Embed Size (px)
Citation preview

Serie Consolidated* 19000 Válvula de alivio de seguridad
Manual de Mantenimiento
GE Oil & Gas
Clasificación de datos GE: Público

ESTAS INSTRUCCIONES BRINDAN AL CLIENTE U OPERADOR INFORMACIÓN DE REFERENCIA IMPORTANTE, ESPECÍFICA DEL PROYECTO, ADEMÁS DE LOS PROCEDIMIENTOS USUALES DE FUNCIONAMIENTO Y MANTENIMIENTO DEL CLIENTE U OPERADOR. DEBIDO A QUE LAS FILOSOFÍAS DE FUNCIONAMIENTO Y MANTENIMIENTO VARÍAN, GE (GENERAL ELECTRIC COMPANY Y SUS SUBSIDIARIAS Y AFILIADOS) NO INTENTA DICTAR PROCEDIMIENTOS ESPECÍFICOS, SINO PROPORCIONAR LIMITACIONES Y REQUISITOS BÁSICOS CREADOS POR EL TIPO DE EQUIPO PROPORCIONADO.
EN ESTAS INSTRUCCIONES SE SUPONE QUE LOS OPERADORES YA POSEEN UN ENTENDIMIENTO GENERAL DE LOS REQUISITOS PARA UNA OPERACIÓN SEGURA DEL EQUIPO MECÁNICO Y ELÉCTRICO EN AMBIENTES POTENCIALMENTE PELIGROSOS. POR LO TANTO, ESTAS INSTRUCCIONES SE DEBEN INTERPRETAR Y APLICAR EN CONJUNTO CON LAS REGLAS Y REGULACIONES DE SEGURIDAD CORRESPONDIENTES AL SITIO Y LOS REQUISITOS PARTICULARES DE OPERACIÓN DE OTROS EQUIPOS EN EL SITIO.
NO SE PRETENDE QUE ESTAS INSTRUCCIONES ABARQUEN LA TOTALIDAD DE LOS DETALLES NI LAS VARIACIONES EN LOS EQUIPOS, NI TAMPOCO TODAS LAS POSIBLES CONTINGENCIAS QUE PUEDAN PRESENTARSE EN RELACIÓN CON LA INSTALACIÓN, EL FUNCIONAMIENTO O EL MANTENIMIENTO. EN CASO DE QUE DESEE MAYOR INFORMACIÓN O SI SURGIERAN PROBLEMAS PARTICULARES QUE NO SE HAYAN TRATADO EN FORMA SUFICIENTE PARA LOS FINES DEL COMPRADOR U OPERADOR, EL ASUNTO DEBERÁ REMITIRSE A GE.
LOS DERECHOS, LAS OBLIGACIONES Y LA RESPONSABILIDAD DE GE Y DEL OPERADOR O CLIENTE ESTÁN ESTRICTAMENTE LIMITADOS A LO QUE SE ESTABLECE EXPRESAMENTE EN EL CONTRATO RELACIONADO CON EL SUMINISTRO DEL EQUIPO. JUNTO CON LA EMISIÓN DE ESTAS INSTRUCCIONES, GE NO OTORGA NI DA POR IMPLÍCITAS REPRESENTACIONES O GARANTÍAS ADICIONALES RESPECTO DEL EQUIPO O EL USO DE ESTE.
ESTAS INSTRUCCIONES ESTÁN REDACTADAS SÓLO PARA EL CLIENTE U OPERADOR, PARA AYUDAR CON LA INSTALACIÓN, LAS PRUEBAS, EL FUNCIONAMIENTO Y EL MANTENIMIENTO DEL EQUIPO DESCRITO. NO SE DEBE REPRODUCIR ESTE DOCUMENTO NI EN SU TOTALIDAD NI EN PARTE, NI SE DEBE REVELAR EL CONTENIDO A TERCEROS SIN LA APROBACIÓN POR ESCRITO DE GE.
2 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
AVISO:
Para configuraciones de válvulas no enumeradas en este manual, póngase en contacto con el centro Green Tag* para obtener ayuda.
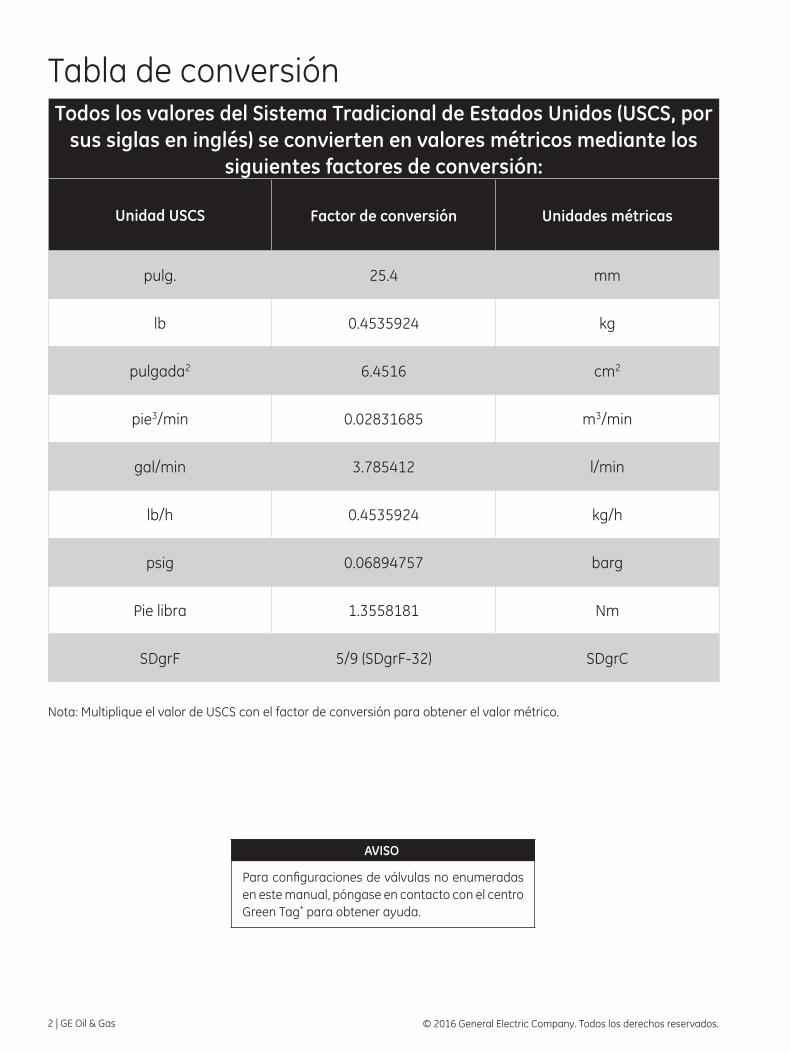
Todos los valores del Sistema Tradicional de Estados Unidos (USCS, por sus siglas en inglés) se convierten en valores métricos mediante los
siguientes factores de conversión:
Unidad USCS Factor de conversión Unidades métricas
pulg. 25.4 mm
lb 0.4535924 kg
pulgada2 6.4516 cm2
pie3/min 0.02831685 m3/min
gal/min 3.785412 l/min
lb/h 0.4535924 kg/h
psig 0.06894757 barg
Pie libra 1.3558181 Nm
SDgrF 5/9 (SDgrF-32) SDgrC
Tabla de conversión
Nota: Multiplique el valor de USCS con el factor de conversión para obtener el valor métrico.
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 3© 2016 General Electric Company. Todos los derechos reservados.
Tabla de conversión ............................................................................................................................................................... 2
I. Signo de seguridad del producto y sistema de etiqueta ..................................................................................... 5
II. Alertas de seguridad ............................................................................................................................................................ 6
III. Aviso de seguridad ................................................................................................................................................................. 7
IV. Información sobre la garantía .......................................................................................................................................... 8
V. Terminología sobre las válvulas de alivio de seguridad ....................................................................................... 8
VI. Manipulación, almacenamiento y preinstalación .................................................................................................. 9
VII. Instrucciones para la preinstalación e instalación .............................................................................................. 10
VIII. Características del diseño y nomenclatura ......................................................................................................... 10
A. Información general ................................................................................................................................................... 10
B. Opciones de diseño .................................................................................................................................................... 10
C. Nomenclatura ............................................................................................................................................................... 10
IX. Introducción .......................................................................................................................................................................... 11
A. Válvulas de alivio de seguridad MS y DA 19000 ............................................................................................ 11
B. Válvulas de alivio de seguridad 19096M-DA-BP ........................................................................................... 11
X. SRV Consolidated* Serie 19000 ................................................................................................................................... 12
A Válvula de asiento metálico.................................................................................................................................... 12
B. Tipos de tapa estándar ............................................................................................................................................. 13
C. Válvula de asiento blando ....................................................................................................................................... 14
D. La válvula 19096M-DA-BP ....................................................................................................................................... 15
XI. Prácticas de instalación recomendadas ................................................................................................................ 16
A. Posición de montaje .................................................................................................................................................. 16
B. Tubería de entrada .................................................................................................................................................... 16
C. Tubería de salida ......................................................................................................................................................... 17
XII. Desensamblaje de la SRV Consolidated* Serie 19000 ......................................................................................... 18
A. Información general .................................................................................................................................................. 18
B. Desensamblaje ............................................................................................................................................................. 19
C. Limpieza ........................................................................................................................................................................... 19
XIII. Mantenimiento ..................................................................................................................................................................... 20
A. Válvulas de asiento metálico (MS) ........................................................................................................................ 20
B. Válvulas de sellado de asiento de la junta tórica (DA) ................................................................................ 25
C. Verificación de la capacidad de concentración del eje ............................................................................ 26
XIV. Inspección y reemplazo de piezas ............................................................................................................................. 27
A. Base ................................................................................................................................................................................... 27
B. Disco de asiento metálico ....................................................................................................................................... 27
C. Ensamblaje del sello del asiento de la junta tórica ...................................................................................... 27
D. Casquillo ........................................................................................................................................................................... 27
E. Soporte del disco de la junta tórica .................................................................................................................... 27
F. Guía .................................................................................................................................................................................... 28
G. Eje ........................................................................................................................................................................................ 28
ÍndiceSección Asunto N.º de página
4 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
G.1 MS y DA ............................................................................................................................................................................ 28
G.2 DA-BP ................................................................................................................................................................................ 28
H. Resorte .......................................................................................................................................................................................... 29
I. Arandelas de tensión ............................................................................................................................................................ 29
J. Tornillo de ajuste ...................................................................................................................................................................... 29
K. Parte superior del casquillo ................................................................................................................................................ 29
L. Parte inferior del casquillo .................................................................................................................................................... 30
M. Placa de respaldo .................................................................................................................................................................... 30
N. Junta tórica del eje ................................................................................................................................................................. 30
O. Junta tórica de la placa de respaldo .............................................................................................................................. 30
P. Junta tórica del asiento ........................................................................................................................................................ 30
XV. Reensamblaje de la SRV Consolidated* Serie 19000 ................................................................................................... 30
A. Válvulas de asiento metálico (MS) .................................................................................................................................... 30
B. Válvulas de sellado de asiento de la junta tórica (DA) ............................................................................................ 31
C. Válvulas de sellado de asiento de la junta tórica 19096M-DA-BP .................................................................... 31
XVI. Configuraciónyprueba .............................................................................................................................................................. 33
A. Información general ............................................................................................................................................................... 33
B. Equipo de prueba .................................................................................................................................................................... 33
C. Medio de prueba ...................................................................................................................................................................... 33
D. Configuración de la válvula ................................................................................................................................................ 33
E. Establecimiento de la compensación de la presión ................................................................................................ 33
F. Purga ............................................................................................................................................................................................. 34
G. Punto de preapertura ............................................................................................................................................................ 35
H. Fuga del asiento ....................................................................................................................................................................... 35
I. Prueba de contrapresión (MS y DA) ................................................................................................................................. 35
J. Prueba hidrostática y amordazamiento ....................................................................................................................... 37
K. Accionamiento manual de la válvula ............................................................................................................................. 37
XVII. Guía de diagnóstico de fallas ..................................................................................................................................................... 37
XVIII. Herramientas de mantenimiento y suministros ................................................................................................................ 38
XIX. Planificacióndepiezasderepuesto ..................................................................................................................................... 39
A. Información general ............................................................................................................................................................... 39
B. Planificación del inventario ................................................................................................................................................. 39
C. Lista de piezas de repuesto ................................................................................................................................................ 39
D. Identificación y orden de imprescindibles ................................................................................................................... 39
XX. Piezas originales Consolidated* ............................................................................................................................................. 39
XXI. Piezas de repuesto recomendadas ......................................................................................................................................... 40
XXI. Servicio de campo, capacitación y programa de reparación ................................................................................ 41
A. Servicio de campo ................................................................................................................................................................... 41
B. Instalaciones de reparación en fábrica ........................................................................................................................ 41
C. Capacitación para el mantenimiento de la SRV ....................................................................................................... 41
Notas: .................................................................................................................................................................................................................. 42
Sección Asunto N.º de página
Índice
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 5© 2016 General Electric Company. Todos los derechos reservados.
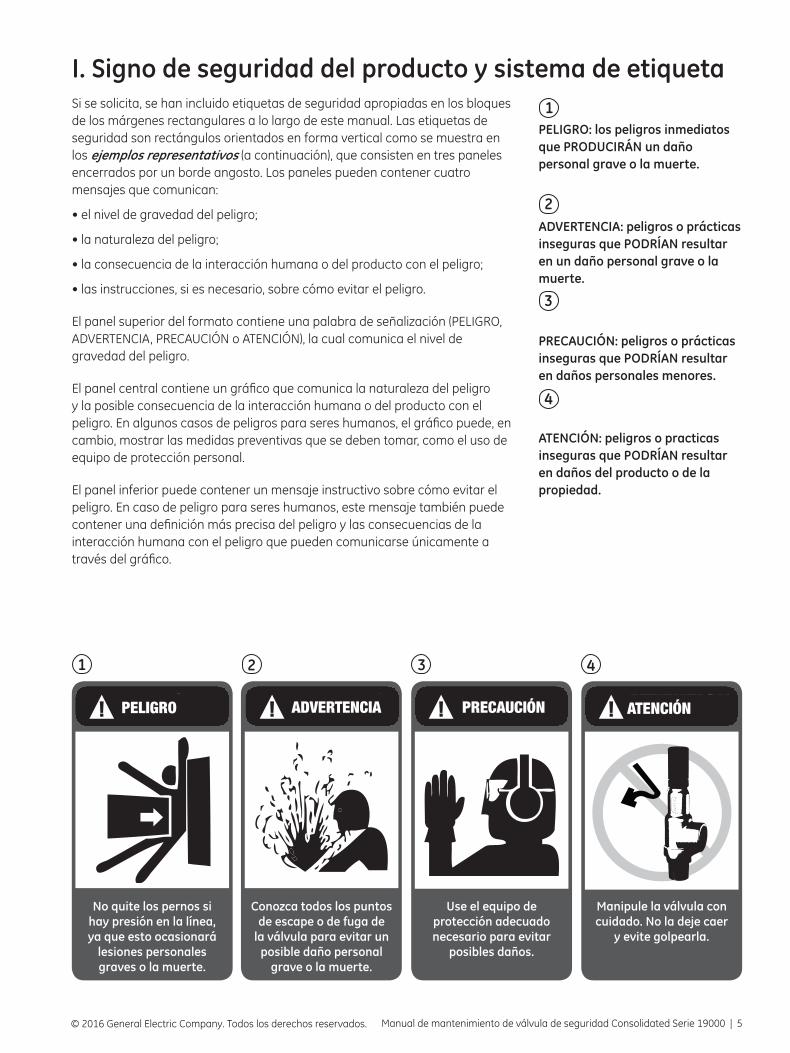
PELIGRO: los peligros inmediatos que PRODUCIRÁN un daño personal grave o la muerte.
ADVERTENCIA: peligros o prácticas inseguras que PODRÍAN resultar en un daño personal grave o la muerte.
PRECAUCIÓN: peligros o prácticas inseguras que PODRÍAN resultar en daños personales menores.
ATENCIÓN: peligros o practicas inseguras que PODRÍAN resultar en daños del producto o de la propiedad.
Si se solicita, se han incluido etiquetas de seguridad apropiadas en los bloques de los márgenes rectangulares a lo largo de este manual. Las etiquetas de seguridad son rectángulos orientados en forma vertical como se muestra en los ejemplos representativos (a continuación), que consisten en tres paneles encerrados por un borde angosto. Los paneles pueden contener cuatro mensajes que comunican:
• el nivel de gravedad del peligro;
• la naturaleza del peligro;
• la consecuencia de la interacción humana o del producto con el peligro;
• las instrucciones, si es necesario, sobre cómo evitar el peligro.
El panel superior del formato contiene una palabra de señalización (PELIGRO, ADVERTENCIA, PRECAUCIÓN o ATENCIÓN), la cual comunica el nivel de gravedad del peligro.
El panel central contiene un gráfico que comunica la naturaleza del peligro y la posible consecuencia de la interacción humana o del producto con el peligro. En algunos casos de peligros para seres humanos, el gráfico puede, en cambio, mostrar las medidas preventivas que se deben tomar, como el uso de equipo de protección personal.
El panel inferior puede contener un mensaje instructivo sobre cómo evitar el peligro. En caso de peligro para seres humanos, este mensaje también puede contener una definición más precisa del peligro y las consecuencias de la interacción humana con el peligro que pueden comunicarse únicamente a través del gráfico.
I. Signo de seguridad del producto y sistema de etiqueta
No quite los pernos si hay presión en la línea, ya que esto ocasionará
lesiones personales graves o la muerte.
Conozca todos los puntos de escape o de fuga de
la válvula para evitar un posible daño personal
grave o la muerte.
Use el equipo de protección adecuado necesario para evitar
posibles daños.
Manipule la válvula con cuidado. No la deje caer
y evite golpearla.
1
2
3
4
1 2 3 4
PELIGRO ADVERTENCIA PRECAUCIÓN ATENCIÓN
6 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
II. Alertas de seguridadLea - Comprenda - PractiqueAlertas de peligro
Una alerta de PELIGRO describe acciones que pueden ocasionar lesiones personales graves o la muerte. Además, puede proporcionar medidas preventivas para evitar lesiones personales graves o la muerte.
Las alertas de PELIGRO no son generales. GE no puede conocer todos los métodos de servicio concebibles ni evaluar todos los peligros potenciales. Los peligros incluyen:
• Alta temperatura/presión que pueden causar lesiones. Asegúrese de que no haya presión en el sistema antes de reparar o quitar las válvulas.
• No se pare frente a la salida de la válvula cuando está descargando. ALÉJESE DE LA VÁLVULA para evitar la exposición a medios de corrosión que puedan estar atrapados.
• Tenga extrema cautela cuando inspeccione una válvula de descarga de presión por posibles fugas.
• Permita que el sistema se enfríe a temperatura ambiente antes de limpiarlo, mantenerlo o repararlo. Los componentes calientes o fluidos pueden causar daños personales graves o la muerte.
• Siempre lea y cumpla con las etiquetas de seguridad en todos los recipientes. No quite ni modifique las etiquetas del recipiente. Las maniobras inapropiadas o el mal uso pueden provocar un daño personal grave o la muerte.
• Nunca utilice aire, gas o fluidos presurizados para limpiar ropa o partes del cuerpo. Nunca utilice partes del cuerpo para verificar fugas, niveles de flujo o áreas. El aire, el gas o los fluidos presurizados inyectados en o cerca del cuerpo pueden provocar daños personales graves o la muerte.
• Es responsabilidad del dueño especificar y proveer indumentaria de protección personal para proteger a las personas de las partes calientes o presurizadas. El contacto con partes calientes o presurizadas puede generar daños personales graves o la muerte.
• No permita que nadie bajo el efecto de tóxicos o narcóticos trabaje en o cerca de los sistemas de presurización. Los trabajadores bajo el efecto de tóxicos o narcóticos representan un peligro para ellos mismos y para otros empleados. Las acciones realizadas por un empleado intoxicado pueden ocasionar lesiones personales graves o la muerte a ellos mismos o a otros.
• Siempre realice el mantenimiento y la reparación adecuados. -El mantenimiento o la reparación incorrectos podrían dañar el producto o la propiedad y ocasionar lesiones personales graves o la muerte.
• Siempre use la herramienta adecuada para una tarea. El mal uso de una herramienta o el uso de una herramienta inapropiada podrían resultar en lesiones personales o daños al producto o a la propiedad.
• Asegúrese de que se realicen los procedimientos de salud física adecuados, si corresponde, antes de comenzar a operar en un ambiente con radioactividad.
Alertas de precaución
Una alerta de PRECAUCIÓN describe acciones que pueden ocasionar una lesión personal. Además, puede proporcionar medidas preventivas para evitar lesiones personales. Las precauciones incluyen:
• Preste atención a todas las advertencias del manual de servicios. Lea las instrucciones de instalación antes de instalar las válvulas.
• Use la protección para los oídos apropiada cuando haga pruebas u opere válvulas.
• Use la protección para los ojos y la ropa apropiada.
• Use equipos de protección de la respiración para protegerse de los materiales tóxicos.

Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 7© 2016 General Electric Company. Todos los derechos reservados.
La instalación y puesta en marcha apropiadas son esenciales para un funcionamiento seguro y confiable de todos los productos de la válvula. Los procedimientos relevantes recomendados por GE y descritos en estas instrucciones son métodos efectivos para realizar las tareas requeridas.
Es importante observar que estas instrucciones contienen diversos “mensajes de seguridad”, los cuales deben leerse cuidadosamente para minimizar el riesgo de daño personal o la posibilidad de que se sigan procedimientos inapropiados, lo que podría dañar el producto de GE o volverlo inseguro. También es importante comprender que estos “mensajes de seguridad” no están completos. GE no tiene la posibilidad de saber, evaluar y recomendar a cualquier cliente sobre todas las formas concebibles en las cuales una tarea se puede realizar o sobre las consecuencias de los peligros posibles de cada forma. En consecuencia, GE no ha realizado una evaluación tan amplia. Por lo tanto, cualquiera que utilice un procedimiento o herramienta que no esté recomendada por GE o que se desvíe de las recomendaciones de GE debe estar completamente seguro de que ni la seguridad del personal, ni la seguridad de la válvula se pondrán en peligro por el método o herramientas seleccionados. Comuníquese con GE al (318) 640-6055 si tiene alguna consulta con respecto a las herramientas/los métodos.
La instalación y la puesta en marcha de las válvulas o de los productos de la válvula pueden incluir la proximidad a fluidos con una presión o temperaturas muy elevadas. En consecuencia, se deben tomar todas las precauciones necesarias para evitar daños al personal durante la realización de cualquier procedimiento. Estas precauciones deberán constar de, entre otras, la protección de los oídos, la protección de los ojos y el uso de ropa protectora (es decir, guantes, etc.) cuando el personal esté en o cerca del área de trabajo de la válvula. Debido a diversas circunstancias y condiciones en las cuales estas operaciones pueden realizarse en los productos de GE, y las consecuencias de los daños posibles, GE no puede evaluar todas las condiciones que podrían dañar al personal o al equipo. Sin embargo, GE ofrece ciertas Alertas de Seguridad, descritas en la Sección II, sólo para información del cliente.
Es la responsabilidad del comprador o usuario del equipo o válvulas de Consolidated* capacitar bien a todo el personal que trabajará con el equipo o válvulas en cuestión. Para más información sobre los cronogramas de capacitación, llame al 318/640-6054. Además, antes de trabajar con las válvulas o equipos en cuestión, el personal que realizará tal trabajo deberá familiarizarse por completo con el contenido de estas instrucciones. Puede adquirir copias adicionales de estas instrucciones, por un costo mínimo, contactándose con GE (por escrito) a P.O. Box 1430, Alexandria, LA 71309-1430, o llamando al 318/640-2250, Fax (318) 640-6325.
Use el equipo de protección personal
adecuado necesario para evitar posibles lesiones
III. Aviso de seguridad
PRECAUCIÓN
8 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
V. Terminología sobre las válvulas de alivio de seguridad (SRV)
1. AcumulaciónLa presión se incrementa por encima de la presión máxima de funcionamiento permitida del receptáculo durante la descarga a través de la SRV, expresada como un porcentaje de esa presión o en unidades de presión real.
2. ContrapresiónLa presión del lateral de descarga de la SRV:
a. Contrapresión acumulada: la presión que se desarrolla en la salida de la válvula, después de la apertura de la SRV, como resultado del flujo.
b. Contrapresión superimpuesta: la presión en el cabezal de descarga antes de la apertura de la SRV.
3. Contrapresión constante
La contrapresión superimpuesta que es constante en el tiempo.
4. Contrapresión variableLa contrapresión superimpuesta que varía en el tiempo.
5. Purga La diferencia entre la presión predeterminada y la presión del asiento de la SRV.
6. Presión predeterminada en fríoLa presión con la que se ajusta la válvula para su apertura en el banco de prueba. Esta presión incluye las correcciones
de la contrapresión o las condiciones de mantenimiento de temperatura.
Diferencia entre la presión de funcionamiento y la presión predeterminada de las válvulas: en servicios de proceso instalados normalmente proporcionará mejores resultados si la presión de funcionamiento no supera el 90 por ciento de la presión predeterminada. Sin embargo, en líneas de descarga por bomba y compresor, el diferencial requerido entre las presiones de funcionamiento y la predeterminada puede ser mayor por las pulsaciones de la presión que provienen de un pistón alternativo. La válvula debe colocarse lo más lejos posible de la presión de funcionamiento.
7. ElevaciónEl recorrido real del disco lejos de la posición cerrada cuando una válvula está descargando.
8. Presión de funcionamiento máxima permitida La presión manométrica máxima permitida en un receptáculo a una temperatura designada. Es posible que un receptáculo no pueda operarse por encima de esta presión, o su equivalente, en cualquier temperatura del metal distinta a la que se utiliza en este diseño. Por consiguiente, para esa temperatura del
IV. Información de garantíaDeclaración de Garantía:(1) GE garantiza que sus productos y trabajo cumplirán con las especificaciones apropiadas y con otros requisitos específicos de producto y trabajo (inclusive aquellos de realización), si hubiera, y desliga su responsabilidad por defectos en el material y en la mano de obra.
PRECAUCIÓN: Los artículos defectuosos y no conformes deben guardarse para la inspección de GE y devolverse al fabricante bajo pedido.
Selección incorrecta o aplicación inadecuada de productos: GE no puede ser responsable por la selección incorrecta o la aplicación inadecuada de nuestros productos por parte del cliente.
Trabajo de reparación no autorizado: GE no ha autorizado a ninguna empresa de reparación no afiliada con GE, a contratistas u a otras personas a realizar servicio de reparación de garantía en productos nuevos o productos reparados en campo. Por lo tanto, los clientes que contraten tales servicios de reparación de fuentes no autorizadas lo deben hacer bajo su propia cuenta y riesgo.
Remoción no autorizada de sellos: Todas las válvulas nuevas y las válvulas reparadas en campo por el Servicio de Campo de GE Consolidated* están selladas para asegurarle al cliente de nuestra garantía contra defectos de mano de obra. La remoción no autorizada o la ruptura de este sello dejará sin efecto nuestra garantía.
(1) Consulte los Términos de Venta Estándar de GE para obtener más detalles sobre la garantía y la limitación de compensación y responsabilidad.
Los artículos defectuosos o no
conformes deben ser inspeccionados por GE.
S E A L E D
La remoción o rotura del sello anulará nuestra
garantía.
PRECAUCIÓN
PRECAUCIÓN
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 9© 2016 General Electric Company. Todos los derechos reservados.
V. Terminología sobre las válvulas de alivio de seguridad (Cont.)
metal, es la presión más alta en la que la válvula de presión primaria se encuentra configurada para su apertura.
9. Presión de funcionamientoLa presión manométrica a la que el receptáculo normalmente está sujeto en servicio. Se proporciona un margen adecuado entre la presión de funcionamiento y la presión de funcionamiento máxima permitida. Para un funcionamiento seguro garantizado, la presión de funcionamiento debe estar al menos un 10 por ciento por debajo de la presión de funcionamiento máxima permitida o a 5 psi (0.34 bar), la que sea mayor.
10. SobrepresiónUn incremento de la presión sobre la presión predeterminada del dispositivo de alivio primario. La sobrepresión es similar a la acumulación cuando el dispositivo de alivio está configurado con la presión de funcionamiento máxima permitida del receptáculo. Normalmente, la sobrepresión se expresa como un porcentaje de presión predeterminada.
11. Capacidad nominalEl porcentaje de flujo medido en una sobrepresión porcentual autorizada permitida por el código aplicable. La capacidad nominal generalmente se expresa en libras por hora (lb/h) cuando se trata de vapor, pies cúbicos estándar por minuto (SCFM) o m3/min cuando se trata de gases, y en galones por minuto (GPM) cuando son líquidos.
12. Válvula de alivioUn dispositivo de alivio automático de presión accionado por un
flujo de presión estática desde la válvula. La válvula de alivio se utiliza principalmente para el servicio de líquidos.
13. Válvula de alivio de seguridad (SRV)Un dispositivo de alivio automático de presión que se utiliza como una válvula de alivio o de seguridad, de acuerdo con su aplicación. La SRV se utiliza para proteger al personal y al equipo a través de la prevención de la sobrepresión excesiva.
14. Válvula de seguridadUn dispositivo de alivio automático de presión accionado por el flujo de presión estática de la válvula que se caracteriza por una apertura rápida o una acción “emergente”. Se utiliza para el servicio con humo, gas o vapor.
15. Presión predeterminadaLa presión manométrica en la entrada de la válvula para la que se ha ajustado la válvula de alivio para su apertura durante el servicio. En servicio con líquido, la presión de entrada con la que la válvula comienza a descargar establece la presión predeterminada. En servicio con gas o vapor, la presión de entrada con la que la válvula se acciona establece la presión predeterminada.
16. Punto de preaperturaEl pasaje audible de un gas o vapor a través de las superficies del asiento justo antes del “accionamiento”. La diferencia entre esta presión “comenzar-para-abrir” y la presión predeterminada se denomina “punto de preapertura”. El punto de preapertura normalmente se expresa como un porcentaje de la presión predeterminada.
VI. Manipulación, almacenamientoManipulación
Las válvulas no deben enviarse con la brida de entrada hacia abajo. Estas válvulas deben conservarse en su empaque de fábrica lleno de espuma hasta su instalación.
¡ATENCIÓN!
Nunca levante la válvula desde la palanca de elevación.
¡ATENCIÓN!
Manipule con cuidado. No deje caer ni golpee la válvula.
No someta las SRV, con o sin su empaque, a golpes fuertes. Asegúrese de que la válvula no se abolle ni se caiga durante la carga o descarga de un camión. Al elevar la válvula, tenga cuidado para evitar abollarla contra las estructuras de acero y otros objetos.
¡ATENCIÓN!
Evite el ingreso de polvo y material en la entrada o salida de la válvula.
Almacenamiento
Almacene las SRV en un ambiente seco y protéjalas de la intem-perie. No quite la válvula de las plataformas o empaques hasta inmediatamente antes de la instalación.
No quite los protectores de la brida y los tapones del asiento hasta que la válvula esté lista para ser atornillada a su lugar durante la instalación.
Las válvulas atornilladas/móviles deben conservarse en sus em-paques de fábrica con espuma hasta su instalación para evitar dañar las roscas externas de entrada.
10 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
VII. Instrucciones de instalación previa e instalaciónCuando desempaque las SRV y quite los protectores de las bridas o los tapones de sellado, tenga extremo cuidado para evitar que ingrese polvo y otros materiales externos en los puertos de entrada y salida mientras atornilla la válvula en su lugar.
VIII. Características del diseño y nomenclaturaA. Información generalLa válvula de alivio de seguridad móvil Consolidated* Serie 19000 tiene bordes de acero inoxidable 316 como material estándar. El rendimiento confiable y los procedimientos simples de mantenimiento son características de esta válvula, cuando se la instala correctamente en aplicaciones adecuadas para su diseño.
La SRV Consolidated* Serie 19000 tiene tres clases de presión: 19000L 5-290 psig (0.34-19.99 barg), 19000M 291-2000 psig (20.06-137.90 barg) y 19000H 2001 psig (137.96 barg) y superior. Las piezas estándar Consolidated* Serie 19000 se utilizan tanto para aplicaciones con líquidos como para aplicaciones con gas. Está diseñada para la purga breve en todos los tipos de medios, normalmente menos del 10 por ciento.
Todas las válvulas de alivio de seguridad Consolidated* Serie 19000 tienen purga fija. Esto quiere decir que las piezas están diseñadas de manera que no se requiere configuración al ajustar o probar la válvula.
B. Opciones de diseñoB.1 Válvulas de alivio de seguridad MS y DA Consolidated* Serie 19000Válvulas de sellado del asiento de la junta tórica
Todas las válvulas Consolidated* Serie 19000 están disponibles con un sello de asiento de la junta tórica como una opción de diseño. Este diseño opcional es un cierre hermético al 97 por ciento de las presiones predeterminadas por encima de 100 psig (6.89 barg), para cumplir con los requerimientos de aplicación más allá de las capacidades normales de las válvulas de asiento metal-metal. Las válvulas Consolidated* Serie 19000 con opción de sello de asiento de la junta tórica están identificadas con el sufijo DA. (Vea la Tabla 14).
Palancas de elevación, tapas y mordazas
Todas las válvulas Consolidated* Serie 19000 están diseñadas de modo que la conversión del campo de la tapa atornillada estándar a la tapa de la palanca de elevación plana o a una
tapa de la palanca de elevación empacada (o viceversa) no requiera el desensamblaje de la válvula o su reconfiguración. La opción de la palanca de elevación está diseñada para abrir la válvula al 75 por ciento de la presión predeterminada de la válvula, en cumplimiento con el código ASME, Sección VIII. Además, todas las tapas de las válvulas Consolidated* Serie 19000 disponibles pueden estar equipadas con una mordaza, a pedido del cliente.
Conexiones de entrada/salida
Todas las válvulas Consolidated* Serie 19000 pueden ser proporcionadas por GE Consolidated* con conexiones de entrada o salida con soldadura a encaje o bridada, a pedido del cliente.
B.2 Válvulas de alivio de seguridad 19096M-DA-BP (Vea la Figura 6)
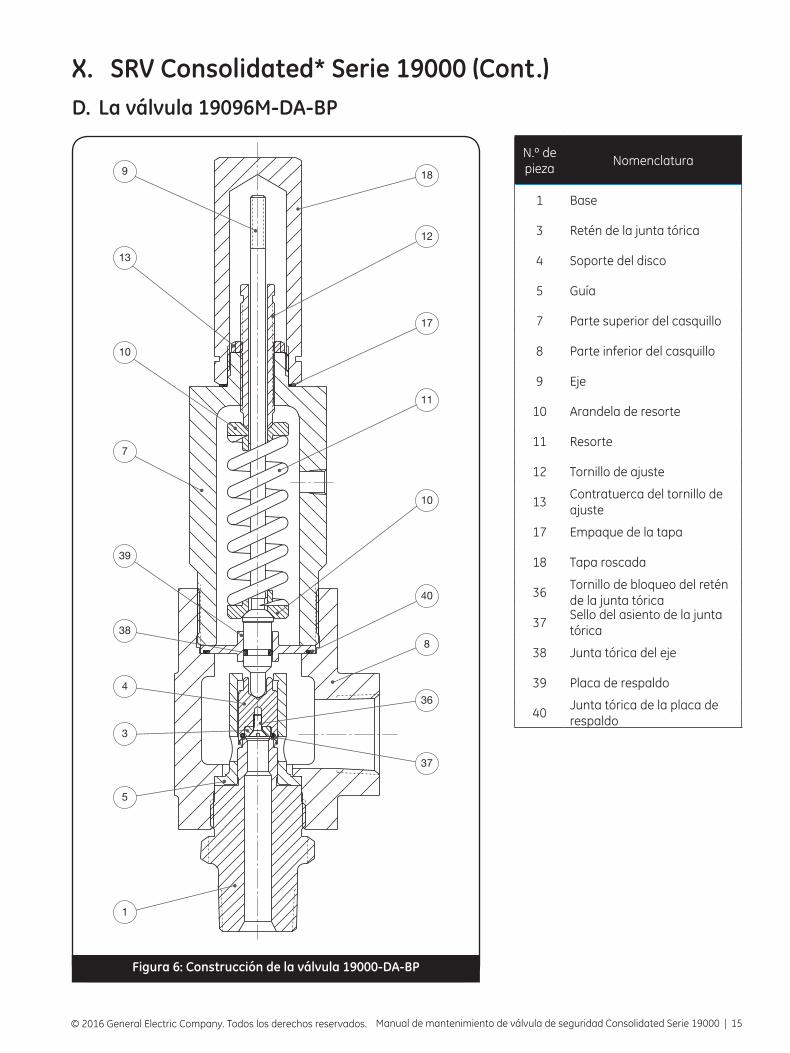
En este diseño, el casquillo y el eje son diferentes: hay dos piezas agregadas y dos juntas tóricas adicionales. El casquillo tiene un diseño de dos piezas en lugar de una. La parte superior del casquillo (7) es la pieza macho y se atornilla en el casquillo inferior hembra (8). El casquillo inferior tiene una plataforma mecanizada en la parte superior en la que se apoya una placa de respaldo (39) a través de una junta tórica (40), número de pieza 310XX030. (Las “XX” en el número de pieza designan el material y la dureza de la junta tórica). El eje (9) está modificado para tener un diámetro mayor en la sección inferior para soportar una junta tórica 310XX011 (40), que se desliza a través del diámetro interno de la placa de respaldo (39), y proporciona un área prácticamente similar a la de la base que equilibra los efectos de la contrapresión.
C. NomenclaturaLa nomenclatura de la válvula aplicable para las configuraciones de entrada macho y hembra Consolidated* Serie 19000 se ilustra en las Figuras 1 a 6. La nomenclatura de las piezas relevantes para palancas de elevación opcionales, tapas y la mordaza, según corresponda, se proporcionan en las Figuras 1 a 6.
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 11© 2016 General Electric Company. Todos los derechos reservados.
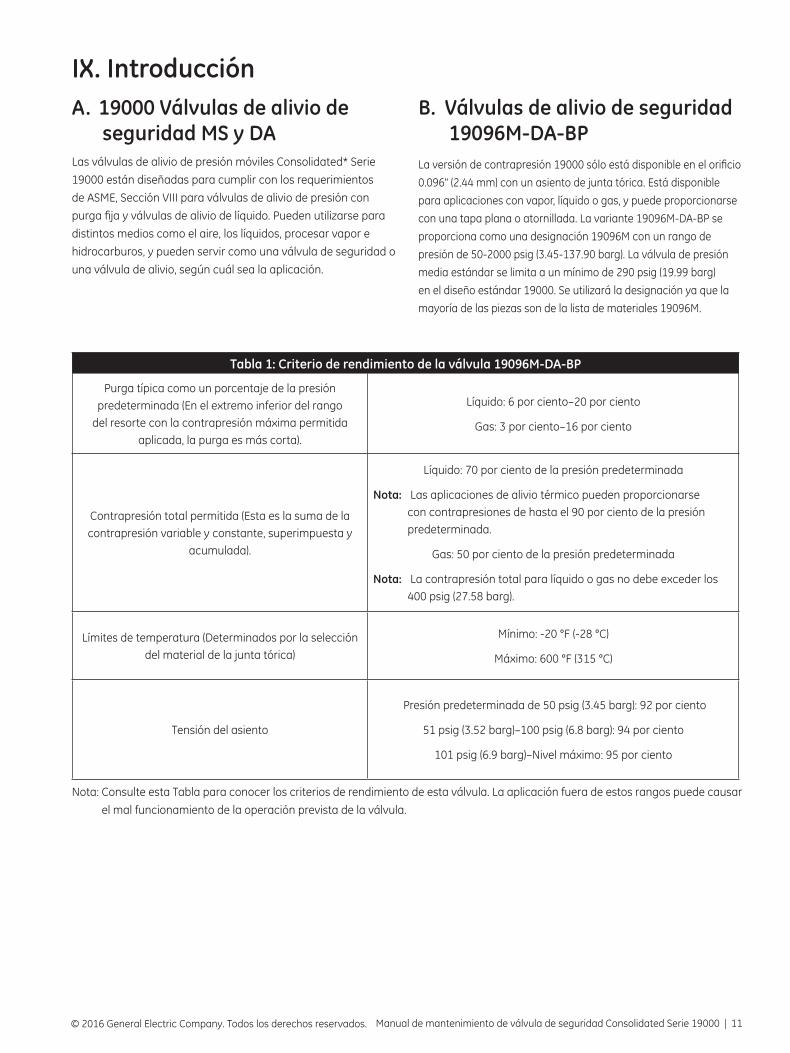
Nota: Consulte esta Tabla para conocer los criterios de rendimiento de esta válvula. La aplicación fuera de estos rangos puede causar el mal funcionamiento de la operación prevista de la válvula.
Tabla 1: Criterio de rendimiento de la válvula 19096M-DA-BP
Purga típica como un porcentaje de la presión predeterminada (En el extremo inferior del rango
del resorte con la contrapresión máxima permitida aplicada, la purga es más corta).
Líquido: 6 por ciento–20 por ciento
Gas: 3 por ciento–16 por ciento
Contrapresión total permitida (Esta es la suma de la contrapresión variable y constante, superimpuesta y
acumulada).
Líquido: 70 por ciento de la presión predeterminada
Nota: Las aplicaciones de alivio térmico pueden proporcionarse con contrapresiones de hasta el 90 por ciento de la presión predeterminada.
Gas: 50 por ciento de la presión predeterminada
Nota: La contrapresión total para líquido o gas no debe exceder los 400 psig (27.58 barg).
Límites de temperatura (Determinados por la selección del material de la junta tórica)
Mínimo: -20 °F (-28 °C)
Máximo: 600 °F (315 °C)
Tensión del asiento
Presión predeterminada de 50 psig (3.45 barg): 92 por ciento
51 psig (3.52 barg)–100 psig (6.8 barg): 94 por ciento
101 psig (6.9 barg)–Nivel máximo: 95 por ciento
IX. IntroducciónA. 19000 Válvulas de alivio de
seguridad MS y DALas válvulas de alivio de presión móviles Consolidated* Serie 19000 están diseñadas para cumplir con los requerimientos de ASME, Sección VIII para válvulas de alivio de presión con purga fija y válvulas de alivio de líquido. Pueden utilizarse para distintos medios como el aire, los líquidos, procesar vapor e hidrocarburos, y pueden servir como una válvula de seguridad o una válvula de alivio, según cuál sea la aplicación.
B. Válvulas de alivio de seguridad 19096M-DA-BP
La versión de contrapresión 19000 sólo está disponible en el orificio 0.096" (2.44 mm) con un asiento de junta tórica. Está disponible para aplicaciones con vapor, líquido o gas, y puede proporcionarse con una tapa plana o atornillada. La variante 19096M-DA-BP se proporciona como una designación 19096M con un rango de presión de 50-2000 psig (3.45-137.90 barg). La válvula de presión media estándar se limita a un mínimo de 290 psig (19.99 barg) en el diseño estándar 19000. Se utilizará la designación ya que la mayoría de las piezas son de la lista de materiales 19096M.
12 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
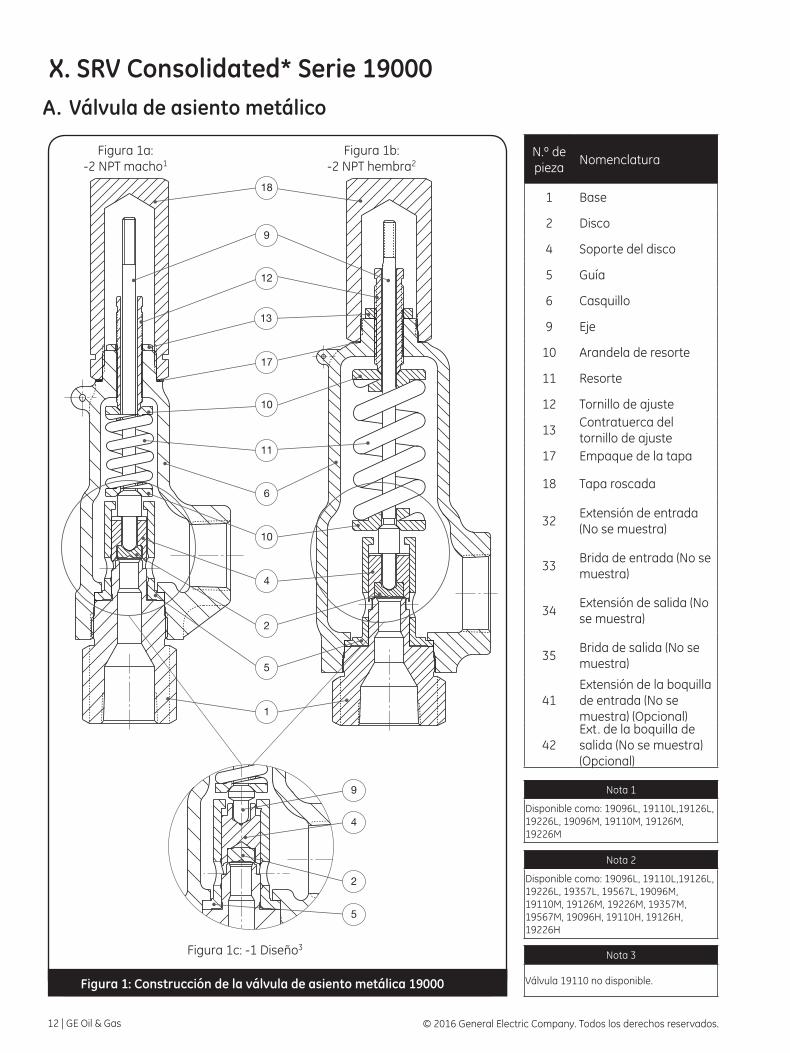
X. SRV Consolidated* Serie 19000A. Válvula de asiento metálico
N.º de pieza Nomenclatura
1 Base
2 Disco
4 Soporte del disco
5 Guía
6 Casquillo
9 Eje
10 Arandela de resorte
11 Resorte
12 Tornillo de ajuste
13 Contratuerca del tornillo de ajuste
17 Empaque de la tapa
18 Tapa roscada
32 Extensión de entrada (No se muestra)
33 Brida de entrada (No se muestra)
34 Extensión de salida (No se muestra)
35 Brida de salida (No se muestra)
41Extensión de la boquilla de entrada (No se muestra) (Opcional)
42Ext. de la boquilla de salida (No se muestra) (Opcional)
18
9
12
13
17
10
11
6
10
4
2
5
1
9
4
2
5
Figura 1: Construcción de la válvula de asiento metálica 19000
Figura 1c: -1 Diseño3
Figura 1b: -2 NPT hembra2
Figura 1a: -2 NPT macho1
Nota 1
Disponible como: 19096L, 19110L,19126L, 19226L, 19096M, 19110M, 19126M, 19226M
Nota 2
Disponible como: 19096L, 19110L,19126L, 19226L, 19357L, 19567L, 19096M, 19110M, 19126M, 19226M, 19357M, 19567M, 19096H, 19110H, 19126H, 19226H
Nota 3
Válvula 19110 no disponible.
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 13© 2016 General Electric Company. Todos los derechos reservados.
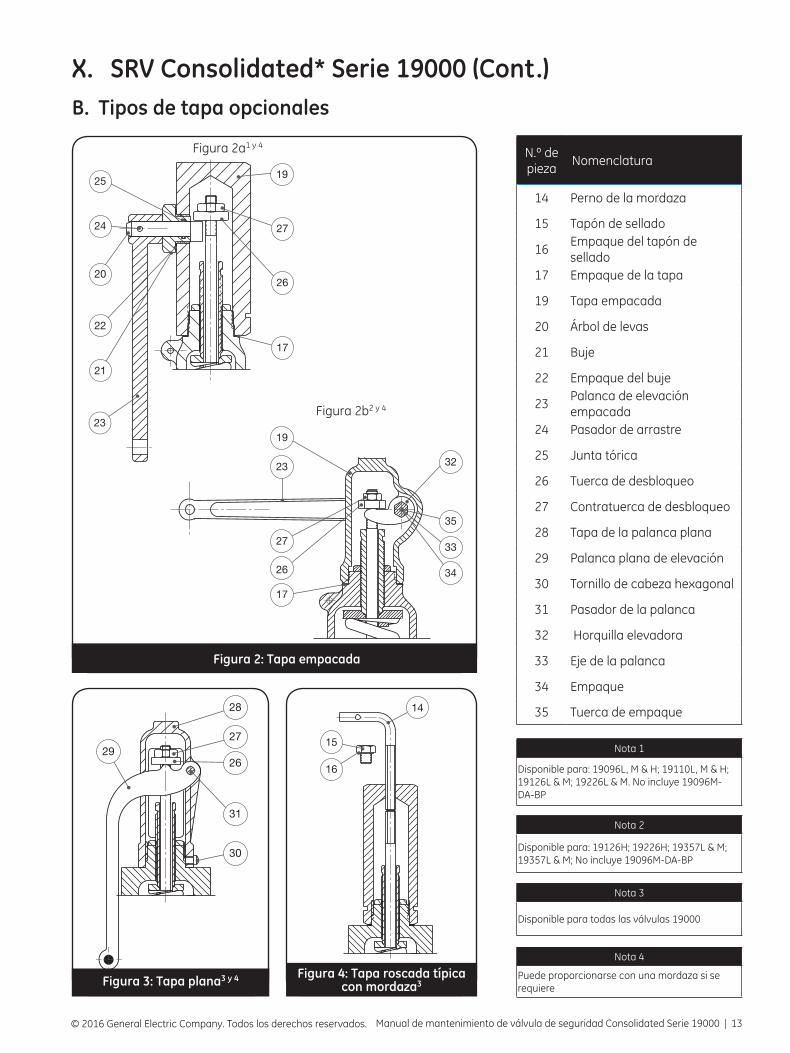
X. SRV Consolidated* Serie 19000 (Cont.)
28
27
26
31
30
29
Figura 3: Tapa plana3 y 4
14
16
15
Figura 4: Tapa roscada típica con mordaza3
B. Tipos de tapa opcionales
Nota 1
Disponible para: 19096L, M & H; 19110L, M & H; 19126L & M; 19226L & M. No incluye 19096M-DA-BP
Nota 2
Disponible para: 19126H; 19226H; 19357L & M; 19357L & M; No incluye 19096M-DA-BP
Nota 3
Disponible para todas las válvulas 19000
Nota 4
Puede proporcionarse con una mordaza si se requiere
N.º de pieza Nomenclatura
14 Perno de la mordaza
15 Tapón de sellado
16 Empaque del tapón de sellado
17 Empaque de la tapa
19 Tapa empacada
20 Árbol de levas
21 Buje
22 Empaque del buje
23 Palanca de elevación empacada
24 Pasador de arrastre
25 Junta tórica
26 Tuerca de desbloqueo
27 Contratuerca de desbloqueo
28 Tapa de la palanca plana
29 Palanca plana de elevación
30 Tornillo de cabeza hexagonal
31 Pasador de la palanca
32 Horquilla elevadora
33 Eje de la palanca
34 Empaque
35 Tuerca de empaque
1925
24
20
21
23
22
27
26
17
19
32
35
3327
26
17
23
34
Figura 2: Tapa empacada
Figura 2a1 y 4
Figura 2b2 y 4
14 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
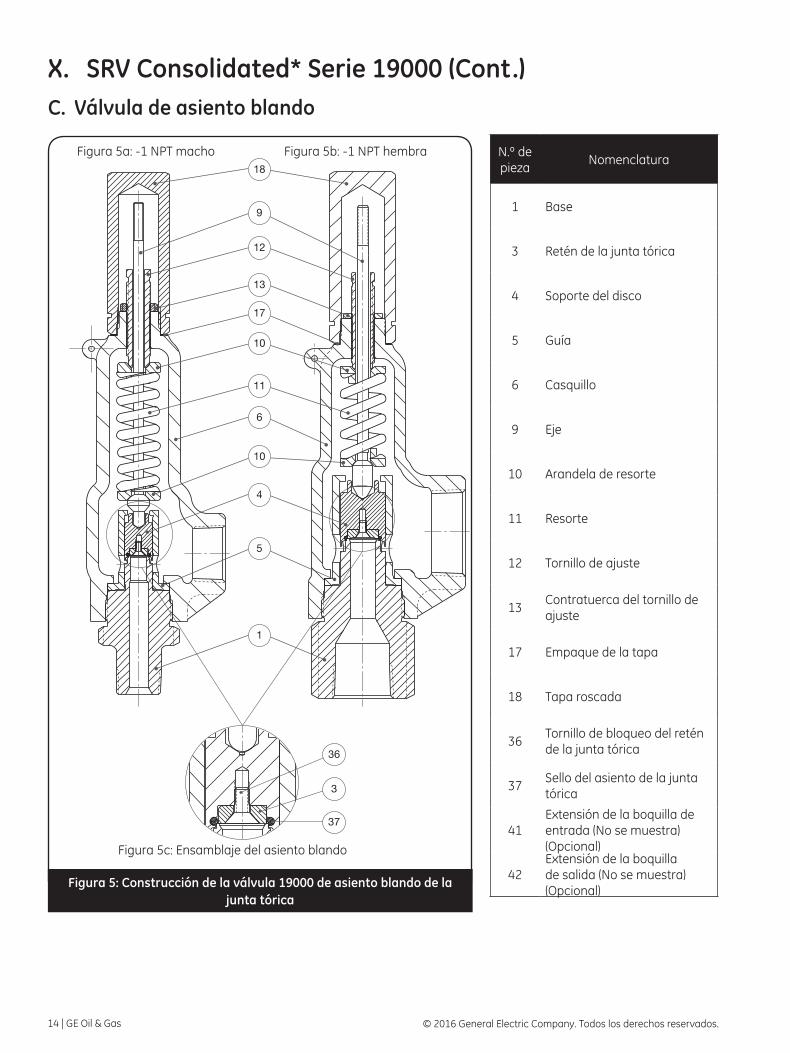
X. SRV Consolidated* Serie 19000 (Cont.)
N.º de pieza Nomenclatura
1 Base
3 Retén de la junta tórica
4 Soporte del disco
5 Guía
6 Casquillo
9 Eje
10 Arandela de resorte
11 Resorte
12 Tornillo de ajuste
13 Contratuerca del tornillo de ajuste
17 Empaque de la tapa
18 Tapa roscada
36 Tornillo de bloqueo del retén de la junta tórica
37 Sello del asiento de la junta tórica
41Extensión de la boquilla de entrada (No se muestra) (Opcional)
42Extensión de la boquilla de salida (No se muestra) (Opcional)
C. Válvula de asiento blando
18
9
12
13
17
10
11
6
4
5
1
10
36
37
3
Figura 5: Construcción de la válvula 19000 de asiento blando de la junta tórica
Figura 5a: -1 NPT macho Figura 5b: -1 NPT hembra
Figura 5c: Ensamblaje del asiento blando
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 15© 2016 General Electric Company. Todos los derechos reservados.
X. SRV Consolidated* Serie 19000 (Cont.)D. La válvula 19096M-DA-BP
189
12
13
17
10
10
39
40
8
4
11
7
38
3
37
36
1
5
Figura 6: Construcción de la válvula 19000-DA-BP
N.º de pieza Nomenclatura
1 Base
3 Retén de la junta tórica
4 Soporte del disco
5 Guía
7 Parte superior del casquillo
8 Parte inferior del casquillo
9 Eje
10 Arandela de resorte
11 Resorte
12 Tornillo de ajuste
13 Contratuerca del tornillo de ajuste
17 Empaque de la tapa
18 Tapa roscada
36 Tornillo de bloqueo del retén de la junta tórica
37 Sello del asiento de la junta tórica
38 Junta tórica del eje
39 Placa de respaldo
40 Junta tórica de la placa de respaldo
16 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XI. Prácticas de instalación recomendadasA. Posición de instalaciónInstale las SRV en una posición vertical (hacia arriba) (en cumplimiento con API RP 530). La instalación de una válvula de alivio de seguridad en cualquier otra posición que no sea vertical (±1 grado) afectará de forma desfavorable su funcionamiento como resultado de la desalineación inducida de las piezas móviles.
Se puede instalar una válvula de cierre entre el receptáculo de presión y su válvula de alivio únicamente de acuerdo con lo permitido por las regulaciones del código. Si se instala una válvula de cierre entre el receptáculo de presión y la válvula de alivio de seguridad (SRV), el área de instalación de la válvula de cierre debe igualar o exceder el área interna nominal asociada con el tamaño del tubo de la entrada de la SRV. El descenso de la presión del receptáculo a la SRV no debe exceder el tres (3) por ciento de la presión predeterminada de la válvula, cuando fluye en toda su capacidad.
Los puertos roscados de entrada y salida y las superficies de sellado de la válvula y todas las tuberías de conexión deben estar libres de tierra, sedimento y escamas.
En el caso de válvulas atornilladas/portátiles, tenga cuidado para evitar que el casquillo se desatornille de la base; si se utiliza una llave para tubos para instalar o quitar la base, asegúrese de que la llave se coloque en las partes planas de la base y no en el casquillo. Si se rompe la junta del casquillo/base, se debe volver a probar la válvula para garantizar la adecuada presión predeterminada y el funcionamiento correcto de la válvula.
Coloque las SRV de manera que se permita un fácil acceso y extracción para que se puedan reparar adecuadamente. Asegúrese de dejar un espacio de trabajo suficiente alrededor y sobre la válvula.
B. Tubería de entradaLa tubería de entrada (vea la Figura 7) hacia la válvula debe ser corta y directa desde el receptáculo o equipo que se protege. El radio de la conexión al receptáculo debe permitir el flujo uniforme hacia la válvula. Evite las esquinas rectas. Si esto no es posible, la entrada debe ser como mínimo más grande que el diámetro de un tubo adicional.
El descenso de la presión del receptáculo a la válvula no debe exceder el tres (3) por ciento de la presión predeterminada de la válvula cuando esta permite el flujo en toda su capacidad. La tubería de entrada no debe tener un diámetro menor al de la conexión de entrada de la válvula. El descenso de presión excesivo durante el servicio del gas, el vapor o los líquidos que pueden convertirse en vapor en la entrada de la SRV provocará la apertura y el cierre extremadamente rápidos de la válvula, lo que se conoce como “crepitación”. La crepitación dará como resultado una capacidad reducida y dañará las superficies de los asientos. La instalación más recomendada es aquella en la que el tamaño nominal de la tubería de entrada es el mismo que el tamaño nominal de la brida de entrada de la válvula, o superior a este, y aquella en la que la longitud no excede las dimensiones de “superficie con superficie” de una te estándar de la clase de presión requerida.
No instale las entradas de la SRV donde haya turbulencia excesiva, es decir, cerca de codos, tes, curvas, placas de orificios o válvulas reguladoras.
La sección VIII del código de la caldera y el receptáculo de presión ASME requiere que el diseño de conexión de entrada tenga en cuenta las condiciones de tensión durante el funcionamiento de la válvula, resultantes de la carga externa, la vibración y las cargas debido a la expansión térmica de la tubería de descarga.
La determinación de fuerzas de reacción durante la descarga de la válvula es responsabilidad del diseñador del receptáculo o la tubería. GE publica cierta información técnica sobre las fuerzas de reacción bajo distintas condiciones de flujo de líquidos, pero no es responsable de los cálculos y el diseño de la tubería de entrada.
La carga externa, a través de una tubería de descarga y sistemas de respaldo mal diseñados, y la alineación forzada de la tubería de descarga puede provocar tensión y distorsión excesivas en la válvula y en la tubería de entrada. La tensión en la válvula puede provocar un funcionamiento incorrecto o fugas. Por lo tanto, la tubería de descarga debe tener un
Preste atención a todas las advertencias del manual de servicios. Lea las instrucciones
de instalación antes de instalar las válvulas.
No instale la válvula en el extremo de un tubo en el que normalmente no hay flujoocercadecodos,tes,
curvas, etc.
Instale las válvulas de alivio de seguridad
únicamente en posición vertical, hacia arriba.
PELIGRO
PELIGRO
PRECAUCIÓN
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 17© 2016 General Electric Company. Todos los derechos reservados.
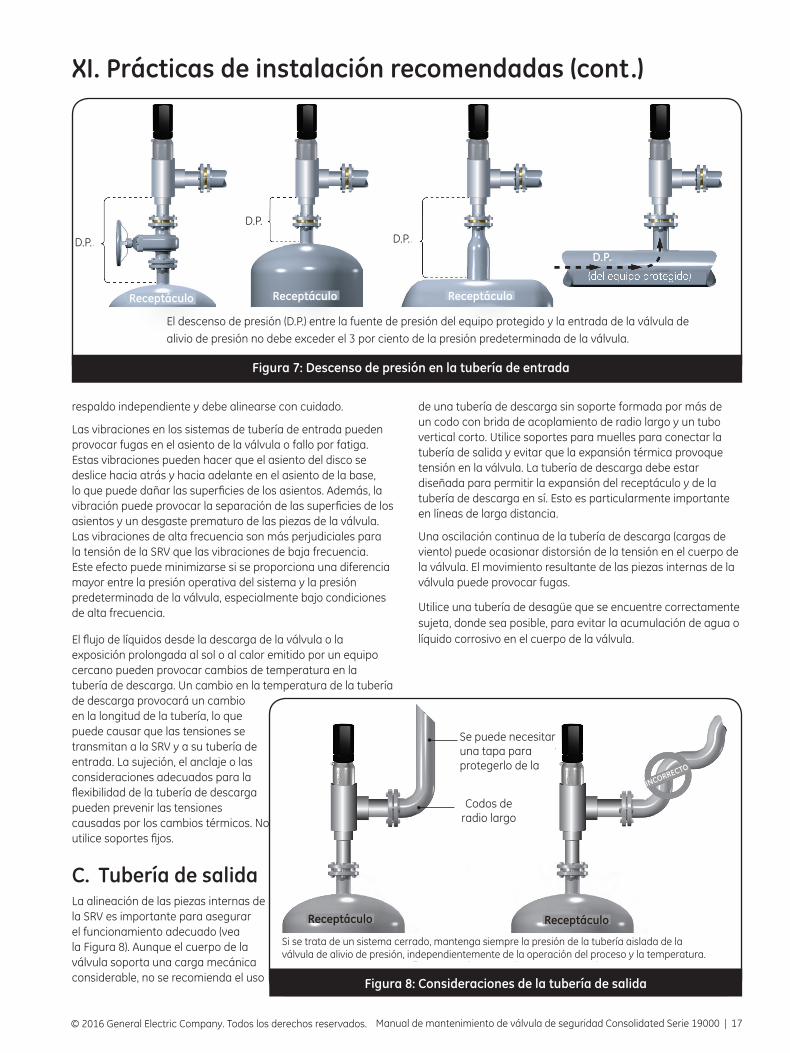
Figura 7: Descenso de presión en la tubería de entrada
XI. Prácticas de instalación recomendadas (cont.)
respaldo independiente y debe alinearse con cuidado.
Las vibraciones en los sistemas de tubería de entrada pueden provocar fugas en el asiento de la válvula o fallo por fatiga. Estas vibraciones pueden hacer que el asiento del disco se deslice hacia atrás y hacia adelante en el asiento de la base, lo que puede dañar las superficies de los asientos. Además, la vibración puede provocar la separación de las superficies de los asientos y un desgaste prematuro de las piezas de la válvula. Las vibraciones de alta frecuencia son más perjudiciales para la tensión de la SRV que las vibraciones de baja frecuencia. Este efecto puede minimizarse si se proporciona una diferencia mayor entre la presión operativa del sistema y la presión predeterminada de la válvula, especialmente bajo condiciones de alta frecuencia.
El flujo de líquidos desde la descarga de la válvula o la exposición prolongada al sol o al calor emitido por un equipo cercano pueden provocar cambios de temperatura en la tubería de descarga. Un cambio en la temperatura de la tubería de descarga provocará un cambio en la longitud de la tubería, lo que puede causar que las tensiones se transmitan a la SRV y a su tubería de entrada. La sujeción, el anclaje o las consideraciones adecuados para la flexibilidad de la tubería de descarga pueden prevenir las tensiones causadas por los cambios térmicos. No utilice soportes fijos.
C. Tubería de salidaLa alineación de las piezas internas de la SRV es importante para asegurar el funcionamiento adecuado (vea la Figura 8). Aunque el cuerpo de la válvula soporta una carga mecánica considerable, no se recomienda el uso
de una tubería de descarga sin soporte formada por más de un codo con brida de acoplamiento de radio largo y un tubo vertical corto. Utilice soportes para muelles para conectar la tubería de salida y evitar que la expansión térmica provoque tensión en la válvula. La tubería de descarga debe estar diseñada para permitir la expansión del receptáculo y de la tubería de descarga en sí. Esto es particularmente importante en líneas de larga distancia.
Una oscilación continua de la tubería de descarga (cargas de viento) puede ocasionar distorsión de la tensión en el cuerpo de la válvula. El movimiento resultante de las piezas internas de la válvula puede provocar fugas.
Utilice una tubería de desagüe que se encuentre correctamente sujeta, donde sea posible, para evitar la acumulación de agua o líquido corrosivo en el cuerpo de la válvula.
El descenso de presión (D.P.) entre la fuente de presión del equipo protegido y la entrada de la válvula de alivio de presión no debe exceder el 3 por ciento de la presión predeterminada de la válvula.
Vessel
Cap may be required for weather protection
WRONG
Vessel
Long-Radius Elbow
For a closed system, always keep piping strains isolated from the Pressure Relief Valve, regardless of process operation and temperature.
Figura 8: Consideraciones de la tubería de salida
D.P.D.P.
D.P.
D.P.
Receptáculo Receptáculo Receptáculo
(del equipo protegido)
Receptáculo Receptáculo
Se puede necesitar una tapa para protegerlo de la
Si se trata de un sistema cerrado, mantenga siempre la presión de la tubería aislada de la válvula de alivio de presión, independientemente de la operación del proceso y la temperatura.
Codos de radio largo
INCORRECTO
18 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XI. Prácticas de instalación recomendadas (cont.)
XII. Desensamblaje de la SRV Serie 19000A. Información generalLas SRV Consolidated* pueden desensamblarse fácilmente para su inspección, para el reacondicionamiento de los asientos o el reemplazo de piezas internas. Se puede establecer la presión predeterminada adecuada después de volver a ensamblarlas. (Vea las Figuras 1 a 6 para conocer la nomenclatura de las piezas).
NOTAS:• Asegúrese de que no haya presión de material en el
receptáculo antes de comenzar a desensamblar la válvula.
• Muchos receptáculos de presión protegidos por válvulas de alivio de seguridad Consolidated* contienen materiales peligrosos.
• Descontamine y limpie la entrada y la salida de la válvula y todas las superficies externas en cumplimiento con las recomendaciones de limpieza y descontaminación de la Hoja de datos de seguridad de los materiales adecuada.
• Las piezas de una válvula no deben intercambiarse con piezas de otra válvula.
Use el equipo de protección adecuado necesario para evitar
posibles daños.
Las tapas y casquillos de las válvulas pueden atrapar
fluidos.Tengacuidadodurante la extracción para
evitar lesiones o daños ambientales.
Antes de desensamblar la válvula, asegúrese
de que no haya presión de materiales en el
receptáculo.
Muchos receptáculos de presión protegidos
por válvulas de alivio de seguridad Consolidated*
contienen materiales peligrosos. Descontamine
y limpie la entrada y la salida de la válvula y todas lassuperficiesexternas
en cumplimiento con las recomendaciones
de limpieza y descontaminación de la
Hoja de datos de seguridad de los materiales adecuada.
¡ATENCIÓN!
No intercambie piezas entre válvulas.
Cuando dos o más válvulas están conectadas con una tubería para su descarga en un colector común, la contrapresión acumulada resultante de la apertura de una (o más) válvula(s) puede ocasionar una contrapresión superimpuesta en las válvulas restantes. Bajo estas condiciones, se recomienda el uso del modelo 19096-DA-BP.
En todos los casos, el tamaño nominal de la tubería de descarga debe tener, como mínimo, el mismo tamaño nominal de la brida de salida de la SRV. Si se trata de una tubería de descarga extensa, el tamaño nominal de la tubería de descarga en ocasiones debe ser mayor.
Finalmente, el tamaño de la tubería de descarga nunca es menor que el tamaño de la salida de la válvula ni supera al peso establecido de 40 del tamaño del tubo. Además, la tubería de descarga debe estar diseñada para limitar la contrapresión total a un máximo del 10 por ciento de la presión predeterminada de la válvula, o 400 psig (27.58 barg), la que sea menor.
¡ATENCIÓN!
Una tubería de descarga de un tamaño menor puede generar una contrapresión acumulada.
PELIGRO
PELIGRO
PRECAUCIÓN
PRECAUCIÓN
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 19© 2016 General Electric Company. Todos los derechos reservados.
XII. Desensamblaje de la SRV Serie 19000 (Cont.)B. Desensamblaje1. Válvulas de asiento metálico (Vea la
Figura 1)
a. Quite la tapa (18) (que incluye el dispositivo de elevación, si corresponde); luego, quite el empaque (17) de la tapa.
b. Mida la posición del tornillo de ajuste de la válvula (12) y anótela antes de quitarlo. Mida desde la parte superior del tornillo hasta la contratuerca del tornillo de ajuste (13).
c. Afloje la contratuerca del tornillo de ajuste (13) y quite el tornillo de ajuste (12) del casquillo (6).
d. Desatornille el casquillo (6) de la base (1).
e. Quite el eje (9), el resorte (11) y las arandelas de presión (10).
f. Quite la guía (5), el soporte del disco (4) y el disco (2) de la base (1).
2. Válvulas de sellado del asiento de la
junta tórica (DA) (Vea la Figura 5)
Siga los pasos (a) a (e) para las válvulas de asiento metálico mencionadas anteriormente.
f. Quite la guía (5) y el ensamblaje del soporte del disco de la junta tórica de la base.
g. Quite el tornillo de sujeción del retén de la junta tórica (36) y el retén de la junta tórica (3).
h. Quite con cuidado el sello del asiento de la junta tórica (37). Asegúrese de no dañar la ranura de la junta tórica que se encuentra en el soporte del disco (4).
3. Válvulas 19096M-DA-BP (Vea la Figura 6)
a. Quite la tapa (18) (que incluye el dispositivo de elevación, si corresponde); luego, quite el empaque de la tapa (17).
b. Mida la posición del tornillo de ajuste de la válvula (12) y anótela antes de quitarlo. Mida desde la parte superior del tornillo hasta la contratuerca del tornillo de ajuste (13).
c. Afloje la contratuerca del tornillo de ajuste (13) y quite el tornillo de ajuste (12) de la parte superior del casquillo (7). (d) Desatornille la parte superior del casquillo (7) de su parte inferior (8).
e. Quite el eje (9), la placa de respaldo (39), el resorte (11) y las arandelas de presión (10).
f. Desatornille la parte inferior del casquillo (7) de la base (1).
g. Quite la guía (5) y el retén de la junta tórica (3).
h. Quite el tornillo de sujeción del retén (36) y el retén de la junta tórica (3).
i. Quite con cuidado la junta tórica del asiento (37). Asegúrese de no dañar la ranura que se encuentra en el soporte del disco (4)
C. LimpiezaLas piezas internas de la válvula de alivio de seguridad Serie 19000 pueden limpiarse con solventes industriales, con soluciones de limpieza y con cepillos metálicos.
Si utiliza solventes de limpieza, protéjase del peligro potencial que implican las quemaduras químicas, las explosiones o aspirar humo. Vea la Hoja de datos de seguridad de los materiales del solvente para obtener recomendaciones sobre la manipulación segura y el equipo de protección personal. No se recomienda limpiar con arena las piezas internas ya que puede reducir las dimensiones de las piezas. Las piezas fundidas de la base (1), el casquillo (6) y la tapa (18) pueden limpiarse con arena cuidadosamente para no deteriorar las superficies internas ni dañar las superficies mecanizadas. En caso de requerir granallado, se recomienda el uso de microesferas de vidrio.
Siga las recomendaciones para la manipulación
segura que se encuentran en la Hoja de datos de
seguridad de los materiales del solvente y respete las prácticas seguras
de cualquier método de limpieza.
PELIGRO
20 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
A. Válvulas de asiento metálico (MS)A1. Precauciones y recomendaciones para el lapeado
de asientos
El reacondicionamiento de la superficie del asiento puede lograrse a través del lapeado con un instrumento para lapear de hierro cubierto con un compuesto abrasivo 1000 o su equivalente (vea la Tabla 17). Un instrumento para lapear de hierro cubierto con un compuesto abrasivo se utiliza para reacondicionar las superficies del asiento de la base (1) y del disco (2). A continuación se detallan las recomendaciones para permitir que el personal de mantenimiento realice un trabajo “profesional” en los asientos lapeados:
1. Mantenga los materiales de trabajo limpios.
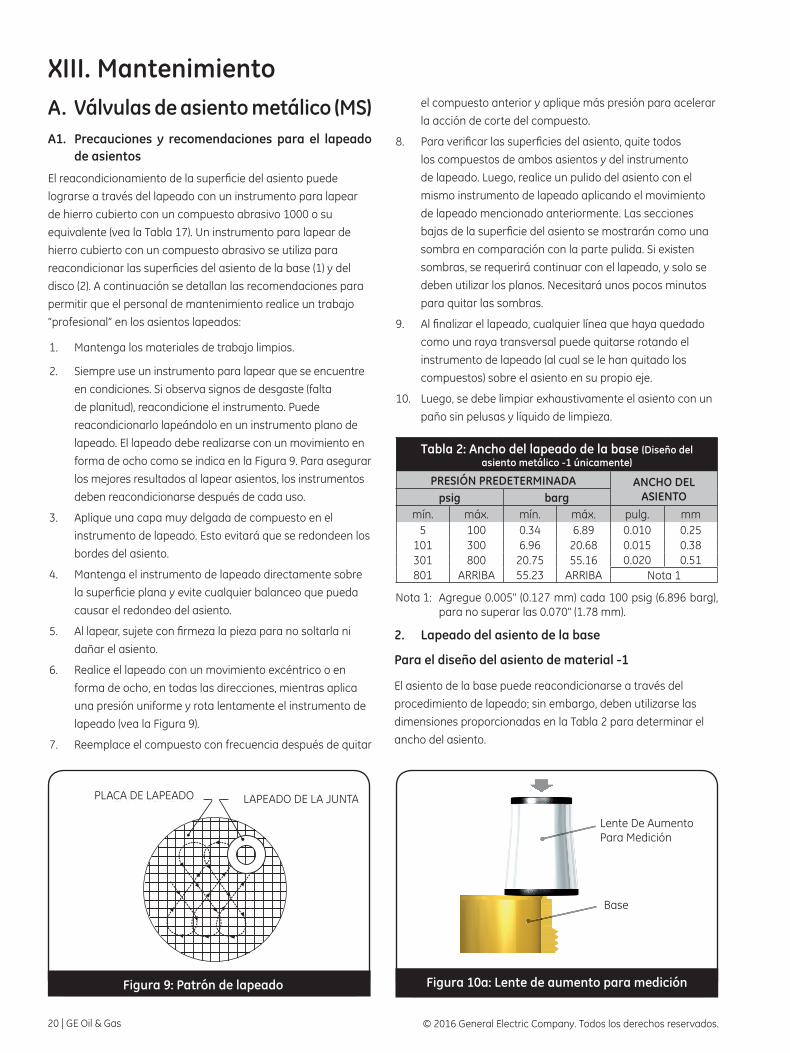
2. Siempre use un instrumento para lapear que se encuentre en condiciones. Si observa signos de desgaste (falta de planitud), reacondicione el instrumento. Puede reacondicionarlo lapeándolo en un instrumento plano de lapeado. El lapeado debe realizarse con un movimiento en forma de ocho como se indica en la Figura 9. Para asegurar los mejores resultados al lapear asientos, los instrumentos deben reacondicionarse después de cada uso.
3. Aplique una capa muy delgada de compuesto en el instrumento de lapeado. Esto evitará que se redondeen los bordes del asiento.
4. Mantenga el instrumento de lapeado directamente sobre la superficie plana y evite cualquier balanceo que pueda causar el redondeo del asiento.
5. Al lapear, sujete con firmeza la pieza para no soltarla ni dañar el asiento.
6. Realice el lapeado con un movimiento excéntrico o en forma de ocho, en todas las direcciones, mientras aplica una presión uniforme y rota lentamente el instrumento de lapeado (vea la Figura 9).
7. Reemplace el compuesto con frecuencia después de quitar
el compuesto anterior y aplique más presión para acelerar la acción de corte del compuesto.
8. Para verificar las superficies del asiento, quite todos los compuestos de ambos asientos y del instrumento de lapeado. Luego, realice un pulido del asiento con el mismo instrumento de lapeado aplicando el movimiento de lapeado mencionado anteriormente. Las secciones bajas de la superficie del asiento se mostrarán como una sombra en comparación con la parte pulida. Si existen sombras, se requerirá continuar con el lapeado, y solo se deben utilizar los planos. Necesitará unos pocos minutos para quitar las sombras.
9. Al finalizar el lapeado, cualquier línea que haya quedado como una raya transversal puede quitarse rotando el instrumento de lapeado (al cual se le han quitado los compuestos) sobre el asiento en su propio eje.
10. Luego, se debe limpiar exhaustivamente el asiento con un paño sin pelusas y líquido de limpieza.
2. Lapeado del asiento de la base
Para el diseño del asiento de material -1
El asiento de la base puede reacondicionarse a través del procedimiento de lapeado; sin embargo, deben utilizarse las dimensiones proporcionadas en la Tabla 2 para determinar el ancho del asiento.
LAPPING PLATE RING LAP
Figura 9: Patrón de lapeado
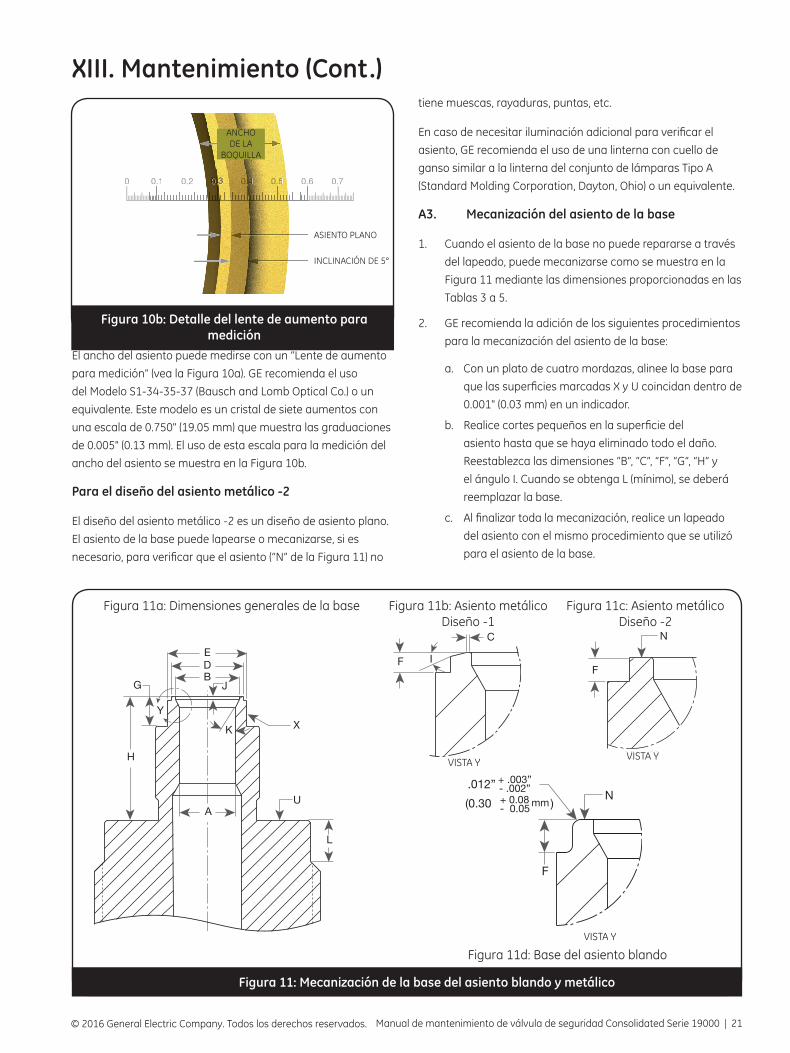
MeasuringMagni�er
Base
Figura 10a: Lente de aumento para medición
XIII. Mantenimiento
Tabla 2: Ancho del lapeado de la base (Diseño del asiento metálico -1 únicamente)
PRESIÓN PREDETERMINADA ANCHO DEL ASIENTOpsig barg
mín. máx. mín. máx. pulg. mm5 100 0.34 6.89 0.010 0.25
101 300 6.96 20.68 0.015 0.38301 800 20.75 55.16 0.020 0.51801 ARRIBA 55.23 ARRIBA Nota 1
Nota 1: Agregue 0.005" (0.127 mm) cada 100 psig (6.896 barg), para no superar las 0.070" (1.78 mm).
PLACA DE LAPEADO LAPEADO DE LA JUNTA
Lente De Aumento Para Medición
Base
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 21© 2016 General Electric Company. Todos los derechos reservados.
El ancho del asiento puede medirse con un “Lente de aumento para medición” (vea la Figura 10a). GE recomienda el uso del Modelo S1-34-35-37 (Bausch and Lomb Optical Co.) o un equivalente. Este modelo es un cristal de siete aumentos con una escala de 0.750" (19.05 mm) que muestra las graduaciones de 0.005" (0.13 mm). El uso de esta escala para la medición del ancho del asiento se muestra en la Figura 10b.
Para el diseño del asiento metálico -2
El diseño del asiento metálico -2 es un diseño de asiento plano. El asiento de la base puede lapearse o mecanizarse, si es necesario, para verificar que el asiento (“N” de la Figura 11) no
tiene muescas, rayaduras, puntas, etc.
En caso de necesitar iluminación adicional para verificar el asiento, GE recomienda el uso de una linterna con cuello de ganso similar a la linterna del conjunto de lámparas Tipo A (Standard Molding Corporation, Dayton, Ohio) o un equivalente.
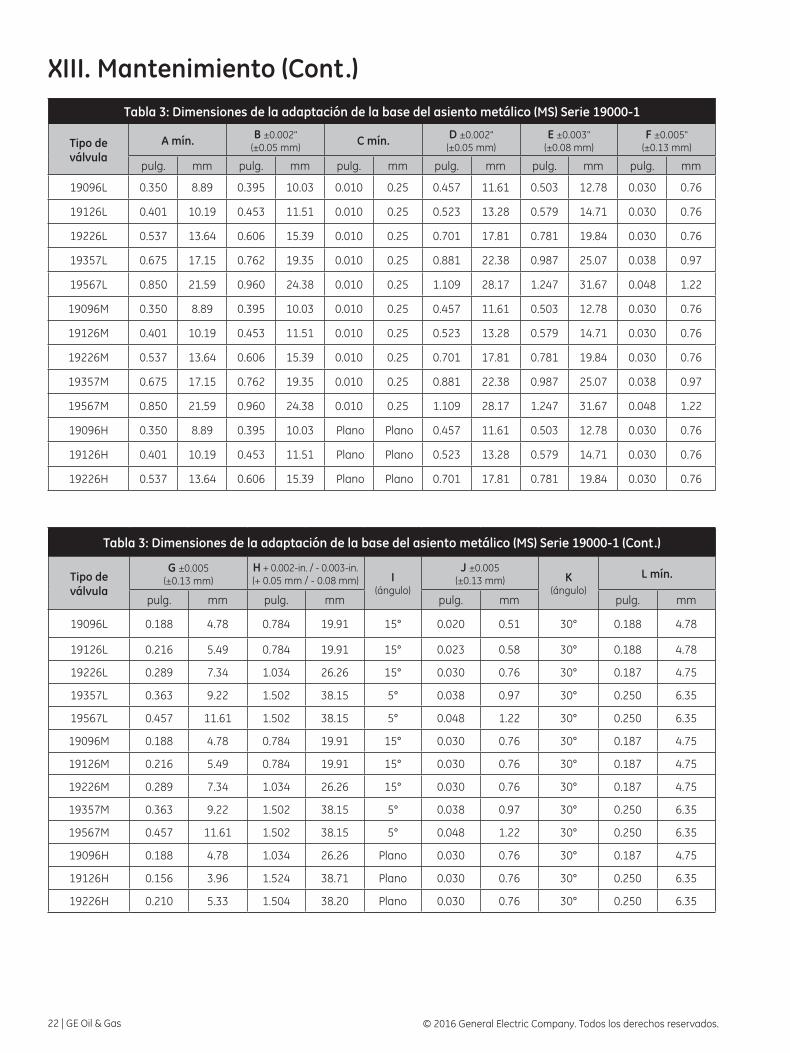
A3. Mecanización del asiento de la base
1. Cuando el asiento de la base no puede repararse a través del lapeado, puede mecanizarse como se muestra en la Figura 11 mediante las dimensiones proporcionadas en las Tablas 3 a 5.
2. GE recomienda la adición de los siguientes procedimientos para la mecanización del asiento de la base:
a. Con un plato de cuatro mordazas, alinee la base para que las superficies marcadas X y U coincidan dentro de 0.001" (0.03 mm) en un indicador.
b. Realice cortes pequeños en la superficie del asiento hasta que se haya eliminado todo el daño. Reestablezca las dimensiones “B”, “C”, “F”, “G”, “H” y el ángulo I. Cuando se obtenga L (mínimo), se deberá reemplazar la base.
c. Al finalizar toda la mecanización, realice un lapeado del asiento con el mismo procedimiento que se utilizó para el asiento de la base.
0.3
Nozzle
Width
Flat Seat
5° Taper
0000 333333333330 30.3 0.0.00.0...4.4.4.4444444000..4.4.44444.440.0 4.44444.4 0.50.0.50.50.50.50.50.50.550.50 50.550 50 5 60. 0.70.20.10
Figura 10b: Detalle del lente de aumento para medición
L
BG
Y
H
K X
A
DE
U
J
XIII. Mantenimiento (Cont.)
Figura 11: Mecanización de la base del asiento blando y metálico
View Y
F
N
Figura 11c: Asiento metálicoDiseño -2
Figura 11b: Asiento metálicoDiseño -1
Figura 11a: Dimensiones generales de la base
Figura 11d: Base del asiento blando
F
C
View Y
I
View Y
F
.012” + .003”- .002”
(0.30 )+ 0.08 - 0.05 mm
N
ANCHO DE LA
BOQUILLA
ASIENTO PLANO
INCLINACIÓN DE 5°
VISTA Y
VISTA YVISTA Y
22 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XIII. Mantenimiento (Cont.)Tabla 3: Dimensiones de la adaptación de la base del asiento metálico (MS) Serie 19000-1
Tipo de válvula
A mín. B ±0.002" (±0.05 mm) C mín. D ±0.002"
(±0.05 mm)E ±0.003"
(±0.08 mm)F ±0.005"
(±0.13 mm)
pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.350 8.89 0.395 10.03 0.010 0.25 0.457 11.61 0.503 12.78 0.030 0.76
19126L 0.401 10.19 0.453 11.51 0.010 0.25 0.523 13.28 0.579 14.71 0.030 0.76
19226L 0.537 13.64 0.606 15.39 0.010 0.25 0.701 17.81 0.781 19.84 0.030 0.76
19357L 0.675 17.15 0.762 19.35 0.010 0.25 0.881 22.38 0.987 25.07 0.038 0.97
19567L 0.850 21.59 0.960 24.38 0.010 0.25 1.109 28.17 1.247 31.67 0.048 1.22
19096M 0.350 8.89 0.395 10.03 0.010 0.25 0.457 11.61 0.503 12.78 0.030 0.76
19126M 0.401 10.19 0.453 11.51 0.010 0.25 0.523 13.28 0.579 14.71 0.030 0.76
19226M 0.537 13.64 0.606 15.39 0.010 0.25 0.701 17.81 0.781 19.84 0.030 0.76
19357M 0.675 17.15 0.762 19.35 0.010 0.25 0.881 22.38 0.987 25.07 0.038 0.97
19567M 0.850 21.59 0.960 24.38 0.010 0.25 1.109 28.17 1.247 31.67 0.048 1.22
19096H 0.350 8.89 0.395 10.03 Plano Plano 0.457 11.61 0.503 12.78 0.030 0.76
19126H 0.401 10.19 0.453 11.51 Plano Plano 0.523 13.28 0.579 14.71 0.030 0.76
19226H 0.537 13.64 0.606 15.39 Plano Plano 0.701 17.81 0.781 19.84 0.030 0.76
Tabla 3: Dimensiones de la adaptación de la base del asiento metálico (MS) Serie 19000-1 (Cont.)
Tipo de válvula
G ±0.005 (±0.13 mm)
H + 0.002-in. / - 0.003-in. (+ 0.05 mm / - 0.08 mm) I
(ángulo)
J ±0.005 (±0.13 mm) K
(ángulo)L mín.
pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.188 4.78 0.784 19.91 15° 0.020 0.51 30° 0.188 4.78
19126L 0.216 5.49 0.784 19.91 15° 0.023 0.58 30° 0.188 4.78
19226L 0.289 7.34 1.034 26.26 15° 0.030 0.76 30° 0.187 4.75
19357L 0.363 9.22 1.502 38.15 5° 0.038 0.97 30° 0.250 6.35
19567L 0.457 11.61 1.502 38.15 5° 0.048 1.22 30° 0.250 6.35
19096M 0.188 4.78 0.784 19.91 15° 0.030 0.76 30° 0.187 4.75
19126M 0.216 5.49 0.784 19.91 15° 0.030 0.76 30° 0.187 4.75
19226M 0.289 7.34 1.034 26.26 15° 0.030 0.76 30° 0.187 4.75
19357M 0.363 9.22 1.502 38.15 5° 0.038 0.97 30° 0.250 6.35
19567M 0.457 11.61 1.502 38.15 5° 0.048 1.22 30° 0.250 6.35
19096H 0.188 4.78 1.034 26.26 Plano 0.030 0.76 30° 0.187 4.75
19126H 0.156 3.96 1.524 38.71 Plano 0.030 0.76 30° 0.250 6.35
19226H 0.210 5.33 1.504 38.20 Plano 0.030 0.76 30° 0.250 6.35
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 23© 2016 General Electric Company. Todos los derechos reservados.
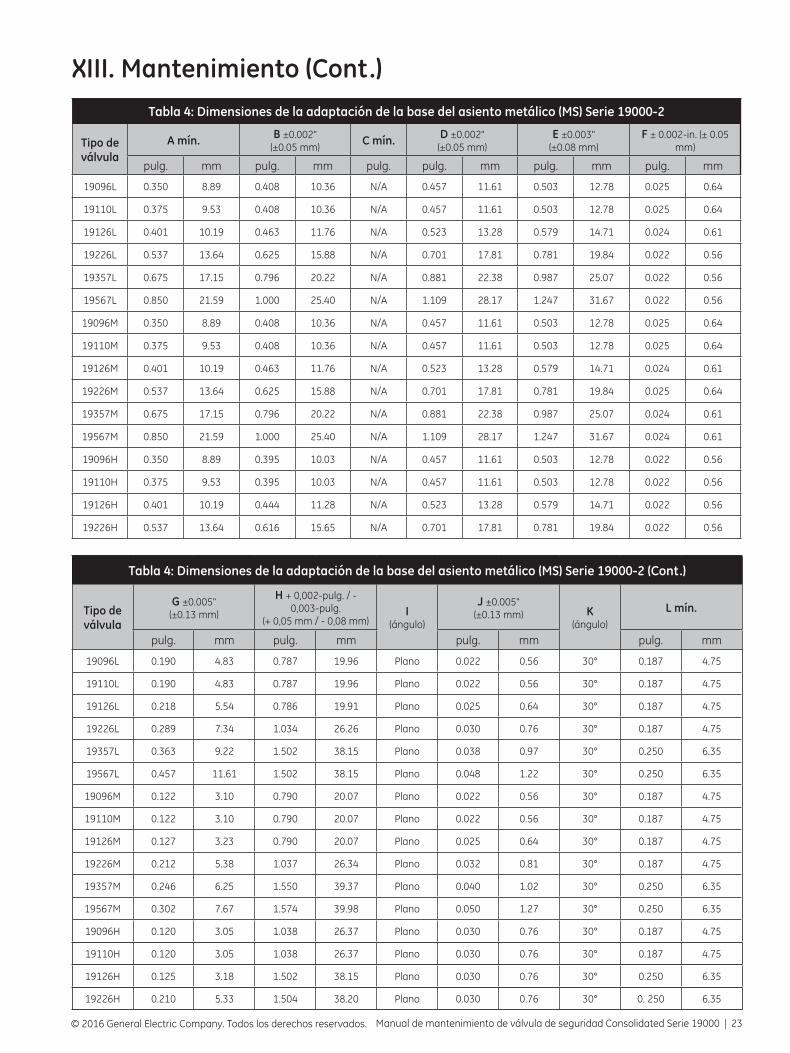
XIII. Mantenimiento (Cont.)Tabla 4: Dimensiones de la adaptación de la base del asiento metálico (MS) Serie 19000-2
Tipo de válvula
A mín. B ±0.002" (±0.05 mm) C mín. D ±0.002"
(±0.05 mm)E ±0.003"
(±0.08 mm)F ± 0.002-in. (± 0.05
mm)
pulg. mm pulg. mm pulg. pulg. mm pulg. mm pulg. mm
19096L 0.350 8.89 0.408 10.36 N/A 0.457 11.61 0.503 12.78 0.025 0.64
19110L 0.375 9.53 0.408 10.36 N/A 0.457 11.61 0.503 12.78 0.025 0.64
19126L 0.401 10.19 0.463 11.76 N/A 0.523 13.28 0.579 14.71 0.024 0.61
19226L 0.537 13.64 0.625 15.88 N/A 0.701 17.81 0.781 19.84 0.022 0.56
19357L 0.675 17.15 0.796 20.22 N/A 0.881 22.38 0.987 25.07 0.022 0.56
19567L 0.850 21.59 1.000 25.40 N/A 1.109 28.17 1.247 31.67 0.022 0.56
19096M 0.350 8.89 0.408 10.36 N/A 0.457 11.61 0.503 12.78 0.025 0.64
19110M 0.375 9.53 0.408 10.36 N/A 0.457 11.61 0.503 12.78 0.025 0.64
19126M 0.401 10.19 0.463 11.76 N/A 0.523 13.28 0.579 14.71 0.024 0.61
19226M 0.537 13.64 0.625 15.88 N/A 0.701 17.81 0.781 19.84 0.025 0.64
19357M 0.675 17.15 0.796 20.22 N/A 0.881 22.38 0.987 25.07 0.024 0.61
19567M 0.850 21.59 1.000 25.40 N/A 1.109 28.17 1.247 31.67 0.024 0.61
19096H 0.350 8.89 0.395 10.03 N/A 0.457 11.61 0.503 12.78 0.022 0.56
19110H 0.375 9.53 0.395 10.03 N/A 0.457 11.61 0.503 12.78 0.022 0.56
19126H 0.401 10.19 0.444 11.28 N/A 0.523 13.28 0.579 14.71 0.022 0.56
19226H 0.537 13.64 0.616 15.65 N/A 0.701 17.81 0.781 19.84 0.022 0.56
Tabla 4: Dimensiones de la adaptación de la base del asiento metálico (MS) Serie 19000-2 (Cont.)
Tipo de válvula
G ±0.005" (±0.13 mm)
H + 0,002-pulg. / - 0,003-pulg.
(+ 0,05 mm / - 0,08 mm)I
(ángulo)
J ±0.005" (±0.13 mm) K
(ángulo)L mín.
pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.190 4.83 0.787 19.96 Plano 0.022 0.56 30° 0.187 4.75
19110L 0.190 4.83 0.787 19.96 Plano 0.022 0.56 30° 0.187 4.75
19126L 0.218 5.54 0.786 19.91 Plano 0.025 0.64 30° 0.187 4.75
19226L 0.289 7.34 1.034 26.26 Plano 0.030 0.76 30° 0.187 4.75
19357L 0.363 9.22 1.502 38.15 Plano 0.038 0.97 30° 0.250 6.35
19567L 0.457 11.61 1.502 38.15 Plano 0.048 1.22 30° 0.250 6.35
19096M 0.122 3.10 0.790 20.07 Plano 0.022 0.56 30° 0.187 4.75
19110M 0.122 3.10 0.790 20.07 Plano 0.022 0.56 30° 0.187 4.75
19126M 0.127 3.23 0.790 20.07 Plano 0.025 0.64 30° 0.187 4.75
19226M 0.212 5.38 1.037 26.34 Plano 0.032 0.81 30° 0.187 4.75
19357M 0.246 6.25 1.550 39.37 Plano 0.040 1.02 30° 0.250 6.35
19567M 0.302 7.67 1.574 39.98 Plano 0.050 1.27 30° 0.250 6.35
19096H 0.120 3.05 1.038 26.37 Plano 0.030 0.76 30° 0.187 4.75
19110H 0.120 3.05 1.038 26.37 Plano 0.030 0.76 30° 0.187 4.75
19126H 0.125 3.18 1.502 38.15 Plano 0.030 0.76 30° 0.250 6.35
19226H 0.210 5.33 1.504 38.20 Plano 0.030 0.76 30° 0. 250 6.35
24 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XIII. Mantenimiento (Cont.)
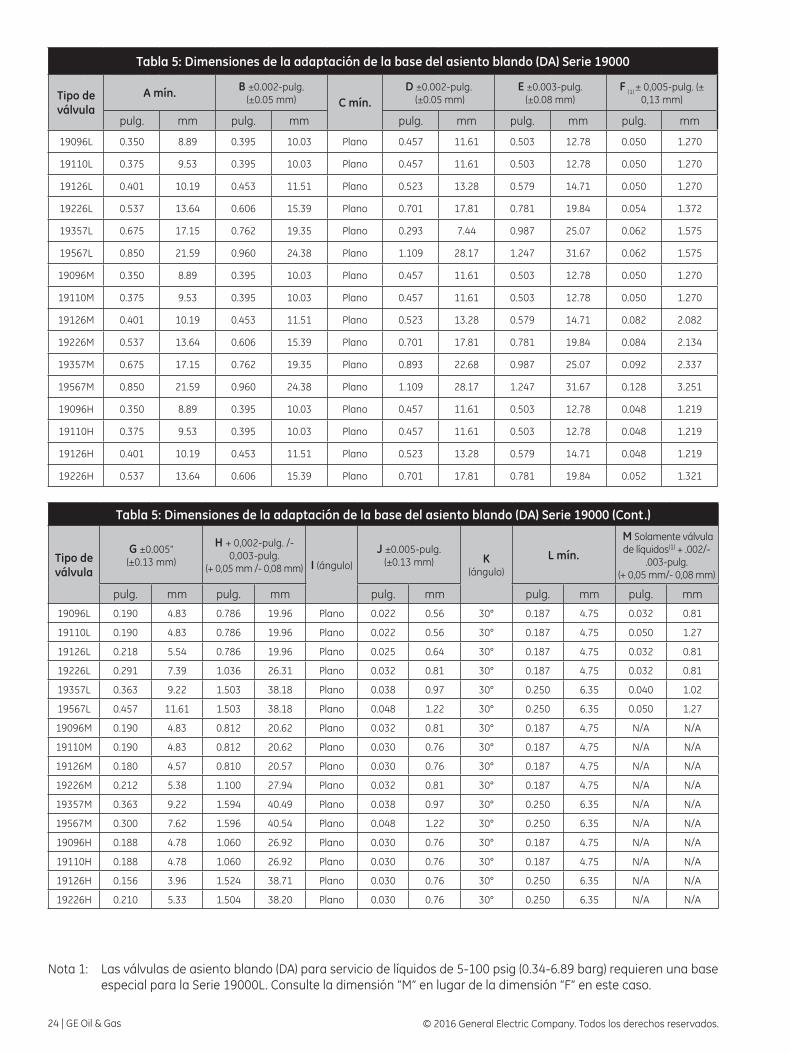
Tabla 5: Dimensiones de la adaptación de la base del asiento blando (DA) Serie 19000 (Cont.)
Tipo de válvula
G ±0.005" (±0.13 mm)
H + 0,002-pulg. /- 0,003-pulg.
(+ 0,05 mm /- 0,08 mm) I (ángulo)J ±0.005-pulg.
(±0.13 mm) K (ángulo)
L mín.
M Solamente válvula de líquidos(1) + .002/-
.003-pulg. (+ 0,05 mm/- 0,08 mm)
pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.190 4.83 0.786 19.96 Plano 0.022 0.56 30° 0.187 4.75 0.032 0.81
19110L 0.190 4.83 0.786 19.96 Plano 0.022 0.56 30° 0.187 4.75 0.050 1.27
19126L 0.218 5.54 0.786 19.96 Plano 0.025 0.64 30° 0.187 4.75 0.032 0.81
19226L 0.291 7.39 1.036 26.31 Plano 0.032 0.81 30° 0.187 4.75 0.032 0.81
19357L 0.363 9.22 1.503 38.18 Plano 0.038 0.97 30° 0.250 6.35 0.040 1.02
19567L 0.457 11.61 1.503 38.18 Plano 0.048 1.22 30° 0.250 6.35 0.050 1.27
19096M 0.190 4.83 0.812 20.62 Plano 0.032 0.81 30° 0.187 4.75 N/A N/A
19110M 0.190 4.83 0.812 20.62 Plano 0.030 0.76 30° 0.187 4.75 N/A N/A
19126M 0.180 4.57 0.810 20.57 Plano 0.030 0.76 30° 0.187 4.75 N/A N/A
19226M 0.212 5.38 1.100 27.94 Plano 0.032 0.81 30° 0.187 4.75 N/A N/A
19357M 0.363 9.22 1.594 40.49 Plano 0.038 0.97 30° 0.250 6.35 N/A N/A
19567M 0.300 7.62 1.596 40.54 Plano 0.048 1.22 30° 0.250 6.35 N/A N/A
19096H 0.188 4.78 1.060 26.92 Plano 0.030 0.76 30° 0.187 4.75 N/A N/A
19110H 0.188 4.78 1.060 26.92 Plano 0.030 0.76 30° 0.187 4.75 N/A N/A
19126H 0.156 3.96 1.524 38.71 Plano 0.030 0.76 30° 0.250 6.35 N/A N/A
19226H 0.210 5.33 1.504 38.20 Plano 0.030 0.76 30° 0.250 6.35 N/A N/A
Tabla 5: Dimensiones de la adaptación de la base del asiento blando (DA) Serie 19000
Tipo de válvula
A mín. B ±0.002-pulg. (±0.05 mm) C mín.
D ±0.002-pulg. (±0.05 mm)
E ±0.003-pulg. (±0.08 mm)
F (1) ± 0,005-pulg. (± 0,13 mm)
pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.350 8.89 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.050 1.270
19110L 0.375 9.53 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.050 1.270
19126L 0.401 10.19 0.453 11.51 Plano 0.523 13.28 0.579 14.71 0.050 1.270
19226L 0.537 13.64 0.606 15.39 Plano 0.701 17.81 0.781 19.84 0.054 1.372
19357L 0.675 17.15 0.762 19.35 Plano 0.293 7.44 0.987 25.07 0.062 1.575
19567L 0.850 21.59 0.960 24.38 Plano 1.109 28.17 1.247 31.67 0.062 1.575
19096M 0.350 8.89 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.050 1.270
19110M 0.375 9.53 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.050 1.270
19126M 0.401 10.19 0.453 11.51 Plano 0.523 13.28 0.579 14.71 0.082 2.082
19226M 0.537 13.64 0.606 15.39 Plano 0.701 17.81 0.781 19.84 0.084 2.134
19357M 0.675 17.15 0.762 19.35 Plano 0.893 22.68 0.987 25.07 0.092 2.337
19567M 0.850 21.59 0.960 24.38 Plano 1.109 28.17 1.247 31.67 0.128 3.251
19096H 0.350 8.89 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.048 1.219
19110H 0.375 9.53 0.395 10.03 Plano 0.457 11.61 0.503 12.78 0.048 1.219
19126H 0.401 10.19 0.453 11.51 Plano 0.523 13.28 0.579 14.71 0.048 1.219
19226H 0.537 13.64 0.606 15.39 Plano 0.701 17.81 0.781 19.84 0.052 1.321
Nota 1: Las válvulas de asiento blando (DA) para servicio de líquidos de 5-100 psig (0.34-6.89 barg) requieren una base especial para la Serie 19000L. Consulte la dimensión “M” en lugar de la dimensión “F” en este caso.
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 25© 2016 General Electric Company. Todos los derechos reservados.
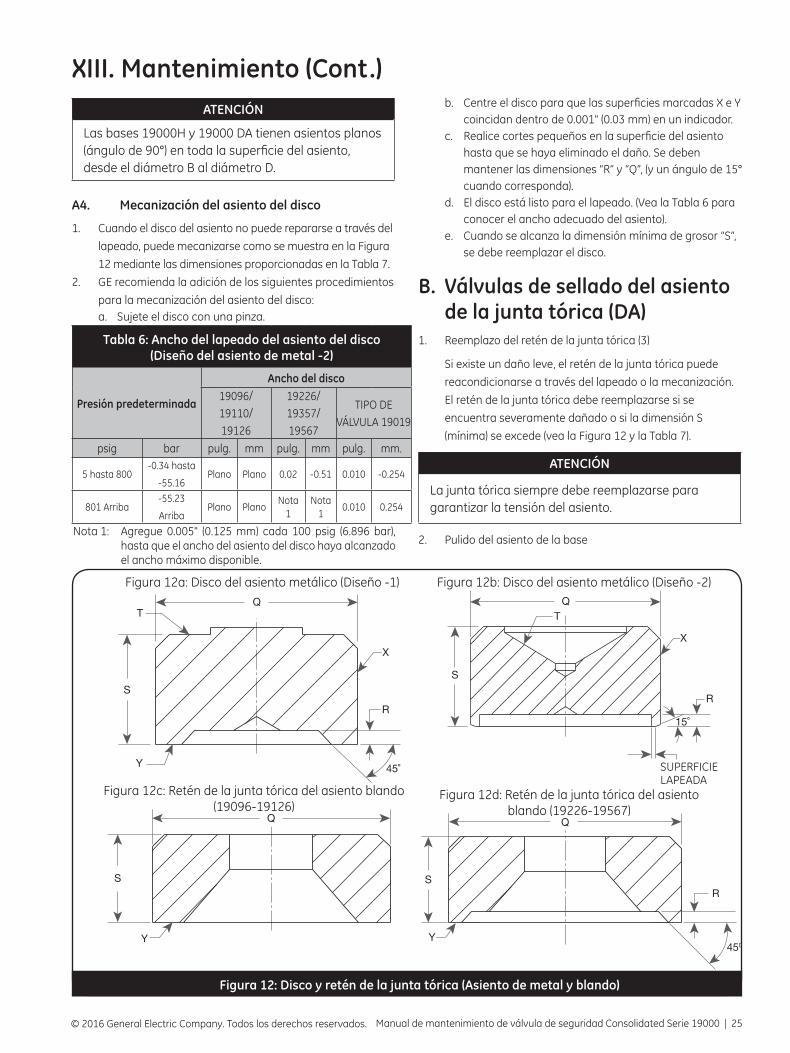
XIII. Mantenimiento (Cont.)¡ATENCIÓN!
Las bases 19000H y 19000 DA tienen asientos planos (ángulo de 90°) en toda la superficie del asiento, desde el diámetro B al diámetro D.
A4. Mecanización del asiento del disco
1. Cuando el disco del asiento no puede repararse a través del lapeado, puede mecanizarse como se muestra en la Figura 12 mediante las dimensiones proporcionadas en la Tabla 7.
2. GE recomienda la adición de los siguientes procedimientos para la mecanización del asiento del disco:a. Sujete el disco con una pinza.
b. Centre el disco para que las superficies marcadas X e Y coincidan dentro de 0.001" (0.03 mm) en un indicador.
c. Realice cortes pequeños en la superficie del asiento hasta que se haya eliminado el daño. Se deben mantener las dimensiones “R” y “Q”, (y un ángulo de 15° cuando corresponda).
d. El disco está listo para el lapeado. (Vea la Tabla 6 para conocer el ancho adecuado del asiento).
e. Cuando se alcanza la dimensión mínima de grosor “S”, se debe reemplazar el disco.
B. Válvulas de sellado del asiento de la junta tórica (DA)
1. Reemplazo del retén de la junta tórica (3)
Si existe un daño leve, el retén de la junta tórica puede reacondicionarse a través del lapeado o la mecanización. El retén de la junta tórica debe reemplazarse si se encuentra severamente dañado o si la dimensión S (mínima) se excede (vea la Figura 12 y la Tabla 7).
¡ATENCIÓN!
La junta tórica siempre debe reemplazarse para garantizar la tensión del asiento.
2. Pulido del asiento de la base
Tabla 6: Ancho del lapeado del asiento del disco (Diseño del asiento de metal -2)
Presión predeterminada
Ancho del disco19096/19110/19126
19226/19357/19567
TIPO DE VÁLVULA 19019
psig bar pulg. mm pulg. mm pulg. mm.
5 hasta 800-0.34 hasta
-55.16Plano Plano 0.02 -0.51 0.010 -0.254
801 Arriba-55.23
ArribaPlano Plano
Nota 1
Nota 1
0.010 0.254
Nota 1: Agregue 0.005" (0.125 mm) cada 100 psig (6.896 bar), hasta que el ancho del asiento del disco haya alcanzado el ancho máximo disponible.
QT
S
X
R
LAPPEDSURFACE
15˚
Figura 12: Disco y retén de la junta tórica (Asiento de metal y blando)
Q
R
45˚
T
S
Y
X
Figura 12a: Disco del asiento metálico (Diseño -1) Figura 12b: Disco del asiento metálico (Diseño -2)
Figura 12d: Retén de la junta tórica del asiento blando (19226-19567)
Figura 12c: Retén de la junta tórica del asiento blando (19096-19126)
Q
S
Y
Q
S
450
R
Y
SUPERFICIE LAPEADA
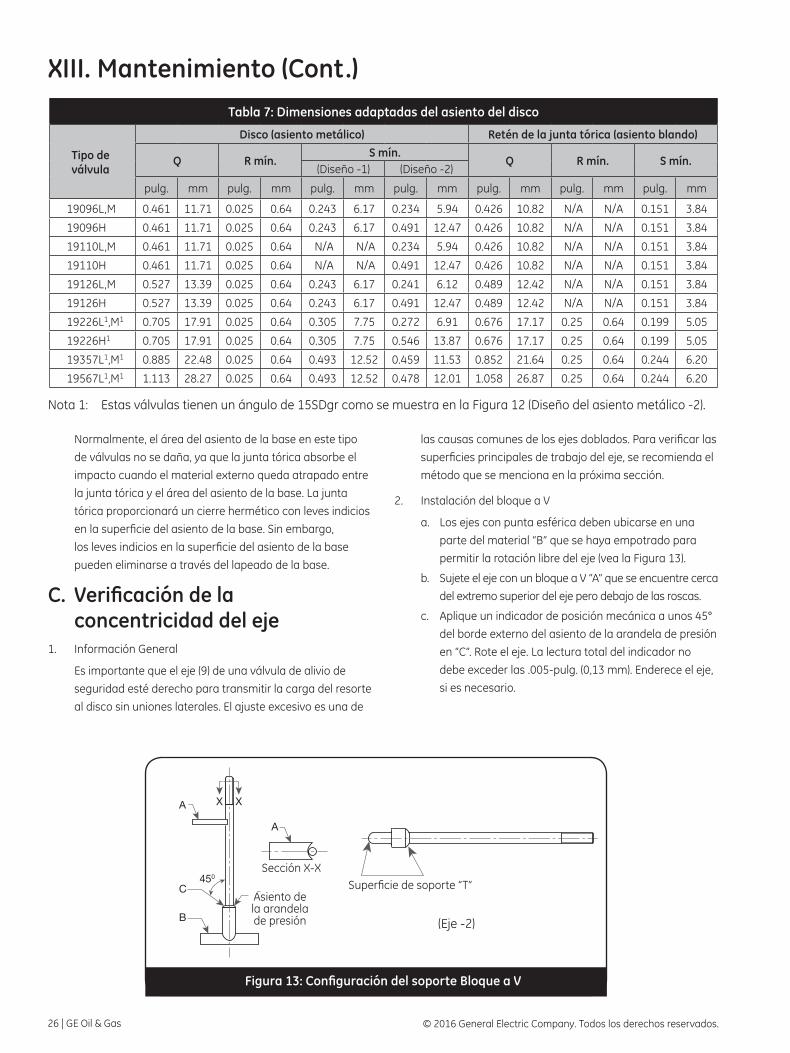
26 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
Normalmente, el área del asiento de la base en este tipo de válvulas no se daña, ya que la junta tórica absorbe el impacto cuando el material externo queda atrapado entre la junta tórica y el área del asiento de la base. La junta tórica proporcionará un cierre hermético con leves indicios en la superficie del asiento de la base. Sin embargo, los leves indicios en la superficie del asiento de la base pueden eliminarse a través del lapeado de la base.
C. Verificacióndelaconcentricidad del eje
1. Información General
Es importante que el eje (9) de una válvula de alivio de seguridad esté derecho para transmitir la carga del resorte al disco sin uniones laterales. El ajuste excesivo es una de
las causas comunes de los ejes doblados. Para verificar las superficies principales de trabajo del eje, se recomienda el método que se menciona en la próxima sección.
2. Instalación del bloque a V
a. Los ejes con punta esférica deben ubicarse en una parte del material “B” que se haya empotrado para permitir la rotación libre del eje (vea la Figura 13).
b. Sujete el eje con un bloque a V “A” que se encuentre cerca del extremo superior del eje pero debajo de las roscas.
c. Aplique un indicador de posición mecánica a unos 45° del borde externo del asiento de la arandela de presión en “C”. Rote el eje. La lectura total del indicador no debe exceder las .005-pulg. (0,13 mm). Enderece el eje, si es necesario.
XIII. Mantenimiento (Cont.)Tabla 7: Dimensiones adaptadas del asiento del disco
Tipo de válvula
Disco (asiento metálico) Retén de la junta tórica (asiento blando)
Q R mín.S mín.
Q R mín. S mín.(Diseño -1) (Diseño -2)
pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm
19096L,M 0.461 11.71 0.025 0.64 0.243 6.17 0.234 5.94 0.426 10.82 N/A N/A 0.151 3.84
19096H 0.461 11.71 0.025 0.64 0.243 6.17 0.491 12.47 0.426 10.82 N/A N/A 0.151 3.84
19110L,M 0.461 11.71 0.025 0.64 N/A N/A 0.234 5.94 0.426 10.82 N/A N/A 0.151 3.84
19110H 0.461 11.71 0.025 0.64 N/A N/A 0.491 12.47 0.426 10.82 N/A N/A 0.151 3.84
19126L,M 0.527 13.39 0.025 0.64 0.243 6.17 0.241 6.12 0.489 12.42 N/A N/A 0.151 3.84
19126H 0.527 13.39 0.025 0.64 0.243 6.17 0.491 12.47 0.489 12.42 N/A N/A 0.151 3.84
19226L1,M1 0.705 17.91 0.025 0.64 0.305 7.75 0.272 6.91 0.676 17.17 0.25 0.64 0.199 5.05
19226H1 0.705 17.91 0.025 0.64 0.305 7.75 0.546 13.87 0.676 17.17 0.25 0.64 0.199 5.05
19357L1,M1 0.885 22.48 0.025 0.64 0.493 12.52 0.459 11.53 0.852 21.64 0.25 0.64 0.244 6.20
19567L1,M1 1.113 28.27 0.025 0.64 0.493 12.52 0.478 12.01 1.058 26.87 0.25 0.64 0.244 6.20
Nota 1: Estas válvulas tienen un ángulo de 15SDgr como se muestra en la Figura 12 (Diseño del asiento metálico -2).
(Eje -2)
Figura13:ConfiguracióndelsoporteBloqueaV
C
A
B
A
XX
Section X-X
SpringWasher
Seat
450
Bearing Surface “T”
Sección X-X
Asiento de la arandela de presión
Superficie de soporte “T”
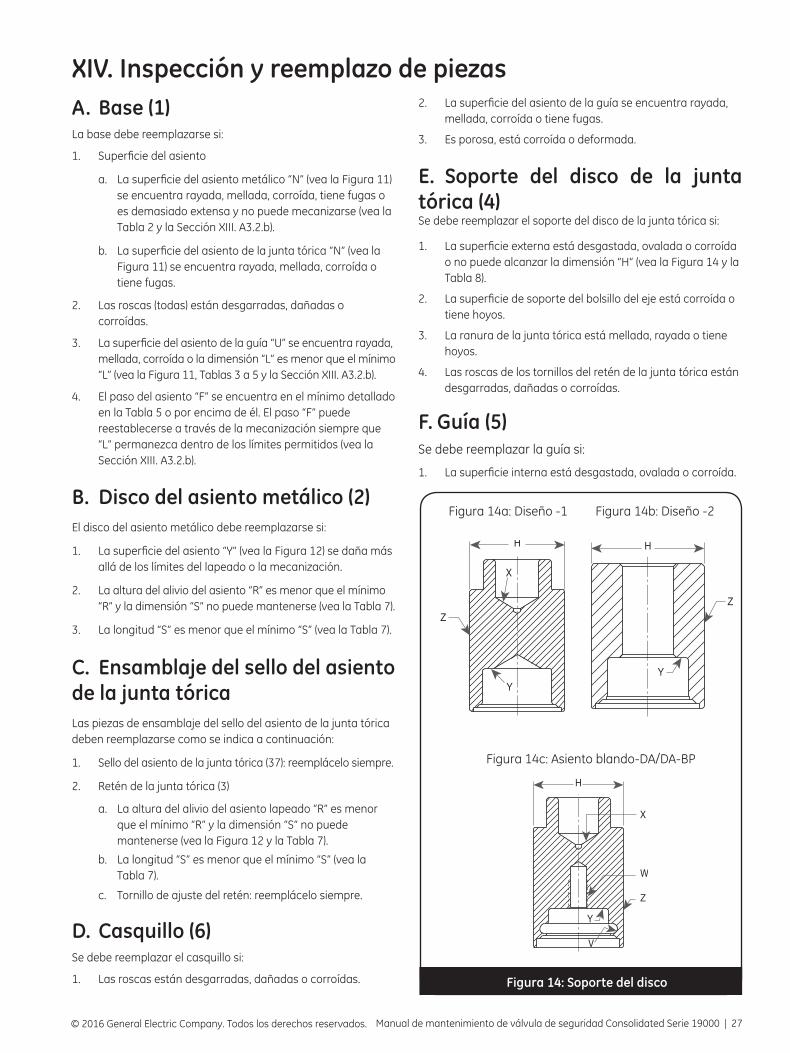
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 27© 2016 General Electric Company. Todos los derechos reservados.
A. Base (1)La base debe reemplazarse si:
1. Superficie del asiento
a. La superficie del asiento metálico “N” (vea la Figura 11) se encuentra rayada, mellada, corroída, tiene fugas o es demasiado extensa y no puede mecanizarse (vea la Tabla 2 y la Sección XIII. A3.2.b).
b. La superficie del asiento de la junta tórica “N” (vea la Figura 11) se encuentra rayada, mellada, corroída o tiene fugas.
2. Las roscas (todas) están desgarradas, dañadas o corroídas.
3. La superficie del asiento de la guía “U” se encuentra rayada, mellada, corroída o la dimensión “L” es menor que el mínimo “L” (vea la Figura 11, Tablas 3 a 5 y la Sección XIII. A3.2.b).
4. El paso del asiento “F” se encuentra en el mínimo detallado en la Tabla 5 o por encima de él. El paso “F” puede reestablecerse a través de la mecanización siempre que “L” permanezca dentro de los límites permitidos (vea la Sección XIII. A3.2.b).
B. Disco del asiento metálico (2)El disco del asiento metálico debe reemplazarse si:
1. La superficie del asiento “Y” (vea la Figura 12) se daña más allá de los límites del lapeado o la mecanización.
2. La altura del alivio del asiento “R” es menor que el mínimo “R” y la dimensión “S” no puede mantenerse (vea la Tabla 7).
3. La longitud “S” es menor que el mínimo “S” (vea la Tabla 7).
C. Ensamblaje del sello del asiento de la junta tóricaLas piezas de ensamblaje del sello del asiento de la junta tórica deben reemplazarse como se indica a continuación:
1. Sello del asiento de la junta tórica (37): reemplácelo siempre.
2. Retén de la junta tórica (3)
a. La altura del alivio del asiento lapeado “R” es menor que el mínimo “R” y la dimensión “S” no puede mantenerse (vea la Figura 12 y la Tabla 7).
b. La longitud “S” es menor que el mínimo “S” (vea la Tabla 7).
c. Tornillo de ajuste del retén: reemplácelo siempre.
D. Casquillo (6)Se debe reemplazar el casquillo si:
1. Las roscas están desgarradas, dañadas o corroídas.
2. La superficie del asiento de la guía se encuentra rayada, mellada, corroída o tiene fugas.
3. Es porosa, está corroída o deformada.
E. Soporte del disco de la junta tórica (4)Se debe reemplazar el soporte del disco de la junta tórica si:
1. La superficie externa está desgastada, ovalada o corroída o no puede alcanzar la dimensión “H” (vea la Figura 14 y la Tabla 8).
2. La superficie de soporte del bolsillo del eje está corroída o tiene hoyos.
3. La ranura de la junta tórica está mellada, rayada o tiene hoyos.
4. Las roscas de los tornillos del retén de la junta tórica están desgarradas, dañadas o corroídas.
F. Guía (5)Se debe reemplazar la guía si:
1. La superficie interna está desgastada, ovalada o corroída.
Z
H
Y
Figura 14: Soporte del disco
H
Z
X
Y
Figura 14a: Diseño -1
Figura 14c: Asiento blando-DA/DA-BP
Figura 14b: Diseño -2
H
W
V
Z
X
Y
XIV. Inspección y reemplazo de piezas
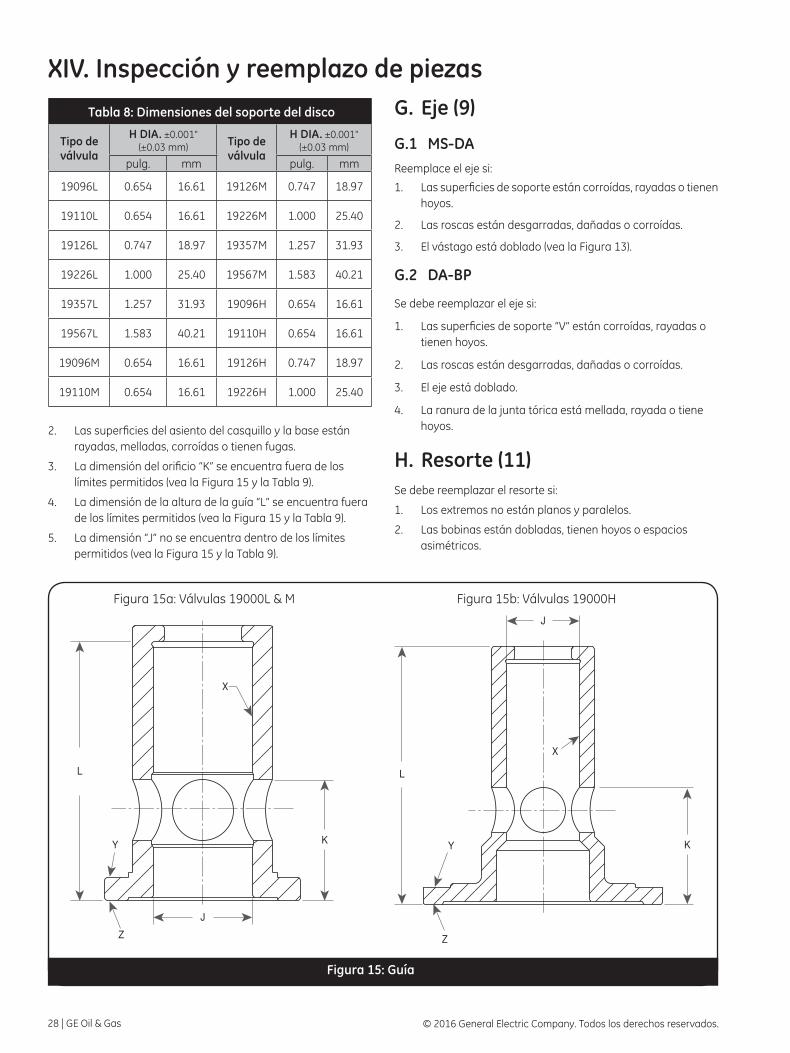
28 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
2. Las superficies del asiento del casquillo y la base están rayadas, melladas, corroídas o tienen fugas.
3. La dimensión del orificio “K” se encuentra fuera de los límites permitidos (vea la Figura 15 y la Tabla 9).
4. La dimensión de la altura de la guía “L” se encuentra fuera de los límites permitidos (vea la Figura 15 y la Tabla 9).
5. La dimensión “J” no se encuentra dentro de los límites permitidos (vea la Figura 15 y la Tabla 9).
G. Eje (9)
G.1 MS-DAReemplace el eje si:
1. Las superficies de soporte están corroídas, rayadas o tienen hoyos.
2. Las roscas están desgarradas, dañadas o corroídas.
3. El vástago está doblado (vea la Figura 13).
G.2 DA-BP
Se debe reemplazar el eje si:
1. Las superficies de soporte “V” están corroídas, rayadas o tienen hoyos.
2. Las roscas están desgarradas, dañadas o corroídas.
3. El eje está doblado.
4. La ranura de la junta tórica está mellada, rayada o tiene hoyos.
H. Resorte (11)Se debe reemplazar el resorte si:
1. Los extremos no están planos y paralelos.
2. Las bobinas están dobladas, tienen hoyos o espacios asimétricos.
XIV. Inspección y reemplazo de piezas
X
Z
Y
L
K
J
Figura 15: Guía
Figura 15a: Válvulas 19000L & M
L
J
K
Z
Y
X
Figura 15b: Válvulas 19000H
Tabla 8: Dimensiones del soporte del disco
Tipo de válvula
H DIA. ±0.001" (±0.03 mm) Tipo de
válvula
H DIA. ±0.001" (±0.03 mm)
pulg. mm pulg. mm
19096L 0.654 16.61 19126M 0.747 18.97
19110L 0.654 16.61 19226M 1.000 25.40
19126L 0.747 18.97 19357M 1.257 31.93
19226L 1.000 25.40 19567M 1.583 40.21
19357L 1.257 31.93 19096H 0.654 16.61
19567L 1.583 40.21 19110H 0.654 16.61
19096M 0.654 16.61 19126H 0.747 18.97
19110M 0.654 16.61 19226H 1.000 25.40
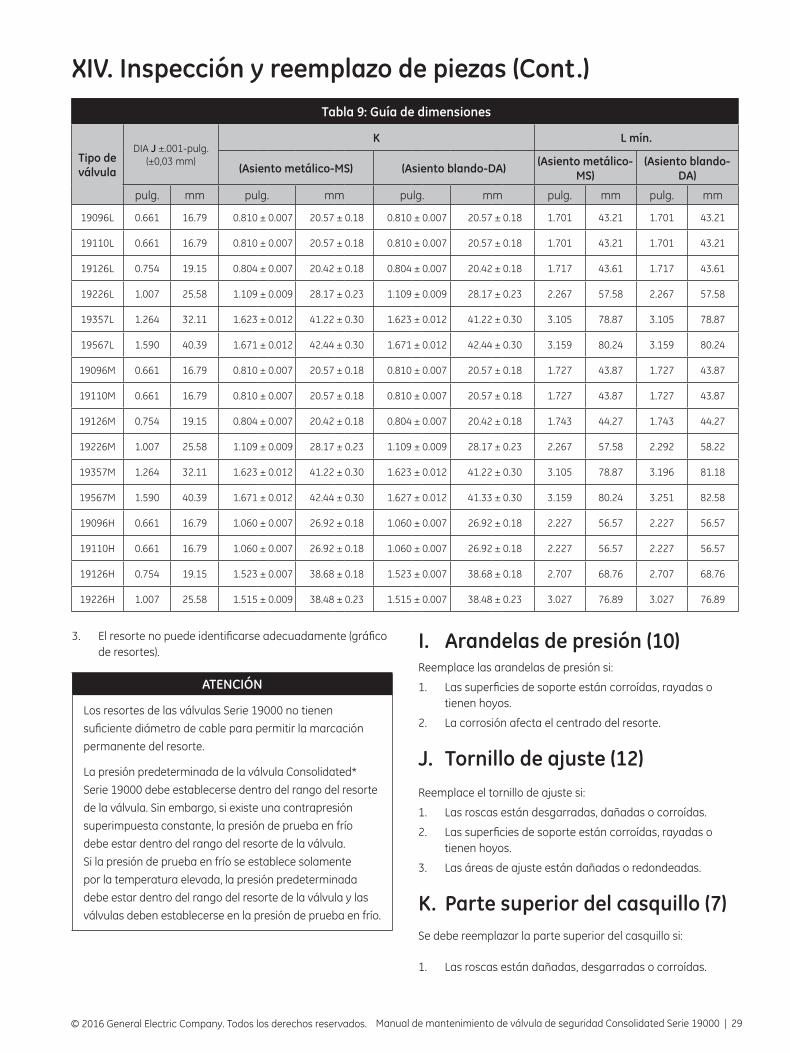
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 29© 2016 General Electric Company. Todos los derechos reservados.
3. El resorte no puede identificarse adecuadamente (gráfico de resortes).
¡ATENCIÓN!
Los resortes de las válvulas Serie 19000 no tienen suficiente diámetro de cable para permitir la marcación permanente del resorte.
La presión predeterminada de la válvula Consolidated* Serie 19000 debe establecerse dentro del rango del resorte de la válvula. Sin embargo, si existe una contrapresión superimpuesta constante, la presión de prueba en frío debe estar dentro del rango del resorte de la válvula. Si la presión de prueba en frío se establece solamente por la temperatura elevada, la presión predeterminada debe estar dentro del rango del resorte de la válvula y las válvulas deben establecerse en la presión de prueba en frío.
I. Arandelas de presión (10)Reemplace las arandelas de presión si:
1. Las superficies de soporte están corroídas, rayadas o tienen hoyos.
2. La corrosión afecta el centrado del resorte.
J. Tornillo de ajuste (12)Reemplace el tornillo de ajuste si:
1. Las roscas están desgarradas, dañadas o corroídas.
2. Las superficies de soporte están corroídas, rayadas o tienen hoyos.
3. Las áreas de ajuste están dañadas o redondeadas.
K. Parte superior del casquillo (7)Se debe reemplazar la parte superior del casquillo si:
1. Las roscas están dañadas, desgarradas o corroídas.
XIV. Inspección y reemplazo de piezas (Cont.) Tabla 9: Guía de dimensiones
Tipo de válvula
DIA J ±.001-pulg. (±0,03 mm)
K L mín.
(Asiento metálico-MS) (Asiento blando-DA) (Asiento metálico-MS)
(Asiento blando-DA)
pulg. mm pulg. mm pulg. mm pulg. mm pulg. mm
19096L 0.661 16.79 0.810 ± 0.007 20.57 ± 0.18 0.810 ± 0.007 20.57 ± 0.18 1.701 43.21 1.701 43.21
19110L 0.661 16.79 0.810 ± 0.007 20.57 ± 0.18 0.810 ± 0.007 20.57 ± 0.18 1.701 43.21 1.701 43.21
19126L 0.754 19.15 0.804 ± 0.007 20.42 ± 0.18 0.804 ± 0.007 20.42 ± 0.18 1.717 43.61 1.717 43.61
19226L 1.007 25.58 1.109 ± 0.009 28.17 ± 0.23 1.109 ± 0.009 28.17 ± 0.23 2.267 57.58 2.267 57.58
19357L 1.264 32.11 1.623 ± 0.012 41.22 ± 0.30 1.623 ± 0.012 41.22 ± 0.30 3.105 78.87 3.105 78.87
19567L 1.590 40.39 1.671 ± 0.012 42.44 ± 0.30 1.671 ± 0.012 42.44 ± 0.30 3.159 80.24 3.159 80.24
19096M 0.661 16.79 0.810 ± 0.007 20.57 ± 0.18 0.810 ± 0.007 20.57 ± 0.18 1.727 43.87 1.727 43.87
19110M 0.661 16.79 0.810 ± 0.007 20.57 ± 0.18 0.810 ± 0.007 20.57 ± 0.18 1.727 43.87 1.727 43.87
19126M 0.754 19.15 0.804 ± 0.007 20.42 ± 0.18 0.804 ± 0.007 20.42 ± 0.18 1.743 44.27 1.743 44.27
19226M 1.007 25.58 1.109 ± 0.009 28.17 ± 0.23 1.109 ± 0.009 28.17 ± 0.23 2.267 57.58 2.292 58.22
19357M 1.264 32.11 1.623 ± 0.012 41.22 ± 0.30 1.623 ± 0.012 41.22 ± 0.30 3.105 78.87 3.196 81.18
19567M 1.590 40.39 1.671 ± 0.012 42.44 ± 0.30 1.627 ± 0.012 41.33 ± 0.30 3.159 80.24 3.251 82.58
19096H 0.661 16.79 1.060 ± 0.007 26.92 ± 0.18 1.060 ± 0.007 26.92 ± 0.18 2.227 56.57 2.227 56.57
19110H 0.661 16.79 1.060 ± 0.007 26.92 ± 0.18 1.060 ± 0.007 26.92 ± 0.18 2.227 56.57 2.227 56.57
19126H 0.754 19.15 1.523 ± 0.007 38.68 ± 0.18 1.523 ± 0.007 38.68 ± 0.18 2.707 68.76 2.707 68.76
19226H 1.007 25.58 1.515 ± 0.009 38.48 ± 0.23 1.515 ± 0.007 38.48 ± 0.23 3.027 76.89 3.027 76.89
30 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
L. Parte inferior del casquillo (8)Se debe reemplazar la parte inferior del casquillo si:
1. Las roscas están dañadas, desgarradas o corroídas.
2. La superficie del asiento de la guía se encuentra rayada, mellada, corroída o tiene fugas.
3. La superficie del asiento de la placa de respaldo se encuentra rayada, mellada o corroída.
4. Es porosa, está corroída o deformada.
M. Placa de respaldo (39)Se debe reemplazar la placa de respaldo si:
1. La circunferencia interna “X” está rayada, mellada, corroída o tiene hoyos.
2. La ranura de la junta tórica “W” está rayada, mellada, corroída o tiene hoyos.
3. La placa de respaldo está deformada.
N. Junta tórica del eje (310XX011) (38)
La junta tórica del eje siempre debe reemplazarse. El material y el durómetro de la junta tórica del eje deben ser del mismo material y durómetro que el especificado para la junta tórica del asiento (37).
O. Junta tórica de la placa de respaldo (310XX030) (40) La junta tórica de la placa de respaldo siempre debe reemplazarse. El material y el durómetro de la junta tórica de la placa de respaldo deben ser del mismo material y durómetro que el especificado para la junta tórica del asiento (37).
P. Junta tórica del asiento (310XX013) (37)La junta tórica del asiento siempre debe reemplazarse. El material y el durómetro de la junta tórica del asiento deben ser del mismo material y durómetro que el especificado para la junta tórica de la placa de datos.
XIV. Inspección y reemplazo de piezas (Cont.)
A. Válvulas de asiento metálico (MS) (Vea las Figuras 1 y 2)
1. Las superficies de soporte deben fijarse juntas con un compuesto de lapeado con arena 320 (vea la Tabla 17). Estas superficies son:
a. El bolsillo de eje de soporte del disco y el radio esférico angular del eje,
b. La arandela de presión inferior y el radio de la arandela de presión del eje, y
c. La arandela de presión superior y el radio esférico del tornillo de ajuste. Limpie todas las piezas antes del ensamblaje.
2. Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la superficie del asiento del casquillo de la guía y en las roscas del casquillo y la base.
3. Use una base limpia (1) lapeada para la presión predeterminada de la válvula (vea los requerimientos del ancho del asiento en la Tabla 5). Coloque un disco lapeado (2) en la base con las superficies lapeadas enfrentándose. Coloque el soporte del disco (4) en el disco y la base. Coloque la guía (5) sobre el soporte del disco en la base. Lubrique la superficie de soporte del eje portante del disco con un lubricante para roscas libre de cobre.
4. Lubrique el cabezal del eje con una pequeña cantidad de lubricante para roscas libre de cobre e inserte el eje (9) en el bolsillo del eje del soporte del disco.
5. Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la superficie de soporte de la arandela de presión inferior (10) y deslícela sobre el eje (9). Instale el resorte (11) y la arandela de presión superior.
6. Aplique una pequeña cantidad de lubricante para roscas libre de cobre en las roscas del casquillo y la base y en la superficie del asiento de la guía. Cuando se utilicen un casquillo de acero inoxidable (6) y una base (1) o un casquillo estándar para servicio a una temperatura superior a los 500 °C, aplique lubricante libre de cobre en las roscas del casquillo y de la base y en la superficie del asiento de la guía (5). Antes de ajustar por completo el casquillo, ajuste la posición de la guía para que uno de los orificios se alinee con la descarga de la válvula. Ajuste el casquillo con la torsión suficiente como se indica en la especificación de torsión de la base (vea la Tabla 10).
7. Ajuste la contratuerca del tornillo de ajuste (13) sobre el tornillo de ajuste (12). Aplique una capa ligera de lubricante para roscas libre de cobre en las roscas del tornillo de ajuste y los radios esféricos. Ajuste la contratuerca del tornillo de ajuste (13) sobre el tornillo de ajuste (12).
XV. Reensamblaje de la SRV Consolidated* Serie 19000
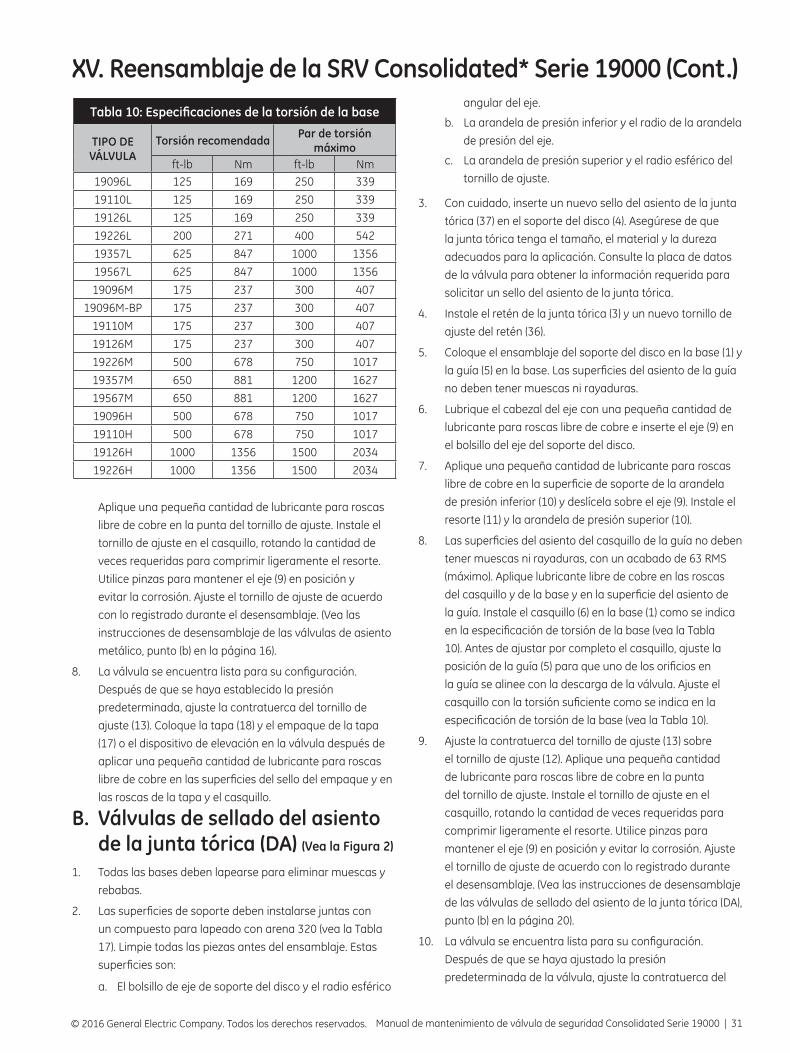
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 31© 2016 General Electric Company. Todos los derechos reservados.
Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la punta del tornillo de ajuste. Instale el tornillo de ajuste en el casquillo, rotando la cantidad de veces requeridas para comprimir ligeramente el resorte. Utilice pinzas para mantener el eje (9) en posición y evitar la corrosión. Ajuste el tornillo de ajuste de acuerdo con lo registrado durante el desensamblaje. (Vea las instrucciones de desensamblaje de las válvulas de asiento metálico, punto (b) en la página 16).
8. La válvula se encuentra lista para su configuración. Después de que se haya establecido la presión predeterminada, ajuste la contratuerca del tornillo de ajuste (13). Coloque la tapa (18) y el empaque de la tapa (17) o el dispositivo de elevación en la válvula después de aplicar una pequeña cantidad de lubricante para roscas libre de cobre en las superficies del sello del empaque y en las roscas de la tapa y el casquillo.
B. Válvulas de sellado del asiento de la junta tórica (DA) (Vea la Figura 2)
1. Todas las bases deben lapearse para eliminar muescas y rebabas.
2. Las superficies de soporte deben instalarse juntas con un compuesto para lapeado con arena 320 (vea la Tabla 17). Limpie todas las piezas antes del ensamblaje. Estas superficies son:
a. El bolsillo de eje de soporte del disco y el radio esférico
angular del eje.
b. La arandela de presión inferior y el radio de la arandela de presión del eje.
c. La arandela de presión superior y el radio esférico del tornillo de ajuste.
3. Con cuidado, inserte un nuevo sello del asiento de la junta tórica (37) en el soporte del disco (4). Asegúrese de que la junta tórica tenga el tamaño, el material y la dureza adecuados para la aplicación. Consulte la placa de datos de la válvula para obtener la información requerida para solicitar un sello del asiento de la junta tórica.
4. Instale el retén de la junta tórica (3) y un nuevo tornillo de ajuste del retén (36).
5. Coloque el ensamblaje del soporte del disco en la base (1) y la guía (5) en la base. Las superficies del asiento de la guía no deben tener muescas ni rayaduras.
6. Lubrique el cabezal del eje con una pequeña cantidad de lubricante para roscas libre de cobre e inserte el eje (9) en el bolsillo del eje del soporte del disco.
7. Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la superficie de soporte de la arandela de presión inferior (10) y deslícela sobre el eje (9). Instale el resorte (11) y la arandela de presión superior (10).
8. Las superficies del asiento del casquillo de la guía no deben tener muescas ni rayaduras, con un acabado de 63 RMS (máximo). Aplique lubricante libre de cobre en las roscas del casquillo y de la base y en la superficie del asiento de la guía. Instale el casquillo (6) en la base (1) como se indica en la especificación de torsión de la base (vea la Tabla 10). Antes de ajustar por completo el casquillo, ajuste la posición de la guía (5) para que uno de los orificios en la guía se alinee con la descarga de la válvula. Ajuste el casquillo con la torsión suficiente como se indica en la especificación de torsión de la base (vea la Tabla 10).
9. Ajuste la contratuerca del tornillo de ajuste (13) sobre el tornillo de ajuste (12). Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la punta del tornillo de ajuste. Instale el tornillo de ajuste en el casquillo, rotando la cantidad de veces requeridas para comprimir ligeramente el resorte. Utilice pinzas para mantener el eje (9) en posición y evitar la corrosión. Ajuste el tornillo de ajuste de acuerdo con lo registrado durante el desensamblaje. (Vea las instrucciones de desensamblaje de las válvulas de sellado del asiento de la junta tórica (DA), punto (b) en la página 20).
10. La válvula se encuentra lista para su configuración. Después de que se haya ajustado la presión predeterminada de la válvula, ajuste la contratuerca del
XV. Reensamblaje de la SRV Consolidated* Serie 19000 (Cont.)Tabla10:Especificacionesdelatorsióndelabase
TIPO DE VÁLVULA
Torsión recomendada Par de torsión máximo
ft-lb Nm ft-lb Nm19096L 125 169 250 33919110L 125 169 250 33919126L 125 169 250 33919226L 200 271 400 54219357L 625 847 1000 135619567L 625 847 1000 135619096M 175 237 300 407
19096M-BP 175 237 300 40719110M 175 237 300 40719126M 175 237 300 40719226M 500 678 750 101719357M 650 881 1200 162719567M 650 881 1200 162719096H 500 678 750 101719110H 500 678 750 101719126H 1000 1356 1500 203419226H 1000 1356 1500 2034
32 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XV. Reensamblaje de la SRV Consolidated* Serie 19000 (Cont.)tornillo de ajuste (13). Coloque el empaque de la tapa (17) y la tapa (18) o el dispositivo de elevación en la válvula después de aplicar una pequeña cantidad de lubricante para roscas libre de cobre en las superficies del sello del empaque y en las roscas de la tapa y el casquillo.
C. 19Válvulas de sellado del asiento de la junta tórica 096M-DA-BP (Vea la Figura 6)
1. Todas las bases deben lapearse para eliminar muescas y rebabas.
2. Las superficies de soporte deben instalarse juntas con un compuesto para lapeado con arena 320 (vea la Tabla 17). Limpie todas las piezas antes del ensamblaje. Estas superficies son las siguientes:
a. El bolsillo del eje de soporte del disco y el radio esférico del eje de soporte (para válvulas de junta tórica o diseño de asiento metálico -1)
b. La arandela de presión inferior y el radio de la arandela de presión del eje.
c. La arandela de presión superior y el radio esférico del tornillo de ajuste.
3. Con cuidado, inserte un nuevo sello del asiento de la junta tórica (37) en el soporte del disco (4). Asegúrese de que la junta tórica tenga el tamaño, el material y la dureza adecuados para la aplicación. Consulte la placa de datos de la válvula para obtener la información requerida para solicitar una junta tórica.
4. Instale el retén de la junta tórica (3) y el tornillo de ajuste del retén (36). Aplique líquido para sellar roscas para fijar la posición del tornillo.
5. Coloque el ensamblaje del soporte del disco en la base (1) y la guía (5) en la base. Las superficies del asiento de la guía no deben tener muescas ni rayaduras.
6. Las superficies del asiento inferior de la guía al casquillo y del asiento inferior de la placa de respaldo al casquillo no deben tener muescas ni rayaduras. La superficie del asiento inferior de la guía al casquillo (8) debe tener un acabado de un máximo de 63 RMS. Aplique lubricante para roscas libre de cobre o antiadherente sobre las roscas inferiores del casquillo en las superficies del asiento de la base y la guía. Instale el casquillo en la base (1). Ajuste la parte inferior del casquillo a la base con la torsión suficiente como se indica en la especificación de torsión de la base (vea la Tabla 10).
7. Coloque la junta tórica de la placa de respaldo 310XX030
(40) en la ranura de la junta tórica en la placa de respaldo (39) con una pequeña cantidad de lubricante de junta tórica. Verifique que la superficie del asiento de la placa de respaldo en la parte inferior del casquillo y el diámetro interno del plato de la placa de respaldo no tengan un acabado de más de 32 RMS. Asegúrese de que estén limpios y sin muescas ni rayaduras. Coloque la placa de respaldo (39), con el lateral de la junta tórica hacia abajo, dentro del contrataladro en la parte inferior del casquillo.
8. Coloque la junta tórica del eje 312XX011 (38) dentro de la ranura de la junta tórica en el eje (9). Lubrique el cabezal del eje con una pequeña cantidad de lubricante para roscas libre de cobre e inserte el eje a través de la placa de respaldo dentro del bolsillo del eje del soporte del disco.
9. Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la superficie de soporte de la arandela de presión inferior (10) y deslícela sobre el eje (9). Instale el resorte (11) y la arandela de presión superior (10).
10. Aplique lubricante para roscas libre de cobre sobre las roscas superiores del casquillo y las juntas de la tapa. Instale la parte superior del casquillo (7) en la parte inferior del casquillo (8), permitiendo que el eje (9) quede alineado con el orificio en la parte superior. Ajuste la parte superior del casquillo a la parte inferior del casquillo con la torsión recomendada 133 ft/lb (180.32 Nm) [la torsión máxima no debe superar los 500 ft/lb (677.91 Nm)].
¡ATENCIÓN!
El casquillo superior está ventilado y dicha ventilación no debe obstruirse.
11. Ajuste la contratuerca del tornillo de ajuste (13) sobre el tornillo de ajuste (12). Aplique una pequeña cantidad de lubricante para roscas libre de cobre en la punta del tornillo de ajuste. Instale el tornillo de ajuste en la parte superior del casquillo, rotando la cantidad de veces requeridas para comprimir ligeramente el resorte. Utilice pinzas para mantener el eje en posición y evitar la corrosión.
Ajuste el tornillo de ajuste de acuerdo con la medición registrada durante el desensamblaje (vea el paso (b), “Desensamblaje”).
12. La válvula se encuentra lista para su configuración.
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 33© 2016 General Electric Company. Todos los derechos reservados.
XVI. Ajuste y pruebaA. Información general Antes de realizar el mantenimiento de la válvula reacondicionada, debe establecerse como abierta a la presión predeterminada requerida como se muestra en la placa de datos. Aunque la válvula puede configurarse en la instalación durante el mantenimiento, es más conveniente configurar la válvula y verificar la tensión del asiento en un banco de pruebas. Cualquier reemplazo del resorte debe realizarse de acuerdo con las pautas actuales.
B. Equipo para la pruebaEl banco de pruebas utilizado para la evaluación de la SRV normalmente está formado por una línea de suministro de presión con una válvula de aguja y un receptor que tiene las siguientes características:
1. Una salida para acoplar la válvula que se debe evaluar;
2. Un medidor de presión con una válvula de cierre;
3. Una línea de drenaje con una válvula de cierre; y
4. Un volumen de receptor adecuado para que se evalúe la válvula y para lograr un funcionamiento correcto.
C. Medios de ensayoPara obtener los mejores resultados, las válvulas deben evaluarse por tipo como se indica a continuación:
1. Las válvulas de vapor se prueban con vapor saturado;
2. Las válvulas de aire o gas se prueban con aire o gas a temperatura ambiente; y
3. Las válvulas de líquidos se prueban con agua a temperatura ambiente.
D.ConfiguracióndelaválvulaColoque la válvula en posición abierta en la presión predeterminada como se muestra en la placa de datos. Si en la placa de datos se indica una presión de prueba en frío, coloque la válvula en posición abierta en esa presión en el banco de prueba. (La presión de prueba en frío es la presión predeterminada corregida para compensar la contrapresión o la temperatura de funcionamiento). Es posible que se necesite determinar una nueva presión de prueba en frío si se tuvieran que realizar cambios en la presión o contrapresión predeterminada o si cambiara la temperatura de servicio.
NOTA: Este diseño permitirá que la presión predeterminada permanezca constante bajo condiciones de contrapresión variables superimpuestas. Es posible que se necesite determinar una nueva presión de prueba en frío si se tuvieran que realizar cambios en la presión o contrapresión predeterminada o si cambiara la temperatura de servicio.
E. Establecer la compensación de la presión
Presión de prueba en frío para la compensación de la temperatura
Durante la prueba de la producción, la SRV en ocasiones se prueba a temperaturas distintas de aquellas a las que se expondrá la SRV en el servicio. El incremento de la temperatura a partir de la temperatura ambiente provoca una reducción de la presión predeterminada. La reducción de la presión predeterminada se debe a la expansión térmica del área del asiento y al amoldamiento del resorte. Por lo tanto, es importante compensar la diferencia entre la temperatura
de la prueba de producción y la temperatura de servicio. La temperatura de servicio es la temperatura de funcionamiento normal de la SRV. Si la temperatura de funcionamiento no está disponible, no corrija la presión predeterminada de la SRV.
La Tabla 11 detalla los multiplicadores de presión predeterminada que se deben utilizar durante el procesamiento de la presión de prueba en frío (CDTP) para válvulas que se configuran en un banco de prueba de aire o agua a temperatura ambiente.
Las válvulas que se van a utilizar en un servicio de vapor saturado se prueban con vapor saturado. Por lo tanto, no se requiere CDTP. Sin embargo, las válvulas en servicio de vapor sobrecalentado se prueban con vapor saturado y requieren un CDTP.
No se detenga ni coloque la mano frente a la brida de
descarga de la válvula si la válvula se encuentra bajo
presión.
Descontamine o limpie, si es necesario, antes de las pruebas previas o del desensamblaje. Se deben tomar precauciones de
seguridad y ambientales de acuerdo con el método
de descontaminación o limpieza utilizado.
PELIGRO
PELIGRO
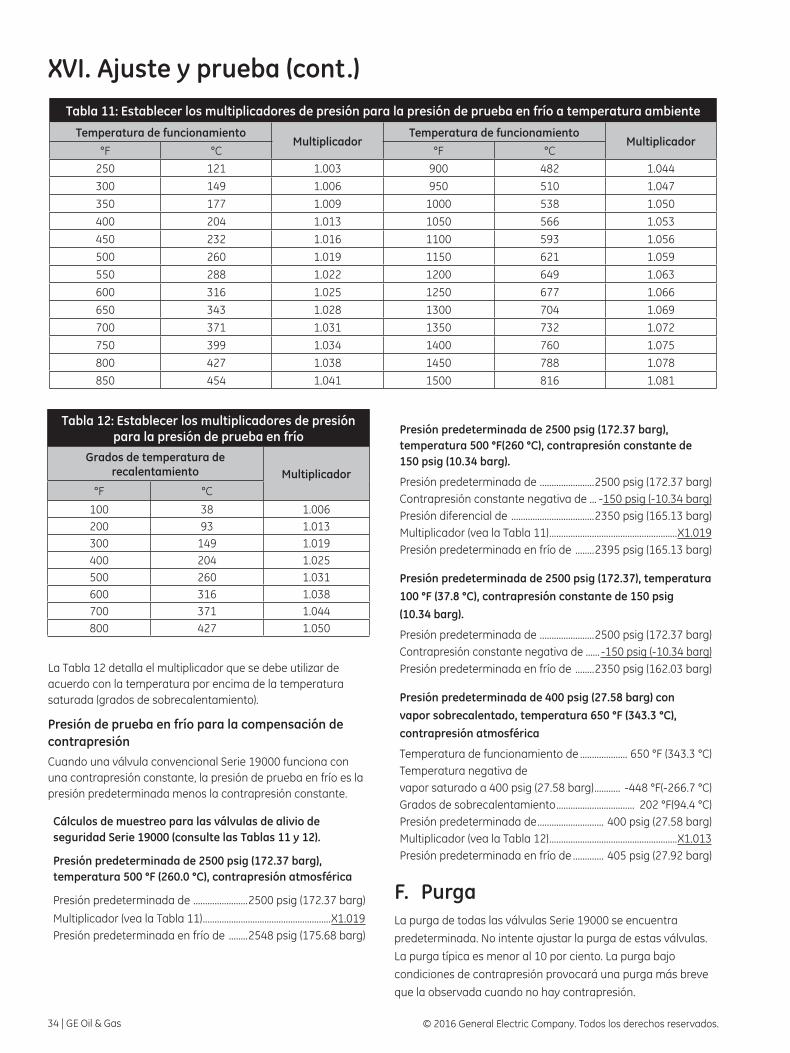
34 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
Tabla 11: Establecer los multiplicadores de presión para la presión de prueba en frío a temperatura ambiente
Temperatura de funcionamientoMultiplicador
Temperatura de funcionamientoMultiplicador
°F °C °F °C250 121 1.003 900 482 1.044300 149 1.006 950 510 1.047350 177 1.009 1000 538 1.050400 204 1.013 1050 566 1.053450 232 1.016 1100 593 1.056500 260 1.019 1150 621 1.059550 288 1.022 1200 649 1.063600 316 1.025 1250 677 1.066650 343 1.028 1300 704 1.069700 371 1.031 1350 732 1.072750 399 1.034 1400 760 1.075800 427 1.038 1450 788 1.078850 454 1.041 1500 816 1.081
XVI. Ajuste y prueba (cont.)
La Tabla 12 detalla el multiplicador que se debe utilizar de acuerdo con la temperatura por encima de la temperatura saturada (grados de sobrecalentamiento).
Presión de prueba en frío para la compensación de contrapresiónCuando una válvula convencional Serie 19000 funciona con una contrapresión constante, la presión de prueba en frío es la presión predeterminada menos la contrapresión constante.
Cálculos de muestreo para las válvulas de alivio de seguridad Serie 19000 (consulte las Tablas 11 y 12).
Presión predeterminada de 2500 psig (172.37 barg), temperatura 500 °F (260.0 °C), contrapresión atmosférica
Presión predeterminada de .......................2500 psig (172.37 barg)Multiplicador (vea la Tabla 11) ......................................................X1.019Presión predeterminada en frío de ........2548 psig (175.68 barg)
Presión predeterminada de 2500 psig (172.37 barg), temperatura 500 °F(260 °C), contrapresión constante de 150 psig (10.34 barg).
Presión predeterminada de .......................2500 psig (172.37 barg)Contrapresión constante negativa de ... -150 psig (-10.34 barg)Presión diferencial de ...................................2350 psig (165.13 barg)Multiplicador (vea la Tabla 11) ......................................................X1.019Presión predeterminada en frío de ........2395 psig (165.13 barg)
Presión predeterminada de 2500 psig (172.37), temperatura 100 °F (37.8 °C), contrapresión constante de 150 psig (10.34 barg).
Presión predeterminada de .......................2500 psig (172.37 barg)Contrapresión constante negativa de ...... -150 psig (-10.34 barg)Presión predeterminada en frío de ........2350 psig (162.03 barg)
Presión predeterminada de 400 psig (27.58 barg) con vapor sobrecalentado, temperatura 650 °F (343.3 °C), contrapresión atmosférica
Temperatura de funcionamiento de .................... 650 °F (343.3 °C)Temperatura negativa devapor saturado a 400 psig (27.58 barg) ........... -448 °F(-266.7 °C)Grados de sobrecalentamiento ................................. 202 °F(94.4 °C)Presión predeterminada de ............................ 400 psig (27.58 barg)Multiplicador (vea la Tabla 12) ......................................................X1.013Presión predeterminada en frío de ............. 405 psig (27.92 barg)
F. PurgaLa purga de todas las válvulas Serie 19000 se encuentra predeterminada. No intente ajustar la purga de estas válvulas. La purga típica es menor al 10 por ciento. La purga bajo condiciones de contrapresión provocará una purga más breve que la observada cuando no hay contrapresión.
Tabla 12: Establecer los multiplicadores de presión para la presión de prueba en frío
Grados de temperatura de recalentamiento Multiplicador
°F °C100 38 1.006200 93 1.013300 149 1.019400 204 1.025500 260 1.031600 316 1.038700 371 1.044800 427 1.050
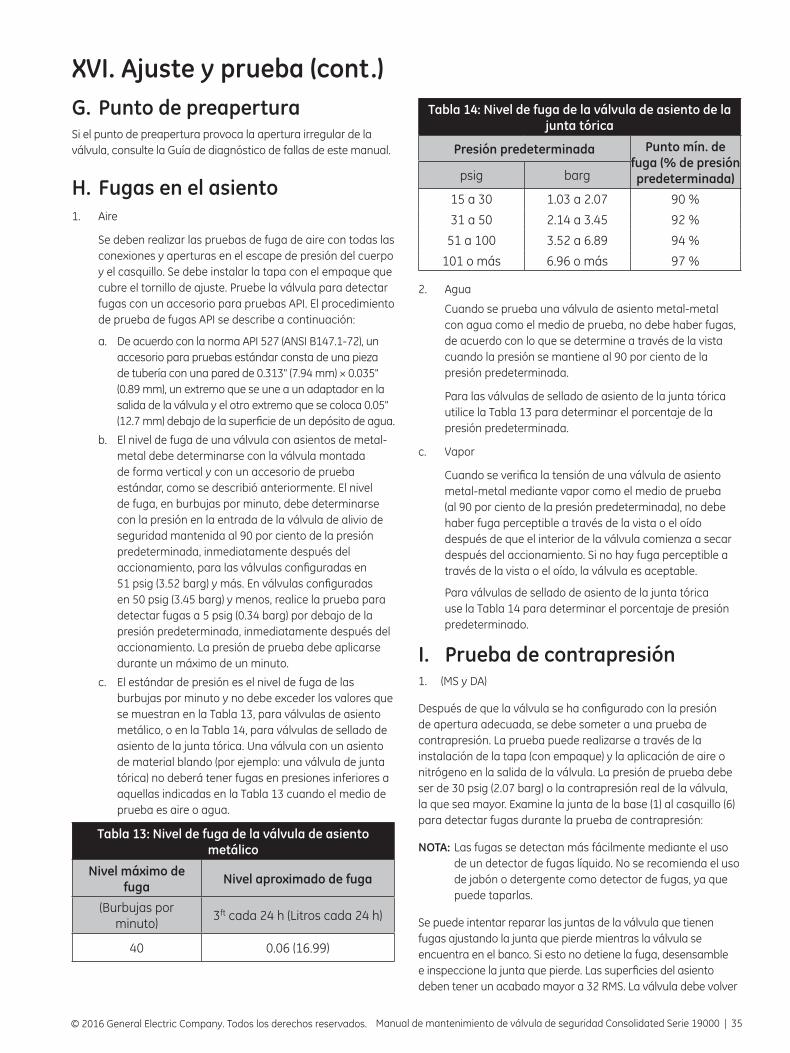
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 35© 2016 General Electric Company. Todos los derechos reservados.
XVI. Ajuste y prueba (cont.)G. Punto de preaperturaSi el punto de preapertura provoca la apertura irregular de la válvula, consulte la Guía de diagnóstico de fallas de este manual.
H. Fugas en el asiento1. Aire
Se deben realizar las pruebas de fuga de aire con todas las conexiones y aperturas en el escape de presión del cuerpo y el casquillo. Se debe instalar la tapa con el empaque que cubre el tornillo de ajuste. Pruebe la válvula para detectar fugas con un accesorio para pruebas API. El procedimiento de prueba de fugas API se describe a continuación:
a. De acuerdo con la norma API 527 (ANSI B147.1-72), un accesorio para pruebas estándar consta de una pieza de tubería con una pared de 0.313" (7.94 mm) × 0.035" (0.89 mm), un extremo que se une a un adaptador en la salida de la válvula y el otro extremo que se coloca 0.05" (12.7 mm) debajo de la superficie de un depósito de agua.
b. El nivel de fuga de una válvula con asientos de metal-metal debe determinarse con la válvula montada de forma vertical y con un accesorio de prueba estándar, como se describió anteriormente. El nivel de fuga, en burbujas por minuto, debe determinarse con la presión en la entrada de la válvula de alivio de seguridad mantenida al 90 por ciento de la presión predeterminada, inmediatamente después del accionamiento, para las válvulas configuradas en 51 psig (3.52 barg) y más. En válvulas configuradas en 50 psig (3.45 barg) y menos, realice la prueba para detectar fugas a 5 psig (0.34 barg) por debajo de la presión predeterminada, inmediatamente después del accionamiento. La presión de prueba debe aplicarse durante un máximo de un minuto.
c. El estándar de presión es el nivel de fuga de las burbujas por minuto y no debe exceder los valores que se muestran en la Tabla 13, para válvulas de asiento metálico, o en la Tabla 14, para válvulas de sellado de asiento de la junta tórica. Una válvula con un asiento de material blando (por ejemplo: una válvula de junta tórica) no deberá tener fugas en presiones inferiores a aquellas indicadas en la Tabla 13 cuando el medio de prueba es aire o agua.
Tabla 13: Nivel de fuga de la válvula de asiento metálico
Nivel máximo de fuga Nivel aproximado de fuga
(Burbujas por minuto) 3ft cada 24 h (Litros cada 24 h)
40 0.06 (16.99)
Tabla 14: Nivel de fuga de la válvula de asiento de la junta tórica
Presión predeterminada Punto mín. de fuga (% de presión predeterminada)psig barg
15 a 30 1.03 a 2.07 90 %31 a 50 2.14 a 3.45 92 %
51 a 100 3.52 a 6.89 94 %101 o más 6.96 o más 97 %
2. Agua
Cuando se prueba una válvula de asiento metal-metal con agua como el medio de prueba, no debe haber fugas, de acuerdo con lo que se determine a través de la vista cuando la presión se mantiene al 90 por ciento de la presión predeterminada.
Para las válvulas de sellado de asiento de la junta tórica utilice la Tabla 13 para determinar el porcentaje de la presión predeterminada.
c. Vapor
Cuando se verifica la tensión de una válvula de asiento metal-metal mediante vapor como el medio de prueba (al 90 por ciento de la presión predeterminada), no debe haber fuga perceptible a través de la vista o el oído después de que el interior de la válvula comienza a secar después del accionamiento. Si no hay fuga perceptible a través de la vista o el oído, la válvula es aceptable.
Para válvulas de sellado de asiento de la junta tórica use la Tabla 14 para determinar el porcentaje de presión predeterminado.
I. Prueba de contrapresión1. (MS y DA)
Después de que la válvula se ha configurado con la presión de apertura adecuada, se debe someter a una prueba de contrapresión. La prueba puede realizarse a través de la instalación de la tapa (con empaque) y la aplicación de aire o nitrógeno en la salida de la válvula. La presión de prueba debe ser de 30 psig (2.07 barg) o la contrapresión real de la válvula, la que sea mayor. Examine la junta de la base (1) al casquillo (6) para detectar fugas durante la prueba de contrapresión:
NOTA: Las fugas se detectan más fácilmente mediante el uso de un detector de fugas líquido. No se recomienda el uso de jabón o detergente como detector de fugas, ya que puede taparlas.
Se puede intentar reparar las juntas de la válvula que tienen fugas ajustando la junta que pierde mientras la válvula se encuentra en el banco. Si esto no detiene la fuga, desensamble e inspeccione la junta que pierde. Las superficies del asiento deben tener un acabado mayor a 32 RMS. La válvula debe volver
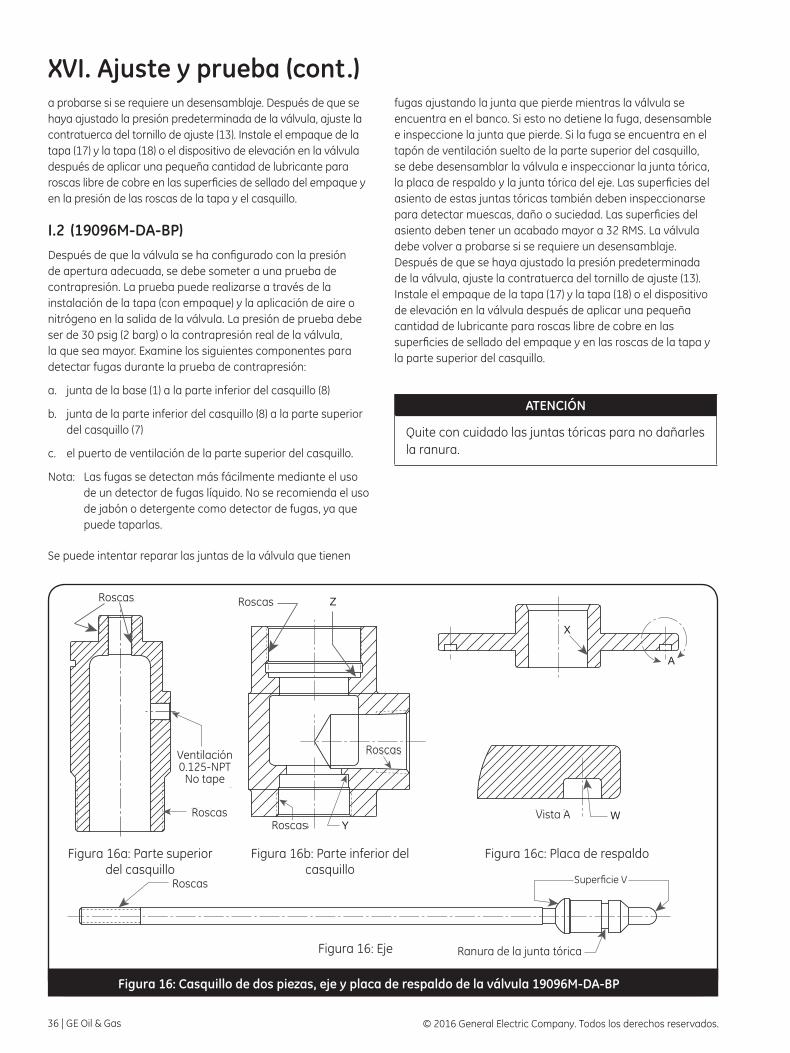
36 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XVI. Ajuste y prueba (cont.)a probarse si se requiere un desensamblaje. Después de que se haya ajustado la presión predeterminada de la válvula, ajuste la contratuerca del tornillo de ajuste (13). Instale el empaque de la tapa (17) y la tapa (18) o el dispositivo de elevación en la válvula después de aplicar una pequeña cantidad de lubricante para roscas libre de cobre en las superficies de sellado del empaque y en la presión de las roscas de la tapa y el casquillo.
I.2 (19096M-DA-BP)Después de que la válvula se ha configurado con la presión de apertura adecuada, se debe someter a una prueba de contrapresión. La prueba puede realizarse a través de la instalación de la tapa (con empaque) y la aplicación de aire o nitrógeno en la salida de la válvula. La presión de prueba debe ser de 30 psig (2 barg) o la contrapresión real de la válvula, la que sea mayor. Examine los siguientes componentes para detectar fugas durante la prueba de contrapresión:
a. junta de la base (1) a la parte inferior del casquillo (8)
b. junta de la parte inferior del casquillo (8) a la parte superior del casquillo (7)
c. el puerto de ventilación de la parte superior del casquillo.
Nota: Las fugas se detectan más fácilmente mediante el uso de un detector de fugas líquido. No se recomienda el uso de jabón o detergente como detector de fugas, ya que puede taparlas.
Se puede intentar reparar las juntas de la válvula que tienen
fugas ajustando la junta que pierde mientras la válvula se encuentra en el banco. Si esto no detiene la fuga, desensamble e inspeccione la junta que pierde. Si la fuga se encuentra en el tapón de ventilación suelto de la parte superior del casquillo, se debe desensamblar la válvula e inspeccionar la junta tórica, la placa de respaldo y la junta tórica del eje. Las superficies del asiento de estas juntas tóricas también deben inspeccionarse para detectar muescas, daño o suciedad. Las superficies del asiento deben tener un acabado mayor a 32 RMS. La válvula debe volver a probarse si se requiere un desensamblaje. Después de que se haya ajustado la presión predeterminada de la válvula, ajuste la contratuerca del tornillo de ajuste (13). Instale el empaque de la tapa (17) y la tapa (18) o el dispositivo de elevación en la válvula después de aplicar una pequeña cantidad de lubricante para roscas libre de cobre en las superficies de sellado del empaque y en las roscas de la tapa y la parte superior del casquillo.
¡ATENCIÓN!
Quite con cuidado las juntas tóricas para no dañarles la ranura.
Threads
Threads
.125-NPT Vent
Do Not Plug
Figura 16: Casquillo de dos piezas, eje y placa de respaldo de la válvula 19096M-DA-BP
Threads
Threads
Threads Y
Z
X
A
View A W
Surface V
O-Ring Groove
Threads
Figura 16a: Parte superior del casquillo
Figura 16b: Parte inferior del casquillo
Figura 16c: Placa de respaldo
Figura 16: Eje
Roscas
Roscas
Roscas
Roscas
Roscas
Vista A
Superficie V
Ranura de la junta tórica
Roscas
Ventilación 0.125-NPT
No tape
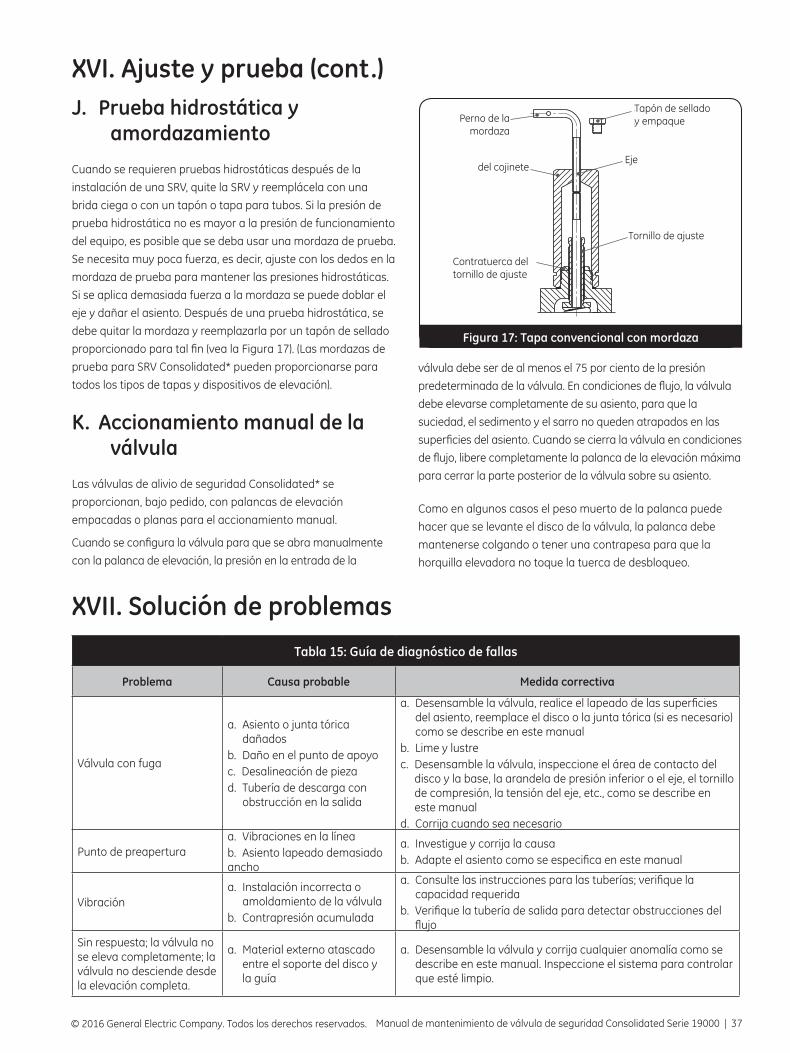
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 37© 2016 General Electric Company. Todos los derechos reservados.
J. Prueba hidrostática y amordazamiento
Cuando se requieren pruebas hidrostáticas después de la instalación de una SRV, quite la SRV y reemplácela con una brida ciega o con un tapón o tapa para tubos. Si la presión de prueba hidrostática no es mayor a la presión de funcionamiento del equipo, es posible que se deba usar una mordaza de prueba. Se necesita muy poca fuerza, es decir, ajuste con los dedos en la mordaza de prueba para mantener las presiones hidrostáticas. Si se aplica demasiada fuerza a la mordaza se puede doblar el eje y dañar el asiento. Después de una prueba hidrostática, se debe quitar la mordaza y reemplazarla por un tapón de sellado proporcionado para tal fin (vea la Figura 17). (Las mordazas de prueba para SRV Consolidated* pueden proporcionarse para todos los tipos de tapas y dispositivos de elevación).
K. Accionamiento manual de la válvula
Las válvulas de alivio de seguridad Consolidated* se proporcionan, bajo pedido, con palancas de elevación empacadas o planas para el accionamiento manual.
Cuando se configura la válvula para que se abra manualmente con la palanca de elevación, la presión en la entrada de la
válvula debe ser de al menos el 75 por ciento de la presión predeterminada de la válvula. En condiciones de flujo, la válvula debe elevarse completamente de su asiento, para que la suciedad, el sedimento y el sarro no queden atrapados en las superficies del asiento. Cuando se cierra la válvula en condiciones de flujo, libere completamente la palanca de la elevación máxima para cerrar la parte posterior de la válvula sobre su asiento.
Como en algunos casos el peso muerto de la palanca puede hacer que se levante el disco de la válvula, la palanca debe mantenerse colgando o tener una contrapesa para que la horquilla elevadora no toque la tuerca de desbloqueo.
XVI. Ajuste y prueba (cont.)
Gag BoltSealing Plug and Gasket
Cap
Adjusting ScrewLocknut
Spindle
Adjusting Screw
Figura 17: Tapa convencional con mordaza
Tabla 15: Guía de diagnóstico de fallas
Problema Causa probable Medida correctiva
Válvula con fuga
a. Asiento o junta tórica dañados
b. Daño en el punto de apoyoc. Desalineación de piezad. Tubería de descarga con
obstrucción en la salida
a. Desensamble la válvula, realice el lapeado de las superficies del asiento, reemplace el disco o la junta tórica (si es necesario) como se describe en este manual
b. Lime y lustrec. Desensamble la válvula, inspeccione el área de contacto del
disco y la base, la arandela de presión inferior o el eje, el tornillo de compresión, la tensión del eje, etc., como se describe en este manual
d. Corrija cuando sea necesario
Punto de preaperturaa. Vibraciones en la líneab. Asiento lapeado demasiado ancho
a. Investigue y corrija la causab. Adapte el asiento como se especifica en este manual
Vibracióna. Instalación incorrecta o
amoldamiento de la válvulab. Contrapresión acumulada
a. Consulte las instrucciones para las tuberías; verifique la capacidad requerida
b. Verifique la tubería de salida para detectar obstrucciones del flujo
Sin respuesta; la válvula no se eleva completamente; la válvula no desciende desde la elevación completa.
a. Material externo atascado entre el soporte del disco y la guía
a. Desensamble la válvula y corrija cualquier anomalía como se describe en este manual. Inspeccione el sistema para controlar que esté limpio.
XVII. Solución de problemas
Perno de la mordaza
Tapón de sellado y empaque
del cojineteEje
Tornillo de ajuste
Contratuerca del tornillo de ajuste
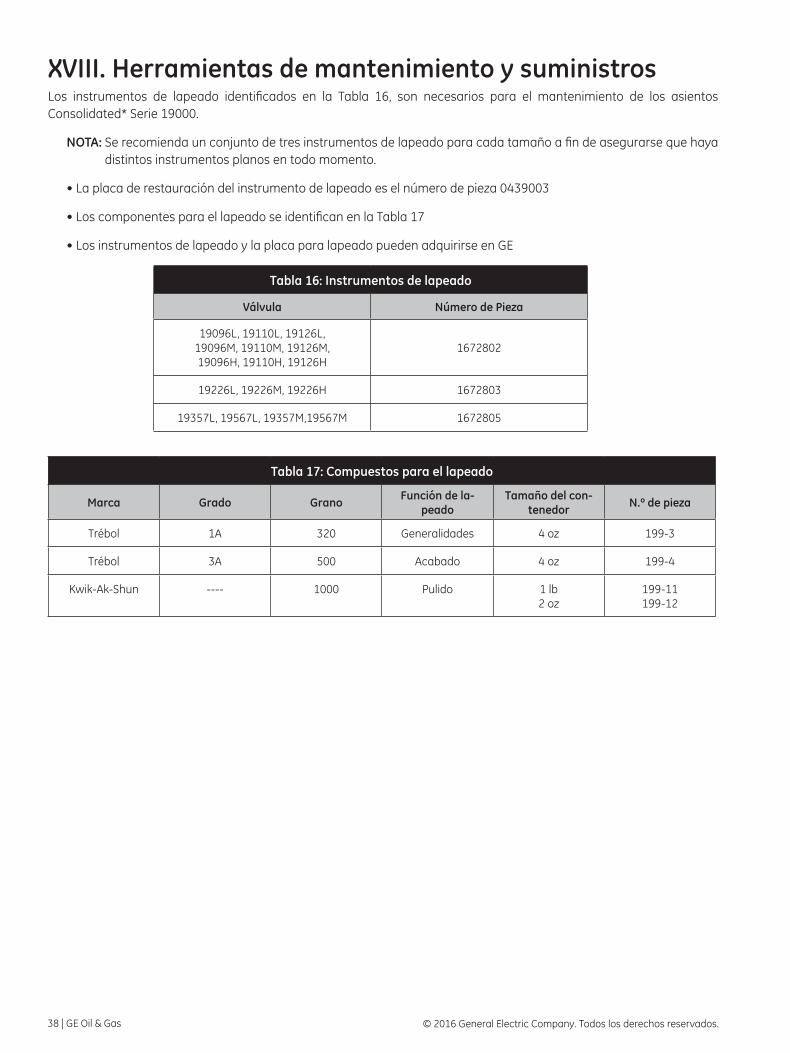
38 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
Los instrumentos de lapeado identificados en la Tabla 16, son necesarios para el mantenimiento de los asientos Consolidated* Serie 19000.
NOTA: Se recomienda un conjunto de tres instrumentos de lapeado para cada tamaño a fin de asegurarse que haya distintos instrumentos planos en todo momento.
• La placa de restauración del instrumento de lapeado es el número de pieza 0439003
• Los componentes para el lapeado se identifican en la Tabla 17
• Los instrumentos de lapeado y la placa para lapeado pueden adquirirse en GE
XVIII. Herramientas de mantenimiento y suministros
Tabla 16: Instrumentos de lapeado
Válvula Número de Pieza
19096L, 19110L, 19126L,19096M, 19110M, 19126M,19096H, 19110H, 19126H
1672802
19226L, 19226M, 19226H 1672803
19357L, 19567L, 19357M,19567M 1672805
Tabla 17: Compuestos para el lapeado
Marca Grado Grano Función de la-peado
Tamaño del con-tenedor N.º de pieza
Trébol 1A 320 Generalidades 4 oz 199-3
Trébol 3A 500 Acabado 4 oz 199-4
Kwik-Ak-Shun ---- 1000 Pulido 1 lb2 oz
199-11199-12
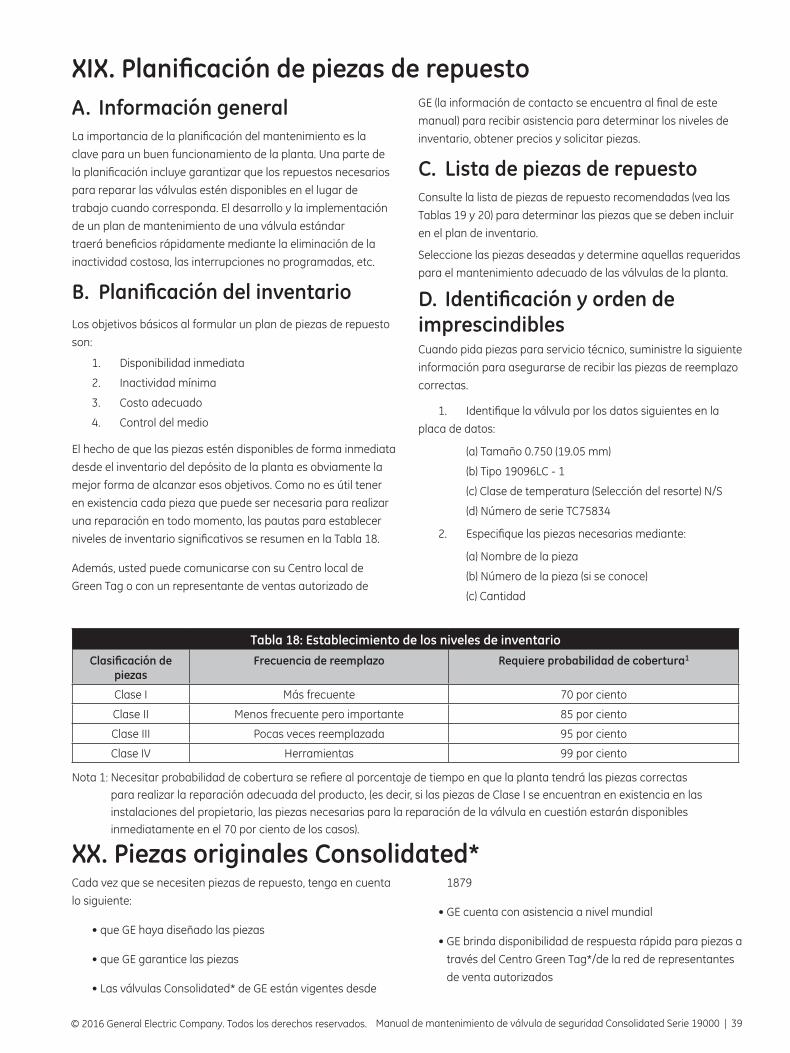
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 39© 2016 General Electric Company. Todos los derechos reservados.
XIX.PlanificacióndepiezasderepuestoA. Información generalLa importancia de la planificación del mantenimiento es la clave para un buen funcionamiento de la planta. Una parte de la planificación incluye garantizar que los repuestos necesarios para reparar las válvulas estén disponibles en el lugar de trabajo cuando corresponda. El desarrollo y la implementación de un plan de mantenimiento de una válvula estándar traerá beneficios rápidamente mediante la eliminación de la inactividad costosa, las interrupciones no programadas, etc.
B. PlanificacióndelinventarioLos objetivos básicos al formular un plan de piezas de repuesto son:
1. Disponibilidad inmediata
2. Inactividad mínima
3. Costo adecuado
4. Control del medio
El hecho de que las piezas estén disponibles de forma inmediata desde el inventario del depósito de la planta es obviamente la mejor forma de alcanzar esos objetivos. Como no es útil tener en existencia cada pieza que puede ser necesaria para realizar una reparación en todo momento, las pautas para establecer niveles de inventario significativos se resumen en la Tabla 18.
Además, usted puede comunicarse con su Centro local de Green Tag o con un representante de ventas autorizado de
GE (la información de contacto se encuentra al final de este manual) para recibir asistencia para determinar los niveles de inventario, obtener precios y solicitar piezas.
C. Lista de piezas de repuestoConsulte la lista de piezas de repuesto recomendadas (vea las Tablas 19 y 20) para determinar las piezas que se deben incluir en el plan de inventario.
Seleccione las piezas deseadas y determine aquellas requeridas para el mantenimiento adecuado de las válvulas de la planta.
D. IdentificaciónyordendeimprescindiblesCuando pida piezas para servicio técnico, suministre la siguiente información para asegurarse de recibir las piezas de reemplazo correctas.
1. Identifique la válvula por los datos siguientes en la placa de datos:
(a) Tamaño 0.750 (19.05 mm)
(b) Tipo 19096LC - 1
(c) Clase de temperatura (Selección del resorte) N/S
(d) Número de serie TC75834
2. Especifique las piezas necesarias mediante:
(a) Nombre de la pieza
(b) Número de la pieza (si se conoce)
(c) Cantidad
Tabla 18: Establecimiento de los niveles de inventarioClasificaciónde
piezas Frecuencia de reemplazo Requiere probabilidad de cobertura1
Clase I Más frecuente 70 por ciento
Clase II Menos frecuente pero importante 85 por ciento
Clase III Pocas veces reemplazada 95 por ciento
Clase IV Herramientas 99 por ciento
Nota 1: Necesitar probabilidad de cobertura se refiere al porcentaje de tiempo en que la planta tendrá las piezas correctas para realizar la reparación adecuada del producto, (es decir, si las piezas de Clase I se encuentran en existencia en las instalaciones del propietario, las piezas necesarias para la reparación de la válvula en cuestión estarán disponibles inmediatamente en el 70 por ciento de los casos).
XX. Piezas originales Consolidated*Cada vez que se necesiten piezas de repuesto, tenga en cuenta lo siguiente:
• que GE haya diseñado las piezas
• que GE garantice las piezas
• Las válvulas Consolidated* de GE están vigentes desde
1879
• GE cuenta con asistencia a nivel mundial
• GE brinda disponibilidad de respuesta rápida para piezas a través del Centro Green Tag*/de la red de representantes de venta autorizados
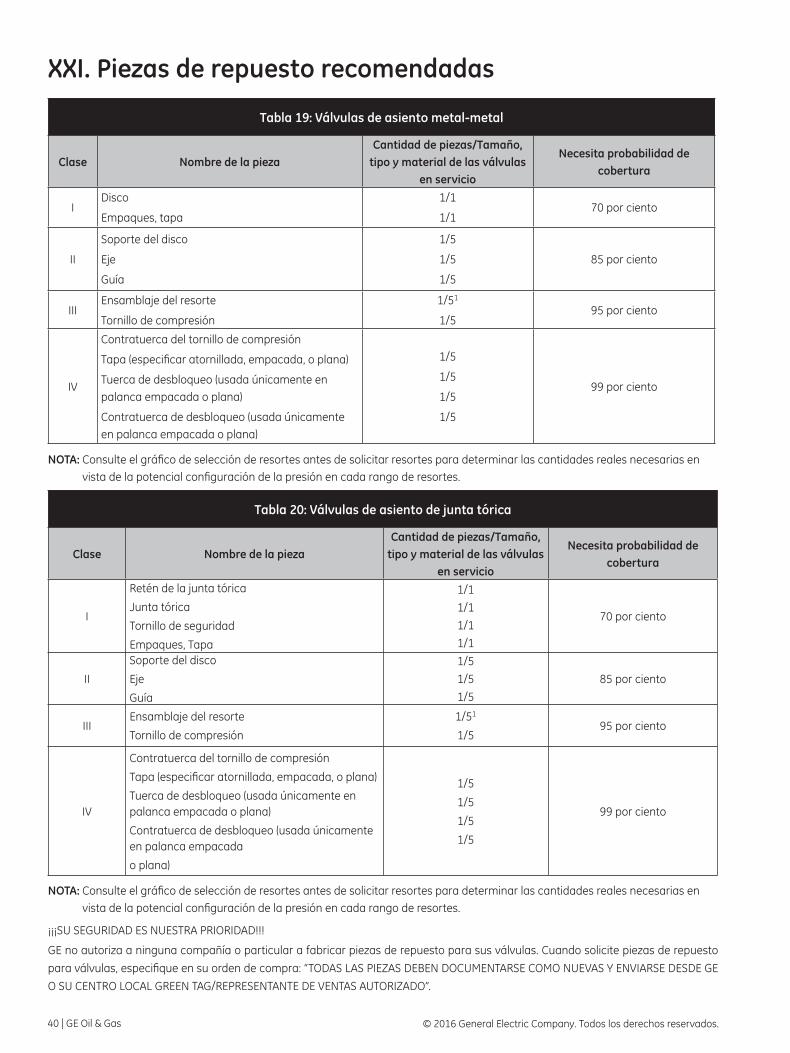
40 | GE Oil & Gas © 2016 General Electric Company. Todos los derechos reservados.
XXI. Piezas de repuesto recomendadas
NOTA: Consulte el gráfico de selección de resortes antes de solicitar resortes para determinar las cantidades reales necesarias en vista de la potencial configuración de la presión en cada rango de resortes.
NOTA: Consulte el gráfico de selección de resortes antes de solicitar resortes para determinar las cantidades reales necesarias en vista de la potencial configuración de la presión en cada rango de resortes.
¡¡¡SU SEGURIDAD ES NUESTRA PRIORIDAD!!!
GE no autoriza a ninguna compañía o particular a fabricar piezas de repuesto para sus válvulas. Cuando solicite piezas de repuesto para válvulas, especifique en su orden de compra: “TODAS LAS PIEZAS DEBEN DOCUMENTARSE COMO NUEVAS Y ENVIARSE DESDE GE O SU CENTRO LOCAL GREEN TAG/REPRESENTANTE DE VENTAS AUTORIZADO”.
Tabla 19: Válvulas de asiento metal-metal
Clase Nombre de la pieza Cantidad de piezas/Tamaño,
tipo y material de las válvulas en servicio
Necesita probabilidad de cobertura
IDisco
Empaques, tapa
1/1
1/170 por ciento
II
Soporte del disco
Eje
Guía
1/5
1/5
1/5
85 por ciento
III Ensamblaje del resorte
Tornillo de compresión
1/51
1/595 por ciento
IV
Contratuerca del tornillo de compresión
Tapa (especificar atornillada, empacada, o plana)
Tuerca de desbloqueo (usada únicamente en palanca empacada o plana)
Contratuerca de desbloqueo (usada únicamente en palanca empacada o plana)
1/5
1/5
1/5
1/5
99 por ciento
Tabla 20: Válvulas de asiento de junta tórica
Clase Nombre de la pieza Cantidad de piezas/Tamaño,
tipo y material de las válvulas en servicio
Necesita probabilidad de cobertura
I
Retén de la junta tórica
Junta tórica
Tornillo de seguridad
Empaques, Tapa
1/11/11/11/1
70 por ciento
II
Soporte del disco
Eje
Guía
1/51/51/5
85 por ciento
III Ensamblaje del resorte
Tornillo de compresión
1/51
1/595 por ciento
IV
Contratuerca del tornillo de compresión
Tapa (especificar atornillada, empacada, o plana)
Tuerca de desbloqueo (usada únicamente en palanca empacada o plana)
Contratuerca de desbloqueo (usada únicamente en palanca empacada
o plana)
1/5
1/5
1/5
1/5
99 por ciento
Manual de mantenimiento de válvula de seguridad Consolidated Serie 19000 | 41© 2016 General Electric Company. Todos los derechos reservados.
XXII. Servicio de campo, capacitación y programa de reparaciónA. Servicio de campoGE proporciona servicios de válvula seguros y confiables a través de nuestros ensambladores y centros de reparación de válvulas certificados Green Tag. Como primera red de reparación de válvulas de este tipo y líder actual de la industria, nuestros centros autorizados Green Tag* han servido con éxito al mercado de válvulas durante más de 25 años. Nuestros servicios incluyen:
Evaluación de válvulas:• Registro integral y preciso de todas las PRV.
• Intercambiabilidad identificada.
• Identificación de válvulas olvidadas e ignoradas.
• Actualizaciones de productos para reducir costos y mejorar el rendimiento.
Inspección de la válvula e instalación• Evaluación visual de la instalación para el cumplimiento de
los códigos y las regulaciones
• Evaluación escrita sobre cuestiones de cumplimiento y discrepancias
• Recomendaciones y acciones correctivas
Pruebas• Pruebas in situ y en el lugar de trabajo con el dispositivo de
prueba EVT de GE
• Sistema integral informático de gestión de válvulas
• Libre intercambio de información
• Datos históricos y registro permanente de la trazabilidad
• Programación y planificación del mantenimiento
• Intervalos de reparación validados por cada historial de mantenimiento de las válvulas
• Cumplimiento del código
• Accesible a través de conexión de internet segura protegida por contraseña.
• Informes descargables e imprimibles.
• Historia inicial establecida.
Reparación• Instalación auditada por GE
• Aplicación de los criterios de inspección y dimensiones importantes de GE
• Por parte de técnicos de válvulas de alivio de presión altamente capacitados y certificados
• Uso de piezas fabricadas originales
Control de inventario• Acceso global a los inventarios de piezas de repuesto con su
centro local Green Tag*/representante de ventas autorizado de GE
• Intercambiabilidad de piezas
• Inventario obsoleto y excesivo identificado
• Se recomiendan inventarios rentables
ValvKeep*• Sistema integral informático de gestión de válvulas
• Libre intercambio de información
• Datos históricos y registro permanente de la trazabilidad
• Programación y planificación del mantenimiento
• Intervalos de reparación validados por cada historial de mantenimiento de las válvulas
• Cumplimiento del código
• Accesible a través de conexión de internet segura protegida por contraseña.
• Informes descargables e imprimibles.
B. Instalaciones de reparación en fábrica
El departamento de reparaciones, junto con las instalaciones de producción, está equipado para realizar reparaciones especializadas y modificaciones de productos (por ejemplo: soldadura a tope, soldaduras y reemplazo de pilotos).
Para obtener más información, comuníquese con su Centro Green Tag local.
C. Capacitación para el mantenimiento de la SRV
Los costos elevados de mantenimiento y reparación en las industrias de servicios públicos y de elaboración indican la necesidad de contar con personal de mantenimiento capacitado. GE realiza seminarios que pueden ayudar a su personal de ingeniería y mantenimiento a reducir estos costos.
Los seminarios, realizados en su lugar de trabajo o en nuestras instalaciones, proporcionan a los participantes una introducción a los aspectos básicos del mantenimiento preventivo necesario para minimizar la inactividad, reducir las reparaciones no programadas e incrementar la seguridad de las válvulas. Aunque estos seminarios no crean “expertos inmediatos”, proporcionan a los participantes experiencia práctica con las válvulas Consolidated*. El seminario también incluye la terminología y la nomenclatura de la válvula, la inspección del componente, el diagnóstico de fallas, el ajuste y la prueba, con énfasis en la caldera ASME y en el código del receptáculo de presión.
Para obtener más información, comuníquese con su Centro Green Tag local o con el Responsable de Capacitación de GE Consolidated al +1 (281) 542-3646.
GEA19381CES-MX 04/2016
© 2016 General Electric Company. Todos los derechos reservados.
*Indica una marca registrada de General Electric Company.
Los demás nombres de empresas y de productos que aparecen en este documento son marcas comerciales registradas o marcas comerciales de sus respectivos propietarios.
Visítenos en línea en:
www.geoilandgas.com/valves
AUSTRALIABrisbane:Teléfono: +61-7-3001-4319Fax: +61-7-3001-4399
Perth:Teléfono: +61-8-6595-7018Fax: +61 8 6595-7299
Melbourne:Teléfono: +61-3-8807-6002Fax: +61-3-8807-6577
BÉLGICATeléfono: +32-2-344-0970Fax: +32-2-344-1123
BRASILTeléfono: +55-11-2146-3600Fax: +55-11-2146-3610
CHINATeléfono: +86-10-5689-3600Fax: +86-10-5689-3800
FRANCIACourbevoieTeléfono: +33-1-4904-9000Fax: +33-1-4904-9010
ALEMANIARatingenTeléfono: +49-2102-108-0Fax: +49-2102-108-111
INDIABombayTeléfono: +91-22-8354790Fax: +91-22-8354791
Nueva DelhiTeléfono: +91-11-2-6164175Fax: +91-11-5-1659635
ITALIATeléfono: +39-081-7892-111Fax: +39-081-7892-208
JAPÓNTokioTeléfono: +81-43-297-9222Fax: +81-43-299-1115
COREATeléfono: +82-2-2274-0748Fax: +82-2-2274-0794
MALASIATeléfono: +60-3-2161-0322Fax: +60-3-2163-6312
MÉXICOTeléfono: +52-5-310-9863
PAÍSES BAJOSTeléfono: +31-15-3808666Fax: +31-18-1641438
RUSIAVeliky NovgorodTeléfono: +7-8162-55-7898Fax: +7-8162-55-7921
MoscúTeléfono: +7 495-585-1276Fax: +7 495-585-1279
ARABIA SAUDITATeléfono: +966-3-341-0278Fax: +966-3-341-7624
SINGAPURTeléfono: +65-6861-6100Fax: +65-6861-7172
SUDÁFRICATeléfono: +27-11-452-1550Fax: +27-11-452-6542
AMÉRICA DEL SUR, AMÉRICA CENTRAL Y EL CARIBETeléfono: +55-12-2134-1201Fax: +55-12-2134-1238
ESPAÑATeléfono: +34-93-652-6430Fax: +34-93-652-6444
EMIRATOS ÁRABES UNIDOSTeléfono: +971-4-8991-777Fax: +971-4-8991-778
REINO UNIDOBracknellTeléfono: +44-1344-460-500Fax: +44-1344-460-537
SkelmersdaleTeléfono: +44-1695-526-00Fax: +44-1695-526-01
ESTADOS UNIDOSMassachusettsTeléfono: +1-508-586-4600Fax: +1-508-427-8971
Corpus Christi, Texas Teléfono: +1-361-881-8182Fax: +1-361-881-8246
Deer Park, TexasTeléfono: +1-281-884-1000Fax: +1-281-884-1010
Houston, TexasTeléfono: +1-281-671-1640Fax: +1-281-671-1735
UBICACIÓN DE LAS OFICINAS DE VENTA DIRECTA