Embed Size (px)
DESCRIPTION
riscos ambientais
Citation preview
Riscos na Indústria Química
Jefferson F. Pinto
Campinas, janeiro de 2015. 2arev.

ii
Sumário
Lista de Figuras v
Lista de Tabelas vii
1 Objetivos didáticos 1
2 Introdução 3
2.1 Segurança na indústria química . . . . . . . . . . . . . . . . . . . . . . . . 3
2.2 Legislação de Segurança . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.3 Níveis de Segurança da Instalação . . . . . . . . . . . . . . . . . . . . . . . 4
2.4 Segurança inerente ou extrínseca . . . . . . . . . . . . . . . . . . . . . . . 7
3 Materiais Perigosos 9
3.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.2 Toxicidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.3 Flamabilidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.3.1 Ponto de fulgor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3.1.1 Ponto de combustão . . . . . . . . . . . . . . . . . . . . . 12
3.3.2 Temperatura de autoignição . . . . . . . . . . . . . . . . . . . . . . 12
3.3.3 Limite de �amabilidade ou de explosividade . . . . . . . . . . . . . 13
3.4 Classi�cação de gases e líquidos para a análise de risco . . . . . . . . . . . 13
3.5 Materiais Incompatíveis . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.6 Radiação Ionizante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.7 Ficha de Informações de Segurança de Produtos Químicos . . . . . . . . . 16
iii

iv SUMÁRIO
3.8 Orientações para projetos que envolvam materiais perigosos . . . . . . . . 18
3.9 Princípios da Química Verde . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4 Perigos Associados a Processos Químicos 23
4.1 Pressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.2 Desvios de temperatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
4.3 Ruído . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4.4 Perda de contenção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4.5 Fontes de ignição e fogo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.5.1 Equipamento elétrico . . . . . . . . . . . . . . . . . . . . . . . . . . 27
4.6 Explosões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
4.7 Erro Humano . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
5 Análise da Segurança do Produto e do Processo 33
6 Análise de Modos de Falhas e Efeitos 37
6.1 Procedimento do FMEA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
6.2 Escala de ordenamento do FMEA . . . . . . . . . . . . . . . . . . . . . . . 39
6.3 Interpretação dos pontos do FMEA . . . . . . . . . . . . . . . . . . . . . . 40
6.4 Ferramentas para a FMEA . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
7 Índice de Segurança 41
8 Estudo de Perigo e Operabilidade 43
8.1 Princípios Básicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
8.2 Explicação das palavras-guias . . . . . . . . . . . . . . . . . . . . . . . . . 46
8.3 Procedimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
8.4 Exemplo de aplicação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
8.4.1 Estudo de operabilidade . . . . . . . . . . . . . . . . . . . . . . . . 49
9 Análise Quantitativa de Risco 55
10 Veri�cações de Segurança 57

SUMÁRIO v
11 Problemas 61
Index 61

vi SUMÁRIO

Lista de Figuras
2.1 Níveis de segurança da instalação. . . . . . . . . . . . . . . . . . . . . . . . 5
2.2 Critérios para identi�cação de risco, segundo a CETESB. . . . . . . . . . . 7
8.1 Diagrama de tubulação e instrumentação do vaporizador de cloro. . . . . . 45
8.2 Sequência de desenvolvimento do HazOp. . . . . . . . . . . . . . . . . . . . 48
8.3 Seção do reator da planta de ácido nítrico antes do HAZOP. . . . . . . . . 52
8.4 Seção do reator da planta de ácido nítrico após o HAZOP. . . . . . . . . . 53
vii

viii LISTA DE FIGURAS
Lista de Tabelas
3.1 Dose Letal 50% oral em camundongos ou ratos. . . . . . . . . . . . . . . . 10
3.2 Concentração Letal 50% para substâncias com pressão de vapor maior do
que 10 mmHg à 25 0C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.3 Toxicidade segundo a norma OSHA. . . . . . . . . . . . . . . . . . . . . . 11
3.4 Limites de explosividade. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.5 Classi�cação de gases e líquidos in�amáveis. . . . . . . . . . . . . . . . . . 15
5.1 Evolução da análise de risco durante a implementação de um projeto. . . . 34
8.1 Relação das palavras-guias para o estudo HazOp. . . . . . . . . . . . . . . 45
8.2 Estudo HazOp do �ltro de ar do reator. . . . . . . . . . . . . . . . . . . . . 49
ix

x LISTA DE TABELAS
Capítulo 1
Objetivos didáticos
O objetivo deste texto didático é apresentar os fundamentos que permitam ao
leitor assimilar os seguintes conceitos:
• A importância da segurança no planejamento, na execução e na operação de uma
planta química;
• Legislação e Normas Técnicas aplicáveis;
• Boas Práticas de Engenharia que auxiliam a elaboração de um projeto ou operação
segura;
• Operações e materiais perigosos que devem ser considerados no projeto; e
• Métodos e ferramentas para quali�car e quanti�car o risco de um processo.
Cabe destacar que o tema é, por sua natureza, multidisciplinar. Portanto, o tema
deve ser discutido por pro�ssionais de diversas áreas de conhecimento, tais como química,
mecânica, elétrica, médica, entre outras.
1

2 CAPÍTULO 1. OBJETIVOS DIDÁTICOS

Capítulo 2
Introdução
2.1 Segurança na indústria química
O projeto e a operação segura de uma planta é de grande importância para
qualquer empresa, notadamente as ligadas as atividades de química.
Qualquer organização tem o dever legal e moral de proteger a saúde e o bem
estar de seus colaboradores, da sociedade e do meio ambiente. A segurança também é um
bom negócio, uma vez que o desenvolvimento e a manutenção de boas práticas para uma
operação segura resultam diretamente em uma operação mais e�ciente e indiretamente
em benefícios �nanceiros, tal como a redução dos valores de seguro patrimonial e pessoal.
As vezes o estudo sobre a segurança de um processo é inserido na prevenção de
perda. Neste caso está associado, também, a signi�cado �nanceiro, sendo que neste caso
a perda se refere ao prejuízo monetário causado pela interrupção das atividades devido
a um acidente. Esta perda não está relacionada apenas ao custo de reposição da planta,
despesas da franquia/seguro, pagamento das indenizações a terceiros, mas também a
perda devido a interrupção da produção e perdas de oportunidades de vendas. Em um
evento de maiores consequências estas perdas podem resultar na falência da empresa.
Toda atividade produtiva apresenta riscos 1, mas nos processos químicos existem
perigos 2 adicionais associados aos produtos químicos e/ou as condições operacionais. O
projetista deve estar familiarizado com estes perigos e deve, através de boas práticas de
engenharia, reduzir os riscos a um nível aceitável.
1Risco pode ser de�nido como a medida de danos à vida humana, resultante da combinação entre
frequência de ocorrência de um ou mais cenários acidentais e a magnitude das consequências associados
a esses cenários.2Perigo pode ser de�nido como uma ou mais condições químicas, físicas e/ou biológicas com potencial
para causar danos às pessoas, à propriedade e ao meio ambiente.
3

4 CAPÍTULO 2. INTRODUÇÃO
O conteúdo abordado neste documento é de certa forma limitado, sendo
recomendado ao leitor a busca de informações adicionais em livros especí�cos, normas
e recomendações técnicas, legislação e em agremiações de classe como a American
Institute of Chemical Engineers, Institution of Chemical Engineers, European Federation
of Chemical Engineering, entre outras, que publicam revistas e organizam simpósios em
�loso�as de segurança, prevenção de perdas, técnicas de análise de risco, entre outros.
2.2 Legislação de Segurança
Por causa do risco associado ao processamento de grandes quantidades de
compostos químicos e combustíveis os governos tem elaborado legislações especí�cas para
as atividades químicas para garantir as boas práticas de fabricação.
Estas leis e normas técnicas procuram garantir a redução dos efeitos adversos
aos trabalhadores, a população local e a meio ambiente em temas como: a) exposição a
produtos químicos; b) incêndio e explosão; c) perda de contenção; d) ruído; e) perigos
mecânicos; f) conforto térmico; g) equipamentos de proteção individual; entre outros. O
interessado deve, ainda, consultar a legislação especí�ca sobre as condições de segurança
e saúde no trabalho
Recomenda-se que o projetista consulte a última versão da legislação e das normas
técnicas aplicáveis ao projeto em desenvolvimento. Esta revisão deve considerar tantos a
legislação federal e estadual como requerimentos locais, como por exemplo as normas de
prevenção de incêndio do corpo de bombeiros.
2.3 Níveis de Segurança da Instalação
A segurança e a prevenção de perdas no projeto de um processo químico pode
ser considerado dentro dos seguintes escopos:
1. Identi�cação e caracterização de riscos;
2. Controle de perigos, como o con�namento de produtos tóxicos e/ou in�amáveis;
3. Controle de processos, como a prevenção de desvios signi�cativos nas condições
operacionais (temperatura, pressão, �uxo, concentração, entre outras) através de
sistemas de controle, intertravamentos, alarmes e dispositivos de segurança, boas
práticas e procedimentos operacionais, entre outros;
2.3. NÍVEIS DE SEGURANÇA DA INSTALAÇÃO 5
4. Limitação das perdas (danos e injúrias) causadas quando ocorre um acidente, através
da inclusão de dispositivos de alívio, sistemas de combate a incêndio, ente outras.
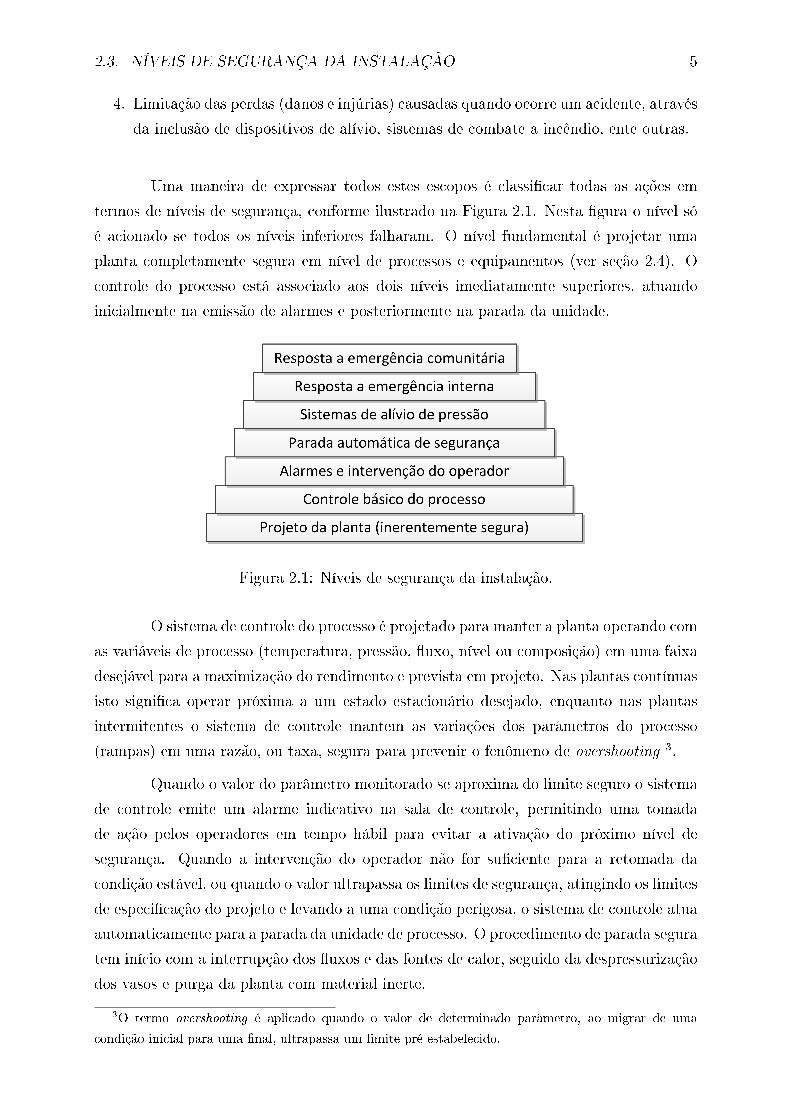
Uma maneira de expressar todos estes escopos é classi�car todas as ações em
termos de níveis de segurança, conforme ilustrado na Figura 2.1. Nesta �gura o nível só
é acionado se todos os níveis inferiores falharam. O nível fundamental é projetar uma
planta completamente segura em nível de processos e equipamentos (ver seção 2.4). O
controle do processo está associado aos dois níveis imediatamente superiores, atuando
inicialmente na emissão de alarmes e posteriormente na parada da unidade.
Figura 2.1: Níveis de segurança da instalação.
O sistema de controle do processo é projetado para manter a planta operando com
as variáveis de processo (temperatura, pressão, �uxo, nível ou composição) em uma faixa
desejável para a maximização do rendimento e prevista em projeto. Nas plantas contínuas
isto signi�ca operar próxima a um estado estacionário desejado, enquanto nas plantas
intermitentes o sistema de controle mantem as variações dos parâmetros do processo
(rampas) em uma razão, ou taxa, segura para prevenir o fenômeno de overshooting 3.
Quando o valor do parâmetro monitorado se aproxima do limite seguro o sistema
de controle emite um alarme indicativo na sala de controle, permitindo uma tomada
de ação pelos operadores em tempo hábil para evitar a ativação do próximo nível de
segurança. Quando a intervenção do operador não for su�ciente para a retomada da
condição estável, ou quando o valor ultrapassa os limites de segurança, atingindo os limites
de especi�cação do projeto e levando a uma condição perigosa, o sistema de controle atua
automaticamente para a parada da unidade de processo. O procedimento de parada segura
tem início com a interrupção dos �uxos e das fontes de calor, seguido da despressurização
dos vasos e purga da planta com material inerte.
3O termo overshooting é aplicado quando o valor de determinado parâmetro, ao migrar de uma
condição inicial para uma �nal, ultrapassa um limite pré estabelecido.

6 CAPÍTULO 2. INTRODUÇÃO
Na parada de emergência devem ser tomados todos os cuidados para não serem
geradas condições inseguras. Por exemplo, na parada de um reator pressurizado e com
reação exotérmica, a parada de segurança interrompe a injeção de um dos reagentes, mas
deve manter o �uxo de um dos reagentes para remover a energia térmica do sistema.
Bloquear todas as válvulas de um processo químico quase nunca é um procedimento
seguro. Um bom guia para o projeto de um sistema de controle seguro é a recomendação
técnica Recommended Practice API RP 14c, da American Petroleum Institute. Apesar
desta recomendação focar as plataformas de produção o�shore discute muitas das
operações unitárias encontradas em re�narias e plantas químicas.
Se a parada do processo não for rápida o su�ciente para a manutenção da
segurança da planta são ativadas as válvulas de alívio para envio dos líquidos para a
estação de tratamento de e�uentes e dos gases e vapores para sistemas de queima (�ares)
ou emitidos para a atmosfera, se não houver comprometimento da segurança. O alívio
de pressão impede o colapso dos equipamentos e linhas da instalação. Os padrões para
os projetos de vasos e reatores incorporam margens de segurança para reduzir o risco de
colapso da estrutura, e podem variar em função do país ou da atividade industrial.
Se ocorrer a perda de contenção em uma planta química deve ser acionado o
procedimento de emergência interno. O vazamento de líquido é fácil de detectar, mas o
vazamento de gases requer analisadores especí�cos para o monitoramento. Se o material
que vaza é in�amável o primeiro indício de vazamento é um fogo pequeno e localizado.
Os colaboradores devem ser treinados para agir nesta situação. Uma resposta a uma
emergência nem sempre causa a parada da unidade, dependendo da escala da emergência,
mas a causa do acidente deve ser corrigido antes da volta da operação normal.
Se o acidente atingir proporções fora de controle para os recursos internos da
empresa devem ser acionados os recursos de ajuda comunitária. As vítimas devem ser
encaminhadas para os hospitais locais. Devem ser acionados os planos de emergência para
isolamento da área afetada pelo acidente e ação conjunta com o poder público e demais
empresas da região para retomada da normalidade e mitigação dos impactos sociais e
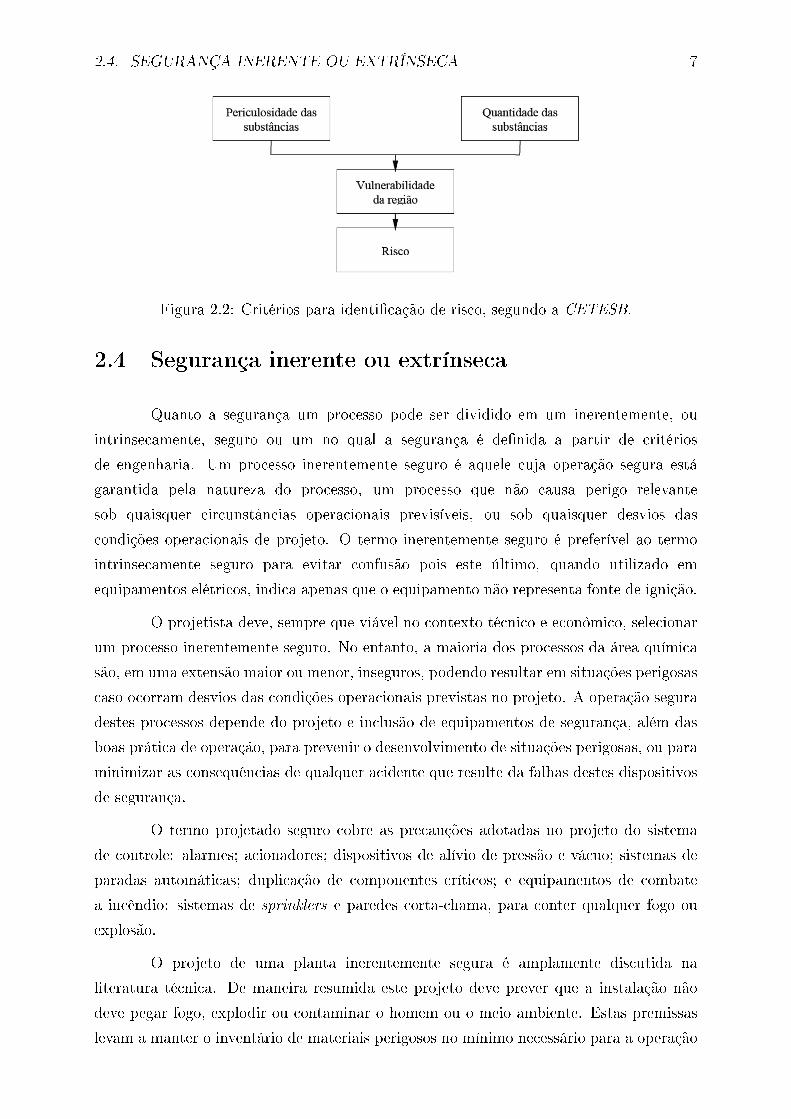
ambientais. A Figura 2.2 apresenta os critérios propostos pela Companhia Ambiental
do Estado de São Paulo (CETESB) considerados para a identi�cação de um risco, de
acordo com o princípio de que �o risco de uma instalação industrial para a comunidade e
para o meio ambiente, circunvizinhos e externos aos limites do empreendimento, está
diretamente associado às características das substâncias químicas manipuladas, suas
respectivas quantidades e à vulnerabilidade da região onde a instalação está ou será
localizada�.
2.4. SEGURANÇA INERENTE OU EXTRÍNSECA 7
Figura 2.2: Critérios para identi�cação de risco, segundo a CETESB.
2.4 Segurança inerente ou extrínseca
Quanto a segurança um processo pode ser dividido em um inerentemente, ou
intrinsecamente, seguro ou um no qual a segurança é de�nida a partir de critérios
de engenharia. Um processo inerentemente seguro é aquele cuja operação segura está
garantida pela natureza do processo, um processo que não causa perigo relevante
sob quaisquer circunstâncias operacionais previsíveis, ou sob quaisquer desvios das
condições operacionais de projeto. O termo inerentemente seguro é preferível ao termo
intrinsecamente seguro para evitar confusão pois este último, quando utilizado em
equipamentos elétricos, indica apenas que o equipamento não representa fonte de ignição.
O projetista deve, sempre que viável no contexto técnico e econômico, selecionar
um processo inerentemente seguro. No entanto, a maioria dos processos da área química
são, em uma extensão maior ou menor, inseguros, podendo resultar em situações perigosas
caso ocorram desvios das condições operacionais previstas no projeto. A operação segura
destes processos depende do projeto e inclusão de equipamentos de segurança, além das
boas prática de operação, para prevenir o desenvolvimento de situações perigosas, ou para
minimizar as consequências de qualquer acidente que resulte da falhas destes dispositivos
de segurança.
O termo projetado seguro cobre as precauções adotadas no projeto do sistema
de controle: alarmes; acionadores; dispositivos de alívio de pressão e vácuo; sistemas de
paradas automáticas; duplicação de componentes críticos; e equipamentos de combate
a incêndio: sistemas de sprinklers e paredes corta-chama, para conter qualquer fogo ou
explosão.
O projeto de uma planta inerentemente segura é amplamente discutida na
literatura técnica. De maneira resumida este projeto deve prever que a instalação não
deve pegar fogo, explodir ou contaminar o homem ou o meio ambiente. Estas premissas
levam a manter o inventário de materiais perigosos no mínimo necessário para a operação

8 CAPÍTULO 2. INTRODUÇÃO
do processo.
Capítulo 3
Materiais Perigosos
3.1 Introdução
Neste capítulo são apresentadas e discutidas as características que conferem
periculosidade a um produto ou composto químico, a saber: toxicidade; �amabilidade; e
reatividade. Os perigos que surgem na operação de uma planta química serão discutidos
no capítulo 4.
3.2 Toxicidade
A maioria dos produtos empregados nas atividades químicas são venenosos, em
alguma extensão, e praticamente qualquer produto químico é tóxico se alguém for exposto
a uma quantidade signi�cativa deste produto. O potencial perigo depende da toxicidade
do material, da concentração do produto e da frequência e duração da exposição.
É comum distinguir a toxicidade quanto aos efeitos de exposição rápida, ou
aguda, com os de uma exposição lenta, ou crônica. Os efeitos agudos, associados a uma
exposição a uma concentração relativamente elevada por um curto espaço de tempo,
normalmente tem sintomas que se manifestam rapidamente após a exposição, como a
queima da pelo após contato direto, falha respiratório, falha renal, arritmia cardíaca, entre
outras manifestações. Os efeitos crônicos são desenvolvidos ao longo do tempo, como o
desenvolvimento de câncer, lesões ou o engorduramento das vísceras e danos permanentes
aos sistema nervoso central, devido a exposição frequente a uma baixa concentração.
Alguns efeitos crônicos podem surgir como respostas tardias a exposições agudas sob
concentrações extremamente elevadas, normalmente resultantes de acidentes.
Materiais altamente tóxicos que causam lesões imediatas, como o fosgênio e o
9
10 CAPÍTULO 3. MATERIAIS PERIGOSOS
cloro, são classi�cados como riscos de segurança. Os materiais de ação crônica, como
os cloreto de vinila, são classi�cados como riscos de segurança e higiene industrial. Os
limites de exposição variam em função do mecanismo de ação do material tóxico, e devem
ser previstos em uma bom procedimento de operação e controle de um processo quanto
na fase de projeto da instalação.
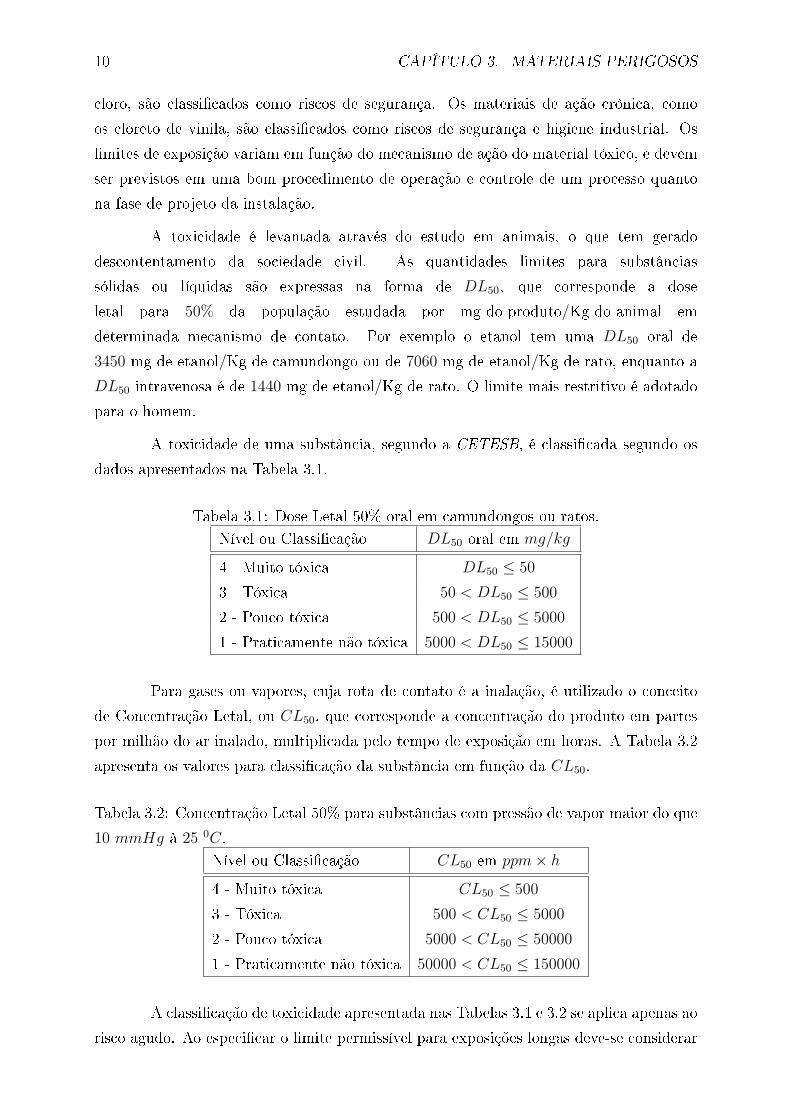
A toxicidade é levantada através do estudo em animais, o que tem gerado
descontentamento da sociedade civil. As quantidades limites para substâncias
sólidas ou líquidas são expressas na forma de DL50, que corresponde a dose
letal para 50% da população estudada por mg do produto/Kg do animal em
determinada mecanismo de contato. Por exemplo o etanol tem uma DL50 oral de
3450 mg de etanol/Kg de camundongo ou de 7060 mg de etanol/Kg de rato, enquanto a
DL50 intravenosa é de 1440 mg de etanol/Kg de rato. O limite mais restritivo é adotado
para o homem.
A toxicidade de uma substância, segundo a CETESB, é classi�cada segundo os
dados apresentados na Tabela 3.1.
Tabela 3.1: Dose Letal 50% oral em camundongos ou ratos.Nível ou Classi�cação DL50 oral em mg/kg
4 - Muito tóxica DL50 ≤ 50
3 - Tóxica 50 < DL50 ≤ 500
2 - Pouco tóxica 500 < DL50 ≤ 5000
1 - Praticamente não tóxica 5000 < DL50 ≤ 15000
Para gases ou vapores, cuja rota de contato é a inalação, é utilizado o conceito
de Concentração Letal, ou CL50, que corresponde a concentração do produto em partes
por milhão do ar inalado, multiplicada pelo tempo de exposição em horas. A Tabela 3.2
apresenta os valores para classi�cação da substância em função da CL50.
Tabela 3.2: Concentração Letal 50% para substâncias com pressão de vapor maior do que
10 mmHg à 25 0C.Nível ou Classi�cação CL50 em ppm× h
4 - Muito tóxica CL50 ≤ 500
3 - Tóxica 500 < CL50 ≤ 5000
2 - Pouco tóxica 5000 < CL50 ≤ 50000
1 - Praticamente não tóxica 50000 < CL50 ≤ 150000
A classi�cação de toxicidade apresentada nas Tabelas 3.1 e 3.2 se aplica apenas ao
risco agudo. Ao especi�car o limite permissível para exposições longas deve-se considerar
3.3. FLAMABILIDADE 11
o período de exposição juntamente com a toxicidade da substância. O termo Threshold
Limit Value (TLV) é utilizado como guia para controlar o efeito adverso em exposições
prolongadas, representando a concentração máxima da substância no ar que o trabalhador
médio pode �car exposto, dia após dia, por 8 horas diárias e 5 dias por semana, sem sofrer
efeitos adversos. A TLV é expressa em partes por milhão em volume (ppmv) para gases
ou vapores e em massa por volume (mg/m3) para pós ou névoas.
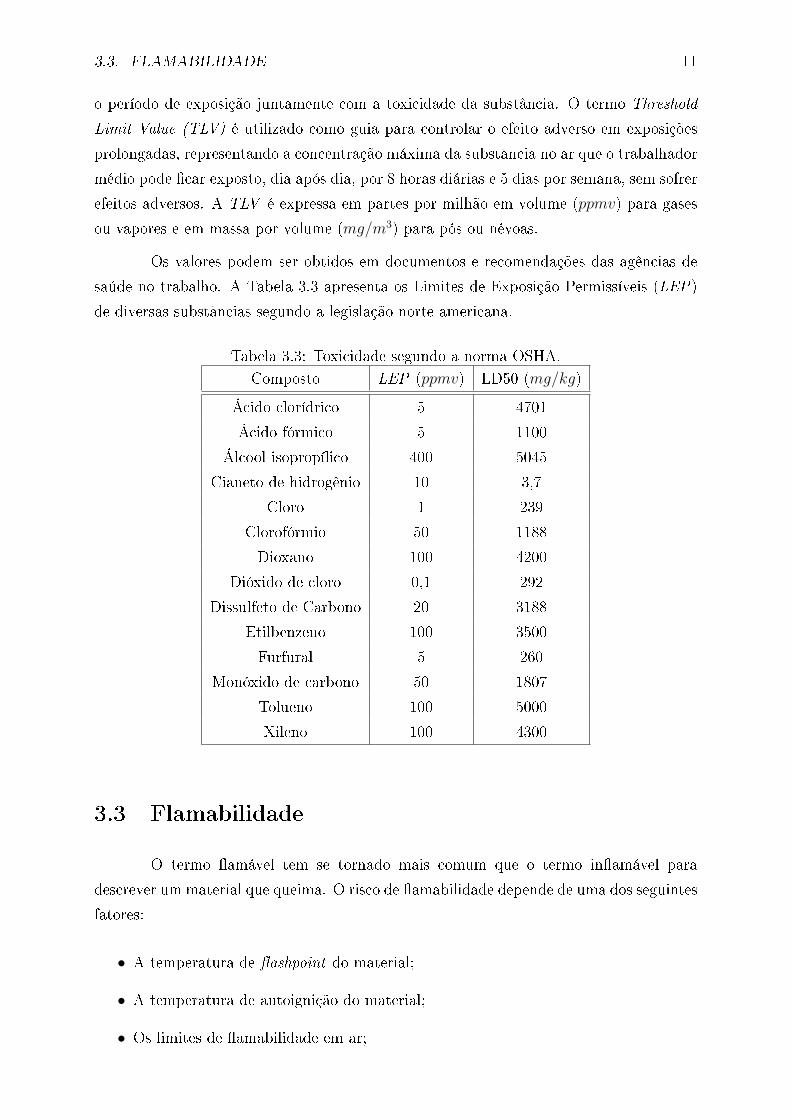
Os valores podem ser obtidos em documentos e recomendações das agências de
saúde no trabalho. A Tabela 3.3 apresenta os Limites de Exposição Permissíveis (LEP)
de diversas substâncias segundo a legislação norte americana.
Tabela 3.3: Toxicidade segundo a norma OSHA.Composto LEP (ppmv) LD50 (mg/kg)
Ácido clorídrico 5 4701
Ácido fórmico 5 1100
Álcool isopropílico 400 5045
Cianeto de hidrogênio 10 3,7
Cloro 1 239
Clorofórmio 50 1188
Dioxano 100 4200
Dióxido de cloro 0,1 292
Dissulfeto de Carbono 20 3188
Etilbenzeno 100 3500
Furfural 5 260
Monóxido de carbono 50 1807
Tolueno 100 5000
Xileno 100 4300
3.3 Flamabilidade
O termo �amável tem se tornado mais comum que o termo in�amável para
descrever um material que queima. O risco de �amabilidade depende de uma dos seguintes
fatores:
• A temperatura de �ashpoint do material;
• A temperatura de autoignição do material;
• Os limites de �amabilidade em ar;

12 CAPÍTULO 3. MATERIAIS PERIGOSOS
• A energia liberada no processo de combustão.
3.3.1 Ponto de fulgor
O ponto de fulgor, conhecido também como �ashpoint, mede a facilidade com
que um líquido entra em ignição. Ela representa a temperatura mínima na qual o líquido
forma uma camada gasosa super�cial que permite a propagação da chama. Após a queima
deste vapor e a retirada da fonte de ignição o fogo se extingue, pois a quantidade de vapor
formada não é su�ciente para manter o processo de combustão. Durante o processo de
queima ocorre grande liberação de energia e a formação de uma onda de choque devido a
formação e expansão dos produtos de combustão.
A temperatura do ponto de fulgor depende da pressão de vapor do líquido, ou
da mistura líquida, e da faixa de explosividade deste líquido. Ela é determinada em
um aparato e um procedimento padronizado através das normas ASTM D92 e D93. A
temperatura do ponto de fulgor em recipiente fechado é menor do que em vaso aberto.
Quando a temperatura de fulgor for inferior a temperatura de trabalho devem ser tomados
cuidados especiais para se evitar a ignição da amostra.
3.3.1.1 Ponto de combustão
A temperatura do ponto de combustão é a temperatura mínima na qual, após
sofrer ignição, a superfície de um combustível libere vapores ou gases que combinados com
o ar atmosférico mantenha o processo de combustão de maneira contínua e independente
da fonte de ignição inicial. Esta temperatura é sempre alguns graus maior do que a
temperatura do ponto de fulgor.
É possível que um líquido mantido a temperatura do ponto de fulgor atinga a
temperatura do ponto de combustão devido ao aumento de temperatura provocado pelo
processo de queima.
3.3.2 Temperatura de autoignição
A temperatura de autoignição de uma substância corresponde a temperatura na
qual esta substância entra espontaneamente em ignição quando em contato com o ar,
sem qualquer fonte externa de ignição para iniciar o processo. Esta temperatura indica a
temperatura máxima na qual a substância pode ser aquecida, como por exemplo em um
processo de secagem.

3.4. CLASSIFICAÇÃO DE GASES E LÍQUIDOS PARA A ANÁLISE DE RISCO 13
3.3.3 Limite de �amabilidade ou de explosividade
Os limites de �amabilidade, mais conhecido como limites de explosividade,
corresponde a concentração mínima e máxima da substância em ar, em condições normais
de temperatura e pressão, na qual uma chama se propaga através da mistura. Ou seja,
representa a faixa de concentração na qual o material queima no ar, se sofrer ignição.
Abaixo da faixa de �amabilidade a mistura não queima devido a falta de
combustível, enquanto acima do limite superior a mistura não queima devido a falta
de oxidante, no caso o oxigênio do ar.
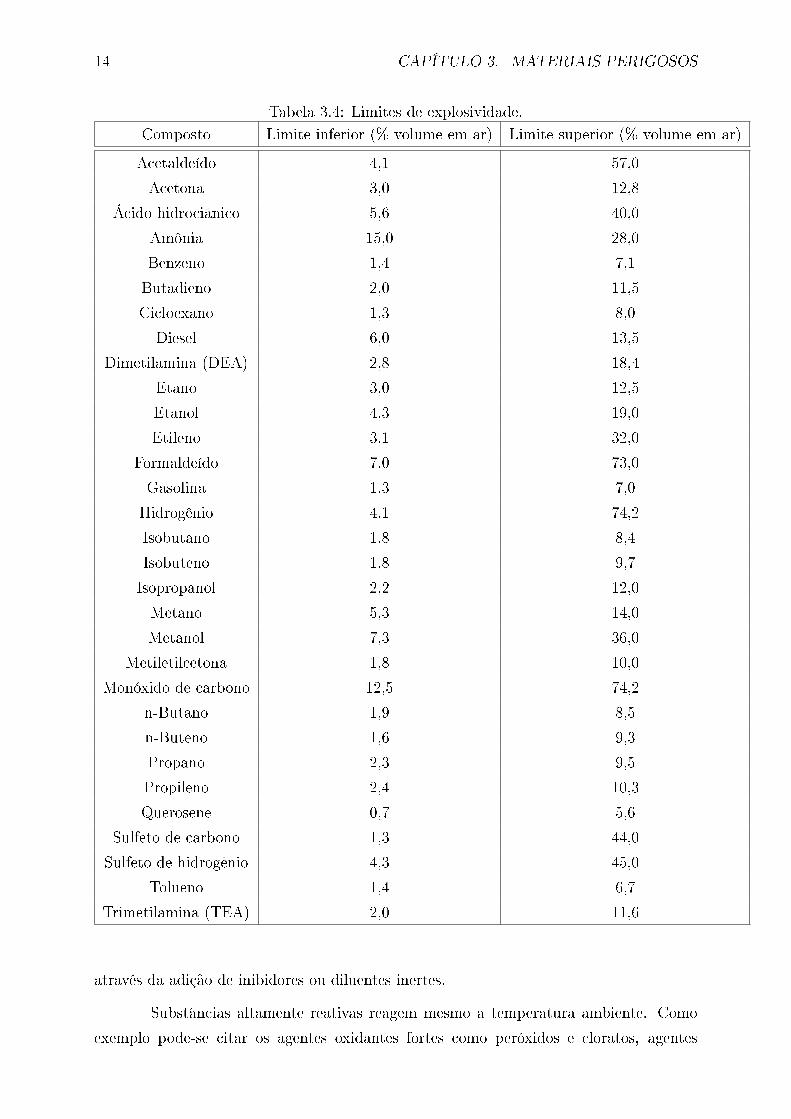
Os limites de �amabilidade são características da substância e variam
signi�cativamente. Por exemplo, o hidrogênio possui um limite inferior de 4, 1% e superior
de 74, 2%, enquanto a gasolina possui limite inferior de 1, 3% e superior de 7, 0%. A
Tabela 3.4 apresenta a faixa de explosividade de diversas substância químicas.
Deve-se evitar, sempre que possível, trabalhar dentro da faixa de �amabilidade.
Um recurso comum é inertizar o espaço-vapor com um gás que não participa do processo
de queima, como o nitrogênio utilizado em produtos puros ou o gás carbônico utilizado
no transporte de petróleo.
Também devem ser manipulados com cautela os agentes oxidantes que liberam
oxigênio e, como resultado, estimulam a combustão e aumentam a intensidade do fogo em
outro material, di�cultando a extinção dos focos de incêndio.
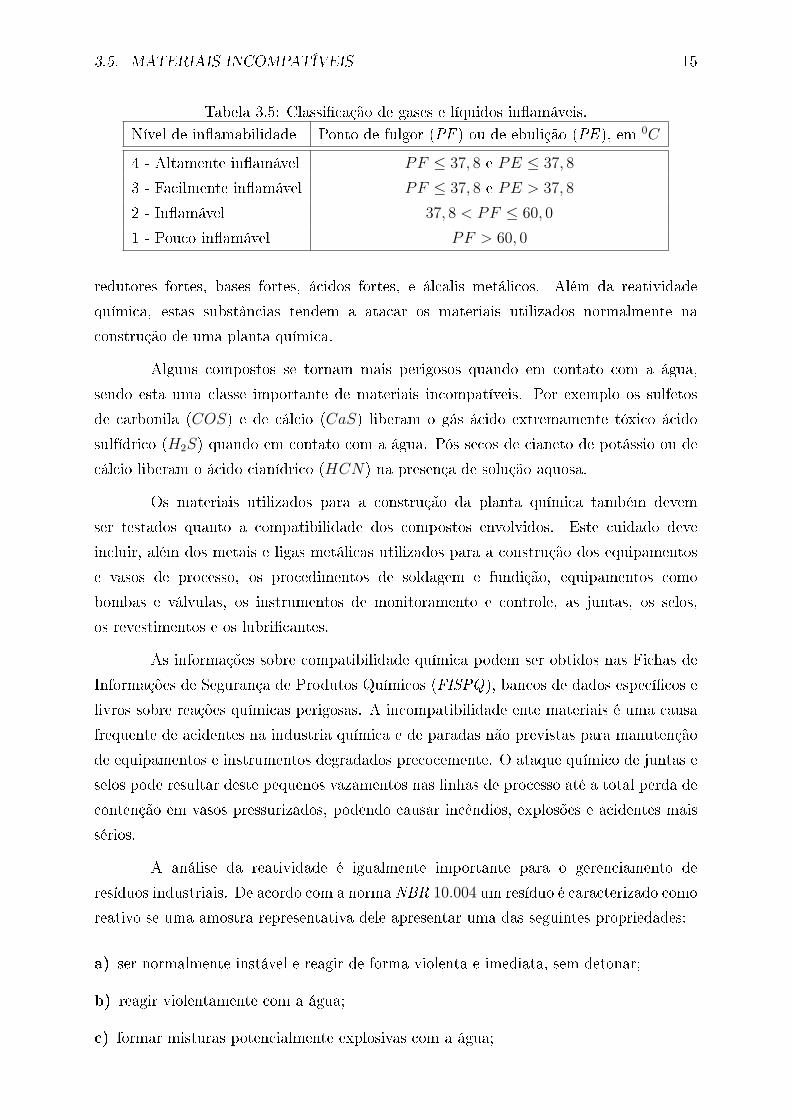
3.4 Classi�cação de gases e líquidos para a análise de
risco
Para a análise de risco as substâncias são classi�cadas quanto a �amabilidade,
segundo a CETESB, de acordo com as propriedades apresentadas na Tabela 3.5.
3.5 Materiais Incompatíveis
Um grande número de substâncias são naturalmente instáveis e podem
espontaneamente sofrer decomposição, polimerização ou outras reações indesejáveis.
Estas reações podem ser iniciadas e/ou aceleradas por agentes como a luz, o calor,
fontes de radicais livres/íons e agentes catalisadores. Reações deste tipo tendem a ser
exotérmicas com liberação de gases, e o andamento do processo reativo pode levar a
sérias consequências. O retardo ou a inibição destas mesmas reações pode ser realizado
14 CAPÍTULO 3. MATERIAIS PERIGOSOS
Tabela 3.4: Limites de explosividade.Composto Limite inferior (% volume em ar) Limite superior (% volume em ar)
Acetaldeído 4,1 57,0
Acetona 3,0 12,8
Ácido hidrociânico 5,6 40,0
Amônia 15,0 28,0
Benzeno 1,4 7,1
Butadieno 2,0 11,5
Cicloexano 1,3 8,0
Diesel 6,0 13,5
Dimetilamina (DEA) 2,8 18,4
Etano 3,0 12,5
Etanol 4,3 19,0
Etileno 3,1 32,0
Formaldeído 7,0 73,0
Gasolina 1,3 7,0
Hidrogênio 4,1 74,2
Isobutano 1,8 8,4
Isobuteno 1,8 9,7
Isopropanol 2,2 12,0
Metano 5,3 14,0
Metanol 7,3 36,0
Metiletilcetona 1,8 10,0
Monóxido de carbono 12,5 74,2
n-Butano 1,9 8,5
n-Buteno 1,6 9,3
Propano 2,3 9,5
Propileno 2,4 10,3
Querosene 0,7 5,6
Sulfeto de carbono 1,3 44,0
Sulfeto de hidrogênio 4,3 45,0
Tolueno 1,4 6,7
Trimetilamina (TEA) 2,0 11,6
através da adição de inibidores ou diluentes inertes.
Substâncias altamente reativas reagem mesmo a temperatura ambiente. Como
exemplo pode-se citar os agentes oxidantes fortes como peróxidos e cloratos, agentes
3.5. MATERIAIS INCOMPATÍVEIS 15
Tabela 3.5: Classi�cação de gases e líquidos in�amáveis.Nível de in�amabilidade Ponto de fulgor (PF ) ou de ebulição (PE ), em 0C
4 - Altamente in�amável PF ≤ 37, 8 e PE ≤ 37, 8
3 - Facilmente in�amável PF ≤ 37, 8 e PE > 37, 8
2 - In�amável 37, 8 < PF ≤ 60, 0
1 - Pouco in�amável PF > 60, 0
redutores fortes, bases fortes, ácidos fortes, e álcalis metálicos. Além da reatividade
química, estas substâncias tendem a atacar os materiais utilizados normalmente na
construção de uma planta química.
Alguns compostos se tornam mais perigosos quando em contato com a água,
sendo esta uma classe importante de materiais incompatíveis. Por exemplo os sulfetos
de carbonila (COS) e de cálcio (CaS) liberam o gás ácido extremamente tóxico ácido
sulfídrico (H2S) quando em contato com a água. Pós secos de cianeto de potássio ou de
cálcio liberam o ácido cianídrico (HCN) na presença de solução aquosa.
Os materiais utilizados para a construção da planta química também devem
ser testados quanto a compatibilidade dos compostos envolvidos. Este cuidado deve
incluir, além dos metais e ligas metálicas utilizados para a construção dos equipamentos
e vasos de processo, os procedimentos de soldagem e fundição, equipamentos como
bombas e válvulas, os instrumentos de monitoramento e controle, as juntas, os selos,
os revestimentos e os lubri�cantes.
As informações sobre compatibilidade química podem ser obtidos nas Fichas de
Informações de Segurança de Produtos Químicos (FISPQ), bancos de dados especí�cos e
livros sobre reações químicas perigosas. A incompatibilidade ente materiais é uma causa
frequente de acidentes na industria química e de paradas não previstas para manutenção
de equipamentos e instrumentos degradados precocemente. O ataque químico de juntas e
selos pode resultar deste pequenos vazamentos nas linhas de processo até a total perda de
contenção em vasos pressurizados, podendo causar incêndios, explosões e acidentes mais
sérios.
A análise da reatividade é igualmente importante para o gerenciamento de
resíduos industriais. De acordo com a norma NBR 10.004 um resíduo é caracterizado como
reativo se uma amostra representativa dele apresentar uma das seguintes propriedades:
a) ser normalmente instável e reagir de forma violenta e imediata, sem detonar;
b) reagir violentamente com a água;
c) formar misturas potencialmente explosivas com a água;
16 CAPÍTULO 3. MATERIAIS PERIGOSOS
d) gerar gases, vapores e fumos tóxicos em quantidades su�cientes para provocar danos
à saúde pública ou ao meio ambiente, quando misturados com a água;
e) possuir em sua constituição os íons CN− ou S2− em concentrações que ultrapassem os
limites de 250 mg de HCN ou 500 mg de H2S liberáveis por quilograma de resíduo,
de acordo com ensaio estabelecido no USE-PA SW 846;
f) ser capaz de produzir reação explosiva ou detonante sob a ação de forte estímulo, ação
catalítica ou temperatura em ambientes con�nados;
g) ser capaz de produzir, prontamente, reação ou decomposição detonante ou explosiva
a 25 oC e 0, 1 MPa (1 atm);
h) ser explosivo, de�nido como uma substância fabricada para produzir um resultado
prático, através de explosão ou efeito pirotécnico, esteja ou não esta substância
contida em dispositivo preparado para este �m.
3.6 Radiação Ionizante
A radiação ionizante emitida por material radioativo é nociva aos tecidos vivos.
Pequenas quantidades de isótopos radioativos são utilizados em processos químicos com
os mais variados propósitos, como por exemplo em instrumentos de medida de densidade
e/ou nível e em ensaios não destrutivos.
Baixos níveis de radioatividade podem ser encontrados em minerais naturais.
Deve-se atentar para o acúmulo do nível de radiação ao longo do processo ou a dispersão
desta radiação no meio ambiente.
O uso de materiais radioativos é coberto por legislação especí�ca. Uma discussão
mais detalhada sobre os riscos da radiação ionizante está fora do escopo deste documento.
3.7 Ficha de Informações de Segurança de Produtos
Químicos
As Fichas de Informações de Segurança de Produtos Químicos (FISPQ) 1 são
documentos que resumem as informações de saúde e segurança para os produtos químicos,
sendo obrigatório o fornecimentos destas �chas para os trabalhadores e clientes que tenham
contato com produtos químicos produzidos ou vendidos pela empresa.
1No inglês Materials Safety Data Sheet (MSDS).

3.7. FICHA DE INFORMAÇÕES DE SEGURANÇA DE PRODUTOS QUÍMICOS 17
A FISPQ contem as informações necessárias para se avaliar os riscos do material
desde a etapa produtiva até as ocorrências de emergência devido a vazamentos ou contatos
acidentais. A FISPQ deve possuir no mínimo as seguintes seções:
1. Informações do produto e da empresa produtora, como nomes comerciais e
sinônimos, contatos dos fabricantes;
2. Composição e informações dos ingredientes, como número CAS 2 e a concentração
dos componentes da mistura;
3. Identi�cação dos riscos químicos e dos efeitos a saúde;
4. Medidas de primeiros socorros em caso de contato com os olhos e a pele, de inalação
e de ingestão;
5. Medidas de combate a incêndio e dados de �amabilidade;
6. Ações no caso de lançamento acidental, derramamentos ou descargas;
7. Cuidados para o manuseio, a transferência e a armazenagem;
8. Controle de exposição e proteção individual, incluindo a obrigatoriedade de uso de
equipamentos de proteção individual e equipamentos como lava-olhos e exaustores;
9. Propriedades físicas e químicas;
10. Estabilidade e reatividade química, com apresentação das causas de instabilidade,
materiais incompatíveis e riscos dos produtos de decomposição;
11. Informações toxicológicas como efeitos agudos e crônicos, doses letais,
carcinogenicidade 3, teratogenicidade 4, mutagenicidade 5, entre outros;
12. Informações ecológicas como dados de toxicidade a insetos ou peixes e os efeitos de
sinergismo 6;
13. Considerações de descarte do material;
14. Informações de transporte;
2O Chemical Abstract Service é uma divisão da Sociedade Americana de Química que indexa a
literatura cientí�ca da química e dos ramos coligados, sendo que cada composto químico possui um
único número CAS.3Tendência ao desenvolvimento de câncer nos órgãos ou tecidos.4Tendência a má formação embrionário e/ou fetal.5Tendência a alteração do material genético.6Quando as propriedades e/ou atividades de uma mistura são diferentes ou mais acentuadas do que
aquelas apresentadas pelos componentes individuais desta mistura.
18 CAPÍTULO 3. MATERIAIS PERIGOSOS
15. Informações regulatórias;
16. Informações adicionais pertinentes ao produto.
As FISPQ's devem ser desenvolvidas pelos fabricantes e distribuidores de
produtos químicos e/ou pelas agências de controle ambiental. No Brasil a norma NBR
14.725 de�ne o formato padrão deste documento.
3.8 Orientações para projetos que envolvam materiais
perigosos
De acordo com a legislação pertinente os empregadores são obrigados a avaliar
o risco a saúde e ao meio ambiente de qualquer composto químico manipulado na
empresa e estabelecer quais as precauções necessárias para a proteção do trabalhador.
Os procedimentos detalhados devem estar facilmente disponíveis ao trabalhador.
O projetista deve considerar aspectos preventivos para o uso de compostos
perigosos. Os principais pontos a serem considerados são:
1. Substituição do material perigoso por outro de menor periculosidade ou de um
material tóxico por outro menos tóxico ou inerte;
2. Con�namento através da redução e/ou eliminação de pontos de vazamento em
equipamentos e tubulações;
3. Prevenção de lançamentos devido a procedimentos e/ou condições operacionais;
4. Ventilação adequada ou uso de estruturas abertas;
5. Coleta e tratamento dos rejeitos industriais sólidos, líquidos ou gasosos;
6. Procedimentos e equipamentos de emergência para a parada automática por
emergência, rotas de fuga, equipamentos de regate, antídotos, se apropriados, entre
outros recursos.
Adicionalmente, uma boa prática operacional deve incluir:
1. Procedimentos escritos para o uso de compostos perigosos detalhando os riscos
envolvidos;
2. Treinamento pessoal adequado;
3.9. PRINCÍPIOS DA QUÍMICA VERDE 19
3. Fornecimento de equipamentos de proteção individual, incluindo as roupas
adequadas;
4. Boa organização e higiene pessoal;
5. Monitoramento dos níveis de exposição ambiental, preferencialmente através de
sensores com alarme automático;
6. Veri�cações médicas regulares;
7. Treinamento para condições de emergência.
O projetista do processo deve veri�car e disponibilizar as FISPQ's para todos
os compostos utilizados no processo, incluindo solventes, ácidos, bases, adsorventes,
catalizadores, etc. As informações destas FISPQ's podem ser utilizadas para melhorar a
segurança inerente do processo, como por exemplo através da substituição e/ou eliminação
de compostos perigosos e dos procedimentos operacionais para garantir a não formação de
misturas incompatíveis. Além disto, devem ser respeitados todos os limites de exposição
ambiental previstos na legislação e nas recomendações técnicas.
3.9 Princípios da Química Verde
Em 1991 a Agência Ambiental Norte Americana 7, através de seu escritório para
prevenção de poluição lançou seu programa �Rotas Sintéticas Alternativas para Prevenção
de Poluição�, com uma linha de �nanciamento para projetos de pesquisa que incluíssem a
prevenção de poluição em suas rotas sintéticas, caracterizando o nascimento da Química
Verde. Alguns anos depois, em 1995, o Governo dos Estados Unidos da América instituiu
o programa de premiação �The Presidential Green Chemistry Challenge�, com o objetivo
de premiar inovações tecnológicas implementáveis na indústria para a redução da geração
de resíduos na fonte, em diferentes setores da produção. Anualmente são premiados
trabalhos em cinco categorias: a) acadêmico; b) pequenos negócios; c) rotas sintéticas
alternativas; d) condições alternativas de reação; e e) desenho de produtos químicos mais
seguros.
A Química Verde pode ser de�nida como o desenho, desenvolvimento e
implementação de produtos químicos e processos para reduzir ou eliminar o uso ou a
geração de substâncias nocivas à saúde humana e ao ambiente. Os produtos ou processos
da Química Verde podem ser divididos em três grandes categorias: i) uso de fontes
7Environmental Protection Agency - EPA.
20 CAPÍTULO 3. MATERIAIS PERIGOSOS
renováveis ou recicladas de matéria-prima; ii) aumento da e�ciência de energia e de
material; e c) evitar o uso de substâncias persistentes, bioacumulativas 8 e tóxicas.
Basicamente, há doze tópicos que precisam ser perseguidos:
Prevenção - Evitar a produção do resíduo é melhor do que tratá-lo ou �limpá-lo� após
sua geração;
Economia de Átomos - Deve-se procurar desenhar metodologias sintéticas que possam
maximizar a incorporação de todos os materiais de partida no produto �nal;
Síntese de Produtos Menos Perigosos - Sempre que praticável, a síntese de um
produto químico deve utilizar e gerar substância que possuam pouca ou nenhuma
toxicidade à saúde humana e ao ambiente;
Desenho de Produtos Seguros - Os produtos químicos devem ser desenhados de tal
modo que realizem a função desejada e ao mesmo tempo não sejam tóxicos;
Solventes e Auxiliares mais Seguros - O uso de substâncias auxiliares (solventes,
agentes de separação, secantes, etc.) precisa, sempre que possível, tornar-se
desnecessário e, quando utilizadas, estas substâncias devem ser inócuas;
Busca pela E�ciência de Energia - A utilização de energia pelos processos químicos
precisa ser reconhecida pelos seus impactos ambientais e econômicos e deve ser
minimizada. Se possível, os processos químicos devem ser conduzidos à temperatura
e pressão ambientes;
Uso de fontes renováveis de matéria-prima - Sempre que técnica e economicamente
viável, a utilização de matérias-primas renováveis deve ser escolhida em detrimento
de fontes não renováveis;
Evitar a Formação de Derivados - A derivatização desnecessária (uso de grupos
bloqueadores, proteção/desproteção, modi�cação temporária por processos físicos e
químicos) deve ser minimizada ou, se possível, evitada, porque estas etapas requerem
reagentes adicionais e podem gerar resíduos;
Catálise - Reagentes catalíticos (tão seletivos quanto possível) são melhores que
reagentes estequiométricos;
Desenho para a Degradação - Os produtos químicos precisam ser desenhados de tal
modo que, ao �nal de sua função, se fragmentem em produtos de degradação inócuos
e não persistam no ambiente;8Substâncias que se acumulam ao longo da cadeia alimentar, sendo que no topo da cadeia a
concentração pode ser até milhares de vezes maior do que a concentração no meio ambiente.

3.9. PRINCÍPIOS DA QUÍMICA VERDE 21
Análise em Tempo Real para a Prevenção da Poluição - Será necessário
o desenvolvimento futuro de metodologias analíticas que viabilizem um
monitoramento e controle dentro do processo, em tempo real, antes da formação de
substâncias nocivas;
Química Inerentemente Segura para a Prevenção de Acidentes - As
substâncias, bem como a maneira pela qual uma substância é utilizada em
um processo químico, devem ser escolhidas a �m de minimizar o potencial para
acidentes químicos, incluindo vazamentos, explosões e incêndios.

22 CAPÍTULO 3. MATERIAIS PERIGOSOS
Capítulo 4
Perigos Associados a Processos
Químicos
Em adição aos perigos causados por exposições a produtos químicos ou devido
as propriedades dos materiais existem perigos associados as condições operacionais do
processo e/ou ao uso de equipamentos.
4.1 Pressão
A sobrepressão, termo utilizado quando a pressão do sistema excede a pressão
limite de projeto, é um dos perigos mais sérios na operação de uma planta química.
Se a sobrepressão exceder a capacidade máxima de trabalho acima de uma margem
de segurança determinada pela especi�cação do vaso, pode ocorrer a ruptura do vaso,
usualmente no cordão de solta ou em alguma junta ou �ange. A ruptura do vaso, ou da
tubulação associada a este vaso, pode iniciar uma série de eventos que culmina em um
desastre.
A sobrepressão ocorre quando ocorre o acúmulo de massa, mols ou energia em
um volume ou espaço con�nado com um �uxo de saída restrito. Os causas especí�cas da
sobrepressão são discutidas, também, no âmbito do projeto mecânicos de equipamentos
de processos químicos.
Os recipientes sujeitos a pressão devem ser dotados de válvulas para o alívio
de pressão e vácuo, ajustados de acordo com os limites de trabalho, de forma que uma
sobrepressão seja eliminada de uma forma controlada. Existem três con�gurações básicas
para as válvulas de alívio de pressão:
Válvulas diretamente atuadas - são as válvulas dotadas de pesos e molas calibradas
23
24 CAPÍTULO 4. PERIGOS ASSOCIADOS A PROCESSOS QUÍMICOS
para abertura a uma determinada pressão de trabalho e retorno a condição normal
após o alívio da pressão;
Válvulas indiretamente atuadas - são as válvulas operadas pneumaticamente ou
eletricamente, acionadas através de sensores de pressão; e
Discos de ruptura - são discos construídos com um material projetado e construído
para romper quando determinada pressão
4.2 Desvios de temperatura
Temperatura elevada, acima da qual o equipamento foi projetado, pode resultar
em falha estrutural e iniciar um acidente. A temperatura elevada pode surgir devido a
perda de controle de reatores e trocadores de calor, falhas do sistema de lubri�cação e/ou
colapso de rolamentos ou exposição a chama externa. Nos processos onde o excesso de
temperatura é um risco o sistema de proteção deve contar com:
• Alarmes e intertravamentos para a parada automática caso a temperatura exceda o
valor limite;
• Uso de detectores adicionais para o monitoramento de pontos especí�cos com
redundância, como por exemplo a leitura da temperatura na parede de um tanque
de armazenamento 1
• Unidades de resfriamento de emergência para reatores e trocadores de calor;
• Unidades de arrefecimento para as paradas de emergência, projetadas para preencher
o equipamento com material frio ou inerte;
• Projetar o equipamento para resistir a temperatura máxima possível;
• Seleção de sistemas de aquecimento inerentemente seguro para materiais perigosos.
Os sistemas de aquecimento a vapor podem ser assim classi�cados pois a
temperatura máxima pode ser ajustada pela pressão do sistema 2.
1Vasos de processo com revestimento refratário podem ser pintados com uma tinta especial que muda
de cor em função da temperatura, permitindo uma fácil identi�cação dos pontos quentes.2Sistemas de aquecimento elétricos são particularmente perigosos pois a taxa de aquecimento é
proporcional a resistência de dissipação, que aumenta com o aumento da temperatura. Desta forma,
em caso de falha do sistema de controle a temperatura irá aumentar até o colapso da resistência de
dissipação. O uso de um disjuntor pode limitar a potência de aquecimento, mas não diretamente a
temperatura.
4.3. RUÍDO 25
Temperaturas muito baixas também podem ser perigosas. Uma baixa
temperatura pode ser causada pelas condições ambientais locais, operação de processos
criogênicos 3, rápida expansão de gases ou vapores, volatilização de gases comprimidos
e reações endotérmicas. As baixas temperaturas podem causar fragilização e quebra
de metais submetidos a esforços e/ou choques mecânicos. Quando submetidos a
temperaturas muito baixas alguns metia podem sofrer alteração na estrutura cristalina,
resultando em signi�cativas mudanças na densidade, como por exemplo o latão. A
temperatura mínima de projeto deve ser especi�cada nos projetos de vasos de pressão.
4.3 Ruído
O ruído excessivo é um risco a saúde e a segurança. Exposição prolongada a
ruídos de alta intensidade pode causar danos permanentes ao sistema auditivo. Em baixa
intensidade o ruído é uma fonte de distração e causa fadiga. A unidade de medida do som
é o decibel, de�nido através da expressão:
Nível do som = 20log10
[pressão do som RMS(Pa)
2× 10−5
], dB (4.1)
O efeito dos ruído depende tanto da frequência quanto da intensidade do som.
Na industria são realizadas medições da intensidade em pontos críticos e o resultados é
emitido em decibéis ao qual o trabalhador está sujeito. Danos permanentes ao sistema
auditivo podem surgir a uma exposição superior a 85 decibéis, sendo recomendada
proteção preventiva para exposições superiores a 80 decibéis. Equipamentos ruidosos,
como compressores, ventiladores, queimadores e válvulas de alívio de vapor, não devem
ser instalados próximos de salas de controle. deve-se considerar, também o nível de ruído
nas imediações da planta química.
4.4 Perda de contenção
A principal maneira de proteger os colaboradores e o público em geral de uma
exposição a produtos tóxicos é o con�namento destes produtos no interior das linhas e
dos vasos de processo. A perda de contenção de produtos químiucos pode ocorrer devido
aos seguintes motivos:
• Dispositivos de alívio de pressão;
3Processo criogênico é aquele onde são empregadas temperaturas inferiores a −150 oC.

26 CAPÍTULO 4. PERIGOS ASSOCIADOS A PROCESSOS QUÍMICOS
• Erros do operador como deixar um ponto de amostragem aberto ou vazando;
• Procedimento de manutenção falho, incluindo falha nos procedimentos de
isolamento, de drenagem e de purga antes e após o processo de manutenção,
deixando vazar o produto quando o equipamento é aberto ou no início da operação;
• Vazamentos em equipamentos degradados, incluindo danos de selos e retentores,
assim como através da superfície de vasos e tubos corroídos e/ou erodidos;
• Emissões de material particulado a partir de operações com material sólidos;
• Vazamentos internos em equipamentos, particularmente em trocadores de calor,
onde o produto químico entra em contato com correntes de utilidades;
• Derramamento a partir do carregamento ou do esgotamento de tambores ou tanques
de armazenamento.
Acidentes frequentes com perda de contenção é um indicativo de que a planta
não está sendo mantida apropriadamente e aumenta a probabilidade de um vazamento
de grandes consequências. Se o impacto da perda de contenção é alto o projetista e/ou o
engenheiro responsável deve prever os mecanismos de contenção ou mitigação necessários.
Entre os recursos normalmente utilizados temos:
• Sistema de contenção secundário para prevenir o escoamento super�cial, mas isto
pode criar uma situação perigosa se o líquido for in�amável e de fácil ignição;
• Sistemas de captação e drenagem para coleta da água de chuva para encaminhar
para tratamento de e�uente líquido;
• Uso de barreiras de concreto para impedir a contaminação da água subterrânea;
• Contenção no interior de edi�cações com ventilação e sistemas de tratamento de
material particulado, usados para pós perigosos e compostos muito tóxicos.
4.5 Fontes de ignição e fogo
O fogo ocorre aonde quer que exista uma quantidade su�ciente de combustível
(ou comburente) e oxidante (comumente o oxigênio) misturados em contato com uma
fonte de ignição. Se o combustível estiver acima da sua temperatura de autoignição 4
pode ocorrer a ignição espontânea quando em contato com o ar.
4Temperatura de autoignição é aquela su�ciente para iniciar o processo de queima sem a presença de
fonte de ignição externa.
4.5. FONTES DE IGNIÇÃO E FOGO 27
Todas as precauções devem ser tomadas para eliminar as fontes de ignição em uma
indústria química, partindo-se do princípio que todo o material in�amável que vaza vai
encontrar eventualmente uma fonte de ignição. As orientações para o controle de fontes
de ignição podem ser obtidas na seção 7.9 da norma National Fire Protection Association
(NFPA) 30.
4.5.1 Equipamento elétrico
A ocorrência de faísca em equipamentos elétricos, como motores, é a maior
fonte potencial de ignição, devendo ser especi�cados equipamentos a prova de explosão.
Instrumentos operados eletricamente, controladores, atuadores e computadores também
são fontes potenciais de ignição de misturas in�amáveis.
O uso de equipamentos elétricos em áreas perigosas é abordado em diversas
normas e recomendações técnicas, como as NFPA's 70, 496 e 497, Occupational Safety
and Health Administration (OSHA) 29, Code of Federal Regulations (CFR) 1910.307,
American Petroleum Institute (API) 500 e 505, entre outras.
As áreas podem ser classi�cadas em função da presença de materiais in�amáveis.
A Área 1, sujeita a presença de concentrações de gases ou vapores in�amáveis dentro da
faixa de explosividade, é subdividida nas seguintes zonas:
Classe 1 - Divisão 1 : Local no qual gases e vapores �amáveis podem existir na faixa de
ignição sob condições normais de operação; ou podem existir frequentemente devido
reparos, manutenção ou vazamento; ou podem ser liberados durante as paradas ou
falhas operacionais de equipamentos que também pode causar falha simultânea de
equipamentos elétricos de forma que estes equipamentos possam se tornar uma fonte
de ignição;
Classe 1 - Divisão 2 : Local no qual gases, vapores ou líquidos voláteis �amáveis
são processados estando normalmente con�nados em sistemas fechados; ou
concentrações na faixa de ignição são normalmente prevenidas através de ventilação
forçada; ou a localização é adjacente a uma área Classe 1 - Divisão 1 e as
concentrações de gás ou vapor na faixa de ignição podem eventualmente se
comunicar com ela;
Classe 1 - Zona 0 : Local no qual gases e vapores �amáveis estão presentes
continuamente na faixa de ignição, ou por um longo período de tempo;
Classe 1 - Zona 1 : Local no qual gases e vapores �amáveis na faixa de ignição podem
existir sob condições normais de operação; ou podem existir frequentemente devido

28 CAPÍTULO 4. PERIGOS ASSOCIADOS A PROCESSOS QUÍMICOS
reparos, manutenção ou vazamento; ou podem ser liberados durante as paradas
ou falhas operacionais que também pode causar falha simultânea de equipamentos
elétricos de forma que estes equipamentos possam se tornar uma fonte de ignição;
ou é adjacente a área classi�cada como Classe 1 - Zona 0 e as concentrações de gás
ou vapor na faixa de ignição podem eventualmente se comunicar com ela;
Classe 1 - Zona 2 : Local no qual gases e vapores �amáveis na faixa de ignição não
devem existir sob condições normais de operação; e quando quando eventualmente
estiverem presentes é por apenas pequeno intervalo de tempo; ou gases, vapores
e líquidos in�amáveis são processados mas estão rotineiramente con�nados em
sistemas fechados; os as cocentrações na faixa de ignição são evitadas através de
ventilação forçada; ou é adjacente a área classi�cada como Classe 1 - Zona 1 e
as concentrações de gás ou vapor na faixa de ignição podem eventualmente se
comunicar com ela.
Os procedimentos para classi�cação de uma área são fornecidos nas normas NFPA
30 e 497, API RP 500 e 505, entre outras fontes. Várias técnicas de proteção são utilziadas
para evitar que os equipamentos elétricos sejam fontes de ignição. Painéis a prova de
explosão, pressurizados e purgados,e circuitos intrinsecamente seguros pode ser utilizados
nos locais classi�cados como divisão 1 ou 2 da Classe 1, Equipamentos não centelhantes
a prova de cebtelhamento da Recipientes a
Various protection techniques can be used to prevent electrical equipment
from becoming an ignition source. Explosion-proof enclosures, pressurized and purged
equipment, and intrinsically safe circuits can be used in Division 1 and Division 2
locations. Nonsparking equipment can be used in Division 2 locations. Details of the
types of equipment permitted in each classi�ed location are given in NFPA 70. It is also
important that electrical equipment in hazardous areas should be properly maintained,
particularly in older plants. Guidelines for maintenance of electrical equipment are
given in standard NFPA 70B (2006). The standards should be consulted for the full
speci�cation before selecting equipment for use in classi�ed locations. The design and
speci�cation of intrinsically safe control equipment and systems is discussed by MacMillan
(1998) and Cooper and Jones (1993). Purged and pressurized enclosures for electrical
equipment are described in NFPA 496 (2003). Static Electricity The movement of any
nonconducting material, powder, liquid, or gas can generate static electricity, producing
sparks. Precautions must be taken to ensure that all piping is properly earthed (grounded)
and that electrical continuity is maintained around �anges. Escaping steam, or other
vapors and gases, can generate a static charge. Gases escaping from a ruptured vessel
can self-ignite from a static spark. For a review of the dangers of static electricity in
the process industries, see the article by Napier and Russell (1974), and the books by

4.6. EXPLOSÕES 29
Pratt (1999) and Britton (1999). Protection against static electricity, lightning, and stray
currents is discussed in API RP 2003 (1998). The NFPA standard NFPA 77 (2000)
is the national standard on static electricity protection in the United States. Process
Flames Open �ames from process furnaces, incinerators, and �are stacks are obvious
sources of ignition and must be sited well away from plant containing �ammable materials.
Miscellaneous Sources It is the usual practice on plants handling �ammable materials to
control the entry onto the site of obvious sources of ignition, such as matches, cigarette
lighters, and battery-operated equipment. The use of portable electrical equipment,
welding, cutting, and spark-producing tools and the movement of gasoline engine vehicles
would also be subject to strict control. Exhaust gases from diesel engines are also a
potential source of ignition. Flame Traps Flame arresters are �tted in the vent lines of
equipment that contains �ammable material to prevent the propagation of �ame through
the vents. Various types of proprietary �ame arresters are used. In general, they work on
the principle of providing a heat sink, usually expanded metal grids or plates, to dissipate
the heat of the �ame. Flame arrestors and their applications are discussed by Rogowski
(1980), Howard (1992), Mendoza et al. (1998), and API RP 2210 (2000). 498 CHAPTER
9 SAFETY AND LOSS PREVENTION
Traps should also be installed in plant ditches to prevent the spread of �ame.
These are normally liquid U-legs, which block the spread of a �ame along ditches. Fire
Protection Recommendations on the �re precautions to be taken in the design of chemical
plant are given in the standards NFPA 30 (2003), API RP 2001 (2005) and API PUBL
2218 (1999). Legal requirements for �re protection are given in the OSHA standard 29
CFR 1910, subpart L (2007). To protect against structural failure, water-deluge systems
are usually installed to keep vessels and structural steelwork cool in a �re. Water mist
�re protection systems are described in NFPA 750 (2006) and API PUBL 2030 (1998).
The lower sections of structural steel columns are also often lagged with concrete or other
suitable materials. Plants that handle �ammable liquids are usually designed to have
slightly sloping ground or use drainage ditches or trenches to control runo� so that pools
do not form. Drainage ditches and slopes should always direct �ow away from sources of
ignition.
4.6 Explosões
An explosion is the sudden, catastrophic release of energy, causing a pressure wave
(blast wave). An explosion can occur without �re, such as the failure through overpressure
of a steam boiler or an air receiver. In a discussion of the explosion of a �ammable mixture,
it is necessary to distinguish between detonation and de�agration. If a mixture detonates,
30 CAPÍTULO 4. PERIGOS ASSOCIADOS A PROCESSOS QUÍMICOS
the reaction zone propagates at supersonic velocity (above approximately 300 m/s), and
the principal heating mechanism in the mixture is shock compression. The pressure wave
in a detonation can be up to 20 bar. In a de�agration the combustion process is the same
as in the normal burning of a gas mixture; the combustion zone propagates at subsonic
velocity, and the pressure buildup is slow and usually less than 10 bar. Whether detonation
or de�agration occurs in a gas-air mixture depends on a number of factors, including the
concentration of the mixture and the source of ignition. Unless con�ned or ignited by
a highintensity source (a detonator), most materials will not detonate. However, the
pressure wave (blast wave) caused by a de�agration can still cause considerable damage.
In a con�ned space, such as a pipe, a de�agration can propagate into a detonation. Certain
materials, for example, acetylene and many peroxides, can decompose explosively in the
absence of oxygen; such materials are particularly hazardous. Con�ned Vapor Cloud
Explosion (CVCE) A relatively small amount of �ammable material, a few kilograms,
can lead to an explosion when released into the con�ned space of a building. This
is known as a con�ned vapor cloud explosion. Uncon�ned Vapor Cloud Explosions
(UCVCE) An uncon�ned vapor cloud explosion results from the release of a considerable
quantity of �ammable gas, or vapor, into the atmosphere, and its subsequent ignition.
Such an explosion can cause extensive damage, such as occurred at Flixborough (HMSO,
1975) and BP Texas City (CSHIB, 2005). Uncon�ned vapor explosions are discussed
by Munday (1976) and Gugan (1979). Boiling Liquid Expanding Vapor Explosions
(BLEVE) Boiling liquid expanding vapor explosions occur when there is a sudden release
of vapor, containing liquid droplets, due to the failure of a storage vessel. A serious
incident involving the failure of a Liqui�ed Petroleum Gas (LPG) storage sphere occurred
at Feyzin, France, in 1966, when the tank was heated by an external �re fueled by
a leak from the tank; see Lees (2004) and Marshall (1987). Dust Explosions Finely
divided combustible solids, if intimately mixed with air, can explode. Several disastrous
explosions have occurred in grain silos. Dust explosions usually occur in two stages:
a primary explosion, which disturbs deposited dust; followed by the second, severe,
explosion of the dust thrown into the atmosphere. Any �nely divided combustible solid
is a potential explosion hazard. Particular care must be taken in the design of dryers,
conveyors, cyclones, and storage hoppers for polymers and other combustible products
or intermediates. The extensive literature on the hazard and control of dust explosions
should be consulted before designing powder handling systems: see Field (1982), Cross
and Farrer (1982), Barton (2001), Eckho� (2003), and NFPA 654 (2006). Explosivity
Properties Information on explosive materials is given in the standards NFPA 495 (2005)
and NFPA 491 (1997). Saxs Handbook of Hazardous Materials (Lewis, 2004) is also a good
general reference. The expansion factor is de�ned as the molar density of the reagents
divided by the molar density of the products in an explosive mixture. The expansion

4.7. ERRO HUMANO 31
factor is a measure of the increase in volume resulting from combustion. The maximum
value of the expansion factor is for adiabatic combustion. The �ame speed is the rate
of propagation of a �ame front through a �ammable mixture, with respect to a �xed
observer. Materials such as hydrogen and acetylene that have high �ame speeds are more
prone to detonation. Values of these properties, autoignition temperature, and adiabatic
�ame temperature are given for hydrogen and some hydrocarbons in Table 9.3, which is
based on data from Dugdale (1985). Design Implications The usual approach in design is
to prevent explosions from occurring, for example, by not allowing �ammable mixtures to
form in the process. If internal explosion is a possibility, then it must be considered as a
pressure-relief scenario and the pressurerelief devices must be sized to prevent detonation.
This will usually require the use of large bursting disks. Flame arrestors should also be
speci�ed on process piping to 500 CHAPTER 9 SAFETY AND LOSS PREVENTION
prevent a de�agration event from propagating into a detonation. Particular care
should be taken when designing plants that contain both pressurized fuels and pressurized
oxidants.
4.7 Erro Humano
The intervention of well-trained process operators is a vital layer in process
safety, as it is usually the last opportunity to restore the process to a safe condition
before an emergency shutdown or incident occurs (see Figure 9.1). Even with a capable,
experienced, and well-trained sta�, however, there is always a possibility of human error.
The likelihood of operator error is substantially increased if operating procedures are not
clearly documented and followed or if there are lapses in training and supervision. Kletz
(1999a) has suggested the following failure probabilities: Action Required Probability
of Failure A valve to be closed directly below an alarm 0.001 Simple action in a quiet
environment 0.01 Simple action in a distracting environment 0.1 Complex and rapid action
required 1.0 The Chemical Safety and Hazard Investigation Board preliminary report on
their investigation of the explosion at the BP Texas City re�nery on March 23, 2005,
in which 15 people were killed and over 170 were injured, describes multiple failures in
supervision, operating procedures, and training that contributed to the accident (CSHIB,
2005). One of these was holding a plant safety training meeting in the control room while
the operators were trying to start up the plant. Table 9.3. Explosivity Properties Fuel
Formula Maximum Flame Speed (m/s) Adiabatic Flame Temperature (K) Expansion
Factor Autoignition Temperature (+C) Hydrogen H2 22.1 2318 6.9 400 Methane CH4 2.8
2148 7.5 601 Ethane C2H6 3.4 2168 7.7 515 Propane C3H8 3.3 2198 7.9 450 n-Butane
C4H10 3.3 2168 7.9 405 Pentane C5H12 3.4 2232 8.1 260 Hexane C6H14 3.4 2221 8.1 225

32 CAPÍTULO 4. PERIGOS ASSOCIADOS A PROCESSOS QUÍMICOS
Acetylene C2H2 14.8 2598 8.7 305 Ethylene C2H4 6.5 2248 7.8 490 Propylene C3H6 3.7
2208 7.8 460 Benzene C6H6 5 2287 8.1 560 Cyclohexane C6H12 4.2 2232 8.1 245 Adapted
from Dugdale (1985).
Capítulo 5
Análise da Segurança do Produto e do
Processo
A análise do impacto na saúde, na segurança, e no meio ambiente da
tecnologia é tão importante que é levada em consideração em qualquer fase da um
empreendimento, utilizando informações técnica do projeto quando são de�nidas as
especi�cações. Conforme vão surgindo informações mais detalhadas do projeto, mais
técnicas quantitativas podem ser empregadas para a análise da segurança e do impacto
ambiental.
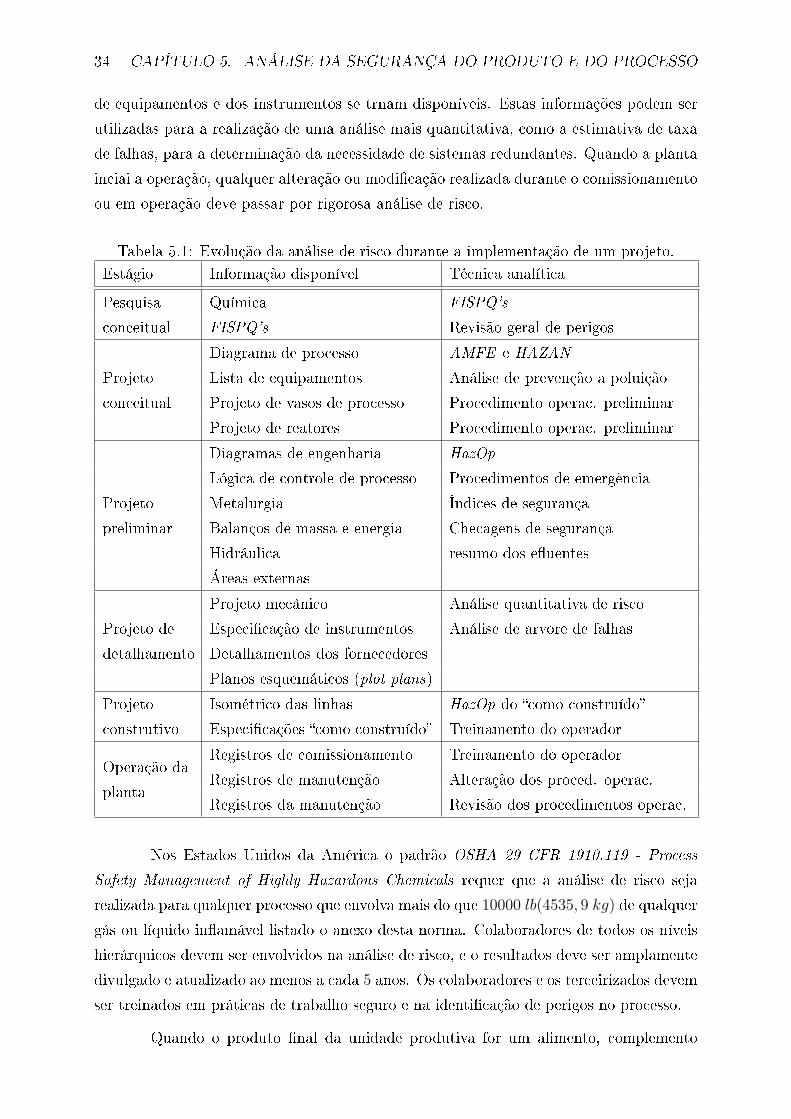
A tabela 5.1 apresenta as etapas típicas de evolução de um novo produto ou
processo a partir da concepção inicial do mesmo. Nas etapas iniciais do desenvolvimento
do processo o detalhamento ainda não foi realizado, mas a identi�cação qualitativa dos
maiores riscos envolvidos podem ser realizados através da coleta de informações das Fichas
de Informações de Segurança de Produtos Químicos para os produtos químicos envolvidos.
Uma vez que o �uxograma conceitual tenha sido desenvolvido podem ser aplicados técnicas
semiquantitativas, tal como a Análise de Modos de Falha e Efeitos, e procedimentos
sistemáticos para a identi�cação de perigos, tal como a HAZAN. Uma análise inicial
da prevenção a poluição pode ser realizada tão logo sejam de�nidos os e�uentes dos
processos. Algumas empresas também calculam os índices de segurança neste estágio, para
permitir uma comparação semiquantitativa dos índices do processo em desenvolvimento
dos processos existentes.
Quando os diagramas de tubulação e instrumentação estão estabelecidos e
os balanços de massa e energia detalhados é realizado um HazOp completo e os
procedimentos de emergência podem ser atualizados. As checagens de segurança são
geralmente concluídas nesta etapa e atualizadas e complementadas nos estágios seguintes.
Durante o projeto de detalhamento e de �procurement� as especi�cações dos fornecedores
33
34 CAPÍTULO 5. ANÁLISE DA SEGURANÇA DO PRODUTO E DO PROCESSO
de equipamentos e dos instrumentos se trnam disponíveis. Estas informações podem ser
utilizadas para a realização de uma análise mais quantitativa, como a estimativa de taxa
de falhas, para a determinação da necessidade de sistemas redundantes. Quando a planta
inciai a operação, qualquer alteração ou modi�cação realizada durante o comissionamento
ou em operação deve passar por rigorosa análise de risco.
Tabela 5.1: Evolução da análise de risco durante a implementação de um projeto.Estágio Informação disponível Técnica analítica
Pesquisa
conceitual
Química FISPQ's
FISPQ's Revisão geral de perigos
Projeto
conceitual
Diagrama de processo AMFE e HAZAN
Lista de equipamentos Análise de prevenção a poluição
Projeto de vasos de processo Procedimento operac. preliminar
Projeto de reatores Procedimento operac. preliminar
Projeto
preliminar
Diagramas de engenharia HazOp
Lógica de controle de processo Procedimentos de emergência
Metalurgia Índices de segurança
Balanços de massa e energia Checagens de segurança
Hidráulica resumo dos e�uentes
Áreas externas
Projeto de
detalhamento
Projeto mecânico Análise quantitativa de risco
Especi�cação de instrumentos Análise de arvore de falhas
Detalhamentos dos fornecedores
Planos esquemáticos (plot plans)
Projeto
construtivo
Isométrico das linhas HazOp do �como construído�
Especi�cações �como construído� Treinamento do operador
Operação da
planta
Registros de comissionamento Treinamento do operador
Registros de manutenção Alteração dos proced. operac.
Registros da manutenção Revisão dos procedimentos operac.
Nos Estados Unidos da América o padrão OSHA 29 CFR 1910.119 - Process
Safety Management of Highly Hazardous Chemicals requer que a análise de risco seja
realizada para qualquer processo que envolva mais do que 10000 lb(4535, 9 kg) de qualquer
gás ou líquido in�amável listado o anexo desta norma. Colaboradores de todos os níveis
hierárquicos devem ser envolvidos na análise de risco, e o resultados deve ser amplamente
divulgado e atualizado ao menos a cada 5 anos. Os colaboradores e os terceirizados devem
ser treinados em práticas de trabalho seguro e na identi�cação de perigos no processo.
Quando o produto �nal da unidade produtiva for um alimento, complemento
35
alimentar, cosmético, produto farmacêutico ou produto veterinário a análise de risco
deve considerar as regulamentações da agência de vigilância sanitária competente,
principalmente através das Boas Práticas de Fabricação (GMP - Good Manufacturing
Practice).

36 CAPÍTULO 5. ANÁLISE DA SEGURANÇA DO PRODUTO E DO PROCESSO
Capítulo 6
Análise de Modos de Falhas e Efeitos
A Análise de Modos de Falhas e Efeitos (ou FMEA - Failure Modes and E�ects
Analysis) é um método originalmente desenvolvido para processos de manufatura, focando
a determinação das importâncias relativas das falhas de diferentes componentes que
formam o produto �nal. Este método pode ser aplicado para a análise da segurança
de uma instalação química (norma OSHA 29 CFR 1910.119 ), assim como para o projeto
de produtos ou mesmo para a elaboração de um plano de negócios. O termo �falha� se
refere aos mecanismos, ou modos, pelo qual um componente presente no processo pode
falhar, seja por erro de operação ou por defeito do componente, enquanto o termo �efeito�
se refere ao estudo das consequências de uma �falha�.
Este método é de natureza semiquantitativa para a análise de risco. Durante
o desenvolvimento deste método são atribuídos valores numéricos para os diferentes
modos de falhas baseados na percepção qualitativa do efeito resultante desta falha. Os
cenários considerados são priorizadas segundo o grau de consequência, a probabilidade
de ocorrência e pela di�culdade em sua deteção. O propósito da FMEA é estimar as
consequências de uma falha e especi�car ações para eliminar ou reduzir estas falhas,
priorizando um ordenamento que leva em conta a severidade da falha, a probabilidade da
ocorrência desta falha e os mecanismos para deteção da causa da falha, resultando em
uma ordem crescente em relação a gravidade do cenário.
Diferentes grupos ou indivíduos não irão necessariamente chegar a mesma
conclusão, o que resulta na utilização deste método nos estágios iniciais do projeto como
um meio de levantar os problemas de segurança. No entanto, a análise pode ser aplicada
em estudos de controle de processos, antes e durante alterações ou modi�cações das
operações do processo, e de forma continuada durante toda a vida útil do produto ou
serviço. Métodos mais rigorosos, como o HAZOP e o HAZAN, devem ser aplicados
quando mais detalhes do processo estiverem disponíveis.
37
38 CAPÍTULO 6. ANÁLISE DE MODOS DE FALHAS E EFEITOS
6.1 Procedimento do FMEA
A FMEA deve ser conduzida por um grupo multidisciplinar como um exercício
de re�exão profunda. Quando aplicada para a análise da segurança de um processo deve
incluir especialistas em:
• Processos químicos;
• Equipamentos de processos;
• Controle de processos;
• Operação de processos;
• Análise de segurança;
• Projeto e desenvolvimento.
A análise FMEA é realizada através das seguintes etapas:
1. O grupo inicia pela revisão do processo e de�nição do conjunto de passos do processo
ou componentes-chave. Para a identi�cação dos pontos são consideradas perguntas
do tipo �qual o propósito deste sistema, processo ou serviço?� e �o que é esperado
que ele faça?�;
2. Para cada passo do processo ocorre uma re�exão sobre os modos de falha de operação
ou do equipamento, no qual o componente não funciona de acordo com o esperado;
3. Para cada modo de falha o grupo estuda as possíveis consequências desta falha,
podendo haver mais de uma consequência para cada condição anormal;
4. Para cada modo de falha e consequência o grupo relaciona cada uma das possíveis
causas que podem disparar o modo de falha considerado;
5. Para cada causa a equipe identi�ca o sistema instalado para prevenir a origem da
não conformidade ou alarmar o operador, em tempo hábil, para a tomada de ações
corretivas. Nesta etapa é muito importante que a equipe de trabalho considere a
con�guração existente, não devendo assumir que algo será adicionado no futuro para
corrigir algum dos problemas identi�cados;
6. Uma vez que a re�exão sobre o processo esteja �nalizada (usualmente após várias
reuniões), a equipe revisa a lista de consequências e atribui a cada uma delas um
número de severidade, SEV. A severidade é a medida do impacto da consequência.
Podem ser adotadas diferentes escalas para a classi�cação da severidade;
6.2. ESCALA DE ORDENAMENTO DO FMEA 39
7. A equipe atribui então um número para a probabilidade de ocorrência, OCC, para
cada uma das causas. O número de ocorrência é a medida tanto da probabilidade
quanto da frequência de que ocorra uma causa;
8. Para cada um dos métodos ou sistemas de controle existentes a equipe atribui um
número de deteção, DET, que ordena a probabilidade de que o sistema existente
previna a ocorrência da causa, ou modo de falha, ou detete a causa e alarme o
operador para a tomada da ação corretiva antes de ocorrer a falha;
9. Os três termos SEV, OCC e DET são multiplicados juntos para fornecer um número
total para a probabilidade de risco (RPN );
10. Com base no RPN a equipe classi�ca as ações a serem tomadas para cada item do
FMEA. Itens com RPN baixo podem não demandar ações, enquanto itens com RPN
alto podem requerer intervenção imediata para mudanças no projeto do processo
e/ou na instrumentação de controle;
11. Adicionalmente pode ser determinado o número de criticidade (RCR) através do
produtos dos valores dos parâmetros SEV eOCC. Este número de criticidade fornece
um guia para classi�car a ordem para correção das falhas em potencial.
A FMEA deve estar associada a uma determinada revisão de projeto. Toda vez
que ocorrer uma nova revisão o processo de ser atualizado.
6.2 Escala de ordenamento do FMEA
Os números atribuídos aos parâmetros SEV, OCC e DET são apenas indicações
qualitativas da probabilidade ou impacto. Por causa desta característica, e para reduzir o
tempo despendido para classi�cação de itens duvidosos (como identi�car uma severidade
como 4 ou 5), os participantes mais experientes utilizam a escala 1, 4, 7 ou 10 para
aumentar a granularidade de cada resposta. É muito importante que a equipe de trabalho
concorde com o signi�cado de cada ordenamento no contexto de cada parâmetro do FMEA
antes do andamento do estudo.
Cabe destacar que o parâmetro DET é inverso ao parâmetro OCC. Um alto valor
de DET corresponde a uma pequena probabilidade de deteção, enquanto um alto valor de
OCC corresponde a uma alta probabilidade de ocorrência. Quando não houver consenso
na quanti�cação de um determinado item deve ser adotado o valor mais conservador
(maior número).

40 CAPÍTULO 6. ANÁLISE DE MODOS DE FALHAS E EFEITOS
6.3 Interpretação dos pontos do FMEA
Uma vez calculados os valores de RPN a lista deve ser classi�cada em
ordem decrescente e analisada em relação a possíveis inconsistências. A ferramenta é
essencialmente qualitativa, e permite u peso numérico em função da indicação de risco
relativo a cada modo de falha diferente.
Cada item da lista deve ser revisto para determinação das ações a serem adotadas.
Se a escala 1, 4, 7 e 10 tiver sido adotada os itens com pontuação acima de 100 devem
ser submetidos a mudanças de projeto ou de condição operacional. Isto garante que um
item com peso 7 ou 10 seja priorizado na tomada de ações, a menos que tenha recebido
peso 1 no terceiro parâmetro.
Como o FMEA é um método semiqualitativo o número de itens identi�cados
não pode ser utilizado para comparação direta entre processos distintos. No entanto, a
identi�cação de um pequeno número de itens, tipicamente abaixo de 50, geralmente é um
indicativo de uma análise incompleta ao invés de indicar um processo seguro.
6.4 Ferramentas para a FMEA
O FMEA pode ser facilmente conduzido com o uso de planilhas de cálculo. Existe
um modelo de planilha disponível no site http://books.elsevier.com/companions.
Capítulo 7
Índice de Segurança
41

42 CAPÍTULO 7. ÍNDICE DE SEGURANÇA

Capítulo 8
Estudo de Perigo e Operabilidade
O Estudo de Perigo e Operabilidade, conhecido como HazOp 1, é um
procedimento sistemático para o exame crítico de possíveis desvios (anomalias) na
operabilidade de um processo. Este estudo pode ser aplicado a um processo em fase
de projeto ou para o aprimoramento de uma instalação já existente.
O estudo HazOp consiste na realização de uma revisão do projeto, ou de
uma planta em operação, a �m de identi�car os perigos potenciais e/ou problemas de
operabilidade que podem surgir devido aos desvios das condições ideais consideradas
no projeto. Esta técnica foi desenvolvida para a área petroquímica e atualmente é
amplamente empregada nas indústrias químicas, de processos e correlatas. Juntamente
com a técnica de Análise Preliminar de Perigo (APP) faz parte dos procedimentos de
Análise de Risco 2.
O HazOp deve ser realizado segundo um procedimento rigoroso, por meio de uma
série de reuniões, durante as quais uma equipe multidisciplinar discute metodicamente
o projeto da instalação. O líder da equipe orienta o grupo através de um conjunto de
palavras-guias que focalizam os desvios dos parâmetros estabelecidos para o processo
ou operação em análise. Esta ferramenta pode ser empregada para um mapeamento
preliminar do projeto ainda na fase de diagrama de processo, ou para um estudo detalhado
nas etapas posteriores, quando uma descrição completa, com os respectivos desenhos de
detalhamento e de Tubulação e Instrumentação e Tubulação, e as folhas de especi�cações
dos equipamentos, estão disponíveis. Um estudo HazOp do processo tal qual construído
(as built) pode ser conduzido logo após a construção da instalação e imediatamente antes
do comissionamento e partida desta.
1Do inglês Hazard and Operability Study2Estudo quantitativo de riscos numa instalação industrial, baseado em técnicas de identi�cação de
perigos, estimativa de frequências e consequências das ocorrências anormais, análise de vulnerabilidade e
estimativa do risco.
43
44 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE
8.1 Princípios Básicos
O estudo formal do HazOp requer o estudo sistemático dos diagramas do projeto
para identi�cação dos pontos de estudo (nós), constituídos por vasos, bombas, reatores,
trocadores de calor, entre outros equipamentos e/ou acessórios. A equipe deve começar
o estudo pelo início das correntes de processo, prosseguindo a análise no sentido de seu
�uxo natural, aplicando as palavras-guias em cada nó estudado, possibilitando assim a
identi�cação dos possíveis desvios, ou condições anormais, e suas respectivas situações de
perigo.
A equipe deve identi�car as causas de cada desvio e, caso surja uma consequência
de interesse, avaliar os sistemas de proteção eventualmente existentes para determinar se
os mesmos são su�cientes são su�cientes para minimizar as possíveis consequências . A
técnica é repetida até que cada seção do processo ou equipamento de interesse tenham
sido analisados.
As sete palavras-guias comumente recomendadas para os estudos HazOp são
apresentadas na Tabela 8.1. Além destas palavras-guias os seguintes termos são utilizados
em casos especí�cos e tem o signi�cado preciso apresentado aqui:
Intenção: A intenção de�ne como uma parte especí�ca do processo foi projetada para
operar;
Desvios: São os desvios correspondentes as palavras-guias nas condições ideais, desvios
estes estudados pela análise da documentação do processo;
Causas: Razões de como e quanto os desvios podem ocorrer. Apenas os desvios de causas
realísticas são tratados como signi�cativos;
Consequências: São os efeitos, ou resultados, que seguem a ocorrência de um desvio
signi�cativo; e
Perigos: Consequências que podem causar dano, perda ou lesão.
Para ilustrar a aplicação da técnica pode-se considerar um vaporizador de cloro,
que fornece cloro gasoso a 2 atm de pressão para uma reação de cloração (Figura 8.1).
O vaporizador é aquecido através da condensação de vapor d'água. Considere a linha de
fornecimento de vapor e os instrumentos de controle associados a esta linha. A condição
ideal de projeto prevê que o vapor seja fornecido com uma pressão e uma vazão su�cientes
para atender a demanda de cloro gasoso.
A seguir são exempli�cadas as aplicações das palavras-guias no estudo HazOP
deste vaporizador:
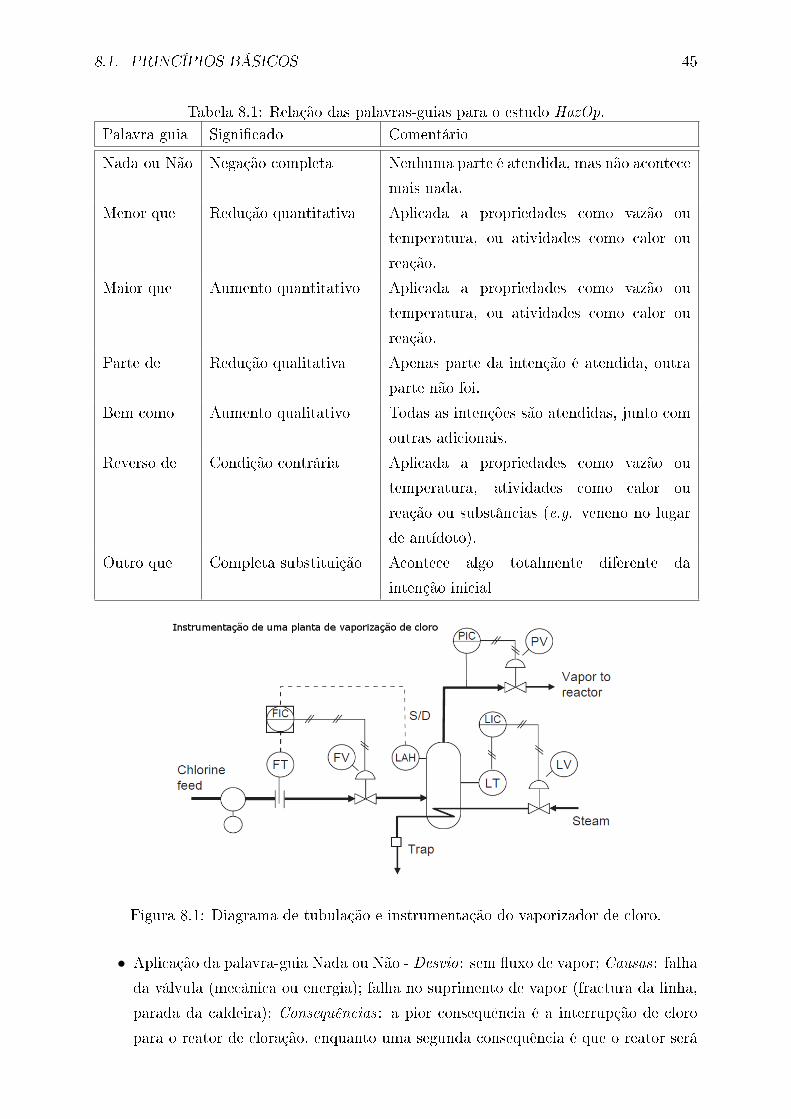
8.1. PRINCÍPIOS BÁSICOS 45
Tabela 8.1: Relação das palavras-guias para o estudo HazOp.Palavra-guia Signi�cado Comentário
Nada ou Não Negação completa Nenhuma parte é atendida, mas não acontece
mais nada.
Menor que Redução quantitativa Aplicada a propriedades como vazão ou
temperatura, ou atividades como calor ou
reação.
Maior que Aumento quantitativo Aplicada a propriedades como vazão ou
temperatura, ou atividades como calor ou
reação.
Parte de Redução qualitativa Apenas parte da intenção é atendida, outra
parte não foi.
Bem como Aumento qualitativo Todas as intenções são atendidas, junto com
outras adicionais.
Reverso de Condição contrária Aplicada a propriedades como vazão ou
temperatura, atividades como calor ou
reação ou substâncias (e.g. veneno no lugar
de antídoto).
Outro que Completa substituição Acontece algo totalmente diferente da
intenção inicial
Figura 8.1: Diagrama de tubulação e instrumentação do vaporizador de cloro.
• Aplicação da palavra-guia Nada ou Não - Desvio: sem �uxo de vapor; Causas : falha
da válvula (mecânica ou energia); falha no suprimento de vapor (fractura da linha,
parada da caldeira); Consequências : a pior consequência é a interrupção de cloro
para o reator de cloração, enquanto uma segunda consequência é que o reator será
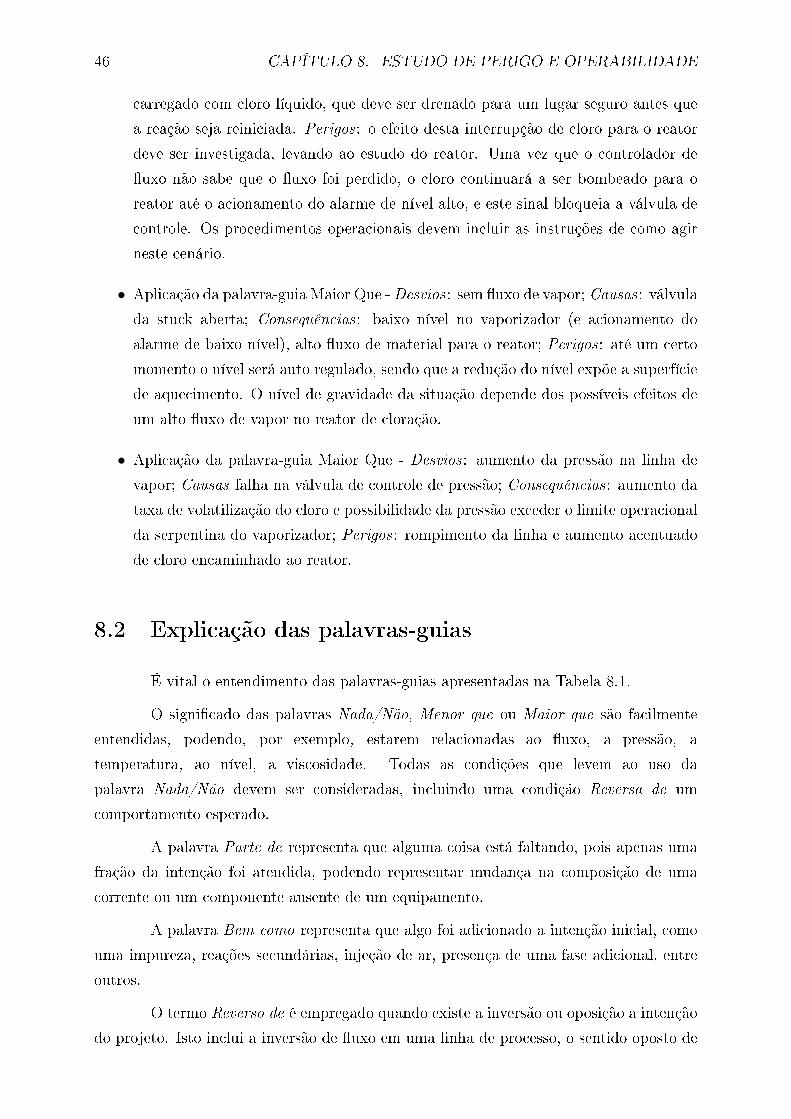
46 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE
carregado com cloro líquido, que deve ser drenado para um lugar seguro antes que
a reação seja reiniciada. Perigos : o efeito desta interrupção de cloro para o reator
deve ser investigada, levando ao estudo do reator. Uma vez que o controlador de
�uxo não sabe que o �uxo foi perdido, o cloro continuará a ser bombeado para o
reator até o acionamento do alarme de nível alto, e este sinal bloqueia a válvula de
controle. Os procedimentos operacionais devem incluir as instruções de como agir
neste cenário.
• Aplicação da palavra-guia Maior Que -Desvios : sem �uxo de vapor; Causas : válvula
da stuck aberta; Consequências : baixo nível no vaporizador (e acionamento do
alarme de baixo nível), alto �uxo de material para o reator; Perigos : até um certo
momento o nível será auto regulado, sendo que a redução do nível expõe a superfície
de aquecimento. O nível de gravidade da situação depende dos possíveis efeitos de
um alto �uxo de vapor no reator de cloração.
• Aplicação da palavra-guia Maior Que - Desvios : aumento da pressão na linha de
vapor; Causas falha na válvula de controle de pressão; Consequências : aumento da
taxa de volatilização do cloro e possibilidade da pressão exceder o limite operacional
da serpentina do vaporizador; Perigos : rompimento da linha e aumento acentuado
de cloro encaminhado ao reator.
8.2 Explicação das palavras-guias
É vital o entendimento das palavras-guias apresentadas na Tabela 8.1.
O signi�cado das palavras Nada/Não, Menor que ou Maior que são facilmente
entendidas, podendo, por exemplo, estarem relacionadas ao �uxo, a pressão, a
temperatura, ao nível, a viscosidade. Todas as condições que levem ao uso da
palavra Nada/Não devem ser consideradas, incluindo uma condição Reversa de um
comportamento esperado.
A palavra Parte de representa que alguma coisa está faltando, pois apenas uma
fração da intenção foi atendida, podendo representar mudança na composição de uma
corrente ou um componente ausente de um equipamento.
A palavra Bem como representa que algo foi adicionado a intenção inicial, como
uma impureza, reações secundárias, injeção de ar, presença de uma fase adicional, entre
outros.
O termo Reverso de é empregado quando existe a inversão ou oposição a intenção
do projeto. Isto inclui a inversão de �uxo em uma linha de processo, o sentido oposto de

8.3. PROCEDIMENTO 47
um mecanismo reacional, transferência de calor em oposição a condição de projeto, etc.
Uma palavra importante e muito empregada nos estudos de HazOp, o termo
Outro que é de de�nição mais vaga, envolvendo todas as situações diferentes da condição
esperada, como a partida, a parada, a manutenção, a regeneração de catalisadores, carga
de vasos de processo, entre outras.
Quando o tempo é o parâmetro estudado as palavras Antes que e Depois de
também podem ser utilizadas.
8.3 Procedimento
O estudo da operabilidade deve ser conduzido por uma equipe de pro�ssionais
experientes que possuam conhecimentos e níveis hierárquicos complementares, liberador
por um pro�ssional experiente no desenvolvimento de HazOp. O time deve incluir um
conjunto de especialistas em:
• Processos químicos;
• Equipamentos de processos;
• Controle de processos;
• Operação de processos;
• Análise de segurança;
• Projeto e desenvolvimento.
O time examina o �uxograma do processo equipamento por equipamento, e linha
por linha, identi�cando qualquer perigo associado as palavras-guias. As informações
requeridas para o estudo dependem do nível de detalhamento investigado.
Um estudo preliminar pode ser conduzido a partir da descrição do processo
e do respectivo �uxograma. Para um estudo detalhado do projeto são necessários
os �uxogramas, o diagrama de instrumentação e tubulação, as especi�cações de
equipamentos e os desenhos de montagem. Para um processo que opera em batelada
também são necessários os descritivos operacionais contendo a sequência de operações, os
diagramas lógicos e as cartas de �uxo/controle.
A sequência típica dos eventos está ilustrada na Figura 8.2. Depois que cada
linha de processo é estudada e mesma é marcada como veri�cada.
48 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE
O registro escrito não é realizado para todos os pontos analisados, mas apenas
para aqueles que apresentem perigo operacional. Se possível, a sugestão para eliminação
do perigo é realizada pela própria equipe de trabalho, caso contrário, seja devido a
complexidade e/ou ao tempo necessário, o assunto será anotado para ação futura, cuja
proposta deverá ser entregue até a próxima reunião do grupo.
Figura 8.2: Sequência de desenvolvimento do HazOp.
Quando o estudo de operabilidade é empregado como exame minucioso de um
processo, a ação a ser adotada para tratar de um risco potencial normalmente envolverá
alterações nos instrumentos e na lógica de controle: inclusão de alarmes adicionais,
intertravamentos e desligamentos de segurança. Se for identi�cado um risco crítico podem
ser necessárias alterações mais signi�cativas no processo: materiais, equipamentos ou rotas
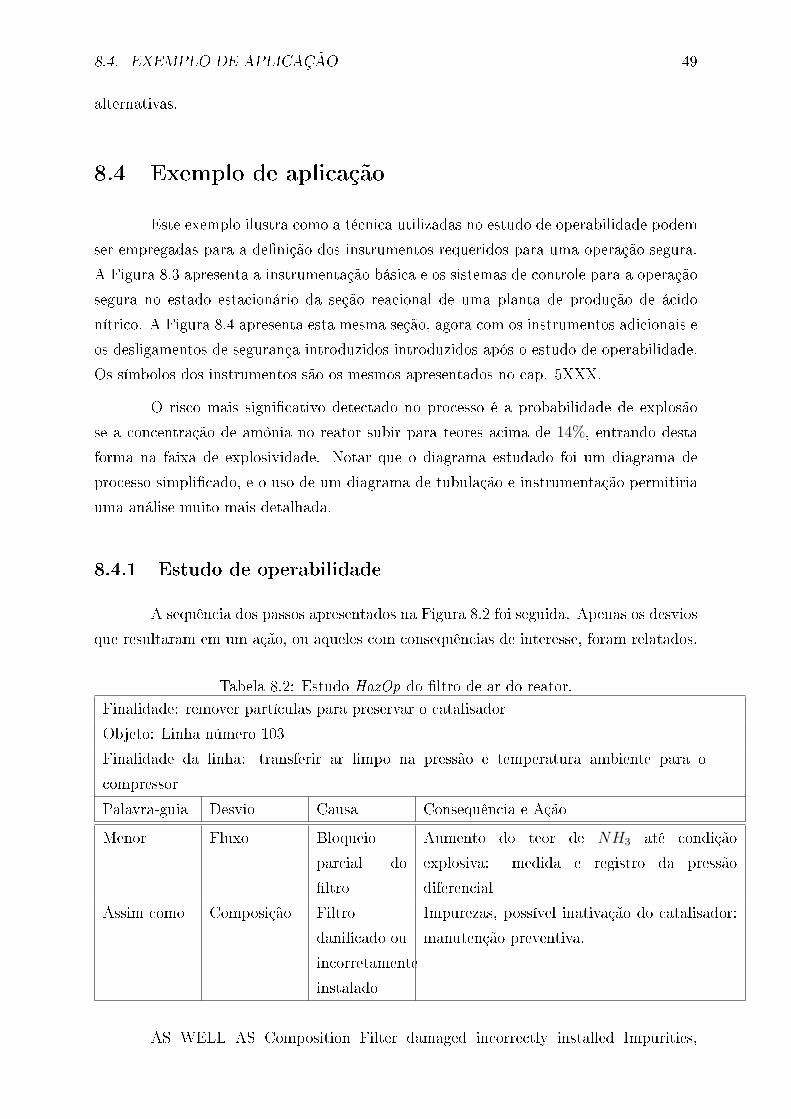
8.4. EXEMPLO DE APLICAÇÃO 49
alternativas.
8.4 Exemplo de aplicação
Este exemplo ilustra como a técnica utilizadas no estudo de operabilidade podem
ser empregadas para a de�nição dos instrumentos requeridos para uma operação segura.
A Figura 8.3 apresenta a instrumentação básica e os sistemas de controle para a operação
segura no estado estacionário da seção reacional de uma planta de produção de ácido
nítrico. A Figura 8.4 apresenta esta mesma seção, agora com os instrumentos adicionais e
os desligamentos de segurança introduzidos introduzidos após o estudo de operabilidade.
Os símbolos dos instrumentos são os mesmos apresentados no cap. 5XXX.
O risco mais signi�cativo detectado no processo é a probabilidade de explosão
se a concentração de amônia no reator subir para teores acima de 14%, entrando desta
forma na faixa de explosividade. Notar que o diagrama estudado foi um diagrama de
processo simpli�cado, e o uso de um diagrama de tubulação e instrumentação permitiria
uma análise muito mais detalhada.
8.4.1 Estudo de operabilidade
A sequência dos passos apresentados na Figura 8.2 foi seguida. Apenas os desvios
que resultaram em um ação, ou aqueles com consequências de interesse, foram relatados.
Tabela 8.2: Estudo HazOp do �ltro de ar do reator.Finalidade: remover partículas para preservar o catalisador
Objeto: Linha número 103
Finalidade da linha: transferir ar limpo na pressão e temperatura ambiente para o
compressor
Palavra-guia Desvio Causa Consequência e Ação
Menor Fluxo Bloqueio
parcial do
�ltro
Aumento do teor de NH3 até condição
explosiva: medida e registro da pressão
diferencial
Assim como Composição Filtro
dani�cado ou
incorretamente
instalado
Impurezas, possível inativação do catalisador:
manutenção preventiva.
AS WELL AS Composition Filter damaged incorrectly installed Impurities,
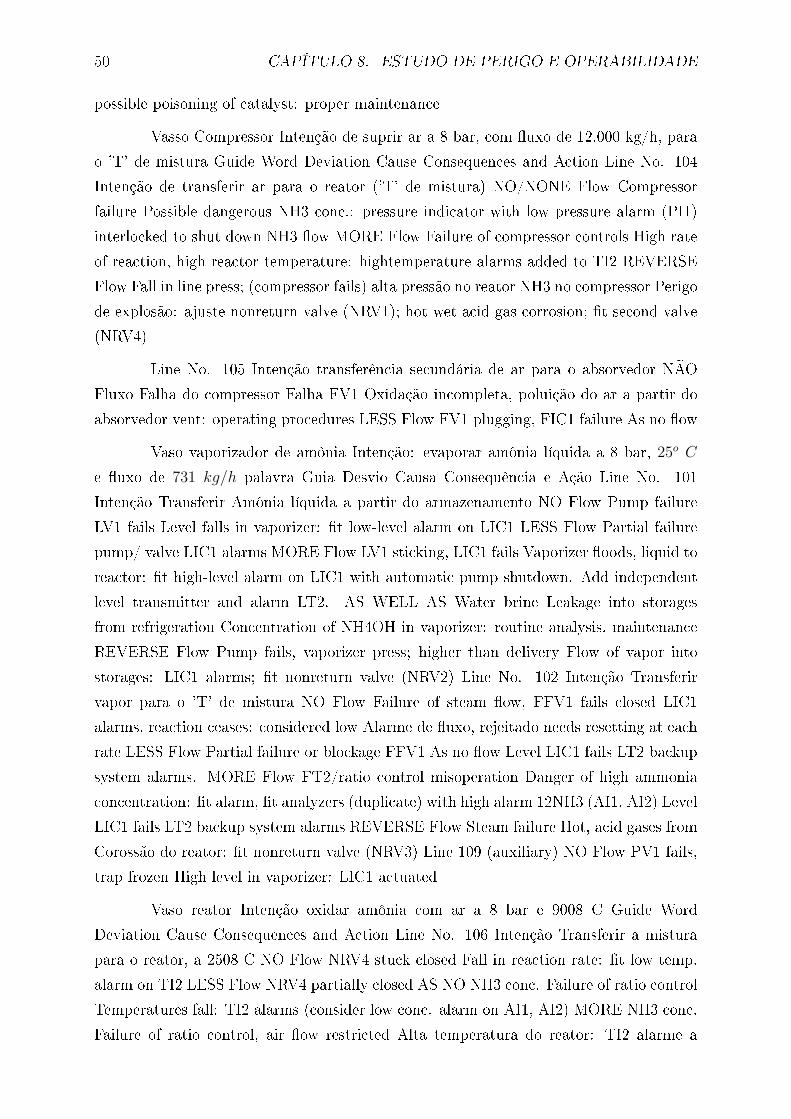
50 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE
possible poisoning of catalyst: proper maintenance
Vasso Compressor Intenção de suprir ar a 8 bar, com �uxo de 12.000 kg/h, para
o 'T' de mistura Guide Word Deviation Cause Consequences and Action Line No. 104
Intenção de transferir ar para o reator ('T' de mistura) NO/NONE Flow Compressor
failure Possible dangerous NH3 conc.: pressure indicator with low pressure alarm (PI1)
interlocked to shut down NH3 �ow MORE Flow Failure of compressor controls High rate
of reaction, high reactor temperature: hightemperature alarms added to TI2 REVERSE
Flow Fall in line press; (compressor fails) alta pressão no reator NH3 no compressor Perigo
de explosão: ajuste nonreturn valve (NRV1); hot wet acid gas-corrosion; �t second valve
(NRV4)
Line No. 105 Intenção transferência secundária de ar para o absorvedor NÃO
Fluxo Falha do compressor Falha FV1 Oxidação incompleta, poluição do ar a partir do
absorvedor vent: operating procedures LESS Flow FV1 plugging, FIC1 failure As no �ow
Vaso vaporizador de amônia Intenção: evaporar amônia líquida a 8 bar, 25o C
e �uxo de 731 kg/h palavra Guia Desvio Causa Consequência e Ação Line No. 101
Intenção Transferir Amônia líquida a partir do armazenamento NO Flow Pump failure
LV1 fails Level falls in vaporizer: �t low-level alarm on LIC1 LESS Flow Partial failure
pump/ valve LIC1 alarms MORE Flow LV1 sticking, LIC1 fails Vaporizer �oods, liquid to
reactor: �t high-level alarm on LIC1 with automatic pump shutdown. Add independent
level transmitter and alarm LT2. AS WELL AS Water brine Leakage into storages
from refrigeration Concentration of NH4OH in vaporizer: routine analysis, maintenance
REVERSE Flow Pump fails, vaporizer press; higher than delivery Flow of vapor into
storages: LIC1 alarms; �t nonreturn valve (NRV2) Line No. 102 Intenção Transferir
vapor para o 'T' de mistura NO Flow Failure of steam �ow, FFV1 fails closed LIC1
alarms, reaction ceases: considered low Alarme de �uxo, rejeitado needs resetting at each
rate LESS Flow Partial failure or blockage FFV1 As no �ow Level LIC1 fails LT2 backup
system alarms. MORE Flow FT2/ratio control misoperation Danger of high ammonia
concentration: �t alarm, �t analyzers (duplicate) with high alarm 12NH3 (AI1, AI2) Level
LIC1 fails LT2 backup system alarms REVERSE Flow Steam failure Hot, acid gases from
Corossão do reator: �t nonreturn valve (NRV3) Line 109 (auxiliary) NO Flow PV1 fails,
trap frozen High level in vaporizer: LIC1 actuated
Vaso reator Intenção oxidar amônia com ar a 8 bar e 9008 C Guide Word
Deviation Cause Consequences and Action Line No. 106 Intenção Transferir a mistura
para o reator, a 2508 C NO Flow NRV4 stuck closed Fall in reaction rate: �t low temp.
alarm on TI2 LESS Flow NRV4 partially closed AS NO NH3 conc. Failure of ratio control
Temperatures fall: TI2 alarms (consider low conc. alarm on AI1, AI2) MORE NH3 conc.
Failure of ratio control, air �ow restricted Alta temperatura do reator: TI2 alarme a

8.4. EXEMPLO DE APLICAÇÃO 51
14 % da explosividade mixture enters reactor Potencial para desastre: include automatic
shutdown bypass atuada pela AI1 e AI2 SV2 closes, SV3 opens Flow Control systems
failure High reactor temp.: TI2 alarms Line No. 107 Intenção transferir os produtos do
reator para a caldeira de aquecimento de resíduo AS WELL AS Composition Refractory
particles from reactor Possible plugging of boiler tubes: install �lter upstream of boiler
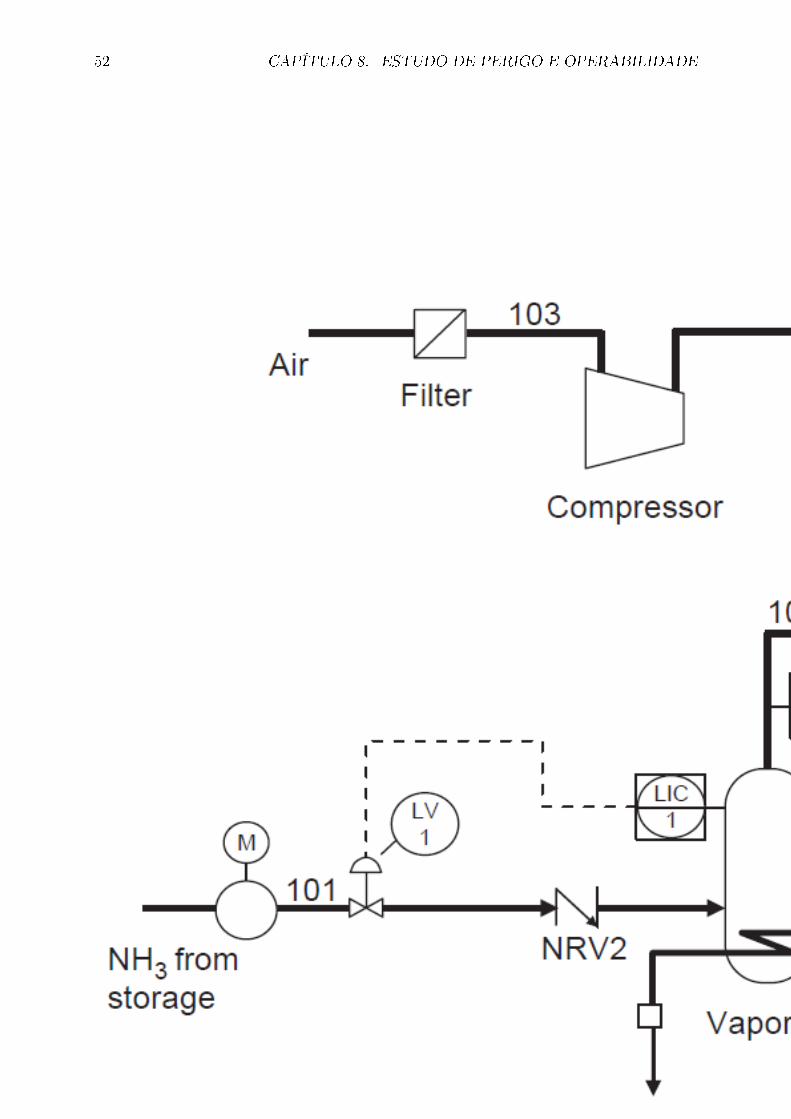
52 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE
Figura 8.3: Seção do reator da planta de ácido nítrico antes do HAZOP.

8.4. EXEMPLO DE APLICAÇÃO 53
Figura 8.4: Seção do reator da planta de ácido nítrico após o HAZOP.

54 CAPÍTULO 8. ESTUDO DE PERIGO E OPERABILIDADE

Capítulo 9
Análise Quantitativa de Risco
55

56 CAPÍTULO 9. ANÁLISE QUANTITATIVA DE RISCO
Capítulo 10
Veri�cações de Segurança
57

58 CAPÍTULO 10. VERIFICAÇÕES DE SEGURANÇA
REFERENCES
59

60 CAPÍTULO 10. VERIFICAÇÕES DE SEGURANÇA

Capítulo 11
Problemas
61