Embed Size (px)
DESCRIPTION
Servo Gun
Citation preview

MANUAL DE CAPACITACIÓN DE SERVO GUN
(Robot Fanuc)
LUGAR: CENTRO DE CAPACITACIÓN
SERVO GUN
SERVO GUN
PROPÓSITO:
ENSEÑAR AL PERSONAL EN EL MANEJO Y CONTROL DE LA SERVO PISTOLA E INCREMENTAR LA HABILIDAD DE MANIPULACIÓN, PARA EL MEJOR DESARROLLO DE NUEVOS PROYECTOS.

SERVO GUN
OBJETIVO:
EL PARTICIPANTE OBTENDRÁ UN NIVEL BÁSICO EN EL MANEJO Y PROGRAMACIÓN DE LA SERVO PISTOLA, ADEMÁS DE LA CONFIGURACIÓN Y CALIBRACIÓN DE LA MISMA, ESTO POR MEDIO DE LA PRÁCTICA PARA UN MEJOR DESARROLLO EN EL CAMPO.
SERVO GUN
INTRODUCCIÓN:
EN ESTE MANUAL OBSERVAREMOS Y EXPLICAREMOS TEÓRICA Y FÍSICAMENTE PUNTOS IMPORTANTES PARA LA MANIPULACIÓN DE LA SERVO PISTOLA, DESDE SEGURIDAD HASTA LA CONFIGURACIÓN DEL EQUIPO, APOYÁNDONOS EN H.O.E. PARA EL MEJOR ENTENDIMIENTO EN EL TRANSCURSO DE LA CAPACITACIÓN.

4. -QUE ES SERVO GUN?
4. –SERVO GUN
ES UN TIPO DE PISTOLA QUE NOS PROPORCIONA SU MOVIMIENTO MECÁNICO A TRAVES DE UN SERVO MOTOR EL CUAL ES CONTROLADO POR UN ENCODER.
ESTA COMPUESTO DE UN SISTEMA MOTRÍZ INTEGRADO POR UN SERVO MOTOR, POLEAS, Y UN TORNILLO SINFÍN.
CUENTA CON UN SISTEMA HIDRÁULICO PARA SU ENFRIAMIENTO DURANTE OPERACIONES EXTERNAS.
UNA SERVO GUN ES IGUAL A UN EJE ADICIONAL.
EL MOVIMIENTO DE LA SERVO GUN ES SOLAMENTE LINEAL Y ESTÁ DIRIGIDO EN BASE A SU DIRECCIÓN DE CERRADO (+,-).

ANTES DE EMPEZAR A CAPACITAR ES NECESARIO SABER EL TIPO DE SEGURIDAD CON QUE CUENTA NUESTRO EQUIPO SIENDO:
SEGURIDAD POR TOPE MECÁNICO: ES EL TOPE POSTERIOR AL LÍMITE DE DESPLAZAMIENTO, DONDE SI FALLA LA SEGURIDAD POR SOFTWARE (Mala programación) EL TOPE MECANICO ACTUARÁ INMEDIATAMENTE (Choque físico).
SEGURIDAD POR SOFTWARE: SON LOS LIMITES DE DESPLAZAMIENTO PERMISIBLES EN EL ENCODER Y ESTOS SON: SUPERIOR (+) E INFERIOR (-). ESTOS DATOS SON PROGRAMADOS DIRECTAMENTE EN EL TEACH PENDANT.
5. –SEGURIDAD EN SERVO GUN.

ESTA COMPUESTO PRIMORDIALMENTE DE UN SERVO MOTOR, POLEAS PARA SU TRANSMISIÓN Y UN TORNILLO SINFÍN.
ENTRE OTRAS COSAS CUENTA CON SU BRAZO FIJO, SU BRAZO MÓVIL, Y EL SISTEMA DE ENFRIAMIENTO PARA OPERACIONES EXTERNAS.
6. –UNIDAD MECÁNICA.
ILUSTRACIÓN DE LA SERVO GUN *
SERVO MOTOR
TRANSMISIÓN
BRAZO FIJO
BRAZO MÓVIL
TORNILLO SINFÍN
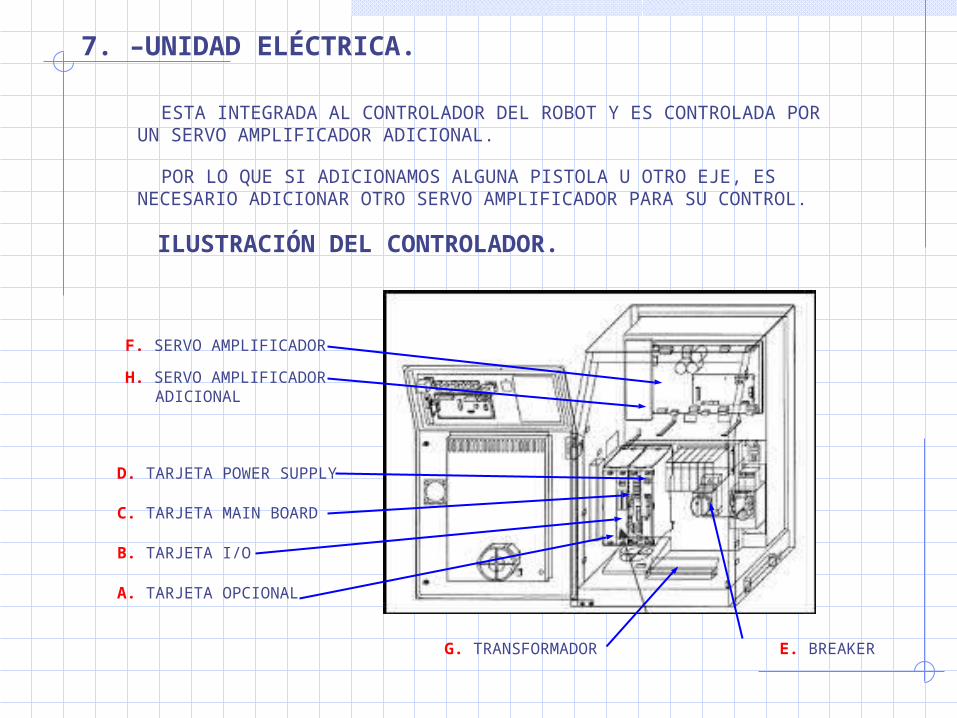
ESTA INTEGRADA AL CONTROLADOR DEL ROBOT Y ES CONTROLADA POR UN SERVO AMPLIFICADOR ADICIONAL.
ILUSTRACIÓN DEL CONTROLADOR.
7. –UNIDAD ELÉCTRICA.
POR LO QUE SI ADICIONAMOS ALGUNA PISTOLA U OTRO EJE, ES NECESARIO ADICIONAR OTRO SERVO AMPLIFICADOR PARA SU CONTROL.
A. TARJETA OPCIONAL
B. TARJETA I/O
C. TARJETA MAIN BOARD
D. TARJETA POWER SUPPLY
E. BREAKERG. TRANSFORMADOR
F. SERVO AMPLIFICADOR
H. SERVO AMPLIFICADOR ADICIONAL
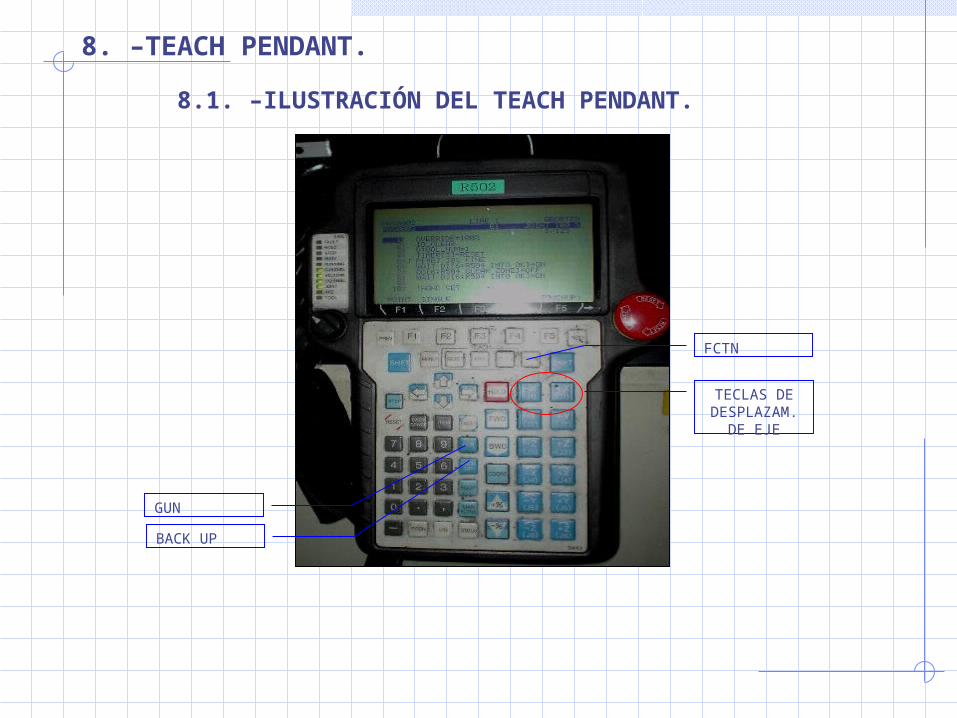
8.1. –ILUSTRACIÓN DEL TEACH PENDANT.
GUN
BACK UP
FCTN
TECLAS DE DESPLAZAM.
DE EJE
8. –TEACH PENDANT.

8. –TEACH PENDANT.
8.2. – CONCEPTOS BÁSICOS DE TECLAS DEL TEACH PENDANT.
GUN: ESTA TECLA NOS AYUDA A SELECCIONAR LA PRESIÓN PRE_ESTABLECIDA Y ACOMPAÑADA DE LA TECLA SHIFT NOS SIRVE PARA CERRAR LA SERVO GUN EJERCIENDO LA PRESIÓN REQUERIDA.
FCTN: TECLA QUE DESPLIEGA UN SUB MENU EL CUAL NOS SIRVE PARA CAMBIAR DE GRUPO.
TECLAS DE DESPLAZAMIENTO DE EJE: ESTAS TECLAS NOS AYUDAN A MOVER EL EJE DE LA SERVO GUN (Abrir o Cerrar).
BACK UP: ESTA TECLA NOS AYUDA A SELECCIONAR LA APERTURA PRE_ESTABLECIDA Y ACOMPAÑADA DE LA TECLA SHIFT NOS SIRVE PARA ABRIR/CERRAR LA SERVO GUN A LA APERTURA REQUERIDA.

PARA SU PROGRAMACIÓN ES NECESARIO EL TEACH PENDANT DEL ROBOT, YA QUE LA SERVO GUN ESTA INTEGRADA. UNA VEZ INTEGRADA AL ROBOT PASA A FORMAR PARTE DE ÉL Y SE DIVIDE EN DOS GRUPOS QUE SON:
1. GRUPO “G1” PARA MOVIMIENTO DE LOS 6 EJES DEL ROBOT
9. –PROGRAMACIÓN
2. GRUPO “G2” PARA MOVIMIENTO DE EJES AUXILIARES (SERVO GUN)
PARA SELECCIONAR EL GRUPO DESEADO SE REALIZA DE LA SIGUIENTE MANERA:
a. TECLA DE FCTN
b. DEL MENU SELECCIONE CHANGE GROUP (opción No. 3)
9. –PROGRAMACIÓN
1. MOTOR TYPE: EN ESTE PASO SE LE DA EL TIPO Y EL MODELO DEL MOTOR DE ACUERDO ALA ESPECIFICACIÓN INDICADA EN LA PLACA.
2. GEAR RATIO: EN ESTE PASO SE LE DA LA LONGITUD DE DESPLAZAMIENTO DE LA HERRAMIENTA EN EL SINFÍN, AL DAR UN GIRO EL MOTOR ES EL PASO DEL SINFÍN. (Longitud en mm)
PARA PODER MOVER LA SERVO GUN ES NECESARIO DARLA DE ALTA EN EL ROBOT (Configuración), DONDE METEMOS LOS DATOS NECESARIOS PARA SU RECONOCIMIENTO.
SU PROGRAMACIÓN ES SIMILAR A LA DEL ROBOT YA QUE UTILIZAMOS EL MISMO PROGRAMADOR..
9.1. –DATOS DE CONFIGURACIÓN.
PARA PODER CONFIGURAR LA HERRAMIENTA ES NECESARIO DAR UN ARRANQUE DE INICIALIZACIÓN, LA OPERACIÓN SE REALIZA DE ACUERDO A LA HOE DE NOBOT AXIS.
LOS PASOS DE CONFIGURACIÓN SON LOS SIGUIENTES:
9. –PROGRAMACIÓN
3. JOINT TYPE: EN ESTE SE INDICA EL TIPO DE MOVIMIENTO DE LA HERRAMIENTA. (Desplazamiento Lineal o Rotatorio)
4. JOINT MAX SPEED: EN ESTE SE INDICA LA VELOCIDAD MÁXIMA DEL MOVIMIENTO DE LA HERRAMIENTA.
5. MOTION SIGNAL: EN ESTE SE INDICA LA SEÑAL DE DIRECCIÓN DE MOVIMIENTO DEL MOTOR PARA CERRADO.
TRUE = POSITIVO FALSE = NEGATIVO.
6. UPPER LIMIT: SE INDICA EL LÍMITE SUPERIOR DE ACUERDO A LA DIRECCIÓN DE DESPLAZAMIENTO. (Valor en mm)
7. LOWER LIMIT: SE INDICA EL LÍMITE INFERIOR DE ACUERDO A LA DIRECCIÓN DE DESPLAZAMIENTO. (Valor en mm)
8. MASTER POSITION: VALOR DE MASTERIZACIÓN A TOQUE DE ELECTRODOS. (Valor en mm)
9. –PROGRAMACIÓN
9. ACCEL TIME: TIEMPO DE ACELERACIÓN DE ACUERDO A LA LONGITUD PROGRAMADA, HAY DOS TIEMPOS:
1 TIEMPO MÁS ALTO 2 TIEMPO MÁS CORTO
10. MINIMUN TIME: TIEMPO MÍNIMO DE ACELERACIÓN.
11. LOAD RATIO: LONGITUD DE LA CARGA. ESTE VALOR LO PUEDE DAR POR DEFAULT, YA QUE AL HACER AUTO TUNNING SE ESTABLECE CORRECTAMENTE.
12. AMPLIFIER NUMBER: NÚMERO DEL AMPLIFICADOR QUE LO CONTROLA.
13. AMPLIFIER TYPE: TIPO DE MODELO DEL AMPLIFICADOR., DE ACUERDO AL LISTADO PRESENTADO EN EL TEACH..
14. BREAK NUMBER: NÚMERO DE FRENO QUE LO CONTROLA DE ACUERDO AL AMPLIFICADOR. (Este debe de ser el mismo número que el del amplificador)
9. –PROGRAMACIÓN
15. SERVO OFF ENABLE: SEÑAL DE APAGADO DE LOS SERVO MOTORES PARA AHORRO DE ENERGIA.
16. SERVO OFF TIME: TIEMPO DE ESPERA PARA APAGAR LOS SERVO MOTORES.
UNA VEZ CONFIGURADA ES NECESARIO DECIRLE AL ROBOT QUE TIPO DE HERRAMIENTA ES Y SI ES INTERCAMBIABLE O NO.
LA OPERACIÓN SE REALIZA DE LA SIGUIENTE MANERA:
SIN SALIRSE DE INICIALIZACIÓN SIGA EL SIGUIENTE PROCEDIMIENTO:
I. PRESIONE LA TECLA MENU
II. SELECCIONE NEXT Y DE ENTER
III. SELECCIONE SETUP SERVO GUN Y DE ENTER
IV. POSICIONE EL CURSOR EN EQUIP TYPE

9. –PROGRAMACIÓN
V. PRESIONE LA TECLA F4 NOMBRADA COMO CHOICE
VI. SELECCIONE EL TIPO DE PISTOLA A USAR Y DE ENTER
VII. POSICIONE EL CURSOR EN GUN CHANGE
VIII. HABILITE O DESHABILITE EN CASO DE SER CON INTERCAMBIADOR F4 ENABLE PARA HABILITAR. F5 DISABLE PARA DESHABILITAR.
IX. PRESIONE LA TECLA FCTN
X. SELECCIONE START COLD Y DE ENTER
XI. ESPERE A QUE SE REINICIALICE EL SISTEMS (+ o – 1 Min)
REALICE HOE DE NOBOT AXIS + ESTE FLUJO.

¿QUÉ ES MASTERIZACIÓN?
ES DARLE LA POSICIÓN DE REFERENCIA A UN ENCODER Y SE ESTABLECE EN SET UP A CERO, ES DECIR DARLE EL CERO MECANICO AL EQUIPO.
10. –MASTERIZACIÓN.
PUNTOS A CONSIDERAR EN LA MASTERIZACIÓN DE SERVO GUN.
CAMBIAR ELECTRODOS NUEVOS.
RESTABLESCA LOS DATOS DE DESGASTE A CERO. (Ejecute Prog. de Tip change)
CIERRE LA PISTOLA EN MODO TEACH Y REVISE LA ALINEACIÓN DE BRAZOS.
CIERRE LA PISTOLA SOLO TOCANDO LIGERAMENTE LOS ELECTRODOS SIN PRESIÓN.
10. –MASTERIZACIÓN
SINGLE AXIS MASTER: ESTE TIPO DE MASTERIZACIÓN SE REALIZA SOLO PARA EL EJE Y SE TIENE QUE LLEVAR A TOQUE DE ELECTRODOS SIN EJERCER PRESIÓN.
10.1. –TIPOS DE MASTERIZACIÓN USADOS EN SERVO GUN.
GUN MASTER: ESTE TIPO DE MASTERIZACIÓN SOLO SE EMPLEA PARA SERVO GUN Y SOLO ESTA EN ROBOT´S RJ-3 Y R2000 Y MAS RECIENTES.
REALICE HOE DE “SINGLE AXIS MASTER” O “GUN MASTER”
1º. REDUCE EL DAÑO, POR RAZÓN DE EQUIVOCACIÓN EN OPERACIÓN DE MASTERIZADO YA QUE SIEMPRE PREGUNTA EL GRUPO QUE SE VA A MASTERIZAR.
10.2. –RAZÓN DE USAR SINGLE AXIS MASTER.
2º. EN CASO DE CAMBIO DE UN SERVO MOTOR ESTE FACILITA Y REDUCE EL TIEMPO DE ACOMODO DEL ROBOT, YA QUE SOLO ES UN EJE A MASTERIZAR.
EL ROBOT DE ORIGEN ES CALIBRADO CON UN PROGRAMA LLAMADO AUTO TUNNING (AT_MAIN) EL CUAL CONFIRMA 4 PUNTOS ESPECIALES PARA AJUSTE DE PARÁMETROS.
11. –AUTO TUNNING.
ESTE PROGRAMA LO INSTALA PROVEEDOR FABRICANTE DE EL SERVO GUN, EL CUAL ESPECIFICA Y CONOCE LAS LIMITANTES DE LA HERRAMIENTA.
TIEMPO DE ACELERACIÓN: MEJORA LA VELOCIDAD NECESARIA PARA ABRIR O CERRAR EN MENOS TIEMPO.
PARA ESTO ES IMPORTANTE CONOCER LA OPERACIÓN DE MOVIMIENTO DE EL ROBOT EN MODO TEACH AL 100% DE VELOCIDAD, YA QUE ES NECESARIO CORRERLO EN PROGRAMAS PARA QUE CALIBRE CORRECTAMENTE, EN TOMA DE DATOS DE COMPENSACIÓN Y PRESIÓN DE LA PISTOLA.
LOS 4 PUNTOS ESPECIALES SON:
RUNING TORK: AJUSTE DE TORQUE EN EL CERRADO Y PRESIÓN DE LA PISTOLA.
VENDING (FLEXIÓN): MEJORA LA PROFUNDIDAD EN LAMINAS DELGADAS Y AJUSTA LA FLEXIÓN DE LOS BRAZOS.
GAIN (GANANCIA): RANGO DE RELACIÓN DE TORQUE PARA PUNTO DE SOLDADURA
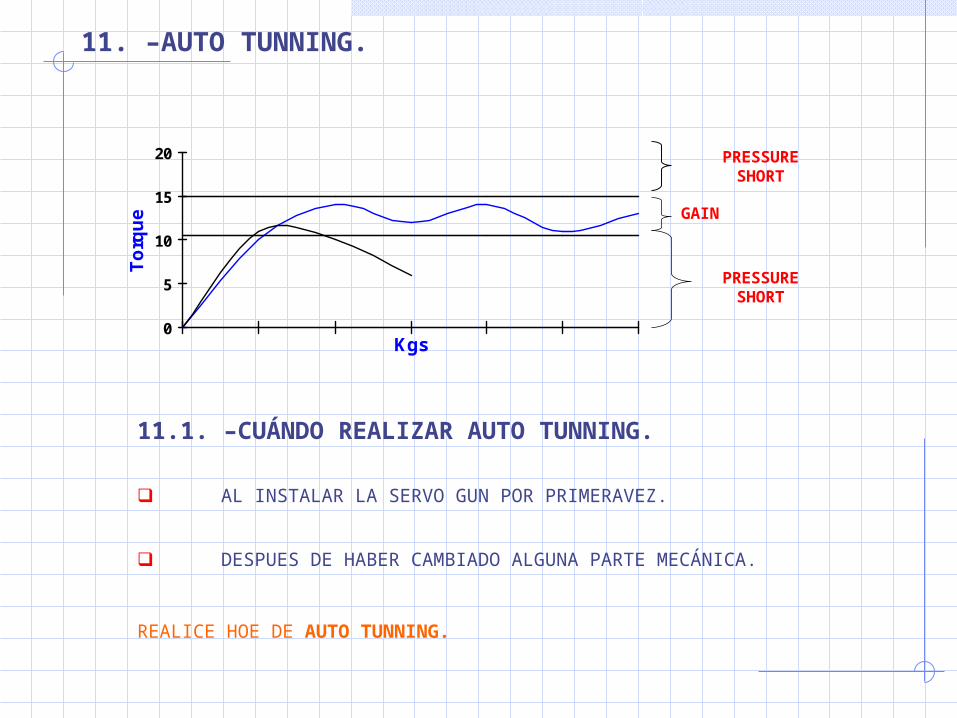
11. –AUTO TUNNING.
AL INSTALAR LA SERVO GUN POR PRIMERAVEZ.
11.1. –CUÁNDO REALIZAR AUTO TUNNING.
DESPUES DE HABER CAMBIADO ALGUNA PARTE MECÁNICA.
0
5
10
15
20
Kgs
Torque GAIN
PRESSURESHORT
PRESSURESHORT
REALICE HOE DE AUTO TUNNING.
LA CALIBRACIÓN DE PRESIÓN ES NECESARIA YA QUE SINO LA HACEMOS, LOS DATOS DE LA SERVO GUN SERAN ERRONEOS Y PODEMOS HASTA DAÑAR EL EQUIPO.
12. –PRESIÓN DE SERVO GUN.
EL ROBOT NO ENTIENDE EN DATOS DE Kgf. SINO EN DATOS DE TORQUE, NORMALMENTE SE DISEÑA UN PROGRAMA CON EL CUAL ES REQUISITO DE MANUFACTURA E INSPECCIÓN ESTABLECER LA PRESIÓN ADECUADA PARA CADA PUNTO DE SOLDADURA, EL CUAL VARIA DE ACUERDO AL ESPESOR DE LAS LAMINAS A UNIR.
EL ROBOT REQUIERE DE 5 MUESTRAS DIFERENTES DE % DE TORQUE PARA COMPLETAR SU CALIBRACIÓN Y PODER RECONOCER CUALQUIER PRESIÓN HABILITADA O REQUERIDA EN Kgs.
UNA VEZ ESTABLECIDO EL TORQUE Y TOMANDO LA LECTURA CON UN GAUGE EN Kgs ESTE ROBOT PUEDE OPERAR CORRECTAMENTE EN CUALQUIER PROCESO DE SOLDADURA Y COMPENSACIÓN.
12. –CALIBRACIÓN DE PRESIÓN DE SERVO GUN.

12. –PRESIÓN DE SERVO GUN
DEBEN DE USAR EL EQUIPO DE SEGURIDAD PERSONAL (tarjeta de seguridad, casco, guantes, uniforme de trabajo)
CONSIDERACIONES PARA REALIZAR ESTA OPERACIÓN
DEBE CONTAR CON EL APOYO DE OTRA PERSONA.
0
5
10
15
20
25
0 1era 2da 3era 4ta 5taKgs
Torque Calc.Rob.
Tomada
DEBE HABER COMUNICACIÓN ENTRE AMBAS PERSONAS, EL LÍDER ES EL QUE TRAIGA EL TEACH PENDANT.
DEBE CONTAR CON EL PRESSURE GAUGE Y SABER EL ESPESOR DEL MISMO PARA EVITAR DAÑARLO.
12. –PRESIÓN DE SERVO GUN
1º. ALMOMENTO DE INSTALAR POR PRIMERA VEZ EL SERVO GUN.
12.1. –CUÁNDO CALIBRAR LA PRESIÓN DE LA SERVO GUN
2º. DESPUÉS DE REALIZAR AUTO TUNNING.
3º. CUANDO APAREZCA LA ALARMA DE PRESSURE SHORT.
4º. CUANDO EL ROBOT ESTE COMPENSANDO MAL Y NO TOQUE LA PLACA O ELECTRODOS ENTRE SÍ PARA SU CALIBRACIÓN.
5º. CUANDO HAYA DESPRENDIMIENTO DE PUNTOS, Y AFECTACIÓN A CALIDA.
PARA EL 4to CASO: HAY MALA COMPENSACIÓN Y LOS REGISTROS DE DESGASTE SON NEGATIVOS, AUMENTE EL TORQUE GRADUALMENTE EN FRACCIONES DE DECIMALES EN LOS PROGRAMAS DE COMPENSACIÓN TANTO PARA EL ROBOT COMO PARA EL GUN, HASTA ENCONTRAR EL VALOR MAS CERCANO A CERO.
REALICE HOE DE CALIBRACIÓN DE PRESION.

12. –PRESIÓN DE SERVO GUN
12.2. –ESTABLECIMIENTO DE UNA PRESIÓN.
ESTE TIPO DE ACCIÓN SE REALIZA CUANDO HAY REQUERIMIENTO DE UNA NUEVA PRESIÓN POR AUMENTO O DISMINUCIÓN DE ESPESOR.
PUEDE ESTABLECER UN MAXIMO DE 99 PRESIONES, DONDE USTED DA EL
VALOR DE LA PRESIÓN EN Kgs. Y UN ESPESOR EN mm. PARA CADA UNA.
LAS PRIMERAS 10 ESTAN DESTINADAS PARA PRODUCCIÓN NORMAL. (Son utilizadas en programas actuales)
DE LA 11 ALA 90 SE UTILIZAN PARA PRUEBA O PRACTICA.
DE LA 91 ALA 99 ESTAN DESTINADAS PARA EL ROBOT. (Tip Dresser, Tip Change, Press Test, Press Motión, Etc; por lo cual no podemos modificar)
LAS PRESIONES ESTAN DIVIDIDAS DE LA SIGUIENTE FORMA:
12. –PRESIÓN DE SERVO GUN
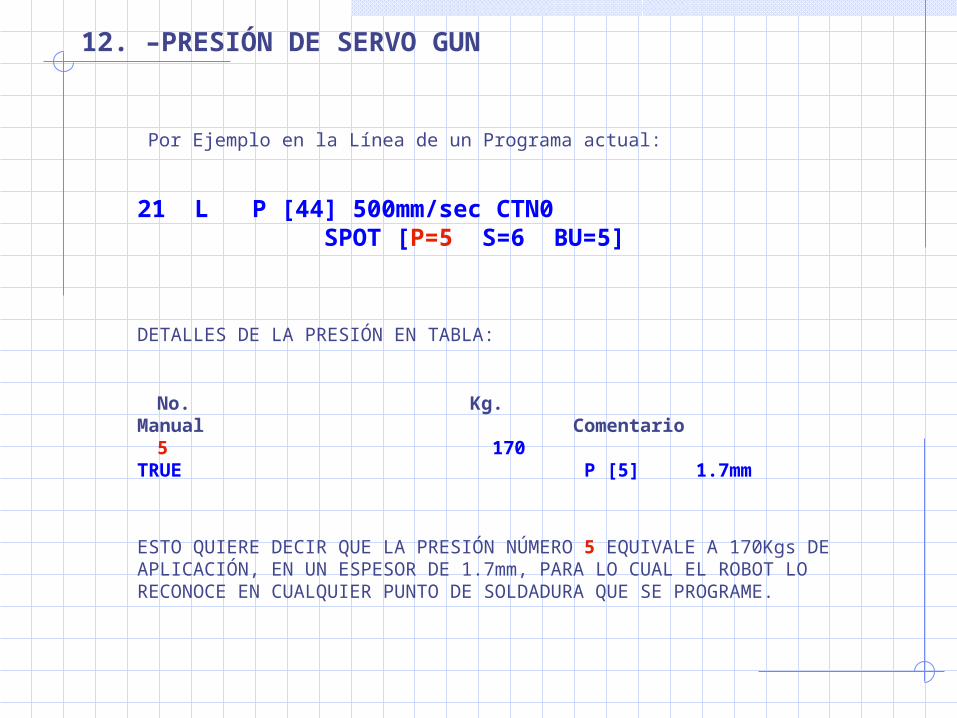
Por Ejemplo en la Línea de un Programa actual:
DETALLES DE LA PRESIÓN EN TABLA:
No. Kg. Manual Comentario 5 170 TRUE P [5] 1.7mm
ESTO QUIERE DECIR QUE LA PRESIÓN NÚMERO 5 EQUIVALE A 170Kgs DE APLICACIÓN, EN UN ESPESOR DE 1.7mm, PARA LO CUAL EL ROBOT LO RECONOCE EN CUALQUIER PUNTO DE SOLDADURA QUE SE PROGRAME.
21 L P [44] 500mm/sec CTN0 SPOT [P=5 S=6 BU=5]
12. –PRESIÓN DE SERVO GUN
PARA REVISAR ESTOS DATOS DE PRESIONES ESTABLECIDAS REALICE EL SIGUIENTE PROCEDIMIENTO.
a. TECLA DE DATA.
b. PRESIONE TECLA “F1” NOMBRADA COMO TYPE.
c. DEL SUB-MENU SELECCIONE PRESSURE Y DE ENTER.
d. SELECCIONE EL NÚMERO DE PRESIÓN A CONFIRMAR.
e. DE LAS OPCIONES SELECCIONADAS LAS QUE ESTAN DADAS DE ALTA SON LAS QUE APARECEN COMO TRUE
SI REALIZAS ALGUNA MODIFICACIÓN O DAS DE ALTA UNA PRESIÓN TIENES QUE PONERLA EN TRUE PARA ACEPTARLA
REALICE HOE DE ESTABLECIMIENTO DE UNA PRESIÓN.
12. –PRESIÓN DE SERVO GUN
12.3. –CONFIRMACIÓN DE PRESIÓN.
ESTE TIPO DE ACCIONES SE REALIZA CUANDO HAY SOLICITUD DE ALGUNA ÁREA EN PARTICULAR O PUNTOS DESPRENDIDOS Y LA CAUSA SEA LA PRESIÓN, O SOLO COMO CONFIRMACIÓN DE CALIDAD.
ESTA OPERACIÓN SE EJECUTA PARA CONTROL DE EQUIPOS IMPORTANTES “A Y B” Y SE TIENE CONTROL DE REGISTROS PARA AUDITORIAS.
ESTA OPERACIÓN NOS SIRVE PARA COMPROBAR LOS DATOS DEL EQUIPO CONTRA LOS DATOS REALES Y DEFINIR SI SON LOS CORRECTOS, ADEMÁS DE COMPROBAR QUE EL EQUIPO ESTA CALIBRADO CORRECTAMENTE.
REALICE HOE DE CONFIRMACIÓN DE PRESIÓN.
ESTE TIPO DE ACCIÓN SE REALIZA PARA UNA NUEVA POSICIÓN DE APERTURA POR AUMENTO O DISMINUCIÓN DE MATERIAL O SIMPLEMENTE PARA ABRIR MAS RAPIDAMENTE LA SERVO GUN.
13. –APERTURA DE SERVO GUN.
LAS APERTURAS SON UTILIZADAS EN PROGRAMAS DE TEACH ACTUALES, LAS CUALES SON UTILIZADAS PARA ABRIR LA SERVO GUN EN PUNTOS DE SOLDADURA Y NO PROVOCAR CHOQUE CON EL MATERIAL.
13. –ESTABLECIMIENTO DE APERTURA. (Back up)
Por Ejemplo en la Línea de un Programa actual:
DETALLES DE BACK UP EN TABLA:
No. Comentario Aproch Manual
5 [BU 5 ] 50.00mm TRUE
21 L P [44] 500mm/sec CTN0 SPOT [P=5 S=6 BU=5]
13. –APERTURA DE SERVO GUN
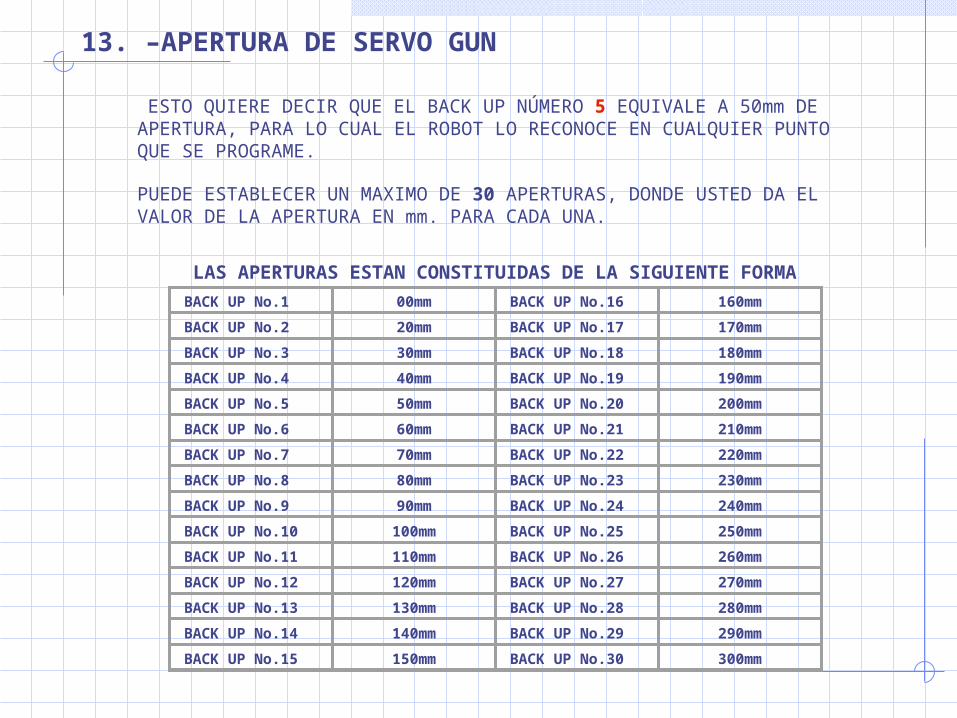
ESTO QUIERE DECIR QUE EL BACK UP NÚMERO 5 EQUIVALE A 50mm DE APERTURA, PARA LO CUAL EL ROBOT LO RECONOCE EN CUALQUIER PUNTO QUE SE PROGRAME.
LAS APERTURAS ESTAN CONSTITUIDAS DE LA SIGUIENTE FORMA
PUEDE ESTABLECER UN MAXIMO DE 30 APERTURAS, DONDE USTED DA EL VALOR DE LA APERTURA EN mm. PARA CADA UNA.
BACK UP No.1 00mm BACK UP No.16 160mm
BACK UP No.2 20mm BACK UP No.17 170mm
BACK UP No.3 30mm BACK UP No.18 180mm
BACK UP No.4 40mm BACK UP No.19 190mm
BACK UP No.5 50mm BACK UP No.20 200mm
BACK UP No.6 60mm BACK UP No.21 210mm
BACK UP No.7 70mm BACK UP No.22 220mm
BACK UP No.8 80mm BACK UP No.23 230mm
BACK UP No.9 90mm BACK UP No.24 240mm
BACK UP No.10 100mm BACK UP No.25 250mm
BACK UP No.11 110mm BACK UP No.26 260mm
BACK UP No.12 120mm BACK UP No.27 270mm
BACK UP No.13 130mm BACK UP No.28 280mm
BACK UP No.14 140mm BACK UP No.29 290mm
BACK UP No.15 150mm BACK UP No.30 300mm

13. –APERTURA DE SERVO GUN
PARA REVISAR ESTOS DATOS DE BACK UP ESTABLECIDOS REALICE EL SIGUIENTE PROCEDIMIENTO.
a. TECLA DE DATA.
b. PRESIONE TECLA “F1” NOMBRADA COMO TYPE.
c. DEL SUB-MENU SELECCIONE BACK UP Y DE ENTER.
d. SELECCIONE EL NÚMERO DE BACK UP A CONFIRMAR.
e. DE LAS OPCIONES SELECCIONADAS LAS QUE ESTAN DADAS DE ALTA SON LAS QUE APARECEN COMO TRUE
SI REALIZAS ALGUNA MODIFICACIÓN O DAS DE ALTA UN BACK UP TIENES QUE PONERLA EN TRUE PARA ACEPTARLO
REALICE HOE DE ESTABLECIMIENTO DE APERTURA.
LA SERVO GUN CUENTA CON UNA PROTECCION DE ABERTURA EN LA CUAL SE ESTABLESEN DATOS DE LIMITE DE CARRERA DE EJE PARA EVITAR SOBRE ESFUERZOS Y DAÑOS AL EQUIPO.
LA FORMA DE ACCESAR ES LA SIGUIENTE .
a. TECLA DE MENU.
b. SELECCIONE NEXT
c. SELECCIONE SISTEM
d. PRESIONE LA TECLA F-1 TYPE.
e. SELECCIONE AXIS LIMIT
REALICE OPL DE MODIFICACION DE AXIS LIMIT DE APERTURA DE SERVOGUN.
f. SELECCIONE EL No. DE EJE A MODIFICAR Y CAMBIE DATO, CONSIDERANDO VALOR POSITIVO o NEGATIVO EN DIRECCION DE UPPER o LOWER Y DE ENTER
g. PRESIONE TECLA DE EDIT
h. REALIZE OFF - ON A CONTROLADOR Y CONFIRME CAMBIO DE LIMITE
14.-LIMITE DE APERTURA DE SERVO GUN

ESTA OPERACIÓN SE REALIZA CUANDO EL ROBOT SE ENCUENTRA DENTRO DE LA UNIDAD Y SE DAÑA EL CABLE DEL ENCODER O EL ENCODER DEL SERVO MOTOR DE LA SERVO GUN Y ES IMPOSIBLE HACER LA REPARACIÓN EN ESTA CONDICIÓN, ADEMÁS DE QUE TIENE QUE AVANZAR LA LÍNEA.
15. -DESHABILITACIÓN
AL DESHABILITAR EL SERVO GUN PODRA MOVER EL ROBOT EN SUS 6 EJES, PERO NO PODRA CORRER EL PROGRAMA YA QUE PIDE CONDICIONES DE LA PISTOLA, POR LO QUE TENDRA QUE SACAR EL ROBOT EJE POR EJE Y LLEVARLO A POSIOCIÓN ORIGINAL PARA PODER AVANZAR LA LÍNEA Y PODER TRABAJAR EN SU REPARACIÓN.
15. –DESHABILITACIÓN DE SERVO GUN
EL ROBOT NO NOS PERMITE LIBERAR FRENOS EN LOS MOTORES DE LOS ENCODER, POR LO QUE SÍ SE QUEDO CERRADA LA SERVO GUN NO SE PODRA MOVER, EXISTE UN METODO EN NISSAN QUE POCOS SABEN. (SECRETO)
15. –DESHABILITACIÓN
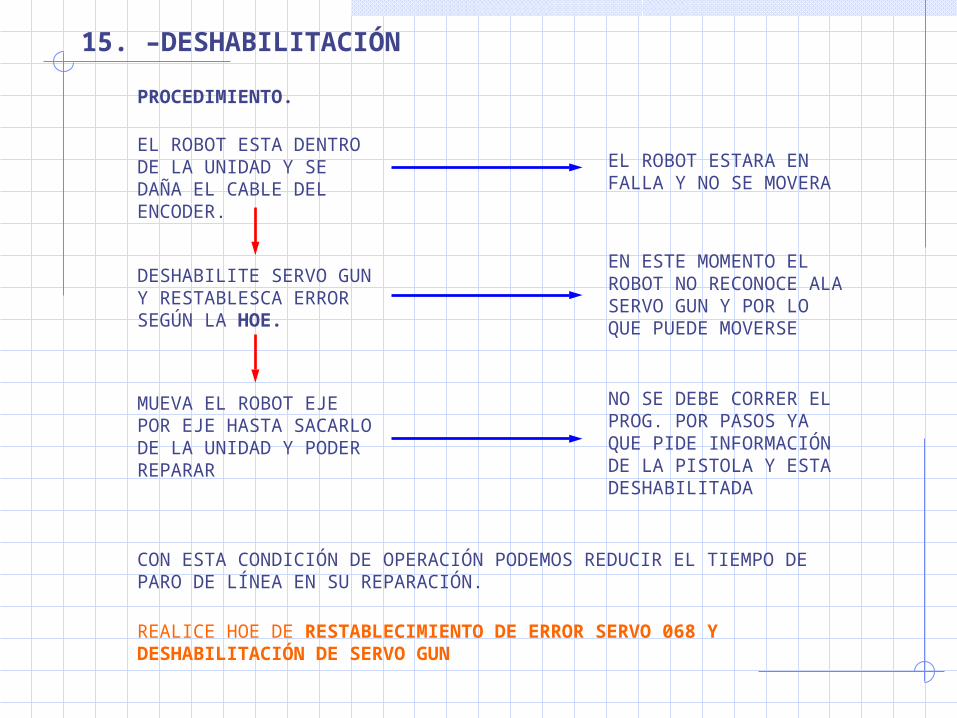
PROCEDIMIENTO.
EL ROBOT ESTA DENTRO DE LA UNIDAD Y SE DAÑA EL CABLE DEL ENCODER.
EL ROBOT ESTARA EN FALLA Y NO SE MOVERA
DESHABILITE SERVO GUN Y RESTABLESCA ERROR SEGÚN LA HOE.
EN ESTE MOMENTO EL ROBOT NO RECONOCE ALA SERVO GUN Y POR LO QUE PUEDE MOVERSE
MUEVA EL ROBOT EJE POR EJE HASTA SACARLO DE LA UNIDAD Y PODER REPARAR
NO SE DEBE CORRER EL PROG. POR PASOS YA QUE PIDE INFORMACIÓN DE LA PISTOLA Y ESTA DESHABILITADA
REALICE HOE DE RESTABLECIMIENTO DE ERROR SERVO 068 Y DESHABILITACIÓN DE SERVO GUN
CON ESTA CONDICIÓN DE OPERACIÓN PODEMOS REDUCIR EL TIEMPO DE PARO DE LÍNEA EN SU REPARACIÓN.





























