Embed Size (px)
Citation preview
UNIVERZITET U TUZLIMAŠINSKI FAKULTETEnergetsko mašinstvoPredmet: Osnove proizvodnih tehnologijaŠkolska godina: 2011/2012
SEMINARSKI RADZavarivanje pod troskom
Mujkić Mirza I-187/07Kešetović Naser I-192/07
Sadržaj
1. Uvod........................................................................................................................................................3
2. Zavarivanje pod troskom.........................................................................................................................4
2.1. Uvod.................................................................................................................................................4
2.2. Primjena i osobine............................................................................................................................4
2.3. Način rada.........................................................................................................................................6
2.4. Zavareni spojevi................................................................................................................................8
2.5. Parametri zavarivanja.....................................................................................................................12
2.5.1. Polaritet elektrode...................................................................................................................12
2.5.2. Struja zavarivanja.....................................................................................................................12
2.5.3. Prečnik elektrode.....................................................................................................................13
2.5.4. Napon elektroluka...................................................................................................................13
2.5.5. Brzina zavarivanja....................................................................................................................14
2.5.6. Ugao elektrode........................................................................................................................14
2.5.7. Debljina sloja praha.................................................................................................................15
2.5.8. Produžetak elektrode..............................................................................................................15
2.5. Prahovi............................................................................................................................................15
3. Literatura...............................................................................................................................................17
2
1. Uvod
Zavarivanje predstavlja jedan od načina spajanja metala (istorodnih ili raznorodnih) u jednu cjelinu. To se postiže taljenjem ili pritiskom, sa ili bez dodavanja dodatnog materijala, s ciljem da se dobije homogeni zavareni spoj. Razlikuje se od lemljenja po tome što se kod lemljenja spajanje vrši taljenjem legure s nižim talištem od materijala predmeta koji se spajaju.
Prvenstveni način zavarivanja, razvijen već u srednjem vijeku, koji je ujedno bio i jedini način zavarivanja do kraja 19. stoljeća, je poznat kao "kovačko zavarivanje". Čitav proces je se odvijao tako što bi kovači, zagrijavši željezo i čelik do bijelog usijanja, udarcima kovačkog čekića spajali dva ili više elemenata na način što bi se sa površine dodira istiskivali rastaljeni oksidi ili troska (oboje posljedica udara čekića), te bi došlo do dodira čistih metalnih površina, a time i međudjelovanja atomskih sila, što u konačnici dovodi do čvrstog spoja obrađivanih metala. Po potrebi, zavarivani elementi bi se posipali određenim prahom ili pijeskom za "čišćenje".
Elektrolučno i plinsko zavarivanje kisikom su bili među prvim procesima koji su se razvili u 20. stoljeću. Danas postoje različiti izvori energije koji se mogu koristiti za zavarivanje, počevši od mlaza vrućih plinova (plinski plamen ili mlaz plazme), električni luk, tok nabijenih čestica (mlaz elektrona ili jona u vakuumu), tokovi zračenja (laser), električna struja (elektrootporno zavarivanje), trenje, ultrazvuk i slično.Među najčešće postupke ubrajamo elektrolučno zavarivanje sa obloženim elektrodom (eng. SMAW, MMA), elektrolučno zavarivanje taljivom žicom u zaštiti plina (MIG), elektrolučno zavarivanje taljivom žicom pod zaštitom praška (eng. FCAW), elektrolučno zavarivanje netaljivom elektrodom u zaštiti inertnog plina (TIG), plazma zavarivanje, elektrolučno zavarivanje zaljivom žicom pod troskom (eng. SAW) i td.
Slika 1. - MIG zavarivanje
3
2. Zavarivanje pod troskom
2.1. Uvod
Zavarivanje pod troskom (eng. submerged arc welding - SAW), je jedinstven proces jer nema vidljivih dokaza da je zavar ikako napravljen. To je metoda prema kojoj toplota potrebna za spajanje metala se stvara elektrolukom formiranim od struje koja protiče između elektrode i radnog materijala. Sloj granuliranog mineralnog materijala (u daljnjem seminarskom radu ćemo koristiti izraz “prah”) prekriva vrh žice za zavarivanje, luk i radni materijal. Nema vidljivog elektroluka, nema isijavanja, špricanja niti dimova zbog toga. Zaštita za oči varioca se uobičajeno ne koristi, jer bi elektroluk trebao biti potpuno prekriven, međutim, zbog poštivanja sigurnosnih normi, zaštita bi trebala biti uvijek obezbijeđena, prvenstveno zbog toga što svako elektrolučno zavarivanje prati određena količina isparavanja metala koji mogu biti opasni za zdravlje.
2.2. Primjena i osobine
Zavarivanje pod troskom je mehanizovan proces. Struja zavarivanja, napon elektroluka i brzina zavarivanja utiču na oblik šava, dubinu prodiranja i hemijski sastav zavarenog materijala. Pošto operater ne može posmatrati samo stvaranje zavara, velika pouzdanost se usmjerava na podešene parametre i pozicioniranje elektrode.
Osobine: zavarivanje u jednom prolazu zavarivanje čistih čelika, niskolegirajućih i nehrđajućih čelika, te legura baziranih na niklu,
aluminiju titanu, bakru i td. naponska struja je između 100 i 3600 ampera broj žica je 1 do 6 napon: 20 - 50 volti brzina: 30 - 350 cm/min debljina elektrode: 1.6 - 6mm
Prednosti:- visoko mehanizovani proces- visoka kvaliteta - dubok prodor zavara- čvrsti zavari su odmah napravljeni bez potrebe daljnje obrade - visoka brzina zavarivanja tanjih limova (do 5 m/min)- minimalno isparavanje metala - praktično nema pripreme ivica- proces je pogodan za korištenje u zatvorenim i otvorenim prostorijama
4
- elektroluk je uvijek prekriven zaštitnim slojem praha, tako da nema mogućnosti razlijevanja ili špricanja istopljenog metala, niti isijavanja luka
- 50% - 90% praha se može ponovno koristiti.
Slika 2. Zavarivanje pod troskom
5

2.3. Način rada
Elektroluk se održava između kraja žice - elektrode i radnog materijala. Kako se elektroda topi, tako se nova žica dovodi u proces pomoću kotačića držača žice pokretanih motorom. Brzina dovođenja žice je automatski kontrolirana na razinu pri kojoj se elektroda topi, tako da je dužina elektroluka konstanta (slično MIG/MAG zavarivanju pri konstantnom naponu).
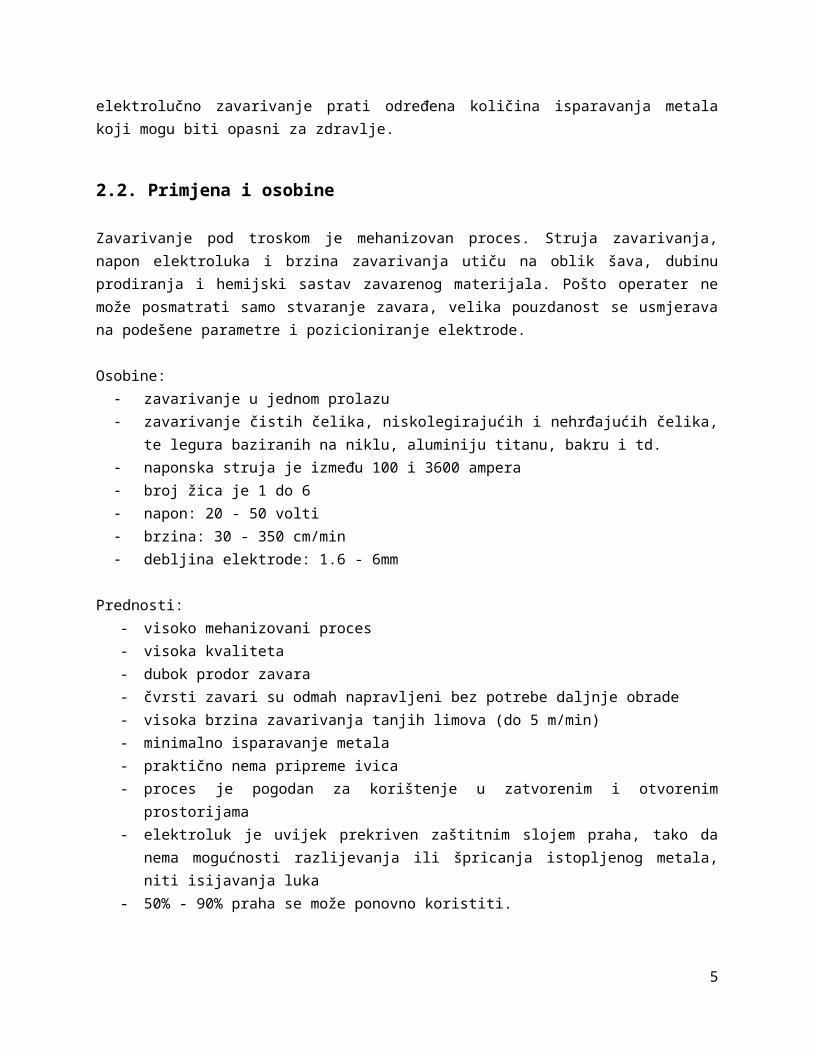
Elektroluk radi pod slojem granuliranog praha, čiji dio se topi i predstavlja zaštitni pokrivač preko polja zavarivanja. Ostatak praha je nepogođen promjenom i može se povratiti i ponovno koristiti, uzevši u obzir da je suh i ne kontamiran. Ovaj proces može biti automatizovan ili ručno odrađen.Pored potpuno automatskog procesa zavarivanja, poluautomatska verzija je dostupna, gdje operator ima kontrolu nad zavarivačkim pištoljem koji u sebi sadrži manju količinu praha.
Slika 3. Oprema za poluautomatskozavarivanje pod troskom
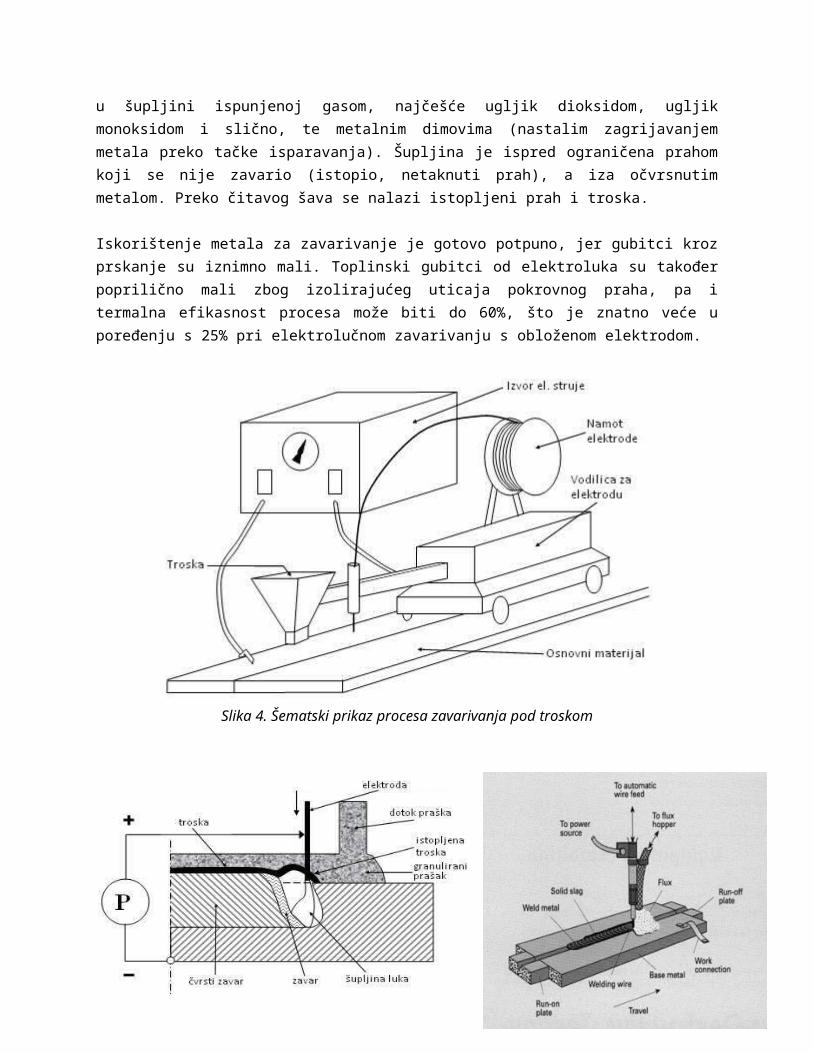
Istosmjerni izvor struje P (slika 4.) je spojen preko dodirne mlaznice na glavu zavarivača i radnog materijala. Materijali za zavarivanje u neobloženoj “beskonačnoj” elektrodi i u zrnatom prahu se konstantno nanose na spoj.
Da se zaštiti elektroda od pregrijavanja na visokim naponima, struja zavara se prenosi na tačku veoma blizu elektroluku. Sam luk se nalazi u šupljini ispunjenoj gasom, najčešće ugljik dioksidom, ugljik monoksidom i slično, te metalnim dimovima (nastalim zagrijavanjem metala preko tačke isparavanja). Šupljina je ispred ograničena prahom koji se nije zavario (istopio, netaknuti prah), a iza očvrsnutim metalom. Preko čitavog šava se nalazi istopljeni prah i troska.
Iskorištenje metala za zavarivanje je gotovo potpuno, jer gubitci kroz prskanje su iznimno mali. Toplinski gubitci od elektroluka su također poprilično mali zbog izolirajućeg uticaja pokrovnog praha, pa i termalna efikasnost procesa može biti do 60%, što je znatno veće u poređenju s 25% pri elektrolučnom zavarivanju s obloženom elektrodom.
6
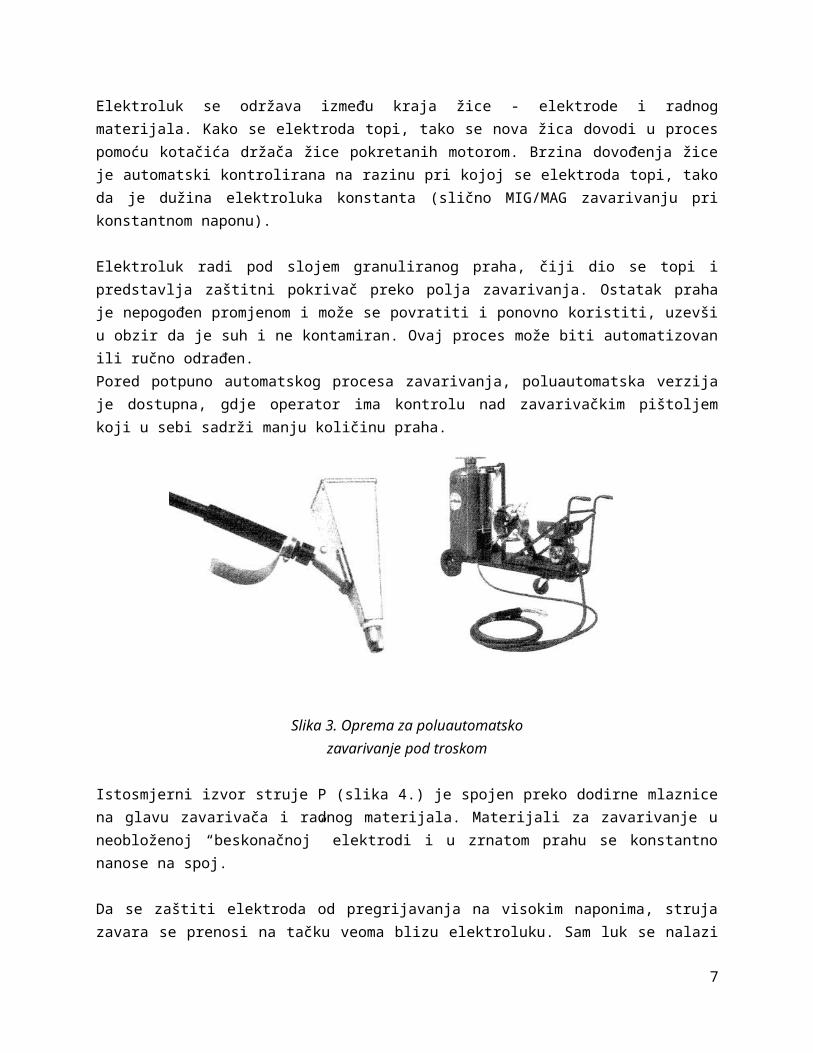
Slika 4. Šematski prikaz procesa zavarivanja pod troskom
Slika 5. Detaljni pregled procesa zavarivanja pod troskom
Slika 5. također prikazuje očvrsnuti zavar i tanki sloj troske, koja mora biti odstranjena nakon svakog prolaza. Dio praha koji nije kontaminiran (zalijepljen) može se koristiti pri sledećem zavarivanju. Utrošak praha je otprilike istovjetan utrošku žice. Tačni podaci utroška težine žice - utroška težine praha su ovisni o samoj vrsti praha i o parametrima za zavarivanje.
7
2.4. Zavareni spojevi
2.4.1. Pripremanje površina
Pripremanje površina ovisi o debljini osnovnog materijala i načina dodira. Ako osnovni materijal nije deblji od 14mm, može se bočno zavariti bez pripreme s razmakom ne većim od 1mm ili 10% debljine osnovnog materijala. U slučaju da se ne postavi dovoljno veliki razmak prilikom zavarivanja može doći do nasjedanja ruba na rub što rezultira nedozvoljenim zadebljanjem zavara. Ova pojava je naročito izražena kod tanjih (do 0,6 mm) limova. Prevelik razmak ima za posljedicu velikog stanjenjenja zavara, u odnosu na debljinu osnovnog materijala, ili čak može dovesti do propaljivanja. Deblje ploče se moraju pripremiti ako se želi potpuna penetracija. Razmak između ploča mora biti konstantan.
Čišćenje rubova limova za zavarivanje obavlja se turpijom, brusnim papirom i acetonom. Ukoliko je na rubovima limova prisutan povećani srh (od rezanja na škarama), prvo grubo uklanjanje srha vrši se turpijom od nehrđajućeg materijala. Ostatak srha treba skinuti finim brusnim papirom. Posljednja faza čišćenja je pranje rubova acetonom pomoću natopljene meke krpe koja ne ostavlja dlačice (šifon). Nakon postavljanja u stroj vrši se ispuhivanje komprimiranim zrakom. Vrlo je važno da čišćenje bude neposredno prije zavarivanja. Ukoliko očišćeni lim stoji duže vrijeme na očišćenoj površini dolazi do ponovnog stvaranja oksida i nakupljanja nečistoća iz zraka što uzrokuje pojavu grešaka u zavaru.
2.4.2 Označavanje i predstavljanje zavarenih spojeva na crtežu
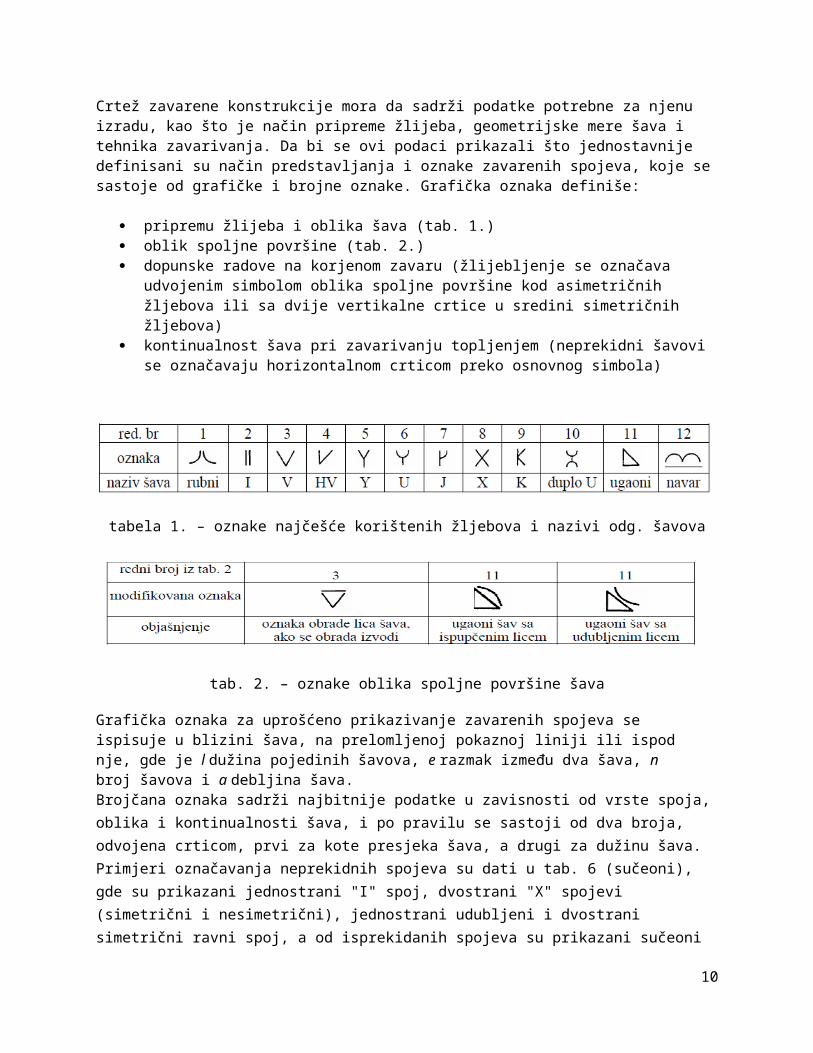
Crtež zavarene konstrukcije mora da sadrži podatke potrebne za njenu izradu, kao što je način pripreme žlijeba, geometrijske mere šava i tehnika zavarivanja. Da bi se ovi podaci prikazali što jednostavnije definisani su način predstavljanja i oznake zavarenih spojeva, koje se sastoje od grafičke i brojne oznake. Grafička oznaka definiše:
pripremu žlijeba i oblika šava (tab. 1.) oblik spoljne površine (tab. 2.) dopunske radove na korjenom zavaru (žlijebljenje se označava udvojenim simbolom oblika
spoljne površine kod asimetričnih žljebova ili sa dvije vertikalne crtice u sredini simetričnih žljebova)
kontinualnost šava pri zavarivanju topljenjem (neprekidni šavovi se označavaju horizontalnom crticom preko osnovnog simbola)
tabela 1. – oznake najčešće korištenih žljebova i nazivi odg. šavova
8
tab. 2. – oznake oblika spoljne površine šava
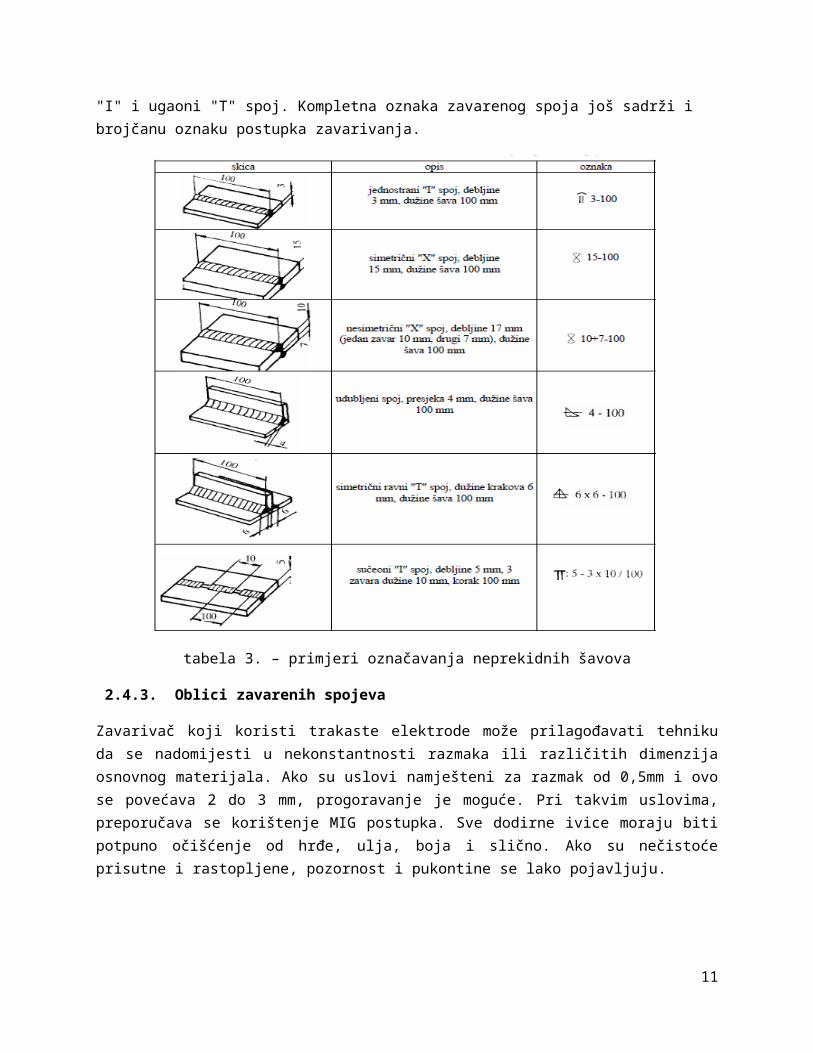
Grafička oznaka za uprošćeno prikazivanje zavarenih spojeva se ispisuje u blizini šava, na prelomljenoj pokaznoj liniji ili ispod nje, gde je l dužina pojedinih šavova, e razmak između dva šava, nbroj šavova i a debljina šava.Brojčana oznaka sadrži najbitnije podatke u zavisnosti od vrste spoja, oblika i kontinualnosti šava, i po pravilu se sastoji od dva broja, odvojena crticom, prvi za kote presjeka šava, a drugi za dužinu šava. Primjeri označavanja neprekidnih spojeva su dati u tab. 6 (sučeoni), gde su prikazani jednostrani "I" spoj, dvostrani "X" spojevi (simetrični i nesimetrični), jednostrani udubljeni i dvostrani simetrični ravni spoj, a od isprekidanih spojeva su prikazani sučeoni "I" i ugaoni "T" spoj. Kompletna oznaka zavarenog spoja još sadrži i brojčanu oznaku postupka zavarivanja.
tabela 3. – primjeri označavanja neprekidnih šavova
9
2.4.3. Oblici zavarenih spojeva
Zavarivač koji koristi trakaste elektrode može prilagođavati tehniku da se nadomijesti u nekonstantnosti razmaka ili različitih dimenzija osnovnog materijala. Ako su uslovi namješteni za razmak od 0,5mm i ovo se povećava 2 do 3 mm, progoravanje je moguće. Pri takvim uslovima, preporučava se korištenje MIG postupka. Sve dodirne ivice moraju biti potpuno očišćenje od hrđe, ulja, boja i slično. Ako su nečistoće prisutne i rastopljene, pozornost i pukontine se lako pojavljuju.
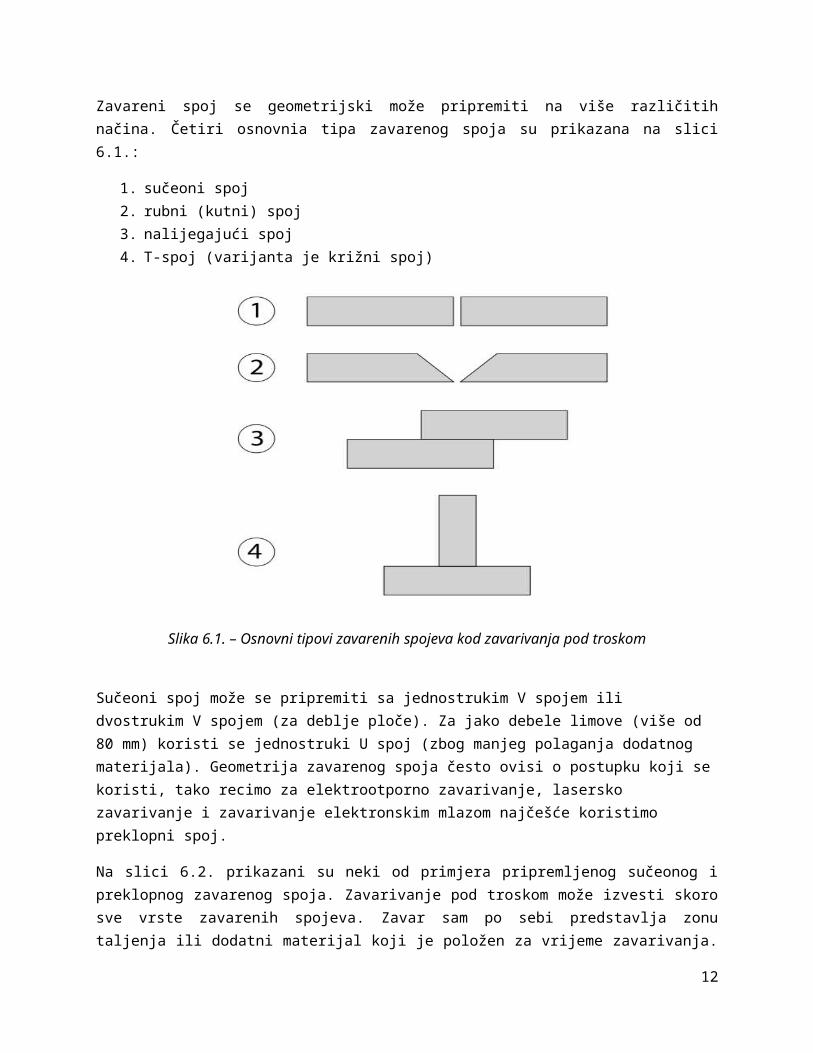
Zavareni spoj se geometrijski može pripremiti na više različitih načina. Četiri osnovnia tipa zavarenog spoja su prikazana na slici 6.1.:
1. sučeoni spoj2. rubni (kutni) spoj3. nalijegajući spoj4. T-spoj (varijanta je križni spoj)
Slika 6.1. – Osnovni tipovi zavarenih spojeva kod zavarivanja pod troskom
Sučeoni spoj može se pripremiti sa jednostrukim V spojem ili dvostrukim V spojem (za deblje ploče). Za jako debele limove (više od 80 mm) koristi se jednostruki U spoj (zbog manjeg polaganja dodatnog materijala). Geometrija zavarenog spoja često ovisi o postupku koji se koristi, tako recimo za elektrootporno zavarivanje, lasersko zavarivanje i zavarivanje elektronskim mlazom najčešće koristimo preklopni spoj.
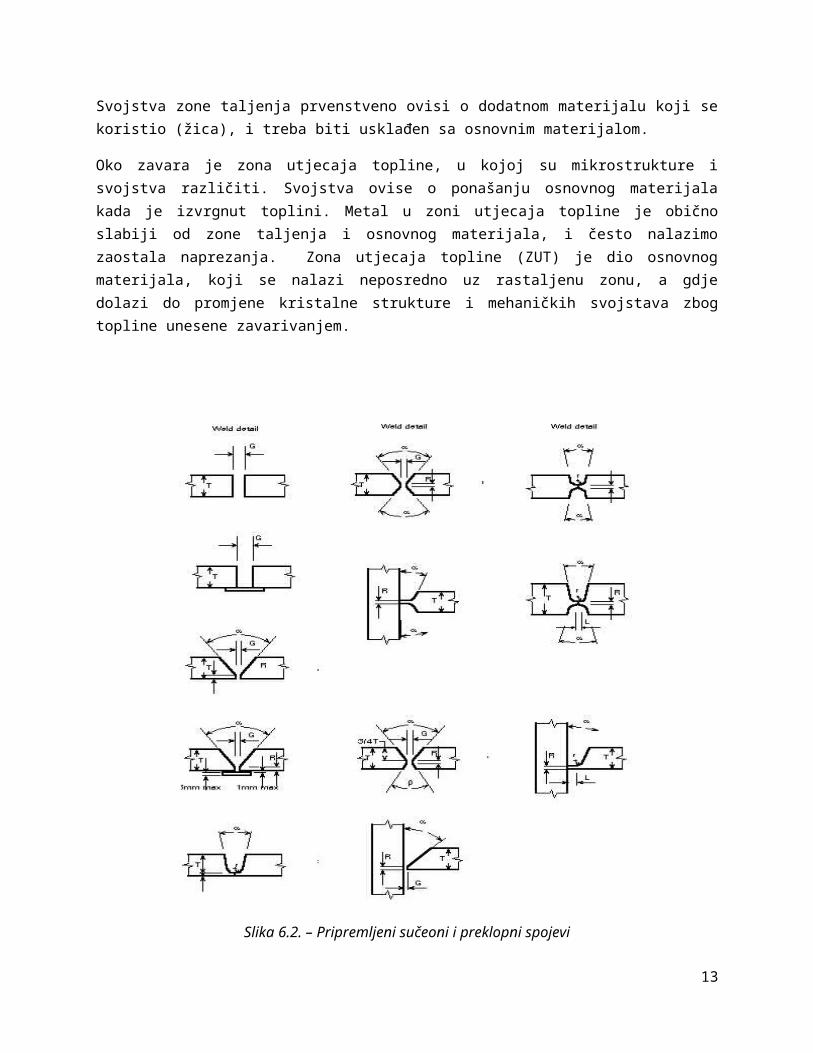
Na slici 6.2. prikazani su neki od primjera pripremljenog sučeonog i preklopnog zavarenog spoja. Zavarivanje pod troskom može izvesti skoro sve vrste zavarenih spojeva. Zavar sam po sebi predstavlja
10
zonu taljenja ili dodatni materijal koji je položen za vrijeme zavarivanja. Svojstva zone taljenja prvenstveno ovisi o dodatnom materijalu koji se koristio (žica), i treba biti usklađen sa osnovnim materijalom.
Oko zavara je zona utjecaja topline, u kojoj su mikrostrukture i svojstva različiti. Svojstva ovise o ponašanju osnovnog materijala kada je izvrgnut toplini. Metal u zoni utjecaja topline je obično slabiji od zone taljenja i osnovnog materijala, i često nalazimo zaostala naprezanja. Zona utjecaja topline (ZUT) je dio osnovnog materijala, koji se nalazi neposredno uz rastaljenu zonu, a gdje dolazi do promjene kristalne strukture i mehaničkih svojstava zbog topline unesene zavarivanjem.
Slika 6.2. – Pripremljeni sučeoni i preklopni spojevi
11
2.5. Parametri zavarivanja
Odabir tačnih uslova zavarivanja za datu debljinu osnovnog materijala i pripremljene ivice je veoma važno da bi se zavareni spoj bolje zaštitio od pucanja, poroznosti i sličnih problema. Među važnije varijable ubrajamo:
- polaritet elektrode- struja zavarivanja- prečnik elektrode- napon elektroluka- brzina zavarivanja- ugao elektrode - debljina sloja praha- produžetak elektrode
2.5.1. Polaritet elektrodeNajbolje prodiranje se postiže istosmijernom strujom obrnutog polariteta, što znači da je elektroda spojena na pozitivni pol, što i daje dobar esteski izgledan šava, oblik metalnog zrnca i dobro otpornost za porozitet. Ako koristimo istosmijernu struju, a elektrodu pripojimo na negativni pol, dobijamo brže izgaranje i manje prodiranje, jer najveća toplota se dobija na samom vrhu elektrode umjesto na površini osnovnog materijala koji se zavaruje. Zbog ovih razloga, elektroda se na negativni pol priključuje često kada zavarujemo čelike s ograničenom zavarljivošću i kada, iz nekih posebnih razloga, moramo imati što manje prodiranje u osnovni materijal. Potrošnja praška i žice je manja s ovim postupkom, jer je legiranje od troske smanjeno. S istosmjernim polaritetom, najveći napon koji koristimo je 1000 ampera, zbog problema oko eksplozije luka. Naizmjenična struja daje rezultate koji su negdje između dva navedena istosmijerna principa. Dobijena zrna su ravnija i šira.
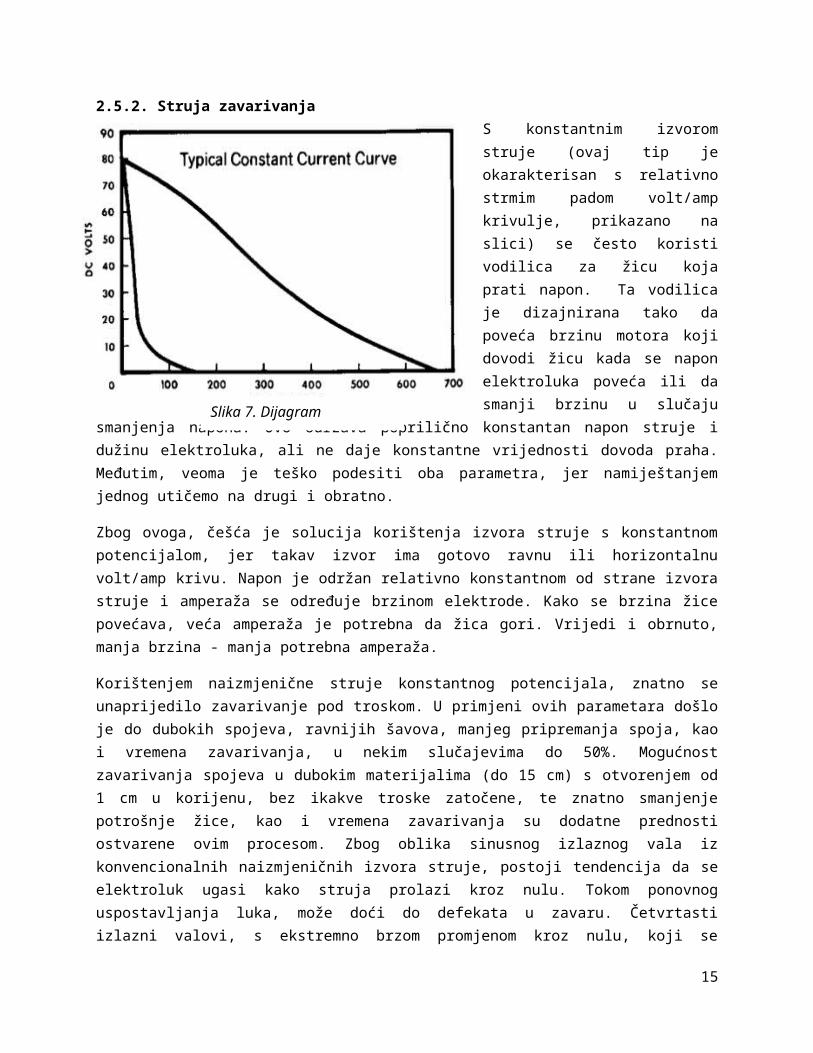
2.5.2. Struja zavarivanjaS konstantnim izvorom struje (ovaj tip je okarakterisan s relativno strmim padom volt/amp krivulje, prikazano na slici) se često koristi vodilica za žicu koja prati napon. Ta vodilica je dizajnirana tako da poveća brzinu motora koji dovodi žicu kada se napon elektroluka poveća ili da smanji brzinu u slučaju smanjenja napona. Ovo održava poprilično konstantan napon struje i dužinu elektroluka, ali ne daje
12Slika 7. Dijagram volt/amper
konstantne vrijednosti dovoda praha. Međutim, veoma je teško podesiti oba parametra, jer namiještanjem jednog utičemo na drugi i obratno.
Zbog ovoga, češća je solucija korištenja izvora struje s konstantnom potencijalom, jer takav izvor ima gotovo ravnu ili horizontalnu volt/amp krivu. Napon je održan relativno konstantnom od strane izvora struje i amperaža se određuje brzinom elektrode. Kako se brzina žice povećava, veća amperaža je potrebna da žica gori. Vrijedi i obrnuto, manja brzina - manja potrebna amperaža.
Korištenjem naizmjenične struje konstantnog potencijala, znatno se unaprijedilo zavarivanje pod troskom. U primjeni ovih parametara došlo je do dubokih spojeva, ravnijih šavova, manjeg pripremanja spoja, kao i vremena zavarivanja, u nekim slučajevima do 50%. Mogućnost zavarivanja spojeva u dubokim materijalima (do 15 cm) s otvorenjem od 1 cm u korijenu, bez ikakve troske zatočene, te znatno smanjenje potrošnje žice, kao i vremena zavarivanja su dodatne prednosti ostvarene ovim procesom. Zbog oblika sinusnog izlaznog vala iz konvencionalnih naizmjeničnih izvora struje, postoji tendencija da se elektroluk ugasi kako struja prolazi kroz nulu. Tokom ponovnog uspostavljanja luka, može doći do defekata u zavaru. Četvrtasti izlazni valovi, s ekstremno brzom promjenom kroz nulu, koji se primjenjuju pri korištenju novijih aparata za zavarivanje pod troskom, smanjuje problem s gašenjem luka. Ova osobina uveliko snižava probleme s ponovnim uspostavljanjem samog elektroluka.
Jedan problem koji se često susreće s istosmijernim zavarivanjem je "eksplozija" elektroluka, koja, kada se desi, ima tendenciju za elektroluk "odluta" na jednu stranu šava pošto na njega utiče magnetsko polje stvoreno istosmijernom strujom. Ponovno, ovaj problem se može riješiti korištenjem naizmjeničnih izvora struje.
2.5.3. Prečnik elektrodePrečnik elektrode se mijenja s promjenom gustoće struje, pri čemu veći prečnik smanjuje dubinu prodiranja i vjerovatnoću progaranja. U većini slučajeva elektrodne žice se izrađuju u standardnom nizu prečnika: 0,8; 1; 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10 i 12 mm, a najčešće 2–5 mm.
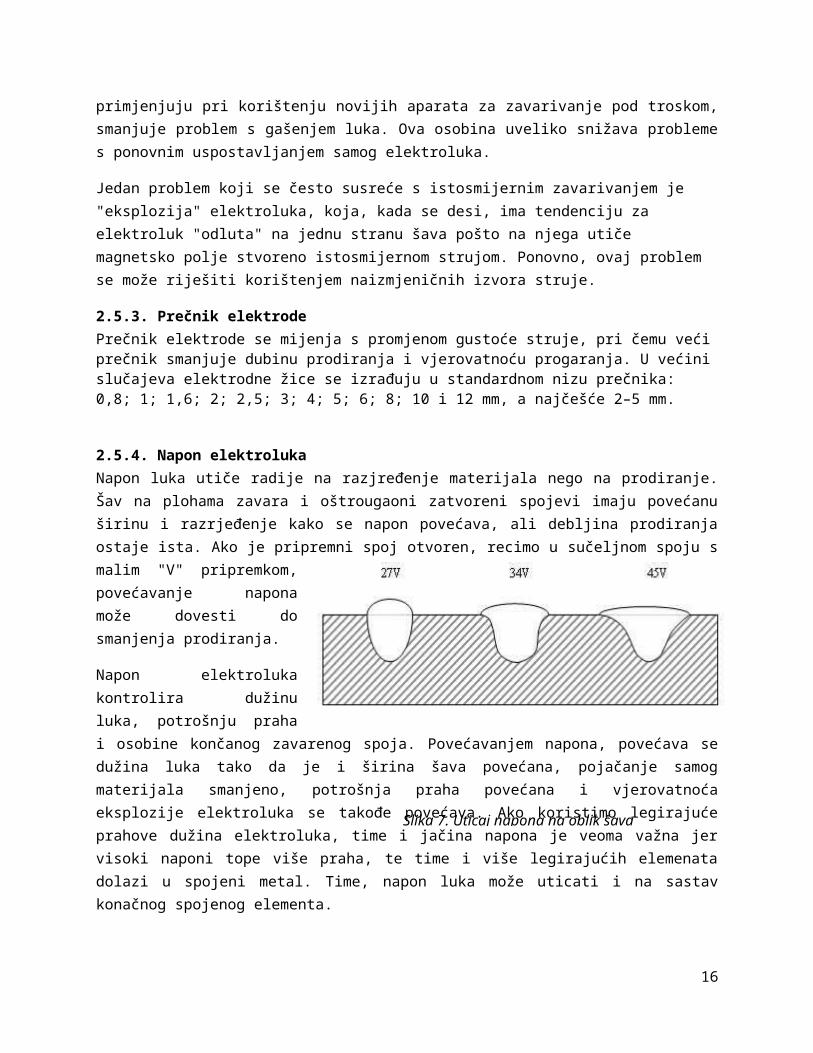
2.5.4. Napon elektrolukaNapon luka utiče radije na razjređenje materijala nego na prodiranje. Šav na plohama zavara i oštrougaoni zatvoreni spojevi imaju povećanu širinu i razrjeđenje kako se napon povećava, ali debljina prodiranja ostaje ista. Ako je pripremni spoj otvoren, recimo u sučeljnom spoju s malim "V" pripremkom, povećavanje napona može dovesti do smanjenja prodiranja.
Napon elektroluka kontrolira dužinu luka, potrošnju praha i osobine končanog zavarenog spoja. Povećavanjem napona, povećava se dužina luka tako da je i širina šava povećana, pojačanje samog materijala smanjeno, potrošnja praha
13
Slika 7. Uticaj napona na oblik šava
povećana i vjerovatnoća eksplozije elektroluka se takođe povećava. Ako koristimo legirajuće prahove dužina elektroluka, time i jačina napona je veoma važna jer visoki naponi tope više praha, te time i više legirajućih elemenata dolazi u spojeni metal. Time, napon luka može uticati i na sastav konačnog spojenog elementa.
2.5.5. Brzina zavarivanjaBrzina zavrivanja ili "putna brzina" kontrolira dubinu prodiranja. Veličina šava je obrnuto proporcionalna ovom parametru. Veće brzine smanjuju prodiranje i širinu šava, te povećavaju vjerovatnost pojave
poroznosti, te, ako odemo u neki ekstrem, može dovesti do podsijecanja i nepravilnog šava. Pri većim brzinama, napon elektroluka bi trebao biti relativno nizak jer povećavamo i samu vjerovatnoću eksplozije luka. Premale brzine dovode do progoravanja. Kombinacija visokog napona i malih brzina može dovesti do šava u obliku gljive s pukotinama od solidifikacije sa strane šava.
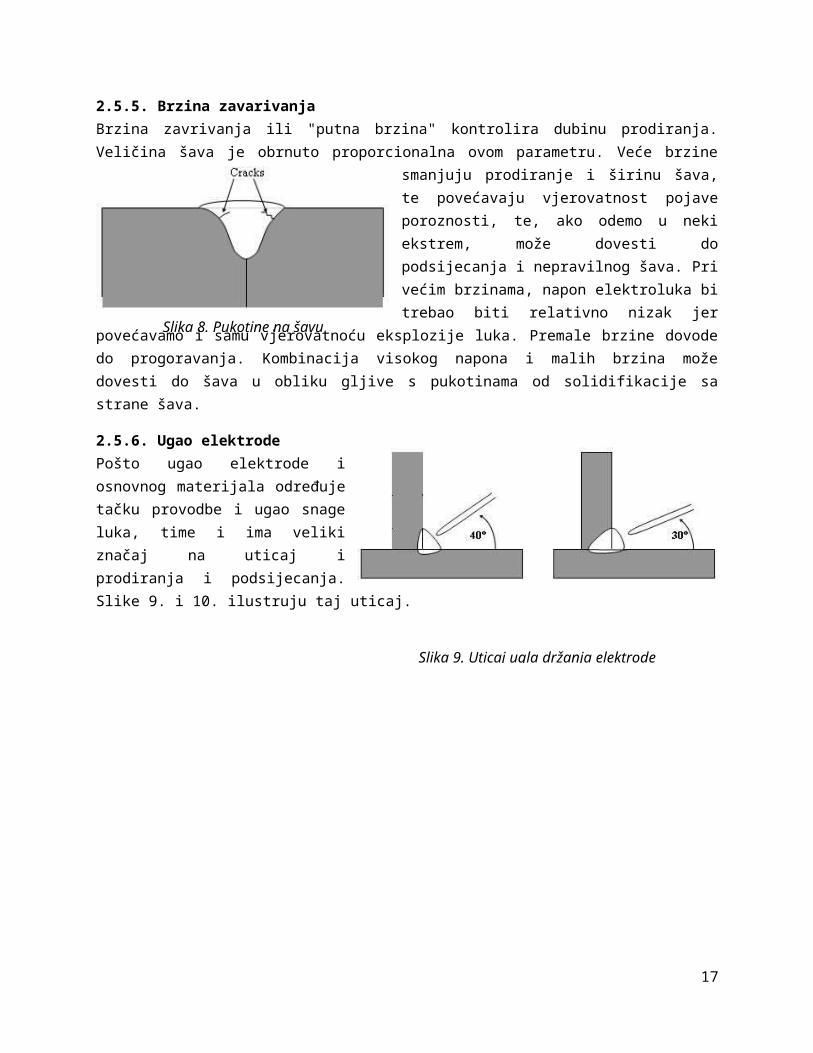
2.5.6. Ugao elektrodePošto ugao elektrode i osnovnog materijala određuje tačku provodbe i ugao snage luka, time i ima veliki značaj na uticaj i prodiranja i podsijecanja. Slike 9. i 10. ilustruju taj uticaj.
14
Slika 8. Pukotine na šavu
Slika 9. Uticaj ugla držanja elektrode
Slika 10. Osobine različitih uglova držanja elektode
2.5.7. Debljina sloja prahaDebljina sloja praška je često zanemarena varijabla u procesu zavarivanja i sama debljina tog sloja treba da bude dovoljna da prekrije luk. Preplitak sloj daje isijavanje luka, te može izazvati poroznost, jer je neadekvatna metalurška zaštita taljenog metala. Također, pri zavarivanju debljih ploča, treba izbjegavati previše debele kanale za nanošenje praška, jer to dovodi to lošijih oblika metalnih zrna kao i do težeg odvajanja same troske.
2.5.8. Produžetak elektrodeProdužetak elektrode mijenja vrh radne distance. Ovime utičemo na količinu otpora zagrijavanja koji se odvija u elektrodi. Ako je produžetak kratak, efekat zagrijavanja je mali i prodiranje de duboko. Povećavanjem produžetka, povećava se i sama temperatura elektrode, čime se smanjuje prodiranje, ali količina dovedenog praha se povećava. Zbog toga povećani vrh elektrode je koristan na površinskim primjenama, ali dodatni koraci se moraju poduzeti da se elektroda navodi, inače ima tendenciju da odluta. Za normalno zavarivanje, produžetak elektrode bi trebao da bude 25 - 30mm za srednje jake čelike i manje, a za nehrđajuće čelike 20 - 25mm.
2.5. Prahovi
Mogu se podijeliti u 2 grupe: zgrudvane ili staljene. Veličina čestica je važna, tako da veće struje iziskuju sitnija zrncad. Staljeni prahovi su tamno-smeđi ili crni s površinom nalik na staklo. Daju dobar profil površine i dobre osobine. Imaju široku primjenu, a nije potrebno predgrijavanje. Zgrudvani prahovi su svjetlije boje i sferičnog oblika. Daju najbolja mehanička svojstva, ali i zahtijevaju predgrijavanje (pečenje).
Također, možemo ih podijeliti i prema hemijskom sastavu na bazne, kisele i neutralne. Baznost ili kiselost praha je lakoća s kojom se oksidi koji ulaze u sastav praška rastvaraju. Oksidi koji se lako rastvaraju su bazni i koriste se za povećavanje otpora krtkih pukotina. Kiseli oksidi se razlažu samo u malim omjerima. Neutralni oksidi ne oksidiraju legirajuće elemente niti dodavaju legirajuće elemente u zavar, zbog toga se i zovu “neutralni”.Sastav i baznost praška za zavarivanje utiču na tok oksidacije i redukcije, a time i na uslove primarne i sekundarne kristalizacije materijala šava. Radi postizanja odgovarajućeg hemijskog sastava šava, osim baznosti, važan je i sadržaj MnO u prašku. Prema sadržaju MnO praškovi se dele na visokomanganske (>35% MnO), srednjemanganske (15–30% MnO) i niskomanganske (<15% MnO). Baznost praška može da se izračuna po sledećoj formuli:
Prašak je u hemijskom smislu bazni za B > 1,3; kiseo za B < 0,9; neutralan za 0,9 < B < 1,3. Kiseli prašak se primenjuje za niskougljenične čelike, a bazni za legirane čelike.Po standardu JUS H.B1.060 praškovi se dijele i označavaju prema načinu proizvodnje, granulaciji (krupnoći zrna), mehaničkim svojstvima, namjenjeni za određene jačine i vrste struje zavarivanja, brzini zavarivanja i naponu praznog hoda pri zavarivanju naizmjeničnom strujom.
15
Prema načinu proizvodnje praškovi se dijele na:
- topljene (T)- aglomerisane (A)- sinterovane (S)- miješane (M)
Prema karakteru troske, praškovi se dijele na kisele i bazne, a prema stepenu legiranja metala šava na pasivne (koji ne legiraju rastop) i aktivne (koji legiraju rastop). U zavisnosti od namjene praškovi se proizvode za zavarivanje niskougljeničnih, nisko-legiranih, srednje-legiranih i visoko-legiranih čelika, za zavarivanje obojenih metala, kao i za razne vrste navarivanja.Upotreba praškova je dozvoljena samo u suhom stanju, pa vlažan prašak treba obavezno osušiti. Ako se izrađuje isti prašak u više granulacija, za manje jačine struje zavarivanja upotrebljava se grublja granulacija.Izbor praha za zavarivanje može biti kompleksan posao kada se suočimo s svim mogućim opcijama. Na ovo, naravno, utiče i odabir same elektrode i vrsta osnovog materijala. Takođe u funkciju zavisnosti odabira praha ulazi i broj prolaza žice, brzina, te nečistoće koje se mogu naći na pripremljenim površinama za zavarivanje. Najsigurniji način određivanja, ako imamo sumnji, je da se posavjetujemo s proizvođačima žice za njihove preporuke. U tabeli 1. navedeni su neki od primjera standardiziranih tipova prahova renomiranih proizvođača, koji se biraju u odnosu na izabranu vrstu žice.
16
Tabela 1.
3. Literatura
- Pašić O., Zavarivanje za studente tehničkih fakulteta, 1998. godina- Kudumović Dž., Zavarivanje i termička obrada- http://www.arcraftplasma.com/welding/weldingdata/Submerged_Arc_Welding.htm- http://en.wikipedia.org/wiki/Welding- http://en.wikipedia.org/wiki/Submerged_arc_welding- http://www.Submerged-Arc-Wires-Fluxes-Unsurpassed-solutions-for-ambitious-tasks
17