalaje de la torre para el
catalizador en el reactor, la bola de cerámica tiene características de alta intensidad,
alta estabilidad química y estabilidad térmica, que soporta altas temperaturas y presión
durante el proceso, y también se resiste a la corrosión del ácido, otros alcalinos y
solventes orgánicos. Los efectos principales son la bola de cerámica para aumentar el
terreno de la distribución de gas o líquidos, que también apoyan y protegen el
catalizador activa en el correr del interior de gas y líquidos del reactor.
Sílica Gel: es vítreo y granular, forma altamente porosa de silicona, hecha
sintéticamente a partir de silicato de sodio. Es un mineral natural que se purifica y se
trasforma en gránulos o perlas, de cualquier forma, como desecante tiene un tamaño de
poro promedio de 2.4 nanómetros y tiene una fuerte afinidad por las moléculas de agua.
Mallas Moleculares: Los tamices moleculares han encontrado una amplia
aceptación en la industria de proceso de gas para la alimentación de plantas
criogénicas de aplicaciones de condicionamiento y algunas aplicaciones de gas agrio
con formulas de ataduras resistentes especiales al ácido.
Inyección: consiste en bombear un líquido reductor del punto de rocío, como el
metanol.
Expansión: consiste en reducir la presión del gas con válvulas de expansión y
luego separar las fases formadas (liq-gas).
La utilización de un sistema u otro depende de las especificaciones de contenido
de agua requeridas en el gas tratado y de la economía del proceso para una aplicación
particular. En los sistemas de deshidratación de gas con torre contactora, usualmente
se prefiere utilizar el trietilénglicol.
El grado de deshidratación comúnmente se logra cuando se emplean plantas de
glicol, el gas puede salir con un contenido de agua entre 6 a 2 lbs/MMPCN, lo cual
equivale a un contenido mínimo de agua en el gas natural de 0.0147 % a 0.0042 %.
Cada libra es aproximadamente igual a 21ppm, v.
No es extraño que alguna planta logre un gas tratado con 42 ppm, v. con mallas
moleculares se logra una deshidratación profunda con un nivel de 0.1 ppm, v.
Absorción: Consiste en eliminar o reducir el contenido de agua de un gas al
ponerlo en contacto con un disolvente, es decir, el agua se disuelve en el líquido. Como
se deshidrata el gas sin el uso de plantas de TEG o mallas moleculares:
Se deshidrata utilizando refrigeración industrial, pero también se condensarían
los hidrocarburos disminuyendo el precio del gas natural. Las plantas de deshidratación
eliminan el agua y preparan el gas para los procesos de extracción y fraccionamiento
donde se le extrae la porción más valiosa a la mezcla de hidrocarburos.
(Robert E. Treybal)
Proceso de Deshidratación con Glicol (Convencional en la Industria)
Se basa en el contacto del gas con un líquido higroscópico tal como un glicol. Es
un proceso de absorción donde el vapor de agua presente en el gas se disuelve en la
corriente de glicol líquido puro.
La performance de una unidad deshidratadora es medida por habilidad para
reducir el punto de rocío del gas.
En un proceso típico el gas húmedo pasa a través de un Scrubber) removedor de
líquidos libres. Luego, el gas ingresa al contactor e “intercambia” el agua con el glicol
que circula en contra corriente. El agua es absorbida por el glicol y el gas deja al
contactor a través de un removedor de niebla (demister) para reducir el Transporte de
glicol en el gas de salida a línea de venta.
En las plantas de extracción de líquidos, se emplean glicoles para evitar la
formación de hidratos en los intercambiadores, las consideraciones que siguen también
son validas para esta aplicación.
El glicol rico (en agua) es bombeado a través de un filtro y luego a un
intercambiador glicol-glicol que eleva la temperatura del glicol rico antes que ingrese al
regenerador.
El glicol es separado del agua y los contaminantes de bajo punto de ebullición en
la columna del regenerador (rebolier) reteniéndose estos últimos. El rebolier usualmente
es del tipo tubos de fuego y funciona produciendo la temperatura requerida para
alcanzar la eficiencia de remoción de agua buscada. Un acumulador almacena el glicol
reconcentrado que luego pasa al intercambiador glicol-glicol que reduce la temperatura
a un nivel que no dañe las bombas. Usualmente, antes de las bombas se intercala un
filtro para remover contaminantes que cause excesivo desgaste de la bomba.
Bajo la designación de glicoles incluimos cuatros compuestos trietilenglicol,
dietilenglicol, tetraetilenglicol y monoetilenglicol. Los más empleados en nuestro país
son el trietilenglicol (TEG) y monoetilenglicol (MEG).
El análisis del glicol es muy útil para determinar la eficiencia operacional de la
planta. Existen especificaciones que deben cumplir los glicoles y existen también
propiedades típicas, algunas de las cuales pueden ser comparados con los mismos
glicoles en uso para observar su separación.
(Robert E. Treybal)
Proceso de Deshidratación con Tamices Moleculares (Convencional en la
Industria)
La mayoría de las plantas de deshidratación del gas natural para la producción
de Gas Natural absoluto se basan en la destilación azeotrópica. Se trata de una
tecnología madura y fiable capaz de producir un producto muy seco.
Sin embargo, su alto costo de capital, el consumo de energía, la dependencia de
productos químicos tóxicos como el benceno y la sensibilidad a las impurezas como
materia prima, prácticamente se ha eliminado el uso de la destilación azeotrópica en las
plantas de gas natural moderna.
El proceso básico es muy simple, por lo que es fácil de automatizar lo que reduce
los requisitos de formación y trabajo.
El proceso es inerte. Dado que no se utilizan productos químicos, no hay
problemas de responsabilidad o la manipulación de materiales, que podrían poner en
peligro a los trabajadores.
Tamices moleculares pueden proceso del gas natural que contienen
contaminantes, lo que causa malestar inmediato en un sistema de destilación
azeotrópica.
Además de gas natural, unos tamices diseñados adecuadamente pueden
deshidratar una amplia variedad de otros productos químicos, proporcionando así
mayor flexibilidad en las opciones futuras de explotación.
El material desecante tamiz molecular tiene una vida útil potencial muy largo, con
el fallo que se produzca sólo por la contaminación de los medios de comunicación o por
la destrucción mecánica. Un sistema bien diseñado debe exhibir una vida de servicio
desecante de más de 5 años.
Es se puede configurar para funcionar como un sistema independiente de pie o
estar integrado con el sistema de destilación. Esto permite al cliente hacer el trade-off
entre la flexibilidad máxima en comparación con la máxima eficiencia energética.
Si totalmente integrado con el sistema de destilación, la tasa de consumo de
vapor sólo ligeramente por encima del mínimo teórico de la separación puede ser
alcanzada.
Un tamiz molecular diseñado adecuadamente fiable puede deshidratar a prueba
de gas natural 160-190 + prueba, haciendo un estricto control de calidad de los
productos arriba rectificador innecesarios. (E. J. Henley, J. D. Seader)
Equipos Principales del Proceso de Deshidratación
Contactor: Es una torre de platos o empacada donde el gas, cargado con agua,
se pone en contacto en contracorriente con el glicol limpio o regenerado. La figura 2,
presenta un dibujo demostrativo del paso del gas a través de los platos de burbujeo.
En este dibujo se puede ver el comportamiento de la parte interna de la torre. El
glicol que llega por la parte superior va bajando a medida que llena los platos o
bandejas de burbujeo, mientras tanto el gas que sube, entra por la `parte inferior de los
casquetes y se pone en contacto con el glicol que baña los platos; rompe el sello líquido
y sale a la superficie para entrar, nuevamente en contacto intimo con el glicol de la
bandeja superior. Cuando el gas natural burbujea en el líquido se produce una
trasferencia de masas, en la cual le entrega al glicol el agua que contiene.
El glicol llega a la torre con un porcentaje aproximado de 98.7% en peso y sale
por el fondo, habiendo absorbido al agua que debe retirar de la comente de
hidrocarburos, con una pureza de 95.3% en peso aproximadamente.
Cuando más alta sea la pureza a la cual entra el glicol, mejor será su capacidad
de absorción, de allí la importancia de una buena regeneración y del uso de gas de
despojamiento.
Para un mayor número de platos de burbujeo, mayor capacidad de retención de
agua. Con diez platos en el contactor, se puede trabajar usando un galonaje mucho
más bajo que con cinco bandejas, lo cual representa ahorros considerables en la
deshidratación de cada millón de pies cúbicos. Por se suele decir que los diseños
económicos, posteriormente resultan muy costosos.
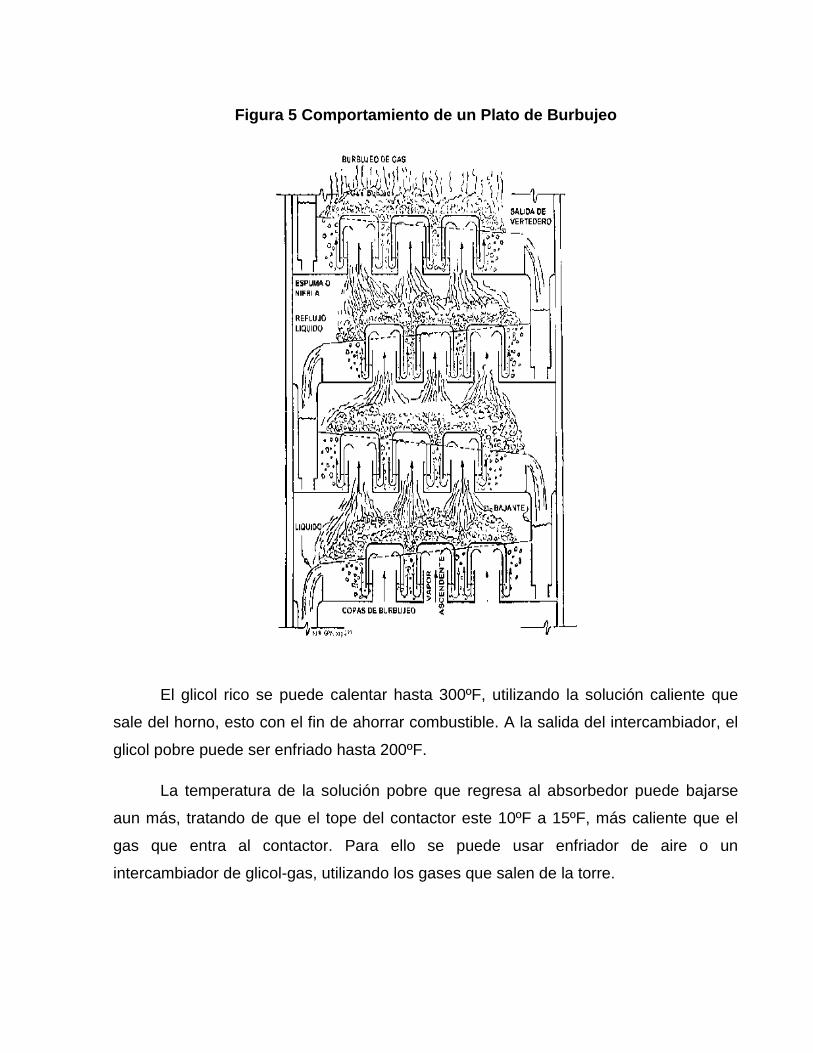
Figura 5 Comportamiento de un Plato de Burbujeo
El glicol rico se puede calentar hasta 300ºF, utilizando la solución caliente que
sale del horno, esto con el fin de ahorrar combustible. A la salida del intercambiador, el
glicol pobre puede ser enfriado hasta 200ºF.
La temperatura de la solución pobre que regresa al absorbedor puede bajarse
aun más, tratando de que el tope del contactor este 10ºF a 15ºF, más caliente que el
gas que entra al contactor. Para ello se puede usar enfriador de aire o un
intercambiador de glicol-gas, utilizando los gases que salen de la torre.
Este último puede estar fuera de la torre o adentro, en forma de serpentín.
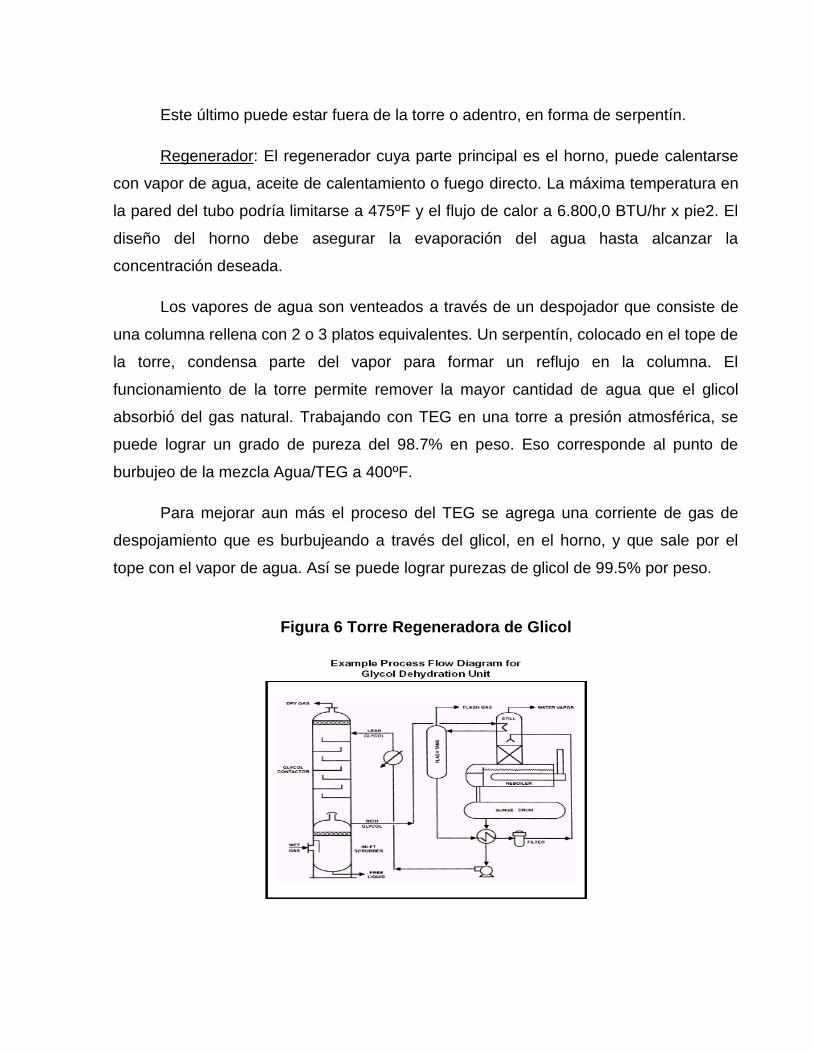
Regenerador: El regenerador cuya parte principal es el horno, puede calentarse
con vapor de agua, aceite de calentamiento o fuego directo. La máxima temperatura en
la pared del tubo podría limitarse a 475ºF y el flujo de calor a 6.800,0 BTU/hr x pie2. El
diseño del horno debe asegurar la evaporación del agua hasta alcanzar la
concentración deseada.
Los vapores de agua son venteados a través de un despojador que consiste de
una columna rellena con 2 o 3 platos equivalentes. Un serpentín, colocado en el tope de
la torre, condensa parte del vapor para formar un reflujo en la columna. El
funcionamiento de la torre permite remover la mayor cantidad de agua que el glicol
absorbió del gas natural. Trabajando con TEG en una torre a presión atmosférica, se
puede lograr un grado de pureza del 98.7% en peso. Eso corresponde al punto de
burbujeo de la mezcla Agua/TEG a 400ºF.
Para mejorar aun más el proceso del TEG se agrega una corriente de gas de
despojamiento que es burbujeando a través del glicol, en el horno, y que sale por el
tope con el vapor de agua. Así se puede lograr purezas de glicol de 99.5% por peso.
Figura 6 Torre Regeneradora de Glicol
Separadores de Glicol:
El diseño del separador integral usa la fuerza centrifuga para el retiro_primario de
líquidos de hidrocarbono y agua del gas natural, después_utiliza asentamientos por
gravedad de tipo Stokes para la separación secundaria y finalmente utiliza un
eliminador de niebla o extractor de niebla tipo vanes para la remoción líquida terciaria
por goteo. La tercera fase de construcción añade la capacidad de asentamiento por
gravedad tipo Stokes a la sección de colección líquida del separador que permite que
ocurra la separación eficiente de líquidos de hidrocarbono y agua.
Las unidades deshidratadoras de glicol utilizan bombas eléctricas o a gas para re
circular el glicol puro (seco) hacia el gas. Las bombas a gas se impulsan por la
expansión del gas a altas presión atrapado en el glicol rico (húmedo). Este gas metano
se ventila a la atmósfera con el vapor de agua que se vapora en el regenerador de
glicol o se recupera para uso beneficioso con un depósito separador de líquidos.
Cuando los depósitos separadores de líquidos y otros conductos de ventilación
se conectan a una unidad de recuperación de vapor (VRU), se podrá recuperar mayor
cantidad de gas y menor cantidad de metano, compuestos orgánicos volátiles (VOC) y
contaminantes peligrosos del aire (CAP) serán ventilados a la atmósfera por el re
hervidor. La VRU refuerza la presión de gas recuperado lo suficiente para inyectarlo al
sistema del gas combustible, a la succión del compresor o a la tubería
recopiladora/ventas. Requisitos de la tecnología del máximo control alcanzable.

Figura 7 Separador de Glicol / Gas / Condensado
Bombas: El tipo más utilizado es el desplazamiento positivo, teniendo en cuenta
las siguientes condiciones:
.-La velocidad de la bomba.
.-El lubricante no puede estar en contacto con el glicol.
.-La máxima temperatura de bombeo podría limitarse a 170ºF.
.-Para asegurar el bombeo se instala un acumulador del glicol (J.M. Cambell.
(1992))
C A P Í T U LO III
MARCO METODOLÓGICO
Tipo de Investigación
Toda investigación necesita el desarrollo de un marco metodológico, en el cual
se contemplen las operaciones básicas que permitan llevar a cabo el proceso de
estudio.
Al realizar una investigación es necesario determinar el tipo de investigación de
que se trata, tomando en cuenta el propósito que se pretende lograr al resolver el
problema y el tiempo que se dispone para lograrlo. Con respecto a la clasificación de la
investigación científica existen hoy en día mucha bibliografía, sin embargo debido a que
nuestra investigación consiste en el diseño de un sistema de deshidratación del gas
natural utilizando desecantes no convencionales, el trabajo realizado se considera de
tipo descriptiva, documental.
“Una investigación es del tipo descriptivo cuando se trata de obtener información
acerca del fenómeno o proceso para describir sus implicaciones sin interesarse mucho
en conocer el origen y causa de la situación” Los estudios descriptivos miden de
manera más bien independientes los conceptos y variables a los que se refieren; Sin
embargo se pueden integrar las mediciones de cada una de las dichas variables, para
decir como es y cómo se manifiesta el fenómeno de interés. Según la definición de
Hernández. Sampieri y otros (2004).
De igual manera esta investigación puede clasificarse como documental debido a
que uno de los métodos de investigación utilizado fue la recopilación de información en
forma documental.
La investigación documental “Permite un conocimiento previo o bien el soporte
bibliográfico o documental vinculante al tema, debido a que se recurrió a libros, textos,
folletos, manuales, entre otros.
Relacionados con el tema en estudio, los cuales vienen a brindar todo el apoyo
teórico de la investigación, abarcando lo relacionado con la modificación de las válvulas
en estudio, de acuerdo con Bavaresco (1997).
De igual manera, definen a la investigación documental como “Aquella cuyo
objetivo es el documento en su más amplia aceptación, todo lo que informa, da
testimonio o prueba de algo. Diarios, revistas y sus artículos, anuncios, volantes, hojas
sueltas, folletos impresos y multigrafiados, informes de todo género, material
reproducido y seleccionado en fototecas, mapas, planos; en una palabra, buen número
de material estrictamente bibliográfico”. De la Torre y Navarro (1995).
Por su Propósito, es de carácter aplicada ya que el estudio busca nuevas
alternativas para los sistemas de deshidratación del gas natural utilizando desecantes
no convencionales.
Diseño de la Investigación
“El diseño de la investigación tiene como objetivo proporcionar un modelo de
verificación que permita contrastar hechos con teorías y su forma es la de una
estrategia o plan general que determine las operaciones necesaria para hacerlo”. En
función de los datos a ser recogidos para llevar a cabo una investigación es factible
categorizar a los diseños en dos grandes tipos básicos: diseños bibliográficos y de
campo (Sabino, 1996).
Los diseños de campo se refieren a los métodos a emplear cuando los datos de
interés se recogen en forma directa de la realidad, mediante el trabajo concreto del
investigador y sus equipos; estos datos obtenidos directamente de la experiencia
emperica, se les conoce como primarios (Sabino, 1996).
Debido a lo expuesto por Fernández, Hernández y Batista (1998), en un estudio
no experimental no se construye ninguna situación, sino que se observan situaciones
ya existentes, no provocadas intencionalmente por el investigador.
Esta investigación se situó dentro de esta clasificación, puesto que fue imposible
llevar a cabo un estricto control sobre las variables que intervienen en el proceso, esta
investigación se apoyo en los datos anteriores y en la información aportada por la
Empresa Vaperma.
Técnicas e Instrumento de Recolección de Datos
Las técnicas y recolección de datos son todos aquellos medios que le permiten al
investigador obtener la información necesaria para la elaboración de una investigación.
Con el objetivo de alcanzar el propósito de dicha investigación se utilizó la
entrevista, la cual Tamayo y Tamayo la clasifica libre y dirigida. En este caso se
realizaron entrevistas dirigidas al personal que labora en planta específicamente a los
operadores panelista y supervisores.
Finalmente una vez obtenida y válida la información se procede a realizar el
diseño del sistema de deshidratación del gas natural utilizando el desecante no
convencional seleccionado.
Población – Muestra
Población
Tamayo y Tamayo, (2000), define la población como
“La totalidad del fenómeno a estudiar, donde las unidades de la población poseen
características comunes, estudia y da origen a los resultados de la investigación”.
Según Bavaresco (1997), toda investigación debe plantearse inicialmente la
delimitación espacial. Esa delimitación señala el universo operacional, de lo contrario se
haría muy complejo el proceso, esta puede ser cuantitativa o no cuantitativa.
Para los fines particulares de este estudio la población y sobre la cual se
generalizan los resultados una vez habiéndose hecho referencia a este planteamiento,
se puede decir que en esta investigación la población está conformada por los sistemas
de deshidratación del gas natural.
Muestra La muestra es una parte representativa de la población, un subconjunto de
elementos que pertenecen a un conjunto definido de características como población
(Hernández R. y Otros).
Considerando que la muestra son los sistemas de deshidratación del gas natural
no convencionales, la población objeto de estudio es relativamente pequeña (menor de
100), no será necesario utilizar técnicas.
Fuentes y Técnicas de Recolección de Datos
“Los instrumentos y las técnicas de recolección de datos que se utilizan como
herramientas para el estudio son medios que emplean los investigadores para medir el
comportamiento o atributos de las variables” (Chávez N. 1998).
A fin de dar cumplimiento a los objetivos propuestos en la investigación, se
aplicaron diversas técnicas que permitieron establecer los parámetros y con ello los
resultados de la investigación. “La recolección se efectúa solo como una consecuencia
de la necesidad de encontrar los datos requeridos para su comprobación empírica
(Sabino C. 1996). Las fuentes de recolección de datos utilizados en esta investigación
pueden clasificarse según su procedencia y convencionabilidad en:
Fuentes Primarias
De las cuales se obtuvo la siguiente información convencional:
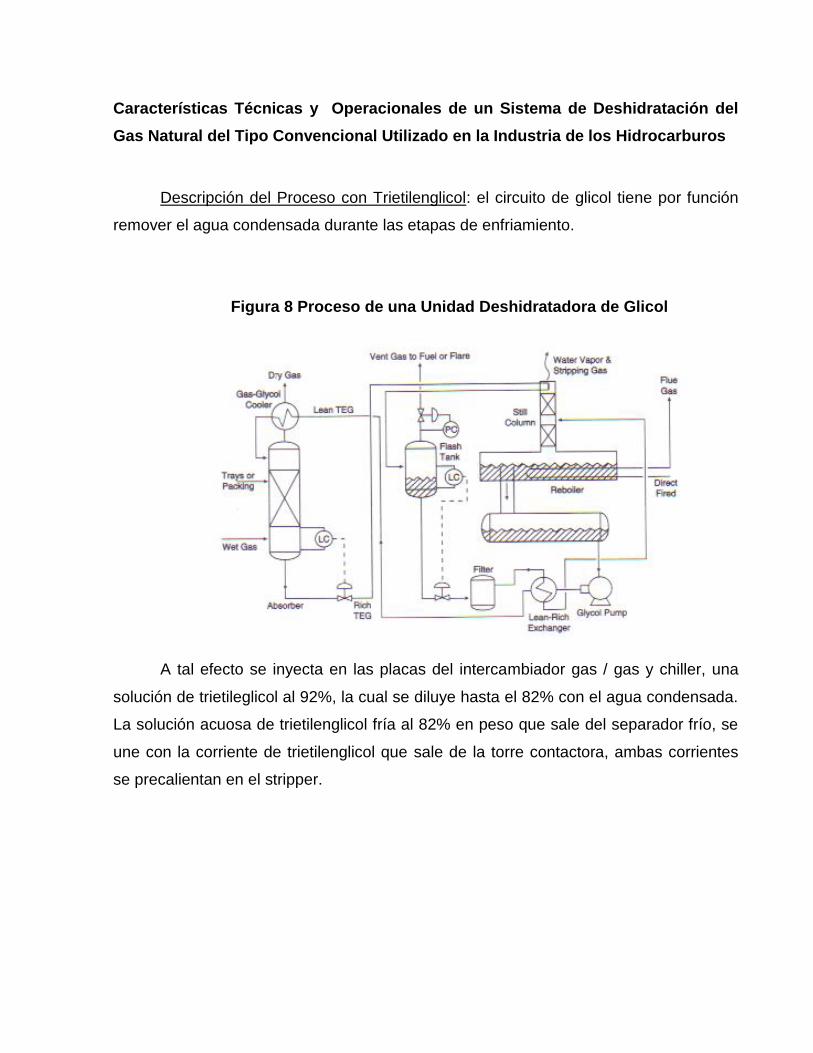
Características Técnicas y Operacionales de un Sistema de Deshidratación del
Gas Natural del Tipo Convencional Utilizado en la Industria de los Hidrocarburos
Descripción del Proceso con Trietilenglicol: el circuito de glicol tiene por función
remover el agua condensada durante las etapas de enfriamiento.
Figura 8 Proceso de una Unidad Deshidratadora de Glicol
A tal efecto se inyecta en las placas del intercambiador gas / gas y chiller, una
solución de trietileglicol al 92%, la cual se diluye hasta el 82% con el agua condensada.
La solución acuosa de trietilenglicol fría al 82% en peso que sale del separador frío, se
une con la corriente de trietilenglicol que sale de la torre contactora, ambas corrientes
se precalientan en el stripper.
Esta solución ingresa al tanque de flasheo en donde los vapores de
hidrocarburos se desprenden. Desde el separador la solución de glicol es enviada a los
filtros de glicol tipo malla para la retención de partículas solidas en suspensión que
pudieran arrastrar la corriente, siendo necesaria su retención pues su presencia inhibe
la ruptura de emulsión interfacial que por presencia de hidrocarburos pudiera formarse.
De ahí se extrae una corriente de trietilenglicol para enviarla nuevamente al sistema de
enfriamiento.
En el cabezal del intercambiador gas / gas del equipo se encuentra la tobera de
inyección que ingresa aproximadamente 12 lts/hr de trietilenglicol al 92%, la tobera
atomiza la solución del mismo modo que en el intercambiador, el cabezal del chiller
posee una tobera de inyección que puede suministrar 12lts/hr de trietilenglicol al 92%
sobre la placa tubular. Las toberas utilizadas para la inyección de TEG son del siguiente
tipo: En el intercambiador gas / gas es de 3/8”, la otra es de ½”, finalmente en el chiller
se tiene una tobera de ¼”.
El gas, la gasolina condensada y la solución acuosa de trietilenglicol proveniente
del chiller, ingresan al separador frío donde las tres fases son separadas. Este equipo
es un recipiente trifásico horizontal. Al ingreso al separador existe un bafle de impacto
que obliga a los líquidos a dirigirse al fondo del equipo. Este separador posee una bota,
desde la cual se remueve la solución de glicol bajo la acción de un controlador de nivel,
que gobierna la válvula en la descarga de glicol. La gasolina que proviene del
separador frío es enviada al separador intermedio de baja temperatura, la temperatura
de 30ºF por efecto de la reducción de presión. Los líquidos del separador intermedio,
son enviados a la columna de estabilización ingresando como reflujo para enfriar los
gases de cabeza.
El resto de glicol que no se usa en la inyección, pasa por los filtros de carbón
activado donde se retienen por absorción las trazas de hidrocarburos presentes.
La corriente ingresa luego al regenerador de glicol del tipo de fuego directo, con
una columna rellena montada en el domo donde es calentada hasta aproximadamente
360ºF. Esto produce la separación de vapor de agua que asciende por la columna
rellena del regenerador evacuándose a la atmósfera.
De esta manera la solución acuosa de trietilenglicol se concentra al 100% en
peso, la solución concentrada se enfría hasta 120ºF en el intercambiador glicol / glicol y
es tomada por las bombas de inyección para su envió a la torre contactora de 60
MMCFD de capacidad con un caudal de 4.85
Descripción del Proceso con el Tamiz Molecular:
Desde el tanque de alimentación, el gas natural se bombea a la Stripper para la
columna de rectificación. Un parcial de vapor de los vapores de la columna se
condensa en el condensador y se envía de nuevo a la columna como reflujo. El resto de
los vapores pasan a través de un pre-calentador y llevado a la criba unidades
moleculares para la deshidratación. El vapor pasa a través de un lecho de tamiz
molecular de granos y el agua en la corriente de vapor de entrada es adsorbida en el
tamiz de material molecular y vapor del gas natural existe desde la (MSU) Caliente.
Unidades de criba se condensa en el Condensador del tamiz Molecular. El producto del
gas natural a continuación volver a enfriar en el refrigerador del producto, que lo
acercan a la temperatura ambiente.
Las dos unidades tamiz moleculares operan secuencialmente y se alternan de
modo que uno se encuentra en la regeneración, mientras que el otro está en
funcionamiento, adsorción de agua de la corriente de vapor. La regeneración se lleva a
cabo mediante la aplicación de vacío a la cama en proceso de regeneración.
La adsorción del material de tamices moleculares de sorbe y se evapora en la
corriente de vapor del gas natural. Esta mezcla del gas natural y agua se condensa y se
enfría el agua de refrigeración contra la torre en la unidad de tamiz molecular. Cualquier
vapor y arrastrado líquido condensado al salir de la unidad de tamiz molecular.
Tamiz regenerante entra en el condensador de la unidad. Tamiz regenerante
Tambor, donde se pone en contacto con el líquido regenerante enfriado.
El líquido enfriado regenerante es débil en la concentración del gas natural, ya
que contiene todo el agua de sorbida del tamiz molecular Camas. Este líquido de baja
resistencia se vuelva a la columna de destilación para recuperar el gas natural. El agua
sale de la parte inferior de la columna y contiene sólo trazas de gas.
Figura 9. Proceso de una Unidad Deshidratadora de Tamiz Molecular
Características de los Desecantes Utilizados para la Deshidratación Convencional
del Gas Natural
Un buen desecante (disolvente) para el proceso de ABSORCIÓN debe cumplir
con las siguientes características generales:
.-Alta afinidad por el agua.
.-Bojo Costo.
.-No corrosivo
.-Estabilidad frente a los componentes del gas.
.-Estabilidad durante la regeneración.
.-Fácil de regenerar.
.-Baja o moderada viscosidad.
.-Baja solubilidad al gas natural.
.-Baja tendencia a emulsificar o formar espuma.
.-Baja presión de vapor a la temperatura de contacto.
Un buen desecante para el proceso de ADSORCIÓN debe cumplir con las
siguientes características generales:
Debe poseer una gran superficie para una alta capacidad de adsorción.
.-Poseer afinidad al agua
.-Alta trasferencia de masa.
.-Fácil y económicamente regenerable.
.-Buen mantenimiento de actMdad con el tiempo.
.-Poca resistencia al flujo de gas.
.-Alta fuerza mecánica para resistir rajaduras y formaciones de polvo.
.-Poco costoso, no corrosivos, antitóxicos, químicamente inerte poseer alta
densidad.
Fuentes Secundarias Desecantes No Convencionales Disponibles en el Mercado
Membranas Cerámicas de Pervaporación (PV)
La pervaporación (PV) es una tecnología de membrana utilizada para separar
mezclas líquidas. El término “pervaporación” (PV) es una contracción de los términos
permeación y evaporación, ya que se trata de un proceso de separación en el cual una
mezcla liquida se pone en contacto con una membrana selectiva y uno de los
componentes de la mezcla se trasporta mediante permeación preferencial a través de la
membrana, saliendo en fase de vapor del otro lado de la membrana. (Oliveira, 2002)
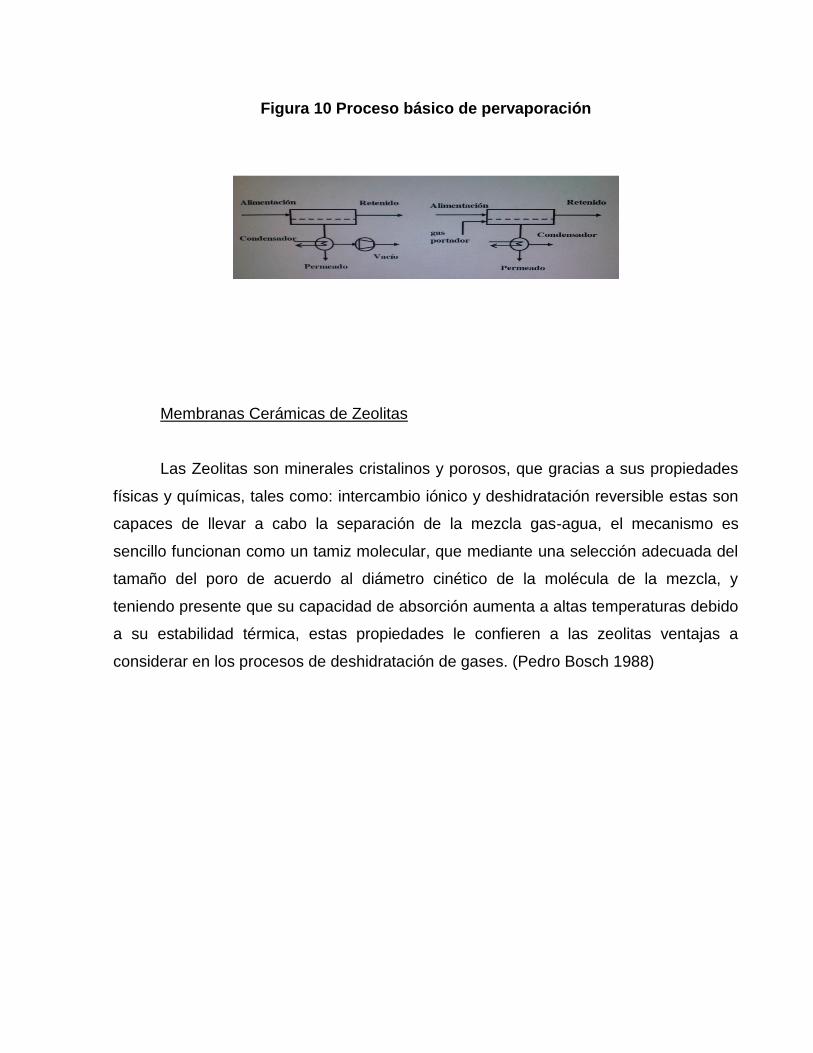
Figura 10 Proceso básico de pervaporación
Membranas Cerámicas de Zeolitas
Las Zeolitas son minerales cristalinos y porosos, que gracias a sus propiedades
físicas y químicas, tales como: intercambio iónico y deshidratación reversible estas son
capaces de llevar a cabo la separación de la mezcla gas-agua, el mecanismo es
sencillo funcionan como un tamiz molecular, que mediante una selección adecuada del
tamaño del poro de acuerdo al diámetro cinético de la molécula de la mezcla, y
teniendo presente que su capacidad de absorción aumenta a altas temperaturas debido
a su estabilidad térmica, estas propiedades le confieren a las zeolitas ventajas a
considerar en los procesos de deshidratación de gases. (Pedro Bosch 1988)
Membrana Siftek ™
Sistema de membrana Siftek ™ posee una barrera selectiva que promueve la
separación de vapor de agua de otros compuestos orgánicos dentro de una mezcla
gaseosa. Estas membranas son efectivas a partir de una mezcla de polímeros con
propiedades químicas y especies morfológica. Ellas combinan una alta resistencia a
disolventes y a temperaturas elevadas, lo que permiten el uso del sistema Siftek ™ en
diferentes aplicaciones industriales.
Figura 12 Membrana Siftek™
GAS DE
PROCESO
GAS
SECO
Figura 11 Proceso básico de deshidratación de gas con zeolitas
Cloruro de Calcio (CaCl2)
Es una solución incolora, se presenta en forma líquida en una concentración del
35% aproximadamente o en escamas, el cloruro de calcio es higroscópico porque
absorbe la humedad del aire o de la superficie, es delicuescente ya que se disuelve en
la humedad que absorbe formando una solución clara extremadamente resistente a la
evaporación, es de larga duración el cloruro de calcio retiene la humedad que absorbe
por un periodo indefinido de tiempo.
Selección del Desecante No Convencional Disponible en el Mercado Considerando Aspectos Técnicos Económicos Tabla 3. Factores Importantes Para la Selección del Desecante No Convencional a
Seleccionar
Desecante Disponibilidad en
el Mercado Aspecto Técnico
Económico capacidad de
absorción No
Contaminante
Membrana de Pervaporación 2 1 2 3
Membrana de Zeolitas 3 2 2 2
Membrana Siftek ™ 2 3 3 3
Cloruro de Calcio 1 0 1 1
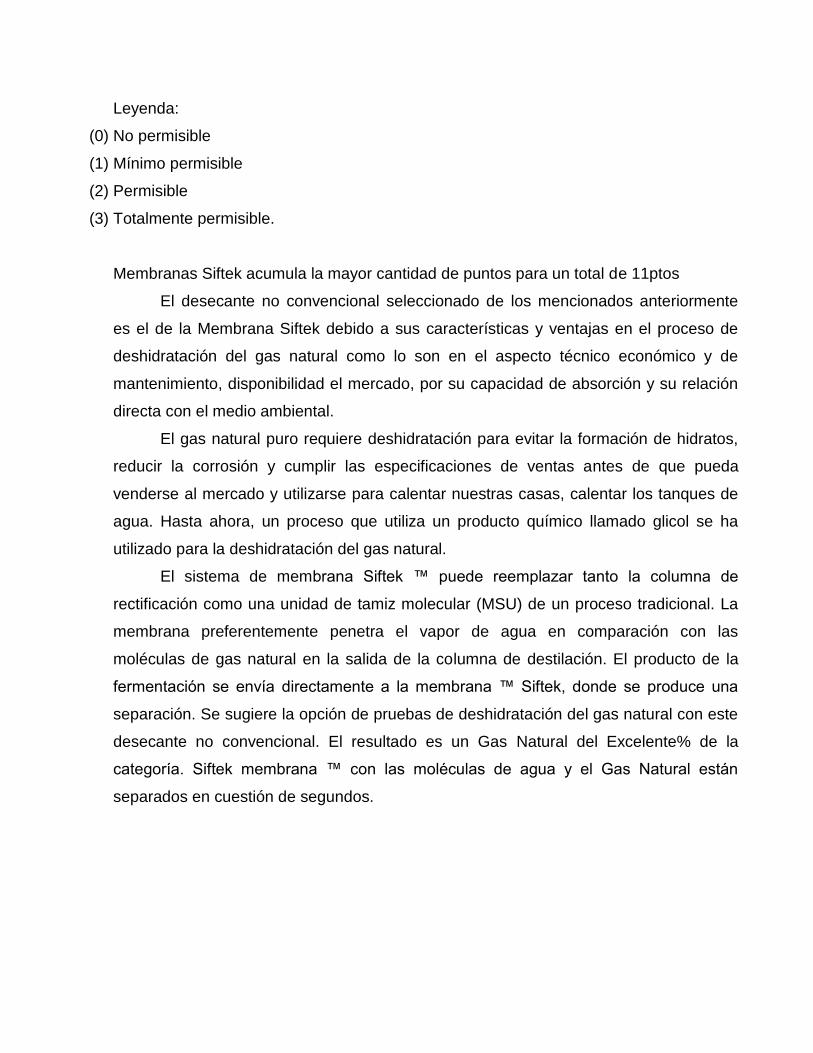
Leyenda:
(0) No permisible
(1) Mínimo permisible
(2) Permisible
(3) Totalmente permisible.
Membranas Siftek acumula la mayor cantidad de puntos para un total de 11ptos
El desecante no convencional seleccionado de los mencionados anteriormente
es el de la Membrana Siftek debido a sus características y ventajas en el proceso de
deshidratación del gas natural como lo son en el aspecto técnico económico y de
mantenimiento, disponibilidad el mercado, por su capacidad de absorción y su relación
directa con el medio ambiental.
El gas natural puro requiere deshidratación para evitar la formación de hidratos,
reducir la corrosión y cumplir las especificaciones de ventas antes de que pueda
venderse al mercado y utilizarse para calentar nuestras casas, calentar los tanques de
agua. Hasta ahora, un proceso que utiliza un producto químico llamado glicol se ha
utilizado para la deshidratación del gas natural.
El sistema de membrana Siftek ™ puede reemplazar tanto la columna de
rectificación como una unidad de tamiz molecular (MSU) de un proceso tradicional. La
membrana preferentemente penetra el vapor de agua en comparación con las
moléculas de gas natural en la salida de la columna de destilación. El producto de la
fermentación se envía directamente a la membrana ™ Siftek, donde se produce una
separación. Se sugiere la opción de pruebas de deshidratación del gas natural con este
desecante no convencional. El resultado es un Gas Natural del Excelente% de la
categoría. Siftek membrana ™ con las moléculas de agua y el Gas Natural están
separados en cuestión de segundos.
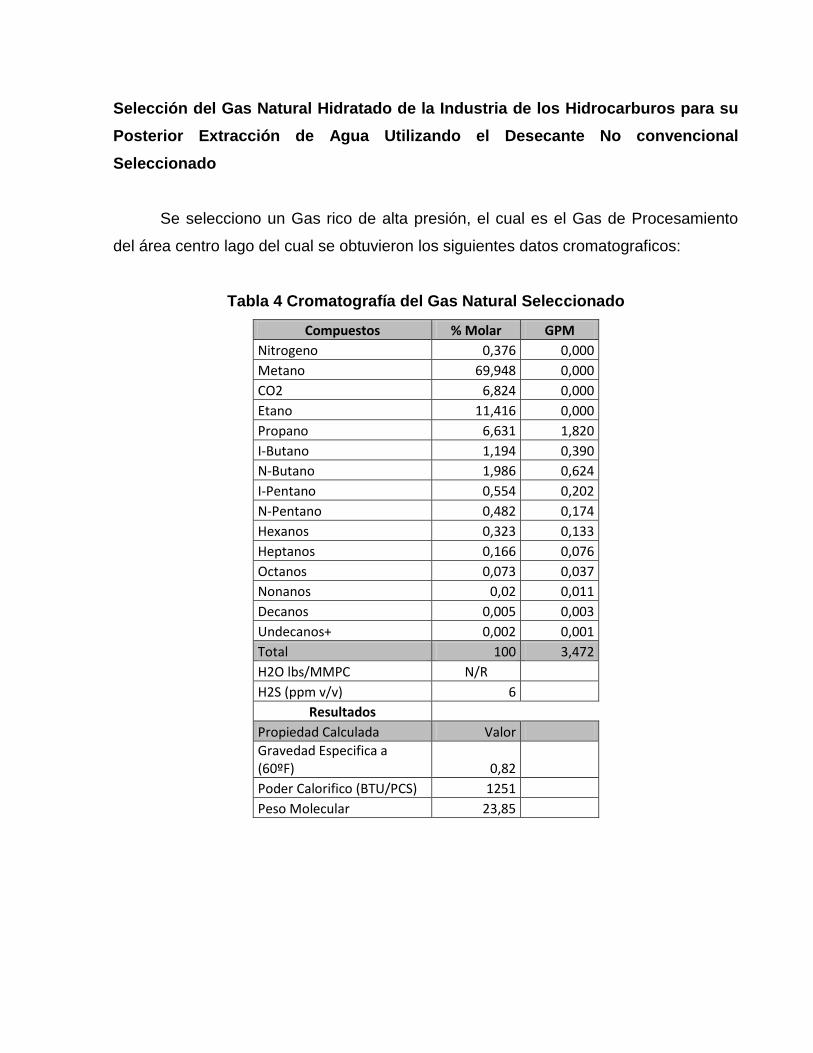
Selección del Gas Natural Hidratado de la Industria de los Hidrocarburos para su
Posterior Extracción de Agua Utilizando el Desecante No convencional
Seleccionado
Se selecciono un Gas rico de alta presión, el cual es el Gas de Procesamiento
del área centro lago del cual se obtuvieron los siguientes datos cromatograficos:
Tabla 4 Cromatografía del Gas Natural Seleccionado
Compuestos % Molar GPM
Nitrogeno 0,376 0,000
Metano 69,948 0,000
CO2 6,824 0,000
Etano 11,416 0,000
Propano 6,631 1,820
I-Butano 1,194 0,390
N-Butano 1,986 0,624
I-Pentano 0,554 0,202
N-Pentano 0,482 0,174
Hexanos 0,323 0,133
Heptanos 0,166 0,076
Octanos 0,073 0,037
Nonanos 0,02 0,011
Decanos 0,005 0,003
Undecanos+ 0,002 0,001
Total 100 3,472
H2O lbs/MMPC N/R
H2S (ppm v/v) 6
Resultados
Propiedad Calculada Valor
Gravedad Especifica a (60ºF) 0,82
Poder Calorifico (BTU/PCS) 1251
Peso Molecular 23,85
Presión: 1.800lpca
Temperatura: 125ºF Características del Sistema de Deshidratación del Gas Natural Considerando el Desecante No Convencional Seleccionado
Membrana Siftek™ son filtros que permiten la separación de vapor de agua de
los vapores de otros compuestos de una mezcla de gases. La penetración a través de
la membrana se produce debido a una diferencia de potencial, en cuyo caso el sistema
de membranas Siftek™ es la presión parcial de los vapores de cada lado de la
membrana. Estas membranas están hechas de una mezcla especial de polímeros, son
fibras huecas que proporcionan alta permeabilidad y selectividad. Las fibras huecas
proporcionan un flujo elevado y estable de los sistemas a gran escala. Este flujo
elevado de fibra hueca que resulta de la fórmula patentada hidrofílico y la delgada
pared de separación. La penetración del agua a través de la membrana se produce por
la adsorción de agua en la superficie de la membrana. La difusión a través de la
membrana y desorción se producen en la superficie externa de la membrana. El agua
de alta permeabilidad a través de los resultados de la membrana de altas tasas de
absorción y difusión relativas.
La membrana tienen una forma tubular hueco y se montan dentro de un cartucho
cilíndrico, se sacan en fibras con una fase mojado / seco, proceso de inversión-que
hace girar.
Un módulo de membrana típica contiene miles de fibras que se incrustan en una
resina termoestable que se enlaza a un anillo de sello en una vasija de presión de acero
inoxidable, en una geometría similar a un intercambiador de calor de carcasa y tubo,
formando un modulo de separación. La mezcla de vapor de agua y los flujos del gas
natural a través de los agujeros en las membranas. El modulo de separación opera bajo
una presión positiva en el lado interno de la membrana y negativa en el lado externo. La
deshidratación de la mezcla gaseosa de vapor de agua y el gas natural se produce por
la permeabilidad selectiva de vapor de agua a través del montaje de las membranas
poliméricas. Los agentes químicos no son absolutamente necesarios.
Diseño del Sistema de Deshidratación del Gas Natural
Gas de Alimentación de la entrada
Presión 1.800lpca
Temperatura 125ºF
Caudal volumétrico de cada unidad: 70 MMpcdn
Gas saturado con agua
Composición del gas (sin agua):
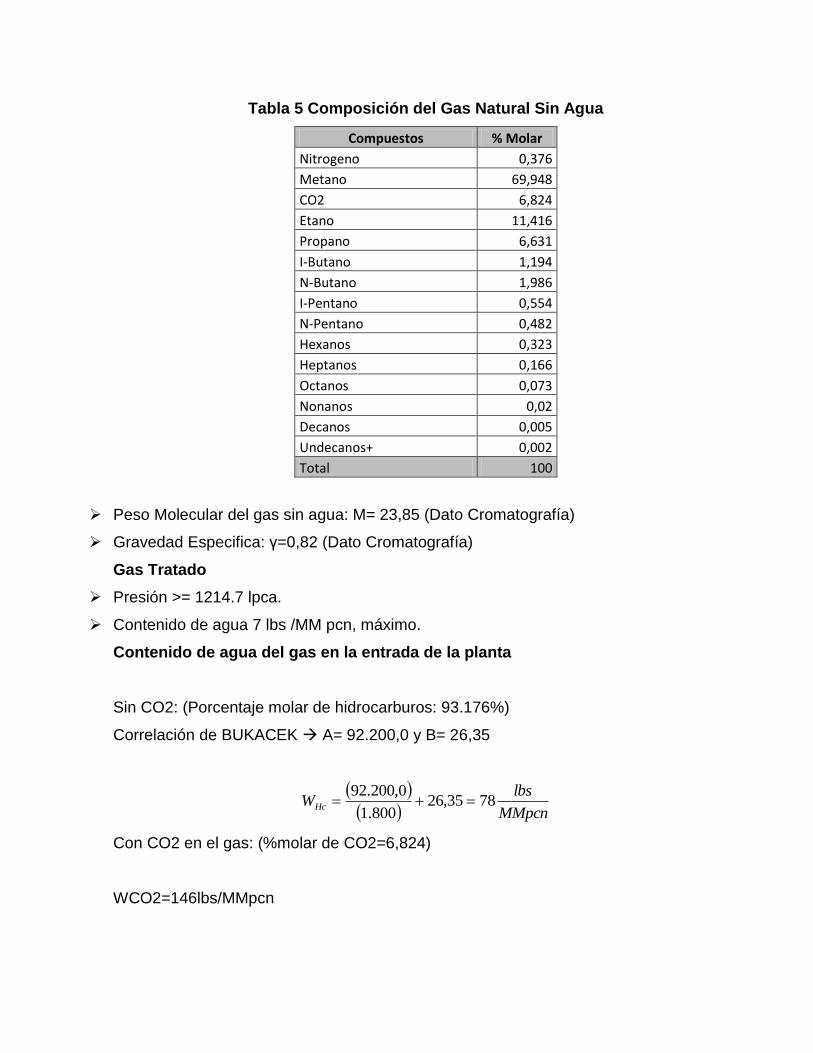
Tabla 5 Composición del Gas Natural Sin Agua
Compuestos % Molar
Nitrogeno 0,376
Metano 69,948
CO2 6,824
Etano 11,416
Propano 6,631
I-Butano 1,194
N-Butano 1,986
I-Pentano 0,554
N-Pentano 0,482
Hexanos 0,323
Heptanos 0,166
Octanos 0,073
Nonanos 0,02
Decanos 0,005
Undecanos+ 0,002
Total 100
Peso Molecular del gas sin agua: M= 23,85 (Dato Cromatografía)
Gravedad Especifica: γ=0,82 (Dato Cromatografía)
Gas Tratado
Presión >= 1214.7 lpca.
Contenido de agua 7 lbs /MM pcn, máximo.
Contenido de agua del gas en la entrada de la planta
Sin CO2: (Porcentaje molar de hidrocarburos: 93.176%)
Correlación de BUKACEK A= 92.200,0 y B= 26,35
MMpcn
lbsWHc 7835,26
800.1
0,200.92
Con CO2 en el gas: (%molar de CO2=6,824)
WCO2=146lbs/MMpcn
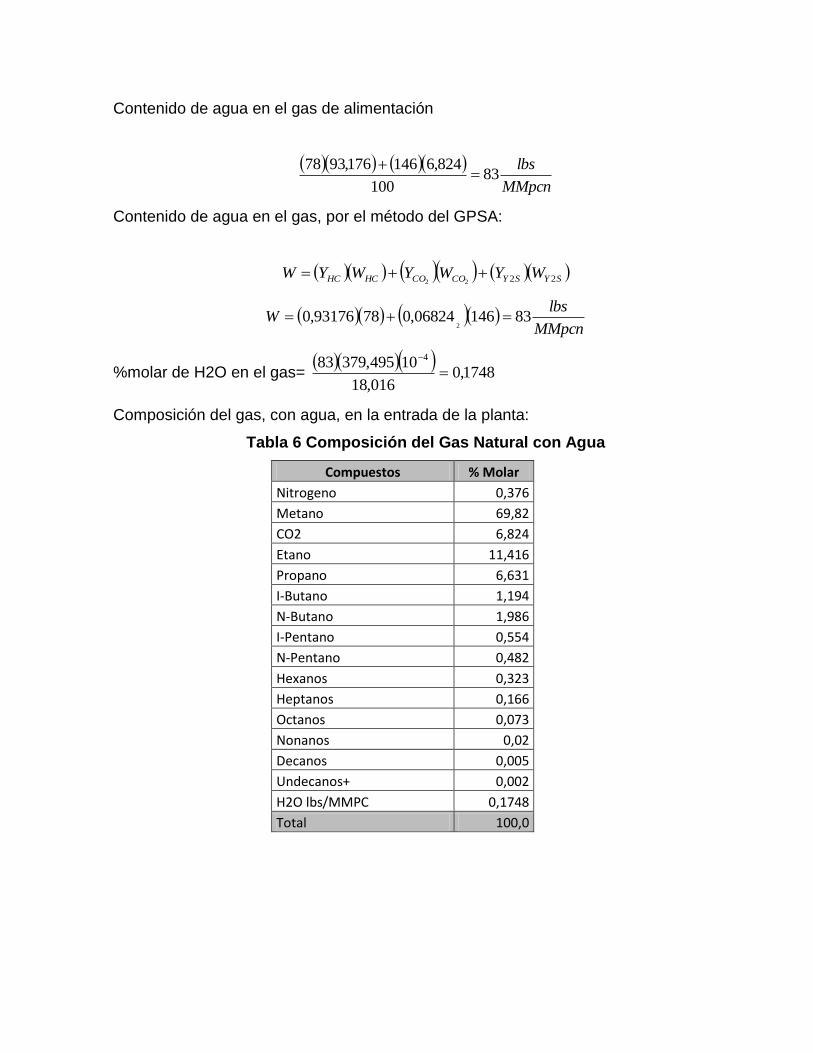
Contenido de agua en el gas de alimentación
MMpcn
lbs83
100
824,6146176,9378
Contenido de agua en el gas, por el método del GPSA:
SYSYCOCOHCHC WYWYWYW 2222
MMpcn
lbsW 8314606824,07893176,0
2
%molar de H2O en el gas=
1748,0016,18
10495,37983 4
Composición del gas, con agua, en la entrada de la planta:
Tabla 6 Composición del Gas Natural con Agua
Compuestos % Molar
Nitrogeno 0,376
Metano 69,82
CO2 6,824
Etano 11,416
Propano 6,631
I-Butano 1,194
N-Butano 1,986
I-Pentano 0,554
N-Pentano 0,482
Hexanos 0,323
Heptanos 0,166
Octanos 0,073
Nonanos 0,02
Decanos 0,005
Undecanos+ 0,002
H2O lbs/MMPC 0,1748
Total 100,0
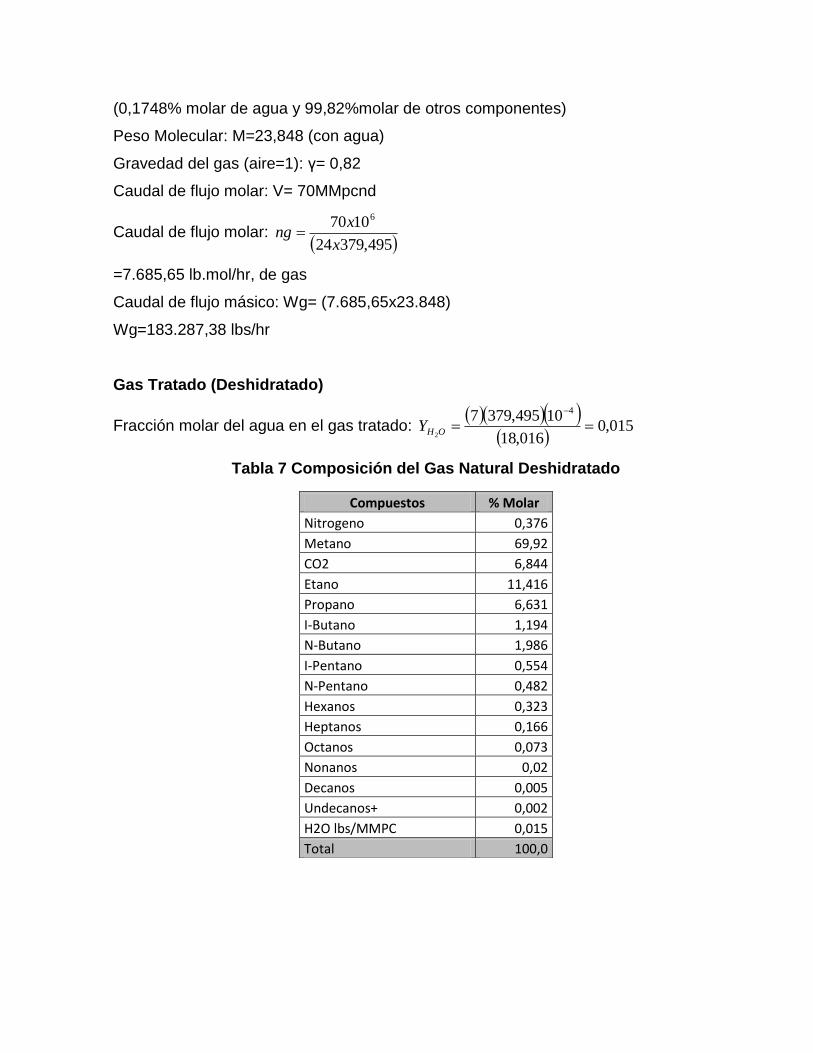
(0,1748% molar de agua y 99,82%molar de otros componentes)
Peso Molecular: M=23,848 (con agua)
Gravedad del gas (aire=1): γ= 0,82
Caudal de flujo molar: V= 70MMpcnd
Caudal de flujo molar: 495,37924
1070 6
x
xng
=7.685,65 lb.mol/hr, de gas
Caudal de flujo másico: Wg= (7.685,65x23.848)
Wg=183.287,38 lbs/hr
Gas Tratado (Deshidratado)
Fracción molar del agua en el gas tratado:
015,0
016,18
10495,3797 4
2
OHY
Tabla 7 Composición del Gas Natural Deshidratado
Compuestos % Molar
Nitrogeno 0,376
Metano 69,92
CO2 6,844
Etano 11,416
Propano 6,631
I-Butano 1,194
N-Butano 1,986
I-Pentano 0,554
N-Pentano 0,482
Hexanos 0,323
Heptanos 0,166
Octanos 0,073
Nonanos 0,02
Decanos 0,005
Undecanos+ 0,002
H2O lbs/MMPC 0,015
Total 100,0

Peso Molecular: 23,85
Gravedad del gas (aire=1): γ= 0,82
Presión Seudocrítica= 730,89lpca
Temperatura Seudocrítica= 376,8ºR
Propiedades reducidas a 1.800lpca y 125ºF; sPr=2,46 y sTr=1,55
Factor de Compresibilidad: Z=0.87
Volumen molar del Gas= 379,495pcn/lb.mol
Densidad del gas:
321.8
87.0560732,10
85,23800.1
pies
lbsg
Agua que debe ser removida de la corriente
MMpcn
OlbsHW 276783
hrgalsW OH /66.221
24
70762
hr
galsQ OH 57.26
4.62
4805.,766,2212
Este caudal de agua para a un proceso final por medio de unas bombas las cuales
tienen las siguientes especificaciones
Tipo: Reciprocante
2Bombas
Caudal/bomba=3823lbs/hrs
Temperatura de Succión: 227ºF
Gravedad Específica: 1.06
Potencia Hidráulica del Diseño:
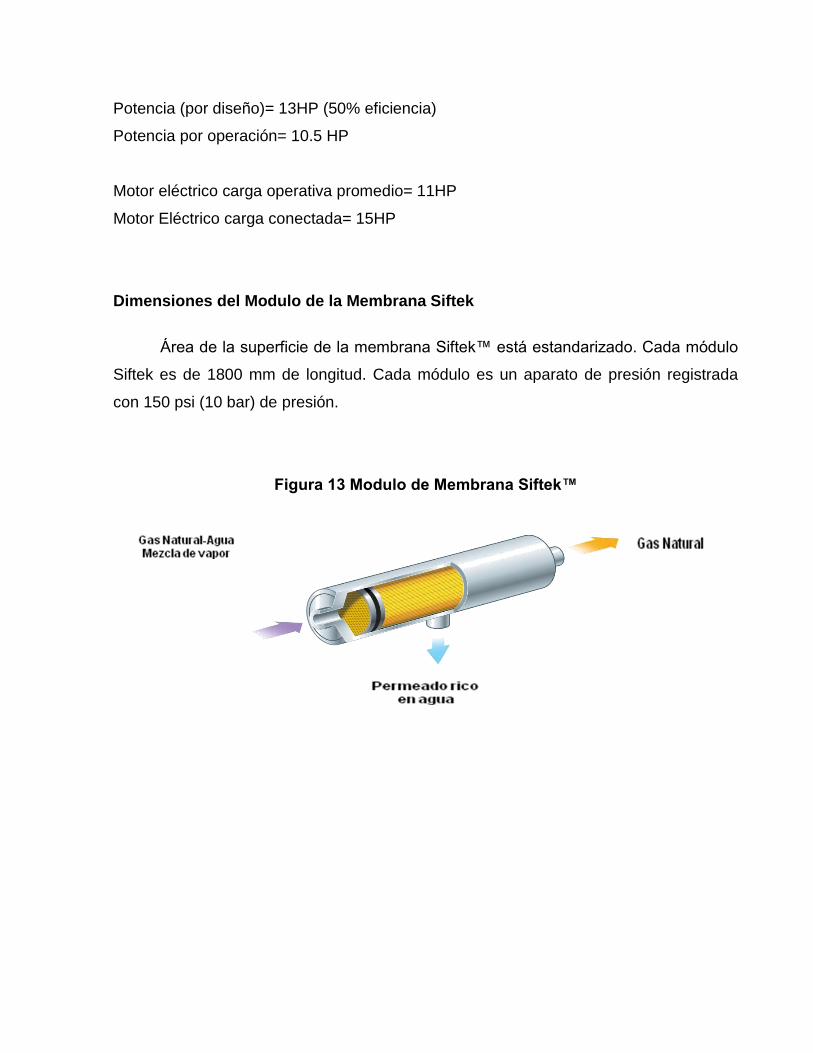
Potencia (por diseño)= 13HP (50% eficiencia)
Potencia por operación= 10.5 HP
Motor eléctrico carga operativa promedio= 11HP
Motor Eléctrico carga conectada= 15HP
Dimensiones del Modulo de la Membrana Siftek
Área de la superficie de la membrana Siftek™ está estandarizado. Cada módulo
Siftek es de 1800 mm de longitud. Cada módulo es un aparato de presión registrada
con 150 psi (10 bar) de presión.
Figura 13 Modulo de Membrana Siftek™
Figura 14 Fibra Hueca de la Membrana
Características de la Membrana Siftek™
Membrana de fibra hueca integralmente de piel
Calor hidrófilo poliamida resistente
Resistencia al calor
Resistente a los solventes
Figura 15 Membrana Siftek™ Externa
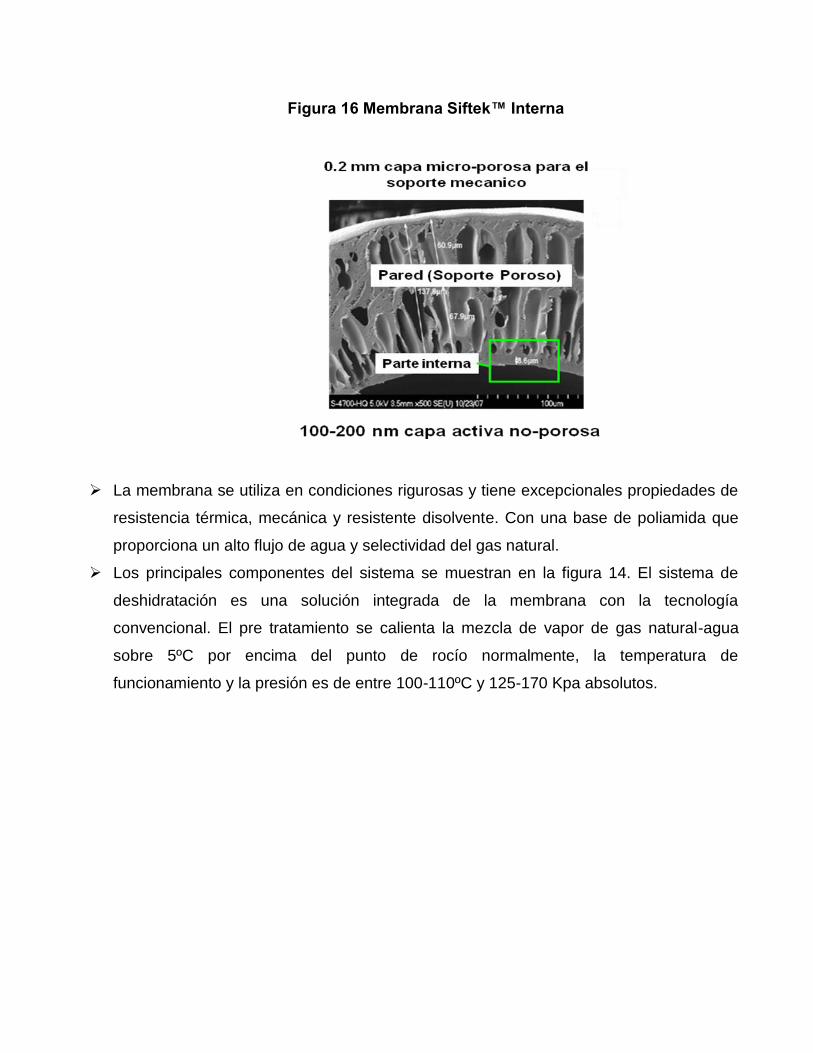
Figura 16 Membrana Siftek™ Interna
La membrana se utiliza en condiciones rigurosas y tiene excepcionales propiedades de
resistencia térmica, mecánica y resistente disolvente. Con una base de poliamida que
proporciona un alto flujo de agua y selectividad del gas natural.
Los principales componentes del sistema se muestran en la figura 14. El sistema de
deshidratación es una solución integrada de la membrana con la tecnología
convencional. El pre tratamiento se calienta la mezcla de vapor de gas natural-agua
sobre 5ºC por encima del punto de rocío normalmente, la temperatura de
funcionamiento y la presión es de entre 100-110ºC y 125-170 Kpa absolutos.
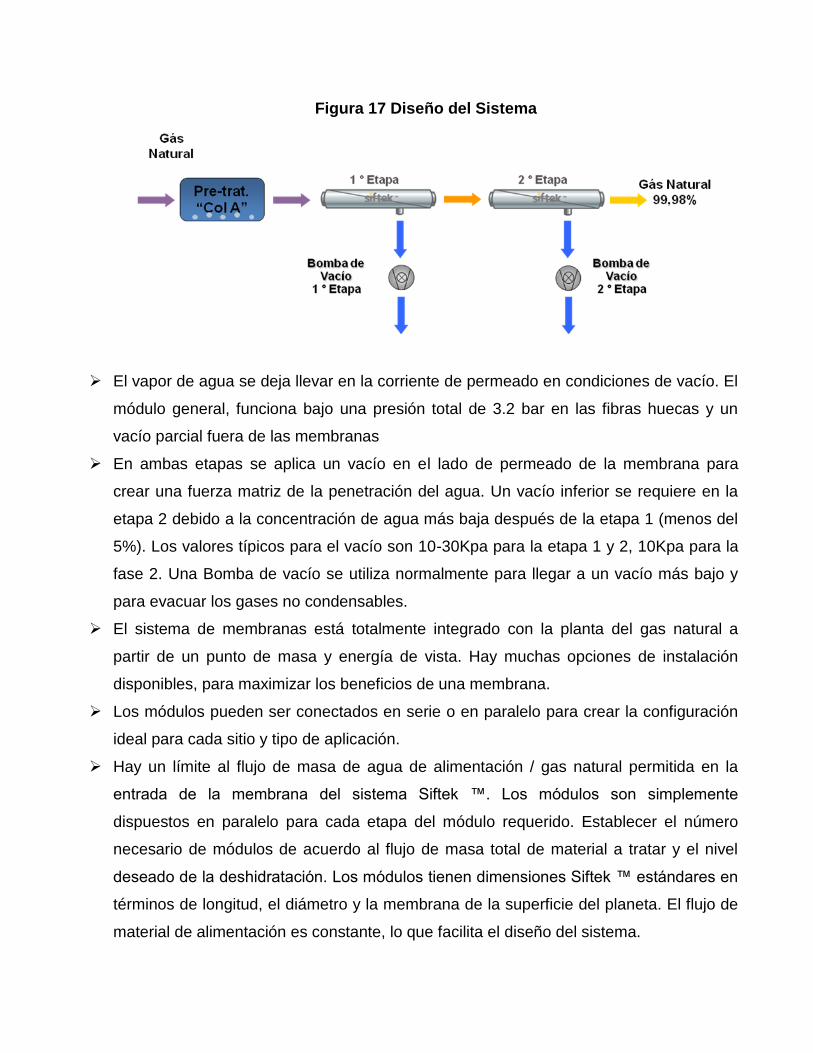
Figura 17 Diseño del Sistema
El vapor de agua se deja llevar en la corriente de permeado en condiciones de vacío. El
módulo general, funciona bajo una presión total de 3.2 bar en las fibras huecas y un
vacío parcial fuera de las membranas
En ambas etapas se aplica un vacío en el lado de permeado de la membrana para
crear una fuerza matriz de la penetración del agua. Un vacío inferior se requiere en la
etapa 2 debido a la concentración de agua más baja después de la etapa 1 (menos del
5%). Los valores típicos para el vacío son 10-30Kpa para la etapa 1 y 2, 10Kpa para la
fase 2. Una Bomba de vacío se utiliza normalmente para llegar a un vacío más bajo y
para evacuar los gases no condensables.
El sistema de membranas está totalmente integrado con la planta del gas natural a
partir de un punto de masa y energía de vista. Hay muchas opciones de instalación
disponibles, para maximizar los beneficios de una membrana.
Los módulos pueden ser conectados en serie o en paralelo para crear la configuración
ideal para cada sitio y tipo de aplicación.
Hay un límite al flujo de masa de agua de alimentación / gas natural permitida en la
entrada de la membrana del sistema Siftek ™. Los módulos son simplemente
dispuestos en paralelo para cada etapa del módulo requerido. Establecer el número
necesario de módulos de acuerdo al flujo de masa total de material a tratar y el nivel
deseado de la deshidratación. Los módulos tienen dimensiones Siftek ™ estándares en
términos de longitud, el diámetro y la membrana de la superficie del planeta. El flujo de
material de alimentación es constante, lo que facilita el diseño del sistema.
La membrana Siftek ™ es compatible con la gama de temperaturas que se encuentran
en la industria de gas natural, es de 75 ° C a 135 ° C (aproximadamente 165 a 250 ° F)
y la correspondiente presión de vapor sobrecalentado.
La mezcla de vapor del gas natural-agua se alimenta en un lado de los miles módulos
conteniendo una multa de membranas poliméricas de fibra hueca.
La mezcla de viajes por los canales paralelos y de vapor de agua se extrae a través de
la membrana de polímero denso (mientras que el gas natural es rechazado) por un
motor creado por un vacío en el lado de la cascara del modulo. Las membranas de fibra
hueca se ensamblan en una concha para formar un modulo. Estos módulos están
dispuestos en un sistema en serie-paralelo.
RESULTADOS
En una planta de un sistema de deshidratación del gas natural de la membrana
Siftek™ es el proceso que alcanza el mayor grado de optimización del uso de la
energía, la reducción del promedio de 50% el consumo de energía térmica desde la
etapa de deshidratación.
La separación de la membrana se produce en el vapor sin condensación como
pasos en el proceso convencional, además la separación por membrana siftek™ implica
una tasa de recirculación de los productos básicos muy bajos.
La separación de la membrana Siftek ™ consiste en una tasa muy baja de la
recirculación del producto. Menos del 2% de gas natural se recicla en comparación con
15-30% de tamices moleculares.
Se tiene simplemente en eliminar el agua que alimenta la entrada del tamiz
molecular, donde su concentración suele oscilar entre 90% y el 95 por peso. Siftek ™
los resultados del tratamiento de un gas natural es de grado del 99%.
Después de una extensa investigación se obtuvo una serie de descripciones del
proceso de deshidratación del gas natural con la Membrana Siftek ™, gracias a la
recopilación de información y a la ayuda de algunos miembros de la empresa Vaperma
en Brasil, quienes aportaron sus conocimiento por vía electrónica, de manera que todos
estos datos hicieron posible este diseño adaptado a un gas natural rico de alta presión,
que tenemos en la parte centro lago Venezuela (Maracaibo-Zulia).
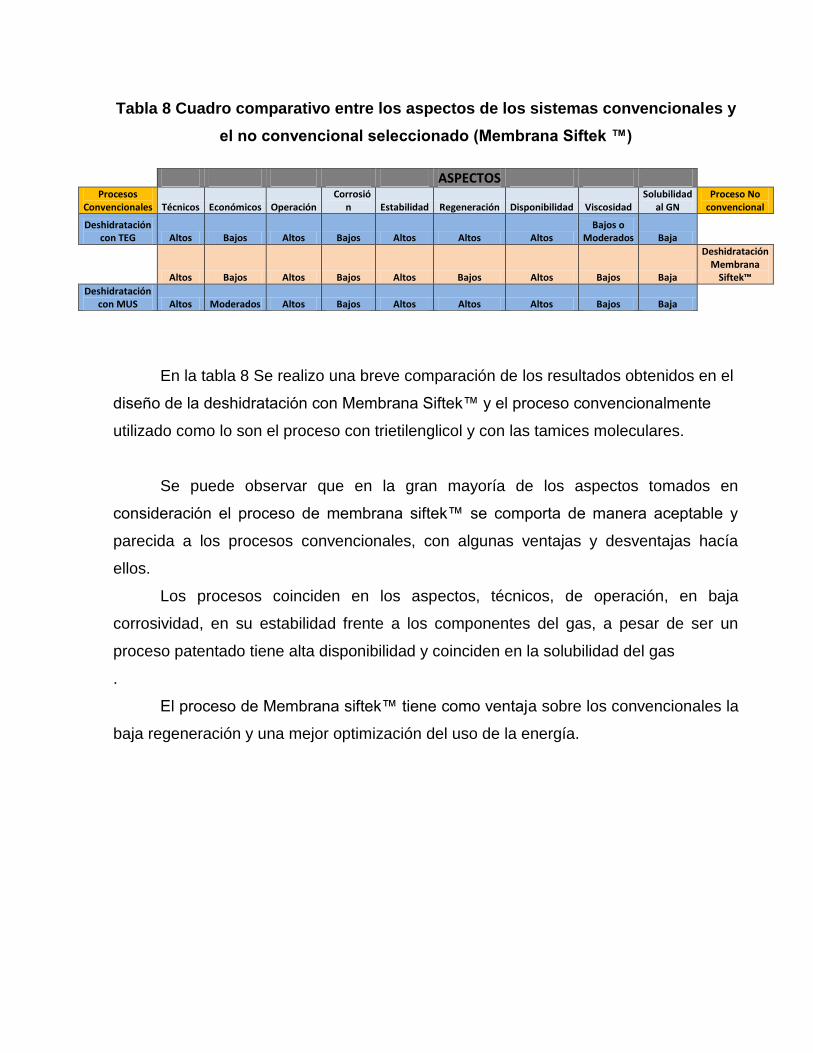
Tabla 8 Cuadro comparativo entre los aspectos de los sistemas convencionales y
el no convencional seleccionado (Membrana Siftek ™)
En la tabla 8 Se realizo una breve comparación de los resultados obtenidos en el
diseño de la deshidratación con Membrana Siftek™ y el proceso convencionalmente
utilizado como lo son el proceso con trietilenglicol y con las tamices moleculares.
Se puede observar que en la gran mayoría de los aspectos tomados en
consideración el proceso de membrana siftek™ se comporta de manera aceptable y
parecida a los procesos convencionales, con algunas ventajas y desventajas hacía
ellos.
Los procesos coinciden en los aspectos, técnicos, de operación, en baja
corrosividad, en su estabilidad frente a los componentes del gas, a pesar de ser un
proceso patentado tiene alta disponibilidad y coinciden en la solubilidad del gas
.
El proceso de Membrana siftek™ tiene como ventaja sobre los convencionales la
baja regeneración y una mejor optimización del uso de la energía.
ASPECTOS
Procesos Convencionales Técnicos Económicos Operación
Corrosión Estabilidad Regeneración Disponibilidad Viscosidad
Solubilidad al GN
Proceso No convencional
Deshidratación con TEG Altos Bajos Altos Bajos Altos Altos Altos
Bajos o Moderados Baja
Altos Bajos Altos Bajos Altos Bajos Altos Bajos Baja
Deshidratación Membrana
Siftek™
Deshidratación con MUS Altos Moderados Altos Bajos Altos Altos Altos Bajos Baja
CONCLUSIONES
Existen nuevas alternativas para la deshidratación de un gas natural, y estas
pueden superar la eficiencia de los sistemas convencionales.
El diseño realizado además de ser eficaz cumple con todos los aspectos técnicos
económicos para su implementación.
La tecnología es competitiva con las tecnologías convencionales, como las
columnas de la concentración y tamices moleculares. En general, la diferencia de los
costos no es un factor importante en la toma de decisiones de la adopción de nuevas
tecnologías.
Membrana Siftek ™ pueden utilizarse en beneficio de la separación de muchas
otras mezclas de vapor de agua y compuestos orgánicos. Se pueden citar como
ejemplos: metanol / agua, el ácido acético / agua, aire / agua y gas / agua.
Membrana Siftek ™ son resistentes al calor y al disolvente. La tecnología basada
en membranas ofrece una alternativa para los procesos de destilación de alcohol
convencionales para la deshidratación del gas natural.
Membrana Siftek ™ está hecha de polímeros conocidos por su alta estabilidad
química, se mantiene estable, por ejemplo, en la presencia de una amplia gama de
solventes tales como metanol, etanol y acetato de etilo.
También es estable en presencia de ácidos orgánicos como el ácido acético y
ácido fórmico. Siftek membranas ™ puede ser considerado para un amplio espectro de
posibles aplicaciones industriales, con una limitación de la presencia de ácidos
inorgánicos fuertes.
Con el uso de membranas Siftek ™, su mantenimiento se puede realizar sin
parar la instalación, a diferencia de los sistemas convencionales que necesitan ser
detenido por el mantenimiento de las columnas. Debido a las características del sistema
modular, el mantenimiento se puede realizar sin comprometer la capacidad de la
instalación productiva.
Tienen gran modularidad, flexibilidad, facilidad de operación y un mantenimiento
mínimo.
Es un proceso continuo.
Bajos costos de operación y mantenimiento.
El sistema modular permite Siftek ™ fácil y rápida inicio de operación.
Maximiza los beneficios a través de la cogeneración de bioelectricidad.
Promueve la reducción significativa en la cantidad de energía térmica requerida
para producir gas natural, como consecuencia inmediata, reducir la emisión a la
atmósfera de gases de efecto invernadero, y generar beneficios indirectos, como los
créditos de carbono.
RECOMENDACIONES
Realizar el diseño para el resto de los desecantes no convencionales,
disponibles en el mercado y facilitados en esta investigación.
Realizar pruebas de laboratorios con el diseño del sistema de deshidratación
realizado con Membrana Siftek.
Se deben analizar otras propuestas para la deshidratación con el sistema de
membrana siftek para solventes tales como metanol, etanol y acetato de etilo.
También es estable en presencia de ácidos orgánicos como el ácido acético y
ácido fórmico.
Visualizar a futuro la utilización del sistema de Membrana Siftek para
deshidratación en plantas petroleras de nuestro país. Esperando mejores resultados
que los obtenidos con los procesos convencionales.
Realizar propuesta y acciones tomadas de este sistema que puedan ser
aplicadas al esfuerzo nacional de la ley ambiental vigente.
Realizar un estudio sobre las aplicaciones en el mundo del sistema de
Membrana Siftek.
REFERENCIAS BIBLIOGRAFÍA
Libros:
Bavaresco, Aura. (1979) Las técnicas de la Investigación. Editorial South-Western
Publishing Co. 4ta edición.
Sampieri, Roberto y otros. (1998) Metodología de la Investigación. Editorial Mc Graw
Hill.2da edición.
Ramírez, Tulio. (1993) Como hacer un proyecto de Investigación. Editorial Carhel C.A.
2da edición.
Bavaresco, Aura. (1994) Proceso Metodológico en la Investigación. Servicios
Bibliotecarios L.U.Z
Triola, M. (2000) Estadística elemental. Pearson Educación. México. Venezuela.
Chávez A Nilda. (1994) Introducción A la investigación Educativa. Era Edición
Maracaibo. Edo. Zulia, Venezuela.
Tamayo y Tamayo, Mario. (1999) El proceso de la investigación científica. Tercera
Edición. Editorial Limusa. México.
Carlos Banzers (1996) Correlaciones numéricas P.V.T. Maracaibo-Venezuela.
J.M. Cambell. (1992) Gas Condictionig and Processing. Volumen I y II.
Marcías Martínez. Deshidratación del Gas Natural.
Perry, Manual del Ingeniero Químico, 6/e Mc Graw Hill 1992, México.
E. J. Henley, J. D. Seader. Operaciones de Separación por Etapas de Equilibrio en
Ingeniería Química, Reverté 1988, España.
Oilfield Processing Of Petroleum Volume One: Natural Gas.
Pedro Bosch, Isaac Schifter. La Zeolita Una Piedra Que Hierve, 1/e la ciencia desde
México 1988, México D.F.
Robert E. Treybal Operaciones De Transferencia De Masa, 2/e Mc Graw Hill 1999
México D.F. Absorción De Gases.
Gas Conditioning And Processing Vol. 2 The Equipment Modules.
http://www.vaperma.com/pt/technology/siftek_membrane_technology.php
http://www.vaperma.com/en/technology/siftek_membrane_system.php
14