Embed Size (px)
Citation preview
VTŠ SUBOTICA - 2011/2012
SEMINARSKI RAD IZ PREDMETA
PROIZVODNE TEHNOLOGIJE 1
1

StruganjePolazni materijal:
− svi metali u obliku šipke ili kao odsečeni komadi: vratila, osovine, vijci, elementi za vezu.
Opis procesa:− predmet stegnut u glavno vreteno struga vrši glavno obrtno kretanje.
Alat,postavljan na nosač alata,vrši pomoćno kretanje uzdužnim ili poprečnim pomeranjem (ili istovremenim pomeranjem, kod obrade konusa ili profila) po predmetu;
− vrste strugova:− klasičan univerzalni strug,− klasičan produkcioni (paralelni, doradni) strug,− revolverski strug,− kopirni strug,− CNC strug,− jednovreteni automatski strug (rade iz šipke kao polaznog materijala),− viševreteni automatski strug (češće rade iz šipke kao polaznog materijala),− karusel strug.
Primena:− obrada na obrtnim predmetima: spoljašnjih i unutrašnjih obrtnih površina,
bušenje,proširivanje i razvrtanje u osi obrtanja;− može se vršiti i obrada obrtnih spoljašnjih i unutrašnjih površina na prizmatičnim
predmetima uz stezanje na tzv. plan ploču.
Konstrukcione karakteristike dobijenog predmeta:− oblici ograničeni na osnosimetrične predmete,− dimenzije obrade: od Ø0,5- Ø1000 mm (za univerzalne i CNC strugove), do Ø
2000mm (za karusel strugove) i do Ø 80 mm (za automatske strugove),− kvalitet površine: dobar do odličan, srednja površinska hrapavost: 0,2-25µm Ra,− ostvarene tolerancije mera: od ±0,01 mm do ±0,1 mm, zavisno od dimenzija
predmeta.
Strugovi
Strugovi su predviđeni za obradu spoljašnjih, unutrašnjih ičeonih obrtnih površina na obrtnim predmetima, strugarskim noževima. Dalje, na strugovima se mogu izrađivati spoljašnji i unutrašnji navoji noževima za navoj, ureznicima i nareznicama i specijalnim reznim glavama. Takođe se mogu izrađivati i obrađivati rupe i otvori (ali samo u osi obrtnog predmeta) zavojnim burgijama, proširivačima i razvrtačima.
Univerzalni i produkcioni strugovi Univerzalni strugovi su predviđeni za pojedinačnu i maloserijsku proizvodnju predmeta različite složenosti. Na njima se mogu obrađivati sve obrtne površine, uključujući i navoj.
2

Slika 2-Univerzalni strug
Osnovu mašine čine dve noge postolja (2 i 3) i krevet (1). Glavno obrtno kretanje izvodi glavno vreteno tako što pogon dobija od pogonskog elektromotora preko prenosnika(zupčastog) za glavno kretanje (4). Mašina može da ostvari različite brojeve obrtaja, a željeni broj obrtaja se bira pomoću upravljačkih ručica.Pomoćno pravolinijsko kretanje, uzdužno ili poprečno, ostvaruje nosač alata (7) pogonom sa glavnog vretena preko prenosnika za pomoćno kretanje (11). Mogu se ostvariti različite brzine pomoćnog kretanja, a željena brzina se takođe bira pomoću upravljačkih ručica.U glavno vreteno se postavlja stezna glava (5) ili se u konus glavnog vretena postavljašiljak. Predmet se postavlja ili u steznu glavu ili između šiljaka - šiljka u glavnom vretenu I šiljka na nosaču zadnjeg šiljka (6). Alat se postavlja u nosač alata.Vodeće tj. zavojno vreteno (10) se koristi pri izradi navoja, tj. kada je potreban tačan pomak po jednom obrtaju vretena (pomak mora da bude jednak koraku navoja). Vučno vreteno (9) se koristi za sve ostale obrade na strugu. Pretvaranje obrtnog kretanja vučnog vretena u pravolinijsko kretanje nosača alata obavlja se preko puža smeštenog na klizač(8) i pužne letve.
Na univerzalnim strugovima se mogu obrađivati i spoljašnje i unutrašnje konusne površine i obrtne površine na neobrtnim predmetima- na prizmatičnim i kutijastim predmetima. U tom slučaju je poseban problem stezanja predmeta i to se obavlja tako što se umesto klasične stezne glave koriste tzv. stezne ili plan ploče.
Za univerzalni strug postoje još i razni dodaci od kojih su najčešći lineta, strugarsko srce i kandžasti okretač.Lineta služi za podupiranje radnog predmeta najčešće pri unutrašnjoj obradi,uobičajene izvedbe linete su sa osloncima bez ležaja i sa ležajevima. Lineta sa ležajevima na kraju krakova se koristi pretežno za radne predmete na kojima je već urađena završna obrada, da se ne bi oštetili prilikom dalje obrade.Strugarsko srce služi za prihvatanje dugih radnih predmeta sa relativno malim prečnikom, strugarsko srce se postavlja na radni predmet, a pogon dobija preko klina koji je montiran na glavno vreteno umesto stezne glave.Kandžasti okretač služi za obradu radnog predmeta po celoj dužini, postavlja se na glavno vreteno umesto stezne glave, sastoji se od klina za centriranje i dve ili više kandži za okretanje radnog predmeta. Preko kandži je odezbeđen obrtni moment trenjem pri ulazku u materijal.
3

Svi pomoćni zahvati na univerzalnom strugu se izvode ručno (postavljanje i skidanje predmeta, primicanje i odmicanje alata, promena alata, promena režima obrade itd.) tako da je ukupno pomoćno vreme operacije najduže u poređenju sa drugim strugovima.Za obradu obrtnih predmeta sa više stepenastih površina ili složenom krivolinijskom konturom, na univerzalni strug se postavlja kopirni uređaj koji može da radi na mehaničkom ili hidrokopirnom principu. Postoje i specijalni tzv. kopirni strugovi, kao posebni strugovi,namenjeni za serijsku proizvodnju.Strug bez vodećeg vretena, samo sa vučnim vretenom, naziva se produkcionim (ili paralelnim ili doradnim) strugom. Na njemu se ne mogu izrađivati navoji.
Revolver strugovi Revolver strugovi su prvenstveno namenjeni za serijsku proizvodnju složenijih obrtnih predmeta, kod kojih se zahteva obrada sa većim brojem alata: noževima, burgijama,proširivačima, razvrtačima, ureznicima itd.Revolver strugovi se izvode sa horizontalnom ili vertikalnom revolver glavom (slika 7.8).Revolver strugovi sa horizontalnom revolver glavom imaju i poseban nosačalata za poprečnu obradu i odsecanje. Kod strugova sa vertikalnom revolver glavom, revolver glava može da bude postavljana uzdužno ili poprečno.Osnovna karakteristika revolver struga je da kao nosač alata ima revolver glavu (sa 6, 8, 10,12, 16 mesta) u koju se postavljaju svi potrebni alati za određenu operaciju. Za svaki zahvat obrade dovodi se potreban alat okretanjem revolver glave.Jedna vrsta revolver strugova je namenjena da radi komadne predmete, druga vrsta revolver strugova je namenjena da radi predmete iz šipke.Revolver strugovi u odnosu na univerzalne strugove imaju prednost u primeni većeg broja alata u jednoj operaciji i u manjem pomoćnom vremenu operacije jer se velik broj pomoćnih zahvata ne izvodi ručno većje automatizovan. Takođe, na revolver strugovima se često i osnovno vreme skraćuje korišćenjem istovremene obrade sa više alata. Međutim, revolver strugovi zahtevaju duže pripremno vreme od univerzalnih strugova.
Slika 3 - Različite vrste revolver glava: a - horizontalna revolver glava, b - vertikalna uzdužna revolver glava, c - vertikalna poprečna revolver glava
4

Numerički upravljani strugovi (CNC strugovi)
Numerički upravljani strugovi (CNC strugovi) su strugovi kod kojih se upravljanje svim kretanjima vrši pomoću posebne upravljačke jedinice. Svako kretanje (glavno kretanje -obrtanje glavnog vretena i pomoćna kretanja - pravolinijsko uzdužno i poprečno kretanje nosača alata) ima svoj poseban pogon jednosmernim motorom koji naredbe dobija od upravljačke jedinice. Numerički upravljani strugovi se po pravilu izvode sa revolver glavom, a dovođenje pojedinih alata tj. okretanje revolver glave se takođe izvodi naredbama od upravljačke jedinice.Strug radi tako što se u upravljačku jedinicu unese program po kojem se operacija izvodi.Programira se kretanje vrha svakog od alata pri pojedinim zahvatima obrade, kao i ostali elementi potrebni za izvršenje operacije (koji alat radi, sa kojim režimom itd.).Numerički upravljani strugovi imaju najveće mogućnosti u pogledu složenosti operacije(rade sve što i univerzalni strugovi), po pravilu se prave sa visokom tačnošću i imaju najkraća pomoćna vremena jer se izvode potpuno automatizovano. Pripremno vreme je jednako ili samo nešto duže od vremena kod univerzalnog struga.
Kopirni strugovi
Kopirni strugovi se koriste za obradu spoljašnjih ili unutrašnjih obrtnih površina i to u slučajevima kada ima više površina (cilindričnih,koničnih ili sfernih) koje se nastavljaju jedna na drugu I čine složenu konturu. Tipičan primer primene kopirnih strugova su predmeti tipa osovine sa puno stepenastih površina.
Karusel strugovi
Karusel strugovi se koriste za obradu teških obrtnih predmeta velikih prečnika i relativno male dužine. Horizontalna površina okruglog stola, na koji se postavlja predmet, značajno olakšava stezanje i skidanje predmeta. Takođe, glavno vreteno je oslobođeno naprezanja na savijanje usled težine predmeta (što bi bio slučaj kod horizontalnog položaja), tako da je moguće ostvariti veće tačnosti obrade. Karusel strugovi se izvode sa različitim dimenzijama prihvatanja predmeta i idu i do prečnika preko 1600 mm, pačak i do 16 m.
Rendisanje
Polazni materijal:− prethodno obrađivani predmeti prizmatičnog oblika.
Opis procesa:− alat, stegnut u nosač alata rendisaljke, vrši glavno pravolinijsko kretanje
dvostrukim hodovima duž predmeta; pomoćno kretanje vrši najčešće predmet postavljen na sto rendisaljke pomeranjem posle svakog dvostrukog hoda alata;
Vrste rendisaljki:− kratkohoda rendisaljka,
5

− dugohoda rendisaljka,− vertikalna rendisaljka (dubilica).
Primena:− obrada ravnih površina, kanala, žljebova itd. na prizmatičnim predmetima;
primer: klizne staze na postoljima mašina alatki.
Rendisaljke
Rendisaljke se koriste prvenstveno za obradu ravnih površina i to horizontalnih vertikalnih i kosih. Međutim, zbog ostvarenja visoke tačnosti po dužini ipak se često koriste za obradu kanala, kliznih staza i slično.Postoje sledeće vrste rendisaljki:
− kratkohode (horizontalne) rendisaljke,− vertikalne rendisaljke (dubilice) i− dugohode rendisaljke.
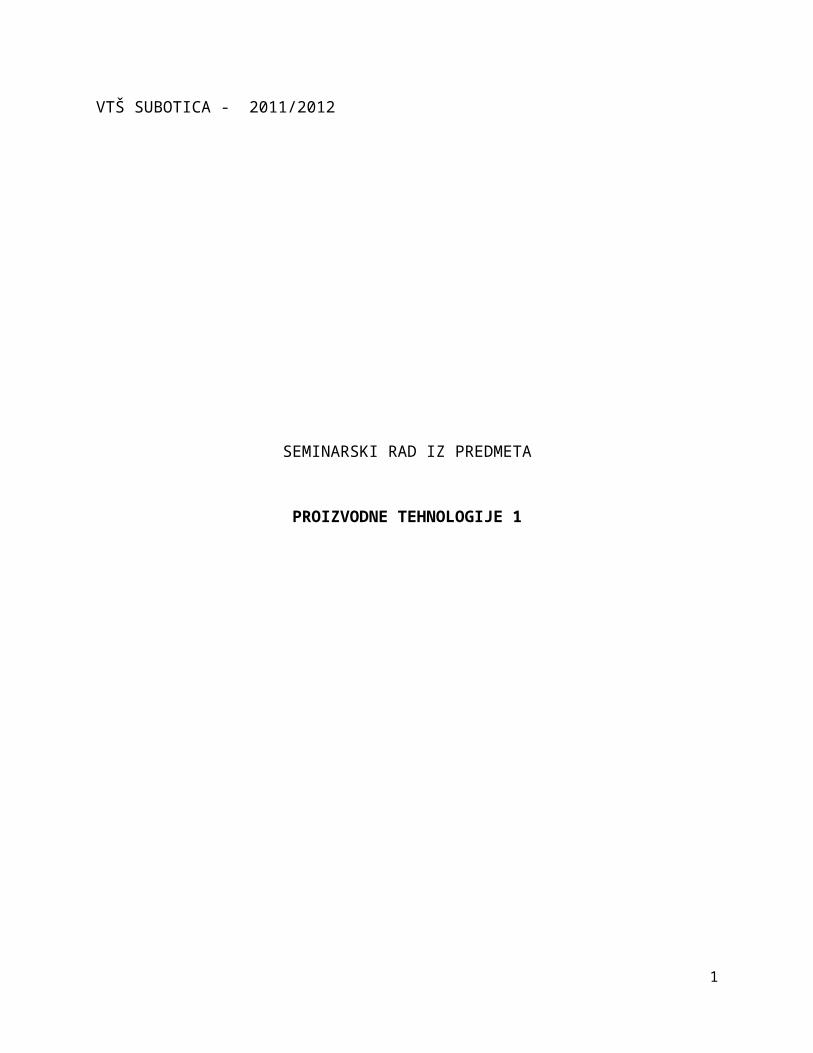
Kratkohode rendisaljke
Kratkohode rendisaljke se koriste za obradu ravnih površina na prizmatičnim predmetima manjih dimenzija. Na njima se mogu obrađivati i uzdužni kanali i žljebovi različitih profila.Na gornjoj površini postolja (1) postavljen jeklizač(2) koji na levom kraju ima nosač alata(3). Alat (nož za rendisanje),postavljen u nosač alata,vrši glavno pravolinijsko kretanje u dvostrukim hodovima napred - nazad.Na vertikalnoj površini postolja nalaze se klizne površine po kojima se horizontalno kreće sto (5) na koji je postavljen radni predmet. Radni predmet obavlja poprečno pomoćno kretanje posle svakog dvostrukog hoda alata.Radi sigurnijeg stezanja stola koristi se držač(6). Pogonski mehanizam za
glavno pravolinijsko kretanje je smešten u postolju mašine (1) i on može da bude mehanički ili hidraulični. Poprečno pomoćno pomeranje stola posle svakog dvostrukog hoda ostvaruje se mehanizmom (7).
Vertikalne rendisaljke (dubilice)
Vertikalne rendisaljke se, kao i horizontalne, koriste za obradu ravnih površina na prizmatičnim predmetima, ali imaju i drugu primenu koja je mnogo češća, a to je obrada otvora na prizmatičnim ili obrtnim diskastim predmetima. Na vertikalnoj rendisaljci se mogu u već izbušenom otvoru izrađivati različite poligonalne unutrašnje površine. Takođe,koriste se za izradu jednog ili više uzdužnih žljebova u otvoru, što ječest slučaj kod diskastih obrtnih predmeta: zupčanika, remenica, točkova itd. Inače se uzdužni žljebovi uotvoru mogu izrađivati i provlačenjem, što je mnogo produktivnije.
6

Dugohode rendisaljke
Dugohode rendisaljke se koriste za obradu ravnih površina na predmetima velikih dimenzija, kao što su postolja mašina alatki. Dugohode rendisaljke su nezamenjive kod obrade kliznih staza na postoljima mašina alatki.
Bušenje
Polazni materijal:− već obrađivan predmet.
Opis procesa:− alat, stegnut u glavno vreteno bušilice, vrši glavno obrtno kretanje; pomoćno
kretanje vrši najčešće alat prodiranjem u predmet;Vrste bušilica:
− stona bušilica,− stubna bušilica,− radijalna bušilica,− bušilica sa viševretenom glavom,− viševretena bušilica,− koordinatna bušilica,− bušilica za duboko bušenje.
Bušilice
Bušilice se koriste za bušenje i dalju obradu rupa i otvora na prizmatičnim i obrtnim predmetima. Na bušilicama se mogu izvoditi sledeći zahvati obrade: bušenje rupa i otvora burgijama, proširivanje već izbušenih otvora proširivačima i razvrtačima, izrada
7
navoja u otvoru ureznicima, upuštanje otvora čeonim upuštačima i obaranje ivica u otvorima koničnim upuštačima.
Vertikalne (stone i stubne) bušilice
Vertikalne bušilice sa jednim stubom su najrasprostranjenije bušilice, a dele se na stone I stubne. Stone bušilice nemaju svoj sto nego se pričvršćuju na bravarski sto. Po pravilu, stone bušilice se koriste za manje predmete i manje otvore (najčešće prečnika do 10 mm), a stubne bušilice za nešto veće predmete i nešto veće otvore (najčešće prečnika do 25 mm). Za još veće predmete i veće otvore koriste se radijalne bušilice.Na postolju mašine (1) postavljen je stub (2). Na vrhu stuba je smešten prenosnik za glavno kretanje (3) koji dobija pogon od elektromotora (4). Alat (6) je postavljen u glavno vreteno (5) smešteno u nosač glavnog vretena - vretenište (7). Vretenište je smešteno na vertikalnim vođicama stuba. U vreteništu je smešten prenosnik za ostvarenje automatskog pomoćnog kretanja, tj. vertikalnog pomaka kapredmetu. Pomoćno kretanje glavnog vretena se može ostvariti i ručno okretanjem ručice (8), pri čemu se isključuje automatski pomak.Radni predmet se postavlja na sto (9). Sto je vertikalno pomerljiv radi lakšeg pozicioniranja predmeta. Skoro po pravilu, za stezanje predmeta na stolu koristi se specijalan pribor za pozicioniranje istezanje. Alat (burgija, proširivač, razvrtač, upuštač ili ureznik), stegnut u glavno vreteno, vrši i glavno obrtno kretanje i pomoćno pravolinijsko kretanje ka predmetu. Prostije i stone i stubne bušilice mogu biti izvedene tako da imaju samo ručno pomoćno kretanje pomoću ručice.
Radijalne bušilice
Radijalne bušilice se koriste za obradu težih predmeta većih dimenzija. Kod njih postoji mogućnost da se pri obradi više otvora predmet ne pomera za svaki otvor, već se alat dovodi do svakog pojedinačnog mesta bušenja.
Bušilice sa više vretena
Bušilice sa više vretena se koriste u serijskoj proizvodnji i to za obradu predmeta kod kojih je potrebno izbušiti više otvora raspoređenih na jednoj površini prema određenom rasporedu. Svi otvori se ovde obrađuju istovremeno jednim prilaskom više vretena.Raspored vretena odgovara slici bušenja. Postoji dve vrste bušilica sa više vretena: bušilice sa viševretenom glavom i viševretene bušilice.
8

Glodanje
Polazni materijal:− odsečeni komadi obično prizmatičnog oblika.
Opis procesa :− alat (višesečni), stegnut u glavno vreteno glodalice, vrši glavno obrtno kretanje;
pomoćno kretanje vrši najčešće predmet postavljen na sto glodalice;Vrste glodalica:
− horizontalna glodalica,− univerzalna glodalica,− vertikalna glodalica,− CNC glodalica,− alatna glodalica,− agregatna glodalica,− portalna glodalica.
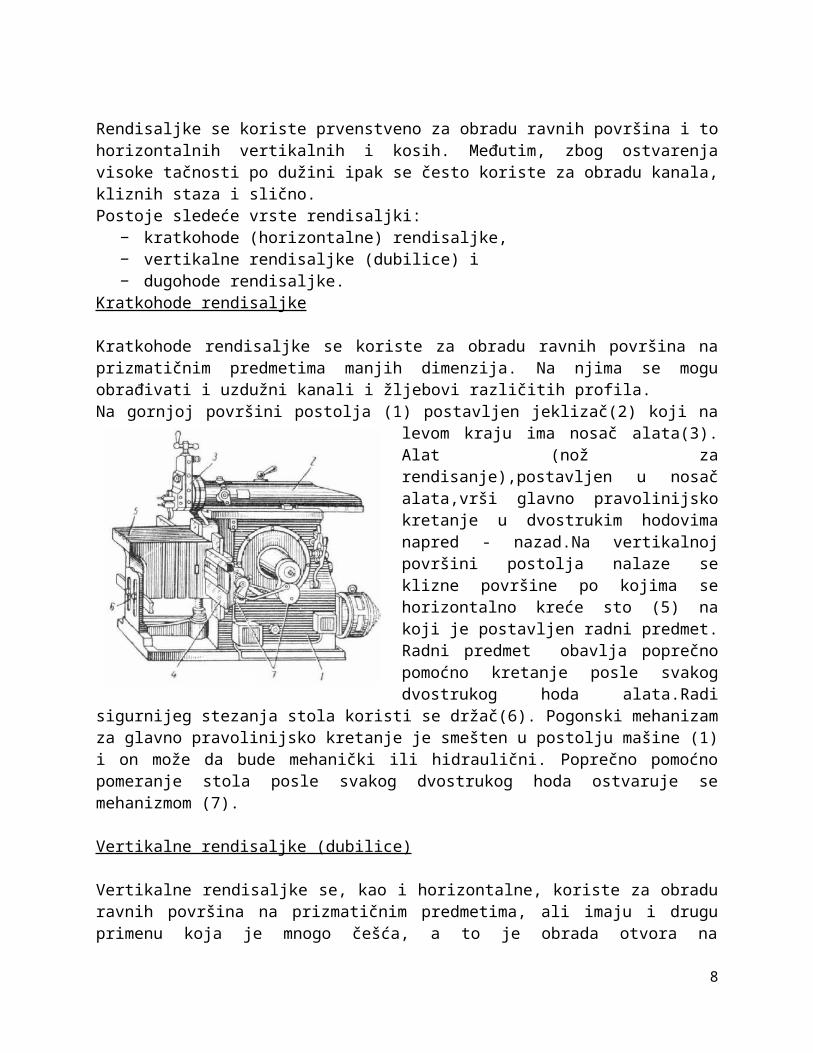
Primena:− obrada prizmatičnih i kutijastih predmeta - ravnih površina, stepenica,
kanala,žljebova,− često se na glodalicama vrše i obrade otvora na prizmatičnim i kutijastim
predmetima (naročito na alatnim i CNC glodalicama),− može i obrada ravnih površina na obrtnim predmetima.
Glodalice
Glodalice se prvenstveno primenjuju za obradu različitih površina na prizmatičnim I kutijastim predmetima: ravnih površina, stepenastih površina, kanala, žljebova i polužljebova, džepova itd. Takođe, primenjuju se i za obradu nekih posebnih površina na obrtnim predmetima: poprečnih ili uzdužnih ravnih površina, uzdužnih žljebova na obrtnim površinama, kanala itd. Glodalice mogu da budu izvedene kao ručno upravljane i numerički upravljane. Osnovna razlika kod numerički upravljanih glodalica je da se sva
9

pomoćna kretanja (primicanje i odmicanje alata) i naredbe za režime obavljaju automatski preko unetog programa. Alatne glodalice spadaju u najuniverzalnije mašine u pogledu mogućnosti obrade I primenjuju se u pojedinačnoj proizvodnji, naročito u alatnicama. Kopirne glodalice spadaju u specijalne izvedbe namenjene prvenstveno za izradu profilnih površina, zakrivljenih žljebova, ispisivanje slova i slično.Agregatne glodalice su specijalne izvedbe glodalica sa jednim stolom i sa više pogonskih jedinica - agregata, tako da omogućavaju istovremenu obradu više površina na predmetu u jednom prolazu.
Horizontalne i univerzalne glodalice
Horizontalne glodalice su glodalice kod kojih je glavno vreteno horizontalno. Primenjuju se za obradu ravnih površin glodanjem valjkastim glodalima, za izradu kanala koturastim glodalima, za odsecanje ili usecanje testerastim glodalima, kao i za izradu zupčanika pojedinačnim rezanjem međuzublja uz pomoć podeonog aparata.
Na postolju (1) je postavljenstub (2) mašine u kojem je smešten prenosnik za glavno kretanje (4), koji dobija pogon odelektromotora (3). Na boku stuba smeštena je konzola (5) kojase može pomerati vertikalno.Na horizontalnim vođicama konzole postavljen je poprečni klizač(6), a na njemu nosač stola (7), koji se može uzdužno pomerati i na kojem se nalazi sto (8). Na taj način, predmet postavljen na sto glodalice I stegnut ili mengelama ili priborom za stezanje, može da ostvari pomeranje u tri ose.Prenosnik za pomoćno kretanje(10) smešten je unutar konzole idobija pogon od posebnog
elektromotora (9). Alat se postavlja ili u glavno vreteno (11) ili na trn postavljen u glavno vreteno i Horizontalna - univerzalna glodalicadržač(13). Zbog povećanja krutosti mašine, držač je ukrućen sa stolom glodalice posebnim krstastim vezama (14). Držač se može pomerati po mostu (12) radi postavljanja trna sa alatom.
Vertikalne glodalice
Vertikalne glodalice su glodalice kod kojih je osa glavnog vretena vertikalna. Primenjuju se za obradu ravnih površina čeonim glodanjem čeono-valjkastim ili vretenastim glodalima, za izradu kanala, žljebova
i polužljebova vretenastim i leptirastim glodalima itd. Takođe, na vertikalnoj glodalici se
10

mogu bušiti i obrađivati i otvori, postavljanjem predmeta tako da je položaj otvora na gornjoj površini sa vertikalnom osom.
Portalne glodalice
Portalne glodalice su predviđene za obradu površina predmeta velikih dimenzija. Na postolju (1) mašine postavljena su dva stuba (2 i 3) spojena kod nekih mašina mostom. Na vertikalnim vođicama stubova postavljeni su nosači alata (4 i 5) sa horizontalnom osom glavnog vretena i poprečni most (6). Na vođicama poprečnog mosta postavljeni su nosači alata (7 i 8) sa vertikalnom osom. Predmet se postavlja na sto (9), koji se nalazi na kliznim stazama postolja (1).
Portalna glodalica
Brusilice
Brusilice su mašine koje se koriste za završnu obradu predmeta radi dobijanja mera savisokom tačnošću i visokim kvalitetom obrađene površine. Obrada na brusilicama se izvodi nakon struganja, glodanja, rendisanja itd. i najčešće posle termičke obrade, ako je ona predviđena. Alat koji se koristi pri obradi brušenjem je tocilo, koje može biti različitog oblika i od različitog materijala.S obzirom na vrstu obrade brušenjem i oblik površine koja se obrađuje, postoje i različitevrste brusilica:
11
− brusilice za okruglo spoljašnje brušenje,− brusilice za unutrašnje brušenje,− brusilice bez šiljaka,− brusilice za ravno brušenje,kao i veći broj specijalizovanih brusilica: za brušenje
navoja, za brušenje zupčanika itd
Brusilica za okruglo spoljašnje brušenje
Brusilice za okruglo spoljašnje brušenje se koriste za obradu spoljašnjih površina na obrtnim predmetima.Brusilice za unutrašnje brušenje se koriste za obradu unutrašnjih površina na obrtnim diskastim predmetima (zupčanika, remenica, točkova itd.).Brusilice bez šiljaka se koriste za spoljašnje okruglo brušenje.Brusilice za ravno brušenje se koriste za obradu ravnih površina na prizmatičnim I kutijastim predmetima.
Odsecanje
Polazni materijal:− šipke okruglog, kvadratnog, pravougaonog ili šestougaonog preseka.
Opis procesa (slika 3.12):− rezanjem se seče šipka na potrebnu dužinu; vrste:− odsecanje na kružnoj testeri; alat je testerasto glodalo koje vrši glavno obrtno
kretanje i pomoćno kretanje primicanjem ka predmetu;− odsecanje trakastom testerom; alat je beskrajna traka (sa zubima) koja vrši
glavno pravolinijsko kretanje i pomoćno kretanje primicanjem ka predmetu;
12

− odsecanje okvirnom testerom; alat je list testere (sa zubima) koji vrši glavno pravolinijsko oscilatorno kretanje (dvostruki hodovi napred-nazad) i pomoćno kretanje primicanjem ka predmetu;
Kružna testeraMašine za odsecanje
Mašine za odsecanje se koriste za pripremne operacije predmeta koji sedobijaju od šipke kao polaznog materijala. Ove mašine se najčešće nalaze uz skladište materijala, a tek odsečeni komadi ulaze u pogon na dalju obradu.Kao mašine za odsecanje primenjuju se različite vrste testera:
− kružna testera,− trakasta testera i− okvirna testera.
Trakaste testere
Ovde je alat beskonačna traka testere. Alat obavlja glavno pravolinijsko kretanje uzdužnim pomeranjem trake tako da po predmetu idu zub po zub. Pomoćno kretanje takođe obavlja alat pravolinijskim primicanjem predmetu.
Okvirne testere
13

Okvirne testere su slične trakastim testerama, ali alat nije beskonačna traka većnlist testere. Glavno kretanje je takođe pravolinijsko kretanje duž zuba testere, ali u povratnim hodovima napred - nazad uz pomoć no kretanje primicanjem ka predmetu.
Trakasta testera
14