Embed Size (px)
Citation preview

Since 1936 2010 Since 1922
Sistema di assemblaggio con rivettatura auto-perforanteFastriv®

22
La tecnologia dei fastener auto-perforanti è in uso dagli anni 60. Mentre, la piena potenzialità di questo processo di as-semblaggio è stata soltanto recentemente capita. L‘assem-blaggio auto-perforante è stato ora rapidamente sviluppato in una nuova branca della tecnologia di fi ssaggio. Il sistema Fastriv® combina l‘alta prestazione dei rivetti con attrezzi di piazzamento di precisione e equippaggiamenti di monitoraggio. Usando i rivetti auto-perforanti Fastriv® per l’assemblaggio di componenti metallici, i giunti possono essere realizzati effi cacemente con alte caratteristiche diresistenza statica e dinamica.
Il sistema Fastriv® auto-perforante è un metodo semplice, pulito ed effi ciente per unire componenti metallici senza la necessità di fori. I rivetti auto-perforanti Fastriv® possono es-sere usati per unire materiali simili o dissimili. L’assemblaggio è ottenuto piazzando un rivetto auto-perforante che estrude e deforma in modo radiale le lamiere tramite una matrice.
Un giunto fatto con i rivetti Fastriv® ha notevoli caratteristi-che di tenuta meccanica. Il giunto ha una resistenza dinami-ca più elevata a confronto di un giunto saldato.
Per queste ragioni è pronosticato che al meno il 30% delle situazioni dove è impiegata la saldatura a punti può essere sostituita profi cuamente dalla rivettatura auto-perforante.
A seconda dell’applicazione, l’attrezzatura d’installazione può essere a colonna o portatile per un uso sia con manipola-zione manuale che robotizzata. I rivetti sono auto-alimentati pneumacamente in un tubo cosìddetto a T, da un vibratore al modulo di rivettatura.
Il sistema auto-perforante Fastriv® è progettato secondo le specifi che del cliente per l’assemblaggio a lotto o a fl usso in linea. Con l’aggiunta di un equipaggiamento di monitoraggio del processo la bontà del giunto può essere tenuta costante e garantirne la ripetitività.
Insieme ai nostri clienti sviluppiamo sistemi di fi ssaggio che semplifi cano il vostro processo produttivo e migliorano la qualità e la funzionalità dei vostri prodotti. Noi non siamo soltanto un fornitore di rivetti e attrezzature ma un partner di progetto e sviluppo che vi aiuta a migliorare l’assemblaggio e la prestazione del prodotto.
Il sistema di assemblaggio auto-perforante Fastriv®

3
Contenuto della pagina
Panoramica
Sistema di assemblaggio Fastriv®
Confronto con i sistemi concorrenti
Analisi di costo
4–5
6–7
8
Attrezzature d‘installazione
Attrezzature d‘installazione
Attrezzatura di rivettatura auto-perforante Portariv®
Esempi di confi gurazioni per Portariv®
Attrezzatura di monitoraggio del processo
9
10
11
11
Gamma e applicazioni
Rivetti auto-perforanti Fastriv®
Success story con i sistemi Fastriv®
Repair Concept per giunti con rivetti auto-perforanti
12
13–14
15

4
Il sistema di assemblaggio con rivetto Fastriv® è progettato per forare e fi ssare in una sola operazione, semplifi cando l‘assemblaggio e riducendo i costi, mentre si fornisce un giunto ad alta affi dabilità. Essi sono un‘eccellente soluzione di assemblaggio dove la saldatura è diffi cile o proibitiva, come nell‘unione di materiali dissimili, lamiere pre-verniciate, lamie-re pre-rivestite o materiali a strati.
Il principio del sistema auto-perforante Fastriv®
Sistema di assemblaggio Fastriv®
Poiché la perforazione e la giunzione hanno luogo nel medesimo tempo, e la foratura e l‘allineamento del foro sono eliminati, il sistema di rivettatura Fastriv® dà il risultato di una produttività più alta e di un assemblaggio con costi ridotti.
I rivetti auto-perforanti Fastriv® sono alimentati al
modulo di rivettatura.
L‘attrezzo serra le lamiere assieme.
Il rivetto perfora la lamiera* superiore e si
espande radialmente nellalamiera sotto.
L’alta resistenza del giunto è ottenuta dal
bloccaggio tra il rivetto e imateriali dell’applicazione.
* possono essere unite lamiere multiple
5
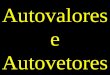
Poiché non ci sono norme accettate per i rivetti auto-perfo-ranti, tutti i marchi non sono uguali. La geometria dei rivetti Fastriv® è progettata per fornire la prestazione ottimale.
Il sistema di rivettatura Fastriv® unisce lamiere metalliche, alluminio, plastica e altri materiali. E’ una soluzione di as-semblaggio efficiente contro altri metodi di fissaggio come la saldatura a punti, bullonatura, incollaggio, clincatura e rivet-tatura cieca. A differenza della saldatura, i rivetti Fastriv® non creano una zona influenzata dal calore nei materiali durante l’installazione, cosi’ sono minimizzati cambiamenti e danni ai materiali dell’applicazione
Durante l’installazione, i rivetti Fastriv® sono alimentati automa-ticamente e coniati dentro le lamiere. I sistemi di installazione sono adattati alle esigenze dei vostri processi produttivi - da i sistemi manuali alle linee di assemblaggio automatiche.I moduli e i C Frame di rivettatura sono configurati secondo le rispettive applicazioni e possono essere combinati con altri sistemi di installazione Avdel.
Sistema di assemblaggio Fastriv®
Caratteristiche
Vantaggi
• Perfora e fissa in una operazione, eliminando il bisogno di inserimento del rivetto nei fori e il loro allineamento
• A tenuta stagna; il rivetto si espande radialmente nel mate-riale, senza penetrare attraverso il substrato
• Fornisce un giunto regolare di alta resistenza, paragonabile alla saldatura a punti o altri metodi di fissaggio meccanico
• A differenza della saldatura i rivetti Fastriv® uniscono i ma-teriali senza creare una zona influenzata dal calore, perciò prevenendo il restringimento e minimizzando la distorsione e altre modifiche del materiale
• Possono essere usati su una varietà di materiali incluso acciaio, alluminio, tessuto di nailon, plastica e gomma
• Riduce i costi di assemblaggio• Facilita le esigenze di automazione• Massimizza la flessibilità di fabbricazione• Può eliminare le operazioni di foratura e punzonatura• Può eliminare le operazione di saldatura a punti e i suoi
rischi all’ambiente come fumi e scintille• Diminuisce il livello del rumore durante l’installazione• Può ridurre il numero dei punti di fissaggio
• Possono unire materiali dissimili e materiali pre-rivestiti, pre-verniciati, o plastificati in modo pulito
• Possono essere usati per unire materiali con compositi frapposti, inclusi adesivi e mastici
• I rivetti possono essere trattati secondo le specifiche tecniche• Può unire materiali con olio o altri contaminanti di superficie• Il monitoraggio del processo può essere incorporato nel
sistema dell’attrezzatura d’installazione per tracciare e notificare all’operatore le variazioni nel giunto
• Aumenta l’affidabilità del prodotto• Mantiene l’integrità del materiale dell’applicazione• Può eliminare il lavoro di ripresa dei prodotti incluso la river-
niciatura dei materiali rivestiti• Elimina i sistemi di raffreddamento tipici della saldatura
comprese le reflue • É una tecnologia meccanica che non prevede preparazioni
preliminari delle superfici da unire• Aumenta la regolarità e la qualità sulla linea di assemblaggio

6
Confronto con i sistemi concorrenti L‘alternativa ideale
Il sistema di rivettatura auto-perforante Fastriv® è l‘alternativa ideale ai comuni metodi di assemblaggio come la saldatura a punti, la clincatura, i bulloni, gli adesivi e i rivetti. Un confronto delle caratteristiche e vantaggi dei rivetti Fastriv® e degli altri comuni metodi di giunzione è mostrato sotto e nella pagina seguente.
Ci sono due condizioni richieste per l’uso con successo dei sistemi di rivettatura auto-perforante:1. Ci deve essere accessibilità per l’attrezzatura su entrambi i lati della lamiera2. Lo spessore della lamiera, la durezza e la duttilità necessitano di rientrare entro la gamma pratica della tecnologia auto-perforante. Le attuali gamme sono dipendenti dalle esigenze dell’applicazione e dai tipi di materiale. Generalmente, la gamma per le applicazioni di lamiere metalliche è uno spessore di materiale combinato di 1,6 – 8,0mm (0,06" – 0,315").
Gli strati di materiale che possono essere uniti con il sistema di rivettatura auto-perforante Fastriv® includono:• Acciaio• Componenti fusi o estrusi• Materiali con un adesivo, sigillante o altro strato intermedio• Alluminio
• Plastica• Gomma• Tessuto di nylon
CaratteristicaSaldatura a
puntiRivetti ciechi Adesivi Bulloni
Rivetti Fastriv®
Clincatura
Richiesto allineamento del foro no si no si no no
Unire materiali dissimili no si si si si si
Unire materiali rivestiti no si si si si si
Unire 3 o più lamiere scarsa buona possibile buona buona scarsa
Unire lamiere con spessori differenti scarsa buona buona buona buona buona
Massimo spessore del giunto bassa alta senza limite alta media media
Giunto a tenuta parziale possibile si possibile si si
Resistenza alla corrosione scarsa buona alta buona buona buona
Resistenza a fatica bassa alta media alta alta media
Qualità estetica alta medium alta bassa alta alta
Accesso richiesto per il fissaggio due lati un lato un /due lati un / due lati due lati due lati
Affidabilità media alta media alta alta alta
Facile da ispezionare scarsa buona scarsa fair buona buona
Rimovibilità del giunto scarsa discreta scarsa buona discreta discreta
Assemblaggio automatizzato possibile possibile possibile possibile possibile possibile
Compatibile con altri metodi di fissaggio si si si si si si
Energia richiesta alta bassa bassa bassa bassa bassa
Impatto ambientale alta bassa alta bassa bassa bassa
Costo alta bassa alta bassa bassa bassa
* Basato su test di laboratorio e varie applicazioni in servizio. E‘ necessario testare la vostra applicazione per determinare il metodo di assemblaggio ottimale. Per favore contattate un tecnico Avdel per l‘assistenza.

7
Confronto con i sistemi concorrenti Sistema di confronto
Vantaggi del sistema di rivettatura auto-perforante Fastriv® su gli altri sistemi• Nessuna zona influenzata dal calore creata nel processo di
assemblaggio – Modifiche delle caratteristiche del materiale delle lamiere minimizzate. Questo è particolarmente importante quando si usano lamiere di acciaio sottili di alta resistenza, che possono essere degradate dal processo termico. E‘ anche evitata la distruzione degli strati intermedi come adesivi, sigillanti, o plastiche,
entro le lamiere metalliche.• Adatto per unire lamiere di materiale dissimili – La saldatura a punti non può essere usata per unire
materiali dissimili.• Adatto per lamiere di materiali, pre-rivestiti, pre-plastificati e
pre-verniciati
– La saldatura a punti danneggia i materiali rivestiti, plastificati e verniciati che devono essere poi riverniciati per preservare il loro aspetto.
– I fori trapanati o punzonati possono anche danneggiare la superficie di questi materiali.
• Nessuna preparazione delle lamiere è richiesta – Un giunto Fastriv® fornisce un incastro meccanico tra i
materiali da unire. La condizione della superficie del materiale è quindi non di primaria importanza.
• Ideale per assemblaggio automatizzato• Procura alta resistenza a fatica• Produce giunti con un‘alto grado di affidabilità• Attrezzature supplementari di monitoraggio possono con-
trollare ciascun giunto appena è creato• Niente fumi, scintille o sporcizia generata dal processo di
giunzione
Configurazioni dell‘assemblaggio
Saldatura a punti Saldatura a puntiRivettatura perforante Rivettatura perforante

8
Analisi di costo Installazione configurata alla vostra linea di assemblaggio
Durante l‘installazione, i rivetti auto-perforanti Fastriv® sono alimentati automaticamente e pressati nei componenti. Gli attrezzi d‘installazione o le stazioni di lavoro sono adattate ai rispettivi processi di produzione - dai sistemi azionati ma-nualmente alle linee di assemblaggio automatico. L‘area di lavoro circostante è pulita e favorevole per l‘operatore. Il processod‘installazione è tranquillo e non crea calore o scintille.
I moduli e i C Frame di rivettatura sono configurati secondo la rispettiva applicazione e possono essere combinati con altri sistemi d‘installazione Avdel.
A causa dei loro brevi tempi ciclo, questi sistemi forniscono un processo di lavoro molto efficiente, riducendo i tempi di assemblaggio al minimo. Si ha un beneficio economico per produzioni sia di medio che di grande volume.
Le pagine seguenti illustrano alcune delle nostre attrezzature standard per i rivetti auto-perforanti. Tutti i sistemi sono proget-tati in funzione delle specifiche applicazioni dei clienti.
C Frame con profonda gola, meccanismo idraulico di sollevamentodella matrice e tavola XY per configurazioni di assemblaggio complesse.L‘opzione di attuazione rototoria permette l‘assemblaggio di formecomplesse. Il sistema può essere regolato per incontrare parametri diapplicazioni specifiche.
Due C frame azionate manualmente a due mani, con giroscopio e sospensione cardanica consentono all‘operatore di ruotare il modulo dirivettatura di completamente 360°.
Sistema a portale progettato per l‘assemblaggio di larghi pannelli di lamiere metalliche. Ideale per configurazioni di assemblaggio più semplici; può essere diminuito progressivamente come richiesto. Può essere combinato con un sistema di movimentazione del componente per una massima produttività.

9
Attrezzature d‘installazione Attrezzo a batteria ESN50
Attrezzo con intensificatore idraulico SN2
idraulico a distanza SR-NAE
Caratteristiche• Operazione elettro-idraulica• Sono disponibili C Frame con varie profondità di gola che
possono essere intercambiate rapidamente• La forza di giunzione può essere continuamente modificata
da 20 – 50 kN (4.500 – 11.240 lbf)• Con un‘attrezzatura speciale la ESN50 può essere anche
usata per rimuovere i giunti con rivetti auto-perforanti• Il ciclo si arresta automaticamente dopo che la forza di
giunzione è raggiuntaVantaggi• Larga gamma di utilizzo, dalla campionatura, prototipazione
e riparazione all‘uso per produzione di bassi volumi.• Può anche essere usato per piazzare dadi e perni da clinca-
re e anche dadi e perni auto-trancianti
Caratteristiche• Intensificatore idraulico con pinza manuale o fissa• Taratura della pressione regolabile tramite pressostato• Vari C Frame, sia manuali che fissi, possono essere collegati
alla centralina tramite attacco rapidoVantaggi• Può essere usato in una vasta gamma di applicazioni, dalla
campionatura alla produzione di basso volume• Le pinze possono essere equipaggiate con attrezzature
differenti, così che la SN2 può essere usata per rivettare e clincare
• Può anche essere usata per piazzare dadi e perni a clincare e dadi e perni perforanti
Caratteristiche• Attrezzo manuale idraulico di basso costo• Potenza 2HP 208VAC• La forza di serraggio può essere continuamente adattata da
20 – 50 kN (4.500 – 11.240 lbf)• Adatto per applicazioni di medio volume con caricamento
manuale • Può essere equipaggiato con vari equipaggiamenti per piaz-
zare perni e dadi da clincare o rivetti perforanti
Attrezzo con azionamento

10
Attrezzature d‘installazione Attrezzatura di rivettatura auto-perforante Portariv®
L‘attrezzo di rivettatura auto-perforante Portariv® è formato da componenti modulari: l’unità di potenza, il control panel, il sistema di alimentazione dei rivetti e il gruppo pinza. Sono disponibili due sistemi modulari standard: un sistema per alti volumi che può essere equipaggiato con un sistema di monitoraggio di processo, e un sistema per medi volumi, che combina le prestazioni con un progettazione compatta.
I sistemi di installazione sono adattati agli specifici processi di produzione – dai sistemi azionati dall‘operatore alle linee di assemblaggio automatizzato. I moduli di rivettatura e i C Frame, possono essere progettati in configurazioni differenti per ottemperare a difficili condizioni di accessibilità o per assemblare larghi componenti o di forma complessa.
A causa dei loro brevi tempi ciclo, questi sistemi forniscono un processo di lavoro molto efficiente, riducendo i tempi di assemblaggio al minimo.
Caratteristiche e vantaggi chiave• Due sistemi standard disponibili: - sistema per alti volumi che può essere equipaggiato con un sistema di monitoraggio di processo - sistema per medi volumi per produzioni di serie che non richiedono monitoraggio di processo• Tempi ciclo tra 2,5 e 5,0 secondi in normali condizioni operative, dipendenti dalla lunghezza del tubo e dalla corsa del cilindro
• Disponibili sistemi manuali o montati su robot• Integrazione flessibile in linee di produzione esistenti• Disponibili moduli multi-testa e altri dedicati• Il sistema di alimentazione a vibratore e componenti pneumatici esclusivi assicurano un‘alimentazione affidabile• Aumento della produttività• Assicura un giunto di qualità
Sistema per medi volumi Sistema per alti volumi Pinza fissa per Portariv®
Pinza per superfici di difficile accesso
Pannello di controllo per Portariv® (disponibile solo in Europa)

11
Attrezzi manipolati da robot (sinistra) o attivati da pedale (destra) sono appena alcune delle configurazioni possibili con il sistema Portariv®.
Attrezzature d‘installazione
Attrezzatura di monitoraggio del processo
Esempi di configurazioni per Portariv®
L‘attrezzatura d‘installazione Portariv® autoalimenta pneumaticamente il rivetto direttamente dal sistema di alimentazione al modulo di assemblaggio in un’unica operazione.
Il sistema può essere equipaggiato con un sistema di monitoraggio di processo per controllare il piazzamento di ciascun ri-vetto in tempo reale. Questo assicura che ciascun giunto rientri entro i parametri programmati per una corretta installazione. Il sistema di monitoraggio attraverso un processore controlla e analizza i dati in arrivo dai trasduttori di pressione e lineare. Il software è stato progettato in modo che i sensori possono essere tarati.
Il sistema monitorizza la forza di installazione e la corsa del cilindro durante il piazzamento di ciascun rivetto. Il dato è conver-tito in una forza di spostamento grafica per ciascun piazzamento. Il software compara questo grafico con i limiti di tolleranza, predeterminati dai precedenti piazzamenti controllati e impostati. Se il grafico cade fuori dai limiti di tolleranza, il ciclo della macchina si ferma e il software indica un avviso di errore.
Grafico della forza di spostamento Curva di misurazione della forza d‘installazione
Preser-raggio Perforazione
Forza di assemblaggio
Bloccaggio meccanico
Pretensione

12
ØD1 ØD1
ØD2 ØD2K K
L L
ØD1 ØD1
ØD2 ØD2K K
L L
ØD1 ØD1
ØD2 ØD2
K K
L L
150°/154°150°/154°
Serie FSD: acciaio, camera smussataSerie FSE: acciaio, camera quadrataSerie FBD: acciaio inox, camera smussataSerie FBE: acciaio inox, camera quadrata
Serie FSC: acciaio, camera smussataSerie FSS: acciaio, camera quadrataSerie FBC: acciaio inox, camera smussataSerie FBS: acciaio inox, camera quadrata
Serie FST: acciaio, camera smussataSerie FSU: acciaio, camera quadrataSerie FBT: acciaio inox, camera smussataSerie FBU: acciaio inox, camera quadrata
Rivetti auto-perforanti Fastriv® Testa bombata
Testa svasata
Testa piatta
La prestazione ottimale è dipendente dallo spessore del materiale e dalla durezza. E‘ necessario fare test per determinare la corretta scelta del rivetto e delle configurazioni della matrice per applicazioni specifi-che. Per favore contattate un tecnico di applicazione Avdel per l‘assistenza. Rivetti dedicati possono essere prodotti su speciale richiesta (es. diam. 5,3 mm,lunghezze maggiori, differenti trattamenti termici, finiture addizionali).
Nota ØD1L
± 0,15ØD2
± 0,3K
± 0,1
3,2
3,0
6,5 1,0
3,54,04,55,05,56,0
3,9
4,5
8,0 1,25,05,56,06,57,0
4,8
5,0
9,5(8,51)
1,5
5,56,06,57,07,58,08,59,09,5
tutte le dimensioni in mm; 1) per testa svasata
Camera smussata
Camera smussata
Camera smussata
Camera quadrata
Camera quadrata
Camera quadrata

13
Equipaggiamento per trasporto aereo
Success story con i sistemi Fastriv® I sistemi di rivettatura auto-perforante Fastriv® stanno aumentando la produttività e abbassando i costi in una vasta gamma di industrie automotive e industriali, dall‘assemblaggio di lamiere metalliche alle costruzioni e ai prodotti in plastica.
I rinforzi degli spallamenti e degli angoli di questo pallet per trasporto aereo sono fissati con rivetti auto-perforanti svasati Fastriv®. A causa della grande dimensione del pallet, la pinza è supportata su un sistema di bilanciamento.
Tutti le posizioni di rivettatura sono guidate manualmente. Un sistema a tramoggia alimenta i rivetti automaticamente per gravità. L‘eliminazione della foratura e l‘alimentazione automatica dei rivetti hanno ridotto i tempi ciclo in modo significativo.
Componenti per costruzioni edili
Questi architravi per servizio edile pesante possono portare carichi fino a 45 kN (10.000 lbs). Essi sono prodotti in due sezioni di acciaio con uno spessore combinato di materiale fino a 6,4 mm (0,25"). All‘inizio per l‘assemblaggio era usata la saldatura a punti, ma questo meto-do forniva una consistenza del giunto scarsa e richiedeva un lavoro di ripresa per correggere la superfice rivestita danneggiata.
Il sistema di rivettatura auto-perforante Fastriv® produce i giunti ad alta resistenza richiesti per questa applicazione critica e non danneggia le lamiere rivestite.Gli architrave in acciaio lunghi fino a 2 metri sono assemblati su una macchina di rivettatura a 2 teste dedicata. Il piazzamento dei rivetti è sfalsato a sinistra e destra a una distanza di 30 cm (11,81"). Alla fine degli architravi, i rivetti sono piazzati paralleli uno all’altro. Due vibratori di alimentazione permettono al sistema di essere completamente automatizzato, garantendo una migliore produttività.
Prodotti di consumo
Un sistema di rivettatura a 12 teste è integrato in una linea di produzione automatica per l‘assem-blaggio di scale in alluminio. Ciascun scalino è fissato simultaneamente al telaio della scala.
La macchina può essere usata per differenti dimensioni di scale. Altri vantaggi includono tempi ciclo più corti, riduzione costi, eliminazione dei fori di inserzione, e un prodotto finito più robusto e affidabile.
Questo blocca sterzo richiede un fissaggio costante ad alta resistenza per soddisfare le esigenze anti-manomissione. I rivetti Fastriv® soddisfano queste esigenze, in più possono essere usati dopo che i componenti sono verniciati, aumentando la flessibilità produttiva e minimizzando i tempi ciclo.
I rivetti auto-perforanti Fastriv® sono piazzati con un sistema di rivettatura a colonna con un modulo di alimentazione automatico. Questo sistema è stato facilmente integrato nella linea di produzione esistente.

14
Sotto-assiemi automotive
Success story con i sistemi Fastriv®
L‘innovativa introduzione risparmia-peso di una barra di impatto laterale fatta di alluminio e sostegni in acciaio ha richiesto un‘efficiente alternativa alla saldatura. E‘ stata anche ottenuta una resistenza a taglio di 16 kN (3.597lbf). Insieme a un system integrator, Avdel ha progettato una macchina di produzione completamente automatizzata con monitoraggio di processo che produce 18 barre di impatto laterale al minuto.
I rivetti auto-perforanti Fastriv® consentono che i componenti di questo sedile per auto siano assemblati dopo la verniciatura. Per estetica i rivetti sono verniciati per uguagliare il colore del componente, eliminando la necessità di cappucci colorati. La macchina di assemblaggio produce due modelli in una cella, usando due differenti rivetti alimentati a una pinza a C mon-tata su robot. La parte bassa della pinza che contiene la matrice ruota di 180°, permettendo l‘uso di due differenti matrici per fornire la resistenza del giunto ottimale.
I materiali di plastica e di acciaio di questo componente di airbag richiedono giunti con alta resistenza al taglio per soddisfare le rigorose esigenze di prestazione. I rivetti auto-perforanti Fastriv® furono scelti per incontrare queste necessità.
I componenti sono assemblati automaticamente con un sistema di monitoraggio di processo, che controlla la qualità del giunto e che assicura il corretto numero dei rivetti piazzati nella sue giuste posizioni.
Strutture automotive
Questa struttura è assemblata con rivetti auto-perforanti Fastriv® e una pinza a C di peso leg-gero. La pinza a ha una gola profonda 850 mm e può essere manipolata con un robot grazie al suo basso peso di 140 Kg (310 lbs). Questa pinza è usata per tutte le posizioni dei rivetti.
Questo componente della carrozzeria consiste in una lamiera di alluminio, una fusione, e una estrusione con differenti spessori di materiale. A causa della più alta resistenza a fatica del giunto con rivetto auto-perforante (comparato a un punto di saldatura), il numero dei giunti fu ridotto drasticamente.

15
Operazione
Il concetto Avdel
Esempio
Repair concept per giunti con rivetti auto-perforanti
Di principio un giunto fatto con rivetti auto-perforanti è un “giunto non rimovibile”. A volte può essere necessario disassem-blare questi giunti. Questo può accadere nel lavoro di ripresa o nelle riparazioni di assistenza, per esempio a causa di danni ai componenti che devono essere uniti. La scelta delle procedure di disassemblaggio necessita di essere fatta caso per caso dopo le analisi di accesso del giunto. Un tecnico di applicazione Avdel può assistervi nel determinare il corretto metodo di riparazione.
Avdel offre kit di riparazione che sono adatti alle vostre speci-fiche necessità. La base di ciascun kit è l‘attrezzo a batteria ESN50 con una forza regolabile da 20 a 50 kN. L‘attrezzo può essere equipaggiato con differenti pinze per adattare le variazioni di accesso dell‘attrezzatura nell‘applicazione. I set dell‘attrezzatura possono essere combinati in funzione della specifica esigenza.
Operazione: pressate fuori il rivetto auto-perforante dal giunto di tre strati.Dopo la rimozione di tutti i giunti può essere assem-blato un nuovo componente usando per esempio nuovi rivetti auto foranti, o rivetti ciechi o solidi.
Esempio di un kit completo di riparazione con numerosi accessori.
I kit sono adattati alla esigenze del cliente.

16
Holding your world together®
www.avdel-global.comwww.infastech.com
Il vostro distributore locale per i sistemi di assemblaggio con rivettatura auto-perforante Fastriv® è:
Avdel®, Fastriv®, Portariv® and Holding your world together® sono marchi registrati di Avdel UK Limited. Infastech™ e Our Technology, Your Success™ sono marchi di Infastech Intellectual Properties Pte Ltd. I nomi ed i loghi delle altre società qui menzionate possono essere marchi dei loro rispettivi proprietari. Questo documento è solo a scopo informativo. Infastech non offre garazanzie, espresse o implicite, in questo documento. I dati indicati sono soggetti a modifica senza preavviso come risultato della politica di continuo sviluppo e miglioramento del prodotto. Il vostro rappresentante locale Avdel è a vostra disposizione se avete bisogno di confermare le ultime informazioni.
02.2
011
• ©
201
1 In
fast
ech
Prin
ted
in G
erm
any
AUSTRALIAInfastech (Australia) Pty Ltd.891 Wellington RoadRowvilleVictoria 3178Tel: +61 3 9765 6400Fax: +61 3 9765 [email protected]
CANADAAvdel Canada Limited1030 Lorimar DriveMississaugaOntario L5S 1R8Tel: +1 905 364 0664 +800 268 9947 toll-freeFax: +1 905 364 0678 +800 594 7661 [email protected]
CINAInfastech (China) Ltd.RM 1708, 17/F., Nanyang Plaza,57 Hung To Rd., Kwun TongHong KongTel: +852 2950 0631Fax: +852 2950 [email protected]
COREA DEL SUDInfastech (Korea) Ltd.212-4, Suyang-Ri,Silchon-Eup, Kwangju-City,Kyunggi-Do, Korea, 464-874Tel: +82 31 798 6340Fax: +82 31 798 [email protected]
FRANCIAAvdel France S.A.S.33 bis, rue des ArdennesBP4 75921 Paris Cedex 19Tel: +33 (0) 1 4040 8000Fax: +33 (0) 1 4208 [email protected]
GERMANIAAvdel Deutschland GmbHKlusriede 2430851 Langenhagena partire da dicembre 2011:Rotenburger Str. 2830659 HannoverTel: +49 (0) 511 7288 0Fax: +49 (0) 511 7288 [email protected]
GIAPPONEInfastech Kabushiki KaishaCenter Minami SKY, 3-1 Chigasaki-Chuo, Tsuzuki-ku,Yokohama-city, Kanagawa PrefectureJapan 224-0032Tel: +81 45 947 1200Fax: +81 45 947 [email protected]
INDIAInfastech Fastening Technologies India Private LimitedPlot No OZ-14, Hi Tech SEZ,SIPCOT Industrial Growth Center,Oragadam, Sriperumbudur Taluk, Kanchipuram District,602105 TamilnaduTel: +91 44 4711 8001Fax: +91 44 4711 [email protected]
ITALIAAvdel Italia srlViale Lombardia 51/5320861 Brugherio (MB)Tel: +39 039 289911Fax: +39 039 [email protected]
MALESIAInfastech (Malaysia) Sdn BhdLot 63, Persiaran Bunga Tanjung 1,Senawang Industrial Park70400 SerembanNegeri SembilanTel: +606 676 7168Fax: +606 676 [email protected]
REGNO UNITOAvdel UK LimitedPacific House2 SwiftfieldsWatchmead Industrial EstateWelwyn Garden CityHertfordshire AL7 1LYTel: +44 (0) 1707 292000Fax: +44 (0) 1707 [email protected]
SINGAPOREInfastech (Singapore) Pte Ltd. 31 Kaki Bukit Road 3#05-03/06 TechlinkSingapore, 417818Tel: +65 6372 5653Fax: +65 6744 [email protected]
SPAGNA Avdel Spain S.A.C/ Puerto de la Morcuera, 14Poligono Industrial Prado OveraCtra. de Toledo, km 7,828919 Leganés (Madrid)Tel: +34 91 3416767Fax: +34 91 [email protected]
TAIWANInfastech/Tri-Star LimitedNo 269-7, Baodong Rd, Guanmiao Dist.,Tainan CityTaiwan, R.O.C 71841Tel: +886 6 596 5798 (ext 201)Fax: +886 6 596 [email protected]
THAILANDIAInfastech Thai Co., Ltd.64/132 Moo 4 Tambon PluakdaengAmphur Pluakdaeng Rayong21140 ThailandTel: +66 (0) 38 656360Fax: +66 (0) 38 [email protected]
USAAvdel USA LLC614 NC Highway 200 SouthStanfield, North Carolina 28163Tel: +1 704 888 7100Fax: +1 704 888 [email protected]
Infastech (Decorah) LLC1304 Kerr DriveDecorah, IA 52101Tel: +1 563 382 4216Fax: +1 563 387 3540


![Programa córnea final [Modo de compatibilidad]extranet.hospitalcruces.com/doc/adjuntos/CORNEAL... · 17:10: Absceso corneal y endoftalmitis en herida corneal perforante. Cristina](https://img.pdfslide.tips/doc/110x75/5afaf6fc7f8b9a19548ea1da/programa-crnea-final-modo-de-compatibilidad-10-absceso-corneal-y-endoftalmitis.jpg)