Embed Size (px)
Citation preview
Sharebot SnowWhiteManuale utente
Ver. 20/04/16
IndicePrima di iniziare..................................................................................................1Frontale...............................................................................................................2
Controlli del sistema di sicurezza.................................................................3Principio di funzionamento..................................................................................4Componenti.........................................................................................................5
Riscaldatore.................................................................................................6Distributore della polvere.............................................................................6
Manutenzione.....................................................................................................8Giornaliera ...................................................................................................8Settimanale..................................................................................................8Mensile.........................................................................................................8
Modalità di funzionamento..................................................................................9Modalità Environment..................................................................................9Modalità Powder...........................................................................................9Parametri......................................................................................................9Limiti.............................................................................................................10
Costruzione di un oggetto.................................................................................11Preparazione del file....................................................................................11
Oggetti multipli.....................................................................................12Stampa.........................................................................................................12
Caricamento della polvere...................................................................12Verifica dei parametri di stampa..........................................................14Selezione del file..................................................................................15
Interruzione della stampa.............................................................................15Termine della stampa...................................................................................15
Materiali............................................................................................................16Pa12.............................................................................................................16TPU..............................................................................................................16
Problemi durante la stampa..............................................................................18L'oggetto viene portato via dalla spatola......................................................18
Temperatura interna della camera troppo bassa.................................18Troppa energia trasferita alla polvere..................................................18
La parte superiore dell'oggetto sembra “a bolle”.........................................18L'oggetto non è perfettamente piano...........................................................18
La polvere sottostante all'oggetto non è abbastanza calda................19La polvere spostata dal recoater non è abbastanza calda..................19Il raffreddamento dell'oggetto è avvenuto troppo velocemente..........20
L'oggetto presenta delle zone con polvere solidificata................................20L'oggetto non è consistente.........................................................................20
Parametri di slicing...........................................................................................21Altezza dei layer...........................................................................................21Perimetri.......................................................................................................21Dimensioni dell'ugello...................................................................................22
Test di una nuova polvere.................................................................................23Impostazioni di temperatura e del laser.......................................................23Come determinare l'altezza del singolo layer..............................................24
Oggetti di test....................................................................................................25Test_zone.....................................................................................................25
Supporto...........................................................................................................26Garanzia...........................................................................................................27

SnowWhite Manuale utente pre-release 1/31
Prima di iniziareVerificare l'efficienza della messa a terra dell'impianto elettrico.
La temperatura della stanza dove è installata la stampante deve essere superiore ai 15°C altrimenti sarà necessario eseguire un ciclo di preriscaldamento prima di inizia la prima stampa della giornata.
Indossare sempre gli occhiali protettivi per proteggere gli occhi da eventuali riflessi del fascio laser.
Indossare sempre la maschera protettiva quando si maneggia la polvere e seguire scrupolosamente le precauzioni d'uso indicate dal produttore.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 2/31
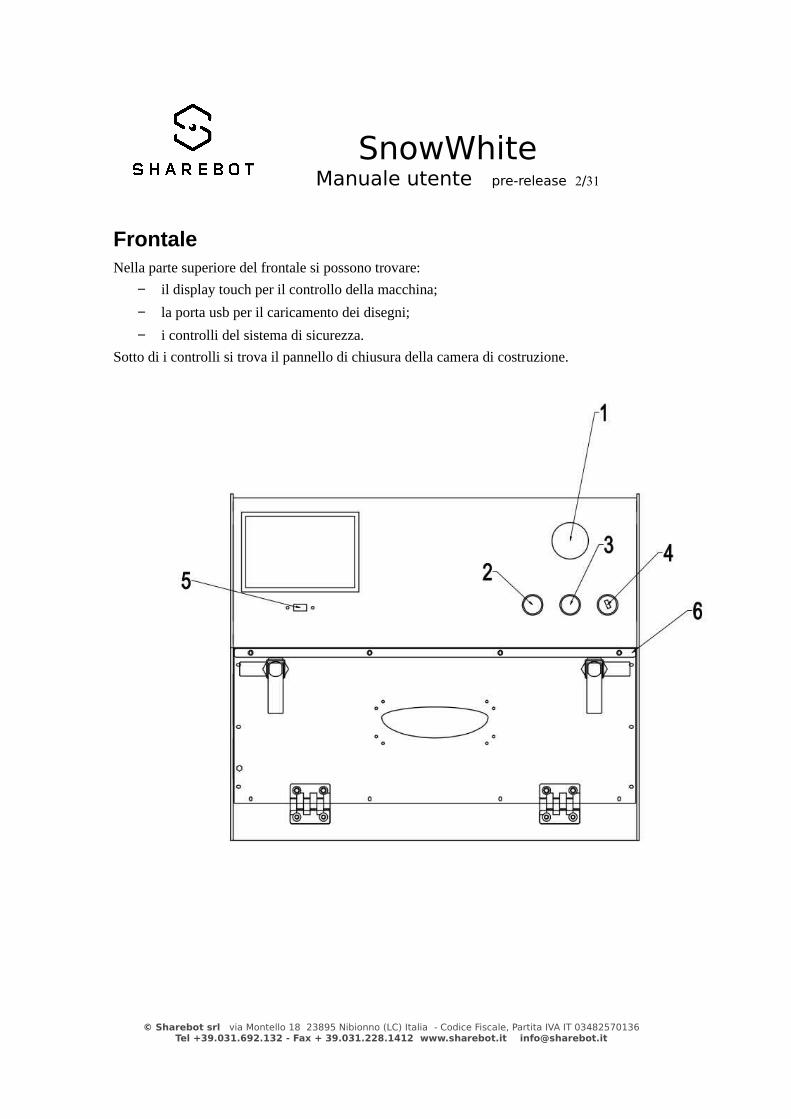
FrontaleNella parte superiore del frontale si possono trovare:
− il display touch per il controllo della macchina;
− la porta usb per il caricamento dei disegni;
− i controlli del sistema di sicurezza.
Sotto di i controlli si trova il pannello di chiusura della camera di costruzione.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 3/31
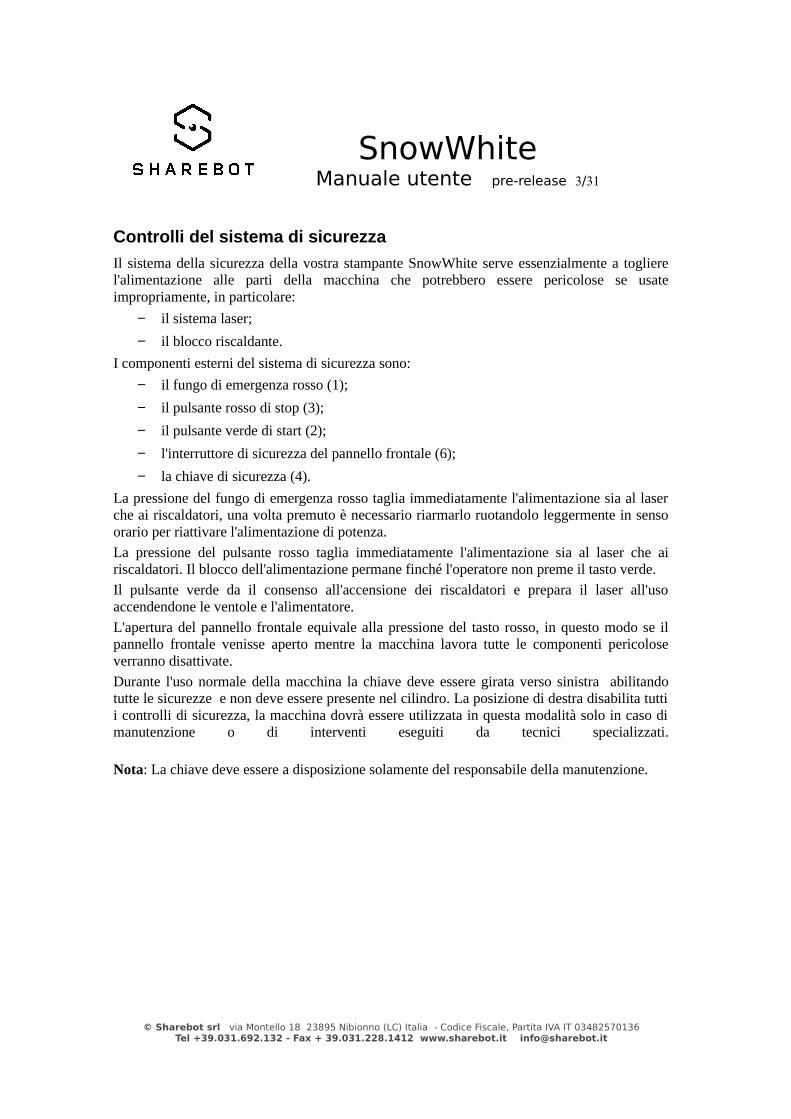
Controlli del sistema di sicurezza
Il sistema della sicurezza della vostra stampante SnowWhite serve essenzialmente a togliere l'alimentazione alle parti della macchina che potrebbero essere pericolose se usate impropriamente, in particolare:
− il sistema laser;
− il blocco riscaldante.
I componenti esterni del sistema di sicurezza sono:
− il fungo di emergenza rosso (1);
− il pulsante rosso di stop (3);
− il pulsante verde di start (2);
− l'interruttore di sicurezza del pannello frontale (6);
− la chiave di sicurezza (4).
La pressione del fungo di emergenza rosso taglia immediatamente l'alimentazione sia al laser che ai riscaldatori, una volta premuto è necessario riarmarlo ruotandolo leggermente in senso orario per riattivare l'alimentazione di potenza.
La pressione del pulsante rosso taglia immediatamente l'alimentazione sia al laser che ai riscaldatori. Il blocco dell'alimentazione permane finché l'operatore non preme il tasto verde.
Il pulsante verde da il consenso all'accensione dei riscaldatori e prepara il laser all'uso accendendone le ventole e l'alimentatore.
L'apertura del pannello frontale equivale alla pressione del tasto rosso, in questo modo se il pannello frontale venisse aperto mentre la macchina lavora tutte le componenti pericolose verranno disattivate.
Durante l'uso normale della macchina la chiave deve essere girata verso sinistra abilitando tutte le sicurezze e non deve essere presente nel cilindro. La posizione di destra disabilita tutti i controlli di sicurezza, la macchina dovrà essere utilizzata in questa modalità solo in caso di manutenzione o di interventi eseguiti da tecnici specializzati.
Nota: La chiave deve essere a disposizione solamente del responsabile della manutenzione.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 4/31
Principio di funzionamentoLa stampante SnowWhite è una macchina per la prototipazione rapida additiva che utilizza un laser CO per fondere una polvere termoplastica e realizzare un oggetto tridimensionale strato₂ dopo strato.
L'oggetto viene disegnato tramite un CAD, salvato nel formato stl e “affettato” in tanti strati, layer in inglese, da un apposito programma chiamato slicer.
Il processo di costruzione consiste nella deposizione di uno strato di polvere sul piano di costruzione, nel disegnare uno strato dell'oggetto sulla polvere tramite il laser e nello spostamento in basso del piano di costruzione per fare spazio al layer successivo.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 5/31
ComponentiI principali componenti della stampante sono il distributore polvere, localizzato dietro i due pannelli inferiori della parte frontale della macchina, e il riscaldatore che si trova sul soffitto della camera di costruzione.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 6/31
Riscaldatore
Il riscaldatore ha il duplice scopo di riscaldare sia la camera di costruzione che il letto della polvere, è posto sul soffitto dalla camera di costruzione ed è composto da un castello metallico e da 4 lampade alogene.
Le lampade sono disposte a quadrato e sono uguali a coppie contrapposte, cioè quella posta a destra è di uguale potenza di quella di sinistra, 230W, e quella frontale ha la stessa potenza di quella posteriore cioè 120W.
Nota: In caso di sostituzione di una lampada deve essere sostituita anche la corrispondente ed entrambe devono essere dello stesso tipo e della stessa marca.
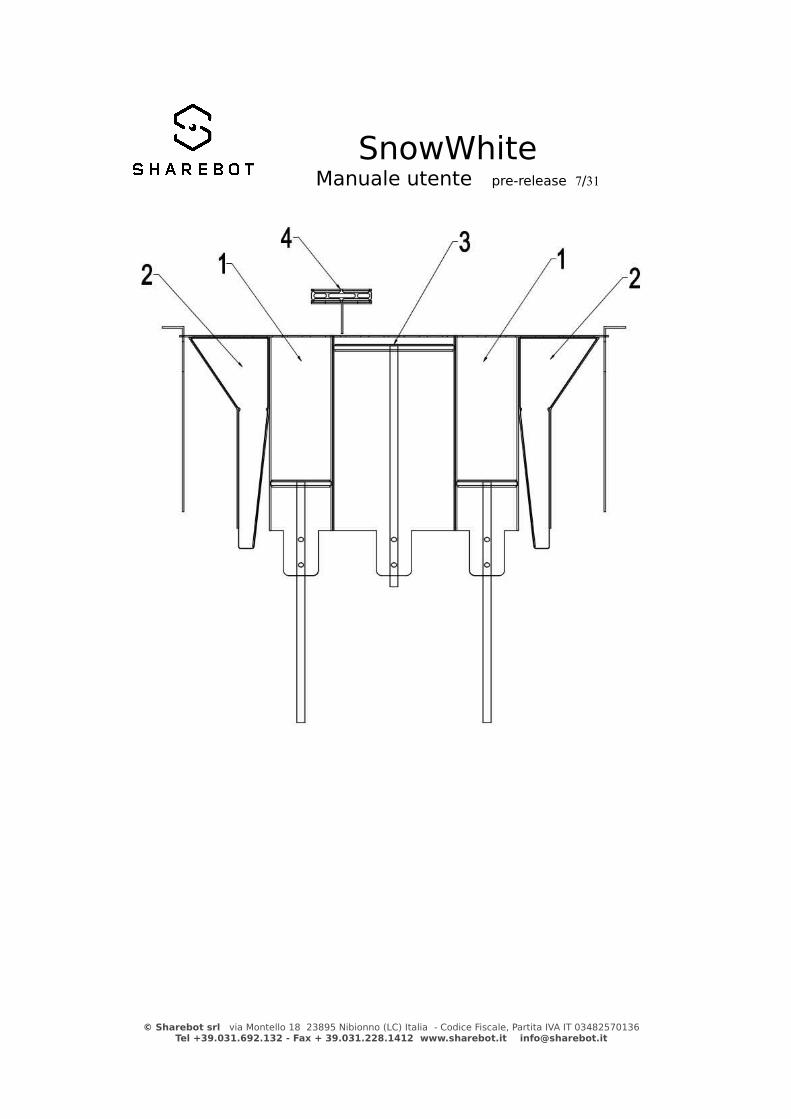
Distributore della polvere
Il distributore della polvere costituisce la principale parte meccanica della stampante SnowWhite ed è composto da:
− i serbatoi della polvere (1);
− i tubi di riciclo della polvere (2);
− il piano di costruzione (3);
− il recoater (4).
Il piano di costruzione ha un'area doppia dei pistoni di carico, questo significa che l'altezza minima dello spostamento dei pistoni carico deve essere almeno 3 volte l'altezza del singolo layer dell'oggetto da costruire.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 7/31
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 8/31
Manutenzione
Giornaliera
Tutti i giorni prima di iniziare a lavorare è necessario:
1) effettuare la pulizia della lente f-theta utilizzando un panno umidificato con alcool isopropilico; maggiori informazioni sulle procedure di pulizia della lente sono disponibili a questo indirizzo http://www.ulooptics.com/cleaning-znse-optics/ ATTENZIONE: La lente deve essere pulita con un movimento antiorario altrimenti si rischia di svitarne la ghiera e di danneggiarla insieme ai componenti della testa galvanometrica.
2) pulire il recoater, se necessario utilizzando della carta vetrata fine;
3) controllare la funzionalità delle lampade alogene.
Settimanale
Pulizia approfondita della camera riscaldata. In particolare è necessario pulire in maniera approfondita la parte superiore del recoater e la parte interna del pannello frontale.
Svuotare completamente la macchina e filtrare tutta la polvere.
Mensile
Estrarre il distributore polvere per lubrificare tutte le parti mobili utilizzando una minima quantità di lubrificante e pulirlo approfonditamente.
Pulire approfonditamente tutte la parti interne della camera di stampa.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 9/31
Modalità di funzionamentoLa stampante SnowWhite ha due modalità di funzionamento che si differenziano per il metodo di controllo dei riscaldatori. La modalità di utilizzo si imposta tramite il parametro 'Temp. Control' che può assumere i valori 'Powder' ed 'Environment'. Nella modalità 'Powder' i riscaldatori sono controllati in base alla temperatura superficiale della polvere mentre nella modalità 'Environment' sono controllati in base alla temperatura interna della camera di costruzione.
Modalità Environment
Nella modalità 'Environment' i riscaldatori sono controllati dalla temperatura ambiente all'interno della camera di costruzione; i vantaggi principali di questa modalità sono la velocità di esecuzione e la semplicità di regolazione dei parametri.
Lo svantaggio principale è la qualità relativamente più bassa dell'oggetto sia in termini di resistenza meccanica che di qualità superficiale; svantaggio dovuto al fatto che con il procedere della stampa la temperatura del letto di polvere, non essendo usata per la regolazione, tende a crescere e questa crescita nella peggiore delle ipotesi potrebbe portare a trasferire troppa energia alla polvere ( rif. cap. “Problemi durante la stampa” )
Modalità Powder
Nella modalità 'Powder' i riscaldatori sono controllati dalla temperatura del letto di polvere, è la modalità consigliata per gli utenti esperti e per ottenere i risultati con la qualità più elevata.
Lo svantaggio principale è la durata del processo che può essere più che doppia rispetto al tempo necessario a completare lo stesso oggetto nella modalità 'Environment'.
Parametri
I parametri di funzionamento sono visibili selezionando la voce 'Parameters' della schermata principale e possono essere modificati selezionandone il nome.
I parametri disponibili sono:
− Rate: velocità di spostamento in punti al secondo del laser per la parte interna, può assumere valori tra 1 e 64.000;
− Power: potenza del laser per la parte interna, il parametro può assumere valori tra il 20 e il 100%;
− Border rate: velocità di spostamento in punti al secondo del laser per il bordo, il parametro può assumere valori tra 1 e 64.000;
− Border power: potenza del laser per il bordo, il parametro può assumere valori tra il 20 e il 100%;
− Temp. Control: metodo di controllo dei riscaldatori, 'Powder' cioè in base alla temperatura superficiale della polvere oppure 'Environment' cioè in base alla temperatura interna della camera di costruzione;
− Plate temp: temperatura superficiale della polvere; non può assumere valori superiori
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 10/31
a 210°C, utilizzata quando il parametro 'Temp. Control' è impostato a 'Powder'
− Env. Temp: temperatura alla quale viene mantenuta costante la camera di costruzione nella modalità 'Environment' mentre nella modalità 'Powder' è la temperatura minima alla quale deve arrivare al termine del processo di riscaldamento;
− Warming layers: layer di pre-riscaldamento da fare prima della costruzione;
− Wait temp: secondi da aspettare al termine del processo di riscaldamento prima di cominciare la costruzione, mantenendo quindi la camera alla temperatura richiesta;
− Wait layer: secondi da aspettare dopo il movimento della spatola al termine di un layer;
− Powder layer: dimensione dello spostamento in millimetri dei pistoni di carico per ogni layer; la superficie dei pistoni di carico è la metà del piano di costruzione, l'impostazione minima è 3 volte la dimensione del layer dell'oggetto da costruire;
− Tank Offset mm: altezza in millimetri di cui alzare i pistoni dei serbatoi della polvere prima di iniziare a lavorare; impostando un valore maggiore di 0 diminuirà l'altezza degli oggetti realizzabili ma si ridurrà la quantità di polvere necessaria per caricare la macchina, l'altezza del pistone è di circa 130mm;
− X Shrinking: riduzione percentuale da compensare lungo l'asse X, dipende dal tipo di polvere utilizzata;
− Y Shrinking: riduzione percentuale da compensare lungo l'asse Y, dipende dal tipo di polvere utilizzata.
Limiti
I parametri di stampa 'Rate' e 'Border rate' possono assumere un valore tra 0 e 64.000 e il valore rappresenta la velocità di movimento in punti al secondo del laser.
I parametri 'Power' e 'Border power' possono assumere un valore tra 20 e 100, rappresentano la potenza del laser utilizzata rispettivamente per i riempimenti e per i perimetri degli oggetti. Impostazioni inferiori al 20% non garantiscono la stabilità dell'emissione laser.
La temperatura del piano della polvere 'Plate temp' non dovrebbe superare i 210°C, oltre questa soglia si potrebbero danneggiare le parti meccaniche e ottiche della macchina.
La temperatura ambiente dalla camera di costruzione non dove esser superiore ai 170°C, in caso contrario la macchina smetterà automaticamente di funzionare.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 11/31
Costruzione di un oggetto
Preparazione del file
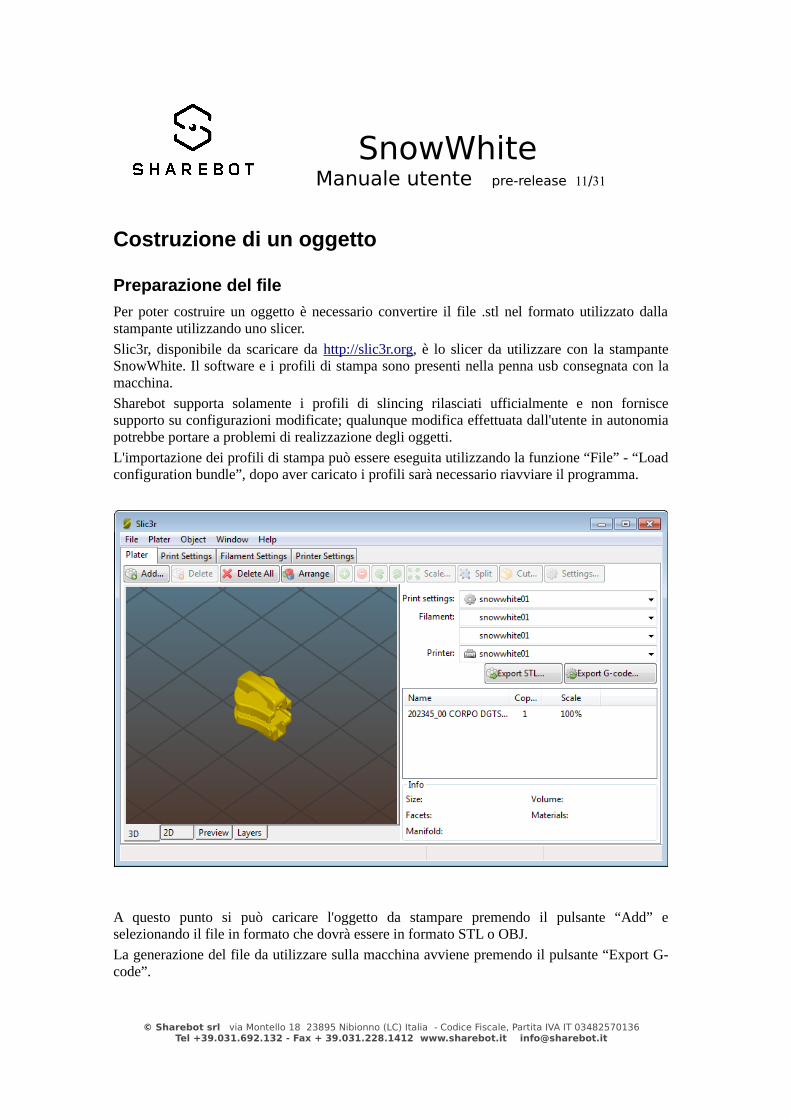
Per poter costruire un oggetto è necessario convertire il file .stl nel formato utilizzato dalla stampante utilizzando uno slicer.
Slic3r, disponibile da scaricare da http://slic3r.org, è lo slicer da utilizzare con la stampante SnowWhite. Il software e i profili di stampa sono presenti nella penna usb consegnata con la macchina.
Sharebot supporta solamente i profili di slincing rilasciati ufficialmente e non fornisce supporto su configurazioni modificate; qualunque modifica effettuata dall'utente in autonomia potrebbe portare a problemi di realizzazione degli oggetti.
L'importazione dei profili di stampa può essere eseguita utilizzando la funzione “File” - “Load configuration bundle”, dopo aver caricato i profili sarà necessario riavviare il programma.
A questo punto si può caricare l'oggetto da stampare premendo il pulsante “Add” e selezionando il file in formato che dovrà essere in formato STL o OBJ.
La generazione del file da utilizzare sulla macchina avviene premendo il pulsante “Export G-code”.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 12/31
Oggetti multipli
In caso di costruzione di oggetti multipli è necessario che in ogni layer della stampa ci sia qualcosa da costruire, la maniera più semplice per fare questo è quella di inserire un piccolo cilindro che dalla base del primo oggetto arrivi alla punto più alto dell'ultimo.
Stampa
Per stampare un oggetto le operazioni da eseguire sono:
1) caricamento della polvere;
2) verifica dei parametri di stampa;
3) selezione del file;
4) pressione del pulsante verde.
Caricamento della polvere
Verificare lo stato dei contenitori di riciclo della polvere, in caso di necessità svuotarli ricordandosi di filtrare la polvere ivi contenuta prima di riutilizzarla.
Ricaricare i serbatoi della polvere utilizzando la funzione “Load powder”, dopo che la movimentazione dei serbatoi è terminata e prima di effettuare il caricamento è necessario smuovere la polvere residua utilizzando una bacchetta di metallo in modo da eliminare eventuali vuoti d'aria che si possono formare sul fondo.
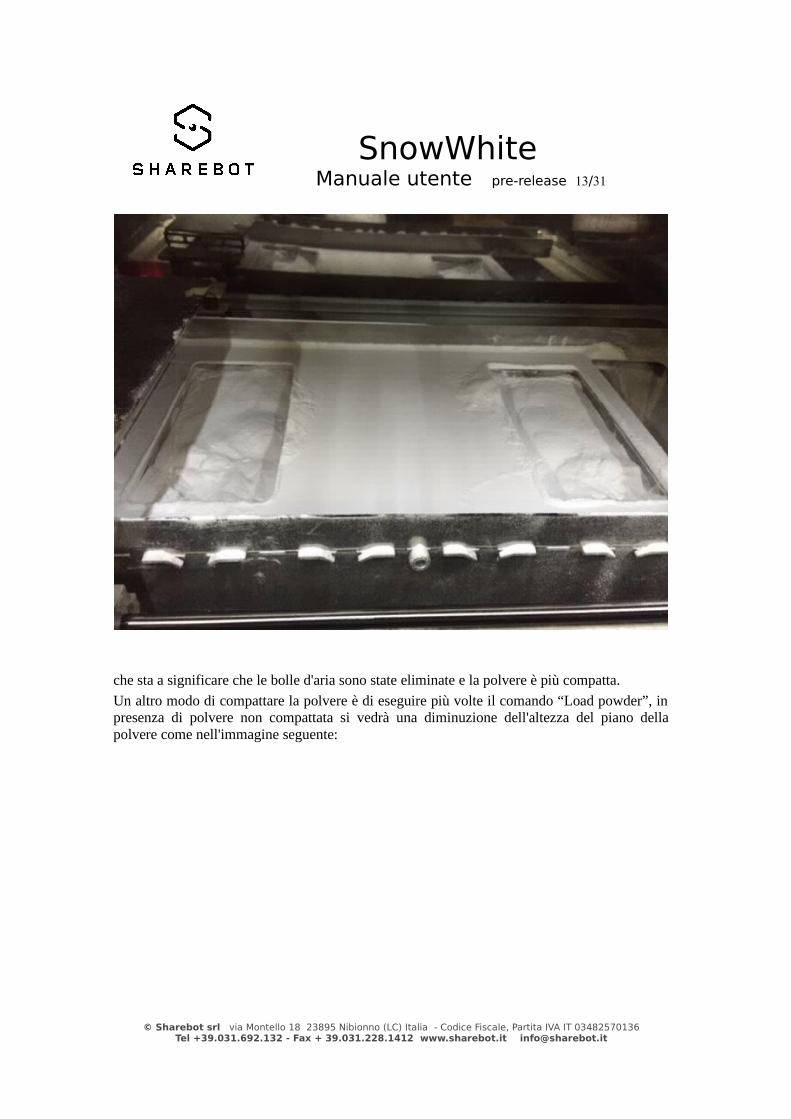
Dopo aver smosso la polvere potrebbe presentarsi una situazione di questo tipo:
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 13/31
che sta a significare che le bolle d'aria sono state eliminate e la polvere è più compatta.
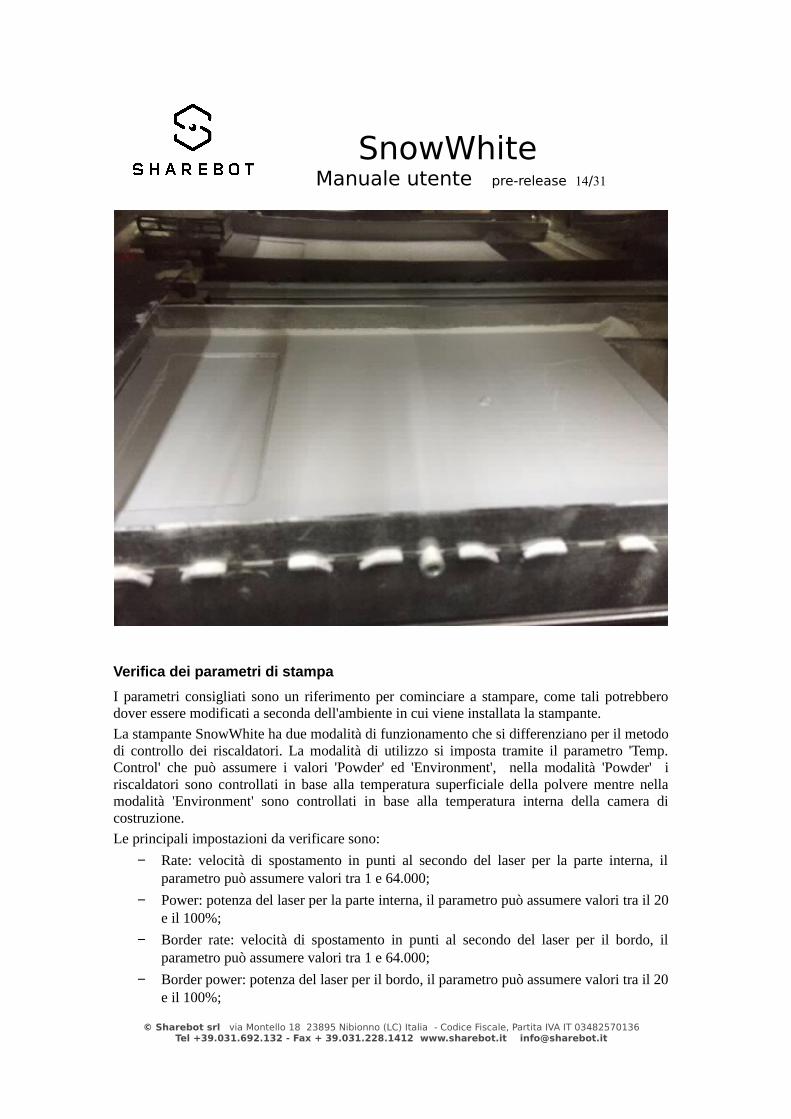
Un altro modo di compattare la polvere è di eseguire più volte il comando “Load powder”, in presenza di polvere non compattata si vedrà una diminuzione dell'altezza del piano della polvere come nell'immagine seguente:
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 14/31
Verifica dei parametri di stampa
I parametri consigliati sono un riferimento per cominciare a stampare, come tali potrebbero dover essere modificati a seconda dell'ambiente in cui viene installata la stampante.
La stampante SnowWhite ha due modalità di funzionamento che si differenziano per il metodo di controllo dei riscaldatori. La modalità di utilizzo si imposta tramite il parametro 'Temp. Control' che può assumere i valori 'Powder' ed 'Environment', nella modalità 'Powder' i riscaldatori sono controllati in base alla temperatura superficiale della polvere mentre nella modalità 'Environment' sono controllati in base alla temperatura interna della camera di costruzione.
Le principali impostazioni da verificare sono:
− Rate: velocità di spostamento in punti al secondo del laser per la parte interna, il parametro può assumere valori tra 1 e 64.000;
− Power: potenza del laser per la parte interna, il parametro può assumere valori tra il 20 e il 100%;
− Border rate: velocità di spostamento in punti al secondo del laser per il bordo, il parametro può assumere valori tra 1 e 64.000;
− Border power: potenza del laser per il bordo, il parametro può assumere valori tra il 20 e il 100%;
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 15/31
Selezione del file
Inserire la chiavetta USB contenente l'oggetto da stampare nel connettore frontale, attendere 2 secondi e premere il pulsante “Objects” della pagina principale
Interruzione della stampa
Se durante il processo di costruzione dovesse verificarsi un problema si può interrompere la stampa premendo il pulsante”Stop” della pagina principale.
In caso di interruzione della stampa è necessario pulire:
− il piano di costruzione;
− la parte superficiale della polvere dei pistoni di carico;
− la lama del recoater.
Se l'oggetto è stato trascinato via dal recoater potrebbe essere necessario muovere quest'ultimo manualmente per liberare l'area di stampa.
La prima cosa da fare sarà pulire sia i pistoni di carico che il piano di costruzione i utilizzando un pennello facendo cadere lo strato superficiale di polvere nei canali di riciclo della polvere in modo da eliminare eventuali residui.
Dopo di che si può procedere alla pulizia del piano di costruzione, dopo averlo spostato utilizzando la funzione “Build plate up” si potrà togliere tutta la polvere utilizzata durante la costruzione.
L'ultima cosa da verificare è lo stato della lama del recoater, se dovesse presentare della sporcizia sarà necessario pulirla con molta attenzione utilizzando la spatola, il cutter o la carta vetrata.
Sarà possibile riprendere a stampare dopo aver seguito la procedura di caricamento della polvere.
Termine della stampa
Al termine della costruzione l'oggetto verrà ricoperto da uno strato di polvere e tutti riscaldatori verranno spenti.
Senza aprire il pannello frontale attendere qualche minuto in modo che la temperatura ambiente scenda sotto i 100°C così da ridurre lo stress termico dell'oggetto, dopo di che premere il tasto “Build plate up” per far alzare il piano di costruzione e permettere la rimozione dell'oggetto.
Iniziare la pulitura dell'oggetto utilizzando un pennello o una paletta spostando la polvere non sinterizzata nei canali di scarico, una volta liberato a sufficienza l'oggetto spostarlo usando l'apposita paletta e terminare il processo di pulitura.
In questa fase può essere utilizzata una sabbiatrice per la pulitura completa degli oggetti, attenzione ad eventuali piccoli particolari, il getto d'aria troppo forte li potrebbe rompere.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 16/31
MaterialiPer tutti i materiali fare riferimento innanzitutto alla scheda tecnica del produttore, le informazioni qui di seguito sono da considerarsi delle indicazioni generiche da utilizzare come base di partenza per trovare i parametri di funzionamento corretti.
Pa12
La temperatura da impostare inizialmente per il piano della polvere è solitamente intorno ai 170°C, mentre la temperatura ambiente dovrebbe essere tra i 138 e 143 °C. In entrambi i casi potenza del laser, parametri 'Power' e 'Border power', a 20% e velocità di spostamento, 'Rate' e 'Border rate', a 40.000.
Altezza del singolo layer tra 0,08 e 0,12mm.
La ritrazione tipica di questo materiale è normalmente variabile tra il 2,8 e il 3,5% con valori differenti per ciascun asse.
Attenzione: La polvere nuova, cioè mai utilizzata, ha delle caratteristiche fisiche diverse da quelle sopra riportate, tipicamente le temperature da utilizzare per la lavorazione sono minori di quelle sopra riportate e tenderanno a crescere dopo i primi utilizzi.
La temperatura ambiente da impostare per la polvere nuova è tra i 134 e i 137°C.
La soluzione più semplice per avere un singolo set di impostazioni da utilizzare è quella di invecchiare artificialmente la polvere. Per fare questo si può utilizzare l'oggetto “aging.gcode” stampandolo impostando:
− Laser power: 0
− Border power: 0
− Powder layer: 0,3
− Wait temp.: 120
− Temp. Control: nella modalità “Environment”
− Env. Temp: 120°C
− Wait layer: 10
Così facendo tutta la polvere contenuta nella macchina sarà sottoposta a un ciclo di riscaldamento e raffreddamento che ne stabilizzerà le caratteristiche fisiche.
Nota: Questa operazione deve essere fatta per almeno 2 volte prima di poter iniziare ad utilizzare la polvere.
La polvere usata può essere miscelata fino al 20% con polvere nuova senza che i parametri di funzionamento subiscano variazioni apprezzabili.
TPU
La temperatura da impostare per il piano della polvere è intorno ai 135°C e la temperatura ambiente dovrebbe essere uguale o superiore ai 105°C. Rispetto al Pa12 questo materiale richiede molta più energia per essere lavorato, potenza del laser 'Power' al 30% e velocità di
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 17/31
spostamento 'Rate' a 45.000.
Altezza del singolo layer 0,1mm e la minima polvere da movimentare, parametro 'Powder layer', è 0,4.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 18/31
Problemi durante la stampa
L'oggetto viene spostato o portato via dalla spatola
Ci sono due condizioni possibili che portano allo spostamento dell'oggetto da parte della spatola; la prima è quando c'è una repentina diminuzione della temperatura della parte sinterizzata, repentina diminuzione che può essere dovuta o a una temperatura della camera troppo bassa oppure a una temperatura troppo bassa della polvere spostata dai pistoni di carico, mentre la seconda è quando viene trasferita troppa energia alla polvere portandola alla fusione.
Temperatura interna della camera troppo bassa
In questo caso si vedrà il singolo layer dell'oggetto sollevarsi tanto da essere spinto dalla spatola, questo normalmente succede entro i primi 10 layer dell'oggetto.
Per entrambe le modalità di funzionamento aumentare gradualmente la temperatura di riferimento fino a che tutti i layer non rimangono perfettamente aderenti al piano di costruzione o allo strato precedente.
L'incremento normalmente dovrebbe essere di 2 o 3°C per volta.
Troppa energia trasferita alla polvere
L'energia trasferita alla polvere è data dalla temperatura superficiale, dalla temperatura interna della camera di costruzione, che dalla potenza del laser utilizzata. In questo caso il materiale troppo fuso dell'ultimo strato costruito potrebbe fare da collante tra l'oggetto e il materiale spostato dalla spatola portando allo spostamento, in maggiore o minore misura, dell'intero oggetto.
Questo può succedere anche a pochi layer dalla fine del processo di costruzione.
Per entrambe le modalità di funzionamento diminuire gradualmente la temperatura di riferimento o la potenza del laser fino a che tutti i layer risultino sinterizzati e non troppo fusi.
La diminuzione normalmente dovrebbe essere di 2 o 3°C per volta.
La parte superiore dell'oggetto sembra “a bolle”
L'energia trasferita alla polvere è troppo alta, bisogna ridurre la temperatura del letto di polvere o la potenza del laser.
Almeno inizialmente consigliamo di diminuire la temperatura regolata di 2 o 3°C per volta fino alla raggiungimento della consistenza corretta.
L'oggetto non è perfettamente piano
In questo caso il problema è dato da una riduzione repentina della temperatura dell'oggetto che può avvenire in almeno tre modi diversi:
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]

SnowWhite Manuale utente pre-release 19/31
− la polvere sottostante all'oggetto non è sufficientemente calda;
− la polvere spostata dal recoater al termine del layer appena costruito non è sufficientemente calda;
− il processo di raffreddamento dell'oggetto è stato troppo repentino.
In tutti i casi potrebbe aver luogo anche una riduzione della dimensione lungo l'asse Z dei bordi dell'oggetto.
La polvere sottostante all'oggetto non è abbastanza calda
Se la polvere che si trova sotto i primi layer dell'oggetto non è sufficientemente calda si vedranno questi ultimi sollevarsi appena il laser avrà terminato di sinterizzare la zona.
Per risolvere il problema è necessario alzare la temperatura della polvere che si trova sotto l'oggetto da costruire, in particolare è possibile:
− aumentare il numero di layer di preriscaldo incrementando il parametro 'Warming layers' di almeno 5-10 unità;
− incrementare la temperatura di riferimento di 1 o massimo 2°C;
− aggiungere un layer solido solido sotto l'oggetto che farà da serbatoio di calore.
La polvere spostata dal recoater non è abbastanza calda
Questo caso si può riconoscere dal fatto che i bordi dell'oggetto si piegheranno verso l'alto appena dopo la deposizione della nuova polvere sulla superficie dell'oggetto, tipicamente questo avviene negli istanti successivi al passaggio del recoater ma in qualche caso potrebbe esserci un ritardo tra la deposizione e il movimento della superficie.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 20/31
Per risolvere il problema è necessario che la polvere spostata sia a una temperatura più elevata, e questo si può ottenere:
− aumentando la temperatura di riferimento, tipicamente di 1 o massimo 2°C;
− introducendo un ritardo al termine della costruzione del layer utilizzando il parametro 'Wait layer'.
Il raffreddamento dell'oggetto è avvenuto troppo velocemente
Una riduzione repentina della temperatura porta il materiale a ritirarsi e a imbarcarsi, bisogna lasciare l'oggetto a raffreddarsi nella camera di costruzione almeno fino a che la temperatura di quest'ultima non sarà sotto i 100°C.
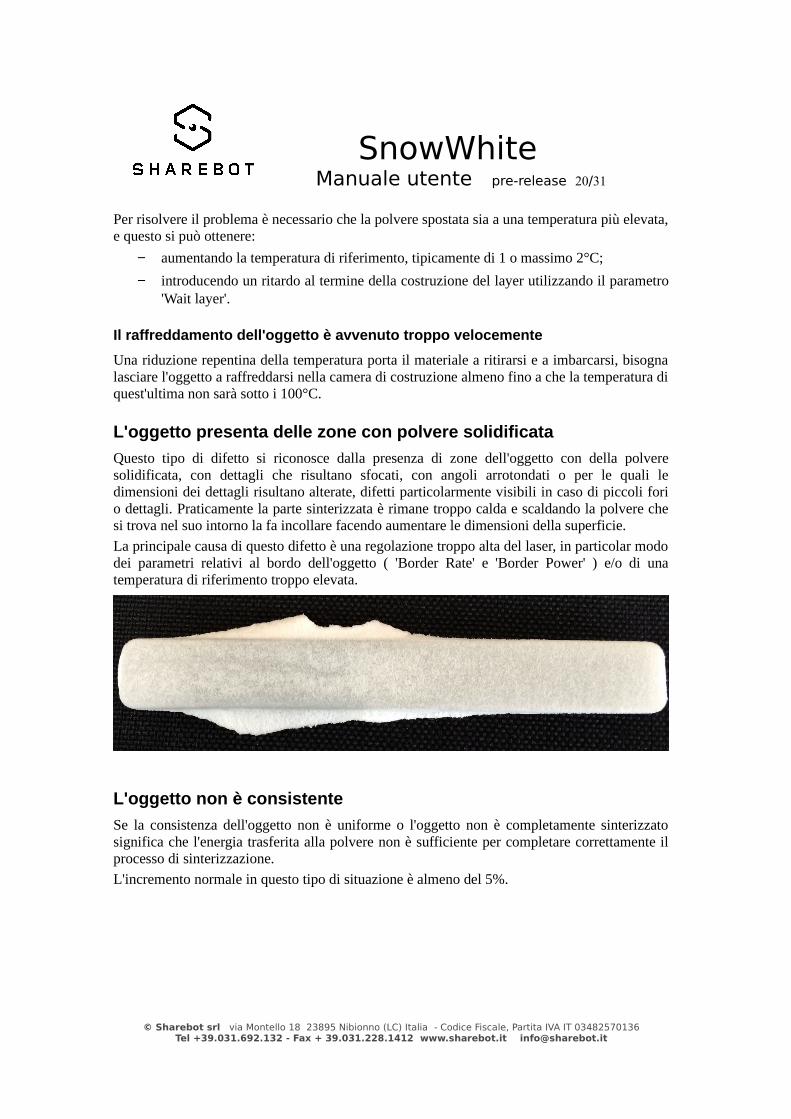
L'oggetto presenta delle zone con polvere solidificata
Questo tipo di difetto si riconosce dalla presenza di zone dell'oggetto con della polvere solidificata, con dettagli che risultano sfocati, con angoli arrotondati o per le quali le dimensioni dei dettagli risultano alterate, difetti particolarmente visibili in caso di piccoli fori o dettagli. Praticamente la parte sinterizzata è rimane troppo calda e scaldando la polvere che si trova nel suo intorno la fa incollare facendo aumentare le dimensioni della superficie.
La principale causa di questo difetto è una regolazione troppo alta del laser, in particolar modo dei parametri relativi al bordo dell'oggetto ( 'Border Rate' e 'Border Power' ) e/o di una temperatura di riferimento troppo elevata.
L'oggetto non è consistente
Se la consistenza dell'oggetto non è uniforme o l'oggetto non è completamente sinterizzato significa che l'energia trasferita alla polvere non è sufficiente per completare correttamente il processo di sinterizzazione.
L'incremento normale in questo tipo di situazione è almeno del 5%.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 21/31
Parametri di slicingA seconda della polvere utilizzata e della conformazione dell'oggetto potrebbe essere necessario modificare alcuni parametri di slicing, i più importanti sono:
− l'altezza dei layer;
− il numero di perimetri;
− la dimensione dell'ugello.
Altezza dei layer
L'altezza dei layer può essere modificata tramite l'opzione “Layer height” della sezione “Print Settings” - “Layers and perimeters”.
Perimetri
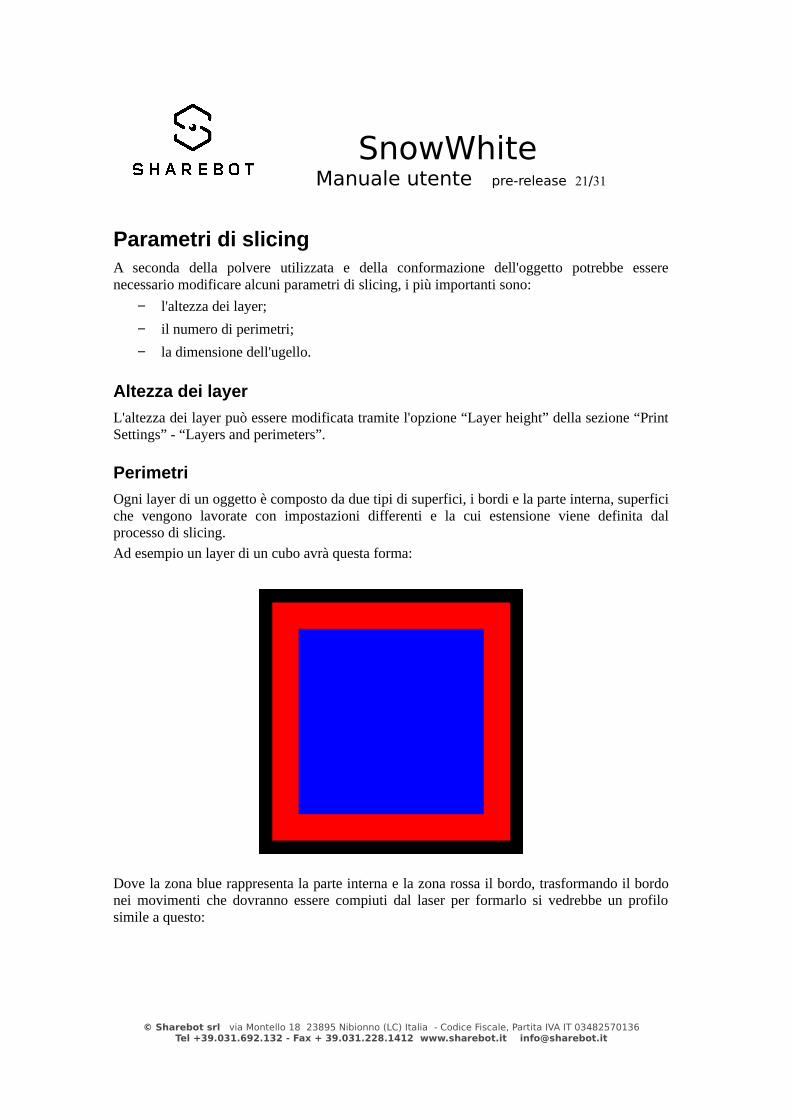
Ogni layer di un oggetto è composto da due tipi di superfici, i bordi e la parte interna, superfici che vengono lavorate con impostazioni differenti e la cui estensione viene definita dal processo di slicing.
Ad esempio un layer di un cubo avrà questa forma:
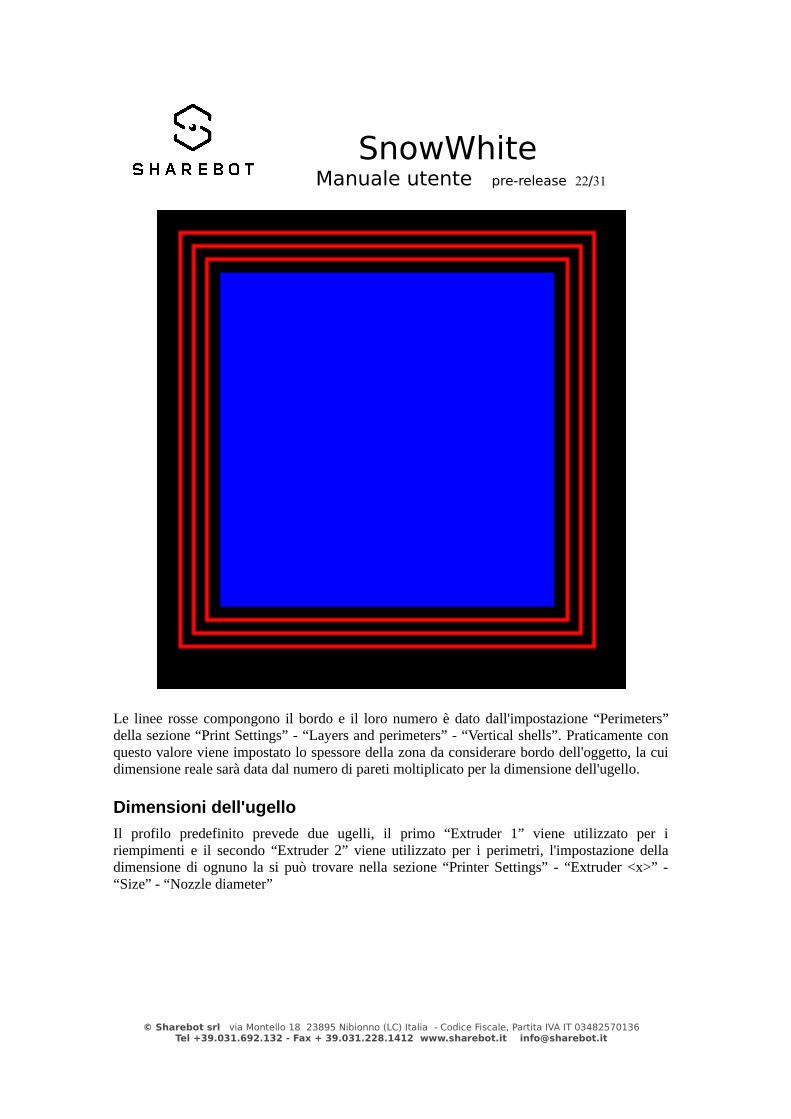
Dove la zona blue rappresenta la parte interna e la zona rossa il bordo, trasformando il bordo nei movimenti che dovranno essere compiuti dal laser per formarlo si vedrebbe un profilo simile a questo:
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 22/31
Le linee rosse compongono il bordo e il loro numero è dato dall'impostazione “Perimeters” della sezione “Print Settings” - “Layers and perimeters” - “Vertical shells”. Praticamente con questo valore viene impostato lo spessore della zona da considerare bordo dell'oggetto, la cui dimensione reale sarà data dal numero di pareti moltiplicato per la dimensione dell'ugello.
Dimensioni dell'ugello
Il profilo predefinito prevede due ugelli, il primo “Extruder 1” viene utilizzato per i riempimenti e il secondo “Extruder 2” viene utilizzato per i perimetri, l'impostazione della dimensione di ognuno la si può trovare nella sezione “Printer Settings” - “Extruder <x>” - “Size” - “Nozzle diameter”
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 23/31
Test di una nuova polvereNota: Fare sempre riferimento alla sezione “Parametri” (di stampa) per verificare la compatibilità del materiale e delle impostazioni utilizzate prima di avviare la macchina.
Quando si vuole testare una nuova polvere le operazioni da svolgere sono:
1) determinazione delle impostazioni di temperatura e di laser;
2) determinazione dell'altezza del singolo layer;
3) stampa dell'oggetto di test.
Impostazioni di temperatura e del laser
Per determinare l'impostazione corretta della temperatura e del laser da utilizzare per la sinterizzazione la prima operazione da svolgere è la stampa di un singolo layer di un oggetto semplice, suggeriamo di utilizzare l'oggetto “esagono” disponibile tra gli oggetti predefiniti.
Le impostazioni di partenza dei parametri principali dovrebbero essere le seguenti:
− Rate: 40000
− Power: 20%
− Border rate: 40000
− Border power: 20%
− Warming layers: 20
− Env. Temp: 0
− Last layer: 1
− Plate temp: 10°C meno della temperatura suggerita dal produttore o dallo standard del materiale che si sta testando
Una volta terminato il test di stampa verificare la riuscita della stampa e la consistenza del layer realizzato.
Se la stampa non è stata portata a termine e il layer è stato trascinato via dal recoater è necessario aumentare la temperatura ambiente della camera di costruzione, questo si ottiene alzando la temperatura del letto di polvere 'Plate temp', a seconda della dimensione del sollevamento potrebbe essere necessario incrementare più o meno la temperatura. Un incremento tipico è di 2/3°C
Se la stampa è arrivata al termine correttamente ma il layer non è completamente formato, non è sufficientemente solido o è polveroso l'energia trasferita alla polvere non era sufficiente per innescare il processo fisico correttamente, si può agire o aumentando la potenza del laser aumentando i parametri 'Power' e 'Border power' o riducendone la velocità di movimento riducendo il valore dei parametri 'Rate' e 'Border rate'.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 24/31
In caso di variazione della potenza incrementare il valore almeno del 5%.
In caso di variazione della velocità diminuire il valore almeno di 5000 unità.
Ripetere le operazioni fino a realizzare un singolo layer con le caratteristiche desiderate.
Come determinare l'altezza del singolo layer
L'altezza del singolo layer è una caratteristica della polvere e dell'energia che gli viene trasferita. Una volta realizzata la stampa di un singolo layer è necessario ripulirlo accuratamente e misurarne lo spessore con un calibro, l'altezza del layer di costruzione sarà inizialmente tra il 70 e l'80% della misura effettuata.
A questo punto si può passare alla realizzazione di oggetti di test alti 5 e 10 strati in modo da poterne misurare l'altezza con un calibro e verificare la coerenza dei valori ricavati.
Per fare questo la prima cosa da fare è lo slicing dell'oggetto di test impostando l'altezza del layer al valore ricavato precedentemente. Praticamente verranno utilizzati gli stessi parametri determinati per il singolo layer e impostare il parametro 'Last layer' con il numero di layer che si vogliono realizzare.
Stampare l'oggetto appena elaborato e al termine della stampa utilizzare lo stesso metro di valutazione del singolo layer per variare, eventualmente, i parametri di costruzione in modo da ottenere la qualità desiderata e misurare l'altezza dell'oggetto con un calibro ricavando l'altezza media del singolo layer.
Quando i valori ricavati per l'altezza del singolo layer rimangono costanti al crescere dell'altezza dell'oggetto si è trovato il valore corretto.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 25/31
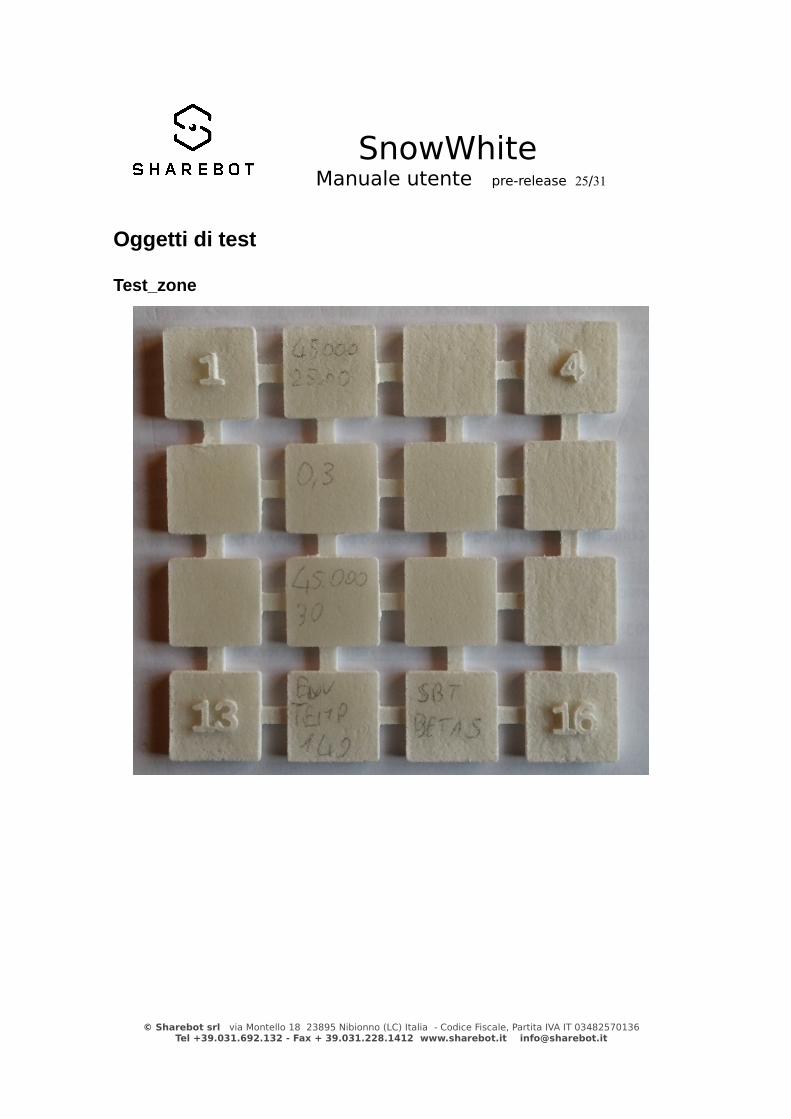
Oggetti di test
Test_zone
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 26/31
SupportoIl supporto viene fornito tramite posta elettronica scrivendo all'indirizzo [email protected]
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]
SnowWhite Manuale utente pre-release 27/31
GaranziaLa macchina è coperta da una garanzia di 12 mesi.
Sono escluse dalla garanzia tutte le parti mobili e i consumabili.
© Sharebot srl via Montello 18 23895 Nibionno (LC) Italia - Codice Fiscale, Partita IVA IT 03482570136Tel +39.031.692.132 - Fax + 39.031.228.1412 www.sharebot.it [email protected]