Embed Size (px)
Citation preview
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
SISTEMA SLP
A base do sistema SLP está na priorização dos fluxos de materiais entre os diversos setores da empresa, de modo a minimizar a distância percorrida pelos materiais que são movimentados em grandes quantidades. No entanto, são também necessárias algumas avaliações de conveniência de proximidade ou distanciamento entre setores, por razões legais, de segurança, de barulho, etc.
A análise das informações sobre o produto, quantidade, roteiro (processos e equipamentos), serviços de suporte e tempo constitui os dados preliminares básicos para o desenvolvimento de um projeto de arranjo físico. Outro dado preliminar é a identificação das várias atividades (ou áreas) incluídas no arranjo.
O fluxo de materiais muitas vezes é o fator predominante para o arranjo físico de indústrias. Além das áreas de produção, também as áreas de serviços de suporte deverão ser levadas em conta no planejamento. Portanto, o levantamento do Diagrama de inter-relações entre as atividades é freqüentemente de igual ou maior importância que o de fluxo de materiais. Esses dois fatores são combinados no Diagrama de fluxo e/ou inter-relação onde as diversas atividade, departamentos ou áreas estão geograficamente relacionados entre si, sem considerar o espaço que cada um deles requer.
Em seguida, tem-se os Requerimentos de Espaço, obtidos por meio da análise de máquinas e equipamentos utilizados na produção e dos serviços envolvidos. Esses requerimentos devem ser balanceados de acordo com a Disponibilidade de Espaço.
Integrando o resultado dessa balanceamento ao diagrama de fluxo e/ou inter-relações, obtém-se o Diagrama de inter-relações entre espaços. Ele não é o arranjo físico definitivo, pois necessita ser ajustado e modificado ao se levar em conta todas as Considerações de Mudança: métodos de movimentação, recursos de estocagem, fatores relativos ao terreno e à construção, necessidades do pessoal, serviços auxiliares, suprimentos, controles e procedimentos. Cada idéia ou consideração que surgir deverá ser comparada frente às Limitações práticas: custo, segurança, códigos de construção, edifícios já existentes, energia disponível, etc.
Concluída esta fase, ter-se-á alguns projetos alternativos. O próximo passo será determinar qual deles será selecionado, o que é feito por meio de análises de custos e fatores intangíveis (avaliação de arranjos físicos alternativos ou avaliação de custos e fatores intangíveis). Como resultado, chega-se ao arranjo físico selecionado.
Os projetos dos produtos e as previsões de vendas devem ser integrados à análise P-Q ou análise volume-variedade ou estudo de composição de produtos. Junto às análises do processo, serviços e tempos, leva à identificação ou ao delineamento das atividades individuais (áreas, grupos de máquinas, estações de trabalho) e à determinação do tipo de arranjo físico.
Planejamento do arranjo físico detalhadoInclui o planejamento detalhado de cada máquina e equipamento, passagens, áreas para
armazenagem, serviços e áreas estabelecidas no arranjo de blocos durante a fase anterior.
À medida que os detalhes são trabalhados, o arranjo geral poderá necessitar, dentro de certos limites, de ajustes e mudanças.
Considerar-se-á a movimentação dos materiais e as inter-relações internas a cada uma das áreas departamentais. Os requerimentos de espaço são, nesta fase, os espaços necessários par o funcionamento de cada máquina ou equipamento e o diagrama de inter-relações entre espaços agora passa a ser um esboço de arranjo feito com modelos das máquinas, dos equipamentos, dos homens, dos materiais e dos produtos.
Página 1
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Localização
O projeto do layout detalhado envolve a localização de cada máquina e equipamento. Num outro extremo, está o problema da localização industrial.
O problema da localização é composto de 3 elementos essenciais: o que se deseja, o que é disponível e o que é mais adequado.
A metodologia de localização segue a mesma lógica da localização industrial.
Erros mais comunsA definição insuficiente dos objetivos é a causa principal dos problemas que surgem durante
a análise da localização. Alguns dos erros mais comuns são:
requerimentos esquecidos e pesquisas incompletas
importância exagerada aos custos do terreno
pouca atenção aos custos de transportes
precipitação na escolha devido a incentivos governamentais
preferências pessoais, pré-julgamentos exercidos por executivos-chave, governando a seleção em lugar de fatos reais
resistência à mudança por parte dos executivos-chave
áreas de alta concentração industrial, tendendo à saturação
julgar o suprimento potencial de mão-de-obra em termos de valor do salário, abandonando os fatores produtividade, padrões de trabalho e tradição
os padrões culturais e educacionais são tão baixos que as pessoas-chave da comunidade aceitam qualquer empregador novo
basear a mudança somente em lucros imediatos ou a curto prazo
falta de coordenação e controle inapropriado do estudo de seleção do terreno, e representação não-equitativa dos grupos importantes dentro da organização
erros ou falta de rapidez no reconhecimento de mudanças em áreas de mercado, em métodos de transporte, matérias-primas e outros elementos importantes na redução de custos
seleção de um terreno muito pequeno
falta de planejamento a longo prazo, com preocupação demasiada com problemas cotidianos
A área construída é a área coberta do terreno e não a área utilizável da construção. Chama-se área útil do terreno a área total do terreno menos a área construída.
Dados de entrada (ver capítulo estudado anteriormente)
Página 2
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Fluxo de materiais
O terceiro ponto na resolução dos problemas de planejamento de arranjo físico é o roteiro ou o processo de fabricação. Ele representa a seqüência de operações, ou seja, como o item será fabricado.
O processo de fabricação estabelece a seqüência de operações necessárias para produzir P na quantidade Q em um tempo de operação T ótimo, levando em conta outros vários fatores, como desenvolvimento tecnológico, equipamentos disponíveis, mão-de-obra, investimento necessário, custo de operação, etc.
Ao se receber o roteiro, deve-se analisá-lo e sugerir todas as modificações que se façam necessárias.
A cada etapa do processo de fabricação devem ser feitas as seguintes perguntas:
1 – Eliminação : a operação é necessária ou pode ser eliminada?
2 – Combinação : a operação pode ser combinada com outra operação?
3 – Mudança de seqüência, locais ou pessoas : pode haver alguma mudança nesses fatores?
4 – Melhoramentos : o método de execução da operação ou de seu equipamento pode ser melhorado?
Fluxo de materiais – a base da maioria dos arranjos físicos
A análise de fluxo de materiais consiste na determinação da melhor seqüência de movimentação dos materiais através das etapas exigidas pelo processo e a determinação da intensidade ou magnitude desses movimentos. O fluxo deve permitir que o material se movimente progressivamente durante o processo, sem retornos, desvios, cruzamentos, etc.
Toda vez que a movimentação dos materiais for a parte preponderante do processo de fabricação, a análise do fluxo de materiais será a base do planejamento das instalações.
Carta de processo
A partir do diagrama de fluxo, pode-se iniciar o projeto do arranjo, já que ele constitui um recurso gráfico que facilita a visualização do fluxo. Para tanto, utiliza-se a linguagem simbólica originalmente desenvolvida por Frank e Lillian Gilbreth, e posteriormente modificada por duas comissões pela American Society of Mechanical Engineers.
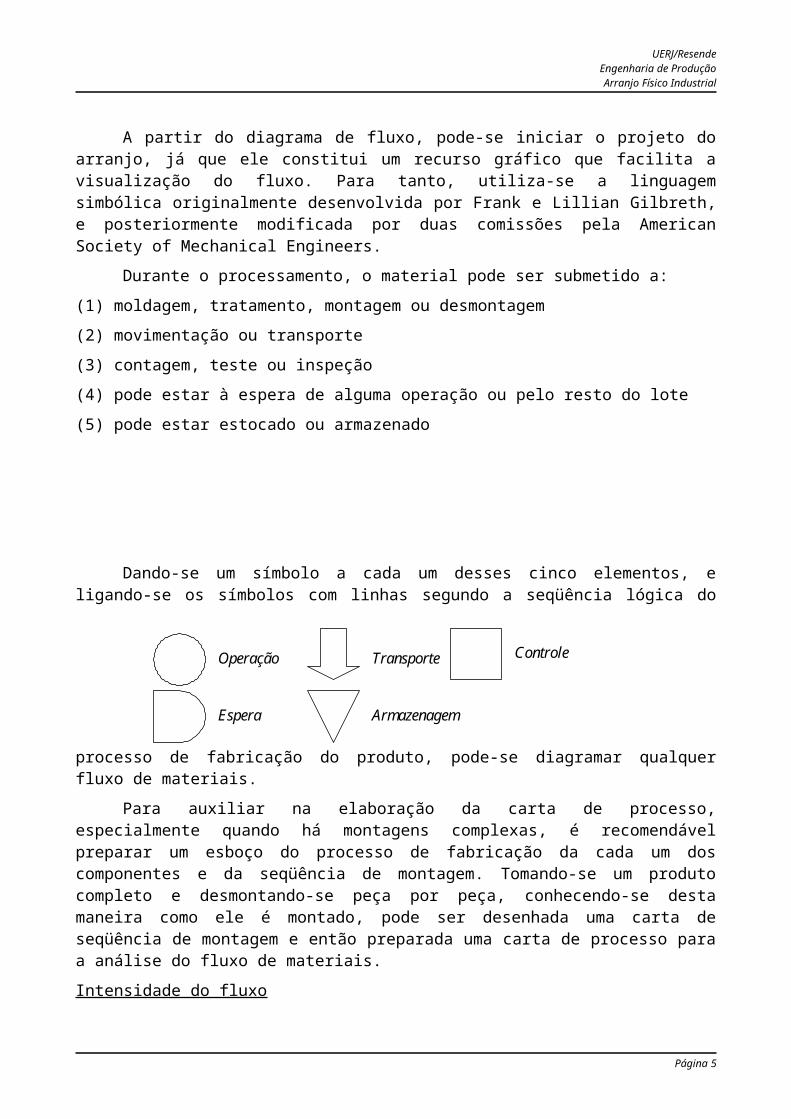
Durante o processamento, o material pode ser submetido a:
(1) moldagem, tratamento, montagem ou desmontagem
(2) movimentação ou transporte
(3) contagem, teste ou inspeção
(4) pode estar à espera de alguma operação ou pelo resto do lote
(5) pode estar estocado ou armazenado
Página 3
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Dando-se um símbolo a cada um desses cinco elementos, e ligando-se os símbolos com linhas segundo a seqüência lógica do processo de fabricação do produto, pode-se diagramar qualquer fluxo de materiais.
Para auxiliar na elaboração da carta de processo, especialmente quando há montagens complexas, é recomendável preparar um esboço do processo de fabricação da cada um dos componentes e da seqüência de montagem. Tomando-se um produto completo e desmontando-se peça por peça, conhecendo-se desta maneira como ele é montado, pode ser desenhada uma carta de seqüência de montagem e então preparada uma carta de processo para a análise do fluxo de materiais.
Intensidade do fluxo
Na análise do fluxo de materiais, além da seqüência de movimentos, é necessário estudar a intensidade ou magnitude do fluxo dos materiais e considerar os refugos, perdas e sobras.
A análise de fluxo é feita para coordenar as inter-relações entre operações ou atividades. A magnitude do movimento (ou intensidade de fluxo) nos diversos roteiros ou caminhos é uma medida básica de importância relativa de cada ramo do roteiro e da proximidade relativa das operações.
Na análise da movimentação de materiais para um arranjo, o fluxo de perdas e refugos é um elemento fundamental.
Em setores que trabalham com corte de chapas de metal, as rebarbas chegam a representar de 20% a 30% da tonelagem envolvida. Geralmente, os refugos envolvem materiais sujos, cortantes, volumosos e perigosos, o que exige métodos de movimentação diferentes para movimentação dos materiais e componentes em processamento. Não se deve em hipótese alguma relegar este fluxo a segundo plano durante o planejamento do arranjo físico.
(ver exemplo da sala de aula)
Carta de processos múltiplos
Quando há três ou quatro produtos deve ser feita uma carta de processo para cada um deles. Mas, quando são vários produtos – até dez, dependendo da natureza dos produtos – será melhor usar a Cata de processos múltiplos, especialmente quando houver operações de montagem.
Esta carta junta todos os produtos em uma única folha de papel. A primeira coluna à esquerda é reservada para as operações e cada uma das outras colunas é reservada para um dos produtos (A, B, C, ...).
O roteiro de cada produto é traçado por meio das operações pré-identificadas. Com esses roteiros diagramados lado a lado pode-se fazer uma comparação dos fluxos de cada produto.
O objetivo do nosso arranjo é obter um fluxo progressivo com o mínimo de retornos e aproximar ao máximo as operações entre as quais haja uma alta intensidade de fluxo. Isso pode ser feito trocando-se a ordem das linhas horizontais (operações) da carta até se obter a seqüência ótima.
Página 4
Operação
Armazenagem
ControleTransporte
Espera
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Classificação e seleção
Quando o número de itens fica entre trinta e cinqüenta haverá muitas colunas a comparar numa só folha. Seria bastante prático caso se utilize alguma forma de agrupá-los. A partir deste agrupamento, pode-se trabalhar com a carta de processo ou com a carta de processos múltiplos para o problema de fluxo.
Análises deste tipo leva a um arranjo misto, que não chega a ser linear ou por processo, mas uma mistura de ambos. Esse tipo de arranjo é vantajoso na redução de movimentação, de supervisão e controle da produção e de perdas na utilização de equipamentos.
Quando não for possível agrupar todos os itens, sugere-se a seleção de itens que representem as “piores” condições. Essa seleção se apoia no princípio de que, se o arranjo suporta os “piores” itens, ele pode suportar todos os outros. Seleciona-se então de três a cinco itens classificados como “péssimos” : mais pesados, maiores, mais desagregados, mais frágeis, mais perigosos, mais caros, com maior número de operações, maior quantidade, maiores problemas de qualidade, problemas de refugos e perdas, etc.
Análise do fluxo de materiais
Viu-se anteriormente que o tipo de análise de fluxo a ser empregado depende do volume e da variedade dos itens envolvidos. Isso leva de volta ao diagrama P-Q.
Durante a Fase II do planejamento do arranjo, quando a variedade de itens é pequena, mas a quantidade é grande, usa-se a carta de processos. À medida que a variedade de itens cresce, deve-se utilizar outros meios para a análise de fluxo, como a carta de processos múltiplos.
A forma mais fácil de fazer a análise de qualquer fluxo de material é trabalhar diretamente com as listas de operação ou folhas de processo, apesar de estas poderem não ser uma representação exata de fluxo, já que pode haver um determinado número de possíveis mudanças de operação. Além disso, a movimentação de refugos, peças que retornam aos centros para serem retrabalhadas, materiais auxiliares e suprimentos não aparecem nas listas de operação. Produtos rejeitados pelo consumidor, sobras que retornam ao estoque, vasilhames vazios e, freqüentemente, material de embalagem são itens que não aparecem nas cartas de roteiro ou processo convencionais. Paradas, estoques intermediários, desvios para contagens e inspeções não planejadas envolvem movimentação de material (e por conseguinte relações e influências) que não consta das folhas de operação. Isso significa que um fluxo de material baseado nos roteiros oficiais da empresa pode não representar exatamente o que ocorrerá na prática.
É bastante interessante medirem-se os movimentos dentro da área de operações.
Paralelamente à verificação quantitativa da execução das rotinas, deve-se fazer a verificação qualitativa do fluxo. A unidade de medida da intensidade de fluxo deve-se relacionar `quantidade, ao tamanho, ao peso e à forma das peças, componentes e materiais em movimentação, e às condições de cada um.
Diagrama de fluxo e/ou inter-relações
Nesta etapa busca-se uma visualização dos dados, cálculos e análises feitas até este ponto. Deve-se agora transformar essas informações sobre a seqüência de atividades e proximidades relativas em um esboço de localização.
Página 5
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Construção do diagramaComeça-se pelas inter-relações mais importantes, seguindo-se as de menor importância.
As condições necessárias para construir o diagrama são:
1. uma simbologia para a identificação de cada atividade, área ou característica
2. Um método para indicar a proximidade relativa entre as atividades, a direção e a intensidade do fluxo de materiais
Ao se diagramar as inter-relações da carta de interligações preferenciais, o fluxo de materiais já deve ter sido incorporado aos serviços de suporte e outras atividades que não o fluxo.
Diagramação do fluxoPode-se acompanhar o material desde a entrada até o final do roteiro ou iniciar com os dois
departamentos ou atividade de maior intensidade de fluxo.
O diagrama é construído através de várias tentativas sucessivas: inicia-se com um esboço do diagrama e, à medida que mais informações são acrescentadas, surgem vários diagramas alternativos.
Fluxo para vários produtosPode ser feito um diagrama para cada produto ou um único diagrama com diferentes cores,
letras ou símbolos para representar diferentes produtos. É melhor reunir todas essas informações durante a construção da carta do que tentar combiná-las na hora da diagramação.
Determinação do fluxoPode-se diagramar o fluxo sobre a planta do arranjo físico atual, pois ficará mais fácil de ser
entendido, permitindo a comparação do fluxo atual com o que será proposto.
Diagramação das inter-relações entre atividadesQuando o fluxo não é relevante, o diagrama pode ser construído a partir apenas da
classificação de proximidade da carta de interligações preferenciais.
Convenções1. Um símbolo para o tipo de atividade
2. Um número (ou letra) para identificação de cada atividade
3. Um código de número de linhas para a intensidade de fluxo ou grau de proximidade
4. Um código de cores para o valor da intensidade do grau de proximidade (opcional)
5. Uma cor para cada tipo de atividade, durante a construção do diagrama de inter-relações entre espaços (opcional)
Para unir cada par de atividades, usa-se um determinado número para indicar o grau de proximidade.
Quando se representa as inter-relações X, usa-se uma linha sinuosa. Isso representa uma mola que empurra as atividades para longe, uma da outra, em oposição às linhas que podem ser comparadas a elásticos que tendem a juntar as atividades.
Página 6
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Construção do diagrama de inter-relaçõesA partir da carta de interligações preferenciais simples ou combinada com relações de fluxo,
começa-se com as inter-relações da classe A até a classe E, depois da classe I, classe O e classes X e XX.
Dessa forma, serão desenvolvidos alguns diagramas até que se chegue a uma posição ótima.
O diagrama acabado representa a interligação teórica ideal das atividades, independente da área necessária para cada uma e antes que se tenha levado em cota o sistema de movimentação de materiais, estocagem ou outras considerações de mudanças.
Considerações de localizaçãoA diagramação das inter-relações pode ser feita não se levando em conta o local a ser
utilizado. Isso dá liberdade para desenvolver o diagrama sem idéias preconcebidas e restrições ou a considerar as limitações práticas cedo demais.
Por outro lado, poderia tomar muito tempo seguir este caminho. Além disso, em alguns casos, sabe-se a priori que se será obrigado a usar um local preestabelecido, sem nenhuma possibilidade de mudar as características do prédio. Nessas situações, será mais prático fazer a diagramação diretamente sobre a planta dos andares disponíveis.
Determinação dos espaços
Com o arranjo geográfico das diversas atividades envolvidas, deve-se estabelecer a área para cada uma delas. Nesta fase, serão definidos os requerimentos de espaço e disponibilidade de espaço.
Para se decidir qual a localização adequada, será preciso fazer uma estimativa do espaço requerido. Muitas vezes será preciso se aprofundar em considerações detalhadas sobre máquinas, equipamentos, serviços, etc, a fim de determinar os requerimentos gerais de espaços necessários para a resolução do arranjo físico geral.
Os cindo métodos principais de determinação dos requerimentos de espaço, em ordem de precisão (e de utilização, provavelmente) são:
Método numérico
Método da conversão
Padrões esboçados
Arranjos esboçados
Projeção de tendências
Inventário de máquinas e equipamentosPrimeiramente é necessário que se identifique as máquinas e os equipamentos envolvidos no
projeto.
Uma das formas de fazer isso é através da Folha de registro de equipamentos e máquinas que contém todas as informações necessárias.
Método numéricoConsiste em dividir cada atividade ou área em elementos de espaço e subáreas que compõem
o espaço total. Em essência, o método faz a determinação da área de cada elemento de espaço,
Página 7
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
multiplica-se pelo número de elementos necessários para a realização do trabalho e adiciona um espaço extra, em geral não rateado entre os elementos.
Cada equipamento e máquina é listado, anotando-se a área ocupada pela máquina, a área de trabalho do operador e a área para manutenção e colocação do material. A soma dessas áreas fornece a área total para a máquina em questão. Para que se calcule o número de máquinas necessárias em qualquer projeto, deve-se conhecer o tempo de operação para cada peça, o número de peças por ano ou por período, as tolerâncias por tempo ocioso, refugos, etc. Deve-se considerar também uma folga devido a ineficiências e atrasos no processo, quebras de máquinas, picos de produção. A capacidade ociosa de determinada máquina pode ser utilizada para trabalhos excedentes de outras áreas, embora isso possa acarretar movimentação excessiva de materiais. Pode-se investir na máquina ou simplificar o trabalho, visando otimizar os arredondamentos no cálculo de máquinas.
Método de conversãoToma-se como base para cálculo dos espaços para o arranjo físico os espaços atualmente
utilizados. Deve-se ajustar o espaço existente às necessidades reais e convertê-las para cada uma das áreas individuais.
Este método é aplicável especialmente quando:
a) o projeto deve ser feito em curto prazo
b) os requerimentos para a Fase I estão ainda sendo levantados
c) a natureza do trabalho em qualquer atividade ou área é tão diversificada ou complicada que não se justificam cálculos detalhados
d) os elementos-chave, necessários para os cálculos (informações P e Q), não são suficientemente precisos para justificar o método numérico
É comum que se calcule os requerimentos de espaço para áreas de fabricação e que se utilize o método da conversão para o estabelecimento das áreas de estoque e serviços de suporte.
Padrões de espaçoO emprego dos padrões de espaço não é tão simples. Há um grande perigo em adotar
padrões estabelecidos por outra pessoa, a menos que se tenha conhecimento de tudo o que o elemento de espaço envolve, das condições de trabalho (atuais ou previstas) e como recorrer aos dados que deram origem as estabelecimento dos padrões. O fato de terem sido considerados bons para estas empresas não significa que possam ser adotados como gerais.
Arranjos esboçadosSe se possui uma planta do espaço disponível e os templates do equipamento e, em
particular, se certas atividades são críticas ou de alto investimento, seria recomendável esboçar o arranjo físico detalhado de certas áreas e utilizá-lo no cálculo dos requerimentos de espaço. Este procedimento é recomendável para áreas críticas ou de alto investimento, equipamento relativamente fixo, maquinaria pesada ou para linhas com múltiplas estações de trabalho (por exemplo, uma linha de montagem com correia transportadora). Além disso, administradores e supervisores de operação tendem a confiar nos requerimentos de espaço pelo projetista quando podem ser um esboço do futuro arranjo.
Para áreas onde o equipamento pode ser movido facilmente, não se deve ser muito analíticos no estudo do arranjo. Deve-se dar atenção adequada ao esboço do arranjo físico para garantir que ele funcione.
Página 8
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Projeção de tendênciasSó é empregado para requerimentos gerais de espaço. Dos cinco métodos, é o menos
preciso. Em termos de planejamento longo prazo ele pode ser completamente suficiente, especialmente no caso de escritórios e depósitos, onde o equipamento é facilmente movimentado, o investimento fixo é relativamente baixo e os itens podem ser usados para mais de um fim.
O método de projeção de tendências estabelece uma relação entre a área e algum outro fator. Por exemplo, metro quadrado por pessoa empregada ou metro quadrado por homens por hora por ano. Pesquisando períodos passados, estabelece-se relações para cada período. Através da comparação dessas relações nos diversos períodos passados, pode-se levantar uma tendência para a relação. Estende-se essa relação procurando seu valor provável.
Formulário de características e área das atividadesNo planejamento do layout, o conceito de espaço total envolve tipo e forma ou configuração.
Pode-se considerar também as características físicas e requerimentos especiais que diferenciam seu tipo e forma.
Sabe-se que certos tipos de operações, água e sistemas de drenagem são partes vitais da instalação.
Requerimentos de espaço x espaço disponívelUm projeto de arranjo físico é mais determinado pelas limitações de espaço do que por
qualquer outro fator, exceto o investimento de capital. As restrições dos investimentos geralmente levam a economias de espaço de edifícios ou novas construções.
Uma coisa é indiscutível: na maioria dos casos, o projetista não tem o espaço que deseja, seja em tamanho ou em configuração. Isso significa que haverá necessidade de um balanceamento entre o espaço requerido e o espaço disponível.
Isso significa classificar as áreas para decidir quais as que devem manter o tamanho e quais as que devem diminuir.
Geralmente áreas, flexíveis e sem equipamento fixo se incluem nas que sofrem redução. Depois de tudo, pode-se conseguir de alguma maneira encontrar espaço para depósitos e escritórios. Mas esta é também uma causa de diversos arranjos serem projetados sem áreas adequadas de armazenagem e serviços.
Quanto mais dividido o espaço disponível, o quanto mais diversificadas suas características, mais difícil será o arranjo e maior a probabilidade de aparecer espaços perdidos e ociosos.
Conclusão
Há mais de uma maneira de se resolver o problemas da limitação de espaço. Alguns meios de ação possíveis para a obtenção de “espaço adicional” são apresentados a seguir:
1. Aumentar horas de trabalho: terceiro turno, fins de semana, horas extras
2. Melhorar métodos, processos e equipamentos
3. Melhorar o projeto dos produtos ou simplificar a linha de produtos ou componentes
4. Rever a política de estoque, com plano de distribuição revisado
5. Analisar o planejamento e controle da produção para se obter mais dos recursos existentes
6. Iniciar uma campanha de limpeza e aproveitamento de refugos para conseguir mais espaço
7. Rearranjar o layout existente para a melhor utilização do espaço
8. Utilizar uma solução vertical (empilhamento e mezaninos)
Página 9
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
9. Alugar terrenos adjacentes e movimentar para lá áreas de estocagem e escritórios, liberando espaço para expansão das operações
10. Mandar fazer fora certos produtos ou componentes
11. Vender o prédio atual pode ser melhor que expandir
12. Descentralizar as operações
13. Comprar ou fundir com outras empresas e integrar o trabalho de ambas
Diagrama de inter-relações entre espaços
Na adaptação do espaço ao diagrama, novamente se terá as alternativas de procedimento:
1. Ajustar os espaços considerando o diagrama de fluxo
2. ajustar os espaços pelo diagrama de inter-relações das atividades
3. Ajustar os espaços pelo diagrama combinado de inter-relações de fluxo e outras atividades
Pode-se fazer uma série de aperfeiçoamentos a fim de mostrar informações particulares pertinentes ao projeto do arranjo em questão. Essas aperfeiçoamentos dizem respeito aos prédios existentes x novas construções, ao número de empregados, à necessidade e aos lucros potenciais da expansão ou mudança de localização de alguma atividade, à dificuldade de rearranjo, às condições requeridas pela área e à conveniência das instalações atuais.
Ajustes das inter-relações entre espaçosUma carta de inter-relações entre espaços já é um arranjo, desde que os espaços tenham sido
reunidos a adaptados de forma correta. Esta reunião a adaptação dos espaços pode ser feita de duas maneiras:
1. Esboçando (em escala, no papel quadriculado) várias combinações das alternativas dos ajustes e configurações das atividades envolvidas
2. Movimentando blocos de área unitário para cada uma das áreas envolvidas, montando com eles vários arranjos
As vantagens do primeiro método são: pronta disponibilidade; cada alternativa é registrada; geralmente o arranjo pode ser reproduzido com facilidade.
As vantagens do método dos blocos de área unitária são: a área total do arranjo será medida somente uma vez, o que no primeiro método se faz para cada um dos esboços; a economia de tempo, já que a codificação dos blocos é feita somente uma vez; e os modelos dos espaços, que poderão ser facilmente entendidos pelo pessoal de operação, da alta administração e outros que hesitam em ler desenhos apesar de estar dispostos a auxiliar no que diz respeito às “suas” áreas.
Quando acontecer de o espaçamento entre colunas ser regular e constante, pode-se utilizá-lo como medida de área.
O emprego de blocos de área unitáriaA teoria da área unitário é baseada no conceito de que qualquer espaço ou área pode se
transformar em quase todas as formas desde que seja subdivido em incrementos ou unidades que sejam suficientemente pequenos. Caso se divida qualquer área, departamento, um unidades de espaço bem pequenas, pode-se arranjar essas unidades em um número infinito de formas.
Página 10
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Os blocos devem ser feitos em escala. A escala básica selecionada deve ser planejada de tal forma que os blocos de área unitário não sejam menores que 1 cm2, caos contrário será difícil a seu movimentação. Eles podem ser feitos de plástico (mais indicado) ou papel e papelão (muito leves).
O método de arranjo de blocos e bastante simples. Ele pode começar com um arranjo que mais se aproxime do diagrama de inter-relações entre atividades ou do diagrama de fluxo de materiais. Se os blocos se ajustarem a um determinado arranjo ou configuração espacial, isto pode ser conseguido por meio da troca de uma unidade de área por quatro blocos de tamanho menor que possibilitem o arranjo. Não se deve perder tempo procurando uma precisão desnecessária neste fase.
Registro das alternativasÉ difícil para o projetista, quando preparar seu diagrama, resistir fazer imediatamente um
ajuste do diagrama transformando-o em uma alternativa de arranjo físico. Quando o projetista faz uma série de ajustes no diagrama de inter-relações entre espaços inicial, ele já está envolvido cm as várias considerações de mudança e limitações práticas.
Quando o diagrama já está arranjado e ajustado, deve-se registrá0lo. Isto significa identificar adequadamente o arranjo e datá-lo. O registro permitirá uma avaliação metódica de cada um deles por meio da comparação posterior de cada uma das fotos e desenhos que representam as várias alternativas de layout. Como deve ser esperado, esta comparação dos vários planos freqüentemente resulta na combinação das melhores características de cada alternativa e um novo layout combinado poderá então ser feito. Este procedimento deve contar com o auxílio da alta administração, da chefia dos departamentos produtivos e de serviço, e de todo o pessoal envolvido no projeto.
Ajuste do diagrama
As considerações de mudança se enquadram em:
1. Métodos de manuseio
2. Recursos de armazenagem
3. Condições do terreno e arredores
4. Necessidades de pessoal
5. Características das construções
6. Serviços de suporte e serviços de auxiliares
7. Procedimentos e controle
8. formas particulares de atividades (já em fase de arranjo físico detalhado)
Certas considerações poderão ser fundamentais para um determinado projeto e à análise dessas considerações será dedicada grande parte do tempo do ajuste. De projeto para projeto há uma série de técnicas para sua análise. A mesma consideração poderá requerer análises diferentes em vários projetos.
Há duas técnicas utilizada quando não for necessária análise detalhada:
- procedimento universal de resolução de problemas
- método de amostragem: os dados serão extraídos por amostragem nas formas atuais de trabalho; o objetivo é coletar informações que possam ser projetadas segundo as condições que irão prevalecer no novo layout que pretende introduzir
Manuseio de materiaisPode ser dividida em 4 fases:
Página 11
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
1. Integração com transporte externo
2. Plano geral de manuseio
3. Planos detalhados de manuseio
4. Implantação
Em primeiro lugar, deve-se saber com que recursos de transporte externo de movimentação de materiais deverá trabalhar, anotando-se as mudanças necessárias. Outro ponto é que no diagrama de inter-relações foi sempre considerada a menor distância, o que nem sempre é fisicamente possível. Localização de corredores, capacidade de carga dos pisos, paredes e divisões afetam a distância real.
Os métodos de manuseio de materiais consistem em de um sistema ou modelo de movimentação, do equipamento ou meio de transporte real e da unidade de transporte (caixas, feixes, tambores).
São três os sistemas pelos quais podem se movimentar os materiais:
1. Sistema direto
Os caminhos vão da origem ao destino pelo caminho mais curto. Quando a intensidade de fluxo é alta e as distâncias são pequenas, este sistema geralmente será mais econômico, especialmente se os produtos tiverem características incomuns e o tempo for fator importante.
2. Sistema de canal
Os materiais são movimentados em conjunto, com rota e fluxo preestabelecidos. Este sistema é o indicado quando as instalações são muito separadas e quando o fluxo é moderado.
3. Sistema central
Os materiais são movimentados em rota preestabelecida do seu local de origem até uma central de classificação e expedição, de onde são levados até seu destino.
Outras considerações de mudança
O layout de armazenamento é a parte mais importante do projeto de depósitos e armazéns.
As considerações acerca das características de construção (pé direito, resistência do piso, espaçamento entre colunas, tipos de janelas, paredes, portas) devem ser consideradas.
Quando se estuda as características da construção deve-se considerar o arranjo modular de áreas. Embora seus custos iniciais de implantação sejam mais altos, suas vantagens são bastante interessantes, podendo superar as desvantagens. As vantagens são:
1. Passagens e corredores em linha reta
2. Regularidade das faces do edifício ou das linhas de colunas – das departamentais, paredes e corredores
3. Comprimento e custo de instalação das linhas de distribuição de suprimentos
4. Facilidade do planejamento, construção e instalação
5. Facilidade e expansão e posterior rearranjo
6. Economia dos custos de manutenção e reparos
Serviços relativos ao pessoal incluem questões como entradas centralizadas ou descentralizadas, sala para empregados e serviços de alimentação.
Página 12
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Considerações sobre segurança, conveniência de acesso para os empregados e questões relativas a sistemas de comunicação, devem ser levadas em conta enquanto o arranjo físico geral toma forma.
Os fatores e as atividades de pouca importância serão ajustados ao diagrama de inter-relações entre espaços em vez de determiná-los inicialmente.
Outro fator de grande importância é o relativo aos procedimentos e controles. Se um projeto de layout não permite que um procedimento de operação e controle seja estabelecido, ele não trará vantagens. O planejamento da produção e o sistema de programação, as fichas de controle, o sistema de programação, as fichas de controle de quantidade, os procedimentos para a contabilidade e uma infinidade de formulários relativos aos procedimentos de operação e respectivas atividades de suporte serão de importância para o funcionamento do layout depois de instalado.
Limitações práticasSão as considerações que ditam restrições ao projeto. São relativas a prédios existentes,
métodos de manuseio de materiais já implantados, sistemas de planejamento e controle das produções em vigor. A política da empresa, os códigos de obras, contratos coletivos de trabalho e regulamentação sobre tratamento de lixo podem afetar o arranjo físico. Mesmo a necessidade de corredores de largura adequada é parte componente de qualquer plano de arranjo físico geral. Indubitavelmente uma das mais importantes limitações é a questão da economia de custos e disponibilidades financeiras par ao investimento.
A cada alternativa que surja haverá uma série de limitações práticas que se deve pesar.
À medida que se trabalha com as considerações e limitações deve-se registrar cada plano alternativo. Ao final, ter-se-á apenas um número relativamente pequeno de alternativas.
Seleção das alternativas
O problema agora é determinar qual das alternativas será a escolhida. Há basicamente três maneiras de se realizar essa seleção:
1. Balanceamento das vantagens e desvantagens
2. Avaliação da análise dos fatores
3. Comparação e justificativa de custos
Cada alternativa deve ser apresentada de maneira clara e deve ser de fácil identificação.
Balanceamento das vantagens e desvantagensO método de listagem de vantagens é provavelmente o mais fácil dos três mencionados, mas
também o menos preciso. Esse sistema de prós e contras envolve apenas listagem de todas as vantagens e desvantagens de cada alternativa. Pode ser feita de uma maneira mais apurada pela classificação da importância de cada vantagem e da influência de cada desvantagem por uma escala de valores numéricos.
Avaliação da análise de fatoresTalvez seja o método mais efetivo. Basicamente o processo é o seguinte:
1. Listar todos os fatores que são considerados importantes ou significativos na seleção do melhor plano
Página 13
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
2. Ponderar a importância relativa de cada um desses fatores em relação a cada um dos outros
3. Avaliar os planos alternativos seguindo um fator de cada vez
4. Reunir esses fatores avaliados e ponderados, e comparar o valor total dos diversos planos
Os critérios devem ser os requisitos importantes que o projeto deve preencher. Os fatores devem ser claramente definidos e de fácil compreensão. Alguns dos fatores mais utilizados são:
- facilidade para futuras expansões
- flexibilidade do arranjo físico
- eficiência do arranjo físico
- eficiência do fluxo de materiais
- eficiência da estocagem
- utilização de espaços
- higiene e segurança
- condições de trabalho e satisfação dos empregados
- utilização das condições naturais, construções e arredores
- compatibilidade com os planos de longo prazo da empresa
Comparação de custosHá dois motivos inteiramente diferentes para se fazer uma análise de custos. No primeiro
caso, o objetivo é justificar um determinado projeto, procurando saber se ele é ou não viável economicamente. No segundo caso, o problema é comparar projetos alternativos para decidir qual deles será o melhor em face de uma determinada operação real.
Na preparação de uma análise de custos, há basicamente dois caminhos que podem ser seguidos. Podemos considerar os custos totais envolvidos ou considerar apenas os custos concernentes ao projeto em consideração.
Há diversos métodos de levantar a viabilidade de um investimento em um projeto de layout (método da taxa de retorno, método do valor atual e método do benefício líquido anual) não havendo opinião unânime sobre qual deles seja o melhor.
A folha de estimativa de investimentos deve ter o registro dos gastos em investimentos e o período em que devem ocorrer.
Com isso e os ganhos do projeto, pode-se calcular o tempo de retorno do capital. Para a decisão final, devem ser considerados também os fatores intangíveis. Os riscos do projeto também devem ser levados em conta na rentabilidade do projeto.
Planejamento de arranjo físico detalhadoEnvolve a localização de cada uma das máquinas e dos equipamentos.
O planejamento detalhado envolve limitações mais específicas. Outra diferença é que importa agora a opinião dos responsáveis diretos pela operação de cada departamento. Deixar de incluir no planejamento as pessoas realmente envolvidas e vitalmente interessadas é um erro que
Página 14
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
poderá levar a um arranjo pouco operacional ou a uma instalação que não funcionará eficientemente.
Grau de planejamento dos recursosComo o planejamento dos detalhes toma um tempo considerável e cada projeto de layout
tem um prazo de execução, será interessante estabelecer uma programação para cada área a ser arranjada.
A classificação AEIOU, quando aplicada às áreas, designará quanto tempo de planejamento será gasto e quais as áreas que praticamente não sofrerão mudanças. Esse sistema de classificação da tenção dada ao planejamento das instalações é chamado grau de planejamento dos recursos. Em seguida, além de graduar o tempo de dedicação também classifica os investimentos necessários.
A repetição do sistema SLPNa área detalhada utiliza-se novamente o sistema SLP. Estabelece-se quais os produtos
envolvidos e qual a quantidade de cada um. Analisa-se os fluxos de entrada e estabelece-se as atividades de cada área.
Na carta de interligações detalhada inclui-se atividades como lixeira, relógio de ponto e bebedouros. Na quantificação do espaço necessário, serão determinados os espaços para cada uma das máquinas, homens, veículos,... o que significa trabalhar com as dimensões de cada elemento concreto a ser incluído.
No diagrama de inter-relações entre espaços, utilizar-se-á modelos dos espaços necessários para cada máquina ou parte do equipamento. Isso leva à discussão dos modelos dos equipamentos: desenhos, templates e modelos tridimensionais.
A partir daí passa-se a levar em conta as considerações de mudança e pesa-se as limitações práticas.
EscalaPode-se escolher a escala que mais bem se adapte aos nossos objetivos. No planejamento
detalhado recomenda-se a escala de 1:50, porque os templates do mercado estão disponíveis no mercado nessa escala. A escala de 1:100 pode ser utilizada nos seguintes casos:
- um grande espaço para projetar (10000m2)
- os materiais de produção são volumosos
- os equipamentos envolvidos são muito grandes (equipamentos de laminação em uma siderúrgica)
- as plantas das estruturas já estão desenhadas na escala que se irá utilizar
AjustesÉ importante que não se “fixe” nenhuma área antes que todas as outras, ou pelo menos as
áreas à sua volta, estejam planejadas. Muitas vezes não se terá disponibilidade de tempo suficiente para fazê-lo, mas deve-se reconhecer que desta forma perder-se-á a oportunidade de aperfeiçoar o projeto.
VerificaçõesO projeto deve ser verificado constantemente, mesmo antes de estar concluído. Alguns itens
que podem ser checados são:
incremento da produção
redução de custos
melhoria na segurança
Página 15
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
eliminação de acidentes
proporcionar melhoria do produto
aumento do espaço disponível
melhoria do moral dos funcionários
redução de refugos
melhoria das condições de trabalho
aumento ou diminuição de manutenção
proporcionar benefícios de seguro
propiciar incentivos fiscais
condições de higiene
Talvez o melhor método consiste numa revisão individual e numa posterior análise em grupo.
A elaboração de um modelo tridimensional constitui uma forma de verificação. Pode-se, por exemplo, movimentar um modelo do material, containers ou equipamento de transporte através da rota que irá seguir na prática, verificando as características do trajeto com o auxílio do modelo.
AprovaçãoIsso significa que a aprovação do arranjo detalhado será pesquisada entre:
os responsáveis pela operação de cada área
os encarregados dos serviços envolvidos nas áreas do item anterior
encarregados de segurança e pessoal da engenharia envolvido no projeto
os grupos responsáveis pela implantação
o responsável pela operação da área coberta pelo arranjo geral
Devido ao grande número de pessoas envolvidas, é interessante que cada uma, ao dar sua aprovação, assine diretamente as plantas do arranjo detalhado ou então assine uma folha de registro similar. A assinatura encoraja o exame crítico, além de evitar que as pessoas mudem de idéia facilmente.
Plantas e modelosHá três métodos básicos par a representação visual do layout:
1. Desenhos
2. Templates ou modelos bidimensionais
3. Modelos tridimensionais
Desenhos
Serve para complementar outros meios de visualização e recair-se-á sempre neles quando não for prático o suo de um dos outros métodos de visualização.
Página 16
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Deve-se reconhecer que esboços e desenhos são o método mais prático de arranjar e distribuir os espaços no planejamento do layout geral. Mas ainda deve-se ter cópias do arranjo físico geral durante o trabalho de detalhamento do layout.
TemplatesSão modelos bidimensionais pré-impressos do equipamento, podendo ser feitos em diversos
graus de detalhamento. Diversos materiais podem ser utilizados para a confecção dos templates. Os mais recomendados são cartolina e plástico. As cores auxiliarão na compreensão, tornando a seleção e a classificação dos templates mais rápida e oferecendo também um maior apelo visual.
Um template comprado pronto pode poupar tempo e dinheiro, têm um melhor acabamento e um custo menor quando comercializados. Têm cores e facilidade de arquivo.
Modelos tridimensionaisSão a forma mais clara de representação do arranjo físico, permitindo uma melhor
visualização espacial do conjunto. A compreensão do projeto é bastante rápida, especialmente para pessoas não acostumadas a trabalhos de engenharia, que, em muitos casos, serão responsáveis pela aprovação.
Têm também outras vantagens: podem ser úteis para a explicação do arranjo aos fornecedores externos que participam da construção ou da implantação do sistema. Os modelos são ideais para a apresentação do arranjo, tanto à alta administração quanto aos operadores. Também são de grande utilidade para instruir operadores e empregados em serviços de suporte sobre o funcionamento do arranjo. Além disso, com modelos móveis, o pessoal de operação tem uma real oportunidade de participar da confecção do arranjo.
Os modelos são portanto usados como complemento aos templates e aos desenhos (ou esboços) e não para os substituir.
Outros fatores que prejudicam o uso de modelos são seu alto custo, o grande espaço necessário para guardá-los, a facilidade de quebra, a necessidade de manter a totalidade dos modelos num plano horizontal e o fato de que, sem um equipamento fotográfico especial, o arranjo não pode ser rápida e claramente reproduzido.
O uso dos modelos tridimensionais se justifica em projetos que envolvam problemas com a terceira dimensão, como complexos químicos ou fábricas que utilizam transporte elevado.
Práticas de trabalhoA organização do material para trabalho em layout é muito importante na prática. Para isso,
recomenda-se que se tenha um painel com o layout, uma maneira sistemática de registro das modificações e dos modelos, uma forma de identificação do projeto e data e um sistema para obtenção da aprovação dos planos.
Guia para o uso de desenhos, templates e modelos
Página 17
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Des
enh
os
1. Quando papel e lápis estiverem disponíveis e não houver tempo para obter modelos e templates
2. Quando se esboçarem as idéias iniciais
3. Quando não se tiver experiência no uso de templates e modelos, e o projeto não justificar o treinamento nessas técnicas
4. Quando houver necessidade de uma cópia para alguma pessoa não pertencente ao grupo do projeto
5. Quando se estiver refinando o plano (com templates e modelos) e recolhendo sugestões e críticas
Tem
pla
tes
1. Quando do planejamento do layout detalhado para uma grande área ou para rearranjos repetidos
2. Quando os templates forem facilmente disponíveis e o contrário acontecer com o material de desenho
3. Quando o projetista tiver experiência prévia em trabalhar com templates
4. Quando o projeto envolver muitas alternativas – especialmente quando foi o passo preliminar para montagem de modelos tridimensionais
5. Quando houver fácil disponibilidade de máquinas de duplicação
Mod
elos
1. Quando o layout tiver como um dos problemas principais a utilização da terceira dimensão
2. Quando o projeto envolver novos processos, modificações, novos métodos ou procedimentos, ou um novo tipo de layout totalmente diferente dos normalmente utilizados pela companhia
3. Quando o projeto envolver um investimento muito grande ou quando o tempo de vida do layout for grande – especialmente quando o preço do terreno for alto
4. Quando os projetistas e o pessoal de operação e serviços de suporte forem experientes, de tal forma que a revisão e a análise do projeto por outras pessoas se tornarem importantes
5. Quando o arranjo envolver um número muito grande de pessoas, além do grupo de projeto, causando problemas e exigindo treinamento de empregados e supervisores
ImplantaçãoÉ de responsabilidade da equipe de engenharia de fábrica ou de manutenção, que formam a
equipe projeto.
A movimentação das máquinas e de equipamentos oferece uma oportunidade para introduzir modificações e melhoramentos:
reparar, pintar e reformar os equipamentos
acrescentar novos dispositivos e adaptações, alimentadores, etc
implantar novos métodos, rotinas, procedimentos e controles
abandonar práticas inadequadas de operação
providenciar o balanceamento da mão-de-obra, revendo tempos-padrão e composição
Página 18
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
implantar práticas de segurança
reparar pisos, paredes, tetos, etc
reajustas o sistema de supervisão
A movimentação das máquinas e de equipamentos e sua colocação nos lugares definitivos são apenas uma parte da implantação. A preparação da mudança inclui: assegurar a aprovação final e apropriação do dinheiro para as despesas; preparar os desenhos e plantas da instalação; arranjar as linhas de serviços auxiliares e suprimentos; esquematizar todo o processo de mudança; e notificar todas as pessoas envolvidas.
A etapa posterior à colocação dos equipamentos. Esta última etapa envolve: fixação do equipamento, testes de verificação, entrega do material ao pessoal de operação e a limpeza da antiga e da nova áreas.
Independente do processo de reprodução, cada planta deverá ser orientada (direção Norte), trazer a escala, a identificação da fábrica ou edifício, o código da folha ou painel, o nome do autor e do desenhista. Pode-se ter a planta principal e outras secundárias: uma de instalação elétrica, uma de tubulações, outra de instalação mecânica e assim por diante.
Deve-se marcar as dimensões da planta para facilitar a colocação das máquinas na posição correta.
A instalação pode ser feita pelo próprio pessoal de manutenção, como por firmas especializadas.
As vantagens da instalação com pessoal próprio são:
os gastos com mão-de-obra podem ser menores, caso se utilize mão-de-obra ociosa
as pessoas se familiarizam com as máquinas, facilitando a manutenção posteriormente
diminui o trabalho de elaboração de contratos com firmas externas
quando há necessidade de rapidez, não seria prático esperar pela contratação e execução de uma firma externa
se os próprios funcionários fazem a instalação, em caso de emergência, assegura-se a presença da equipe de manutenção
A contratação de firma externa também traz vantagens:
as firmas têm pessoal e equipamentos especializados para um trabalho eficiente e seguro
a empresa pode não ter pessoal disponível ou não ter mão-de-obra qualificada
No caso de contratação de firma externa, é interessante manter pelo menos um empregado da empresa trabalhando ligado aos empregados da firma externa.
A instalação deve ser feita em períodos de recesso de produção ou baixa de mercado ou quando estão ocorrendo mudanças no produto, processo ou equipamento para evitar perdas de tempo e atrasos nas entregas.
Quanto maior a complexidade da instalação, maior a necessidade de esquemas detalhados e de controle das tarefas e tempos previstos, o que pode ser feito através de PERT/CPM.
Antes de serem liberados para utilização, todos os equipamentos e máquinas deverão ser testados pela manutenção, para verificar se foram corretamente instalados e estão funcionando conforme o previsto. Deve-se ter a aprovação também do engenheiro de segurança.
Página 19
UERJ/ResendeEngenharia de ProduçãoArranjo Físico Industrial
Deve-se acompanhar o funcionamento durante o período após a instalação, a fim de verificar se os ganhos estimados estão concretizando-se e quais são as causas dos desvios do previsto, para que as mesmas possam ser corrigidas.
Página 20