Embed Size (px)
DESCRIPTION
REVISTA - Mecatronica Atual 66
Citation preview

3Janeiro/Fevereiro 2014 :: Mecatrônica Atual
Editora Saber LtdaDiretorHélio Fittipaldi
Associada da:
Associação Nacionaldas Editoras de Publicações Técnicas, Dirigidas e Especializadas
Atendimento ao Leitor: [email protected]
Os artigos assinados são de exclusiva responsabilidade de seus autores. É vedada a reprodução total ou parcial dos textos e ilustrações desta Revista, bem como a industrialização e/ou comercialização dos aparelhos ou ideias oriundas dos textos mencionados, sob pena de sanções legais. As consultas técnicas referentes aos artigos da Revista deverão ser feitas exclusivamente por cartas, ou e-mail (A/C do Departamento Técnico). São tomados todos os cuidados razoáveis na preparação do conteúdo desta Revista, mas não assumimos a responsabilidade legal por eventuais erros, principalmente nas montagens, pois tratam-se de projetos experimentais. Tampouco assumimos a responsabilidade por danos resultantes de imperícia do montador. Caso haja enganos em texto ou desenho, será publicada errata na primeira oportunidade. Preços e dados publicados em anúncios são por nós aceitos de boa fé, como corretos na data do fechamento da edição. Não assumimos a responsabilidade por alterações nos preços e na disponibilidade dos produtos ocorridas após o fechamento.
Editor e Diretor Responsável Hélio Fittipaldi
Revisão Técnica Eutíquio Lopez
Redação Rafaela Turiani
Publicidade Caroline Ferreira
Designer Diego Moreno Gomes
Colaboradores Alexsander LoulaAugusto Ribeiro Mendes FilhoCésar CassiolatoEvaristo Orelana AlvesEutíquio LopezGuilherme Kenji YamamotoHeinrich ParfijanowitschMichael JimenezRenan Airosa M de AzevedoVictor Piza
www.mecatronicaatual.com.br
Mecatrônica Atual é uma publicação da Editora Saber Ltda, ISSN 1676-0972. Redação, administração, publicidade e correspondência:Rua Jacinto José de Araújo, 315, Tatuapé, CEP 03087-020, São Paulo, SP, tel./fax (11) 2095-5333
ASSINATURASwww.mecatronicaatual.com.brfone: (11) 2095-5335 / fax: (11) 2098-3366atendimento das 8:30 às 17:30hEdições anteriores (mediante disponibilidade de estoque), solicite pelo site ou pelo tel. 2095-5330, ao preço da última edição em banca.
PARA ANUNCIAR: (11) [email protected]
CapaTurck/Divulgação
ImpressãoEGB Gráfica
DistribuiçãoBrasil: DINAPPortugal: Logista Portugaltel.: 121-9267 800
Submissões de ArtigosArtigos de nossos leitores, parceiros e especialistas do setor, serão bem-vindos em nossa revista. Vamos analisar cada apresentação e determinar a sua aptidão para a publicação na Revista Mecatrônica Atual. Iremos trabalhar com afinco em cada etapa do processo de submissão para assegurar um fluxo de trabalho flexível e a melhor apresentação dos artigos aceitos em versão impressa e online.
Neste editorial aproveito para estender um pouco mais o assunto da Inovação Tecnológica, agora abordando sua continuação. Muitos de nós, e até os que vivem na onda da tecnologia, chegam a se surpreender com a velocidade que isto está alcançando e com o esforço para possuir novas ideias que sejam boas (com tecnologia avançada e custo accessível). Além, é claro, de estarem à frente da concorrência, devem ter um mínimo de tempo de mercado sozinhos para que suas vendas ganhem corpo.
No dia a dia recebemos tantas informações que, se formos acessar cada uma, não sobrará tempo algum para outras coisas essenciais, entre elas, a inovação futura - imprescindível para manter o mercado e aumentar as vendas.
A cada três ou quatro meses, a concorrência mundial lança novos produtos e com custos arrasadores (pois, ela não sofre o escorchante “custo Brasil”). Mesmo que o leitor pense em industrializar fora do país, a boa ideia de um bom produto nasce aqui e deverá ser projetada aqui.
Aproximar os desenvolvedores dos projetos das indústrias é o nosso objeti-vo. A cada dia, nossa indústria poderá contar com um corpo de profissionais pesquisando as inovações, pois eles terão a certeza de ter trabalho no futuro.
Em 6 e 7 de maio de 2014, promoveremos a Saber Electronics Design Show, em São Paulo, que é o evento para aproximar os engenheiros de projeto das indústrias que necessitam de serviços de engenharia, prestados por profissionais de notório conhecimento. Visite www.sedshow.com
Hélio Fittipaldi
Saber Electronics Design Show
Hélio Fittipaldi

4
sumário22
48Editorial
Notícias:A Avago Technologies lança Tecnologia de Strain-Sensing (Sensoriamento de força/tensões mecânicas) de Classe Industrial, com base em Interrogação de Fase Óptica ............. 06CAS Tecnologia traz para o país a primeira solução de Smart Water do mercado brasileiro ....................................... 07Tecnologia da Boulder Wild Power leva a uma grande vantagem no custo de energia ........................................................ 07Para a ABIMAQ, Feira da Mecânica contribui para aprimorar parque industrial ............................................................. 08Máquina de medição por coordenadas para área industrial ... 08O padrão sem fios sWave: sensores sem fios para automação industrial ................................................................ 09Primeira turbina fabricada na América Latina é brasileira ....... 09Etiquetas RFID robustas e com elevada capacidade de memória .................................................................... 10Kits agilizam reparos e trazem economia ao setor sucroenergético .................................................................................. 103M apresenta nova linha de abafadores de ruídos Peltor X ... 11Fluke Calibration lança sistema completo de calibração portátil .... 11
03
Índice de Anunciantes:WEG ................................... 05Patola ................................ 15Rapack ............................... 15Turck ................................... 21SE Design Show ................... 36
SE Design Show ................... 39National Instruments ........ 43Mouser ...................... Capa 02Mecânica 2014 ......... Capa 03Schunk ....................... Capa 04
2225
48
16
403734
12
44
28
Como Fazer Medições de Deformação; e de Pressão e Carga – Parte 6
Tipos de Sensores Industriais
Transmissor de Pressão com Sensor Capacitivo
O que é o Transceptor Vetorial de Sinais (VST)?
Golpe de Aríete em Sistemas Hidráulicos
Introdução à Arquitetura Ethernet de Porta Dupla
Controle Automático de Lavagem e Pó de Açúcar dos Secadores com o DT301
FISCO: Fieldbus Intrinsically Safe Concept
Fundamentos de Detecção Óptica (FBG)
Elipse E3 Otimiza o Sistema de Abastecimento de Água de Marabá (PA)

6 Mecatrônica Atual :: Janeiro/Fevereiro 2014
//notícias
Fibra óptica de polímero (POF) usada como sensor de forças de alta precisão, da Avago.
A Avago Technologies lança uma Tecnologia de Strain-Sensing (Sensoriamento de forças/tensões mecânicas) de Classe Industrial, com base em Interrogação de Fase Óptica
Uma Solução de Sensor de Forças Óptico para realizar Medidas de Alta Precisão
com isso, acumulou uma experiência significativa em ambos mercados”, disse Martin Weigert – gerente geral da Divisão de Fibras Industriais da empresa. “Em função dessa experiência acumulada, o desenvolvimento da tecnologia de sensoriamento óptico industrial é uma extensão natural da competência do núcleo da empresa, permitindo que ela acesse um mercado em rápida expansão”, continuou Weigert.
“O nosso método de interrogação de fase óptica nos capacita a oferecer uma solução de sensoriamento de forças disruptiva usando uma fibra POF, valiosa alternativa às tec-nologias convencionais (elétrica e óptica) para um número crescente de aplicações”, finalizou o gerente.
A Avago tem se comprometido com aplicações ligadas à indústria da energia do vento, e está instalando com frequência sensores internos à turbina conceitual de múltiplos megawatts, tanto para a lâmina de vento quanto para a monitoração de carga da torre. Nesse mercado, nossa tecnologia mostra todas as suas vantagens ao apresentar uma alternativa robusta às tecnologias convencionais para medidas de forças (tensões mecânicas).
A empresa montou um “Kit do Desenvolvedor” com a finalidade de ajudar os projetistas a testarem e avaliarem a tecnologia do sensor. O kit consiste de um pedaço de fibra óptica polimérica, o interrogador de fase óptica e toda a do-cumentação necessária para construir um “strain sensor” com a POF e avaliar os resultados.
A Avago avalia frequentemente a implementação de sua tecnologia em um número crescente de aplicações. Ela sugere aos interessados no assunto que entrem em contato com o seu representante de vendas local para obterem as informa-ções importantes referentes à tecnologia, bem como sobre a disponibilidade do kit de avaliação.
Para maiores conhecimentos a respeito da solução do strain sensor POF, da Avago, favor acessar o endereço abaixo na internet: http://www.avagotech.com/pages/en/indus-trial_fiber_optics/pof_strain_sensor/
Esta empresa, líder no fornecimento de componentes de interface analógica para wireless, wireline e aplicações industriais, anunciou recentemente uma solução de sensor de forças/tensões mecânicas, baseada em uma fibra óptica de polímero – POF destinada a produtos industriais.
A partir de uma técnica de interrogação de fase óptica (OPI), já patenteada pela Avago, esta solução habilita imediatamente uma fibra POF para ser usada como um sensor de forças (strain sensor) de alta precisão (de forma semelhante aos sensores de forças/tensões mecânicas que empregam a usual fibra FBG - fiber Bragg grating) para uma ampla faixa de aplicações, entre as quais se destacam o “gerenciamento de carga da lâmina de vento” em turbinas de vento, e a “monitoração da saúde estrutural” para uma variedade de outras estruturas.
Vantagens do Sensor OPI, da Avago:•Utiliza uma fibra óptica de polímero barata, produzida em
massa, como elemento sensor•É de fácil manuseio e instalação•Tem alta sensibilidade e precisão•É imune à Interferência Eletromagnética (EMI/ EMC)•Tem eletrônica de sensor robusta para as medidas de
sensoriamentoO sensor óptico emprega a fibra POF para formar um ar-
ranjo de sensores (meander path), o que permite a uma simples fibra a formação de múltiplos laços (loops) que se amoldam em uma área confinada (veja na figura 1). Esses loops, quando submetidos a forças ou tensões mecânicas, irão alterar a fase de um sinal óptico injetado na fibra.
Um loop de referência separado, que não é submetido a forças, envolve o meander path e é usado para comparar o sinal de referência com o sinal sob força (strained) . A diferença de fase entre os dois sinais pode ser convertida em uma medida de forças. A fibra de referência fornece também a compensação de temperatura.
O arranjo de sensoriamento contém apenas fibras ópticas, e assim ele é imune às interferências EMI e EMC relacionada, sendo ainda eletricamente isolado do resto do sistema.
“A Avago Technologies tem fornecido grandes quantidades de cabos POF e módulos de comunicação para networking industrial (redes) e aplicações de comunicação de dados e,
7Janeiro/Fevereiro 2014 :: Mecatrônica Atual
//notíciasCAS Tecnologia traz para o país a primeira solução de Smart Water do mercado brasileiro
Assim como já acontece no mercado de ener-gia com as soluções de smart grid, a medição remota de água permite acompanhar possíveis vazamentos e desperdícios em tempo real
A CAS Tecnologia traz para o Brasil a primeira tecnologia inteligente de medição de água do país. O smart water visa promover a sustentabilidade e aumentar a eficiência no sistema de distribuição de água. Assim, como já acontece no mercado de energia com as soluções de smart grid, a medição remota de água permite controlar e atuar em todo o fluxo de distribuição de acordo com a operação da concessionária, de forma integrada, sendo possível inclusive acompanhar eventuais vazamentos e desperdícios em tempo real.
Estima-se que, atualmente, os gastos com água podem chegar a 30% dos custos totais de operação de uma planta. Segundo a Agência de Proteção Ambiental dos Estados Unidos (EPA), uma economia de apenas 10% na energia dispendida no setor de serviços de tratamento de águas residuais resultaria, em termos globais, numa economia anual de 400 milhões de dólares.
“Já se percebem reduções de custos significativas com o uso dessa tecnologia mundo afora. Essa economia pode ser revertida em melhorias na rede ou mesmo na redução de taxas e tarifas”, afirma Odair Marcondes, diretor de serviços da CAS Tecnologia.
A CAS, que tem grande presença no mercado de energia com soluções de smart grid para concessionárias de várias regiões do país, espera alavancar também sua participação no segmento de água, fazendo uso, inclusive, do expertise que já tem na área de medição individualizada baseada em telemetria, graças sobretudo a uma parceria firmada com a SABESP.
“Esperamos que no prazo de um ano o smart water já seja responsável por 10% da nossa receita”, complementa Marcondes.
Smart Water - tecnologia inteligente de medição de água, da CAS Tecnologia.
Tecnologia da Boulder Wind Power leva a uma grande vantagem no custo de energia
A Boulder Wind Power anunciou a conclusão de uma aná-lise feita por terceiros das suas tecnologias de energia eólica e modelo de custo de energia (COE). A avaliação independente analisou os riscos comerciais e tecnológicos associados ao gera-dor de acionamento direto da BWP e constatou uma vantagem estimada de 12 a 22 por cento no custo de energia relativo a quatro dos sistemas de transmissão mais comuns do setor.
“As tecnologias próprias da BWP representam avanços sig-nificativos na concepção de máquinas elétricas, em virtude da nossa experiência em circuitos eletromagnéticos com placa de circuito impresso, projetos avançados de magnetismo e estrutu-ras avançadas. A primeira implementação da tecnologia da BWP, um gerador de acionamento direto de 3 MW, tem o potencial de diminuir, consideravelmente, o custo da energia eólica ao gerar energia com custos de capital mais baixos e maior confiabilidade”, afirmou John Fedorko, diretor comercial da BWP.
Além de oferecer orientação sobre o modelo de COE, a aná-lise examinou os sistemas e subsistemas da BWP, com foco nas considerações dos processos mais amplos de desenvolvimento de tecnologia da BWP para a confiabilidade em componentes individuais. A análise abordou os riscos inerentes à entrada da nova tecnologia no mercado de energia eólica, ao mesmo tempo em que mostrou que o conhecimento e a abordagem da BWP em relação ao magnetismo, estruturas mecânicas e placas de circuito impresso são sólidos e exemplares.
“Para as empresas de tecnologia de energia eólica, a análise realizada por terceiros especialistas é um passo essencial para um programa bem-sucedido de desenvolvimento de tecnologia. A BWP escolheu dar esse passo antes da maioria das empresas para demonstrar que sua tecnologia é sólida e está no rumo certo para oferecer vantagens comprovadas à medida que fi-nalizamos o projeto da nossa primeira unidade pré-comercial”, afirmou Andy Cukurs, diretor geral da BWP.
“A análise ressaltou os avanços técnicos da BWP, além de proporcionar o benefício de recomendações imparciais sobre a mitigação de riscos no início do processo de concepção. Isso nos ajuda a assegurar que nossa tecnologia ofereça um benefí-cio claro de custo de energia, fazendo com que a eletricidade proveniente da energia eólica ocupe uma parcela maior na geração de energia.”
“No setor de energia eólica, onde ganhos de dois a três por cento em custo de energia são grandes diferenciais, a vantagem padrão da BWP de 12 a 22 por cento no custo de energia representa uma potencial mudança na implementação da energia eólica, além de validar o alcance da tecnologia da BWP”, afirmou Fedorko.

8 Mecatrônica Atual :: Janeiro/Fevereiro 2014
//notícias
Máquina de medição por coordenadas para área industrial
Para a ABIMAQ, feira da Mecânica contribui para aprimorar parque industrial
Entidade prevê crescimento de 9% a 10% em seg-mentos como hidráulica e pneumática. Já o IBGE, apontou crescimento de até 20,4% na indústria de bens de capital ainda em 2013
Se o sentimento geral é de que 2014 será um ano atribulado por conta do número de feriados, Copa do Mundo e eleições presidenciais no Brasil, então os empresários devem olhar mais adiante e preparar seu parque industrial para 2015. É o que acredita Carlos Padovan, presidente do comitê da 30ª Feira Internacional da Mecânica, maior feira de máquinas e equi-pamentos da América Latina, que acontecerá entre os dias 20 a 24 de maio de 2014 no Parque de Exposições do Anhembi.
“Na feira, os compradores e expositores vão projetar cenários para 2015. Se existe fôlego para crescimento, você precisa se preparar de um ano a seis meses antes. E a verdade é que precisamos melhorar ainda mais nosso parque industrial. Existem muitas máquinas que estão sendo desenvolvidas para lançamento na próxima Mecânica, e a NR-12 ainda será um dos maiores motivos de busca por novas máquinas”, prevê Padovan. A Norma Regulamentadora Nº 12 do Ministério do Trabalho define referências técnicas, princípios fundamentais e medidas de proteção para a saúde e a integridade física dos trabalhadores.
Para o executivo, o início de 2013 apresentou bons números de venda, mas, de forma geral, o ano se encerrou estável em relação a 2012. “O último trimestre apresentou uma peque-na melhora, sem falar nos setores que apostaram em certos nichos e surpreenderam. Por isso, acreditamos que em 2014 segmentos como hidráulica e pneumática devem crescer de 9% a 10%”. Ele também aposta no impulso dado por monta-doras como Fiat, BMW e Mercedes-Benz, que têm investido de maneira intensa no país.
As previsões vão ao encontro da pesquisa recente do IBGE, que apontou o crescimento apesar do aparente marasmo da economia brasileira. Para o instituto, 21 dos 27 setores indus-triais registraram aumento na produção em outubro de 2013, na comparação com setembro. No acumulado dos dez meses analisados, a atividade industrial cresceu 1,6% frente a igual período de 2012. Apenas o setor de bens de capital avançou 18,8% na comparação com o mesmo mês de 2012, registrando o 10º resultado positivo consecutivo na comparação com igual mês do ano anterior. Os resultados positivos foram regis-trados por bens de capital para fins industriais (20,4%), para construção (58,5%), para uso misto (7,8%), agrícola (21,0%) e para energia elétrica (6,7%).
Mais informações em http://www.mecanica.com.br.
A Contura G2, da Carl Zeiss, atende à diversas necessidades da área industrial.
A Carl Zeiss apresenta a Contura G2, máquina de medição por coordenadas que pode ser configurada com diferentes tipos de cabeçotes de medição (indexável ou fixo), sendo que ambos medem através de pontos únicos ou scanning, podendo este ser do tipo passivo ou ativo, a fim de atender às mais diversas necessidades.
Normalmente o cabeçote indexável é mais utilizado para controle dimensional de peças com formas variadas, como, por exemplo, peças estampadas, enquanto que o cabeçote fixo é mais aplicado para o controle de peças usinadas que possuem superfícies ortogonais.
Como diferenciais tecnológicos, o equipamento tem: estrutura do portal e eixo Z fabricado em cerâmica e escala de medição fabricada com uma liga especial denomi-nada ZeroDur, que apresenta um coeficiente de dilatação muito baixo; o cabeçote de medição indexável possui uma tecnologia de qualificação de apalpadores onde, através da execução de um procedimento com duração aproximada de 12 minutos, é possível qualificar 20.736 diferentes po-sições angulares, reduzindo assim o setup da máquina; e no cabeçote fixo há uma nova tecnologia de qualificação de apalpadores onde, de acordo com as características a serem controladas do produto, o próprio software define a melhor velocidade de medição.
A Contura G2 utiliza o software de medição Calypso, o qual apresenta fácil programação e/ou edição, pois as estratégias de medição são desenvolvidas para cada ele-mento a ser controlado. Desde seu lançamento, em 2005, o equipamento sofreu algumas atualizações, são elas: redução da incerteza de medição volumétrica; tecnologia RDS-CAA para as máquinas com cabeçote de medição indexável; e para as máquinas com cabeçote de medição fixo, a tecnologia Navigator, que reduz a incerteza de medição para apalpa-dores nos mais diversos comprimentos.

9Janeiro/Fevereiro 2014 :: Mecatrônica Atual
//notíciasPrimeira turbina fabricada na América Latina é brasileira
A equipe de técnicos e engenheiros da Polaris iniciou os testes de um novo motor turbojato aeronáutico (o TJ1000), de 1200 lbf de empuxo, incorporando uma inovação tecnológica, com a aplicação de novos conceitos do conhecimento: um compressor axial de alto desempenho que opera em regime transônico.
Esse compressor de apenas dois estágios é capaz de gerar taxa de compressão da ordem de 2,2/1 por estágio – consi-derada elevada para modelos axiais.
“O TJ1000 é destinado a um mercado em crescimento no Brasil: turbojatos para mísseis de cruzeiro de energia, drones- alvo e veículos aéreos não tripulados”.
Na visão dos engenheiros da Polaris, muito se poderá avançar caso se concretizem interesses de investidores pela nova tecnologia.
Com os resultados conclusivos, pode-se estar diante de um novo paradigma na fabricação de turbinas a gás no mundo, pois seus fundamentos apresentam muitas vantagens competitivas em relação ao velho conceito:
•Maior taxa de compressão por estágio, o que implica em menor peso e menor custo de fabricação;
•Maior eficiência, possibilitando ao turbomotor maior potência útil;
•Fabricação mais facilitada, menor custo, portanto;•Menos estágio para uma dada taxa de compressão no
turbomotor, com isso, motores com 16 estágios teriam apenas 6 estágios para a mesma taxa de compressão, com maior eficiência, usando o novo conceito;
•Manutenção mais simples devido ao menor número de estágios de compressão;
•Consequentemente, motores mais simples, mais leves e mais baratos devido ao novo componente.
Nas próprias palavras do coordenador do projeto, o en-genheiro aeronáutico Alberto Pereira Filho diz: “No mundo tecnológico e competitivo, os resultados nem sempre são rápi-dos e gloriosos, mas apostar no futuro, com novas tecnologias, perseverando, deve ser uma meta, pois os objetivos, quando alcançados, trazem lucros extraordinários”.
A Polaris é uma empresa de base tecnológica que concebe, calcula e projeta turbinas a gás – uma tecnologia estratégica
Nova geração de sensores sem fios utilizando o protocolo sem fios sWave®, da Steute.
O padrão sem fios sWave®: Sensores sem fios para Automação Industrial
A Steute apresenta uma nova geração de sensores sem fios utilizando o protocolo sem fios sWave®, desenvolvido pela empresa e executado na banda com frequência 868/915 MHz.
O RF RC 10, incluído numa caixa compacta, quadrada e termoplástica, pode ser integrado de forma flexível na construção de máquinas. Está equipado com contatos reed, enquanto os sensores cilíndricos sem fios RF GS M25 e RF GS M30 detectam o alvo através do efeito GMR. Desta forma, os usuários podem também montar o sensor em máquinas e fábricas com vibração, pois esta última não influenciará o efeito GMR. Assim, o campo de aplicação dos sensores magnéticos foi ampliado.
A capacidade de utilização de várias redes da tecnologia sem fios sWave® permite o uso de vários sensores numa úni-ca área de transmissão. A transmissão de dados bidirecional é uma das principais características do protocolo sem fios: com um retardo de tempo incorporado, o reconhecimento é enviado a partir de cada confirmação de transmissão.
Os sensores têm um tempo de vida calculado de mais de um milhão de operações e uma frequência de comutação de, no máximo, 12.000 telegramas (incluindo repetições) por hora. Eles estão disponíveis para intervalos de transmissão de 868 MHz (Europa e Ásia) e 915 MHz (América) e podem, assim, ser aplicados em nível mundial.
Para os três sensores, a energia é fornecida por meio de uma bateria de lítio com longa vida útil, que dura vários anos graças ao extremamente baixo consumo de energia do protocolo sem fios sWave®.
Os sensores sem fios foram criados para permitir a detec-ção de posição fiável sem a necessidade de ligar (ou instalar) tubos e para a aplicação num ambiente industrial. Uma vez que não são necessários quaisquer cabos, a Steute possibilita que os engenheiros elétricos apliquem sen-sores sem contato de forma mais flexível que anteriormente. Des-te modo, os sensores são os mais adequados para a integração em fábricas concebidas com base em “Industry 4.0” e “Smart Factory” e são caracterizados pela inteligência des-centralizada e maior flexibilidade.
dominada por poucos países. A sua equipe já desenvolveu um turbojato de 1000 lbf de empuxo, com compressor axial transônico, de 4 estágios para um cliente e, atualmente, está concebendo um novo modelo de turbojato a partir de uma dada especificação, solicitado por cliente internacional.

10 Mecatrônica Atual :: Janeiro/Fevereiro 2014
//notíciasEtiquetas RFID robustas e com elevada capacidade de memória
Kits agilizam reparos e trazem economia ao setor sucroenergético
A Balluff apresenta uma nova geração de etiquetas até oito vezes mais rápidas do que os dispositivos padrões e com ele-vada capacidade de memória de até 128 kBytes. Estas etiquetas apresentam funcionamento até oito vezes mais veloz do que o estabelecido pela norma ISO 15693, tornando-as a escolha ideal para aplicações de rastreamento e localização com volumes de dados elevados, como, por exemplo, as utilizadas nas cadeias de montagem da indústria automobilística.
Incorporando a tecnologia FRAM, as etiquetas não neces-sitam de manutenção, não requerem uma fonte de energia externa e apresentam um número praticamente ilimitado de ciclos de leitura/gravação. Graças ao seu elevado nível de proteção (classificação IP 68), elas garantem, particularmente, uma comunicação sem problemas com um elevado nível de segurança de dados, mesmo em ambientes agressivos.
Poderoso controlador RFID BIS-VO controlador RFID da Balluff possui o poderoso processa-
dor de sinais BIS-V que suporta todas as funcionalidades pre-sentes nas novas etiquetas e ainda facilita, consideravelmente, as questões de hardware e instalação. O controlador contido em um invólucro de metal com uma classificação de proteção IP 67 cumpre todos os requisitos em relação a projetos dire-cionados para a indústria e inclui uma porta USB que funciona como uma interface para ligação a PC.
O dispositivo da Balluff possui várias opções de interface: Profibus, EtherCAT, Ethernet/IP ou CC-Link.
Fatos particularmente positivos para os usuários: com re-curso a conectores de encaixe, é possível ligar à parte frontal até quatro cabeças de leitura/gravação HF (13,56 MHz), em conformidade com as normas ISO 15693 e ISO 14443; ou quatro cabeças de leitura/gravação LF (125 kHz), sendo reconhecidas automaticamente. Além disso, o controlador RFID é o único dispositivo no mercado que apresenta uma porta-mestre IO-Link de modo a permitir a ligação direta de sensores ou atuadores compatíveis com IO-Link.
Controlador RFID BIS-V, da Balluff.
Atenta às necessidades de seus clientes, a Parker Hannifin segue desenvolvendo soluções para o mercado de reposição. Uma das soluções que tem beneficiado o setor sucroener-gético é a disponibilização de “Kits Originais de Reparo” que reúnem, em um único item, os componentes usados para efetuar reparos de vedação de cilindros hidráulicos e pneumáticos, válvulas direcionais, comandos, motores e bombas hidráulicas.
Esses kits significam maior praticidade para a manutenção de equipamentos como colhedoras, carregadeiras e trans-bordos de cana, escavadeiras, motoniveladoras, tratores, caminhões, ônibus e demais equipamentos que necessitam de desempenho máximo nas peças de reposição.
Até há pouco tempo, fabricantes, reformadores e usuá- rios de equipamentos hidráulicos tinham de identificar e armazenar os itens individualmente. Hoje, com a descrição de apenas um código, eles recebem uma solução completa, prática e vantajosa, inclusive em termos de custo, explica Carlos Borges, gerente de Marketing e Vendas da Divisão Seals da Parker. “A compra de um kit original contribui para a redução de custos na manutenção, uma vez que o número de intervenções diminui, trazendo mais segurança para a operação de máquinas e equipamentos; com os kits de reparo, estamos conseguindo fazer com que todos compreendam melhor essa ideia”, informa.
Atualmente, a Parker envia ao mercado uma ampla gama de kits de reparo. No desenvolvimento deste trabalho, a empresa contou com o apoio pioneiro de um de seus dis-tribuidores, que especializou-se na venda de componentes reunidos em kits – a Parkits Vedações Hidráulicas e Pneu-máticas, que iniciou suas operações em 2001 na cidade de Piracicaba (SP) e desde 2007 conta com uma filial em Ri-beirão Preto (SP). A empresa tem no setor sucroalcooleiro seu principal mercado e é responsável pela comercialização de grande parte dos kits montados pela Parker.
“Oferecemos tudo que o mercado pode precisar”, comenta Geraldo Donizeti Tobaldini, sócio-proprietário da Parkits.
Ele cita como exemplo conjuntos de gaxeta de êmbolo e haste; guia de êmbolo e haste; anel raspador, anéis o’ring e parback; todos para o reparo de cilindros hidráulicos. Esses produtos são distribuídos pela Parkits para usinas e também para concessionárias de veículos e equipamentos que revendem peças de reposição.
Além dos kits, a Parkits também distribui elementos de filtração para óleo hidráulico, combustíveis, sistemas de ar comprimido e adesivos químicos.

11Janeiro/Fevereiro 2014 :: Mecatrônica Atual
//notícias3M apresenta nova linha de abafadores de ruídos Peltor X
Fluke Calibration lança sistema completo de calibração portátil
A divisão de Segurança Pessoal da 3M do Brasil apresenta a nova linha de abafadores de ruídos 3M “Peltor X” voltada, exclusivamente, para a proteção auditiva de usuários que atu-am em diversos segmentos da indústria. São cinco modelos: X1, X2, X3, X4 e X5. Contam com diferenciais significativos e desempenho superior quando comparados aos demais, além de características superiores de design e conforto.
O abafador X4A, por exemplo, apresenta a melhor relação (peso x benefício). Capaz de atenuar 24 decibéis, o produto passa a ser o menor do mercado com a maior potência de proteção. Já o X5A, com um design diferenciado, possui capacidade de atenuação de até 29 decibéis, a maior capacidade disponível no mercado.
A perda de audição é o problema mais prevalente na indústria e também uma das principais causas trabalhistas atualmente. “A PAIR (Perda Auditiva Induzida pelo Ruído) é imperceptível, pois não gera dor nem é imediata, ela aconte-ce no longo prazo. Por ser um acessório incômodo, muitos trabalhadores acabam deixando o abafador de lado. Pensando nisso, a 3M desenvolveu esta linha focada no conforto do usuário acreditando que, quanto mais confortável for o pro-duto, mais fácil é a adaptação a ele”, explica Jesse Benedito, gerente de produto da Divisão de Segurança Pessoal da 3M.
Para incentivar e promover o uso consciente, os cinco abafadores da nova linha possuem cores diversas e design totalmente diferenciado, premiado na Suécia, que os apro-ximam do aspecto de um fone de ouvido, por exemplo. Entre os diferenciais, além da modernidade na apresentação, como o design e cores, estão as espumas desenvolvidas com tecnologia 3M e as hastes produzidas em “aço-mola” ino-xidável, duplicadas e revestidas de borracha, o que garante um tempo de vida superior aos abafadores com hastes de plástico. “A inovação da 3M permite que as hastes voltem ao estágio inicial devido à tecnologia de resiliência - efeito memória - utilizada na fabricação. Além disso, são eletri-camente isoladas, elemento muito valorizado no mercado industrial”, comenta Jesse Benedito.
Com inovação e grau de conforto elevados em relação aos produtos atualmente existentes no mercado, todos os lan-
A Fluke Calibration, empresa especializada em instrumentos de precisão de calibração e software, apresenta o novo Calibra-dor de Pressão Pneumática Portátil 3130, um sistema completo para calibração de pressão, que se destina ao campo ou labora-tório. O equipamento foi apresentado em primeira mão na “21ª Feira Internacional de Tecnologia Sucroenergética - Fenasucro”, maior evento mundial em tecnologia e intercâmbio comercial para usinas e profissionais do setor sucroenergético, que acon-teceu nos dias 27 a 30 de agosto de 2013, em Sertãozinho (SP).
No Brasil, as expectativas em torno deste lançamento são bastante positivas, pois o instrumento 3130 preenche uma lacuna e responde a uma demanda de mercado. O novo calibrador atenderá basicamente os mercados sucroalcooleiro, farmacêu-tico, químico e petroquímico, de óleo e gás e geração de energia.
Com 38,73 cm de comprimento x 30,48 cm de largura x 17,78 cm de profundidade e pesando apenas 7 kg, o equipamen-to tem como vantagem a facilidade para ser transportado, pois além de ser menor, ao invés de trazer caixas com conexões aparentes, como nos demais encontrados no mercado, trata-se simplesmente de uma maleta. Suas características possibilitam gerar, controlar e medir a pressão, bem como ler a saída do dispositivo sob teste, incluindo ainda um sensor de pressão com uma escala completa de 2 MPa (300 psi, 20 bar) e precisão de 0,025% da leitura mais 0,01% FS.
O Calibrador de Pressão Portátil possui uma bomba moto-rizada interna, fornecendo uma alternativa fácil e eficiente para o desperdício de tempo das bombas manuais. Para aplicações que envolvem o preenchimento de um grande volume com pressão, o modelo 3130 permite a conexão a uma fonte ex-terna de gás, tal como ar comprimido ou cilindro de gás, para
Calibrador de Pressão Pneumática Portátil 3130, da Fluke.
fornecer pressão de até 300 psi. A pressão pode ser aumentada usando o volume variável.
O sistema inclui recursos elétricos de medição, testes de pres-sostato, transmissores e transdutores de pres-são. Também é compa-tível com os módulos de pressão Fluke 700P para expandir as capa-cidades de calibração de pressão com múltiplas faixas de medição de pressão a partir de 250 Pa (1 polegada de água) a 2 MPa (300 psi), vácuo e absoluta.
çamentos focam em uma proteção auditi-va cômoda para que o usuário esqueça que está usando um equipamento volta-do para a segurança do trabalho.
Abafador de ruídos Peltor X, da 3M.
12 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
Como fazer medições dedeformação com strain gages; e de pressão e carga
Parte 6
Asaiba maisComo fazer medições de temperatura com termistores Mecatrônica Atual 62
Sistemas de Medição Dimensional de Objetos por Câmeras Inteligentes Mecatrônica Atual 63
Como fazer medições de temperatura com termopares Mecatrônica Atual 63
Neste sexto artigo do curso “Aprenda os principais conceitos sobre medição”, vamos apresentar as medições de pressão, e carga e de deformação com “strain gages”.
Guilherme Kenji YamamotoRenan Airosa Machado de Azevedo
National Instruments
célula de carga é um transdutor que converte força mecânica em sinais elétricos. Existem muitos tipos diferentes de células de carga, com princípios de operação diferentes mas, atualmente, a célula de carga mais comu-mente usada é com strain gage.
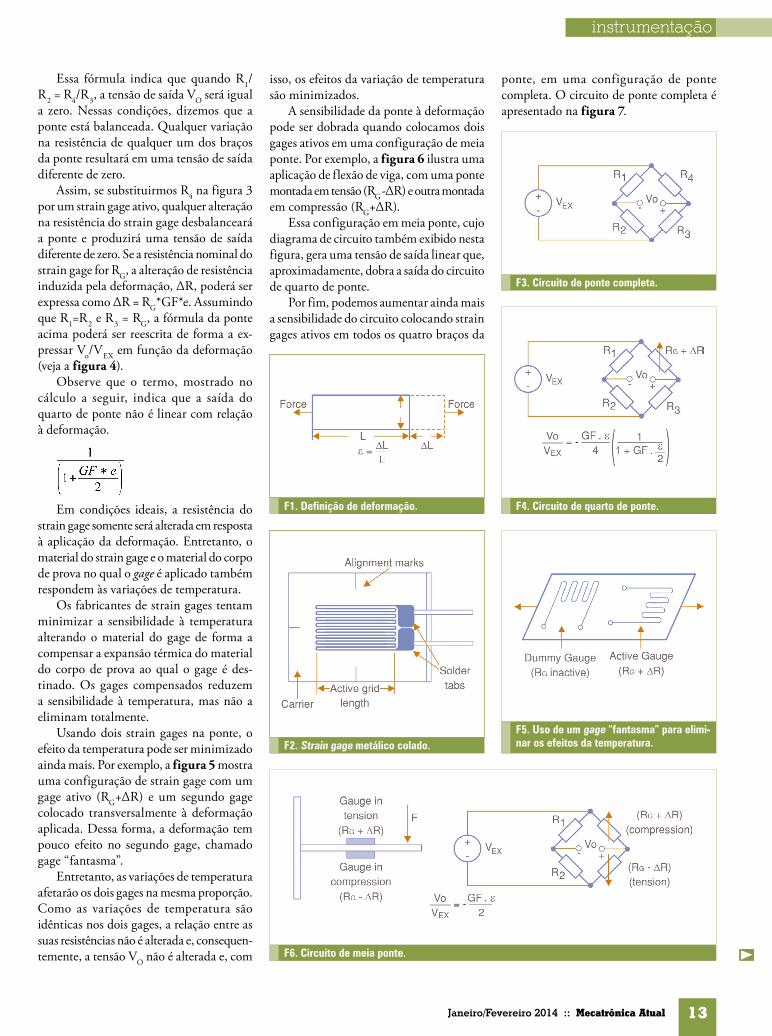
Deformação é a variação do comprimento de um corpo devido à aplicação de uma força, como mostrado na figura 1.
Há vários métodos para medir a defor-mação, o mais comum utiliza o strain gage. O “gage” mais usado é o strain gage metálico colado que é formado por fios muito finos ou, mais comumente, por folhas metálicas dispostas em um padrão de grade. O padrão de grade maximiza a extensão dos fios ou das folhas metálicas sujeitas à deformação na direção paralela (figura 2).
A grade é colada a um suporte fino, denominado base, que é fixado diretamente no corpo de prova. Assim, a deformação sofrida pelo corpo de prova é transferida diretamente ao strain gage, que responde
com uma variação linear de sua resistência elétrica. Os strain gages disponíveis comer-cialmente têm valores nominais de resistência de 30 a 3000 Ω, sendo 120, 350 e 1000 Ω os valores mais comumente encontrados.
Na prática, as medições de deformação raramente envolvem valores maiores que alguns milistrains (e * 10-3). Assim, a medi-ção de deformação exige a medida exata de variações de resistência muito pequenas. Para medir variações tão pequenas de resistência, os strain gages são quase sempre usados em uma configuração em ponte com a inclusão de uma fonte de tensão de excitação. Este tipo de circuito é conhecido como “ponte de Wheatstone” (figura 3), sendo formado por quatro braços resistivos e uma tensão de excitação, VEX, aplicada na ponte.
A tensão de saída da ponte, VO, será igual ao cálculo mostrado a seguir:
13Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
F6. Circuito de meia ponte.
F1. Definição de deformação.
F2. Strain gage metálico colado.
F3. Circuito de ponte completa.
F5. Uso de um gage “fantasma” para elimi-nar os efeitos da temperatura.
F4. Circuito de quarto de ponte.
Essa fórmula indica que quando R1/R2 = R4/R3, a tensão de saída VO será igual a zero. Nessas condições, dizemos que a ponte está balanceada. Qualquer variação na resistência de qualquer um dos braços da ponte resultará em uma tensão de saída diferente de zero.
Assim, se substituirmos R4 na figura 3 por um strain gage ativo, qualquer alteração na resistência do strain gage desbalanceará a ponte e produzirá uma tensão de saída diferente de zero. Se a resistência nominal do strain gage for RG, a alteração de resistência induzida pela deformação, ΔR, poderá ser expressa como ΔR = RG*GF*e. Assumindo que R1=R2 e R3 = RG, a fórmula da ponte acima poderá ser reescrita de forma a ex-pressar Vo/VEX em função da deformação (veja a figura 4).
Observe que o termo, mostrado no cálculo a seguir, indica que a saída do quarto de ponte não é linear com relação à deformação.
Em condições ideais, a resistência do strain gage somente será alterada em resposta à aplicação da deformação. Entretanto, o material do strain gage e o material do corpo de prova no qual o gage é aplicado também respondem às variações de temperatura.
Os fabricantes de strain gages tentam minimizar a sensibilidade à temperatura alterando o material do gage de forma a compensar a expansão térmica do material do corpo de prova ao qual o gage é des-tinado. Os gages compensados reduzem a sensibilidade à temperatura, mas não a eliminam totalmente.
Usando dois strain gages na ponte, o efeito da temperatura pode ser minimizado ainda mais. Por exemplo, a figura 5 mostra uma configuração de strain gage com um gage ativo (RG+ΔR) e um segundo gage colocado transversalmente à deformação aplicada. Dessa forma, a deformação tem pouco efeito no segundo gage, chamado gage “fantasma”.
Entretanto, as variações de temperatura afetarão os dois gages na mesma proporção. Como as variações de temperatura são idênticas nos dois gages, a relação entre as suas resistências não é alterada e, consequen-temente, a tensão VO não é alterada e, com
isso, os efeitos da variação de temperatura são minimizados.
A sensibilidade da ponte à deformação pode ser dobrada quando colocamos dois gages ativos em uma configuração de meia ponte. Por exemplo, a figura 6 ilustra uma aplicação de flexão de viga, com uma ponte montada em tensão (RG -ΔR) e outra montada em compressão (RG+ΔR).
Essa configuração em meia ponte, cujo diagrama de circuito também exibido nesta figura, gera uma tensão de saída linear que, aproximadamente, dobra a saída do circuito de quarto de ponte.
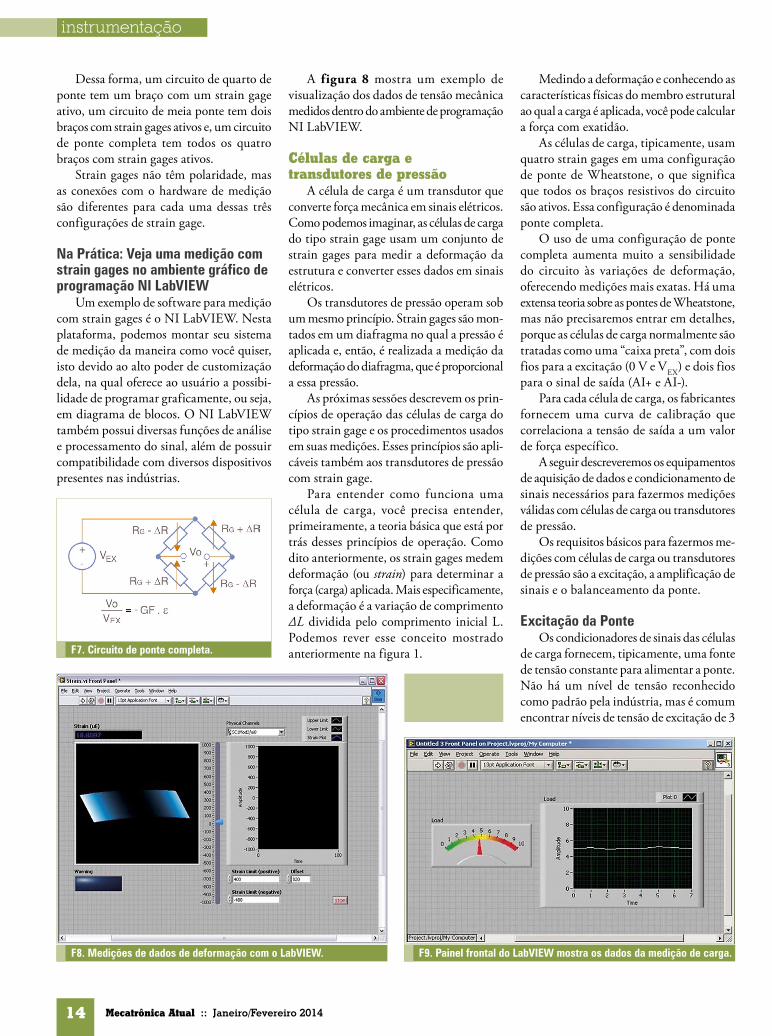
Por fim, podemos aumentar ainda mais a sensibilidade do circuito colocando strain gages ativos em todos os quatro braços da
ponte, em uma configuração de ponte completa. O circuito de ponte completa é apresentado na figura 7.
14 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
Dessa forma, um circuito de quarto de ponte tem um braço com um strain gage ativo, um circuito de meia ponte tem dois braços com strain gages ativos e, um circuito de ponte completa tem todos os quatro braços com strain gages ativos.
Strain gages não têm polaridade, mas as conexões com o hardware de medição são diferentes para cada uma dessas três configurações de strain gage.
Na Prática: Veja uma medição com strain gages no ambiente gráfico de programação NI LabVIEW
Um exemplo de software para medição com strain gages é o NI LabVIEW. Nesta plataforma, podemos montar seu sistema de medição da maneira como você quiser, isto devido ao alto poder de customização dela, na qual oferece ao usuário a possibi-lidade de programar graficamente, ou seja, em diagrama de blocos. O NI LabVIEW também possui diversas funções de análise e processamento do sinal, além de possuir compatibilidade com diversos dispositivos presentes nas indústrias.
A figura 8 mostra um exemplo de visualização dos dados de tensão mecânica medidos dentro do ambiente de programação NI LabVIEW.
Células de carga e transdutores de pressão
A célula de carga é um transdutor que converte força mecânica em sinais elétricos. Como podemos imaginar, as células de carga do tipo strain gage usam um conjunto de strain gages para medir a deformação da estrutura e converter esses dados em sinais elétricos.
Os transdutores de pressão operam sob um mesmo princípio. Strain gages são mon-tados em um diafragma no qual a pressão é aplicada e, então, é realizada a medição da deformação do diafragma, que é proporcional a essa pressão.
As próximas sessões descrevem os prin-cípios de operação das células de carga do tipo strain gage e os procedimentos usados em suas medições. Esses princípios são apli-cáveis também aos transdutores de pressão com strain gage.
Para entender como funciona uma célula de carga, você precisa entender, primeiramente, a teoria básica que está por trás desses princípios de operação. Como dito anteriormente, os strain gages medem deformação (ou strain) para determinar a força (carga) aplicada. Mais especificamente, a deformação é a variação de comprimento ∆L dividida pelo comprimento inicial L. Podemos rever esse conceito mostrado anteriormente na figura 1.
F8. Medições de dados de deformação com o LabVIEW. F9. Painel frontal do LabVIEW mostra os dados da medição de carga.
F7. Circuito de ponte completa.
Medindo a deformação e conhecendo as características físicas do membro estrutural ao qual a carga é aplicada, você pode calcular a força com exatidão.
As células de carga, tipicamente, usam quatro strain gages em uma configuração de ponte de Wheatstone, o que significa que todos os braços resistivos do circuito são ativos. Essa configuração é denominada ponte completa.
O uso de uma configuração de ponte completa aumenta muito a sensibilidade do circuito às variações de deformação, oferecendo medições mais exatas. Há uma extensa teoria sobre as pontes de Wheatstone, mas não precisaremos entrar em detalhes, porque as células de carga normalmente são tratadas como uma “caixa preta”, com dois fios para a excitação (0 V e VEX) e dois fios para o sinal de saída (AI+ e AI-).
Para cada célula de carga, os fabricantes fornecem uma curva de calibração que correlaciona a tensão de saída a um valor de força específico.
A seguir descreveremos os equipamentos de aquisição de dados e condicionamento de sinais necessários para fazermos medições válidas com células de carga ou transdutores de pressão.
Os requisitos básicos para fazermos me-dições com células de carga ou transdutores de pressão são a excitação, a amplificação de sinais e o balanceamento da ponte.
Excitação da PonteOs condicionadores de sinais das células
de carga fornecem, tipicamente, uma fonte de tensão constante para alimentar a ponte. Não há um nível de tensão reconhecido como padrão pela indústria, mas é comum encontrar níveis de tensão de excitação de 3

15Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
MA
a 10 V. Uma tensão de excitação mais alta gera uma tensão de saída proporcionalmente maior, mas a tensão mais alta também pode provocar erros, provocados pelo autoaque-cimento. É muito importante que a tensão de excitação seja exata e estável.
Amplificação do sinalA saída das células de carga e pontes
apresentam níveis relativamente baixos. Na prática, a maior parte das células de carga e transdutores relacionados à carga coloca em suas saídas menos de 10 mV/V (10 mV de saída por volt de tensão de excitação). Para uma tensão de excitação de 10 V, o sinal de saída é de 100 mV. Dessa maneira, os condicionadores de sinais de células de carga normalmente têm amplificadores que elevam o nível do sinal para aumentar a resolução da medição e melhorar as relações sinal/ ruído.
Balanceamento e anulação do offset da ponte
Quando instalarmos uma ponte, muito provavelmente ela não apresentará exatamente 0 V em sua saída, mesmo na ausência de deformação. Pequenas diferenças de resistência entre os braços da ponte e as resistências dos cabos geram uma tensão de offset inicial diferente de zero.
Há alguns métodos que podemos usar para lidar com essa tensão de offset inicial:
•Compensação de software: O pri-meiro método compensa a tensão inicial por software. Por esse método, também conhecido como autozera-gem, fazemos uma primeira medição antes de aplicar a deformação na entrada. Esse método é simples, rápido e não requer ajustes manu-ais. A desvantagem do método de compensação por software é que o offset da ponte não é eliminado. Se o offset for suficientemente grande, ele limitará o ganho do amplificador que poderá ser aplicado à tensão de saída, limitando assim a faixa
dinâmica da medição.•Circuito de anulação do offset: O
segundo método de balanceamento usa uma resistência ajustável, ou potenciômetro, para ajustar a saída da ponte em 0 V. Ajustando o poten-ciômetro, podemos controlar o nível na saída da ponte, colocando-o em um valor inicial de 0 V.
•Anulamento de offset com buffer: O terceiro método, da mesma forma que o método de software, não afeta diretamente a ponte. No anulamento com buffer, um circuito de anulamento soma uma tensão CC ajustável à saída do amplificador de instrumentação.
Na Prática: Veja uma medição de carga no ambiente gráfico de programação NI LabVIEW
Usando o NI LabVIEW, podemos montar seu sistema de medição da maneira como você quiser. A figura 9 ilustra um exemplo de medição e visualização dos dados de carga no ambiente de programação LabVIEW.

16 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
saiba mais
Tipos de sensores industriais
SDiversos tipos de sensores são utilizados na indústria, todos com carac-terísticas diferentes para variadas aplicações, porém com um objetivo em comum: a detecção de uma matéria em um determinado processo.
Michael JimenezVictor Piza
Turck do Brasil Automação Ltda
ensores são utilizados em aplicações que variam desde controle de processos até aplicações para segurança de um operador. Portanto, diversos detalhes devem ser leva-dos em consideração durante o processo de especificação do sensor adequado para cada aplicação. Veja a figura 1.
Algumas perguntas podem auxiliar na definição correta do tipo de sensor a ser utilizado:
•Qual é o tipo de material a ser de-tectado?
•Onde o sensor será aplicado?•Quais características fundamentais
esse sensor deverá possuir?Para a última pergunta deve ser considera-
do o tipo de sinal que o sensor deverá fornecer
Sensores - Guia prático Mecatrônica Atual 55
Sensores na Automação Industrial Mecatrônica Atual 54
Redes Industriais para sensores e atuadores Mecatrônica Atual 60
(digital ou analógico), o tipo de chaveamento elétrico desse sensor (transistor NF ou NA, dois fios, etc.), a distância de acionamento, ou se deve possuir algumas características diferenciadas como: alta temperatura, alta pressão, resistência a agentes químicos ou alto grau de proteção, por exemplo.
Tipo de sinal de saída•Digital: Esse tipo de sensor pode
assumir somente dois valores no seu sinal de saída, que podem ser interpretados como 0 (zero) ou 1.
•Analógico: O sinal de saída desse tipo de sensor varia ao longo do tempo, assumindo valores dentro de sua faixa de operação. Normalmente, os sinais
17Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
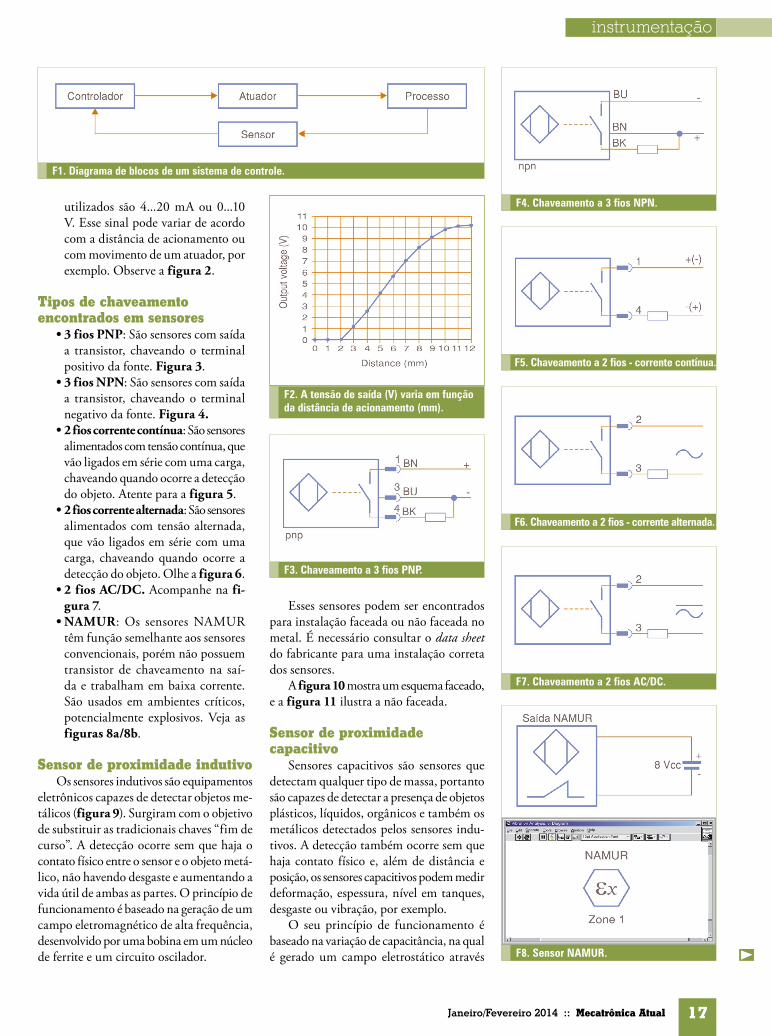
F1. Diagrama de blocos de um sistema de controle.
F3. Chaveamento a 3 fios PNP.
F7. Chaveamento a 2 fios AC/DC.
F5. Chaveamento a 2 fios - corrente contínua.
F4. Chaveamento a 3 fios NPN.
F8. Sensor NAMUR.
F6. Chaveamento a 2 fios - corrente alternada.
F2. A tensão de saída (V) varia em função da distância de acionamento (mm).
utilizados são 4...20 mA ou 0...10 V. Esse sinal pode variar de acordo com a distância de acionamento ou com movimento de um atuador, por exemplo. Observe a figura 2.
Tipos de chaveamento encontrados em sensores
•3 fios PNP: São sensores com saída a transistor, chaveando o terminal positivo da fonte. Figura 3.
•3 fios NPN: São sensores com saída a transistor, chaveando o terminal negativo da fonte. Figura 4.
•2 fios corrente contínua: São sensores alimentados com tensão contínua, que vão ligados em série com uma carga, chaveando quando ocorre a detecção do objeto. Atente para a figura 5.
•2 fios corrente alternada: São sensores alimentados com tensão alternada, que vão ligados em série com uma carga, chaveando quando ocorre a detecção do objeto. Olhe a figura 6.
•2 fios AC/DC. Acompanhe na fi-gura 7.
•NAMUR: Os sensores NAMUR têm função semelhante aos sensores convencionais, porém não possuem transistor de chaveamento na saí-da e trabalham em baixa corrente. São usados em ambientes críticos, potencialmente explosivos. Veja as figuras 8a/8b.
Sensor de proximidade indutivoOs sensores indutivos são equipamentos
eletrônicos capazes de detectar objetos me-tálicos (figura 9). Surgiram com o objetivo de substituir as tradicionais chaves “fim de curso”. A detecção ocorre sem que haja o contato físico entre o sensor e o objeto metá-lico, não havendo desgaste e aumentando a vida útil de ambas as partes. O princípio de funcionamento é baseado na geração de um campo eletromagnético de alta frequência, desenvolvido por uma bobina em um núcleo de ferrite e um circuito oscilador.
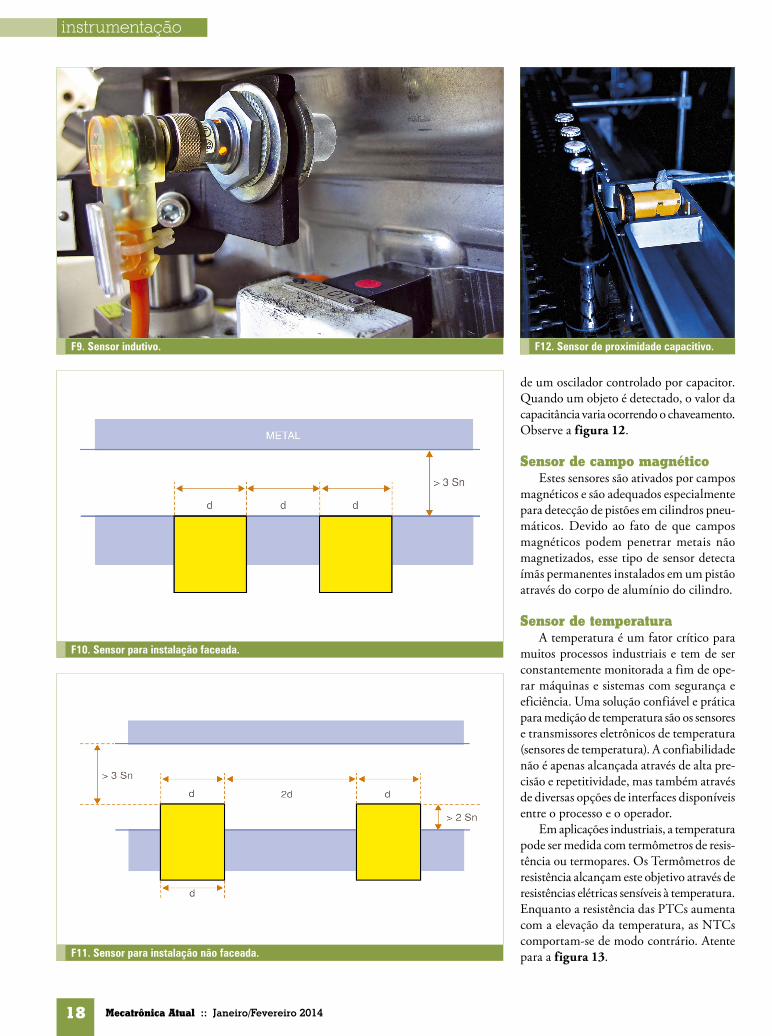
Esses sensores podem ser encontrados para instalação faceada ou não faceada no metal. É necessário consultar o data sheet do fabricante para uma instalação correta dos sensores.
A figura 10 mostra um esquema faceado, e a figura 11 ilustra a não faceada.
Sensor de proximidade capacitivo
Sensores capacitivos são sensores que detectam qualquer tipo de massa, portanto são capazes de detectar a presença de objetos plásticos, líquidos, orgânicos e também os metálicos detectados pelos sensores indu-tivos. A detecção também ocorre sem que haja contato físico e, além de distância e posição, os sensores capacitivos podem medir deformação, espessura, nível em tanques, desgaste ou vibração, por exemplo.
O seu princípio de funcionamento é baseado na variação de capacitância, na qual é gerado um campo eletrostático através
18 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
de um oscilador controlado por capacitor. Quando um objeto é detectado, o valor da capacitância varia ocorrendo o chaveamento. Observe a figura 12.
Sensor de campo magnéticoEstes sensores são ativados por campos
magnéticos e são adequados especialmente para detecção de pistões em cilindros pneu-máticos. Devido ao fato de que campos magnéticos podem penetrar metais não magnetizados, esse tipo de sensor detecta ímãs permanentes instalados em um pistão através do corpo de alumínio do cilindro.
Sensor de temperaturaA temperatura é um fator crítico para
muitos processos industriais e tem de ser constantemente monitorada a fim de ope-rar máquinas e sistemas com segurança e eficiência. Uma solução confiável e prática para medição de temperatura são os sensores e transmissores eletrônicos de temperatura (sensores de temperatura). A confiabilidade não é apenas alcançada através de alta pre-cisão e repetitividade, mas também através de diversas opções de interfaces disponíveis entre o processo e o operador.
Em aplicações industriais, a temperatura pode ser medida com termômetros de resis-tência ou termopares. Os Termômetros de resistência alcançam este objetivo através de resistências elétricas sensíveis à temperatura. Enquanto a resistência das PTCs aumenta com a elevação da temperatura, as NTCs comportam-se de modo contrário. Atente para a figura 13.
F9. Sensor indutivo. F12. Sensor de proximidade capacitivo.
F10. Sensor para instalação faceada.
F11. Sensor para instalação não faceada.

19Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
Sensor de pressãoA pressão necessita ser medida e moni-
torada em aplicações de controle de pro-cessos e indústrias de manufatura. Sendo em sistemas-padrão ou em ambientes com condições especiais, cada aplicação requer a solução perfeita para cada aspecto. Materiais de alta qualidade, variadas conexões mecâ-nicas ao processo, facilidade de programação (IO-Link), alta precisão e várias opções de exibição de funções são, portanto, padrões essenciais para a medição eletrônica da pressão.
A medição da pressão pode ser relativa, absoluta ou diferencial. Na medição da pressão relativa, a pressão zero é a pressão do ambiente, ou seja, mede a pressão em relação à pressão externa. Já a medição de pressão absoluta começa no vácuo ab-soluto. Finalmente, a medição de pressão diferencial mostra a diferença de pressão entre dois pontos. O diagrama da figura 14 explica isso claramente. Atente também para a figura 15.
Sensores fotoelétricosSensores fotoelétricos usam luz visível
ou infravermelha para detectar diferentes tipos de objetos sem contato, independen-temente de sua consistência. Ao contrário dos sensores indutivos ou capacitivos, eles possuem distâncias sensoras bem maiores.
As suas aplicações mais comuns são controle de posição, contagem, triagem e classificação. Eles são aplicados principal-mente na indústria automotiva, construção de máquinas, linhas de montagem, sistemas de armazenamento e transporte.
Sensores fotoelétricos operam com o princípio de emissão e recepção de luz. Um diodo emite luz que é cortada ou refletida por um objeto, e o evento é posteriormente processado.
Existem alguns modos desse processo ser realizado: modo oposto, retrorrefletivo, modo difuso ou via sistemas de fibra ótica, que deve ser escolhido analisando vários fatores da aplicação.
Sensores UltrassônicosSensores ultrassônicos detectam uma
infinidade de objetos sem contato e sem desgaste, com ondas ultrassônicas. Ao con-trário de outras tecnologias de detecção, não importa se o objeto é transparente ou opaco (fotoelétricos), metálico ou não metálico (indutivos), sólido, líquido ou em pó, o mais
F13. PTC & NTC.
F14. Diagramas de medição de pressão relativa, absoluta e diferencial.
F15. Detalhe de instalação do sensor de pressão.
20 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
importante é a superfície do objeto. Quanto mais lisa a superfície, melhor a refletividade da onda e maior a distância sensora.
As possibilidades de aplicações dos sensores ultrassônicos são quase infinitas. Seja medição de nível ou altura, medição de distância de um objeto ou mesmo contagem de objetos, os sensores ultrassônicos detectam objetos de diferentes materiais e propriedades e em longas distâncias. Condições do local, tais como sprays, poeiras ou chuva afetam insignificantemente seu funcionamento.
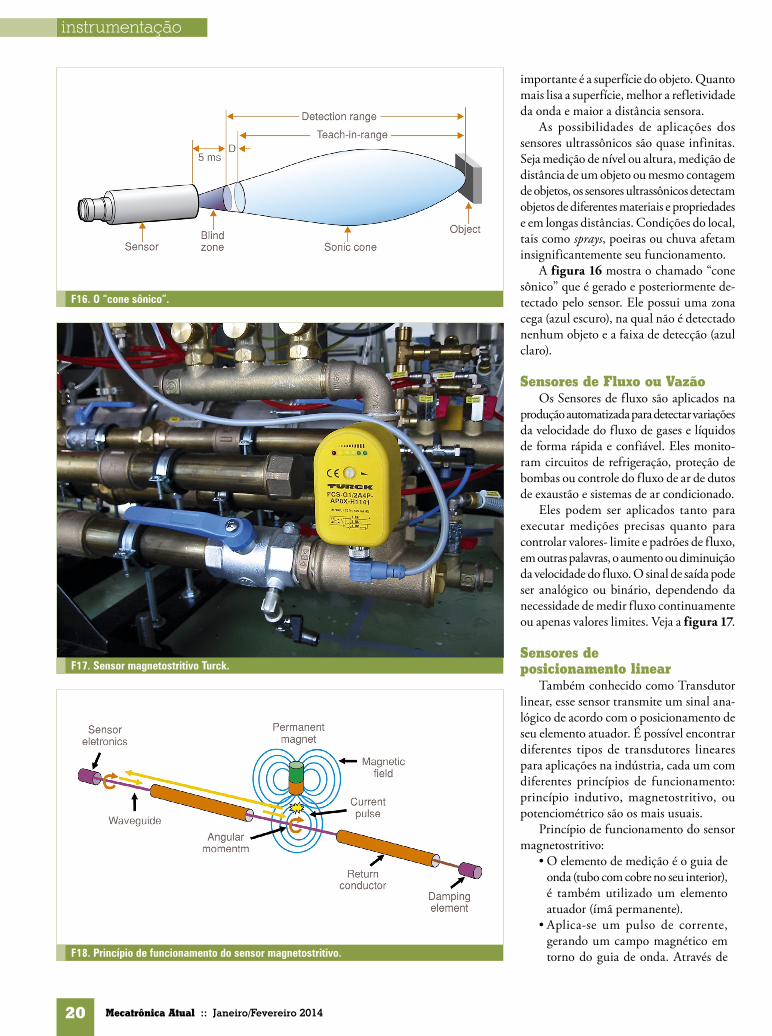
A figura 16 mostra o chamado “cone sônico” que é gerado e posteriormente de-tectado pelo sensor. Ele possui uma zona cega (azul escuro), na qual não é detectado nenhum objeto e a faixa de detecção (azul claro).
Sensores de Fluxo ou VazãoOs Sensores de fluxo são aplicados na
produção automatizada para detectar variações da velocidade do fluxo de gases e líquidos de forma rápida e confiável. Eles monito-ram circuitos de refrigeração, proteção de bombas ou controle do fluxo de ar de dutos de exaustão e sistemas de ar condicionado.
Eles podem ser aplicados tanto para executar medições precisas quanto para controlar valores- limite e padrões de fluxo, em outras palavras, o aumento ou diminuição da velocidade do fluxo. O sinal de saída pode ser analógico ou binário, dependendo da necessidade de medir fluxo continuamente ou apenas valores limites. Veja a figura 17.
Sensores de posicionamento linear
Também conhecido como Transdutor linear, esse sensor transmite um sinal ana-lógico de acordo com o posicionamento de seu elemento atuador. É possível encontrar diferentes tipos de transdutores lineares para aplicações na indústria, cada um com diferentes princípios de funcionamento: princípio indutivo, magnetostritivo, ou potenciométrico são os mais usuais.
Princípio de funcionamento do sensor magnetostritivo:
•O elemento de medição é o guia de onda (tubo com cobre no seu interior), é também utilizado um elemento atuador (ímã permanente).
•Aplica-se um pulso de corrente, gerando um campo magnético em torno do guia de onda. Através de
F17. Sensor magnetostritivo Turck.
F16. O “cone sônico”.
F18. Princípio de funcionamento do sensor magnetostritivo.

21Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
MA
um efeito magnetostritivo cria-se uma onda mecânica (deformação).
•A distância é determinada a partir do tempo que essa onda leva para chegar ao conversor de sinal. Observe as figuras 18 e 19.
Alta repetitividade e linearidade, pre-cisão, robustez e medição sem contato com o elemento atuador são as principais características deste tipo de sensor, que acaba sendo utilizado em aplicações de controle de movimento em máquinas, cilindros pneumáticos ou mesmo para controle de nível de tanques, por exemplo.
Sensor de inclinaçãoTambém conhecido como Inclinômetro,
é um instrumento utilizado para medir ângulos de inclinação e elevação. Ele utiliza a aceleração gravitacional como referência para medir o ângulo de inclinação.
É um sensor muito utilizado para apli-cações em veículos, máquinas agrícolas, aeronaves e robôs industriais. Normalmente oferecem sinal analógico de saída diretamente proporcional ao ângulo medido, com alto grau de precisão. F19. Aspecto físico do sensor.

22 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
saiba mais
Transmissor de Pressão com Sensor Capacitivo
A medição e controle de pressão é a variável de processo mais usada na indústria de controle de processos nos seus mais di-versos segmentos. Além disso, através da pressão é facilmente possível inferir uma série de outras variáveis de processo, tais como nível, volume, vazão e densidade. Comentaremos, neste breve artigo, alguns detalhes da leitura direta e totalmente digital de pressão em um transmissor com sensor capacitivo.
César CassiolatoSmar Equipamentos Industrais
Medição de Pressão Características, Tecnologias e Tendências Mecatrônica Atual 57
LD400 HART Transmissor de Pressão para aplicações que exigem SIL Mecatrônica Atual 54
Alguns conceitos importantes: Transmissores de Pressão Mecatrônica Atual 51
Sensores CapacitivosEstes são os sensores mais confiáveis e que
já foram usados em milhões de aplicações. São baseados em transdutores cuja pressão aplicada aos diafragmas-sensores faz com que se tenha uma variação da capacitância entre eles e um diafragma central, por exemplo. Esta variação de capacitância é usada, tipicamente, para variar a frequência de um oscilador ou como elemento em uma ponte de capacitores. Ela pode ser utilizada, como dissemos, para variar a frequência de um oscilador. Esta frequência pode ser medida diretamente pela CPU e convertida em pressão. Neste caso, não existe conversão A/D, o que contribui na melhora da exa-tidão e eliminação de drifts embutidos nas conversões analógicas/digitais.
Os sensores capacitivos possuem respos-tas lineares e são, praticamente, insensíveis
às variações de temperatura, sendo os mais indicados em instrumentação e controle de processos, uma vez que possuem ex-celentes performance em estabilidade, temperatura e pressão estática. Algumas de suas vantagens:
•Ideais para aplicações de baixa e alta pressão.
•Minimizam o Erro Total Provável (ETP) e, consequentemente, a va-riabilidade do processo.
•Ideais para aplicações de vazão.•Por sua resposta linear, permitem
alta “rangeabilidade” com exatidão. Veja a figura 1.
Mantendo o sinal totalmente digital, desde o sensor até a aquisição e leitura pela CPU, permitem infinitamente maior qualidade dos sinais, ficando livres de derivas térmicas e degradações associadas

23Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
F1. Exemplo de construção de um sensor capacitivo.
F2. Sensor de Pressão Capacitivo SMAR.
aos métodos analógicos que são usados pela maioria dos fabricantes de transmissores de pressão. A medição digital, portanto, reduz o Erro Total Provável (ETP).
Desde 1988, quando a SMAR introduziu no mercado o LD300, este princípio tem sido usado e, com isto, a SMAR se tornou a primeira empresa em nível mundial a ter um sensor de pressão com leitura direta e totalmente digital, garantindo medições com altas exatidões e proporcionando menores variabilidades de processos.
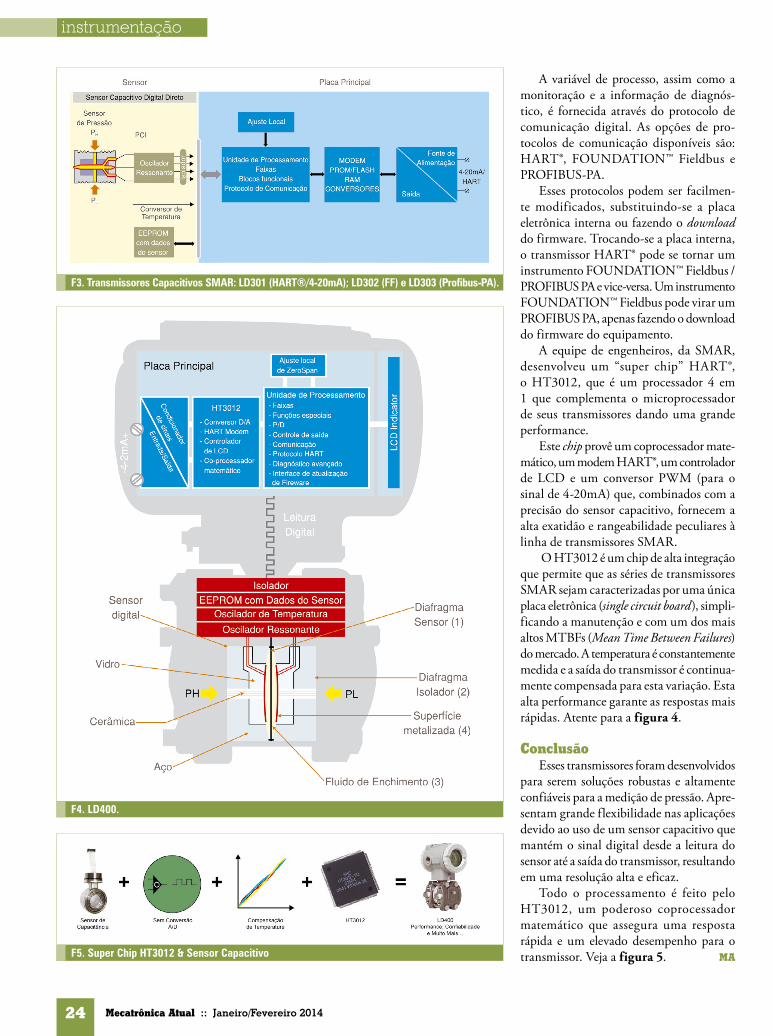
Como funciona o sensor capacitivo da SMAR?
O sensor capacitivo é composto por uma parte mecânica chamada de “célula capacitiva” e uma parte eletrônica que é, basicamente, um circuito ressonante. Um esquema da célula capacitiva é mostrado na figura 2.
No centro da célula está o diafragma- sensor. Este diafragma flexiona-se em função da diferença de pressões aplicadas aos lado direito e esquerdo da célula.
Essas pressões são aplicadas diretamente aos diafragmas isoladores, os quais fornecem resistência contra a corrosão provocada por fluidos de processos.
A pressão é diretamente transmitida ao diafragma-sensor através do fluido de enchimento, provocando a sua deflexão. Esse diafragma é um eletrodo móvel. As duas superfícies metalizadas são eletrodos fixos. A deflexão do diafragma-sensor é percebida através da variação da capacitância entre os dois eletrodos fixos e o móvel. Uma vez que o movimento do diafragma-sensor é mínimo, a histerese é praticamente nula.
O projeto do sensor, com tecnologia de ponta da SMAR, garante a linearidade e repetibilidade, tornando o sensor altamente confiável em termos de leitura e exatidão. Observe a figura 3.
O circuito eletrônico ressonante lê a variação da capacitância entre a placa móvel e a fixa. A CPU condiciona o sinal e comunica de acordo com o protocolo do transmissor. Como não há conversão A/D, os erros e desvios são eliminados durante a conversão. O sensor de temperatura fornece a compensação da temperatura que, combinada com a precisão do sensor de pressão, resulta em uma alta exatidão e rangeabilidade para as diversas séries e modelos de transmissores SMAR.
24 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
MA
A variável de processo, assim como a monitoração e a informação de diagnós-tico, é fornecida através do protocolo de comunicação digital. As opções de pro-tocolos de comunicação disponíveis são: HART®, FOUNDATION™ Fieldbus e PROFIBUS-PA.
Esses protocolos podem ser facilmen-te modificados, substituindo-se a placa eletrônica interna ou fazendo o download do firmware. Trocando-se a placa interna, o transmissor HART® pode se tornar um instrumento FOUNDATION™ Fieldbus / PROFIBUS PA e vice-versa. Um instrumento FOUNDATION™ Fieldbus pode virar um PROFIBUS PA, apenas fazendo o download do firmware do equipamento.
A equipe de engenheiros, da SMAR, desenvolveu um “super chip” HART®, o HT3012, que é um processador 4 em 1 que complementa o microprocessador de seus transmissores dando uma grande performance.
Este chip provê um coprocessador mate-mático, um modem HART®, um controlador de LCD e um conversor PWM (para o sinal de 4-20mA) que, combinados com a precisão do sensor capacitivo, fornecem a alta exatidão e rangeabilidade peculiares à linha de transmissores SMAR.
O HT3012 é um chip de alta integração que permite que as séries de transmissores SMAR sejam caracterizadas por uma única placa eletrônica (single circuit board), simpli-ficando a manutenção e com um dos mais altos MTBFs (Mean Time Between Failures) do mercado. A temperatura é constantemente medida e a saída do transmissor é continua-mente compensada para esta variação. Esta alta performance garante as respostas mais rápidas. Atente para a figura 4.
ConclusãoEsses transmissores foram desenvolvidos
para serem soluções robustas e altamente confiáveis para a medição de pressão. Apre-sentam grande flexibilidade nas aplicações devido ao uso de um sensor capacitivo que mantém o sinal digital desde a leitura do sensor até a saída do transmissor, resultando em uma resolução alta e eficaz.
Todo o processamento é feito pelo HT3012, um poderoso coprocessador matemático que assegura uma resposta rápida e um elevado desempenho para o transmissor. Veja a figura 5.
F3. Transmissores Capacitivos SMAR: LD301 (HART®/4-20mA); LD302 (FF) e LD303 (Profibus-PA).
F5. Super Chip HT3012 & Sensor Capacitivo
F4. LD400.
25Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
O que é o transceptor vetorial de sinais (VST)?
N
saiba maisInversores de Frequência Mecatrônica Atual 02
Implementação de CLP em FPGA Mecatrônica Atual 27
Apresentamos, neste artigo, um novo instrumento para medidas de RF, conhecido como VST – Transceptor Vetorial de Sinais.
Alexsander LoulaNational Instruments
as últimas décadas, houve um grande cres-cimento no uso das arquiteturas de sistemas de teste de RF definidos por software. Atual-mente, quase todos os sistemas comerciais de teste de RF automatizado prontos para o uso (COTS) utilizam algum software de aplicação para se comunicarem com um instrumento por uma interface de barramento. Com a complexidade cada vez maior das aplicações de RF, os engenheiros enfrentam todos os dias o desafio de incluir mais funções sem aumentar o tempo e, dessa forma, o custo do teste. Os avanços nos algoritmos de medições de teste e nas velocidades de barramento e CPU proporcionaram reduções nos tempos dos testes, mas ainda é necessário introduzir outras melhorias para dar conta dessa maior complexidade.
Para atender as necessidades de velocidade e flexibilidade, os FPGAs (Field-Program-mable Gate Arrays) passaram a ser mais utilizados nos instrumentos de teste de RF prontos para o uso. Eles são chips de silício reprogramáveis que você pode configurar para implementar funções especializadas de hardware através de ambientes de de-senvolvimento de software. Ter FPGAs em instrumentos de RF foi um ótimo primeiro
passo à frente, mas tipicamente esses com-ponentes são fechados, com personalidades fixas criadas para propósitos específicos e pouco espaço para customização. É aí que os FPGAs programáveis pelo usuário apre-sentam uma grande vantagem com relação aos FPGAs com personalidades fixas. Com os programáveis pelo usuário, você pode customizar seu instrumento de RF até o nível do pino, configurando-o sob medida para as necessidades da sua aplicação.
O transceptor vetorial de sinais (VST) faz parte de uma nova categoria de instru-mentação, combinando gerador vetorial de sinais (VSG), analisador vetorial de sinais (VSA) e processamento de sinais e controle em tempo real baseados em FPGA. O primeiro VST do mundo, criado pela National Instruments, também possui um FPGA programável pelo usuário, o que permite que algoritmos customizados sejam implementados diretamente no projeto de hardware do instrumento. Esta abordagem de instrumentação projetada por software permite que o VST tenha a flexibilidade de uma arquitetura de rádio definida por software (SDR) e o desempenho de um instrumento de RF.
26 Mecatrônica Atual :: Janeiro/Fevereiro 2014
instrumentação
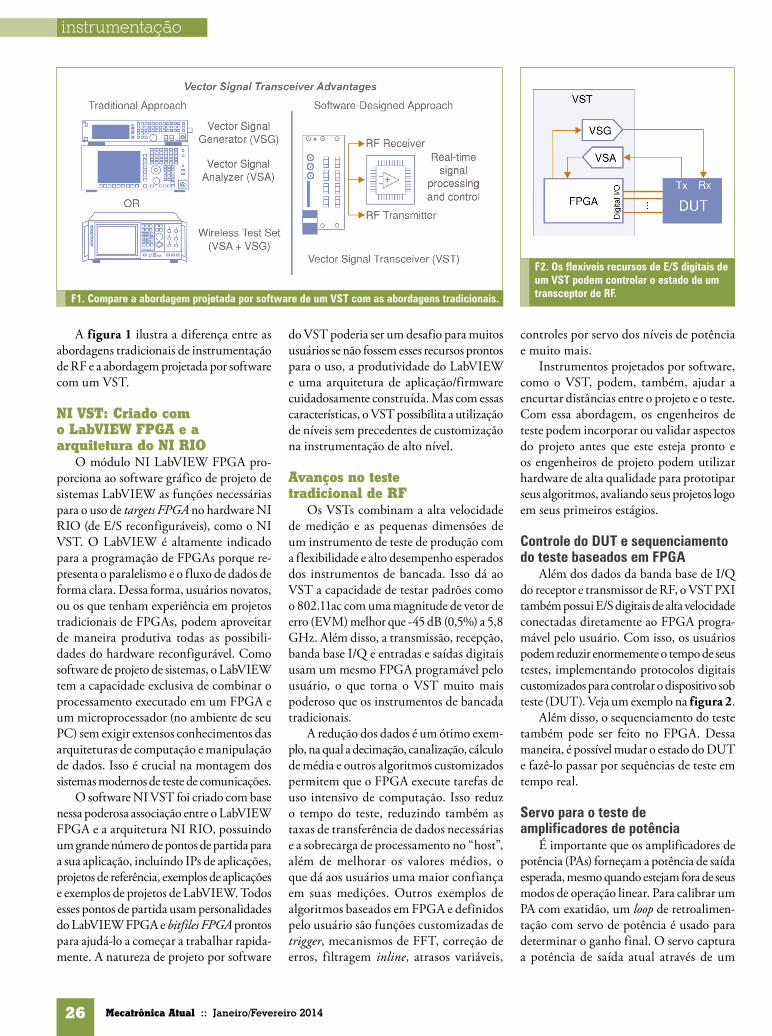
F1. Compare a abordagem projetada por software de um VST com as abordagens tradicionais.
F2. Os flexíveis recursos de E/S digitais de um VST podem controlar o estado de um transceptor de RF.
A figura 1 ilustra a diferença entre as abordagens tradicionais de instrumentação de RF e a abordagem projetada por software com um VST.
NI VST: Criado com o LabVIEW FPGA e a arquitetura do NI RIO
O módulo NI LabVIEW FPGA pro-porciona ao software gráfico de projeto de sistemas LabVIEW as funções necessárias para o uso de targets FPGA no hardware NI RIO (de E/S reconfiguráveis), como o NI VST. O LabVIEW é altamente indicado para a programação de FPGAs porque re-presenta o paralelismo e o fluxo de dados de forma clara. Dessa forma, usuários novatos, ou os que tenham experiência em projetos tradicionais de FPGAs, podem aproveitar de maneira produtiva todas as possibili-dades do hardware reconfigurável. Como software de projeto de sistemas, o LabVIEW tem a capacidade exclusiva de combinar o processamento executado em um FPGA e um microprocessador (no ambiente de seu PC) sem exigir extensos conhecimentos das arquiteturas de computação e manipulação de dados. Isso é crucial na montagem dos sistemas modernos de teste de comunicações.
O software NI VST foi criado com base nessa poderosa associação entre o LabVIEW FPGA e a arquitetura NI RIO, possuindo um grande número de pontos de partida para a sua aplicação, incluindo IPs de aplicações, projetos de referência, exemplos de aplicações e exemplos de projetos de LabVIEW. Todos esses pontos de partida usam personalidades do LabVIEW FPGA e bitfiles FPGA prontos para ajudá-lo a começar a trabalhar rapida-mente. A natureza de projeto por software
do VST poderia ser um desafio para muitos usuários se não fossem esses recursos prontos para o uso, a produtividade do LabVIEW e uma arquitetura de aplicação/firmware cuidadosamente construída. Mas com essas características, o VST possibilita a utilização de níveis sem precedentes de customização na instrumentação de alto nível.
Avanços no teste tradicional de RF
Os VSTs combinam a alta velocidade de medição e as pequenas dimensões de um instrumento de teste de produção com a flexibilidade e alto desempenho esperados dos instrumentos de bancada. Isso dá ao VST a capacidade de testar padrões como o 802.11ac com uma magnitude de vetor de erro (EVM) melhor que -45 dB (0,5%) a 5,8 GHz. Além disso, a transmissão, recepção, banda base I/Q e entradas e saídas digitais usam um mesmo FPGA programável pelo usuário, o que torna o VST muito mais poderoso que os instrumentos de bancada tradicionais.
A redução dos dados é um ótimo exem-plo, na qual a decimação, canalização, cálculo de média e outros algoritmos customizados permitem que o FPGA execute tarefas de uso intensivo de computação. Isso reduz o tempo do teste, reduzindo também as taxas de transferência de dados necessárias e a sobrecarga de processamento no “host”, além de melhorar os valores médios, o que dá aos usuários uma maior confiança em suas medições. Outros exemplos de algoritmos baseados em FPGA e definidos pelo usuário são funções customizadas de trigger, mecanismos de FFT, correção de erros, filtragem inline, atrasos variáveis,
controles por servo dos níveis de potência e muito mais.
Instrumentos projetados por software, como o VST, podem, também, ajudar a encurtar distâncias entre o projeto e o teste. Com essa abordagem, os engenheiros de teste podem incorporar ou validar aspectos do projeto antes que este esteja pronto e os engenheiros de projeto podem utilizar hardware de alta qualidade para prototipar seus algoritmos, avaliando seus projetos logo em seus primeiros estágios.
Controle do DUT e sequenciamento do teste baseados em FPGA
Além dos dados da banda base de I/Q do receptor e transmissor de RF, o VST PXI também possui E/S digitais de alta velocidade conectadas diretamente ao FPGA progra-mável pelo usuário. Com isso, os usuários podem reduzir enormemente o tempo de seus testes, implementando protocolos digitais customizados para controlar o dispositivo sob teste (DUT). Veja um exemplo na figura 2.
Além disso, o sequenciamento do teste também pode ser feito no FPGA. Dessa maneira, é possível mudar o estado do DUT e fazê-lo passar por sequências de teste em tempo real.
Servo para o teste de amplificadores de potência
É importante que os amplificadores de potência (PAs) forneçam a potência de saída esperada, mesmo quando estejam fora de seus modos de operação linear. Para calibrar um PA com exatidão, um loop de retroalimen-tação com servo de potência é usado para determinar o ganho final. O servo captura a potência de saída atual através de um
27Janeiro/Fevereiro 2014 :: Mecatrônica Atual
instrumentação
MA
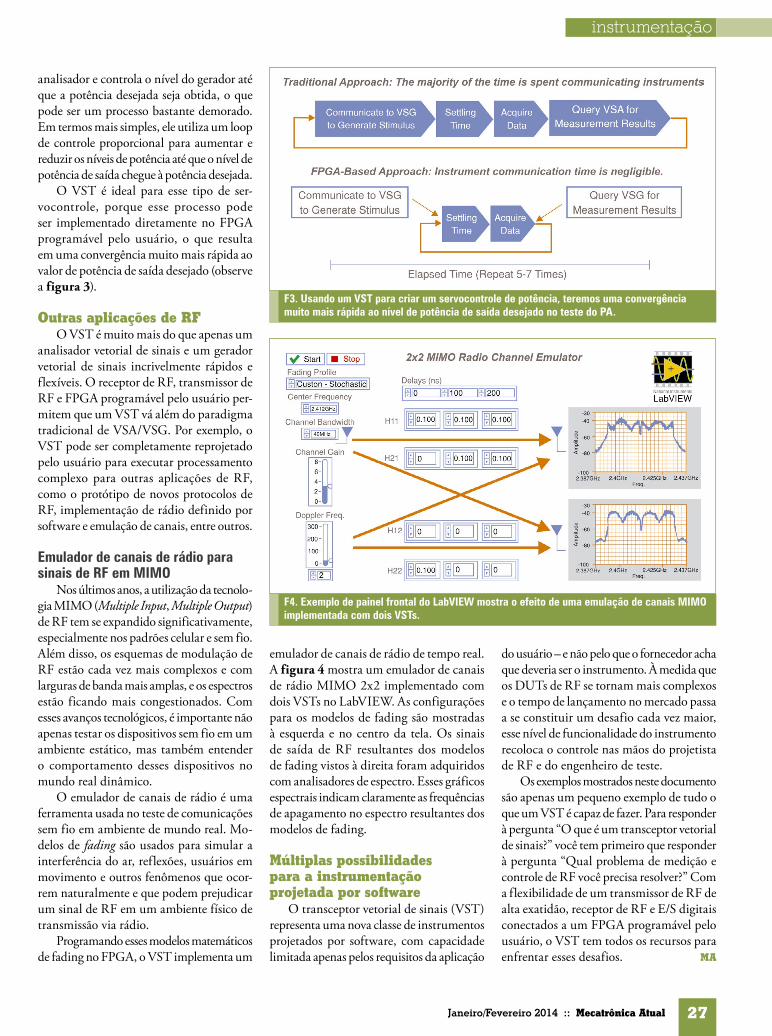
analisador e controla o nível do gerador até que a potência desejada seja obtida, o que pode ser um processo bastante demorado. Em termos mais simples, ele utiliza um loop de controle proporcional para aumentar e reduzir os níveis de potência até que o nível de potência de saída chegue à potência desejada.
O VST é ideal para esse tipo de ser-vocontrole, porque esse processo pode ser implementado diretamente no FPGA programável pelo usuário, o que resulta em uma convergência muito mais rápida ao valor de potência de saída desejado (observe a figura 3).
Outras aplicações de RFO VST é muito mais do que apenas um
analisador vetorial de sinais e um gerador vetorial de sinais incrivelmente rápidos e flexíveis. O receptor de RF, transmissor de RF e FPGA programável pelo usuário per-mitem que um VST vá além do paradigma tradicional de VSA/VSG. Por exemplo, o VST pode ser completamente reprojetado pelo usuário para executar processamento complexo para outras aplicações de RF, como o protótipo de novos protocolos de RF, implementação de rádio definido por software e emulação de canais, entre outros.
Emulador de canais de rádio para sinais de RF em MIMO
Nos últimos anos, a utilização da tecnolo-gia MIMO (Multiple Input, Multiple Output) de RF tem se expandido significativamente, especialmente nos padrões celular e sem fio. Além disso, os esquemas de modulação de RF estão cada vez mais complexos e com larguras de banda mais amplas, e os espectros estão ficando mais congestionados. Com esses avanços tecnológicos, é importante não apenas testar os dispositivos sem fio em um ambiente estático, mas também entender o comportamento desses dispositivos no mundo real dinâmico.
O emulador de canais de rádio é uma ferramenta usada no teste de comunicações sem fio em ambiente de mundo real. Mo-delos de fading são usados para simular a interferência do ar, reflexões, usuários em movimento e outros fenômenos que ocor-rem naturalmente e que podem prejudicar um sinal de RF em um ambiente físico de transmissão via rádio.
Programando esses modelos matemáticos de fading no FPGA, o VST implementa um
emulador de canais de rádio de tempo real. A figura 4 mostra um emulador de canais de rádio MIMO 2x2 implementado com dois VSTs no LabVIEW. As configurações para os modelos de fading são mostradas à esquerda e no centro da tela. Os sinais de saída de RF resultantes dos modelos de fading vistos à direita foram adquiridos com analisadores de espectro. Esses gráficos espectrais indicam claramente as frequências de apagamento no espectro resultantes dos modelos de fading.
Múltiplas possibilidades para a instrumentação projetada por software
O transceptor vetorial de sinais (VST) representa uma nova classe de instrumentos projetados por software, com capacidade limitada apenas pelos requisitos da aplicação
do usuário – e não pelo que o fornecedor acha que deveria ser o instrumento. À medida que os DUTs de RF se tornam mais complexos e o tempo de lançamento no mercado passa a se constituir um desafio cada vez maior, esse nível de funcionalidade do instrumento recoloca o controle nas mãos do projetista de RF e do engenheiro de teste.
Os exemplos mostrados neste documento são apenas um pequeno exemplo de tudo o que um VST é capaz de fazer. Para responder à pergunta “O que é um transceptor vetorial de sinais?” você tem primeiro que responder à pergunta “Qual problema de medição e controle de RF você precisa resolver?” Com a flexibilidade de um transmissor de RF de alta exatidão, receptor de RF e E/S digitais conectados a um FPGA programável pelo usuário, o VST tem todos os recursos para enfrentar esses desafios.
F3. Usando um VST para criar um servocontrole de potência, teremos uma convergência muito mais rápida ao nível de potência de saída desejado no teste do PA.
F4. Exemplo de painel frontal do LabVIEW mostra o efeito de uma emulação de canais MIMO implementada com dois VSTs.
28 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
saiba mais
Golpe de Aríete em Sistemas Hidráulicos
O distúrbio conhecido como “golpe de aríete” pode causar danos às tubulações, sensores de pressão, medidores de vazão e outros componentes de sistemas hidráulicos.Tendo em vista a crescente automação destes sistemas, é importante que os profissionais de eletrônica e mecatrônica estejam familiarizados com os aspectos básicos deste fenômeno e com as medidas que podem ser adotadas para proteger os equipamentos mais vulneráveis.
Heinrich Parfijanowitsch
Identificação de Sistemas e Sintonia de Malhas de Controle Mecatrônica Atual 52
Posicionadores Hidráulicos: Construções Típicas e Funcionamento Mecatrônica Atual 18
A Mecatrônica em Movimento Mecatrônica Atual 36
Sensores de Pressão: Como Usar? Revista Mecatrônica Fácil 36
Mecânica dos Fluidos e Hidráulica - Ranald V. Giles - Coleção Schaum - McGraw-Hill
Mechanics of Fluids - Merle C. Porter e David C. Wiggert - Editora Prentice Hall.
Elements of Hydraulic Engineering - D. S. Ellis - Editora Van Nostrand Co.Inc.
O que é um golpe de aríete?O golpe de aríete (também conhecido
na literatura em inglês e na internet pelo nome de “water hammer”, i.e., “martelo de água”) é um distúrbio que consiste em fortes oscilações de pressão, normalmente disparadas por mudanças bruscas na velo-cidade de escoamento de um líquido dentro de um encanamento.
As mudanças de velocidade capazes de gerar um golpe de aríete podem ser provocadas, por exemplo, pelo fechamento muito rápido de uma válvula, pela partida ou parada súbita de uma bomba etc.
As consequências indesejáveis do golpe de aríete
Os surtos de pressão sucessivos causados por um golpe de aríete costumam alcançar valores muitas vezes superiores à pressão normal de trabalho e, além disso, são de natureza vibratória, o que aumenta o seu poder destrutivo.
Mesmo quando não causa danos imedia-tos, o golpe de aríete, repetido muitas vezes, pode trazer problemas a médio ou longo prazo pelo fenômeno de fadiga do material.
Como resultado, podem ocorrer pro-blemas em sistemas hidráulicos como, por exemplo, enfraquecimento de vedações, vazamentos, ruptura de canos e conexões, ou danos a outros componentes do sistema.
Os sensores usados em sistemas de automação industrial são especialmente vulneráveis, conforme será detalhado mais adiante.
Já em instalações hidráulicas de grande porte, as consequências de um golpe de aríete podem ser catastróficas.
Um exemplo bastante ilustrativo é o acidente ocorrido na usina hidroelétrica de Oigava, no Japão.
Por um erro durante a realização de serviços de manutenção, a válvula principal de uma das turbinas hidráulicas foi fechada instantaneamente (em vez de gradativamente, como seria normal) provocando um forte golpe de aríete.
O surto de pressão resultante causou o rompimento do conduto forçado (de grossa chapa de aço) na sua parte inferior.
O escoamento violento da água, por sua vez, provocou a separação da coluna de água na parte superior, com formação de
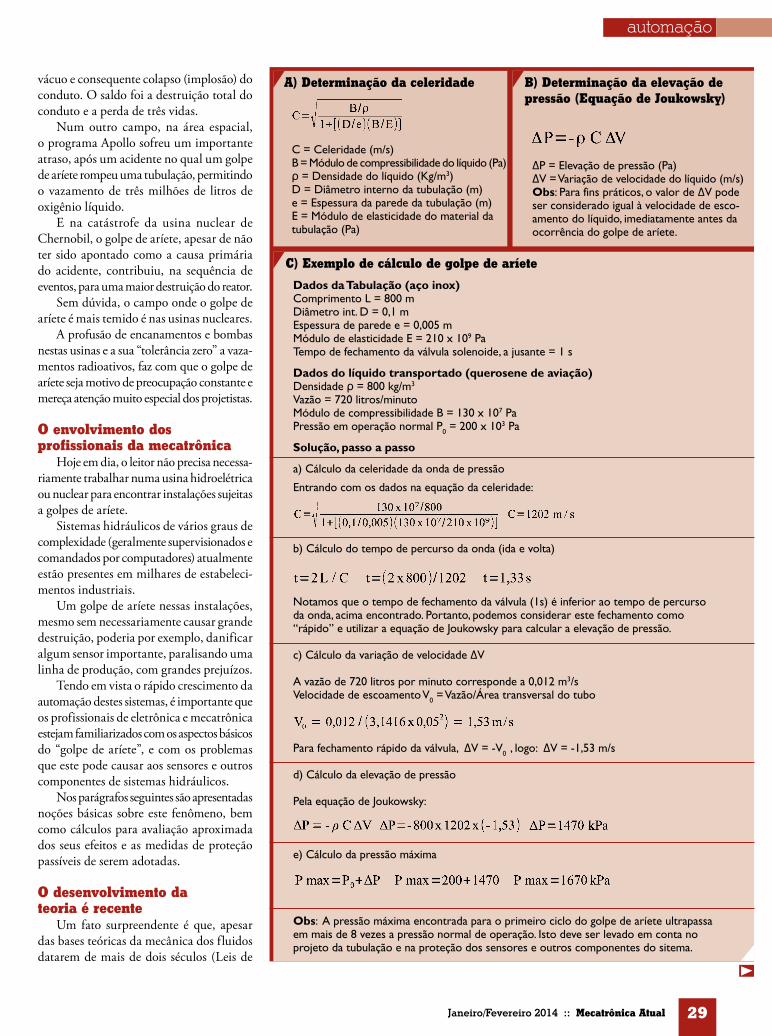
29Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
vácuo e consequente colapso (implosão) do conduto. O saldo foi a destruição total do conduto e a perda de três vidas.
Num outro campo, na área espacial, o programa Apollo sofreu um importante atraso, após um acidente no qual um golpe de aríete rompeu uma tubulação, permitindo o vazamento de três milhões de litros de oxigênio líquido.
E na catástrofe da usina nuclear de Chernobil, o golpe de aríete, apesar de não ter sido apontado como a causa primária do acidente, contribuiu, na sequência de eventos, para uma maior destruição do reator.
Sem dúvida, o campo onde o golpe de aríete é mais temido é nas usinas nucleares.
A profusão de encanamentos e bombas nestas usinas e a sua “tolerância zero” a vaza-mentos radioativos, faz com que o golpe de aríete seja motivo de preocupação constante e mereça atenção muito especial dos projetistas.
O envolvimento dos profissionais da mecatrônica
Hoje em dia, o leitor não precisa necessa-riamente trabalhar numa usina hidroelétrica ou nuclear para encontrar instalações sujeitas a golpes de aríete.
Sistemas hidráulicos de vários graus de complexidade (geralmente supervisionados e comandados por computadores) atualmente estão presentes em milhares de estabeleci-mentos industriais.
Um golpe de aríete nessas instalações, mesmo sem necessariamente causar grande destruição, poderia por exemplo, danificar algum sensor importante, paralisando uma linha de produção, com grandes prejuízos.
Tendo em vista o rápido crescimento da automação destes sistemas, é importante que os profissionais de eletrônica e mecatrônica estejam familiarizados com os aspectos básicos do “golpe de aríete”, e com os problemas que este pode causar aos sensores e outros componentes de sistemas hidráulicos.
Nos parágrafos seguintes são apresentadas noções básicas sobre este fenômeno, bem como cálculos para avaliação aproximada dos seus efeitos e as medidas de proteção passíveis de serem adotadas.
O desenvolvimento da teoria é recente
Um fato surpreendente é que, apesar das bases teóricas da mecânica dos fluidos datarem de mais de dois séculos (Leis de
A) Determinação da celeridade
C = Celeridade (m/s)B = Módulo de compressibilidade do líquido (Pa)ρ = Densidade do líquido (Kg/m3)D = Diâmetro interno da tubulação (m)e = Espessura da parede da tubulação (m)E = Módulo de elasticidade do material da tubulação (Pa)
B) Determinação da elevação de pressão (Equação de Joukowsky)
∆P = Elevação de pressão (Pa)∆V = Variação de velocidade do líquido (m/s)Obs: Para fins práticos, o valor de ∆V pode ser considerado igual à velocidade de esco-amento do líquido, imediatamente antes da ocorrência do golpe de aríete.
C) Exemplo de cálculo de golpe de aríete
Dados da Tabulação (aço inox)Comprimento L = 800 mDiâmetro int. D = 0,1 mEspessura de parede e = 0,005 mMódulo de elasticidade E = 210 x 109 PaTempo de fechamento da válvula solenoide, a jusante = 1 s
Dados do líquido transportado (querosene de aviação)Densidade ρ = 800 kg/m3
Vazão = 720 litros/minutoMódulo de compressibilidade B = 130 x 107 PaPressão em operação normal P0 = 200 x 103 Pa
Solução, passo a passo
a) Cálculo da celeridade da onda de pressão
Entrando com os dados na equação da celeridade:
b) Cálculo do tempo de percurso da onda (ida e volta)
Notamos que o tempo de fechamento da válvula (1s) é inferior ao tempo de percurso da onda, acima encontrado. Portanto, podemos considerar este fechamento como “rápido” e utilizar a equação de Joukowsky para calcular a elevação de pressão.
c) Cálculo da variação de velocidade ∆V
A vazão de 720 litros por minuto corresponde a 0,012 m3/sVelocidade de escoamento V0 = Vazão/Área transversal do tubo
Para fechamento rápido da válvula, ∆V = -V0 , logo: ∆V = -1,53 m/s
d) Cálculo da elevação de pressão
Pela equação de Joukowsky:
e) Cálculo da pressão máxima
Obs: A pressão máxima encontrada para o primeiro ciclo do golpe de aríete ultrapassa em mais de 8 vezes a pressão normal de operação. Isto deve ser levado em conta no projeto da tubulação e na proteção dos sensores e outros componentes do sitema.
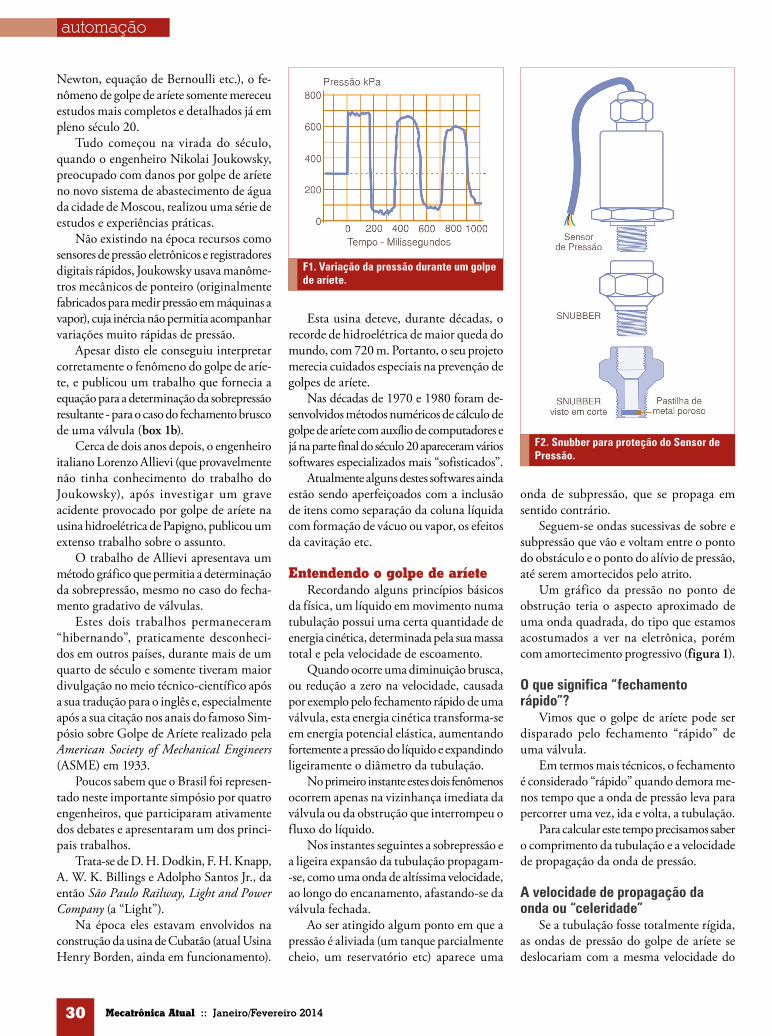
30 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
Newton, equação de Bernoulli etc.), o fe-nômeno de golpe de aríete somente mereceu estudos mais completos e detalhados já em pleno século 20.
Tudo começou na virada do século, quando o engenheiro Nikolai Joukowsky, preocupado com danos por golpe de aríete no novo sistema de abastecimento de água da cidade de Moscou, realizou uma série de estudos e experiências práticas.
Não existindo na época recursos como sensores de pressão eletrônicos e registradores digitais rápidos, Joukowsky usava manôme-tros mecânicos de ponteiro (originalmente fabricados para medir pressão em máquinas a vapor), cuja inércia não permitia acompanhar variações muito rápidas de pressão.
Apesar disto ele conseguiu interpretar corretamente o fenômeno do golpe de aríe-te, e publicou um trabalho que fornecia a equação para a determinação da sobrepressão resultante - para o caso do fechamento brusco de uma válvula (box 1b).
Cerca de dois anos depois, o engenheiro italiano Lorenzo Allievi (que provavelmente não tinha conhecimento do trabalho do Joukowsky), após investigar um grave acidente provocado por golpe de aríete na usina hidroelétrica de Papigno, publicou um extenso trabalho sobre o assunto.
O trabalho de Allievi apresentava um método gráfico que permitia a determinação da sobrepressão, mesmo no caso do fecha-mento gradativo de válvulas.
Estes dois trabalhos permaneceram “hibernando”, praticamente desconheci-dos em outros países, durante mais de um quarto de século e somente tiveram maior divulgação no meio técnico-científico após a sua tradução para o inglês e, especialmente após a sua citação nos anais do famoso Sim-pósio sobre Golpe de Aríete realizado pela American Society of Mechanical Engineers (ASME) em 1933.
Poucos sabem que o Brasil foi represen-tado neste importante simpósio por quatro engenheiros, que participaram ativamente dos debates e apresentaram um dos princi-pais trabalhos.
Trata-se de D. H. Dodkin, F. H. Knapp, A. W. K. Billings e Adolpho Santos Jr., da então São Paulo Railway, Light and Power Company (a “Light”).
Na época eles estavam envolvidos na construção da usina de Cubatão (atual Usina Henry Borden, ainda em funcionamento).
Esta usina deteve, durante décadas, o recorde de hidroelétrica de maior queda do mundo, com 720 m. Portanto, o seu projeto merecia cuidados especiais na prevenção de golpes de aríete.
Nas décadas de 1970 e 1980 foram de-senvolvidos métodos numéricos de cálculo de golpe de aríete com auxílio de computadores e já na parte final do século 20 apareceram vários softwares especializados mais “sofisticados”.
Atualmente alguns destes softwares ainda estão sendo aperfeiçoados com a inclusão de itens como separação da coluna líquida com formação de vácuo ou vapor, os efeitos da cavitação etc.
Entendendo o golpe de aríeteRecordando alguns princípios básicos
da física, um líquido em movimento numa tubulação possui uma certa quantidade de energia cinética, determinada pela sua massa total e pela velocidade de escoamento.
Quando ocorre uma diminuição brusca, ou redução a zero na velocidade, causada por exemplo pelo fechamento rápido de uma válvula, esta energia cinética transforma-se em energia potencial elástica, aumentando fortemente a pressão do líquido e expandindo ligeiramente o diâmetro da tubulação.
No primeiro instante estes dois fenômenos ocorrem apenas na vizinhança imediata da válvula ou da obstrução que interrompeu o fluxo do líquido.
Nos instantes seguintes a sobrepressão e a ligeira expansão da tubulação propagam--se, como uma onda de altíssima velocidade, ao longo do encanamento, afastando-se da válvula fechada.
Ao ser atingido algum ponto em que a pressão é aliviada (um tanque parcialmente cheio, um reservatório etc) aparece uma
onda de subpressão, que se propaga em sentido contrário.
Seguem-se ondas sucessivas de sobre e subpressão que vão e voltam entre o ponto do obstáculo e o ponto do alívio de pressão, até serem amortecidos pelo atrito.
Um gráfico da pressão no ponto de obstrução teria o aspecto aproximado de uma onda quadrada, do tipo que estamos acostumados a ver na eletrônica, porém com amortecimento progressivo (figura 1).
O que significa “fechamento rápido”?
Vimos que o golpe de aríete pode ser disparado pelo fechamento “rápido” de uma válvula.
Em termos mais técnicos, o fechamento é considerado “rápido” quando demora me-nos tempo que a onda de pressão leva para percorrer uma vez, ida e volta, a tubulação.
Para calcular este tempo precisamos saber o comprimento da tubulação e a velocidade de propagação da onda de pressão.
A velocidade de propagação da onda ou “celeridade”
Se a tubulação fosse totalmente rígida, as ondas de pressão do golpe de aríete se deslocariam com a mesma velocidade do
F1. Variação da pressão durante um golpe de aríete.
F2. Snubber para proteção do Sensor de Pressão.
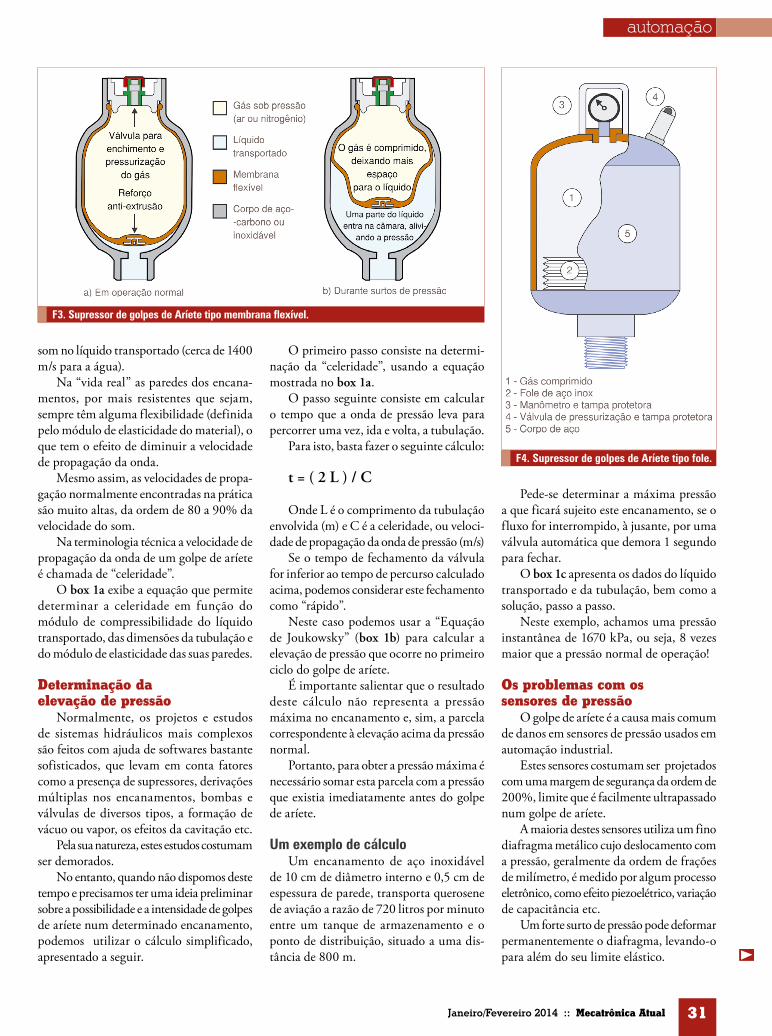
31Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
som no líquido transportado (cerca de 1400 m/s para a água).
Na “vida real” as paredes dos encana-mentos, por mais resistentes que sejam, sempre têm alguma flexibilidade (definida pelo módulo de elasticidade do material), o que tem o efeito de diminuir a velocidade de propagação da onda.
Mesmo assim, as velocidades de propa-gação normalmente encontradas na prática são muito altas, da ordem de 80 a 90% da velocidade do som.
Na terminologia técnica a velocidade de propagação da onda de um golpe de aríete é chamada de “celeridade”.
O box 1a exibe a equação que permite determinar a celeridade em função do módulo de compressibilidade do líquido transportado, das dimensões da tubulação e do módulo de elasticidade das suas paredes.
Determinação da elevação de pressão
Normalmente, os projetos e estudos de sistemas hidráulicos mais complexos são feitos com ajuda de softwares bastante sofisticados, que levam em conta fatores como a presença de supressores, derivações múltiplas nos encanamentos, bombas e válvulas de diversos tipos, a formação de vácuo ou vapor, os efeitos da cavitação etc.
Pela sua natureza, estes estudos costumam ser demorados.
No entanto, quando não dispomos deste tempo e precisamos ter uma ideia preliminar sobre a possibilidade e a intensidade de golpes de aríete num determinado encanamento, podemos utilizar o cálculo simplificado, apresentado a seguir.
F3. Supressor de golpes de Aríete tipo membrana flexível.
O primeiro passo consiste na determi-nação da “celeridade”, usando a equação mostrada no box 1a.
O passo seguinte consiste em calcular o tempo que a onda de pressão leva para percorrer uma vez, ida e volta, a tubulação.
Para isto, basta fazer o seguinte cálculo:
t = ( 2 L ) / C
Onde L é o comprimento da tubulação envolvida (m) e C é a celeridade, ou veloci-dade de propagação da onda de pressão (m/s)
Se o tempo de fechamento da válvula for inferior ao tempo de percurso calculado acima, podemos considerar este fechamento como “rápido”.
Neste caso podemos usar a “Equação de Joukowsky” (box 1b) para calcular a elevação de pressão que ocorre no primeiro ciclo do golpe de aríete.
É importante salientar que o resultado deste cálculo não representa a pressão máxima no encanamento e, sim, a parcela correspondente à elevação acima da pressão normal.
Portanto, para obter a pressão máxima é necessário somar esta parcela com a pressão que existia imediatamente antes do golpe de aríete.
Um exemplo de cálculoUm encanamento de aço inoxidável
de 10 cm de diâmetro interno e 0,5 cm de espessura de parede, transporta querosene de aviação a razão de 720 litros por minuto entre um tanque de armazenamento e o ponto de distribuição, situado a uma dis-tância de 800 m.
Pede-se determinar a máxima pressão a que ficará sujeito este encanamento, se o fluxo for interrompido, à jusante, por uma válvula automática que demora 1 segundo para fechar.
O box 1c apresenta os dados do líquido transportado e da tubulação, bem como a solução, passo a passo.
Neste exemplo, achamos uma pressão instantânea de 1670 kPa, ou seja, 8 vezes maior que a pressão normal de operação!
Os problemas com os sensores de pressão
O golpe de aríete é a causa mais comum de danos em sensores de pressão usados em automação industrial.
Estes sensores costumam ser projetados com uma margem de segurança da ordem de 200%, limite que é facilmente ultrapassado num golpe de aríete.
A maioria destes sensores utiliza um fino diafragma metálico cujo deslocamento com a pressão, geralmente da ordem de frações de milímetro, é medido por algum processo eletrônico, como efeito piezoelétrico, variação de capacitância etc.
Um forte surto de pressão pode deformar permanentemente o diafragma, levando-o para além do seu limite elástico.
F4. Supressor de golpes de Aríete tipo fole.
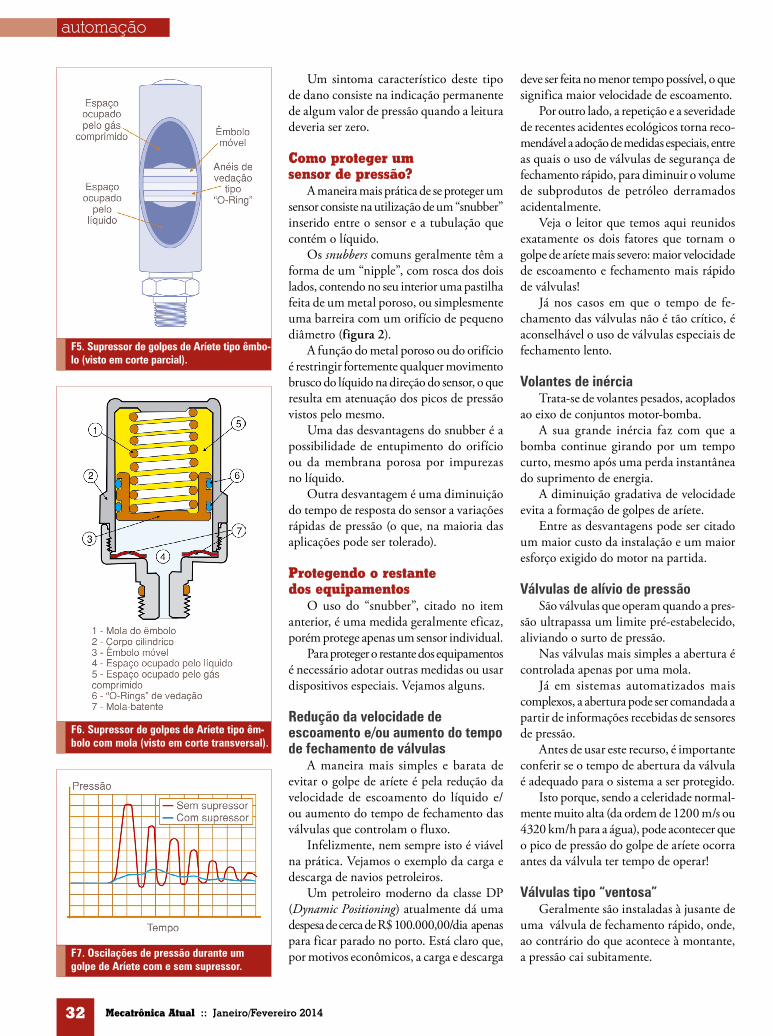
32 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
Um sintoma característico deste tipo de dano consiste na indicação permanente de algum valor de pressão quando a leitura deveria ser zero.
Como proteger um sensor de pressão?
A maneira mais prática de se proteger um sensor consiste na utilização de um “snubber” inserido entre o sensor e a tubulação que contém o líquido.
Os snubbers comuns geralmente têm a forma de um “nipple”, com rosca dos dois lados, contendo no seu interior uma pastilha feita de um metal poroso, ou simplesmente uma barreira com um orifício de pequeno diâmetro (figura 2).
A função do metal poroso ou do orifício é restringir fortemente qualquer movimento brusco do líquido na direção do sensor, o que resulta em atenuação dos picos de pressão vistos pelo mesmo.
Uma das desvantagens do snubber é a possibilidade de entupimento do orifício ou da membrana porosa por impurezas no líquido.
Outra desvantagem é uma diminuição do tempo de resposta do sensor a variações rápidas de pressão (o que, na maioria das aplicações pode ser tolerado).
Protegendo o restante dos equipamentos
O uso do “snubber”, citado no item anterior, é uma medida geralmente eficaz, porém protege apenas um sensor individual.
Para proteger o restante dos equipamentos é necessário adotar outras medidas ou usar dispositivos especiais. Vejamos alguns.
Redução da velocidade de escoamento e/ou aumento do tempo de fechamento de válvulas
A maneira mais simples e barata de evitar o golpe de aríete é pela redução da velocidade de escoamento do líquido e/ou aumento do tempo de fechamento das válvulas que controlam o fluxo.
Infelizmente, nem sempre isto é viável na prática. Vejamos o exemplo da carga e descarga de navios petroleiros.
Um petroleiro moderno da classe DP (Dynamic Positioning) atualmente dá uma despesa de cerca de R$ 100.000,00/dia apenas para ficar parado no porto. Está claro que, por motivos econômicos, a carga e descarga
deve ser feita no menor tempo possível, o que significa maior velocidade de escoamento.
Por outro lado, a repetição e a severidade de recentes acidentes ecológicos torna reco-mendável a adoção de medidas especiais, entre as quais o uso de válvulas de segurança de fechamento rápido, para diminuir o volume de subprodutos de petróleo derramados acidentalmente.
Veja o leitor que temos aqui reunidos exatamente os dois fatores que tornam o golpe de aríete mais severo: maior velocidade de escoamento e fechamento mais rápido de válvulas!
Já nos casos em que o tempo de fe-chamento das válvulas não é tão crítico, é aconselhável o uso de válvulas especiais de fechamento lento.
Volantes de inérciaTrata-se de volantes pesados, acoplados
ao eixo de conjuntos motor-bomba.A sua grande inércia faz com que a
bomba continue girando por um tempo curto, mesmo após uma perda instantânea do suprimento de energia.
A diminuição gradativa de velocidade evita a formação de golpes de aríete.
Entre as desvantagens pode ser citado um maior custo da instalação e um maior esforço exigido do motor na partida.
Válvulas de alívio de pressãoSão válvulas que operam quando a pres-
são ultrapassa um limite pré-estabelecido, aliviando o surto de pressão.
Nas válvulas mais simples a abertura é controlada apenas por uma mola.
Já em sistemas automatizados mais complexos, a abertura pode ser comandada a partir de informações recebidas de sensores de pressão.
Antes de usar este recurso, é importante conferir se o tempo de abertura da válvula é adequado para o sistema a ser protegido.
Isto porque, sendo a celeridade normal-mente muito alta (da ordem de 1200 m/s ou 4320 km/h para a água), pode acontecer que o pico de pressão do golpe de aríete ocorra antes da válvula ter tempo de operar!
Válvulas tipo “ventosa”Geralmente são instaladas à jusante de
uma válvula de fechamento rápido, onde, ao contrário do que acontece à montante, a pressão cai subitamente.
F6. Supressor de golpes de Aríete tipo êm-bolo com mola (visto em corte transversal).
F7. Oscilações de pressão durante um golpe de Aríete com e sem supressor.
F5. Supressor de golpes de Aríete tipo êmbo-lo (visto em corte parcial).

33Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
MA
Quando a pressão na tubulação cai abaixo da atmosférica, estas válvulas deixam entrar ar ou líquido sob pressão, evitando a formação de vácuo ou bolhas de vapor e o consequente aparecimento de um golpe de aríete de “retorno”, ou até mesmo um colapso (implosão) da tubulação.
Reservatórios hidropneumáticosSão recipientes fechados, parcialmente
cheios com o líquido transportado e contendo na parte superior ar comprimido.
São usados principalmente em sistemas de bombeamento de água de grande volume.
As oscilações de pressão são amorte-cidas pela variação do nível do líquido e compressão do ar.
Geralmente nestas instalações ocorre perda gradativa do ar, devido a pequenas fugas e também, pela dissolução do ar na água, o que torna necessário o uso de um compressor para a reposição periódica do ar.
Amortecedores ou supressores de membrana flexível
Este tipo de supressor pode ser encontrado numa ampla faixa de aplicações, desde usinas nucleares e carros de Fórmula 1 até o novo e gigantesco avião Airbus A380.
Porém, a sua aplicação mais frequente é sem dúvida nas instalações industriais.
Este supressor consiste num recipiente reforçado que contém na sua parte supe-rior ar ou gás (normalmente nitrogênio) sob pressão, separado do líquido por uma membrana flexível (figura 3).
Geralmente este recipiente é dotado de uma válvula de um tipo parecido com as usadas em pneus de automóvel, que permite a verificação da pressão e, se necessário, da reposição do ar ou gás (o que só precisa ser feito a intervalos bastante grandes, da ordem de alguns meses por exemplo).
A pressão do gás é ajustada de modo que este ocupe quase todo o volume do recipiente, porém deixando um pouco de espaço para o líquido.
Em caso de um aumento súbito de pressão no líquido, a membrana deforma-se comprimindo o ar ou gás na câmara.
O líquido ganha assim espaço para se expandir, o que minimiza o surto de pressão.
O corpo do supressor normalmente é confeccionado em aço-carbono ou aço inoxidável.
Já as membranas podem ser de vários materiais como, por exemplo, Neoprene, Viton, Hypalon, Teflon etc.
Nas indústrias química, farmacêutica e de alimentos é comum o uso de aço-inox e de membranas de material escolhido para evitar a contaminação do líquido transportado.
Supressores tipo foleAlguns supressores utilizam “foles” de
aço inoxidável, que, basicamente, desem-penham o mesmo papel das membranas flexíveis (figura 4).
Estes foles são confeccionados utilizando um processo de soldagem especial, que ga-rante uma longa vida útil sem vazamentos.
Supressores tipo êmboloEste tipo de supressor utiliza um cilindro
fechado no qual se desloca um êmbolo, geralmente dotado de anéis de vedação duplos, ou “O-Rings” (figura 5).
O êmbolo separa o líquido do gás comprimido, que fica na parte superior do cilindro.
Durante surtos de pressão no líquido, o êmbolo sobe e comprime ainda mais o gás.
O líquido ganha assim espaço adicional, o que alivia a pressão.
Em alguns modelos o êmbolo, além de comprimir o gás na parte superior, comprime, simultaneamente, uma mola.
A figura 6 mostra um supressor deste tipo, visto em corte transversal.
Exemplo de atuação de um supressor
A figura 7 compara oscilogramas de pressão durante um golpe de aríete num encanamento, com e sem a presença de um supressor. O supressor que foi utilizado neste ensaio é de um tipo idêntico ao mostrado na figura 6.
ConclusãoO fenômeno de golpe de aríete, com suas
oscilações fortes e cíclicas de pressão, pode causar danos a componentes de sistemas hidráulicos, entre os quais estão incluídos os sensores de pressão, vazão etc. Face à crescente automação destes sistemas, é importante que os profissionais de eletrônica e mecatrônica possuam noções básicas sobre as causas e consequências deste fenômeno e sobre as medidas de proteção cabíveis.
34 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
saiba mais
Introdução à Arquitetura
Ethernet de Porta Dupla
Tecnologia de Ethernet de Porta Dupla, da NI, e Estudos de Casos para uso de Controladoras de Porta Dupla.
Guilherme Kenji YamamotoRenan Airosa Machado de Azevedo
National Instruments
AEthernet Industrial - Protocolos industriais Mecatrônica Atual 20
Switched Ethernet - a solução para o determinismo Mecatrônica Atual 19
O problema do determinismo da Ethernet Mecatrônica Atual 18
Ethernet é a espinha dorsal das redes corpo-rativas, domésticas e pessoais. A sua grande adoção resultou em uma ótima relação custo-benefício em uma solução confiável para redes em aplicações industriais. Com o poder da Ethernet, os Controladores Programáveis para Automação (PACs), da National Instruments, passaram a utilizar E/S remotas para a monitoração industrial e sistemas de controle. Essas controladoras permitem comunicação programática através da rede e publicam automaticamente as medidas na rede.
Com recursos como os Painéis Remotos do LabVIEW, servidores Web e servidores FTP/HTTP integrados, você pode acessar os dados de E/S, tanto em rede dentro da mesma empresa como a quilômetros de dis-tância em um ambiente remoto e agressivo.
Ethernet é uma das redes mais utilizadas devido à sua disponibilidade em ambientes corporativos. Entretanto, será que a Ethernet oferece integridade dos dados e segurança necessárias no ambiente industrial? Como adquirir dados e controlar sistemas com-plexos de maneira confiável, sem compar-tilhar largura de banda ou ainda aumentar
ainda mais o volume de informações? Para aumentar a confiabilidade da plataforma de E/S com conectividade Ethernet, a NI recentemente introduziu os PACs Ethernet de portas duplas e processadores de alto desempenho PowerPCs. Agora você pode utilizar controladoras de tempo real robustas com duas redes separadas: uma porta para comunicação via rede com um PC (ou com a rede corporativa) e uma outra porta para expansão de E/S e comunicação com outros dispositivos baseados em Ethernet.
Por que Arquitetura de Ethernet de Porta Dupla?
A principal vantagem da Ethernet de porta dupla é a habilidade de uma contro-ladora de tempo real criar sua própria rede secundária dedicada, separada de qualquer rede que possa estar conectada à Internet. Isolando dispositivos da rede corporativa, toda a largura de banda da rede privada Ethernet será dedicada às E/S e para os dados transmitidos para IHM (Interface Homem-Máquina), melhorando o tempo de resposta e reduzindo a latência causada pelo tráfico de dados no barramento.
35Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
Tecnologia de Ethernet de Porta Dupla, da NI
Cada porta Ethernet na controladora de tempo real tem a funcionalidade típica de uma placa de rede. Por exemplo, ambas as portas comunicam através de protocolos Ethernet como TCP/IP, UDP e Modbus TCP. A Ethernet de porta dupla no Com-pactRIO e no Compact FieldPoint oferece taxas de transmissão de 10/100 Mb/s e a Smart Camera fornece portas Ethernet Gigabit (10/100/1000 Mb/s).
Por padrão, as Shared Variables (Variáveis Compartilhadas) e a API do FieldPoint são publicadas na porta primária (Porta 1). Shared Variables podem também ser publicadas na porta secundária (Porta 2), mas não ao mesmo tempo. Por exemplo, as Shared Variables publicadas na controladora cRIO-9074 podem ser transmitidas através da Porta 1 ou da Porta 2 para dispositivos conectados nessas sub-redes separadas, mas estas Shared Variables não podem ser trans-mitidas às duas portas ao mesmo tempo.
A configuração na figura 1 mostra um PC servidor transmitindo sua Shared Variable 1 à Porta 1 do cRIO enquanto a controladora do cRIO transmite sua própria Shared Variable 2 através da Porta 2 do cRIO para o Compact FieldPoint.
Isso porque as Shared Variables não podem ser publicadas através das duas portas da controladora, conectar múltiplos dispositivos de porta dupla em uma cadeia muito extensa, ou em “cascata” pode causar complicações de programação desnecessárias. Um switch é recomendável para transmitir dados de uma controladora para as várias outras controladoras.
Para todas essas controladoras, o software de configuração Measurement & Automation Explorer (MAX) é utilizado para definir o endereço de IP para ambas as portas.
Exemplos de ArquiteturasQuando for projetar a arquitetura para
sistemas em rede utilizando Ethernet de porta dupla, considere os exemplos de arquitetura fornecidos a seguir.
A figura 2 ilustra uma montagem típica utilizando uma controladora com Ethernet de porta dupla. A Porta 1 (ou sub-rede A) na controladora é compatível com DHCP ou endereçamento com IP fixo, enquanto a Porta 2 (ou sub-rede B) é compatível apenas com endereçamento através de IP fixo. O
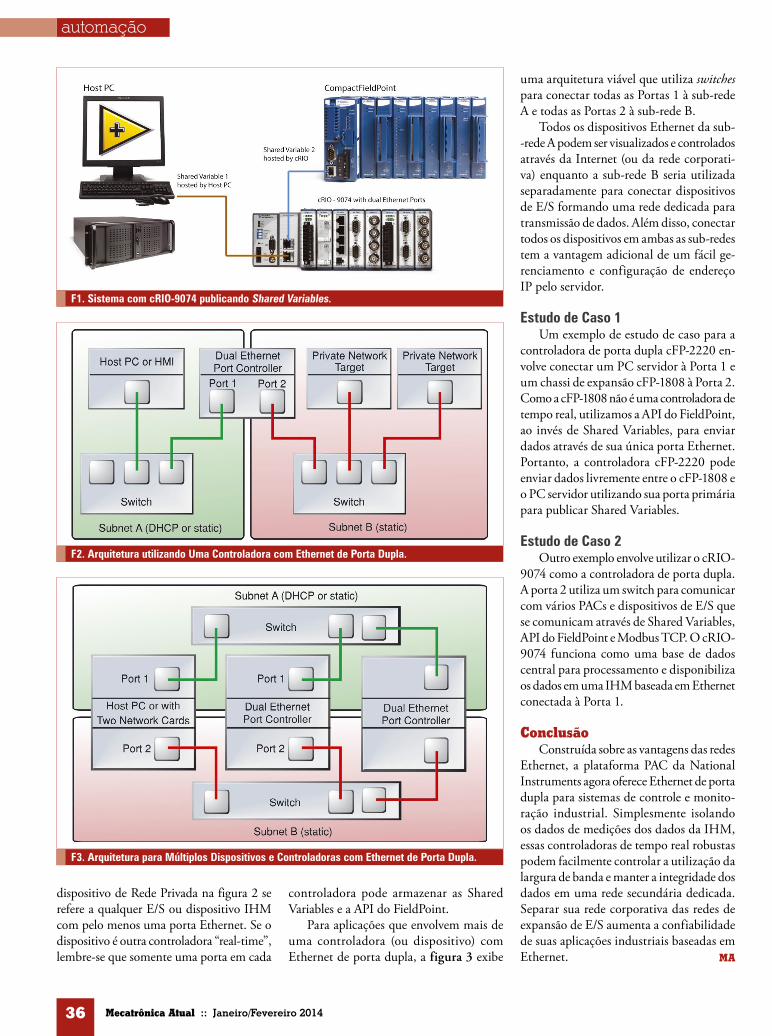
36 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
uma arquitetura viável que utiliza switches para conectar todas as Portas 1 à sub-rede A e todas as Portas 2 à sub-rede B.
Todos os dispositivos Ethernet da sub--rede A podem ser visualizados e controlados através da Internet (ou da rede corporati-va) enquanto a sub-rede B seria utilizada separadamente para conectar dispositivos de E/S formando uma rede dedicada para transmissão de dados. Além disso, conectar todos os dispositivos em ambas as sub-redes tem a vantagem adicional de um fácil ge-renciamento e configuração de endereço IP pelo servidor.
Estudo de Caso 1Um exemplo de estudo de caso para a
controladora de porta dupla cFP-2220 en-volve conectar um PC servidor à Porta 1 e um chassi de expansão cFP-1808 à Porta 2. Como a cFP-1808 não é uma controladora de tempo real, utilizamos a API do FieldPoint, ao invés de Shared Variables, para enviar dados através de sua única porta Ethernet. Portanto, a controladora cFP-2220 pode enviar dados livremente entre o cFP-1808 e o PC servidor utilizando sua porta primária para publicar Shared Variables.
Estudo de Caso 2Outro exemplo envolve utilizar o cRIO-
9074 como a controladora de porta dupla. A porta 2 utiliza um switch para comunicar com vários PACs e dispositivos de E/S que se comunicam através de Shared Variables, API do FieldPoint e Modbus TCP. O cRIO-9074 funciona como uma base de dados central para processamento e disponibiliza os dados em uma IHM baseada em Ethernet conectada à Porta 1.
ConclusãoConstruída sobre as vantagens das redes
Ethernet, a plataforma PAC da National Instruments agora oferece Ethernet de porta dupla para sistemas de controle e monito-ração industrial. Simplesmente isolando os dados de medições dos dados da IHM, essas controladoras de tempo real robustas podem facilmente controlar a utilização da largura de banda e manter a integridade dos dados em uma rede secundária dedicada. Separar sua rede corporativa das redes de expansão de E/S aumenta a confiabilidade de suas aplicações industriais baseadas em Ethernet. MA
F1. Sistema com cRIO-9074 publicando Shared Variables.
F3. Arquitetura para Múltiplos Dispositivos e Controladoras com Ethernet de Porta Dupla.
F2. Arquitetura utilizando Uma Controladora com Ethernet de Porta Dupla.
dispositivo de Rede Privada na figura 2 se refere a qualquer E/S ou dispositivo IHM com pelo menos uma porta Ethernet. Se o dispositivo é outra controladora “real-time”, lembre-se que somente uma porta em cada
controladora pode armazenar as Shared Variables e a API do FieldPoint.
Para aplicações que envolvem mais de uma controladora (ou dispositivo) com Ethernet de porta dupla, a figura 3 exibe
37Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
saiba maisControladores de temperatura PID Mecatrônica Atual 50
Controladores PID (analógico e digital) aplicados em um motor CC Mecatrônica Atual 25
Teoria de controle PID Mecatrônica Atual 03
Artigos técnicos: Manual do IR303
Exemplo de aplicação do transmissor de densidade e con-centração DT301 no processo de secagem do pó de açúcar na Usina Alta Mogiana.
Evaristo Orelana AlvesSmar Equipamentos Industriais
Controle Automático de Lavagem doPó de Açúcar dos Secadores
com o DT301
Processo de Secagem do AçúcarA operação de secagem consiste na
diminuição da umidade do açúcar por meio de uma corrente de ar gerada por um ventilador, até um ponto em que ela seja compatível com a estocagem e o ensaque.
A umidade do açúcar é removida por evaporação, para a qual se necessita de uma determinada quantidade de calor que seja suficiente para transformar o líquido em vapor. O açúcar caminha ao longo do secador em contracorrente com o ar que fica carregado de pó de açúcar, e é enviado por meio de dutos a um sistema de lavagem. Veja a figura 1.
Lavagem do Pó de AçúcarOs lavadores de pó são necessários para
que não ocorram perdas de açúcar em sus-pensão e a consequente poluição no ambiente próximo às instalações da fábrica de açúcar.
Na Usina Alta Mogiana são utilizados dois secadores horizontais com sistema de
exaustão de pó conectados a dois lavadores, antes do ar ser lançado na atmosfera. Observe na figura 2.
Medição da Densidade e Concentração
O transmissor de densidade e concentra-ção capacitivo, DT301, utiliza o princípio de medição de pressão diferencial hidrostática entre dois pontos separados por uma distância fixa e conhecida para calcular com precisão a densidade e concentração de líquidos.
Princípio de funcionamentoO DT301 utiliza um sensor de pressão
diferencial tipo capacitivo que se comunica mediante capilares com os diafragmas re-petidores de pressão submersos no fluido do processo, separados por uma distância fixa. A pressão diferencial sobre o sensor capacitivo será diretamente proporcional à densidade do líquido medido. Este valor de pressão diferencial não é afetado pela
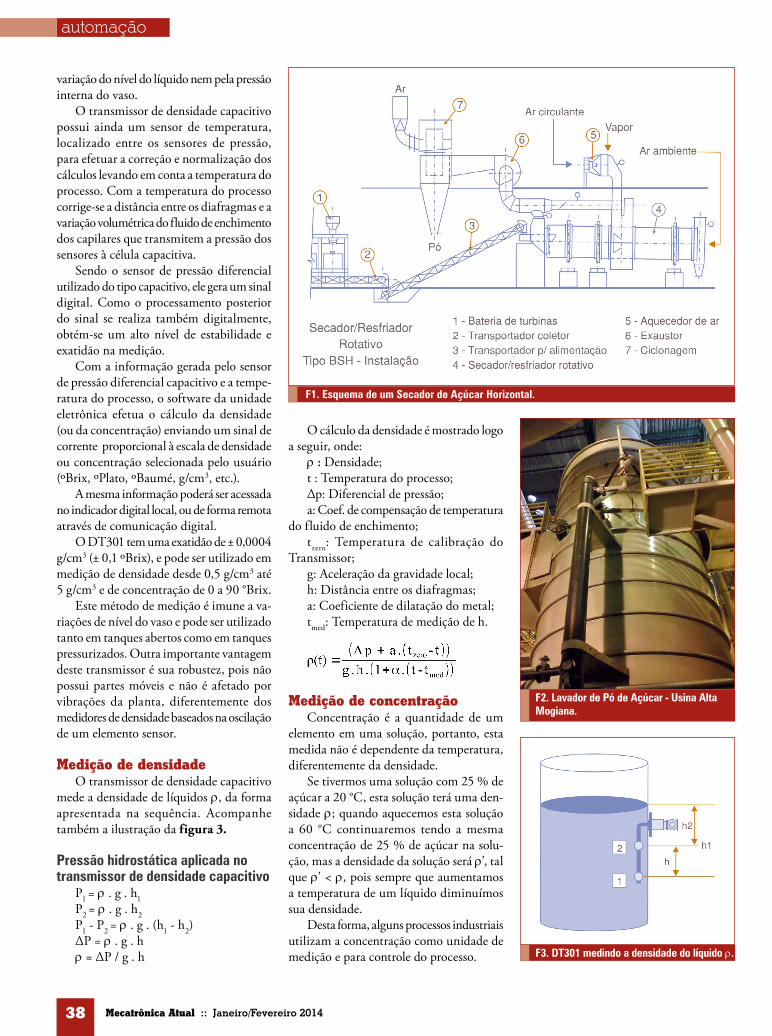
38 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
O cálculo da densidade é mostrado logo a seguir, onde:
ρ : Densidade;t : Temperatura do processo;Δp: Diferencial de pressão;a: Coef. de compensação de temperatura
do fluido de enchimento;tzero: Temperatura de calibração do
Transmissor;g: Aceleração da gravidade local;h: Distância entre os diafragmas;a: Coeficiente de dilatação do metal;tmed: Temperatura de medição de h.
Medição de concentraçãoConcentração é a quantidade de um
elemento em uma solução, portanto, esta medida não é dependente da temperatura, diferentemente da densidade.
Se tivermos uma solução com 25 % de açúcar a 20 °C, esta solução terá uma den-sidade ρ; quando aquecemos esta solução a 60 °C continuaremos tendo a mesma concentração de 25 % de açúcar na solu-ção, mas a densidade da solução será ρ’, tal que ρ’ < ρ, pois sempre que aumentamos a temperatura de um líquido diminuímos sua densidade.
Desta forma, alguns processos industriais utilizam a concentração como unidade de medição e para controle do processo.
F1. Esquema de um Secador de Açúcar Horizontal.
F2. Lavador de Pó de Açúcar - Usina Alta Mogiana.
F3. DT301 medindo a densidade do líquido ρ.
variação do nível do líquido nem pela pressão interna do vaso.
O transmissor de densidade capacitivo possui ainda um sensor de temperatura, localizado entre os sensores de pressão, para efetuar a correção e normalização dos cálculos levando em conta a temperatura do processo. Com a temperatura do processo corrige-se a distância entre os diafragmas e a variação volumétrica do fluido de enchimento dos capilares que transmitem a pressão dos sensores à célula capacitiva.
Sendo o sensor de pressão diferencial utilizado do tipo capacitivo, ele gera um sinal digital. Como o processamento posterior do sinal se realiza também digitalmente, obtém-se um alto nível de estabilidade e exatidão na medição.
Com a informação gerada pelo sensor de pressão diferencial capacitivo e a tempe-ratura do processo, o software da unidade eletrônica efetua o cálculo da densidade (ou da concentração) enviando um sinal de corrente proporcional à escala de densidade ou concentração selecionada pelo usuário (ºBrix, ºPlato, ºBaumé, g/cm3, etc.).
A mesma informação poderá ser acessada no indicador digital local, ou de forma remota através de comunicação digital.
O DT301 tem uma exatidão de ± 0,0004 g/cm3 (± 0,1 ºBrix), e pode ser utilizado em medição de densidade desde 0,5 g/cm3 até 5 g/cm3 e de concentração de 0 a 90 °Brix.
Este método de medição é imune a va-riações de nível do vaso e pode ser utilizado tanto em tanques abertos como em tanques pressurizados. Outra importante vantagem deste transmissor é sua robustez, pois não possui partes móveis e não é afetado por vibrações da planta, diferentemente dos medidores de densidade baseados na oscilação de um elemento sensor.
Medição de densidadeO transmissor de densidade capacitivo
mede a densidade de líquidos ρ, da forma apresentada na sequência. Acompanhe também a ilustração da figura 3.
Pressão hidrostática aplicada no transmissor de densidade capacitivo
P1 = ρ . g . h1P2 = ρ . g . h2P1 - P2 = ρ . g . (h1 - h2)ΔP = ρ . g . hρ = ΔP / g . h

39Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
Grau Brix é a porcentagem em massa de sacarose presente em uma solução, por exemplo, em uma solução a 30 °Brix teremos 30 g de sacarose em 100 g de solução.
Medição do Grau Brix no Lavador de Pó de Açúcar
O lavador recebe o ar impregnado com o pó de açúcar em um movimento ascendente. Na sua parte superior possui aspersores que direcionam água no sentido contrário ao do ar. O pó de açúcar é retido no fundo do tanque do lavador, que trabalha com nível de 80% de água. Uma bomba trabalha constantemente recirculando a água do tanque para os aspersores.
O transmissor de densidade está ins-talado nesta linha de recirculação e fica monitorando o Grau Brix desta solução e, quando ela atinge 13 °Brix, uma válvula de descarte é acionada automaticamente e o volume é bombeado para o reprocesso. No mesmo instante, o controle de nível entra em ação e repõe a água do lavador. Atente para a figura 4.
Segundo o operador da fábrica de açúcar da Usina Alta Mogiana, Kléber, o controle do processo de lavagem do pó de açúcar funciona muito bem na Usina, sendo o volume de água trocado automaticamente várias vezes, dependendo da produção de açúcar. A instalação do DT301, medindo de forma online o °Brix, propiciou um controle preciso do processo.
F4. DT301 monitorando o °Brix do Lavador de Pó - Usina Alta Mogiana.
MA
40 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
saiba mais
FISCO:Fieldbus Intrinsically Safe Concept
Com a demanda por uma quantidade maior de equipamentos em um barramento fieldbus intrinsecamente seguro, o PTB (Physikalisch Technische Bundesanstalt, Instituto Alemão de Ciência e Tecnologia) executou testes rigorosos e chegou a um modelo que atende às altas demandas de consumo, o FISCO, Fieldbus Intrinsically Safe Concept.Veremos, a seguir, mais detalhes deste conceito e sua importância no uso da tecnologia fieldbus em áreas perigosas e explosivas.
César CassiolatoSmar Equipamentos Industriais Ltda.
Características do Protocolo PROFIBUS e sua utilização em áreas classificadas Mecatrônica Atual 60
Dimensionamento da quantidade de equipamentos em uma rede PROFIBUS-PA Mecatrônica Atual 48
O que se ganhou com o FISCO?Este conceito está de acordo com os pa-
drões internacionais de segurança intrínseca (EN50020 e IEC 791-11, Classe I, Divisão 1) e de acordo com os padrões americanos, nos quais deve existir uma única fonte de alimentação ativa por sistema e todos os nós são passivos e possuem indutância e capacitância internas desprezíveis (Li ≤ 10 mH, Ci ≤ 5 nF). Além disso, em termos de cabeamento, são permitidos vários tipos, sendo que se tem comprimento máximo de 1.000 m, com terminação nas duas ex-tremidades e, os equipamentos de campo (como a fonte de alimentação) devem estar de acordo com o FISCO.
Objetivos do FISCO:•Aumentar a potência disponível;•Padronizar a instalação dentro de
parâmetros e limites;•Simplificar os cálculos e documentação
de forma geral.O modelo FISCO tem as seguintes
restrições: •Cada segmento deve possuir um único
elemento ativo (fonte de alimentação) no barramento de campo, localizado na área não classificada;
•Os demais equipamentos na área classificada são passivos (escravos);

41Janeiro/Fevereiro 2014 :: Mecatrônica Atual
automação
F1. Barreira Exi – Conceito de entidade.
•Cada equipamento de campo deve ter um consumo quiescente mínimo de pelo menos 10 mA;
•Em áreas Ex ia e Ex ib o comprimento máximo do barramento deve ser 1.000 m;
•Derivações individuais devem ser limitadas a 30 m;
•Deve-se utilizar 2 terminadores ativos no barramento principal, um no início e outro no fim do barramento;
•Deve-se utilizar transmissores e bar-reiras/fontes aprovadas pelo FISCO;
•Os cabos (sem restrições para cabe-amento até 1000 m) devem possuir os seguintes parâmetros:
R :15 a 150 Ω/km;L : 0,4 a 1 mH/km;
C : 80 a 200 nF/km;Cabo tipo A: 0,8 mm2 (AWG18).Deve-se verificar para cada transmissor:
Limite de tensão: Vo < Vi,Limite de corrente: Io < Ii,Limite de potência: Po < Pi.(Note que não se requer o cálculo de C e L para o segmento.)
As terminações devem possuir os se-guintes parâmetros:
R = 90 a 100 Ω;C = 0 a 2,2 μF.
A fonte de alimentação deve ter os seguintes requisitos:
Saída com característica trape-zoidal ou retangular;V0 = 14...24 V(Valor máximo, segurança intrínseca);Para Grupo A,B/ IIC I0 até 215 mA para V0 =15 V;
Sem especificação de Lo e Co no certificado e na etiqueta.
O conceito FISCO foi otimizado para que seja permitido um número maior de equipamentos de campo de acordo com o comprimento do barramento, levando-se em conta a variação das características do cabo (R’, L’,C’), terminadores, atendendo categorias e grupos de gases, com uma simples avaliação da instalação envolvendo segurança intrínseca. Com isso, aumentou--se a capacidade de corrente por segmento e facilitou-se a avaliação para os usuários. E mais, ao adquirirem produtos certifica-dos, eles não precisam se preocupar com cálculos adicionais, mesmo em substituição em operação.
Profibus PA & FISCOEm termos de Profibus, o FISCO sempre
foi parte integrante das definições do Profibus PA. O modelo assume que não é necessário cálculo extra se os quatro elementos básicos (equipamentos de campo, cabo, coupler DP/PA e terminadores) estão definidos dentro dos limites de tensão, corrente, capacitância e indutância. Diferentes órgãos certificado-res permitem a avaliação e certificação dos produtos, tais como o PTB, FM, UL, BVS.
Este conceito agrega a condição de Plug&Play no Profibus PA em áreas po-tencialmente perigosas.
Foundation Fieldbus & FISCOA Foundation anunciou a adoção do
FISCO em 2001, na qual este novo con-ceito foi adicionado nas especificações da Physical Layer. Desde 1996, a physical layer
para sistemas IS (Intrinsecamente Seguros) usava o modelo de Entidade incluído na IEC 61158.
Este modelo assume a eletrônica passiva para determinar os parâmetros dos circui-tos aceitáveis para se limitar a potência em áreas intrinsecamente seguras. Com o modelo FISCO desenvolvido pelo PTB de acordo com os padrões CENELEC e IEC 1158-2, foi possível aumentar o número de equipamentos por barreira em Zona 1 Ex.
O FISCO define uma área segura sob a curva de potência e permite a operação em área segura usando limites da potência ativa. Este novo modelo veio também a simplificar avaliações em conformidade com a segurança intrínseca. Com isto, processos em plantas de Zona1 passaram a usufruir dos benefícios do fieldbus com a certeza de estarem de acordo com os padrões IEC para ambientes perigosos.
A solução FISCO permite que se tenha 10 a 12 equipamentos por segmento fieldbus ao invés de 4 ou 5, quando se tem o modelo de entidade. Agregou mais flexibilidade e tornou-se mais atrativo ao usuário, uma vez que se pode ter vários fabricantes juntos e onde as simplificações quanto à parametri-zação e seus conceitos permitem maximizar a energia aos equipamentos e, com isso, maximizar a quantidade de equipamentos, contribuindo significativamente para a redução de custos de instalação.
FNICO, Fieldbus Nonincendive Concept
Um novo conceito que também surge em cena é o FNICO, Fieldbus Nonincendive
F2. Barreira Exi – Modelo FISCO.
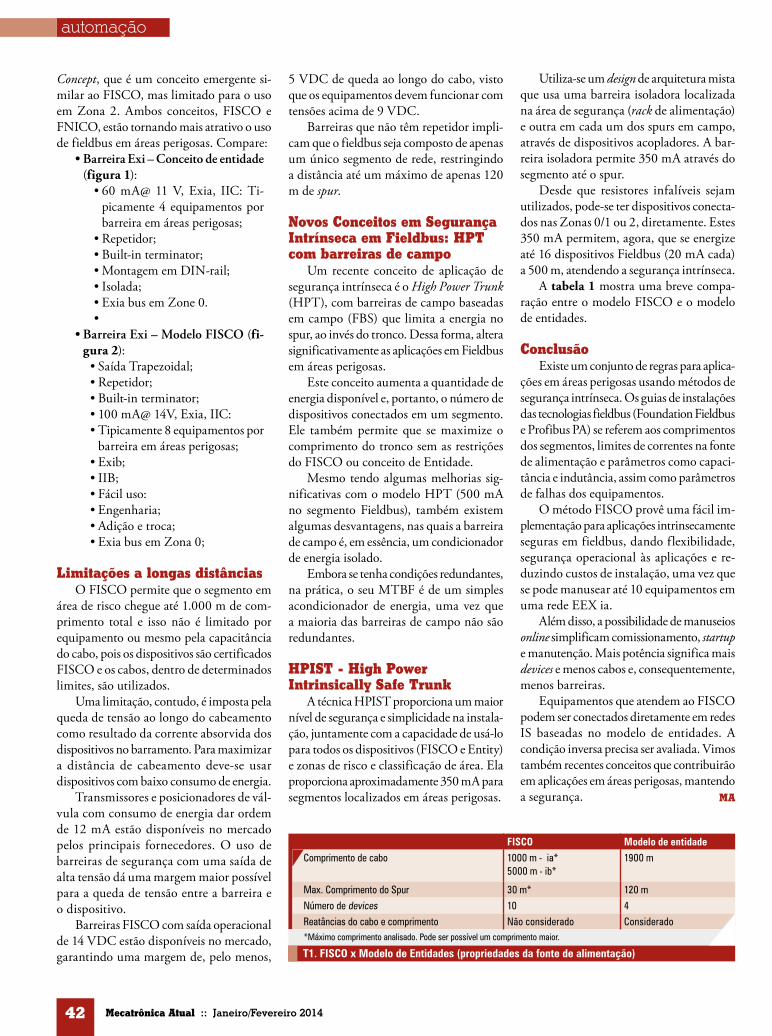
42 Mecatrônica Atual :: Janeiro/Fevereiro 2014
automação
Concept, que é um conceito emergente si-milar ao FISCO, mas limitado para o uso em Zona 2. Ambos conceitos, FISCO e FNICO, estão tornando mais atrativo o uso de fieldbus em áreas perigosas. Compare:
•BarreiraExi–Conceitodeentidade(figura 1):•60 mA@ 11 V, Exia, IIC: Ti-
picamente 4 equipamentos por barreira em áreas perigosas;
•Repetidor;•Built-in terminator;•Montagem em DIN-rail;•Isolada;•Exia bus em Zone 0.•
•BarreiraExi–ModeloFISCO (fi-gura 2):•Saída Trapezoidal;•Repetidor;•Built-in terminator;•100 mA@ 14V, Exia, IIC: •Tipicamente 8 equipamentos por
barreira em áreas perigosas;•Exib;•IIB;•Fácil uso:•Engenharia;•Adição e troca;•Exia bus em Zona 0;
Limitações a longas distânciasO FISCO permite que o segmento em
área de risco chegue até 1.000 m de com-primento total e isso não é limitado por equipamento ou mesmo pela capacitância do cabo, pois os dispositivos são certificados FISCO e os cabos, dentro de determinados limites, são utilizados.
Uma limitação, contudo, é imposta pela queda de tensão ao longo do cabeamento como resultado da corrente absorvida dos dispositivos no barramento. Para maximizar a distância de cabeamento deve-se usar dispositivos com baixo consumo de energia.
Transmissores e posicionadores de vál-vula com consumo de energia dar ordem de 12 mA estão disponíveis no mercado pelos principais fornecedores. O uso de barreiras de segurança com uma saída de alta tensão dá uma margem maior possível para a queda de tensão entre a barreira e o dispositivo.
Barreiras FISCO com saída operacional de 14 VDC estão disponíveis no mercado, garantindo uma margem de, pelo menos,
5 VDC de queda ao longo do cabo, visto que os equipamentos devem funcionar com tensões acima de 9 VDC.
Barreiras que não têm repetidor impli-cam que o fieldbus seja composto de apenas um único segmento de rede, restringindo a distância até um máximo de apenas 120 m de spur.
Novos Conceitos em Segurança Intrínseca em Fieldbus: HPT com barreiras de campo
Um recente conceito de aplicação de segurança intrínseca é o High Power Trunk (HPT), com barreiras de campo baseadas em campo (FBS) que limita a energia no spur, ao invés do tronco. Dessa forma, altera significativamente as aplicações em Fieldbus em áreas perigosas.
Este conceito aumenta a quantidade de energia disponível e, portanto, o número de dispositivos conectados em um segmento. Ele também permite que se maximize o comprimento do tronco sem as restrições do FISCO ou conceito de Entidade.
Mesmo tendo algumas melhorias sig-nificativas com o modelo HPT (500 mA no segmento Fieldbus), também existem algumas desvantagens, nas quais a barreira de campo é, em essência, um condicionador de energia isolado.
Embora se tenha condições redundantes, na prática, o seu MTBF é de um simples acondicionador de energia, uma vez que a maioria das barreiras de campo não são redundantes.
HPIST - High Power Intrinsically Safe Trunk
A técnica HPIST proporciona um maior nível de segurança e simplicidade na instala-ção, juntamente com a capacidade de usá-lo para todos os dispositivos (FISCO e Entity) e zonas de risco e classificação de área. Ela proporciona aproximadamente 350 mA para segmentos localizados em áreas perigosas.
T1. FISCO x Modelo de Entidades (propriedades da fonte de alimentação)
FISCO Modelo de entidade
Comprimento de cabo 1000 m - ia*5000 m - ib*
1900 m
Max. Comprimento do Spur 30 m* 120 m
Número de devices 10 4
Reatâncias do cabo e comprimento Não considerado Considerado*Máximo comprimento analisado. Pode ser possível um comprimento maior.
Utiliza-se um design de arquitetura mista que usa uma barreira isoladora localizada na área de segurança (rack de alimentação) e outra em cada um dos spurs em campo, através de dispositivos acopladores. A bar-reira isoladora permite 350 mA através do segmento até o spur.
Desde que resistores infalíveis sejam utilizados, pode-se ter dispositivos conecta-dos nas Zonas 0/1 ou 2, diretamente. Estes 350 mA permitem, agora, que se energize até 16 dispositivos Fieldbus (20 mA cada) a 500 m, atendendo a segurança intrínseca.
A tabela 1 mostra uma breve compa-ração entre o modelo FISCO e o modelo de entidades.
ConclusãoExiste um conjunto de regras para aplica-
ções em áreas perigosas usando métodos de segurança intrínseca. Os guias de instalações das tecnologias fieldbus (Foundation Fieldbus e Profibus PA) se referem aos comprimentos dos segmentos, limites de correntes na fonte de alimentação e parâmetros como capaci-tância e indutância, assim como parâmetros de falhas dos equipamentos.
O método FISCO provê uma fácil im-plementação para aplicações intrinsecamente seguras em fieldbus, dando flexibilidade, segurança operacional às aplicações e re-duzindo custos de instalação, uma vez que se pode manusear até 10 equipamentos em uma rede EEX ia.
Além disso, a possibilidade de manuseios online simplificam comissionamento, startup e manutenção. Mais potência significa mais devices e menos cabos e, consequentemente, menos barreiras.
Equipamentos que atendem ao FISCO podem ser conectados diretamente em redes IS baseadas no modelo de entidades. A condição inversa precisa ser avaliada. Vimos também recentes conceitos que contribuirão em aplicações em áreas perigosas, mantendo a segurança. MA
44 Mecatrônica Atual :: Janeiro/Fevereiro 2014
dispositivos
Fundamentos deDetecção Óptica (FBG)
Asaiba maisAplicação de enconders no meio industrial Mecatrônica Atual 31
Sensores Óticos Mecatrônica Atual 17
Sensores Mecatrônica Atual 04
Ao longo dos anos, os sensores elétricos têm sido o mecanismo padrão usado para medir fenômenos físicos e mecânicos. Apesar de sua onipresença, esses sensores têm limitações inerentes, como a perda de transmissão de sinal e a suscetibilidade à interferência eletromag-nética (ruído) que tornam o seu uso complicado (ou impraticável) em muitas aplicações. A fibra óptica tem sido uma excelente solução para atender a estes desafios, usando luz em vez de eletricidade, ou seja, cabos de fibra óptica no lugar de fios de cobre.
Guilherme YamamotoRenan Azevedo
National Instruments
enorme quantidade de inovações da indústria de comunicação opto-eletrônica nas últimas duas décadas reduziu significativamente os preços dos componentes ópticos e aumentou a sua qualidade. Essas inovações trouxeram novas aplicações ao uso da fibra óptica na instrumentação e na pesquisa experimental em labo-ratório, gerando um amplo uso em aplicações de campo, tais como no monitoramento de estruturas.
Introdução à Fibra ÓpticaFundamentalmente, um sensor
de modulação de fibra óptica pode ter uma ou mais propriedades de propagação da onda de luz: intensida-de, fase, polarização e frequência em resposta ao parâmetro ambiental que está sendo medido. Sensores Ópticos Extrínsecos (híbridos) utilizam a fibra
apenas como um meio para transmitir luz ao sensor, enquanto Sensores Ópticos Intrínsecos fazem o uso da fibra óptica como elemento sensor.
A tecnologia da detecção óptica está no núcleo da fibra, que nada mais é que um fino filamento de vidro que transmite luz dentro de seu núcleo. Uma fibra óptica é composta por três componentes principais: núcleo, revestimento interno e revestimento externo. O revestimento interno reflete a luz difusa para o núcleo, garantindo que a transmissão de luz através do núcleo tenha uma perda mínima. Quanto maior for o índice de refração do núcleo em relação ao revestimento interno, isso provocará uma reflexão interna total da luz. O revestimento externo serve para proteger a fibra das condições ambientais externas e de danos fí-
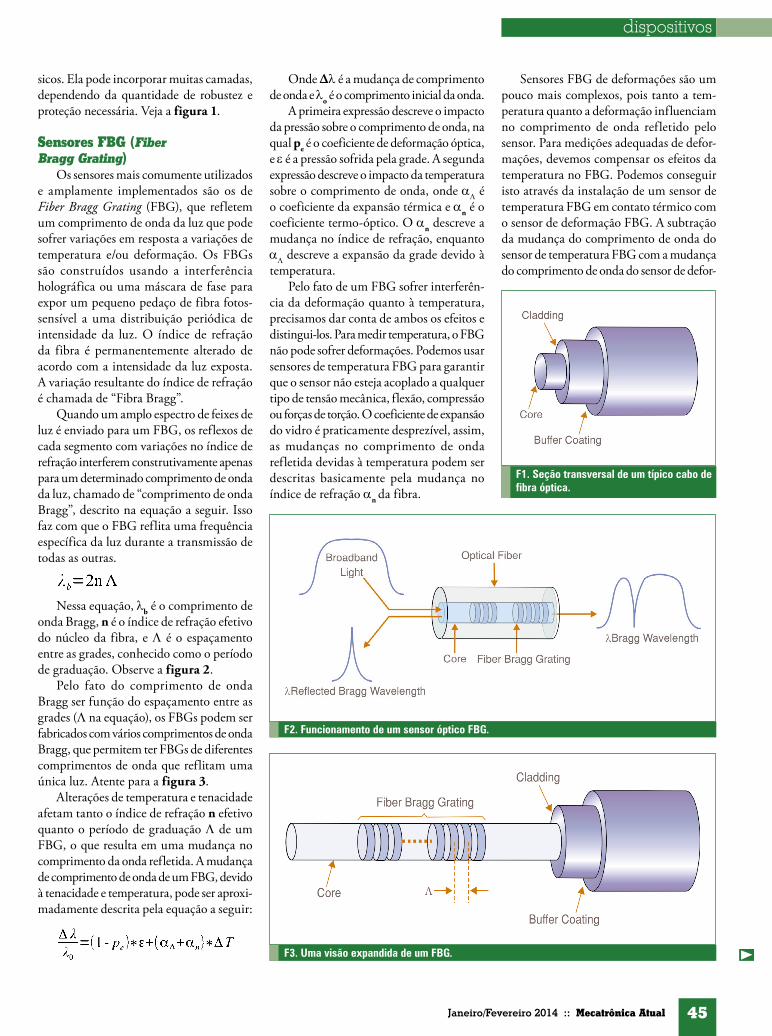
45Janeiro/Fevereiro 2014 :: Mecatrônica Atual
dispositivos
F2. Funcionamento de um sensor óptico FBG.
F1. Seção transversal de um típico cabo de fibra óptica.
F3. Uma visão expandida de um FBG.
sicos. Ela pode incorporar muitas camadas, dependendo da quantidade de robustez e proteção necessária. Veja a figura 1.
Sensores FBG (Fiber Bragg Grating)
Os sensores mais comumente utilizados e amplamente implementados são os de Fiber Bragg Grating (FBG), que refletem um comprimento de onda da luz que pode sofrer variações em resposta a variações de temperatura e/ou deformação. Os FBGs são construídos usando a interferência holográfica ou uma máscara de fase para expor um pequeno pedaço de fibra fotos-sensível a uma distribuição periódica de intensidade da luz. O índice de refração da fibra é permanentemente alterado de acordo com a intensidade da luz exposta. A variação resultante do índice de refração é chamada de “Fibra Bragg”.
Quando um amplo espectro de feixes de luz é enviado para um FBG, os reflexos de cada segmento com variações no índice de refração interferem construtivamente apenas para um determinado comprimento de onda da luz, chamado de “comprimento de onda Bragg”, descrito na equação a seguir. Isso faz com que o FBG reflita uma frequência específica da luz durante a transmissão de todas as outras.
Nessa equação, λb é o comprimento de onda Bragg, n é o índice de refração efetivo do núcleo da fibra, e Λ é o espaçamento entre as grades, conhecido como o período de graduação. Observe a figura 2.
Pelo fato do comprimento de onda Bragg ser função do espaçamento entre as grades (Λ na equação), os FBGs podem ser fabricados com vários comprimentos de onda Bragg, que permitem ter FBGs de diferentes comprimentos de onda que reflitam uma única luz. Atente para a figura 3.
Alterações de temperatura e tenacidade afetam tanto o índice de refração n efetivo quanto o período de graduação Λ de um FBG, o que resulta em uma mudança no comprimento da onda refletida. A mudança de comprimento de onda de um FBG, devido à tenacidade e temperatura, pode ser aproxi-madamente descrita pela equação a seguir:
Onde Δλ é a mudança de comprimento de onda e λo é o comprimento inicial da onda.
A primeira expressão descreve o impacto da pressão sobre o comprimento de onda, na qual pe é o coeficiente de deformação óptica, e ε é a pressão sofrida pela grade. A segunda expressão descreve o impacto da temperatura sobre o comprimento de onda, onde αΛ é o coeficiente da expansão térmica e αn é o coeficiente termo-óptico. O αn descreve a mudança no índice de refração, enquanto αΛ descreve a expansão da grade devido à temperatura.
Pelo fato de um FBG sofrer interferên-cia da deformação quanto à temperatura, precisamos dar conta de ambos os efeitos e distingui-los. Para medir temperatura, o FBG não pode sofrer deformações. Podemos usar sensores de temperatura FBG para garantir que o sensor não esteja acoplado a qualquer tipo de tensão mecânica, flexão, compressão ou forças de torção. O coeficiente de expansão do vidro é praticamente desprezível, assim, as mudanças no comprimento de onda refletida devidas à temperatura podem ser descritas basicamente pela mudança no índice de refração αn da fibra.
Sensores FBG de deformações são um pouco mais complexos, pois tanto a tem-peratura quanto a deformação influenciam no comprimento de onda refletido pelo sensor. Para medições adequadas de defor-mações, devemos compensar os efeitos da temperatura no FBG. Podemos conseguir isto através da instalação de um sensor de temperatura FBG em contato térmico com o sensor de deformação FBG. A subtração da mudança do comprimento de onda do sensor de temperatura FBG com a mudança do comprimento de onda do sensor de defor-
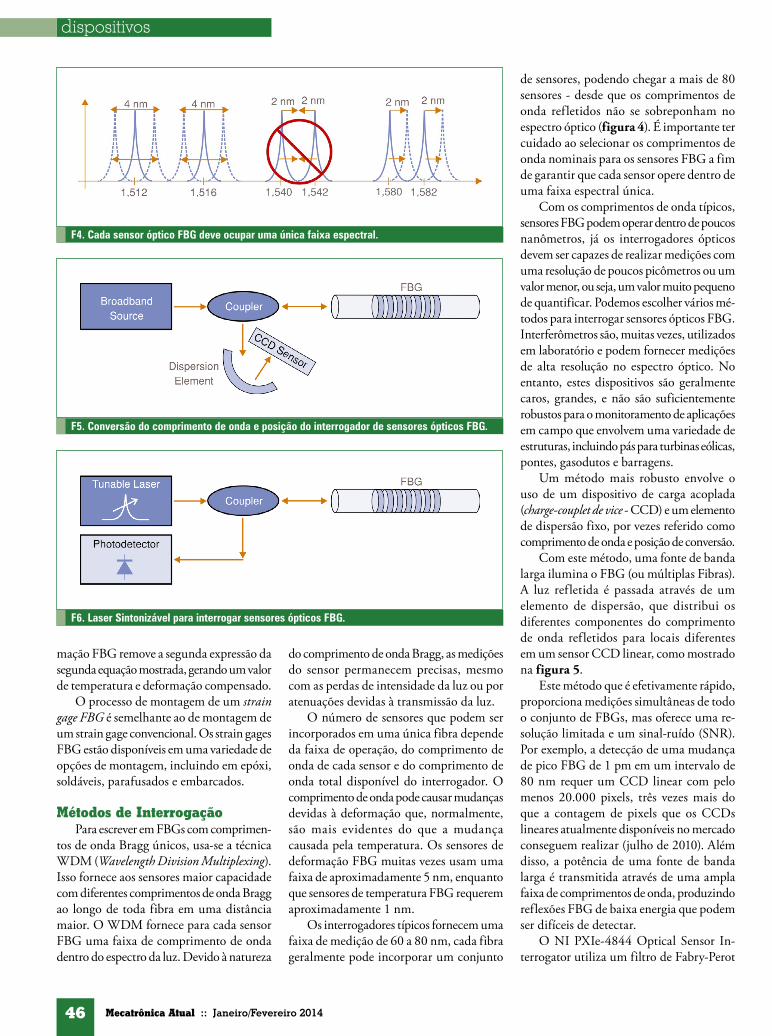
46 Mecatrônica Atual :: Janeiro/Fevereiro 2014
dispositivos
mação FBG remove a segunda expressão da segunda equação mostrada, gerando um valor de temperatura e deformação compensado.
O processo de montagem de um strain gage FBG é semelhante ao de montagem de um strain gage convencional. Os strain gages FBG estão disponíveis em uma variedade de opções de montagem, incluindo em epóxi, soldáveis, parafusados e embarcados.
Métodos de InterrogaçãoPara escrever em FBGs com comprimen-
tos de onda Bragg únicos, usa-se a técnica WDM (Wavelength Division Multiplexing). Isso fornece aos sensores maior capacidade com diferentes comprimentos de onda Bragg ao longo de toda fibra em uma distância maior. O WDM fornece para cada sensor FBG uma faixa de comprimento de onda dentro do espectro da luz. Devido à natureza
F4. Cada sensor óptico FBG deve ocupar uma única faixa espectral.
F5. Conversão do comprimento de onda e posição do interrogador de sensores ópticos FBG.
F6. Laser Sintonizável para interrogar sensores ópticos FBG.
do comprimento de onda Bragg, as medições do sensor permanecem precisas, mesmo com as perdas de intensidade da luz ou por atenuações devidas à transmissão da luz.
O número de sensores que podem ser incorporados em uma única fibra depende da faixa de operação, do comprimento de onda de cada sensor e do comprimento de onda total disponível do interrogador. O comprimento de onda pode causar mudanças devidas à deformação que, normalmente, são mais evidentes do que a mudança causada pela temperatura. Os sensores de deformação FBG muitas vezes usam uma faixa de aproximadamente 5 nm, enquanto que sensores de temperatura FBG requerem aproximadamente 1 nm.
Os interrogadores típicos fornecem uma faixa de medição de 60 a 80 nm, cada fibra geralmente pode incorporar um conjunto
de sensores, podendo chegar a mais de 80 sensores - desde que os comprimentos de onda refletidos não se sobreponham no espectro óptico (figura 4). É importante ter cuidado ao selecionar os comprimentos de onda nominais para os sensores FBG a fim de garantir que cada sensor opere dentro de uma faixa espectral única.
Com os comprimentos de onda típicos, sensores FBG podem operar dentro de poucos nanômetros, já os interrogadores ópticos devem ser capazes de realizar medições com uma resolução de poucos picômetros ou um valor menor, ou seja, um valor muito pequeno de quantificar. Podemos escolher vários mé-todos para interrogar sensores ópticos FBG. Interferômetros são, muitas vezes, utilizados em laboratório e podem fornecer medições de alta resolução no espectro óptico. No entanto, estes dispositivos são geralmente caros, grandes, e não são suficientemente robustos para o monitoramento de aplicações em campo que envolvem uma variedade de estruturas, incluindo pás para turbinas eólicas, pontes, gasodutos e barragens.
Um método mais robusto envolve o uso de um dispositivo de carga acoplada (charge-couplet de vice - CCD) e um elemento de dispersão fixo, por vezes referido como comprimento de onda e posição de conversão.
Com este método, uma fonte de banda larga ilumina o FBG (ou múltiplas Fibras). A luz refletida é passada através de um elemento de dispersão, que distribui os diferentes componentes do comprimento de onda refletidos para locais diferentes em um sensor CCD linear, como mostrado na figura 5.
Este método que é efetivamente rápido, proporciona medições simultâneas de todo o conjunto de FBGs, mas oferece uma re-solução limitada e um sinal-ruído (SNR). Por exemplo, a detecção de uma mudança de pico FBG de 1 pm em um intervalo de 80 nm requer um CCD linear com pelo menos 20.000 pixels, três vezes mais do que a contagem de pixels que os CCDs lineares atualmente disponíveis no mercado conseguem realizar (julho de 2010). Além disso, a potência de uma fonte de banda larga é transmitida através de uma ampla faixa de comprimentos de onda, produzindo reflexões FBG de baixa energia que podem ser difíceis de detectar.
O NI PXIe-4844 Optical Sensor In-terrogator utiliza um filtro de Fabry-Perot

47Janeiro/Fevereiro 2014 :: Mecatrônica Atual
dispositivos
MA
sintonizável para criar uma varredura rápida, usando um laser de alta potência em lugar da tradicional fonte de luz fraca. Um laser sintonizável concentra a energia em uma faixa estreita, proporcionando uma fonte de luz de alta potência e com um excelente SNR. A alta potência óptica gerada por essa arquitetura permite que uma única fonte de luz seja associada a vários canais de um conjunto de fibras, o que reduz o custo e a complexidade de interrogadores multicanal.
Interrogadores baseados nesta arquitetura de laser sintonizável funcionam varrendo uma faixa muito estreita de luz através de uma escala de comprimento de onda, enquanto que, sincronicamente, medem os reflexos da(s) FBG(s) através de um fotodetector. Quando o comprimento de onda do laser sintonizável corresponde ao comprimento de onda Bragg da FBG, o fotodetector tem uma resposta correspondente. O compri-mento de onda em que ocorre esta resposta corresponde à temperatura e/ou deformação da FBG (figura 6).
Este método pode oferecer uma precisão de aproximadamente 1 pm que se traduz em um FBG com precisão de aproximada-mente 1,2 microstrain e aproximadamente 0,1 ºC (dependendo do sensor). O uso do laser sintonizável permite a transmissão em comprimentos maiores de fibra (mais de 10 km) por causa de sua alta potência óptica em relação às outras alternativas.
Benefícios da Detecção Óptica FBG
A detecção óptica FBG supera muitos desafios associados ao sensoriamento elé-trico, usando luz em vez de eletricidade e cabos de fibra óptica no lugar de fios de cobre. Fibras ópticas e sensores ópticos FBG não são condutores, e sim, eletricamente passivos e imunes a ruído eletromagnético (FEM). O interrogador com um laser de alta potência ajustável permite medições em longas distâncias, com pouca ou nenhuma perda na integridade do sinal. Além disso, ao contrário de sistemas de sensores elétricos, cada canal óptico pode medir dezenas de sensores de FBG, reduzindo o tamanho, o peso e a complexidade do sistema de medição.
Sensores ópticos são ideais para aplica-ções onde sensores elétricos convencionais, como strain gages, termopares e sensores de vibração provaram serem ineficazes ou difíceis de usar devido às condições
ambientais dificultosas e/ou às longas distâncias. Por isso a instalação e o uso de sensores ópticos são semelhantes aos dos sensores elétricos convencionais, tornando a transição de um sensor tradicional para um sensor óptico razoavelmente simples. Um bom entendimento de fibras ópticas e a teoria da operação do FBG pode ajudá-lo a adotar rapidamente a tecnologia FBG de sensoriamento e aproveitar todos os benefícios que ela tem para oferecer.
Benefícios do NI PXIe-4844 Optical Sensor Interrogator
Dispositivos tradicionais de medição óptica fornecem uma funcionalidade de software fixa e uma interface de usuário fixa. Esta falta de flexibilidade limita a capacidade do sistema para atender testes estruturais e aplicações de monitoramento. Além disso, instrumentos de sensoriamento
F7. NI PXIe-4844 Optical Sensor Interrogator.
óptico tradicionais não são projetados para ter uma fácil integração com medições elétricas ou sistemas de controle, o que é muitas vezes necessário no mundo real em aplicações de monitoramento de estrutu-ras. Veja, na figura 7, o aspecto físico do Interrogador Óptico.
O NI Optical Sensor Interrogator (OSI) oferece integração total com o NI LabVIEW, um software com ambiente de desenvolvi-mento gráfico e de fácil desenvolvimento, com interfaces de usuário personalizáveis. O NI PXIe-4844, baseado na plataforma PXI, proporciona E/S modulares de fácil integração com uma grande variedade de dispositivos com barramentos PXI Express e PXI, incluindo termopares convencionais, strain gages, e dispositivos de vibração, também como módulos de sincronização GPS, bem como saídas analógicas e digitais para aplicações de controle.
48 Mecatrônica Atual :: Janeiro/Fevereiro 2014
case
saiba mais
Elipse E3 otimiza osistema de abastecimentode água de Marabá (PA)
Aplicação do software Eipse E3 contribui para aumentar de 1870 para 3000 m³/h a capacidade do sistema pertencente à COSANPA (Companhia de Saneamento do Pará).
Augusto Ribeiro Mendes FilhoElipse Software
Automação em caldeiras - Tratamento de água Mecatrônica Atual 16
Medidor de Vazão Tipo Engrenagens Ovais Mecatrônica Atual 13
Analisadores aplicados à monitoração de parâmetros legais Mecatrônica Atual 19
NecessidadeA COSANPA (Companhia de Sanea-
mento do Pará) controla o sistema de trata-mento e abastecimento de água em Marabá desde 1976. O sistema anterior tinha um potencial de produção equivalente a 1870 m³/h de água. Já o novo, que utiliza o Elipse E3, é capaz de produzir até 3000 m³/h, atendendo uma população atual de 220 mil habitantes. É importante salientar a participação da Seabra Automação Industrial Ltda., empresa que implementou o software neste projeto.
SoluçãoO Sistema de Supervisão Água Marabá
foi desenvolvido utilizando o E3, respeitando criteriosas restrições de segurança e funcio-nalidade a fim de garantir uma aplicação de qualidade. Imagens em alta definição foram construídas para representar todos os processos sob perspectivas tridimensionais. Esta nova forma de representação é um marco inovador em relação ao modo de operar e supervisionar o sistema.
O novo Sistema Água Marabá traz uma visão realista, obedecendo a cada detalhe

49Janeiro/Fevereiro 2014 :: Mecatrônica Atual
case
F1. Tela Geral da ETA Marabá.
F2. Estação Elevatória ETA Marabá.
presente nos processos. Nele, o usuário/operador é capaz de navegar nas telas da aplicação dispensando o uso de botões. Este projeto foi idealizado para facilitar e tornar mais ágeis as operações, aumentando a produtividade e segurança.
A apresentação de algumas das principais telas do sistema ilustra o trabalho desenvolvi-do. A figura 1, por exemplo, exibe uma visão
global dos locais e equipamentos responsáveis pelo tratamento de água realizado na ETA Marabá. São eles: captação, decantadores, filtros, casa de química, casa de cloração, casa dos compressores e estação elevatória de água tratada.
A figura 2 mostra a tela da Estação Elevatória de Água Tratada da ETA Ma-rabá. Nela, é possível operar as válvulas, a
instrumentação analógica e as cinco bombas responsáveis pela elevação da água tratada até os Centros de Reservação.
A figura 3 ilustra a tela da Casa de Cloração. Através dela, é possível controlar os tanques reservatórios, duas bombas, dois exaustores e um sistema de alarme que alerta os operadores caso sejam verificados altos índices de cloro.
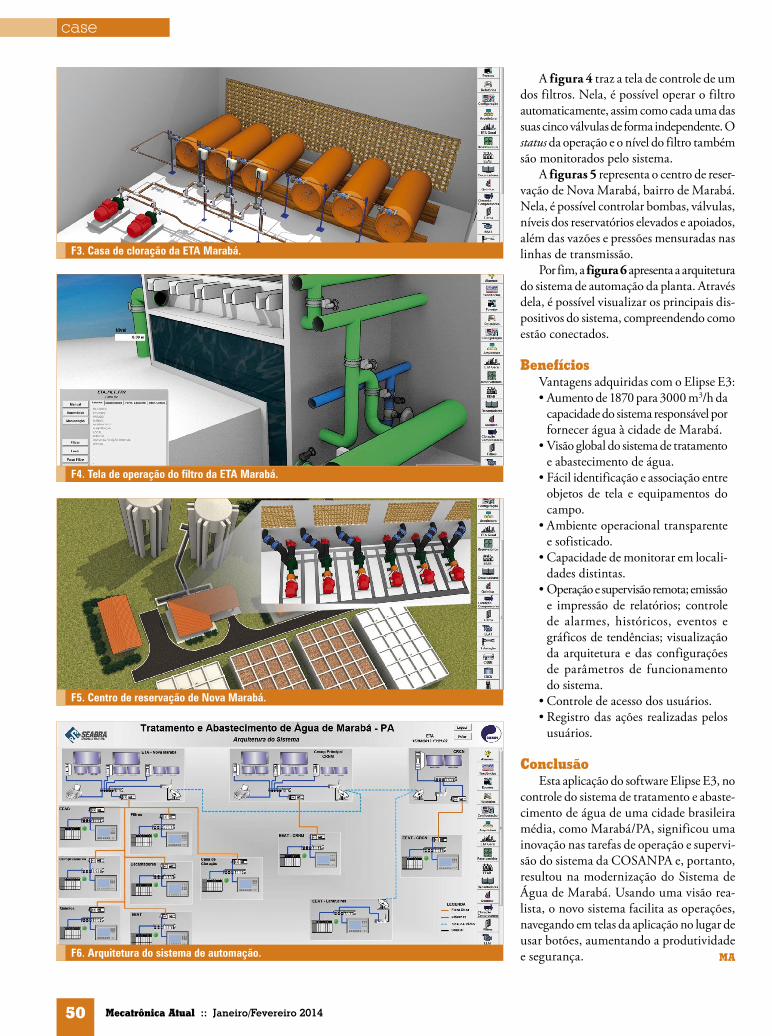
50 Mecatrônica Atual :: Janeiro/Fevereiro 2014
case
MA
A figura 4 traz a tela de controle de um dos filtros. Nela, é possível operar o filtro automaticamente, assim como cada uma das suas cinco válvulas de forma independente. O status da operação e o nível do filtro também são monitorados pelo sistema.
A figuras 5 representa o centro de reser-vação de Nova Marabá, bairro de Marabá. Nela, é possível controlar bombas, válvulas, níveis dos reservatórios elevados e apoiados, além das vazões e pressões mensuradas nas linhas de transmissão.
Por fim, a figura 6 apresenta a arquitetura do sistema de automação da planta. Através dela, é possível visualizar os principais dis-positivos do sistema, compreendendo como estão conectados.
BenefíciosVantagens adquiridas com o Elipse E3:•Aumento de 1870 para 3000 m3/h da
capacidade do sistema responsável por fornecer água à cidade de Marabá.
•Visão global do sistema de tratamento e abastecimento de água.
•Fácil identificação e associação entre objetos de tela e equipamentos do campo.
•Ambiente operacional transparente e sofisticado.
•Capacidade de monitorar em locali-dades distintas.
•Operação e supervisão remota; emissão e impressão de relatórios; controle de alarmes, históricos, eventos e gráficos de tendências; visualização da arquitetura e das configurações de parâmetros de funcionamento do sistema.
•Controle de acesso dos usuários.•Registro das ações realizadas pelos
usuários.
ConclusãoEsta aplicação do software Elipse E3, no
controle do sistema de tratamento e abaste-cimento de água de uma cidade brasileira média, como Marabá/PA, significou uma inovação nas tarefas de operação e supervi-são do sistema da COSANPA e, portanto, resultou na modernização do Sistema de Água de Marabá. Usando uma visão rea-lista, o novo sistema facilita as operações, navegando em telas da aplicação no lugar de usar botões, aumentando a produtividade e segurança.
F3. Casa de cloração da ETA Marabá.
F5. Centro de reservação de Nova Marabá.
F6. Arquitetura do sistema de automação.
F4. Tela de operação do filtro da ETA Marabá.