Embed Size (px)
Citation preview

SHEAR RHEOMETRY
David Giles and Chris Macosko Department of Chemical Engineering and Materials Science
University of Minnesota 421 Washington Avenue S.E.
Minneapolis MN 55455
http://research.cems.umn.edu/rheology/PolyCharFac.html phone: 612 625 0880 e-mail: [email protected]
1

σ = G B - I( ) σ 21 = Gγ
σ 11 −σ 22 = Gγ 2
σ 22 −σ 33 = 0
σ11- σ22
σ21
Rheologists use very simple deformations: Simple Shear
σ =η( !γ ) !γ
η+ ( !γ ;t)N1
+ ( !γ ;t)

A rheometer is: a device that can measure both stress and strain
independent of the sample being tested
f
p p
(a) (b) (c) !
Drag flow Pressure driven flow
Rheometers require: • Laminar flow
• Known or analyzable flow field
• Stress and strain known (controlled or measured)
homogeneous non-homogeneous
3

Sliding plate "shear sandwich" geometry
Apply axial displacement, velocity
Measure axial force
• Homogeneous strain (at small strains)
• Easy calculation of stress and strain
• Only works at small strains: displacement is limited by the edge
Sample Sample
4 !γ =
f/area σ=
v/gap
f
V

Rotational geometries
Cone & Plate Concentric Cylinders Parallel Plates
Advantages: • Circular closed streamlines; large steady state strains possible • Rotation can be controlled or measured, and converted to strain • Torque can be controlled or measured, and converted to stress
All 3 on same instrument
5
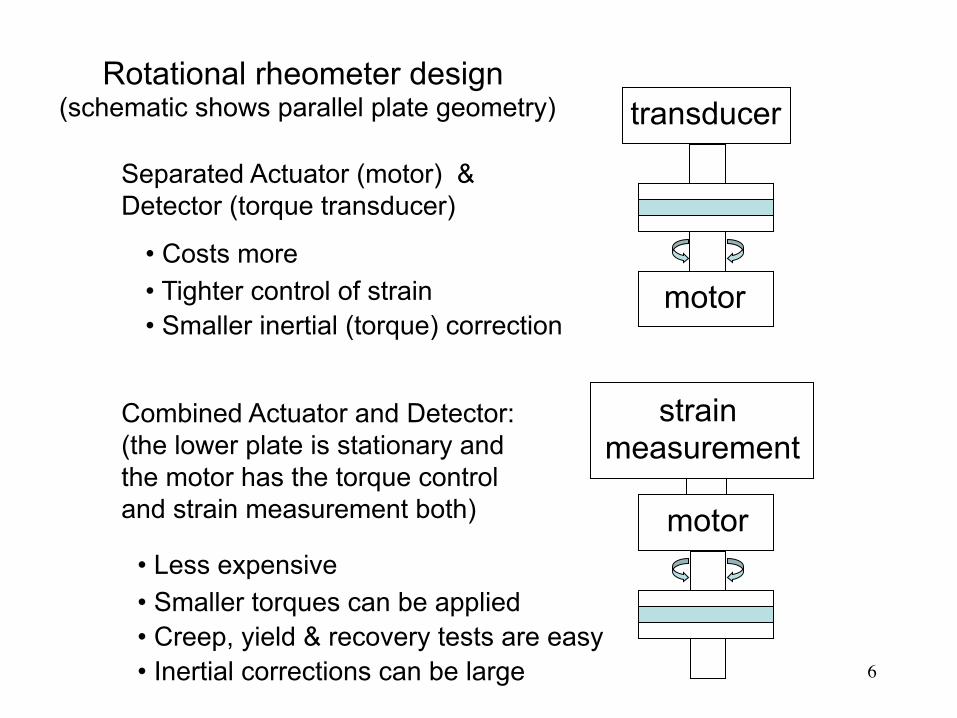
Rotational rheometer design (schematic shows parallel plate geometry)
Separated Actuator (motor) & Detector (torque transducer)
Combined Actuator and Detector: (the lower plate is stationary and the motor has the torque control and strain measurement both)
motor
transducer
strain measurement
motor • Less expensive • Smaller torques can be applied • Creep, yield & recovery tests are easy • Inertial corrections can be large
• Costs more • Tighter control of strain • Smaller inertial (torque) correction
6

Rotational geometries
Cone & Plate
Smaller sample
Uniform strain
�
Ωβ3M2πR3
Concentric Cylinders
Larger sample
Nearly uniform strain
�
ΩR Ro − Ri
M2πR2L
Parallel Plates
Smaller sample O(1mL)
Non-uniform strain
�
ΩRh2MπR3
=γ Rate,
Stress, σ =
Torque (M) depends strongly on radius: use larger or smaller diameter geometry to fit the torque signal to the instrument sensitivity.
Ω
MM
Fz M
Fz
Ω Ω
7
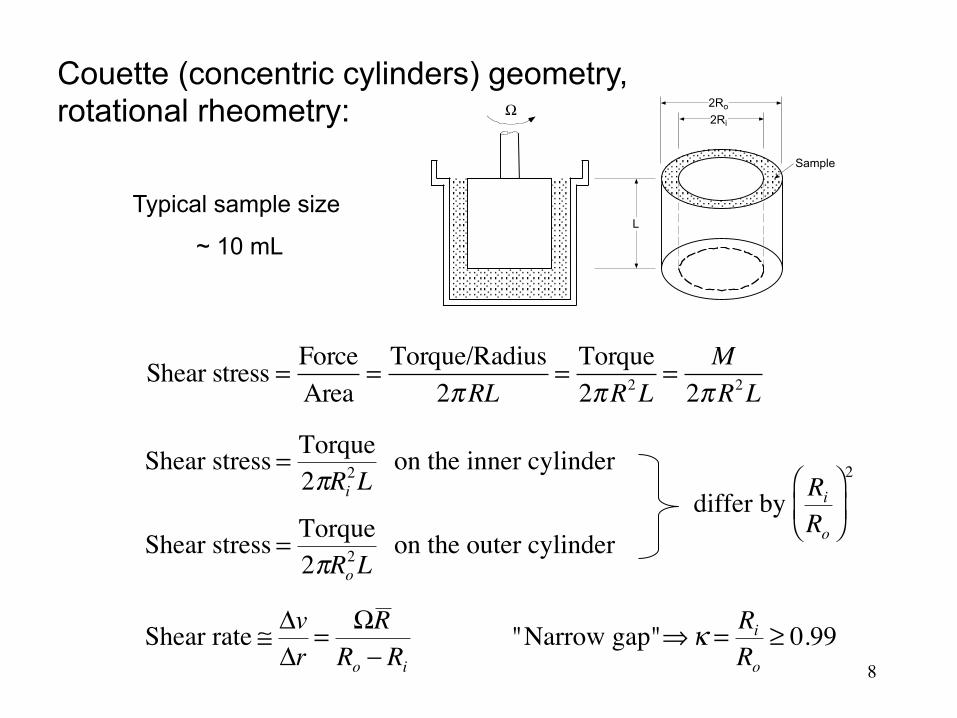
Couette (concentric cylinders) geometry, rotational rheometry:
Typical sample size
~ 10 mL
Ω
L
2Ro2Ri
Sample
Shear stress = ForceArea
= Torque/Radius2πRL
= Torque2πR2L
= M2πR2L
�
Shear stress = Torque2πRi
2L on the inner cylinder
�
Shear rate ≅ ΔvΔr
= ΩR Ro − Ri�
Shear stress = Torque2πRo
2L on the outer cylinder
�
differ by RiRo
⎛
⎝ ⎜
⎞
⎠ ⎟
2
�
"Narrow gap"⇒κ = RiRo
≥ 0.998

Couette geometry Typical radius ratios
Typical k ≈ 0.94 so you could use eq. 5.3.24 or 5.3.25 for corrections...
�
"Narrow gap"⇒κ = RiRo
≥ 0.99
�
Shear rate ≅ ΔvΔr
= ΩR Ro − Ri
�
Shear rate inner ≅ 2Ωn 1−κ2 n( )
�
Shear rate outer ≅ −2Ωn 1−κ−2 n( )
RiRo
= 0.99
RiRo
= 0.94
9

Cone & Plate details:
• Truncated tip
• Cone angleGap proportional to radius...
Arc-length also proportional to radius...
==>
Strain & strain rate constant with radius.
10

Cone & plate geometry (Fig.5.4.1. Macosko)
Typical sample size
~ 1 mL
12 33Shear stress
2MRφθσ σ
π= = =
�
Shear strain = γ = φβ
(homogeneous)
1 11 22 2
2First normal stress difference zFNRφφ θθσ σ σ σ
π≡ ≡ − = − =
r
Ω, φ
M
R
θ
T
Fz
θθ
βββ
γ Ω≅Ω=sinrr
us)(homogeneo rateShear β
γ Ω==
Typical β ≤ 0.1 rad
sinβ ≈ β
11

Why use cone & plate?
+ η (P
a•s)
10-3 10 0
Time (s)10 -2 10 -1 10 1 10 2 10 3 10 4100
101
102
103
104 γ = 0.0214 s-1
0.050.130.3
0.82.14
5.3610.7521.4
454
5Startup transient (from Fig. 4.2.3)
Cone & plate is a good geometry to use for highly shear-rate dependent materials, and can directly measure N1
12
7.55% PB in oil
Mw = 350,000
..more in NonLinear Viscoelasticity

Normal stress effects Weissenberg (rod climbing)
1 11 22 2
2First normal stress difference zFNRφφ θθσ σ σ σ
π≡ ≡ − = − =
Die swell (extrudate swell)
Newtonian (glycerin)
Polymer Solution (glycerin &
polyacrylamide)
Polymer melts and entangled solutions swell when exiting a die
(cone & plate)
(pictures from Dynamics of Polymeric Liquids, Volume 1; Bird, Armstrong, and Hassager)
13
Add some applications of N1. difficulties in meauring

Parallel plate geometry (Fig.5.5.1. Macosko)
Typical sample size
~ 1 mL
σπ
= = 32Shearstress (correctforNewtonian)MR
Shear strain = γ r( ) = θrh
(non-homogeneous strain, depends on r)
( ) ⎥⎦
⎤⎢⎣
⎡ +=−R
zz FRFNN
R γ∂∂
πγ loglog2221
! !γ =!θrh= Ωrh
!! Nominal!shear!rate= !γ R =
ΩRh!!(calculated!at!r=R)
Ω, θ
M
R
F
h
z
Shear stress =σ = M
2πR3 3+∂ log M∂ log !γ R
⎡
⎣⎢
⎤
⎦⎥
Corrected for non- Newtonian material
14

What is this parallel plate correction?
!! Local!shear!rate= !γ =
!θrh!!!!!!!Nominal!shear!rate! = !γ R =
!θRh
Shear stress =σ = M
2πR3 3+∂ log M∂ log !γ R
⎡
⎣⎢
⎤
⎦⎥ for !γ = !γ R
0.6
0.7
0.8
0.9
1.0
101 102 103 104
EFFECT OF LOCAL SLOPE CORRECTION (LP solution)
Apparent Viscosity, τ= 2M/(πR3)Corrected viscosity (local slope)
Visc
osity
(Pa
s)
Rate (s-1)15

Parallel plate correction (cont.) A simpler correction is the “single point” method;
see Carvalho, Padmanabhan, and Macosko, J. Rheol. 38(6) 1994.
0.6
0.7
0.8
0.9
1.0
101 102 103 104
EFFECT OF SLOPE AND SINGLE POINT CORRECTION (LP solution)
Apparent Viscosity, τ= 2M/(πR3)Corrected viscosity (local slope)Corrected viscosity (single point)
Visc
osity
(Pa
s)
Rate (s-1)16
This correction is very easy to do
Ω, θ
M
R
F
h
z
!!
η !γ( )≈ηa!γ a( )
for! !γ =0.76 !γ a
! !γ = Ωr
h

Stressrelaxa*onG(t)

Small Amplitude Oscillatory Shear (SAOS)
• Parallel plate data does not need correction in sinusoidal oscillation tests!
70 degree phase lag
Time
γ
τ
101
102
100 101 102
Strain sweep at 1 radian/s
G'G"
G' a
nd G
" (P
a)
% Strain
Linear
If sinusoidal tests are done in the linear region, parallel plate results are exact.
18Large Amplitude LAOS see Linear and NonLinear Viscoelasticity
Add cross correlation

Cox-Merz rule: Compare dynamic (sinusoidal) and steady-shear viscosity:
�
η∗ versus frequency (radians/s)η versus shear rate (1/s)compare
Cox-Merz works great for linear polymers! Not for crosslinked materials, most suspensions, materials with structure that is too fundamentally changed by (large) steady shearing.
For these, steady or dynamic can be useful, but each in it’s own way 100
101
102
10-2 10-1 100 101 102
NIST solution, steady and sinusoidal compared
Dyn Freq Swp
Steady Rate Sweep
Stea
dy S
hear
or C
ompl
ex V
isco
sity
(Pa
s)
Frequency (rad/s) or Rate (s-1)19

To get normal stress differences:
Use cone & plate to get N1:
Get N2 from the difference (cone & plate and parallel plate)
1 11 22 2
2 zFNR
σ σπ
= − =
Use parallel plate to get N1-N2:
2 22 33N σ σ= −
⎥⎦
⎤⎢⎣
⎡ +=−R
zz FRFNN
γ∂∂
π loglog2221
N1 and N2 are due to elasticity which may have a significant effect in polymer processing:
Die swell and elastic instabilities
N1 and N2 may also be difficult to measure due to these same instabilities! 20

Rotational geometries
Cone & Plate
Smaller sample
Uniform strain
Medium and low
Settling problem
Couette
Larger sample
Nearly uniform strain
For lowest viscosities
Settling and evaporation effects less
Parallel Plates
Smaller sample
Non-uniform strain
High and low
Settling problem
Easier to load high
Torque (M) depends strongly on radius: use larger or smaller diameter geometry to fit the torque signal to the instrument sensitivity. 21

Experimental difficulties and corrections:
Phase angle accuracy, and the torque & strain signal required.
Edge Effects:
Edge fracture (change gap or cone angle).
Sample geometry errors (excess or deficit).
Evaporation.
Settling in suspensions – concentric cylinders are less affected.
Slip – roughened plates; two cone angles or two gaps in pp to check
High rate and high viscosity: Shear heating – can calculate (eq 5.3.44)
High rate or elasticity: Secondary flows
22

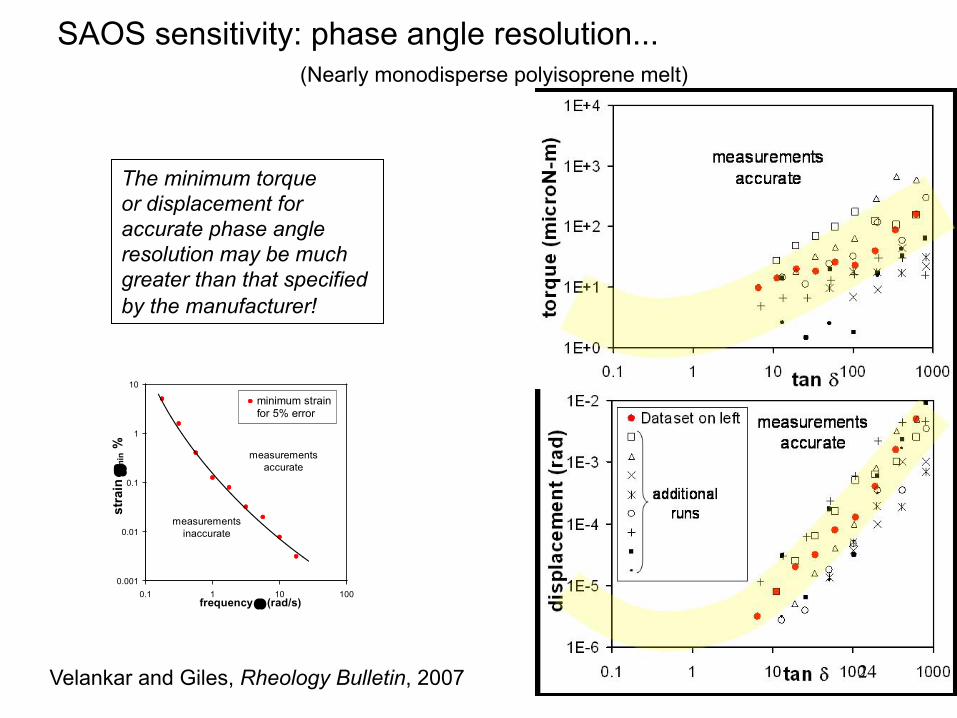
SAOS sensitivity: phase angle resolution...
Velankar and Giles, Rheology Bulletin, 2007
frequency ω (rad/s)0.01 0.1 1 10 100
G', G
" (Pa)
10-2
10-1
100
101
102
103
104
105
10% strain1% 0.1% strain sweep below
fit region
0.001
0.01
0.1
1
10
0.1 1 10 100frequency ω (rad/s)
stra
in π
min
%
minimum strainfor 5% error
measurements inaccurate
measurements accurate
1.8
2
2.2
2.4
2.6
0.01 0.1 1 10 100 1000strain γ %
log
(tan
⎝)
0.32 rad/s0.56 rad/s1rad/s
γmin added to graph on right
+/- 5% error
plateau values added as red points
to graph above
(Nearly monodisperse polyisoprene melt)
23
SAOS sensitivity: phase angle resolution...
Velankar and Giles, Rheology Bulletin, 2007
0.001
0.01
0.1
1
10
0.1 1 10 100frequency ω (rad/s)
stra
in π
min
%
minimum strainfor 5% error
measurements inaccurate
measurements accurate
The minimum torque or displacement for accurate phase angle resolution may be much greater than that specified by the manufacturer!
(Nearly monodisperse polyisoprene melt)
24
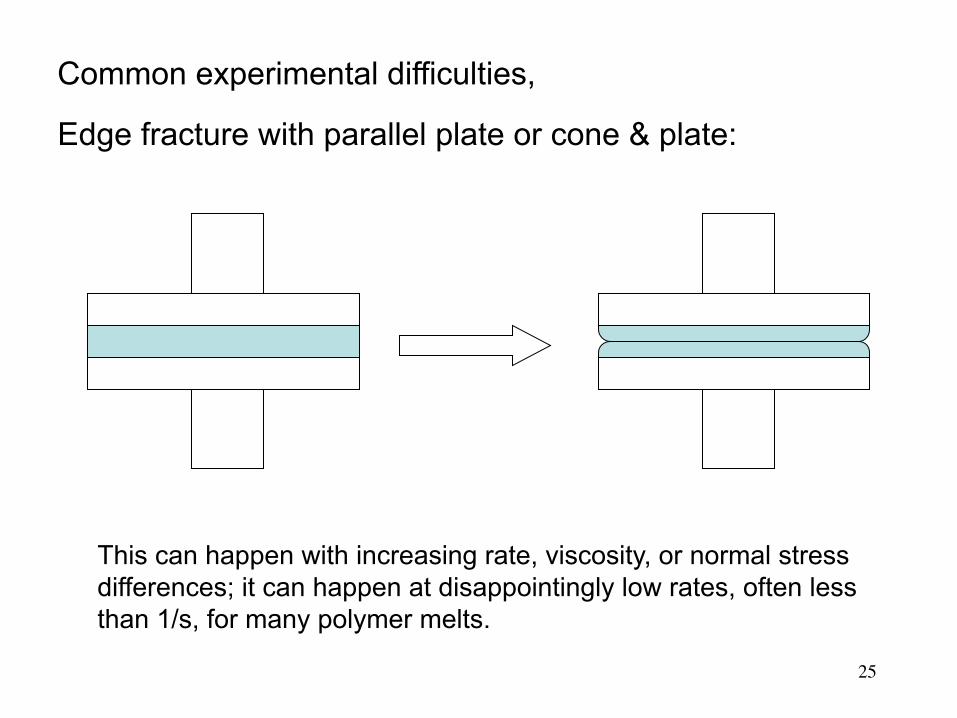
Common experimental difficulties,
Edge fracture with parallel plate or cone & plate:
This can happen with increasing rate, viscosity, or normal stress differences; it can happen at disappointingly low rates, often less than 1/s, for many polymer melts.
25

26
Edge fracture/instability? (use your eyes!)
��https://www.youtube.com/watch?v=urGKnj5Qmhc
9LVFRHODVWLF�VLOLFRQH�SXWW\��KDQG�WKHUDS\�SXWW�
(GJH�IUDFWXUH�LQVWDELOLW\�DOVR�RFFXUV�LQ�)/2:�WHVWV��'DWD�PD\�ORRN�OLNH�µVKHDU�WKLQQLQJ¶��EXW�WKH�H\HV�VHH�WKH�UHDO�VWRU\
&RUPDQ��(ZROGW��in prep

Fig. 2.4.1 from Macosko textbook
To bridge this gap, sinusoidal oscillation tests
and the “Cox-Merz rule” are sometimes useful (cont. on next page)…
105
10 4
10 3
10 2
2x1010 -2 10-1 10 0 101 102 103 104
ABS Kralistic MHCone 8 Plate Capillary
453°473°493°
γ (s-1)
η (P
a s)
Note the gap between the cone & plate data at low rate and capillary data at high rate
The cone & plate was limited to approximately 1/s due to edge fracture
Edge fracture limits parallel plate or cone & plate rate:
27
220ºC
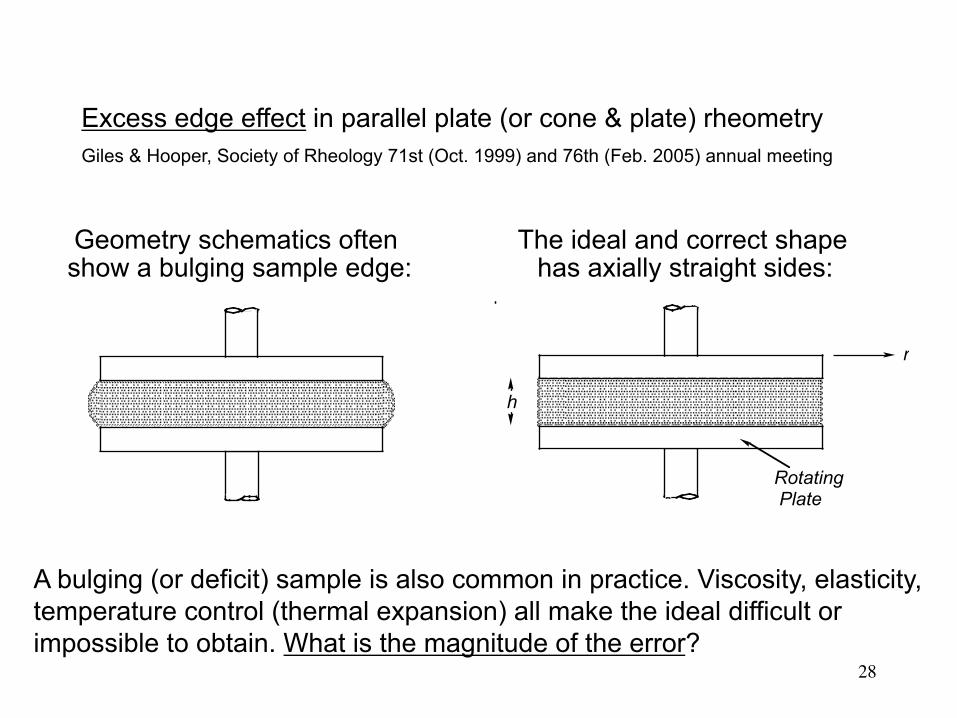
Excess edge effect in parallel plate (or cone & plate) rheometry Giles & Hooper, Society of Rheology 71st (Oct. 1999) and 76th (Feb. 2005) annual meeting
A bulging (or deficit) sample is also common in practice. Viscosity, elasticity, temperature control (thermal expansion) all make the ideal difficult or impossible to obtain. What is the magnitude of the error?
h
r
Rotating Plate
Geometry schematics often show a bulging sample edge:
The ideal and correct shape has axially straight sides:
28

Excess edge effect, other typical shapes:
h
2Rδ
2(R+δ)
Axially straight sample edges are impossible with a larger lower plate. Contact angles and amount of excess can vary; δ = h could be typical.
2Rδ
�
MM0
= 1+ C HR⎛
⎝ ⎜
⎞
⎠ ⎟
Hemisphere excess disk
C = 0.85
For δ = h/2
Minimally wetted large lower plate
C = 1.1 for δ = h
Excess edge effect
29
For “sea of fluid” C = 1.9

End effect correction with concentric cylinders: Giles et al., Society of Rheology, 83rd (Oct. 2011) annual meeting
The correction is 5%-10% when the annular gap is kept reasonably small relative to the bob radius, and the bob length is three times the radius
30

Change geometry surface texture or the shape to reduce or eliminate slip:
roughened or serrated plates
or vane instead of couette bob
31

Shear Heating Connelly R. W. and J. Greener, "High-shear viscometry with a rotational parallel-disk device," J. Rheol. 29 (2), 209-226 (1985), showed that fast loops may be necessary to avoid shear heating errors, even with very small gaps, less than 100 microns.
This example from Connelly and Greener shows that ramp time as low as 2 seconds was necessary to avoid all shear heating error.
(The lowered apparent viscosity on the shear rate ramp down indicates the shear heating error.)
32

At small gaps there is usually a gap error that needs to be corrected.
Connelly and Greener, J. of Rheol., 29(2) 1985
Plates not completely clean during zeroing
Non-parallelism 33
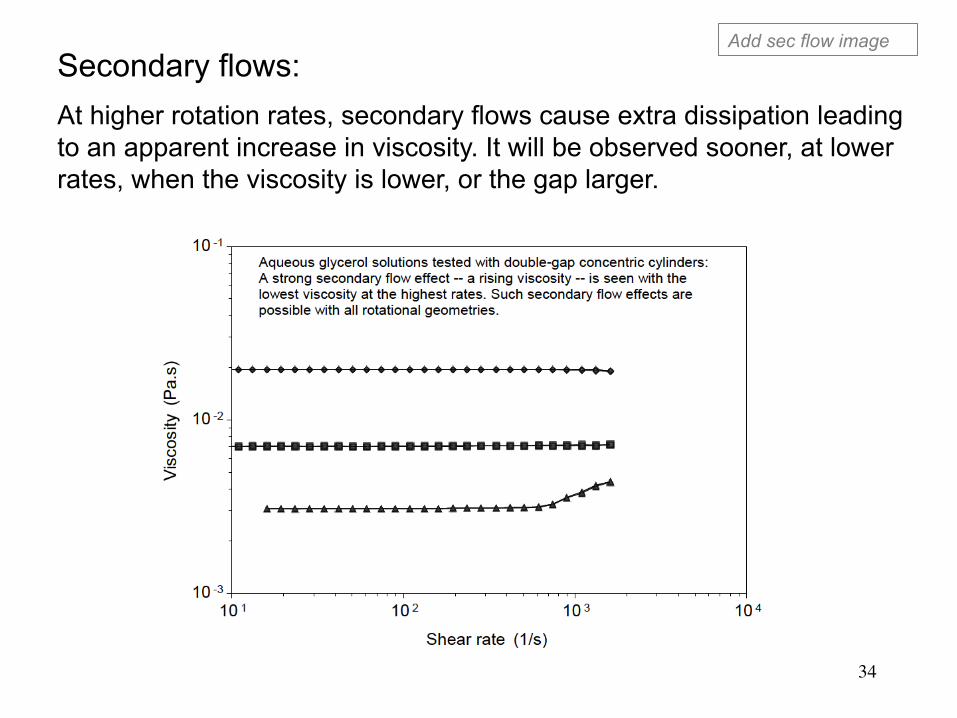
Secondary flows: At higher rotation rates, secondary flows cause extra dissipation leading to an apparent increase in viscosity. It will be observed sooner, at lower rates, when the viscosity is lower, or the gap larger.
34
Add sec flow image

0.0001
0.001
0.01
0.1
0.1 1 10 100 1000 10000 100000
Shear rate (1/s)
Vis
cosi
ty (
Pa s
)
Ethylene Glycol DIN bob
Ethylene Glycol-water soln' DIN bob
Water DIN bob
water PP 40mm dia, 1mm gap
water PP 40mm dia 0.5mm gap
water PP 40mm dia, 0,25 mm gap
Inertial turbulent flow...
35
For more on low viscosity fluids Johnson and Ewoldt J Rheol (2014)
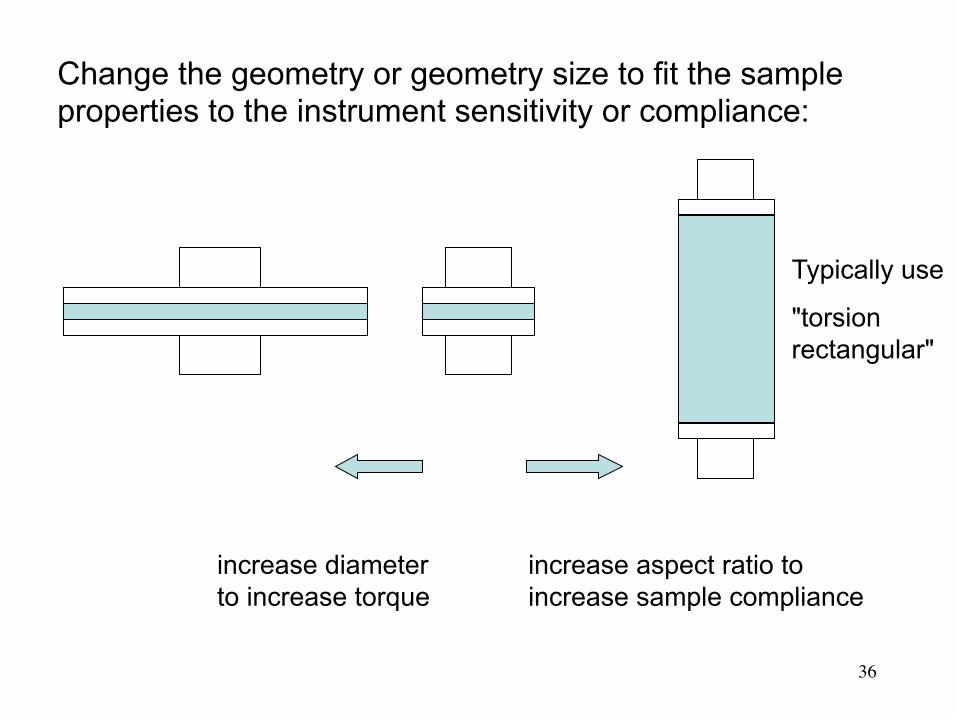
Change the geometry or geometry size to fit the sample properties to the instrument sensitivity or compliance:
increase diameter to increase torque
increase aspect ratio to increase sample compliance
Typically use
"torsion rectangular"
36

37
Ideal definitions versus reality of experiments
��
An incomplete list of non-ideal effects:
(A) Resolution/range of measured load and displacement
(B) Instrument inertia (if load and displacement are measured on same boundary)
(C) Fluid inertia and secondary flows
(D) Surface tension
(E) Free surface interfacial rheology
(F) Slip at boundaries
(G) Sample underfill or overfill
(H) Small volume and gap
(I) Non-homogenous sample from settling, migration, or rheotaxis
(J) …and more…this requires thinking about the entire system used for the measurement, and what may be non-ideal. (viscous heating? thermal gradients? transducer drift?...)

38
Other resources on avoiding bad data
�
7$7HFK7LSVKWWSV���ZZZ�\RXWXEH�FRP�XVHU�7$7HFK7LSV
$QWRQ�3DDU H/HDUQLQJKWWSV���ZZZ�\RXWXEH�FRP�XVHU�$QWRQ3DDU+4�SOD\OLVWV
Other resources on avoiding bad data
�
7$7HFK7LSVKWWSV���ZZZ�\RXWXEH�FRP�XVHU�7$7HFK7LSV
$QWRQ�3DDU H/HDUQLQJKWWSV���ZZZ�\RXWXEH�FRP�XVHU�$QWRQ3DDU+4�SOD\OLVWV
�
�
www.youtube.com/watch?v=1cymypBsEzM

39
1. co-plot experimental boundaries on data2. compare different geometries3. look at data for key signatures of bad data4. look at experiment, take photos/videos
��
4 BIG IDEAS FOR CHECKING YOUR DATAChecks for Bad Data
Big Idea #3: look for key signatures of bad (non-ideal) data
��
6LJQDWXUHV�RI�QRQ�LGHDO�GDWD� 6FDWWHU� &RQVWDQW�WRUTXH�RIIVHW� +LJK�IUHTXHQF\�XSWXUQ� +LJK�UDWH�XSWXUQ� 5LQJLQJ� 7UDQVLHQW�DFFHOHUDWLRQ� *DS�GHSHQGHQFH
Big Idea #3: look for key signatures of bad (non-ideal) data
��
6LJQDWXUHV�RI�QRQ�LGHDO�GDWD� 6FDWWHU� &RQVWDQW�WRUTXH�RIIVHW� +LJK�IUHTXHQF\�XSWXUQ� +LJK�UDWH�XSWXUQ� 5LQJLQJ� 7UDQVLHQW�DFFHOHUDWLRQ� *DS�GHSHQGHQFH
Big Idea #2: when in doubt, measure with different geometries
��
7UXH�³,QWULQVLF´�PDWHULDO�SURSHUWLHV�DUH�LQGHSHQGHQW�RI�JHRPHWU\
&RPPRQ�RSWLRQV�WR�FKDQJH�JHRPHWU\�� &KDQJH�JDS� 5RXJK�versus VPRRWK�VXUIDFHV� (OLPLQDWH�IUHH�VXUIDFH� &RQH�versus SODWH�versus FRQFHQWULF�
F\OLQGHU
³([WULQVLF´�SURSHUWLHV�PD\�VWLOO�EH�UHOHYDQW�IRU�\RXU�UKHRORJLFDOO\�FRPSOH[�PDWHULDO��H�J��JUDQXODU�PDWHULDOV��QRQ�FRQWLQXXP�OHQJWKVFDOHV��ZDOO�VOLS�
6KDUPD�HW�DO��6RIW�0DWWHU����� 0DJGD��/DUVRQ�-11)0�����

40
Review: Types of Rheometers
Stress and Strain
are independent of position throughout the sample • Cone and Plate • Couette
Homogeneous Nonhomogeneous
Stress is not uniform
Stress is a simple function of position
• Parallel Plate
• Capillary
Complex
Complex Stress Field (shear+elongation)
Stress and deformation can only be related through a constitutive equation
• Indexer

6-41
Drag Flows: Chapter 5 (Macosko)
Sliding plates (5.2)
Concentric cylinders (5.3) [Couette flow]
Cone and plate (5.4)
Parallel disks (5.5) [torsional flow]

6-42
Pressure Flows: Chapter 6 (Macosko)
Capillary (6.2) [Poiseuille flow]
Slit flow (6.3)
Axial annulus flow (6.4)

6-43
p / L = 8ηQπR4

6-44
Capillary Rheometer
Reservoir
Capillary Die
Extrudate Swell
Goal:
from p vs. Q
1. shear stress at wall
from p
2. shear rate at wall from Q
η !γ( )
!γ w
wσ

6-45
Pressure
Capillary Entr
ance
Res
ervo
ir
Fric
tion
Dis
tanc
e do
wn
the
capi
llary
F
Exit
1. Shear Stress from Pressure Drop
ptot = pfrict + pres + pen + pc
Need pc to get true shear stress
2c
wR pL
σ =

6-46
Use several dies of same R to get pc
Entrance pressure correction
Pressure Capillary E
ntra
nce
Res
ervo
ir
Fric
tion
F
Exi
t
2c
wR pL
σ =
PS 200ºC
D=1.4mm

6-47
“Zero length die”Z
c a p total e n P = P - P
L o g P
L o g Q
Total pressure drop
Entrance pressure drop from orifice die
Pressure drop in the capillary
Or use Orifice Die

6-48
2. True Wall Shear Rate
3aw R4Q π
=γ!
!γ w = 1
4 !γ aw 3 + d lnQ
d lnp⎡
⎣⎢⎤
⎦⎥
⎥⎦⎤
⎢⎣⎡ +γ=γ
n1 3
41 aww !!
• Apparent (Newtonian) shear rate at the wall:
• Correction for non-Newtonian behavior: (Rabinowitz, 1957)
Where 1/n = d lnQ/ d lnp
- 1
- 0 . 5
0
0 . 5
1
R e d u
c e d r a
d i i , r / R
W A L L
W A L L
N e w t o n i a n
n = 0 . 6
n =
0 . 4
n = 1
n = 0 . 1
n =
0 . 2
n - - > 0
d V z d R
For a power law fluid:

6-49
Shear Rate Correction Example
V (mm/s)
Q (cm3/min)
γaw (1/s)
P (bar)
1.000 6.786 1152.00 86.600.667 4.524 768.04 73.950.444 3.016 511.95 61.740.296 2.011 341.34 52.420.198 1.340 227.52 43.800.132 0.894 151.72 36.030.088 0.596 101.15 28.950.059 0.397 67.39 22.670.039 0.265 44.93 17.090.026 0.176 29.95 12.51
Ln(Q) = 0.396 x Ln(P)2 - 10.003 x Ln(P) + 42.693
dLn(Q)/d Ln(P) = 0.396 x Ln(P) - 10.003
!γ w = 1
4 !γ aw 3 + d lnQ
d lnP⎡
⎣⎢⎤
⎦⎥-20
-19
-18
-17
-16
-15
14 14.5 15 15.5 16
Ln(Q)
Ln(ΔP)
1629.561062.38689.85448.88291.10188.24121.1277.4349.1130.88
γw (1/s)
•
•
PP, 200ºC
Correction
41.455 38.324 34.749 31.505 27.945 24.071 19.743 14.90 9.303 3.105
Error (%)

6-50
Representative Shear Rate Correction
(Schummer, 1970; Giesekus and Langer, 1977)
w1/n )(r γ=γ ∗ !!awa r γ=γ ∗ !!
For Newtonian fluid: For power law fluid:
R
- 1 o 1
γ • g • a
g • a w r c
r c r c
g • a w
g • w
W A L
L
W A L
L r c τ w
τ w
τ
So )( )( aww γη=γη !!
awcw r γ=γ ∗ !!when
Where r* = r/R
6-51
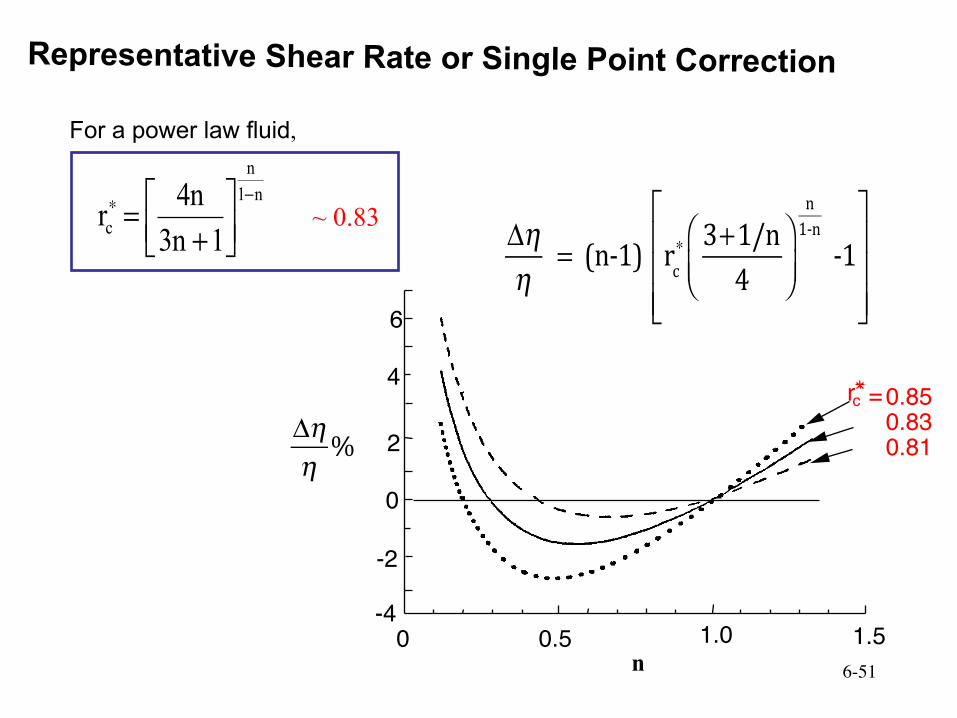
n1n
c 13n4n r
−∗⎥⎦⎤
⎢⎣⎡
+= ~ 0.83
For a power law fluid,
0 . 5
0 . 8 5 0 . 8 3 0 . 8 1
1 . 5 1 . 0 0 - 4
- 2
0
2
4
6
r c =
!
Δηη! = !(n$1)! rc∗
3+1/n4
⎛⎝⎜
⎞⎠⎟
n1$n!$1
⎡
⎣
⎢⎢⎢
⎤
⎦
⎥⎥⎥
n
Representative Shear Rate or Single Point Correction
!Δηη%
6-52
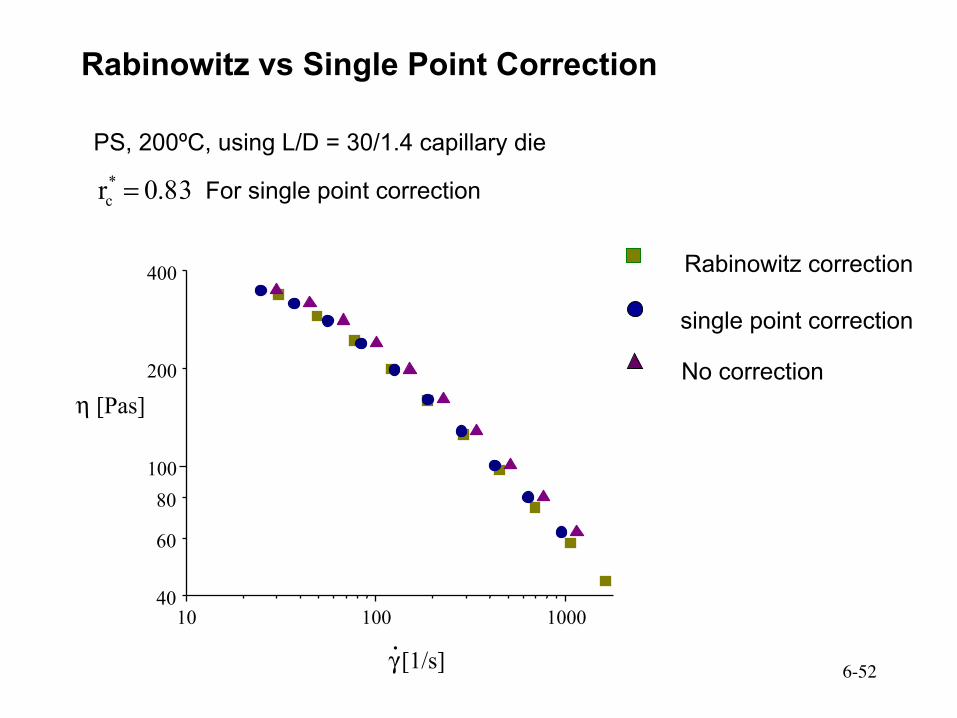
Rabinowitz vs Single Point Correction
PS, 200ºC, using L/D = 30/1.4 capillary die
0.83 r*c = For single point correction
10 100 1000 40
60
80 100
200
400 Rabinowitz correction
single point correction
No correction
γ [1/s]
η [Pas]
•
6-53
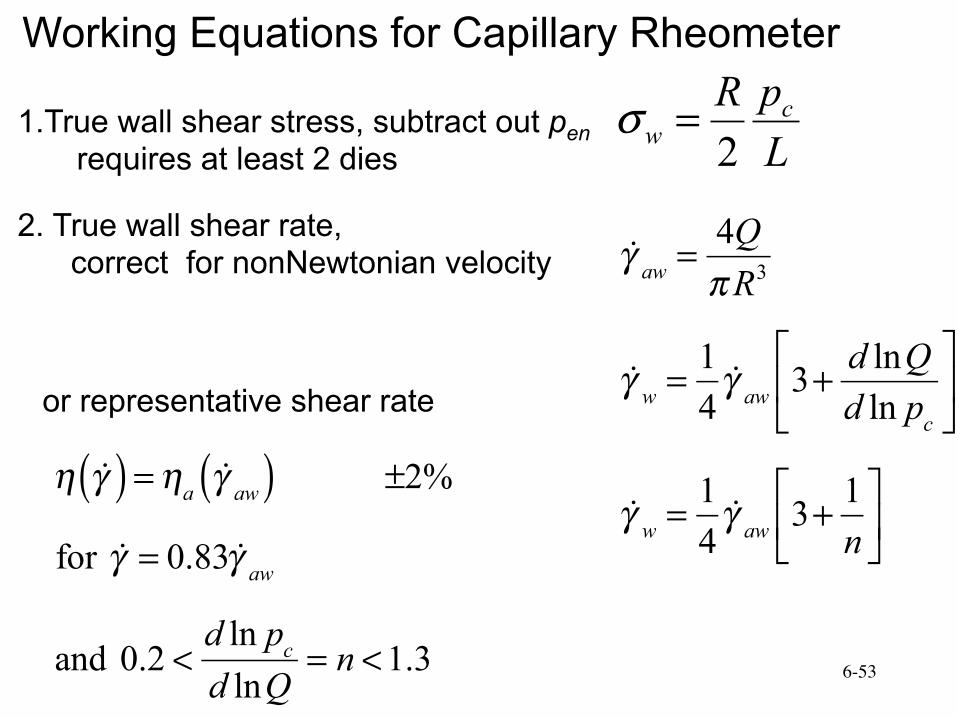
1.True wall shear stress, subtract out pen
requires at least 2 dies
Working Equations for Capillary Rheometer
2c
wR pL
σ =
2. True wall shear rate, correct for nonNewtonian velocity
!γ aw = 4QπR3
!γ w = 14!γ aw 3+ d lnQ
d ln pc
⎡
⎣⎢
⎤
⎦⎥
!γ w = 14!γ aw 3+ 1
n⎡
⎣⎢
⎤
⎦⎥
or representative shear rate
η !γ( ) =ηa !γ aw( ) ±2%
for !γ = 0.83 !γ aw
and 0.2 <d ln pc
d lnQ= n <1.3
6-54
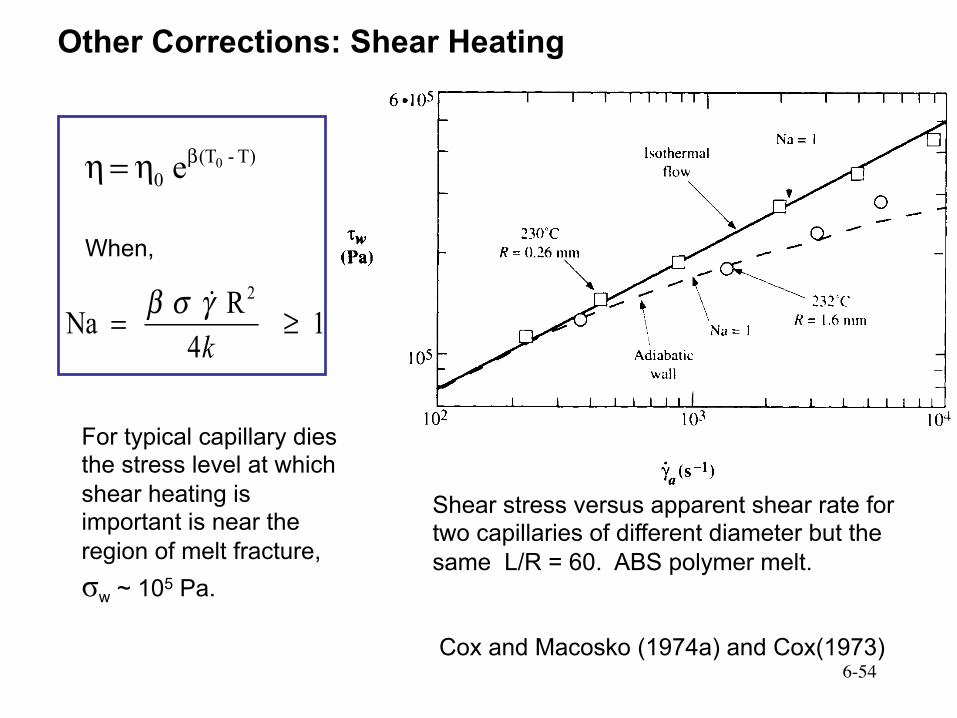
Other Corrections: Shear Heating
Na = β σ !γ R2
4k ≥ 1
T) - (T0
0e βη=η
When,
For typical capillary dies the stress level at which shear heating is important is near the region of melt fracture, σw ~ 105 Pa.
Shear stress versus apparent shear rate for two capillaries of different diameter but the same L/R = 60. ABS polymer melt. Cox and Macosko (1974a) and Cox(1973)

6-55
Wall Slip
Melt Fracture
!γ a = !γ a∞
+4ν s
R
Figure 6.2.6
HDPE Uhland (1979)
Figure 6.2.5
L/R = 60. R varied clay paper coating, 60% solids.
Laun and Hirsch (1989)
crit σ

6-56
Elimination of sharkskin melt fracture with process aids
• Fluoroelastomer • Silicone-based
Types of Process Aids
Application
• Sharkskin elimination and surface improvement – Blown polyolefin film
• Die build-up reduction • Improved production rate • Gel reduction
No process aid With process aid
Mechanism
• Stick-slip at die exit causes sharkskin melt fracture
• PPA coats die wall and increases slip • Dynamic equilibrium between coating and
removal of PPA
Objective
• Understand how polymer process aids (PPAs) deposit on the wall

6-57
CAPILLARY EXTRUDATE D D e
Die swell • unconstrained recovery after shear • important in extrusion operation
Assumptions:
• isothermal, incompressible flow • no inertial or gravity effects • long dies, L/D>20 (i.e. no entrance effects) • stress drops instantaneously to zero at exit • subtract off Newtonian swell
(De/D)N = 1.13 for Re < 2
B = De/D -0.13
First normal stress difference:
First normal stress difference Coefficient:
2 2 61 wN 8 ( B -1 )σ=
21
1N γ
=ψ!
Additional Rheology via Capillary 1st Normal stress difference from extrudate swell

6-586-58
Capillary Rheometer Design (1) Melt Flow Index
• Quality control standard ASTM D1238 DIN 53735
• mass = 2.16kg P = 297kPa σa = 19.4kPa
• MFI g/10 min ~ 1/η
Figure 6.2.14
Schematic of melt index (MI) apparatus

6-59
Rheometers: measure stress and deformation history
indexer
homogenous complex flow nonhomogeneous
f
p p
(a) (b) (c)
Δp Δp
MFI is an index test

6-606-60
Dual Barrel • 2 dies • pen in one run
Capillary Rheometer Design (2)

6-61
Capillary Rheometer Design (3. low viscosity materials)
Figure 8.4.4
Methods for temperature control of long capillary dies. From Laun and Hirsch (1989).
Figure 8.4.1 Hydrostatic head viscometers. (a) In the Ostwald design, liquid is filled exactly to mark C then sucked through the narrow capillary section to above mark A. The time for the meniscus to fall from A to B is proportional to viscosity. (b) The side arm of the Ubbelehde design eliminates the need to fill with a precise volume.

6-62
Utility Simplest rheometer to measure yet most accurate for steady viscosity High 1~10 →1000 ~10,000 /s Sealed system: pressurize, prevent evaporation Process simulator Quality control: melt index pen can give ηu at ε~3 extrudate swell can give N1
Capillary Rheometry
!γ
Limitations Melt fracture at σc ~ 105 Pa Nonhomogeneous flow, shear rate corrections only steady shear material functions Reservoir pressure drop Entrance corrections require more data collection Bagley plot single die L/R ≈ 60 kinetic energy for low η, high Viscous heating—Na ≥ 1 Wall slip with concentrated dispersions Material compressibility Pressure dependence of viscosity Shear history, degradation in reservoir
!γ
η !γ( )

6-63
6.3 Slit Rheometry
Wall shear stress
( )2 1wH dpH W dx
σ =+
Utility Same advantages and limitations as capillary except: Obtain dp/dx directly from pressure transducers; no
entrance corrections N1 by pex and especially ph more rigorous than capillary
die swell, but obtaining accurate N1 values is difficult Simulates profile die Sensitive to melt fracture
Limitations Similar to capillary, but no Bagley plots are needed if
pressure transducers on the slit wall are used. Effect of finite slit width Cleaning slit corners More complex, more expensive than capillary
RESERVOIR
PISTON
P 2 P 3 P 4 P 5
P 1 W
H
L

6-64
Process Control Rheometer





























