Embed Size (px)
DESCRIPTION
Artigo sobre sistemas de produção
Citation preview
Universidade do Sul de Santa Catarina
PalhoçaUnisulVirtual
2013
Disciplina na modalidade a distância
Sistemas de Produção
Créditos
ReitorAilton Nazareno SoaresVice-ReitorSebastião Salésio HerdtChefe de Gabinete da ReitoriaWillian Máximo
Pró-Reitor de Ensino e Pró-Reitor de Pesquisa, Pós-Graduação e InovaçãoMauri Luiz HeerdtPró-Reitor de Desenvolvimento e Inovação InstitucionalValter Alves Schmitz Neto
Diretora do Campus Universitário de TubarãoMilene Pacheco KindermannDiretor do Campus Universitário Grande FlorianópolisHércules Nunes de AraújoDiretor do Campus Universitário UnisulVirtualMoacir Heerdt
Universidade do Sul de Santa Catarina – Unisul
Gerente de Administração AcadêmicaAngelita Marçal FloresSecretária de Ensino a DistânciaSamara Josten FloresGerente Administrativo e FinanceiroRenato André LuzGerente de Ensino, Pesquisa e ExtensãoRoberto IunskovskiCoordenadora da BibliotecaSalete Cecília de SouzaGerente de Desenho e Desenvolvimento de Materiais DidáticosMárcia LochCoordenadora do Desenho EducacionalCristina Klipp de Oliveira
Campus Universitário UnisulVirtual
Coordenadora da AcessibilidadeVanessa de Andrade ManoelGerente de LogísticaJeferson Cassiano Almeida da CostaGerente de MarketingEliza Bianchini DallanholCoordenadora do Portal e Comunicação Cátia Melissa Silveira RodriguesGerente de ProduçãoArthur Emmanuel F. SilveiraCoordenador do Design GráficoPedro Paulo TeixeiraCoordenador do Laboratório MultimídiaSérgio GironCoordenador de Produção IndustrialMarcelo Bitencourt
Coordenadora de WebconferênciaCarla Feltrin RaimundoGerência Serviço de Atenção Integral ao AcadêmicoMaria Isabel AragonAssessor de Assuntos InternacionaisMurilo Matos MendonçaAssessora para DAD - Disciplinas a DistânciaPatrícia da Silva MeneghelAssessora de Inovação e Qualidade da EaDDênia Falcão de BittencourtAssessoria de relação com Poder Público e Forças ArmadasAdenir Siqueira VianaWalter Félix Cardoso JuniorAssessor de TecnologiaOsmar de Oliveira Braz Júnior
Educação, Humanidades e ArtesMarciel Evangelista CataneoArticulador
Graduação
Jorge Alexandre Nogared CardosoPedagogiaMarciel Evangelista CataneoFilosofiaMaria Cristina Schweitzer VeitDocência em Educação Infantil, Docência em Filosofia, Docência em Química, Docência em SociologiaRose Clér Estivalete BecheFormação Pedagógica para Formadores de Educação Profissional
Pós-graduação
Daniela Ernani Monteiro WillMetodologia da Educação a DistânciaDocência em EADKarla Leonora Dahse NunesHistória Militar
Ciências Sociais, Direito, Negócios e ServiçosRoberto Iunskovski Articulador
Graduação
Aloísio José RodriguesServiços PenaisAna Paula Reusing PachecoAdministração
Bernardino José da SilvaGestão FinanceiraDilsa MondardoDireitoItamar Pedro BevilaquaSegurança PúblicaJanaína Baeta NevesMarketingJosé Onildo Truppel FilhoSegurança no TrânsitoJoseane Borges de MirandaCiências EconômicasLuiz Guilherme Buchmann FigueiredoTurismoMaria da Graça PoyerComércio ExteriorMoacir FogaçaLogísticaProcessos GerenciaisNélio HerzmannCiências ContábeisOnei Tadeu DutraGestão PúblicaRoberto IunskovskiGestão de Cooperativas
Pós-graduação
Aloísio José RodriguesGestão de Segurança PúblicaDanielle Maria Espezim da SilvaDireitos Difusos e ColetivosGiovani de PaulaSegurançaLetícia Cristina B. BarbosaGestão de Cooperativas de Crédito
Sidenir Niehuns MeurerPrograma de Pós-Graduação em Gestão PúblicaThiago Coelho SoaresPrograma de Pós-Graduação em Gestão Empresarial
Produção, Construção e AgroindústriaDiva Marília FlemmingArticulador
Graduação
Ana Luísa MülbertGestão da tecnologia da InformaçãoCharles Odair Cesconetto da SilvaProdução MultimídiaDiva Marília FlemmingMatemáticaIvete de Fátima RossatoGestão da Produção IndustrialJairo Afonso HenkesGestão AmbientalJosé Carlos da Silva JúniorCiências AeronáuticasJosé Gabriel da SilvaAgronegóciosMauro Faccioni FilhoSistemas para Internet
Pós-graduação
Luiz Otávio Botelho LentoGestão da Segurança da Informação.Vera Rejane Niedersberg SchuhmacherPrograma em Gestão de Tecnologia da Informação
Unidades de Articulação Acadêmica (UnA)
PalhoçaUnisulVirtual
2013
Livro didático
Design instrucional
Marina Cabeda Egger Moellwald
Sistemas de Produção
Álvaro Paz Graziani

Edição – Livro Didático
Professor ConteudistaÁlvaro Paz Graziani
Design InstrucionalMarina Cabeda Egger Moellwald
Projeto Gráfico e CapaEquipe UnisulVirtual
DiagramaçãoDaiana Ferreira Cassanego
RevisãoAmaline Boulus Issa Mussi
Ficha catalográfica elaborada pela Biblioteca Universitária da Unisul
Copyright © UnisulVirtual 2013
Nenhuma parte desta publicação pode ser reproduzida por qualquer meio sem a prévia autorização desta instituição.
658.56G81 Graziani, Álvaro Paz
Sistemas de produção : livro didático / Álvaro Paz Graziani ; design instrucional Marina Cabeda Egger Moellwald. – Palhoça : UnisulVirtual, 2013.
228 p. : il. ; 28 cm.
Inclui bibliografia.
1. Administração de produção. 2. Planejamento da produção. I. Moellwald, Marina Cabeda Egger. II. Título.
Sumário
Apresentação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Palavras do professor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Plano de estudo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
UNIDADE 1 - O Sistema de Transformação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
UNIDADE 2 - Classificação dos Sistemas de Produção . . . . . . . . . . . . . . . . . . 65
UNIDADE 3 - Arranjo Físico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
UNIDADE 4 - Evolução dos sistemas produtivos . . . . . . . . . . . . . . . . . . . . . . 147
Para concluir o estudo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 217
Referências . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219
Sobre o professor conteudista . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 223
Respostas e comentários das atividades de autoavaliação . . . . . . . . . . . . . 225
Biblioteca Virtual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 227

7
Apresentação
Este livro didático corresponde à disciplina Sistemas de Produção.
O material foi elaborado visando a uma aprendizagem autônoma e aborda conteúdos especialmente selecionados e relacionados à sua área de formação. Ao adotar uma linguagem didática e dialógica, objetivamos facilitar seu estudo a distância, proporcionando condições favoráveis às múltiplas interações e a um aprendizado contextualizado e eficaz.
Lembre-se que sua caminhada, nesta disciplina, será acompanhada e monitorada constantemente pelo Sistema Tutorial da UnisulVirtual, por isso a “distância” fica caracterizada somente na modalidade de ensino que você optou para sua formação, pois na relação de aprendizagem professores e instituição estarão sempre conectados com você.
Então, sempre que sentir necessidade entre em contato; você tem à disposição diversas ferramentas e canais de acesso tais como: telefone, e-mail e o Espaço Unisul Virtual de Aprendizagem, que é o canal mais recomendado, pois tudo o que for enviado e recebido fica registrado para seu maior controle e comodidade. Nossa equipe técnica e pedagógica terá o maior prazer em lhe atender, pois sua aprendizagem é o nosso principal objetivo.
Bom estudo e sucesso!
Equipe UnisulVirtual.

Palavras do professor
Os sistemas produtivos evoluíram rapidamente nos últimos cem anos, e a gestão dos diversos processos das organizações torna-se uma atividade crescentemente complexa e dinâmica.
É importante que os sistemas de produção sejam apreendidos de forma ampla, de modo que você possa compreender as diferentes ferramentas gerenciais desenvolvidas para garantir eficiência empresarial dentro dos modernos conceitos de produtividade e qualidade.
Para isso, você estudará os seguintes tópicos:
� O Sistema de Transformação
� Classificação dos Sistemas de Produção
� Arranjo Físico
� Evolução dos Sistemas Produtivos
A forma de apresentação, o ritmo de estudo e os exercícios propostos o/a conduzirão à compreensão dos sistemas de produção e sua evolução ao longo dos tempos, bem como as formas de classificação e tipos de arranjos físicos. Esse livro não esgota todos os assuntos tratados, e a bibliografia no final sugere uma gama de obras que podem ser consultadas por você, para que aprofunde os conteúdos aqui apresentados.
Um ótimo aprendizado!

Plano de estudo
O plano de estudos visa a orientá-lo no desenvolvimento da disciplina. Ele possui elementos que o ajudarão a conhecer o contexto da disciplina e a organizar o seu tempo de estudos.
O processo de ensino e aprendizagem na UnisulVirtual leva em conta instrumentos que se articulam e se complementam, portanto, a construção de competências se dá sobre a articulação de metodologias e por meio das diversas formas de ação/mediação.
São elementos desse processo:
� o livro didático;
� o Espaço UnisulVirtual de Aprendizagem (EVA);
� as atividades de avaliação (a distância, presenciais e de autoavaliação);
� o Sistema Tutorial.
Ementa
Objetivos da organização e a função produção. Classificação e caracterização dos sistemas produtivos – produção contínua, produção repetitiva em massa, em lotes e por projetos. Evolução dos sistemas produtivos: da produção científica (Taylor, Ford) à produção enxuta. Dimensões da produção. Do produto ao projeto das instalações. Leiaute e arranjo físico.
12
Universidade do Sul de Santa Catarina
Objetivos da disciplina
Geral
Ensinar as diferentes abordagens técnicas e filosofias para a organização dos sistemas de produção, de modo a esclarecer como os sistemas produtivos podem vir a garantir eficiência empresarial dentro dos modernos conceitos de produtividade e qualidade.
Específicos
� Caracterizar os tipos de sistemas de produção: contínua, repetitiva em massa, em lotes e por projetos.
� Demonstrar, conceitualmente, as diferenças dos sistemas convencionais em relação aos sistemas de manufatura enxuta (lean manufacturing).
� Demonstrar os recursos necessários para o arranjo físico e dimensionamento de uma linha de produção.
� Apresentar as principais abordagens técnicas e filosofias utilizadas para o aumento do desempenho dos sistemas de produção.
Carga horária
A carga horária total da disciplina é 60 horas-aula.
Conteúdo programático/objetivos
Veja, a seguir, as unidades que compõem o livro didático desta disciplina e os seus respectivos objetivos. Estes se referem aos resultados que você deverá alcançar ao final de uma etapa de estudo. Os objetivos de cada unidade definem o conjunto de
13
Sistemas de Produção
conhecimentos que você deverá possuir para o desenvolvimento de habilidades e competências necessárias à sua formação.
Unidades de estudo: 04
Unidade 1 – O sistema de transformação
Esta unidade contém os seguintes assuntos: conceito de função produção, relacionamento entre as diversas funções operacionais existentes nas organizações, agregação de valor em uma cadeia formada por uma série de processos inter-relacionados os quais produzem um bem ou um serviço, conceituação de sistema de produção e apresentação de cada um de seus componentes.
Unidade 2 – Classificação dos sistemas de produção
Esta unidade aborda a classificação dos sistemas de produção de acordo com a natureza do produto, pelo grau de padronização do produto, pelos tipos de processo envolvidos em sua transformação e de acordo com o ambiente de manufatura.
Unidade 3 – Arranjo físico
Esta unidade trata da definição de arranjo físico, aborda as suas fases de planejamento e apresenta os tipos básicos de arranjos físicos e o projeto detalhado de cada um deles.
Unidade 4 – Evolução dos sistemas produtivos
Esta unidade mostra a evolução dos sistemas produtivos e apresenta as principais características da produção artesanal, da produção em massa e da produção enxuta, bem como aborda o que pode vir a ser a fábrica do futuro.
14
Universidade do Sul de Santa Catarina
Agenda de atividades/Cronograma
� Verifique com atenção o EVA, organize-se para acessar periodicamente a sala da disciplina. O sucesso nos seus estudos depende da priorização do tempo para a leitura, da realização de análises e sínteses do conteúdo e da interação com os seus colegas e professor.
� Não perca os prazos das atividades. Registre no espaço a seguir as datas com base no cronograma da disciplina disponibilizado no EVA.
� Use o quadro para agendar e programar as atividades relativas ao desenvolvimento da disciplina.
Atividades obrigatórias
Demais atividades (registro pessoal)
1Objetivos de aprendizagem
� Conhecer as diferentes funções operacionais de uma organização.
� Entender os relacionamentos entre as diferentes funções de uma organização.
� Compreender a importância da função “produção” na cadeia de valor.
� Conhecer os componentes dos sistemas de produção.
Seções de estudo
Seção 1 A teoria de sistemas aplicada à produção
Seção 2 Os níveis hierárquicos das empresas
Seção 3 Tipos de estrutura organizacional
Seção 4 A função produção
Seção 5 A cadeia de valor
Seção 6 Objetivos de desempenho
UNIDADE 1
O Sistema de Transformação
16
Universidade do Sul de Santa Catarina
Para início de estudo
Esta unidade apresenta o conceito de função produção e o relacionamento existente entre as diversas funções operacionais existentes nas organizações. Apresenta a agregação de valor em uma cadeia formada por uma série de processos inter-relacionados que produz um bem ou um serviço. Introduz o conceito de sistema de produção e apresenta cada um de seus componentes.
Seção 1 – A teoria de sistemas aplicada à produção
Você estudará, nesta seção, o que são empresas e analisará como essas organizações sociais determinam seus objetivos e utilizam seus recursos. Depois disso, estudará a teoria de sistemas aplicada à produção e seus principais parâmetros funcionais.
1.1 – Organizações
A sociedade é composta por organizações, onde as pessoas passam a maior parte do tempo desempenhando atividades produtivas, que, pelas limitações físicas, biológicas e psicológicas do ser humano, precisam de cooperação para a execução. No mundo contemporâneo, as pessoas dependem das organizações para praticamente tudo:
� nascer;
� aprender;
� trabalhar;
� comprar produtos e serviços;
17
Sistemas de Produção
Unidade 1
� tratar doenças;
� viajar;
� ganhar dinheiro, entre outras coisas.
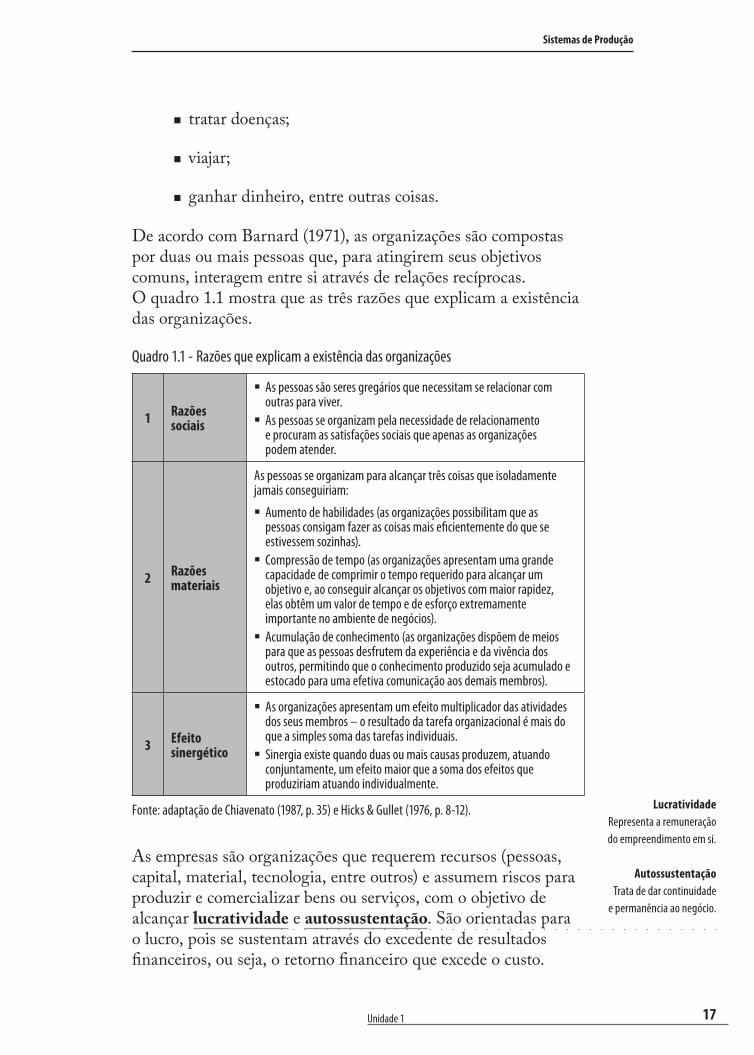
De acordo com Barnard (1971), as organizações são compostas por duas ou mais pessoas que, para atingirem seus objetivos comuns, interagem entre si através de relações recíprocas. O quadro 1.1 mostra que as três razões que explicam a existência das organizações.
Quadro 1.1 - Razões que explicam a existência das organizações
1 Razões sociais
� As pessoas são seres gregários que necessitam se relacionar com outras para viver.
� As pessoas se organizam pela necessidade de relacionamento e procuram as satisfações sociais que apenas as organizações podem atender.
2 Razões materiais
As pessoas se organizam para alcançar três coisas que isoladamente jamais conseguiriam:
� Aumento de habilidades (as organizações possibilitam que as pessoas consigam fazer as coisas mais eficientemente do que se estivessem sozinhas).
� Compressão de tempo (as organizações apresentam uma grande capacidade de comprimir o tempo requerido para alcançar um objetivo e, ao conseguir alcançar os objetivos com maior rapidez, elas obtêm um valor de tempo e de esforço extremamente importante no ambiente de negócios).
� Acumulação de conhecimento (as organizações dispõem de meios para que as pessoas desfrutem da experiência e da vivência dos outros, permitindo que o conhecimento produzido seja acumulado e estocado para uma efetiva comunicação aos demais membros).
3 Efeito sinergético
� As organizações apresentam um efeito multiplicador das atividades dos seus membros – o resultado da tarefa organizacional é mais do que a simples soma das tarefas individuais.
� Sinergia existe quando duas ou mais causas produzem, atuando conjuntamente, um efeito maior que a soma dos efeitos que produziriam atuando individualmente.
Fonte: adaptação de Chiavenato (1987, p. 35) e Hicks & Gullet (1976, p. 8-12).
As empresas são organizações que requerem recursos (pessoas, capital, material, tecnologia, entre outros) e assumem riscos para produzir e comercializar bens ou serviços, com o objetivo de alcançar lucratividade e autossustentação. São orientadas para o lucro, pois se sustentam através do excedente de resultados financeiros, ou seja, o retorno financeiro que excede o custo.
Lucratividade Representa a remuneração do empreendimento em si.
AutossustentaçãoTrata de dar continuidade
e permanência ao negócio.
18
Universidade do Sul de Santa Catarina
Chiavenato (1987) afirma que as empresas constituem uma das mais admiráveis e complexas instituições sociais construídas pela criatividade e engenhosidade humana. Não existem duas empresas idênticas, pois elas se caracterizam pela enorme diversidade em termos de:
� tamanho;
� capacidade tecnológica;
� cultura interna; e
� estrutura organizacional.
Existem empresas dos mais diferentes segmentos de negócio que vendem e distribuem, de diversas maneiras, bens ou serviços dos mais variados tipos, produzidos com diferentes tecnologias para os mais diversos tipos de mercado, a fim de serem utilizados pelos mais variados consumidores.
Além da enorme diversidade, Chiavenato (1987) também afirma que as empresas operam em diferentes ambientes, sofrendo as mais variadas contingências e coações, que se alteram no tempo e no espaço, reagindo a elas de acordo com diferentes estratégias e comportamentos, obtendo diferentes resultados. Por essas razões, as empresas apresentam uma grande complexidade, pois, além de serem diferentes entre si, elas enfrentam uma variedade de impactos e influências.
De acordo com Tubino (1999), as empresas são organismos semelhantes aos seres vivos por possuírem uma cultura interna, em constante transformação, tal como a evolução das espécies; e sujeitas às leis do mercado, assim como os seres vivos são sujeitos às leis da natureza. As empresas serão mais fortes e resistentes quanto mais livre e dinâmico for o mercado, pois terão de conviver diariamente com oportunidades para o seu desempenho produtivo e ameaças a este.
19
Sistemas de Produção
Unidade 1
1.2 – Teoria dos Sistemas
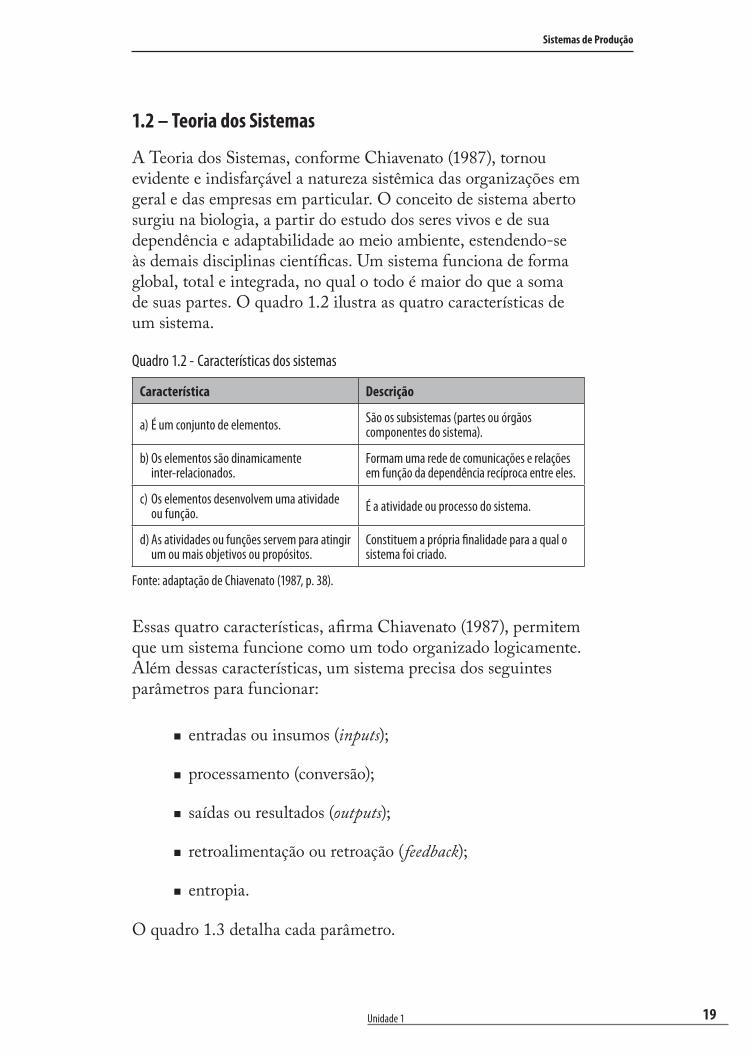
A Teoria dos Sistemas, conforme Chiavenato (1987), tornou evidente e indisfarçável a natureza sistêmica das organizações em geral e das empresas em particular. O conceito de sistema aberto surgiu na biologia, a partir do estudo dos seres vivos e de sua dependência e adaptabilidade ao meio ambiente, estendendo-se às demais disciplinas científicas. Um sistema funciona de forma global, total e integrada, no qual o todo é maior do que a soma de suas partes. O quadro 1.2 ilustra as quatro características de um sistema.
Quadro 1.2 - Características dos sistemas
Característica Descrição
a) É um conjunto de elementos. São os subsistemas (partes ou órgãos componentes do sistema).
b) Os elementos são dinamicamente inter-relacionados.
Formam uma rede de comunicações e relações em função da dependência recíproca entre eles.
c) Os elementos desenvolvem uma atividade ou função. É a atividade ou processo do sistema.
d) As atividades ou funções servem para atingir um ou mais objetivos ou propósitos.
Constituem a própria finalidade para a qual o sistema foi criado.
Fonte: adaptação de Chiavenato (1987, p. 38).
Essas quatro características, afirma Chiavenato (1987), permitem que um sistema funcione como um todo organizado logicamente. Além dessas características, um sistema precisa dos seguintes parâmetros para funcionar:
� entradas ou insumos (inputs);
� processamento (conversão);
� saídas ou resultados (outputs);
� retroalimentação ou retroação (feedback);
� entropia.
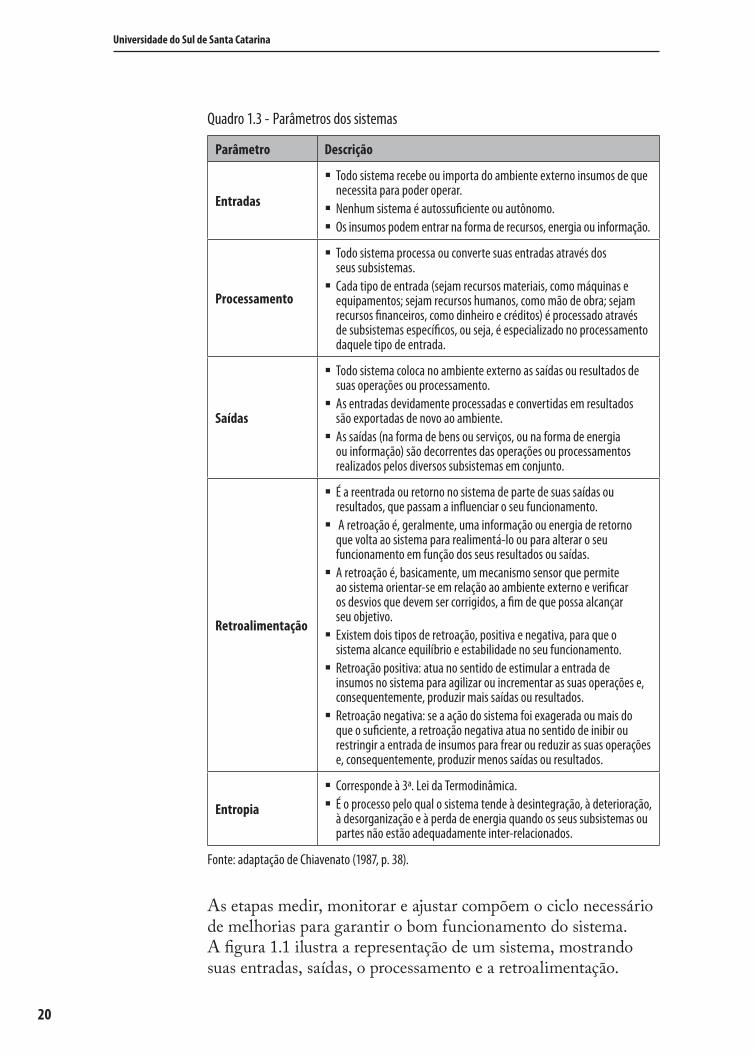
O quadro 1.3 detalha cada parâmetro.
20
Universidade do Sul de Santa Catarina
Quadro 1.3 - Parâmetros dos sistemas
Parâmetro Descrição
Entradas
� Todo sistema recebe ou importa do ambiente externo insumos de que necessita para poder operar.
� Nenhum sistema é autossuficiente ou autônomo. � Os insumos podem entrar na forma de recursos, energia ou informação.
Processamento
� Todo sistema processa ou converte suas entradas através dos seus subsistemas.
� Cada tipo de entrada (sejam recursos materiais, como máquinas e equipamentos; sejam recursos humanos, como mão de obra; sejam recursos financeiros, como dinheiro e créditos) é processado através de subsistemas específicos, ou seja, é especializado no processamento daquele tipo de entrada.
Saídas
� Todo sistema coloca no ambiente externo as saídas ou resultados de suas operações ou processamento.
� As entradas devidamente processadas e convertidas em resultados são exportadas de novo ao ambiente.
� As saídas (na forma de bens ou serviços, ou na forma de energia ou informação) são decorrentes das operações ou processamentos realizados pelos diversos subsistemas em conjunto.
Retroalimentação
� É a reentrada ou retorno no sistema de parte de suas saídas ou resultados, que passam a influenciar o seu funcionamento.
� A retroação é, geralmente, uma informação ou energia de retorno que volta ao sistema para realimentá-lo ou para alterar o seu funcionamento em função dos seus resultados ou saídas.
� A retroação é, basicamente, um mecanismo sensor que permite ao sistema orientar-se em relação ao ambiente externo e verificar os desvios que devem ser corrigidos, a fim de que possa alcançar seu objetivo.
� Existem dois tipos de retroação, positiva e negativa, para que o sistema alcance equilíbrio e estabilidade no seu funcionamento.
� Retroação positiva: atua no sentido de estimular a entrada de insumos no sistema para agilizar ou incrementar as suas operações e, consequentemente, produzir mais saídas ou resultados.
� Retroação negativa: se a ação do sistema foi exagerada ou mais do que o suficiente, a retroação negativa atua no sentido de inibir ou restringir a entrada de insumos para frear ou reduzir as suas operações e, consequentemente, produzir menos saídas ou resultados.
Entropia
� Corresponde à 3ª. Lei da Termodinâmica. � É o processo pelo qual o sistema tende à desintegração, à deterioração,
à desorganização e à perda de energia quando os seus subsistemas ou partes não estão adequadamente inter-relacionados.
Fonte: adaptação de Chiavenato (1987, p. 38).
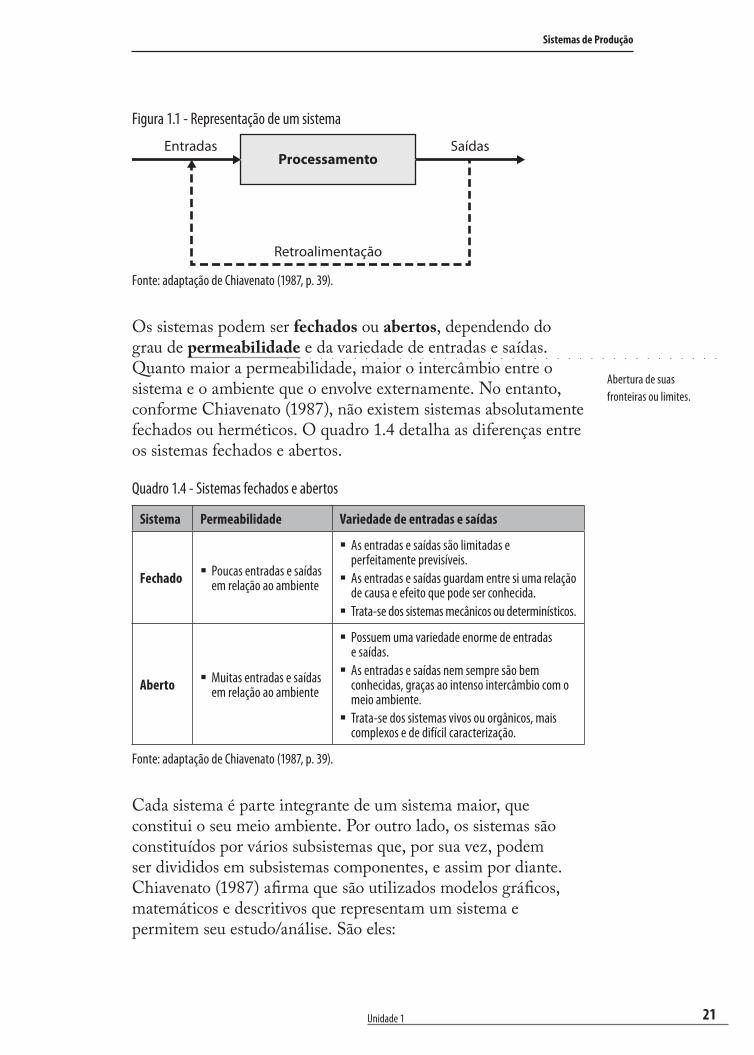
As etapas medir, monitorar e ajustar compõem o ciclo necessário de melhorias para garantir o bom funcionamento do sistema. A figura 1.1 ilustra a representação de um sistema, mostrando suas entradas, saídas, o processamento e a retroalimentação.
21
Sistemas de Produção
Unidade 1
Figura 1.1 - Representação de um sistema
ProcessamentoEntradas Saídas
Retroalimentação
Fonte: adaptação de Chiavenato (1987, p. 39).
Os sistemas podem ser fechados ou abertos, dependendo do grau de permeabilidade e da variedade de entradas e saídas. Quanto maior a permeabilidade, maior o intercâmbio entre o sistema e o ambiente que o envolve externamente. No entanto, conforme Chiavenato (1987), não existem sistemas absolutamente fechados ou herméticos. O quadro 1.4 detalha as diferenças entre os sistemas fechados e abertos.
Quadro 1.4 - Sistemas fechados e abertos
Sistema Permeabilidade Variedade de entradas e saídas
Fechado � Poucas entradas e saídas em relação ao ambiente
� As entradas e saídas são limitadas e perfeitamente previsíveis.
� As entradas e saídas guardam entre si uma relação de causa e efeito que pode ser conhecida.
� Trata-se dos sistemas mecânicos ou determinísticos.
Aberto � Muitas entradas e saídas em relação ao ambiente
� Possuem uma variedade enorme de entradas e saídas.
� As entradas e saídas nem sempre são bem conhecidas, graças ao intenso intercâmbio com o meio ambiente.
� Trata-se dos sistemas vivos ou orgânicos, mais complexos e de difícil caracterização.
Fonte: adaptação de Chiavenato (1987, p. 39).
Cada sistema é parte integrante de um sistema maior, que constitui o seu meio ambiente. Por outro lado, os sistemas são constituídos por vários subsistemas que, por sua vez, podem ser divididos em subsistemas componentes, e assim por diante. Chiavenato (1987) afirma que são utilizados modelos gráficos, matemáticos e descritivos que representam um sistema e permitem seu estudo/análise. São eles:
Abertura de suas fronteiras ou limites.
22
Universidade do Sul de Santa Catarina
� modelos gráficos – representam a estrutura básica de um sistema. Um exemplo são os organogramas (representam a estrutura organizacional), as plantas (representam a estrutura de um prédio) e os mapas (representam uma região geográfica);
� modelos matemáticos – representam o funcionamento de um sistema através de uma equação matemática;
� modelos descritivos – representam um sistema através de minuciosa descrição ou explicação de sua composição e funcionamento. É o caso de uma obra literária que descreve um fato ou acontecimento.
Vejamos, agora, a teoria de sistemas aplicada à produção e seus principais parâmetros funcionais.
1.3 – Sistemas de produção
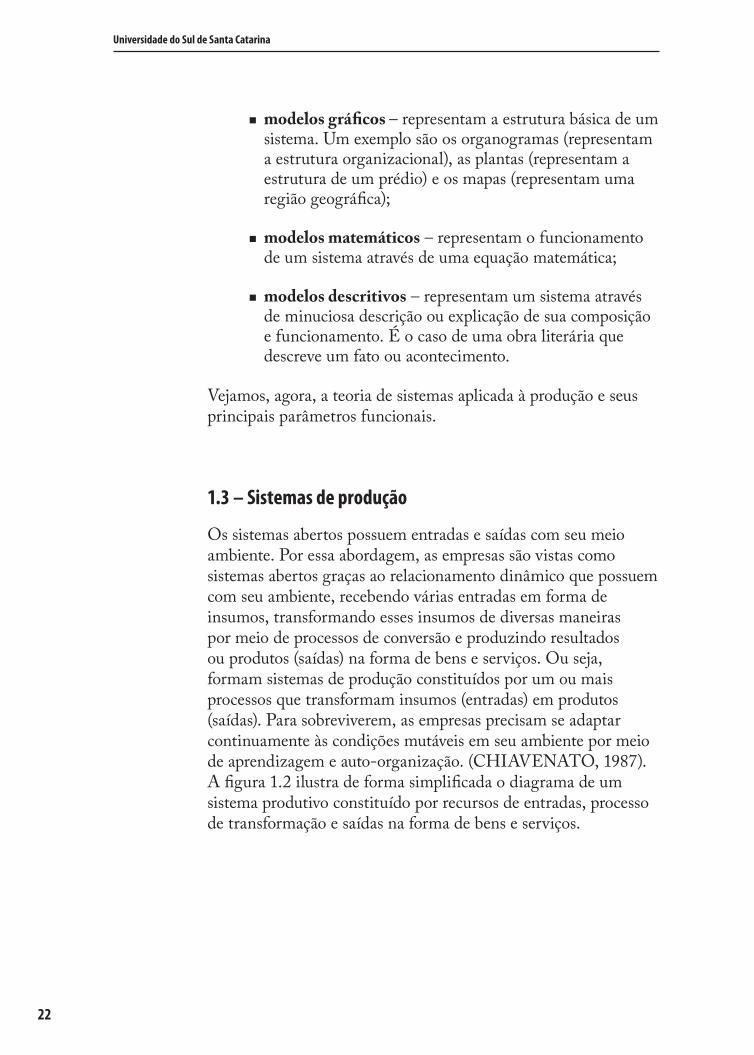
Os sistemas abertos possuem entradas e saídas com seu meio ambiente. Por essa abordagem, as empresas são vistas como sistemas abertos graças ao relacionamento dinâmico que possuem com seu ambiente, recebendo várias entradas em forma de insumos, transformando esses insumos de diversas maneiras por meio de processos de conversão e produzindo resultados ou produtos (saídas) na forma de bens e serviços. Ou seja, formam sistemas de produção constituídos por um ou mais processos que transformam insumos (entradas) em produtos (saídas). Para sobreviverem, as empresas precisam se adaptar continuamente às condições mutáveis em seu ambiente por meio de aprendizagem e auto-organização. (CHIAVENATO, 1987). A figura 1.2 ilustra de forma simplificada o diagrama de um sistema produtivo constituído por recursos de entradas, processo de transformação e saídas na forma de bens e serviços.
23
Sistemas de Produção
Unidade 1
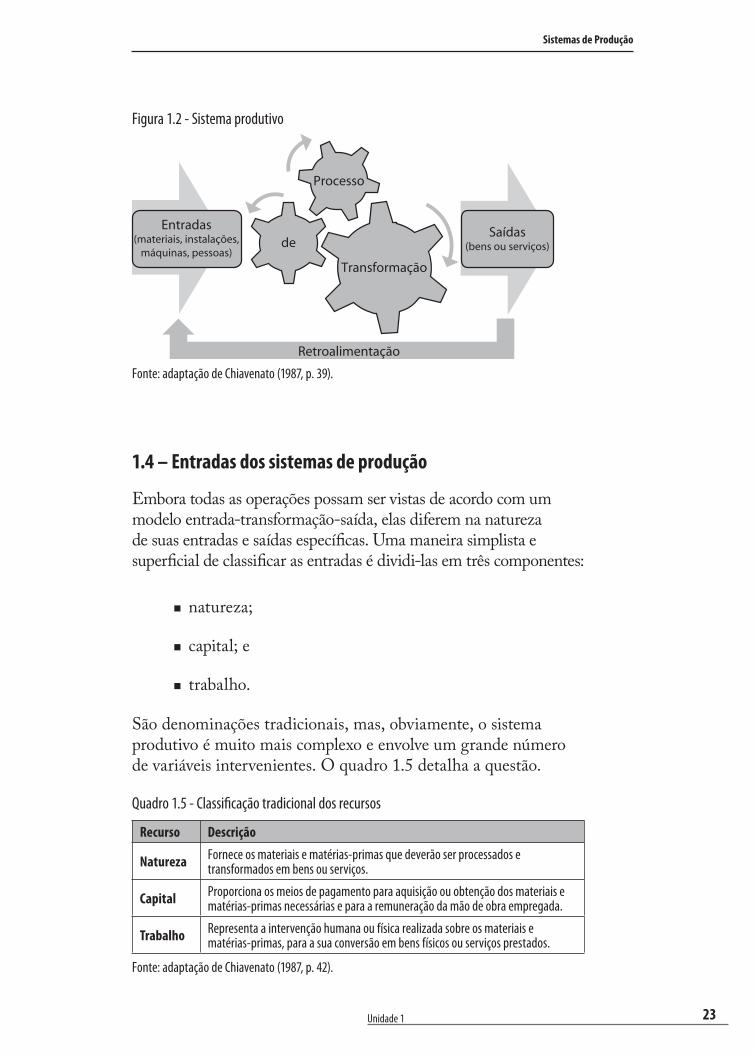
Figura 1.2 - Sistema produtivo
Retroalimentação
Processo
Transformação
deEntradas
(materiais, instalações, máquinas, pessoas)
Saídas(bens ou serviços)
Fonte: adaptação de Chiavenato (1987, p. 39).
1.4 – Entradas dos sistemas de produção
Embora todas as operações possam ser vistas de acordo com um modelo entrada-transformação-saída, elas diferem na natureza de suas entradas e saídas específicas. Uma maneira simplista e superficial de classificar as entradas é dividi-las em três componentes:
� natureza;
� capital; e
� trabalho.
São denominações tradicionais, mas, obviamente, o sistema produtivo é muito mais complexo e envolve um grande número de variáveis intervenientes. O quadro 1.5 detalha a questão.
Quadro 1.5 - Classificação tradicional dos recursos
Recurso Descrição
Natureza Fornece os materiais e matérias-primas que deverão ser processados e transformados em bens ou serviços.
Capital Proporciona os meios de pagamento para aquisição ou obtenção dos materiais e matérias-primas necessárias e para a remuneração da mão de obra empregada.
Trabalho Representa a intervenção humana ou física realizada sobre os materiais e matérias-primas, para a sua conversão em bens físicos ou serviços prestados.
Fonte: adaptação de Chiavenato (1987, p. 42).
24
Universidade do Sul de Santa Catarina
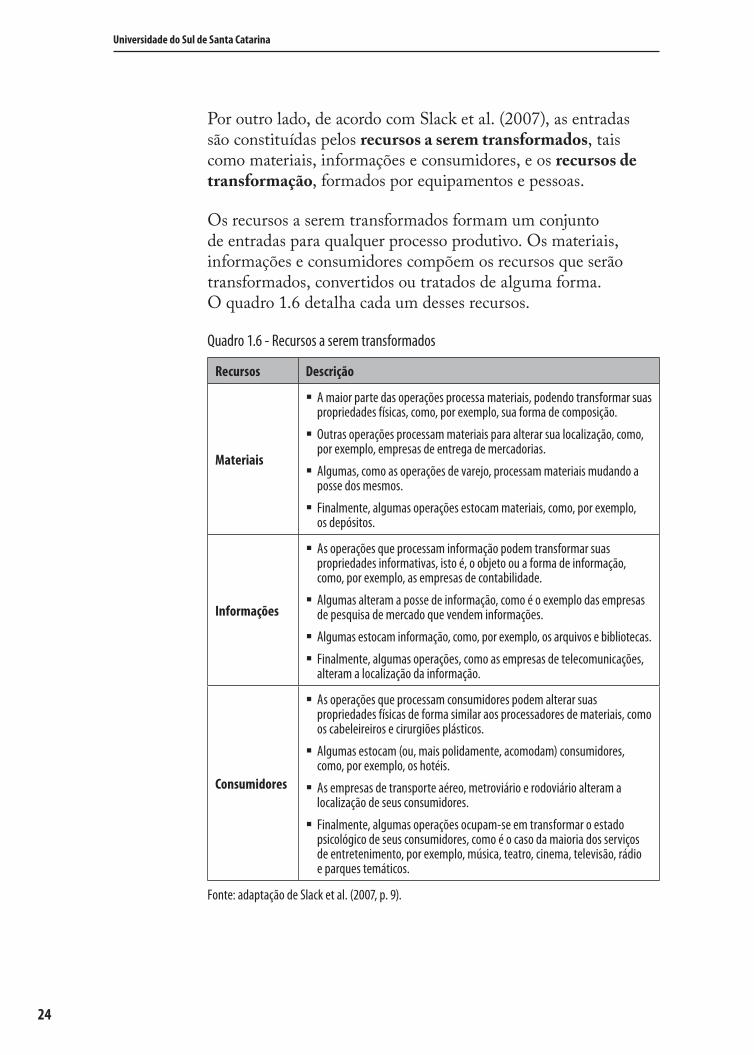
Por outro lado, de acordo com Slack et al. (2007), as entradas são constituídas pelos recursos a serem transformados, tais como materiais, informações e consumidores, e os recursos de transformação, formados por equipamentos e pessoas.
Os recursos a serem transformados formam um conjunto de entradas para qualquer processo produtivo. Os materiais, informações e consumidores compõem os recursos que serão transformados, convertidos ou tratados de alguma forma. O quadro 1.6 detalha cada um desses recursos.
Quadro 1.6 - Recursos a serem transformados
Recursos Descrição
Materiais
� A maior parte das operações processa materiais, podendo transformar suas propriedades físicas, como, por exemplo, sua forma de composição.
� Outras operações processam materiais para alterar sua localização, como, por exemplo, empresas de entrega de mercadorias.
� Algumas, como as operações de varejo, processam materiais mudando a posse dos mesmos.
� Finalmente, algumas operações estocam materiais, como, por exemplo, os depósitos.
Informações
� As operações que processam informação podem transformar suas propriedades informativas, isto é, o objeto ou a forma de informação, como, por exemplo, as empresas de contabilidade.
� Algumas alteram a posse de informação, como é o exemplo das empresas de pesquisa de mercado que vendem informações.
� Algumas estocam informação, como, por exemplo, os arquivos e bibliotecas.
� Finalmente, algumas operações, como as empresas de telecomunicações, alteram a localização da informação.
Consumidores
� As operações que processam consumidores podem alterar suas propriedades físicas de forma similar aos processadores de materiais, como os cabeleireiros e cirurgiões plásticos.
� Algumas estocam (ou, mais polidamente, acomodam) consumidores, como, por exemplo, os hotéis.
� As empresas de transporte aéreo, metroviário e rodoviário alteram a localização de seus consumidores.
� Finalmente, algumas operações ocupam-se em transformar o estado psicológico de seus consumidores, como é o caso da maioria dos serviços de entretenimento, por exemplo, música, teatro, cinema, televisão, rádio e parques temáticos.
Fonte: adaptação de Slack et al. (2007, p. 9).
25
Sistemas de Produção
Unidade 1
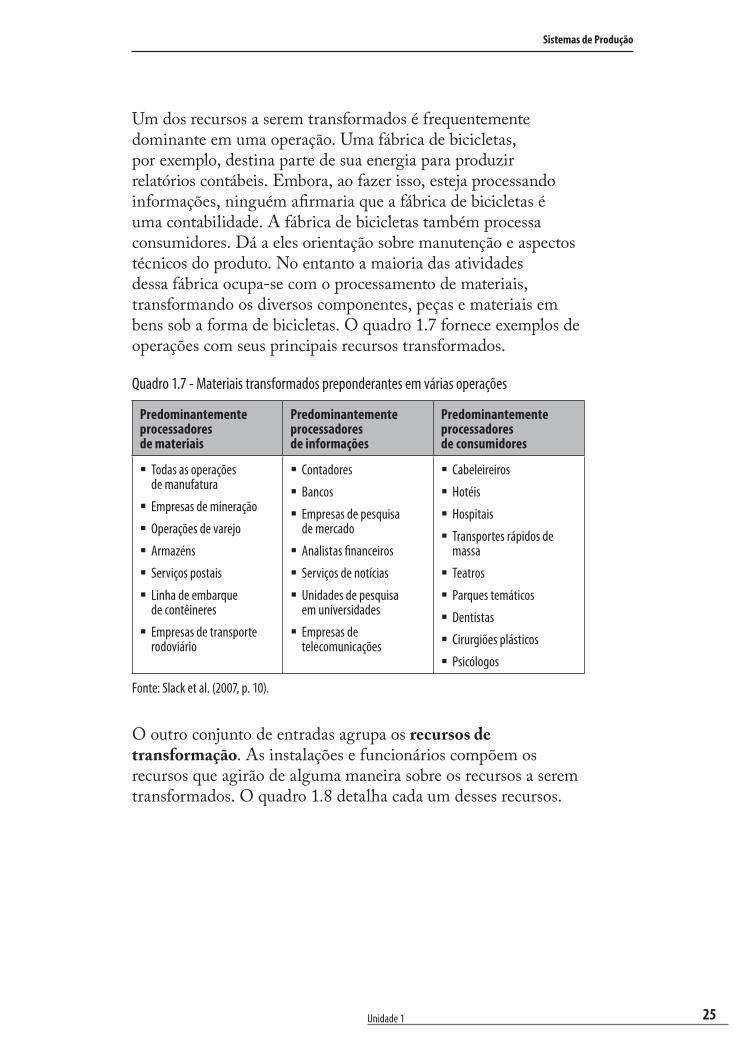
Um dos recursos a serem transformados é frequentemente dominante em uma operação. Uma fábrica de bicicletas, por exemplo, destina parte de sua energia para produzir relatórios contábeis. Embora, ao fazer isso, esteja processando informações, ninguém afirmaria que a fábrica de bicicletas é uma contabilidade. A fábrica de bicicletas também processa consumidores. Dá a eles orientação sobre manutenção e aspectos técnicos do produto. No entanto a maioria das atividades dessa fábrica ocupa-se com o processamento de materiais, transformando os diversos componentes, peças e materiais em bens sob a forma de bicicletas. O quadro 1.7 fornece exemplos de operações com seus principais recursos transformados.
Quadro 1.7 - Materiais transformados preponderantes em várias operações
Predominantemente processadores de materiais
Predominantemente processadores de informações
Predominantemente processadores de consumidores
� Todas as operações de manufatura
� Empresas de mineração
� Operações de varejo
� Armazéns
� Serviços postais
� Linha de embarque de contêineres
� Empresas de transporte rodoviário
� Contadores
� Bancos
� Empresas de pesquisa de mercado
� Analistas financeiros
� Serviços de notícias
� Unidades de pesquisa em universidades
� Empresas de telecomunicações
� Cabeleireiros
� Hotéis
� Hospitais
� Transportes rápidos de massa
� Teatros
� Parques temáticos
� Dentistas
� Cirurgiões plásticos
� Psicólogos
Fonte: Slack et al. (2007, p. 10).
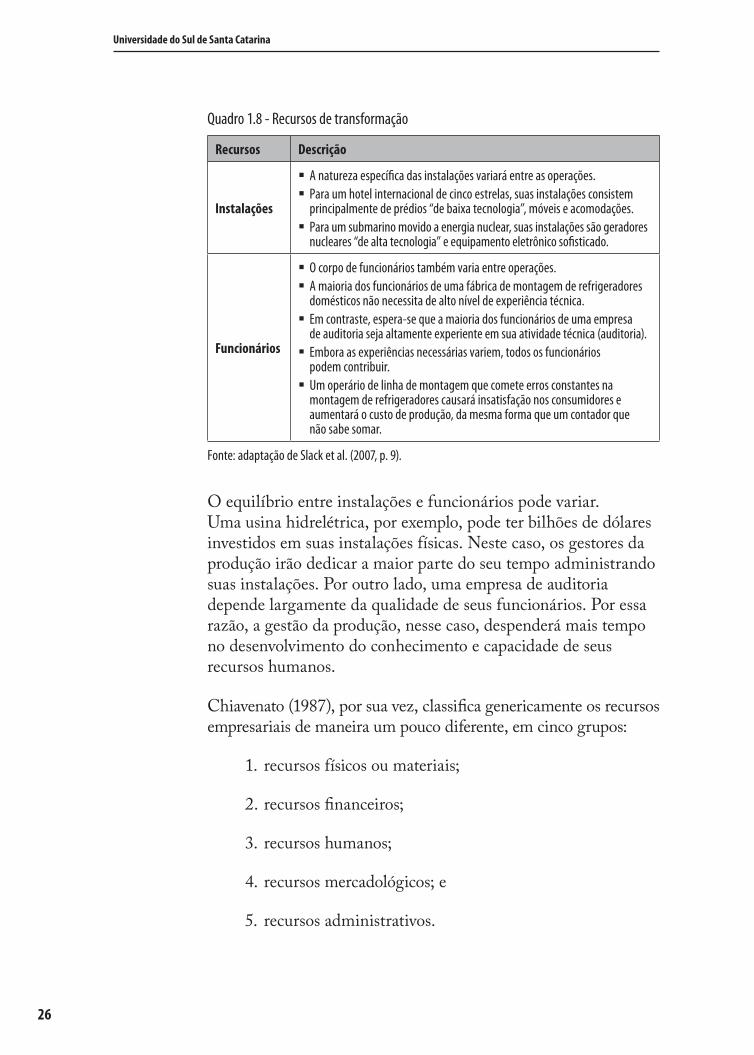
O outro conjunto de entradas agrupa os recursos de transformação. As instalações e funcionários compõem os recursos que agirão de alguma maneira sobre os recursos a serem transformados. O quadro 1.8 detalha cada um desses recursos.
26
Universidade do Sul de Santa Catarina
Quadro 1.8 - Recursos de transformação
Recursos Descrição
Instalações
� A natureza específica das instalações variará entre as operações. � Para um hotel internacional de cinco estrelas, suas instalações consistem
principalmente de prédios “de baixa tecnologia”, móveis e acomodações. � Para um submarino movido a energia nuclear, suas instalações são geradores
nucleares “de alta tecnologia” e equipamento eletrônico sofisticado.
Funcionários
� O corpo de funcionários também varia entre operações. � A maioria dos funcionários de uma fábrica de montagem de refrigeradores
domésticos não necessita de alto nível de experiência técnica. � Em contraste, espera-se que a maioria dos funcionários de uma empresa
de auditoria seja altamente experiente em sua atividade técnica (auditoria). � Embora as experiências necessárias variem, todos os funcionários
podem contribuir. � Um operário de linha de montagem que comete erros constantes na
montagem de refrigeradores causará insatisfação nos consumidores e aumentará o custo de produção, da mesma forma que um contador que não sabe somar.
Fonte: adaptação de Slack et al. (2007, p. 9).
O equilíbrio entre instalações e funcionários pode variar. Uma usina hidrelétrica, por exemplo, pode ter bilhões de dólares investidos em suas instalações físicas. Neste caso, os gestores da produção irão dedicar a maior parte do seu tempo administrando suas instalações. Por outro lado, uma empresa de auditoria depende largamente da qualidade de seus funcionários. Por essa razão, a gestão da produção, nesse caso, despenderá mais tempo no desenvolvimento do conhecimento e capacidade de seus recursos humanos.
Chiavenato (1987), por sua vez, classifica genericamente os recursos empresariais de maneira um pouco diferente, em cinco grupos:
1. recursos físicos ou materiais;
2. recursos financeiros;
3. recursos humanos;
4. recursos mercadológicos; e
5. recursos administrativos.
27
Sistemas de Produção
Unidade 1
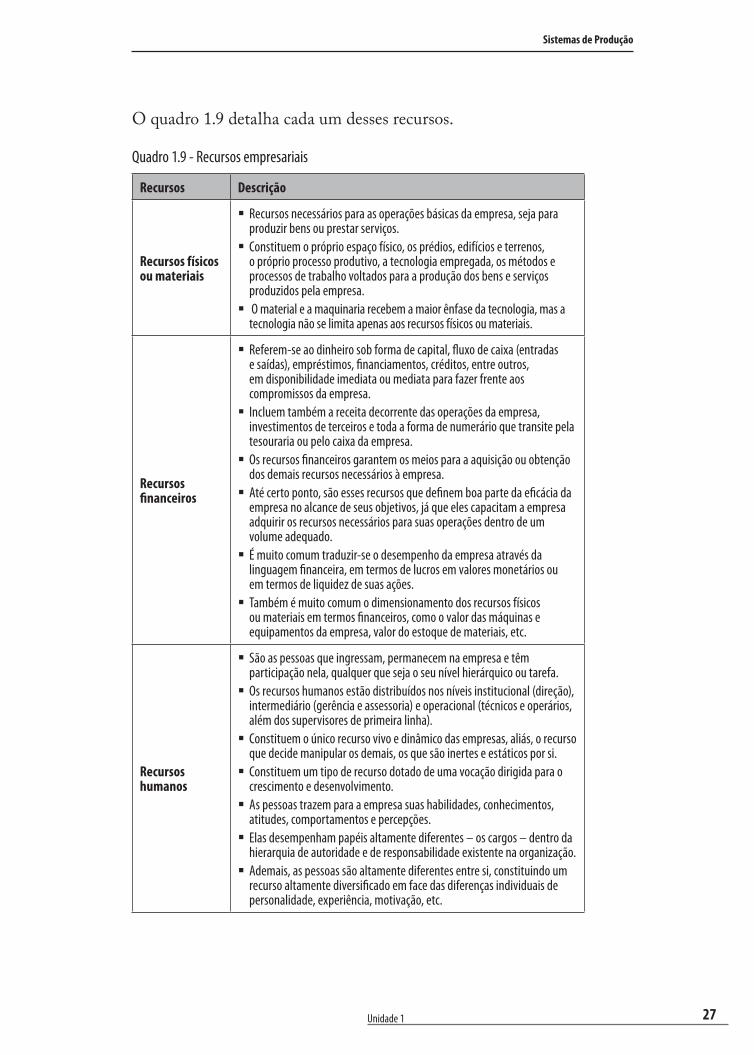
O quadro 1.9 detalha cada um desses recursos.
Quadro 1.9 - Recursos empresariais
Recursos Descrição
Recursos físicos ou materiais
� Recursos necessários para as operações básicas da empresa, seja para produzir bens ou prestar serviços.
� Constituem o próprio espaço físico, os prédios, edifícios e terrenos, o próprio processo produtivo, a tecnologia empregada, os métodos e processos de trabalho voltados para a produção dos bens e serviços produzidos pela empresa.
� O material e a maquinaria recebem a maior ênfase da tecnologia, mas a tecnologia não se limita apenas aos recursos físicos ou materiais.
Recursos financeiros
� Referem-se ao dinheiro sob forma de capital, fluxo de caixa (entradas e saídas), empréstimos, financiamentos, créditos, entre outros, em disponibilidade imediata ou mediata para fazer frente aos compromissos da empresa.
� Incluem também a receita decorrente das operações da empresa, investimentos de terceiros e toda a forma de numerário que transite pela tesouraria ou pelo caixa da empresa.
� Os recursos financeiros garantem os meios para a aquisição ou obtenção dos demais recursos necessários à empresa.
� Até certo ponto, são esses recursos que definem boa parte da eficácia da empresa no alcance de seus objetivos, já que eles capacitam a empresa adquirir os recursos necessários para suas operações dentro de um volume adequado.
� É muito comum traduzir-se o desempenho da empresa através da linguagem financeira, em termos de lucros em valores monetários ou em termos de liquidez de suas ações.
� Também é muito comum o dimensionamento dos recursos físicos ou materiais em termos financeiros, como o valor das máquinas e equipamentos da empresa, valor do estoque de materiais, etc.
Recursos humanos
� São as pessoas que ingressam, permanecem na empresa e têm participação nela, qualquer que seja o seu nível hierárquico ou tarefa.
� Os recursos humanos estão distribuídos nos níveis institucional (direção), intermediário (gerência e assessoria) e operacional (técnicos e operários, além dos supervisores de primeira linha).
� Constituem o único recurso vivo e dinâmico das empresas, aliás, o recurso que decide manipular os demais, os que são inertes e estáticos por si.
� Constituem um tipo de recurso dotado de uma vocação dirigida para o crescimento e desenvolvimento.
� As pessoas trazem para a empresa suas habilidades, conhecimentos, atitudes, comportamentos e percepções.
� Elas desempenham papéis altamente diferentes – os cargos – dentro da hierarquia de autoridade e de responsabilidade existente na organização.
� Ademais, as pessoas são altamente diferentes entre si, constituindo um recurso altamente diversificado em face das diferenças individuais de personalidade, experiência, motivação, etc.
28
Universidade do Sul de Santa Catarina
Recursos Descrição
Recursos mercadológicos
� Constituem os meios através dos quais a empresa localiza os seus clientes ou usuários, entra em contato com eles e os influencia.
� Nesse sentido, esses recursos incluem também o próprio mercado de consumidores ou clientes dos produtos oferecidos pela empresa.
� Esses recursos envolvem todas as atividades de pesquisa e análise de mercado (de consumidores e de concorrentes), toda a organização de vendas (incluindo previsão de vendas, execução e controle), promoção, propaganda, distribuição dos produtos através dos canais adequados, desenvolvimento de novos produtos necessários às demandas do mercado, definição de preços, assistência técnica ao consumidor, entre outras.
� Não fossem os recursos mercadológicos, de nada adiantariam os demais recursos, pois, se a empresa fosse despojada de seus clientes (consumidores ou usuários), perderia fatalmente a própria razão de existir.
� São também chamados de recursos comerciais, como denominação restritiva para distinguir apenas as atividades diretamente relacionadas com as atividades de vendas.
� Correspondem ao termo marketing utilizado pelos autores americanos.
Recursos administrativos
� Constituem todos os meios através dos quais as atividades empresariais são planejadas, organizadas, dirigidas e controladas.
� Incluem todos os processos de tomada de decisão e distribuição de informação necessária, além dos esquemas de coordenação e integração utilizados pela empresa.
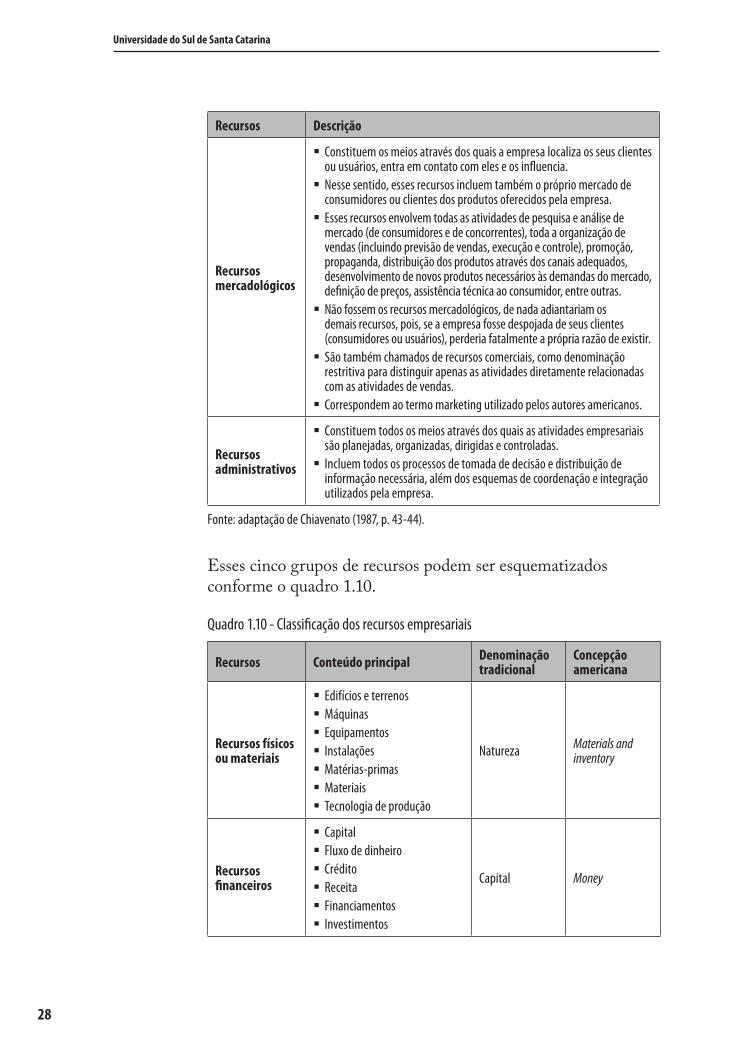
Fonte: adaptação de Chiavenato (1987, p. 43-44).
Esses cinco grupos de recursos podem ser esquematizados conforme o quadro 1.10.
Quadro 1.10 - Classificação dos recursos empresariais
Recursos Conteúdo principal Denominação tradicional
Concepção americana
Recursos físicos ou materiais
� Edifícios e terrenos � Máquinas � Equipamentos � Instalações � Matérias-primas � Materiais � Tecnologia de produção
Natureza Materials and inventory
Recursos financeiros
� Capital � Fluxo de dinheiro � Crédito � Receita � Financiamentos � Investimentos
Capital Money
29
Sistemas de Produção
Unidade 1
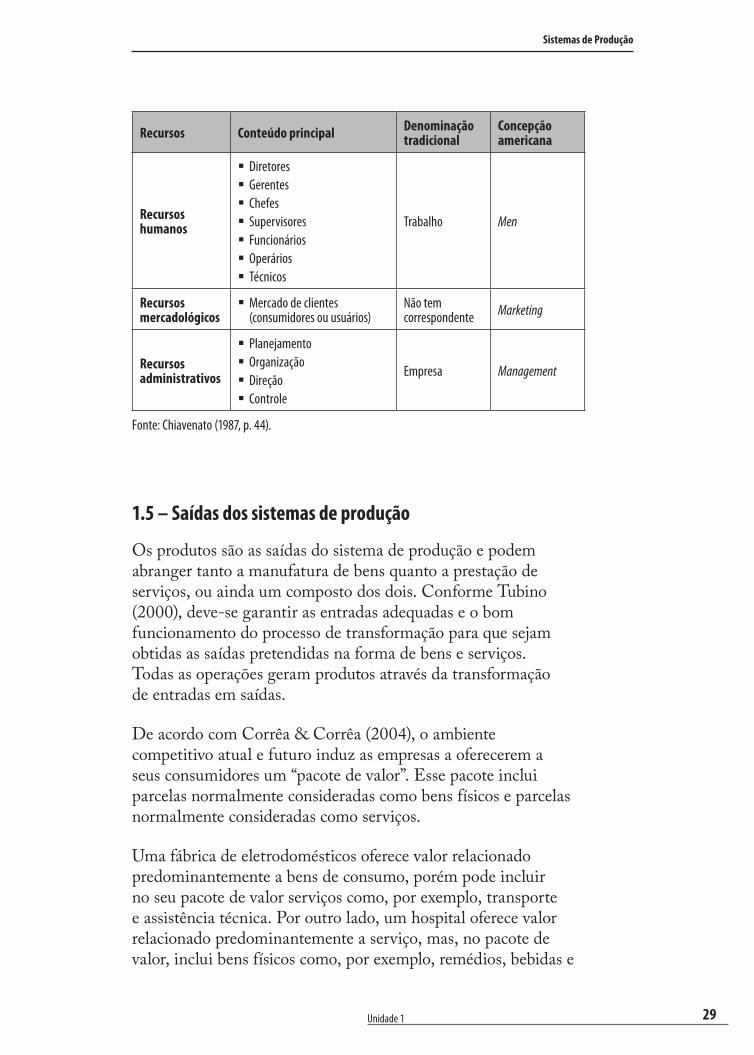
Recursos Conteúdo principal Denominação tradicional
Concepção americana
Recursos humanos
� Diretores � Gerentes � Chefes � Supervisores � Funcionários � Operários � Técnicos
Trabalho Men
Recursos mercadológicos
� Mercado de clientes (consumidores ou usuários)
Não tem correspondente Marketing
Recursos administrativos
� Planejamento � Organização � Direção � Controle
Empresa Management
Fonte: Chiavenato (1987, p. 44).
1.5 – Saídas dos sistemas de produção
Os produtos são as saídas do sistema de produção e podem abranger tanto a manufatura de bens quanto a prestação de serviços, ou ainda um composto dos dois. Conforme Tubino (2000), deve-se garantir as entradas adequadas e o bom funcionamento do processo de transformação para que sejam obtidas as saídas pretendidas na forma de bens e serviços. Todas as operações geram produtos através da transformação de entradas em saídas.
De acordo com Corrêa & Corrêa (2004), o ambiente competitivo atual e futuro induz as empresas a oferecerem a seus consumidores um “pacote de valor”. Esse pacote inclui parcelas normalmente consideradas como bens físicos e parcelas normalmente consideradas como serviços.
Uma fábrica de eletrodomésticos oferece valor relacionado predominantemente a bens de consumo, porém pode incluir no seu pacote de valor serviços como, por exemplo, transporte e assistência técnica. Por outro lado, um hospital oferece valor relacionado predominantemente a serviço, mas, no pacote de valor, inclui bens físicos como, por exemplo, remédios, bebidas e
30
Universidade do Sul de Santa Catarina
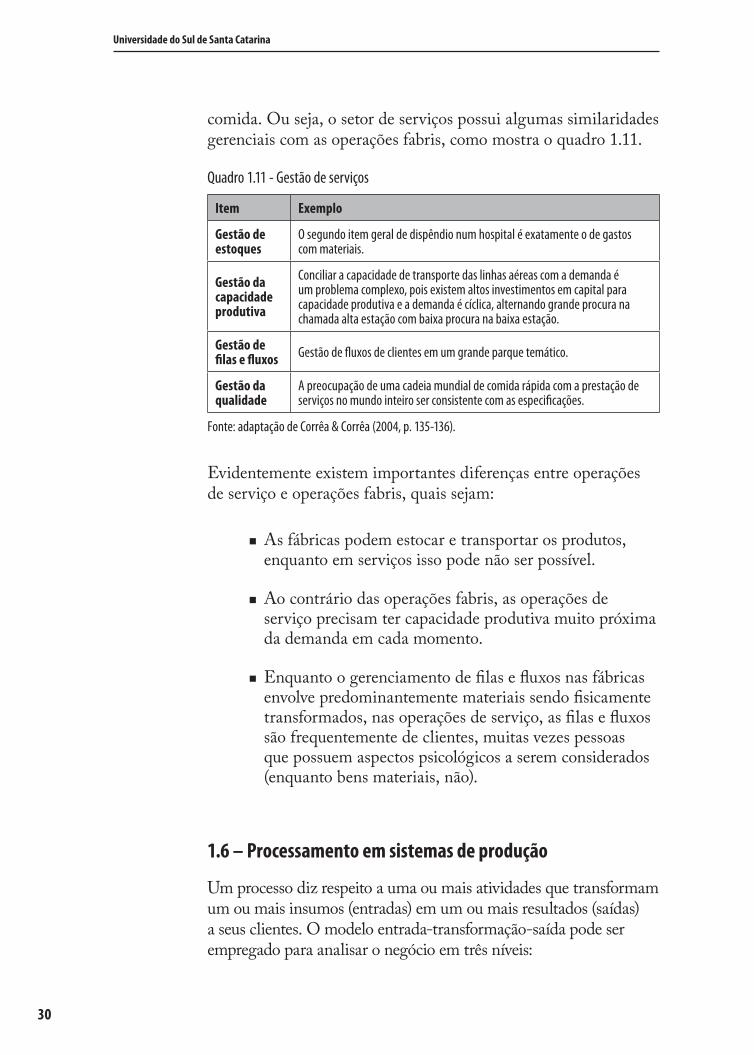
comida. Ou seja, o setor de serviços possui algumas similaridades gerenciais com as operações fabris, como mostra o quadro 1.11.
Quadro 1.11 - Gestão de serviços
Item Exemplo
Gestão de estoques
O segundo item geral de dispêndio num hospital é exatamente o de gastos com materiais.
Gestão da capacidade produtiva
Conciliar a capacidade de transporte das linhas aéreas com a demanda é um problema complexo, pois existem altos investimentos em capital para capacidade produtiva e a demanda é cíclica, alternando grande procura na chamada alta estação com baixa procura na baixa estação.
Gestão de filas e fluxos Gestão de fluxos de clientes em um grande parque temático.
Gestão da qualidade
A preocupação de uma cadeia mundial de comida rápida com a prestação de serviços no mundo inteiro ser consistente com as especificações.
Fonte: adaptação de Corrêa & Corrêa (2004, p. 135-136).
Evidentemente existem importantes diferenças entre operações de serviço e operações fabris, quais sejam:
� As fábricas podem estocar e transportar os produtos, enquanto em serviços isso pode não ser possível.
� Ao contrário das operações fabris, as operações de serviço precisam ter capacidade produtiva muito próxima da demanda em cada momento.
� Enquanto o gerenciamento de filas e fluxos nas fábricas envolve predominantemente materiais sendo fisicamente transformados, nas operações de serviço, as filas e fluxos são frequentemente de clientes, muitas vezes pessoas que possuem aspectos psicológicos a serem considerados (enquanto bens materiais, não).
1.6 – Processamento em sistemas de produção
Um processo diz respeito a uma ou mais atividades que transformam um ou mais insumos (entradas) em um ou mais resultados (saídas) a seus clientes. O modelo entrada-transformação-saída pode ser empregado para analisar o negócio em três níveis:
31
Sistemas de Produção
Unidade 1
� rede de suprimentos;
� operação; e
� processo.
Conforme Slack et al. (2007), qualquer operação pode ser vista como parte de uma rede mais ampla de operações. Algumas operações suprem uma operação particular com bens e serviços necessários para que ela produza seus próprios produtos. Por sua vez, essa operação (a menos que lide diretamente com o consumidor final) pode suprir consumidores que suprem seus próprios consumidores. Podem existir diversos fornecedores e diversos consumidores em cada operação. Cada operação, por sua vez, pode estar em concorrência com outras operações que produzam bens e serviços similares.
Rede de suprimentos é a denominação dada a esse conjunto de operações.
Os processos dentro de cada operação podem formar uma rede interna da mesma forma que as operações gerais formam uma rede de suprimentos. De acordo com Slack et al. (2007), cada processo é simultaneamente um fornecedor interno e um consumidor interno de outros processos. O conceito de consumidor interno se presta a duas finalidades:
� fornece um modelo para analisar atividades internas de uma operação; e
� é uma forma útil de lembrar que a eficácia de uma operação pode ser melhorada se os consumidores internos forem tratados com o mesmo cuidado dado aos consumidores externos.
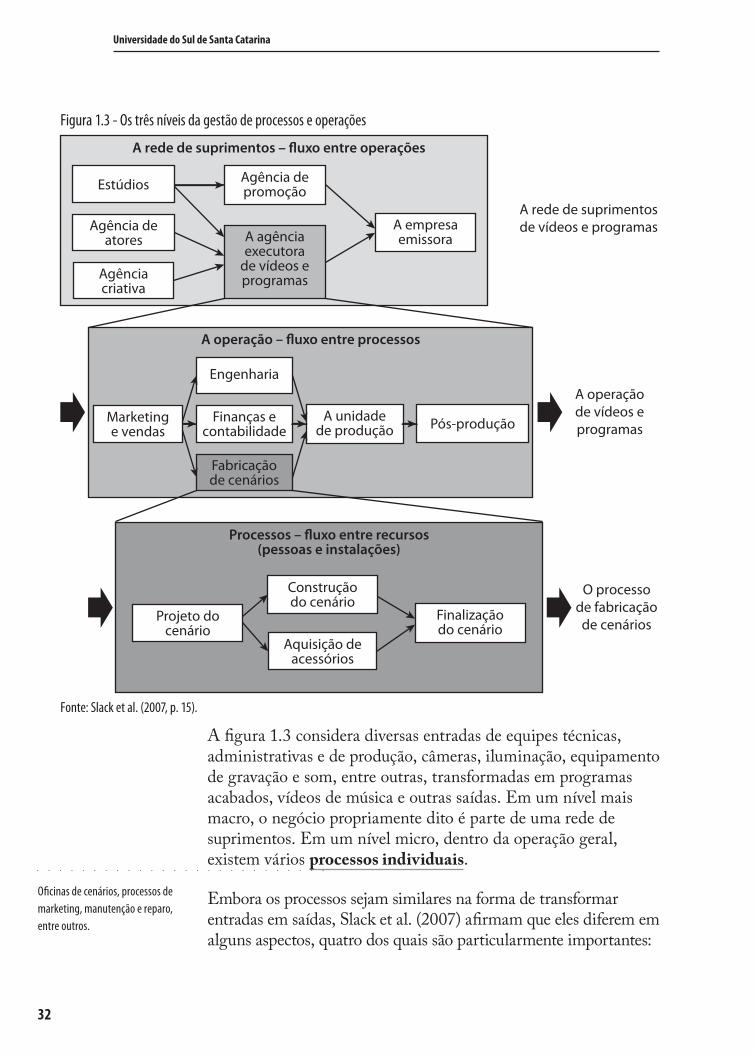
Por último, podemos considerar que, mesmo dentro de processos individuais, podem fluir materiais, informações e consumidores entre funcionários individuais e recursos. Essa hierarquia das operações é ilustrada pela figura 1.3, a qual mostra o exemplo de uma operação que produz programas de televisão e vídeos.
32
Universidade do Sul de Santa Catarina
A figura 1.3 considera diversas entradas de equipes técnicas, administrativas e de produção, câmeras, iluminação, equipamento de gravação e som, entre outras, transformadas em programas acabados, vídeos de música e outras saídas. Em um nível mais macro, o negócio propriamente dito é parte de uma rede de suprimentos. Em um nível micro, dentro da operação geral, existem vários processos individuais.
Embora os processos sejam similares na forma de transformar entradas em saídas, Slack et al. (2007) afirmam que eles diferem em alguns aspectos, quatro dos quais são particularmente importantes:
Figura 1.3 - Os três níveis da gestão de processos e operações
A rede de suprimentos de vídeos e programas
A operação de vídeos e programas
O processo de fabricação de cenários
A rede de suprimentos – �uxo entre operações
Estúdios
Agência deatores
A empresaemissora
Agência depromoção
A agênciaexecutora
de vídeos eprogramasAgência
criativa
A operação – �uxo entre processos
Marketinge vendas Pós-produçãoA unidade
de produçãoFinanças e
contabilidade
Fabricaçãode cenários
Engenharia
Processos – �uxo entre recursos(pessoas e instalações)
Projeto do cenário
Finalizaçãodo cenário
Aquisição deacessórios
Construçãodo cenário
Fonte: Slack et al. (2007, p. 15).
Oficinas de cenários, processos de marketing, manutenção e reparo, entre outros.
33
Sistemas de Produção
Unidade 1
� volume de saídas;
� variedade de saídas;
� variação da demanda das saídas; e
� visibilidade da produção de saídas percebida pelos consumidores.
As operações de alto volume se caracterizam pelo grau de repetição de tarefas que as pessoas estão fazendo e pela sistematização do trabalho através do estabelecimento de um manual com os procedimentos padrões para instruir cada parte do trabalho a ser realizado. Essas características justificam o investimento em máquinas e equipamentos especializados, tendo como resultados o aumento da produtividade e a redução dos custos unitários. Por outro lado, operações de baixo volume possuem grau de repetição muito menor e pouca sistematização. Como o número de funcionários é menor, cada um deles deve executar uma variedade maior de tarefas, prejudicando a sistematização e inviabilizando a aquisição de equipamentos especializados. Nesse caso, portanto, os custos unitários tendem a ser mais altos.
As operações de alta variedade exigem flexibilidade para atender às necessidades dos clientes, resultando em altos custos unitários. Em oposição, as operações de baixa variedade são mais bem definidas e rotineiras. Como resultado, custos unitários mais baixos são possíveis em função da padronização e regularidade das operações.
Para exemplificar: podemos comparar os serviços oferecidos por uma empresa de rádio-táxi (alta variedade de rotas) com o transporte realizado por uma companhia de ônibus (baixa variedade). De acordo com Slack et al. (2007), embora os consumidores com necessidades semelhantes sejam atendidos em ambos os casos, o serviço de táxi possui um número alto de rotas e horários para oferecer a seus consumidores, enquanto o serviço de ônibus possui algumas rotas e horários bem definidos, resultando em custos diferenciados de operação.
34
Universidade do Sul de Santa Catarina
Variações no nível de demanda significam que a operação deve, de alguma forma, mudar sua capacidade e flexibilizar suas atividades. Erros de previsão de demanda, no entanto, podem resultar em capacidade ociosa ou deficiente, o que ocasiona maiores custos unitários. Operações com baixa variação da demanda das saídas, por um lado, são mais estáveis, rotineiras e previsíveis, permitindo uma melhor utilização de seus recursos e redução nos custos unitários. Podemos comparar, por exemplo, uma fábrica de chocolates (alta variação da demanda ocasionada por vendas sazonais no período que antecede a Páscoa) com uma padaria (baixa variação da demanda, ou seja, consumo praticamente constante ao longo do ano).
Slack et al. (2007) afirmam que a dimensão visibilidade é ligeiramente mais difícil de considerar. Significa o quanto das atividades de uma operação é percebido pelo consumidor ou exposto aos consumidores. Operações de maior visibilidade possuem custos unitários maiores pela:
� necessidade de contato e habilidade interpessoal;
� baixa utilização de funcionários; e
� menor padronização.
Comparemos, por exemplo, a venda de livros por meio de uma loja e via Internet. Os clientes da loja possuem limitada tolerância de espera e sairão da loja, se não forem atendidos em tempo razoável. A qualidade das operações pode ser julgada por meio de percepções ao invés de critérios objetivos, principalmente em relação ao tratamento dado pelos funcionários da loja. Uma livraria virtual, por outro lado, possui uma operação mais semelhante à operação de uma fábrica. Como os prazos de entrega são de horas ou dias, as tarefas de localização dos itens preparação, embalagem e despacho podem ser padronizadas para serem executadas por funcionários com pouca habilidade interpessoal. Por essas razões, as operações via Internet devem ter custos operacionais inferiores aos de uma loja.
35
Sistemas de Produção
Unidade 1
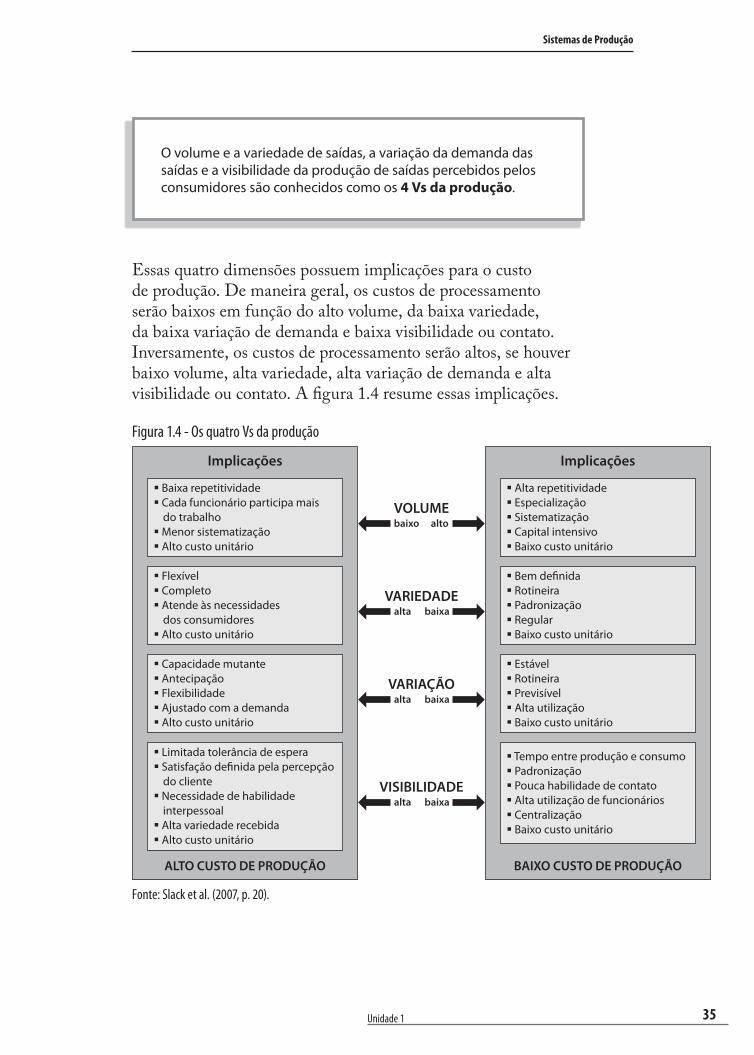
O volume e a variedade de saídas, a variação da demanda das saídas e a visibilidade da produção de saídas percebidos pelos consumidores são conhecidos como os 4 Vs da produção.
Essas quatro dimensões possuem implicações para o custo de produção. De maneira geral, os custos de processamento serão baixos em função do alto volume, da baixa variedade, da baixa variação de demanda e baixa visibilidade ou contato. Inversamente, os custos de processamento serão altos, se houver baixo volume, alta variedade, alta variação de demanda e alta visibilidade ou contato. A figura 1.4 resume essas implicações.
Figura 1.4 - Os quatro Vs da produção
Implicações
BAIXO CUSTO DE PRODUÇÃO
Alta repetitividade Especialização Sistematização Capital intensivo Baixo custo unitário
Bem definida Rotineira Padronização Regular Baixo custo unitário
Estável Rotineira Previsível Alta utilização Baixo custo unitário
Tempo entre produção e consumo Padronização Pouca habilidade de contato Alta utilização de funcionários Centralização Baixo custo unitário
Implicações
ALTO CUSTO DE PRODUÇÃO
Capacidade mutante Antecipação Flexibilidade Ajustado com a demanda Alto custo unitário
Baixa repetitividade Cada funcionário participa mais
do trabalho Menor sistematização Alto custo unitário
Flexível Completo Atende às necessidades
dos consumidores Alto custo unitário
Limitada tolerância de espera Satisfação definida pela percepção
do cliente Necessidade de habilidade
interpessoal Alta variedade recebida Alto custo unitário
VOLUMEbaixo alto
VARIEDADEalta baixa
VARIAÇÃOalta baixa
VISIBILIDADEalta baixa
Fonte: Slack et al. (2007, p. 20).
36
Universidade do Sul de Santa Catarina
Seção 2 – Os níveis hierárquicos das empresas
Nesta seção, você estudará os diferentes níveis hierárquicos das empresas e a hierarquia de sistemas que ocorre nos três níveis da empresa.
Chiavenato (1987) afirma que as empresas podem ser analisadas sob o prisma de três diferentes níveis hierárquicos:
1. nível institucional;
2. nível intermediário (ou mediador ou gerencial); e
3. nível operacional (ou técnico).
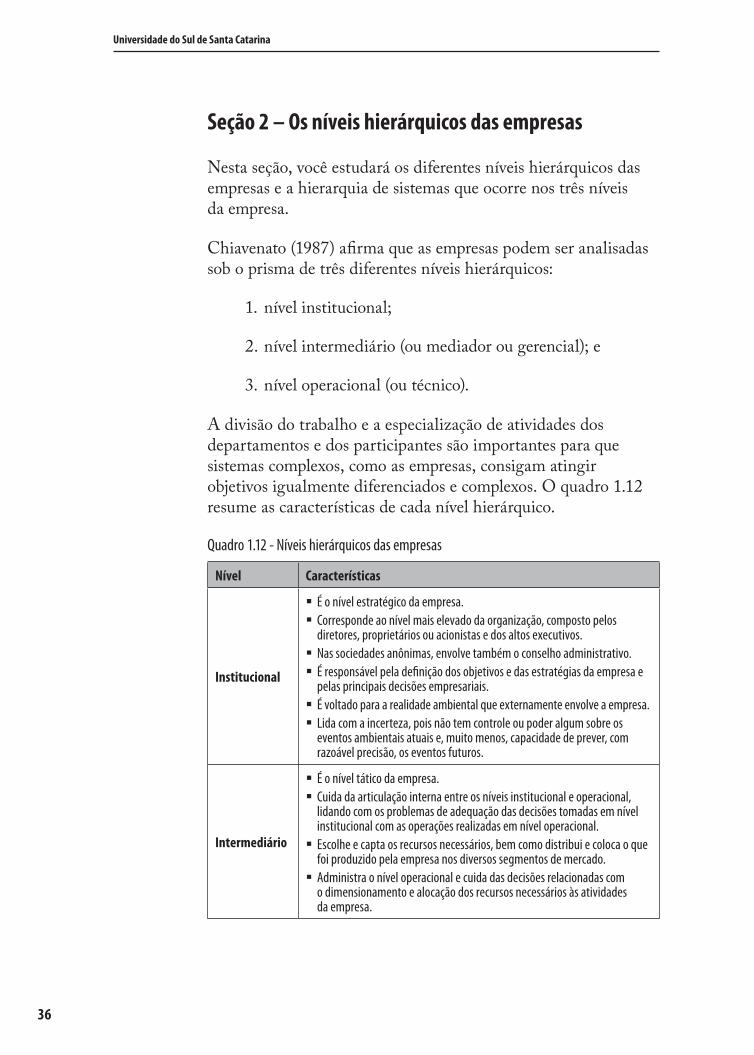
A divisão do trabalho e a especialização de atividades dos departamentos e dos participantes são importantes para que sistemas complexos, como as empresas, consigam atingir objetivos igualmente diferenciados e complexos. O quadro 1.12 resume as características de cada nível hierárquico.
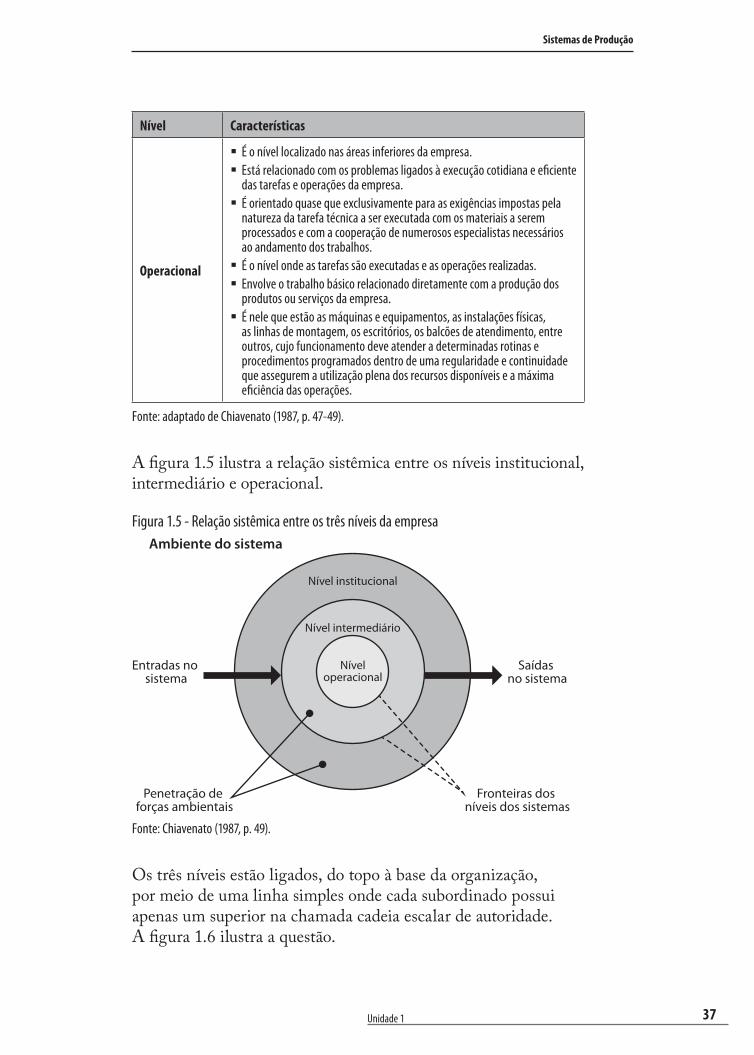
Quadro 1.12 - Níveis hierárquicos das empresas
Nível Características
Institucional
� É o nível estratégico da empresa. � Corresponde ao nível mais elevado da organização, composto pelos
diretores, proprietários ou acionistas e dos altos executivos. � Nas sociedades anônimas, envolve também o conselho administrativo. � É responsável pela definição dos objetivos e das estratégias da empresa e
pelas principais decisões empresariais. � É voltado para a realidade ambiental que externamente envolve a empresa. � Lida com a incerteza, pois não tem controle ou poder algum sobre os
eventos ambientais atuais e, muito menos, capacidade de prever, com razoável precisão, os eventos futuros.
Intermediário
� É o nível tático da empresa. � Cuida da articulação interna entre os níveis institucional e operacional,
lidando com os problemas de adequação das decisões tomadas em nível institucional com as operações realizadas em nível operacional.
� Escolhe e capta os recursos necessários, bem como distribui e coloca o que foi produzido pela empresa nos diversos segmentos de mercado.
� Administra o nível operacional e cuida das decisões relacionadas com o dimensionamento e alocação dos recursos necessários às atividades da empresa.
37
Sistemas de Produção
Unidade 1
Nível Características
Operacional
� É o nível localizado nas áreas inferiores da empresa. � Está relacionado com os problemas ligados à execução cotidiana e eficiente
das tarefas e operações da empresa. � É orientado quase que exclusivamente para as exigências impostas pela
natureza da tarefa técnica a ser executada com os materiais a serem processados e com a cooperação de numerosos especialistas necessários ao andamento dos trabalhos.
� É o nível onde as tarefas são executadas e as operações realizadas. � Envolve o trabalho básico relacionado diretamente com a produção dos
produtos ou serviços da empresa. � É nele que estão as máquinas e equipamentos, as instalações físicas,
as linhas de montagem, os escritórios, os balcões de atendimento, entre outros, cujo funcionamento deve atender a determinadas rotinas e procedimentos programados dentro de uma regularidade e continuidade que assegurem a utilização plena dos recursos disponíveis e a máxima eficiência das operações.
Fonte: adaptado de Chiavenato (1987, p. 47-49).
A figura 1.5 ilustra a relação sistêmica entre os níveis institucional, intermediário e operacional.
Figura 1.5 - Relação sistêmica entre os três níveis da empresa
Níveloperacional
Nível intermediário
Nível institucional
Ambiente do sistema
Entradas no sistema
Penetração de forças ambientais
Fronteiras dos níveis dos sistemas
Saídas no sistema
Fonte: Chiavenato (1987, p. 49).
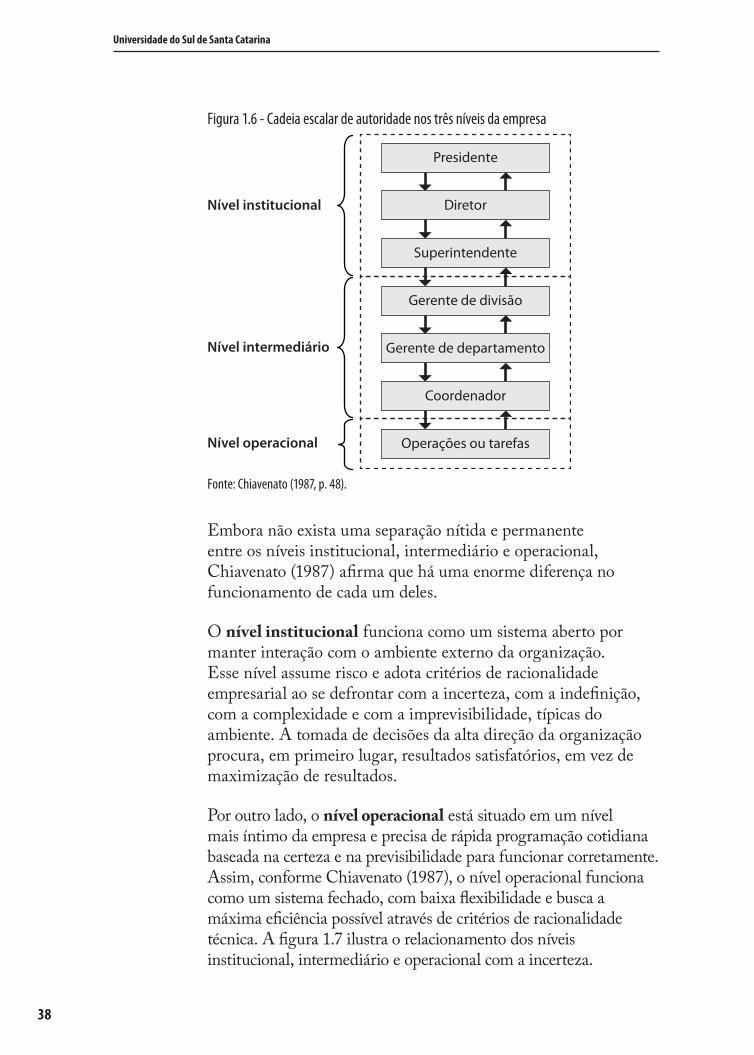
Os três níveis estão ligados, do topo à base da organização, por meio de uma linha simples onde cada subordinado possui apenas um superior na chamada cadeia escalar de autoridade. A figura 1.6 ilustra a questão.
38
Universidade do Sul de Santa Catarina
Figura 1.6 - Cadeia escalar de autoridade nos três níveis da empresa
Gerente de departamento
Gerente de divisão
Operações ou tarefas
Coordenador
Superintendente
Diretor
Presidente
Nível institucional
Nível intermediário
Nível operacional
Fonte: Chiavenato (1987, p. 48).
Embora não exista uma separação nítida e permanente entre os níveis institucional, intermediário e operacional, Chiavenato (1987) afirma que há uma enorme diferença no funcionamento de cada um deles.
O nível institucional funciona como um sistema aberto por manter interação com o ambiente externo da organização. Esse nível assume risco e adota critérios de racionalidade empresarial ao se defrontar com a incerteza, com a indefinição, com a complexidade e com a imprevisibilidade, típicas do ambiente. A tomada de decisões da alta direção da organização procura, em primeiro lugar, resultados satisfatórios, em vez de maximização de resultados.
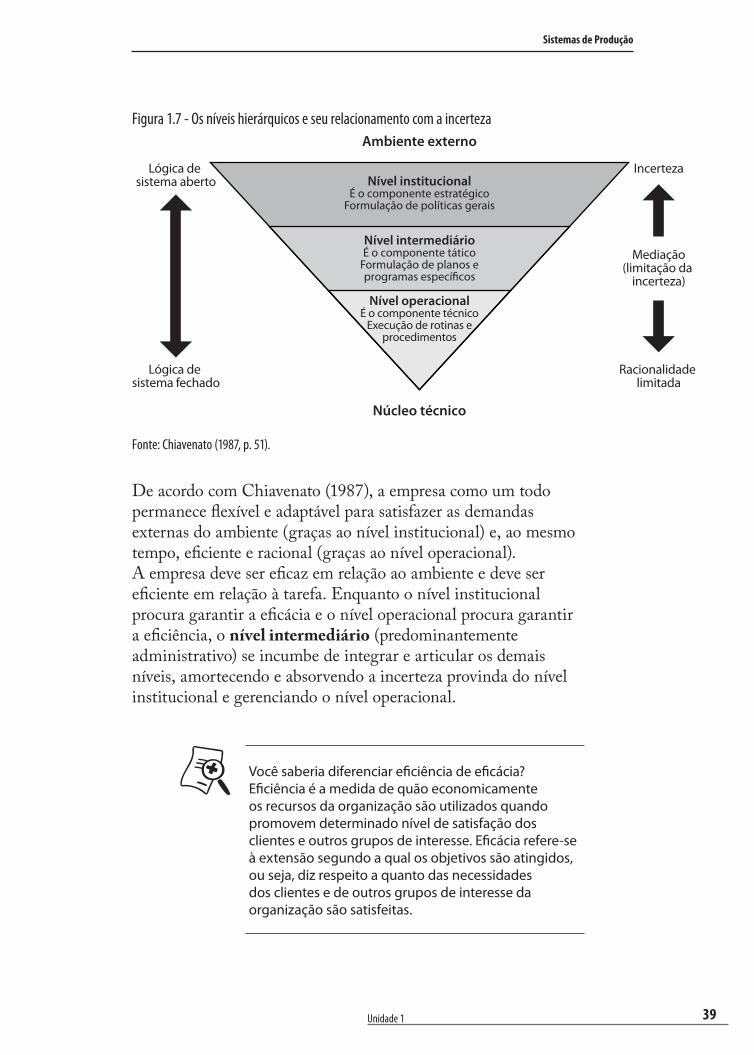
Por outro lado, o nível operacional está situado em um nível mais íntimo da empresa e precisa de rápida programação cotidiana baseada na certeza e na previsibilidade para funcionar corretamente. Assim, conforme Chiavenato (1987), o nível operacional funciona como um sistema fechado, com baixa flexibilidade e busca a máxima eficiência possível através de critérios de racionalidade técnica. A figura 1.7 ilustra o relacionamento dos níveis institucional, intermediário e operacional com a incerteza.
39
Sistemas de Produção
Unidade 1
Figura 1.7 - Os níveis hierárquicos e seu relacionamento com a incertezaAmbiente externo
Núcleo técnico
Nível institucionalÉ o componente estratégico
Formulação de políticas gerais
Nível intermediárioÉ o componente tático
Formulação de planos e programas específicos
Nível operacionalÉ o componente técnico
Execução de rotinas e procedimentos
Lógica de sistema aberto
Lógica de sistema fechado
Incerteza
Mediação(limitação da
incerteza)
Racionalidade limitada
Fonte: Chiavenato (1987, p. 51).
De acordo com Chiavenato (1987), a empresa como um todo permanece flexível e adaptável para satisfazer as demandas externas do ambiente (graças ao nível institucional) e, ao mesmo tempo, eficiente e racional (graças ao nível operacional). A empresa deve ser eficaz em relação ao ambiente e deve ser eficiente em relação à tarefa. Enquanto o nível institucional procura garantir a eficácia e o nível operacional procura garantir a eficiência, o nível intermediário (predominantemente administrativo) se incumbe de integrar e articular os demais níveis, amortecendo e absorvendo a incerteza provinda do nível institucional e gerenciando o nível operacional.
Você saberia diferenciar eficiência de eficácia? Eficiência é a medida de quão economicamente os recursos da organização são utilizados quando promovem determinado nível de satisfação dos clientes e outros grupos de interesse. Eficácia refere‑se à extensão segundo a qual os objetivos são atingidos, ou seja, diz respeito a quanto das necessidades dos clientes e de outros grupos de interesse da organização são satisfeitas.
40
Universidade do Sul de Santa Catarina
Seção 3 – Tipos de estrutura organizacional
Nesta seção, você verá como o processo decisório de uma empresa é afetado pelas diferentes maneiras com que os recursos da organização são agrupados.
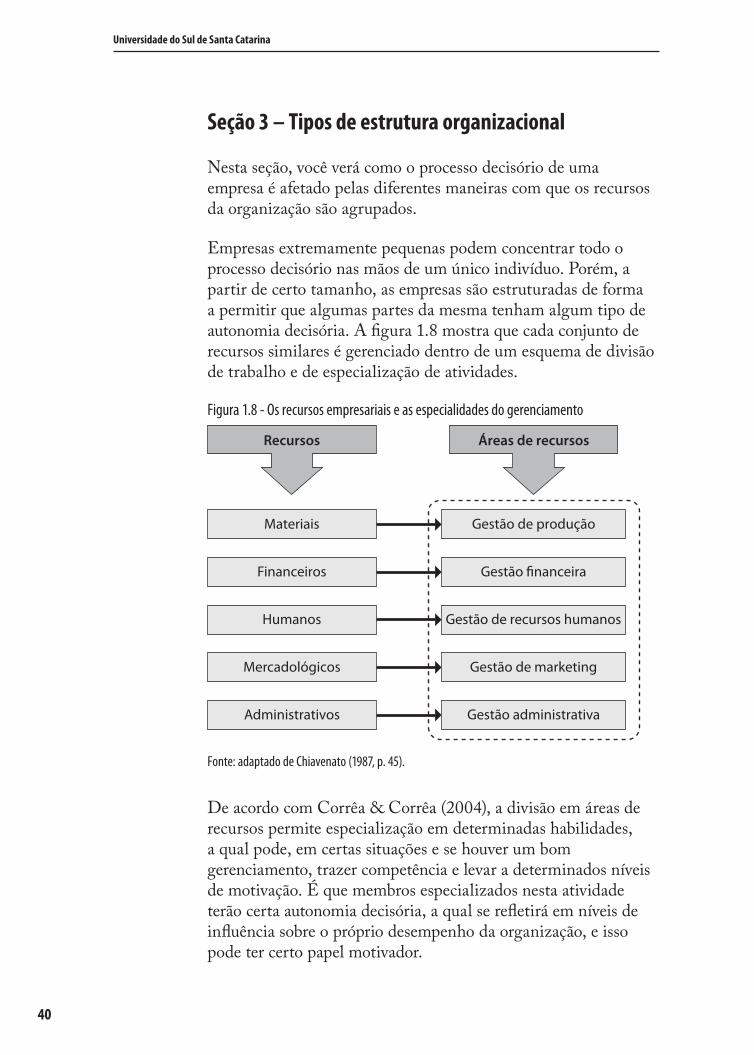
Empresas extremamente pequenas podem concentrar todo o processo decisório nas mãos de um único indivíduo. Porém, a partir de certo tamanho, as empresas são estruturadas de forma a permitir que algumas partes da mesma tenham algum tipo de autonomia decisória. A figura 1.8 mostra que cada conjunto de recursos similares é gerenciado dentro de um esquema de divisão de trabalho e de especialização de atividades.
Figura 1.8 - Os recursos empresariais e as especialidades do gerenciamento
Gestão de marketing
Gestão de recursos humanos
Gestão administrativa
Gestão financeira
Gestão de produção
Áreas de recursos
Mercadológicos
Humanos
Administrativos
Financeiros
Materiais
Recursos
Fonte: adaptado de Chiavenato (1987, p. 45).
De acordo com Corrêa & Corrêa (2004), a divisão em áreas de recursos permite especialização em determinadas habilidades, a qual pode, em certas situações e se houver um bom gerenciamento, trazer competência e levar a determinados níveis de motivação. É que membros especializados nesta atividade terão certa autonomia decisória, a qual se refletirá em níveis de influência sobre o próprio desempenho da organização, e isso pode ter certo papel motivador.
41
Sistemas de Produção
Unidade 1
Cada empresa possui seus recursos agrupados em uma estrutura organizacional única. Não obstante, as estruturas organizacionais podem ser classificadas em três tipos básicos:
� estrutura funcional ou hierárquica;
� estrutura divisional; e
� estrutura matricial.
3.1 – Estrutura funcional
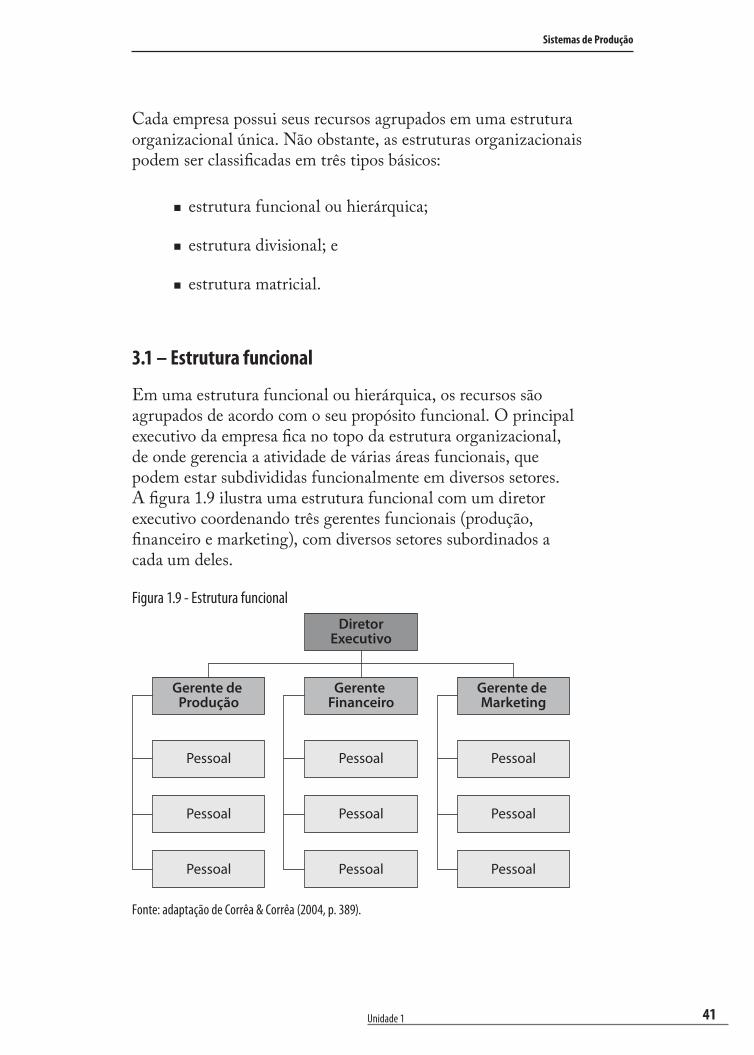
Em uma estrutura funcional ou hierárquica, os recursos são agrupados de acordo com o seu propósito funcional. O principal executivo da empresa fica no topo da estrutura organizacional, de onde gerencia a atividade de várias áreas funcionais, que podem estar subdivididas funcionalmente em diversos setores. A figura 1.9 ilustra uma estrutura funcional com um diretor executivo coordenando três gerentes funcionais (produção, financeiro e marketing), com diversos setores subordinados a cada um deles.
Figura 1.9 - Estrutura funcional
Pessoal
Pessoal
Pessoal
Pessoal
Pessoal
Pessoal
Pessoal
Pessoal
Pessoal
Gerente de Produção
Gerente Financeiro
Gerente de Marketing
DiretorExecutivo
Fonte: adaptação de Corrêa & Corrêa (2004, p. 389).
42
Universidade do Sul de Santa Catarina
A estrutura funcional é normalmente considerada como favorável ao objetivo de estruturas mais eficientes. Corrêa & Corrêa (2004) afirmam, no entanto, que, neste tipo de estrutura organizacional, as linhas de coordenação e comunicação são predominantemente superior-subordinado, tornando as funções segregadas umas das outras (“feudos”), onde cada uma luta contra as outras em busca de poder e influência na organização, favorecendo objetivos locais em vez de objetivos globais (da organização como um todo).
Além disso, como os clientes estão na ponta de um encadeamento de relações internas cliente-fornecedor, que cruzam transversalmente a verticalidade da estrutura funcional, as comunicações entre clientes e fornecedor ficam substancialmente mais demoradas. O quadro 1.13 resume as vantagens e desvantagens da estrutura funcional.
Quadro 1.13 - Vantagens e desvantagens da estrutura funcional
Vantagens Desvantagens
� Reflete uma diferenciação lógica pelas funções seguindo o princípio da especialização ocupacional dos especialistas da empresa.
� Permite distinguir e manter o poder e prestígio das funções principais.
� Simplifica o treinamento do pessoal.
� A responsabilidade pelos lucros tende a ser deslocada para o nível institucional da empresa.
� A superespecialização pode levar a pontos de vista estreitos e bitolados por parte do pessoal chave.
� Tende a limitar o desenvolvimento de generalistas. � Reduz a coordenação entre as funções da empresa – a tendência
é levar os problemas de coordenação para os níveis hierárquicos mais elevados.
� Os indivíduos focalizam seus esforços sobre seus próprios meios, e não sobre os objetivos globais da organização.
� Tende a ser muito burocratizada, com atividades mais formalizadas, exigindo uma estrutura administrativa mais elaborada e uma hierarquia com maior número de níveis.
Fonte: adaptação de Chiavenato (1987, p. 209).
3.2 – Estrutura divisional
De acordo com Corrêa & Corrêa (2004), as desvantagens das organizações funcionais puras vão se tornando mais e mais complexas de serem gerenciadas, à medida que as empresas se tornam maiores. Em um ambiente minimamente dinâmico, a lentidão de resposta de grandes empresas altamente funcionalizadas
43
Sistemas de Produção
Unidade 1
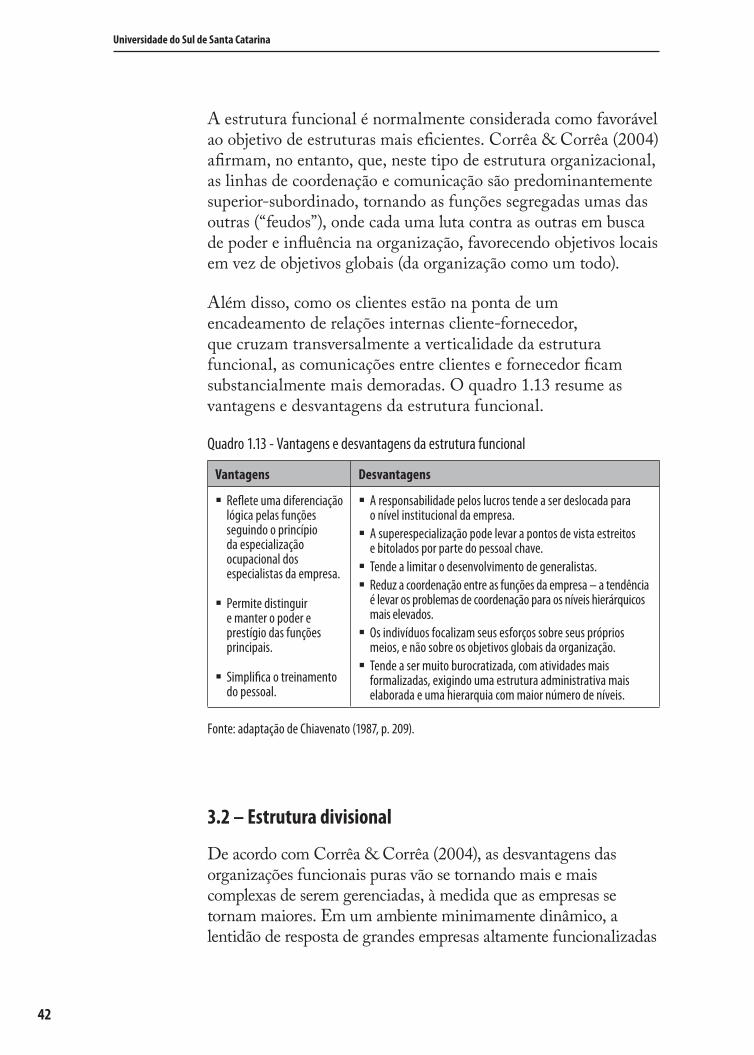
as torna rapidamente inviáveis. A estrutura divisional é uma alternativa que alia agilidade de resposta com maiores níveis de eficiência funcional. A figura 1.10 ilustra uma estrutura divisional com um diretor executivo coordenando três divisões, cada uma com seus próprios setores funcionais (produção, financeiro e marketing).
Figura 1.10 - Estrutura divisional
Produção
Financeiro
Marketing
Produção
Financeiro
Marketing
Produção
Financeiro
Marketing
Divisão 1 Divisão 2 Divisão 3
DiretorExecutivo
Fonte: adaptação de Corrêa & Corrêa (2004, p. 390).
Corrêa & Corrêa (2004) afirmam que a estrutura divisional quebra a lógica puramente funcional em divisões, denominadas, algumas vezes, de unidades de negócios, com relativa autonomia operacional sobre suas receitas e custos. Neste tipo de estrutura organizacional, os interesses reais do negócio estão relacionados com ele mesmo, permitindo uma melhor coordenação das atividades e imprimindo maior agilidade para a resolução de problemas.
Há, em contrapartida, um aumento na demanda de recursos humanos necessários para a execução dos serviços. Além disso, é possível os indivíduos nas divisões se sentirem desestimulados a cooperar com outras áreas da empresa, podendo ocorrer uma maior dificuldade de troca de conhecimento entre os especialistas que estariam alocados em suas unidades de negócio específicas. O quadro 1.14 resume as vantagens e desvantagens da estrutura divisional.
44
Universidade do Sul de Santa Catarina
Quadro 1.14 - Vantagens e desvantagens da estrutura divisional
Vantagens Desvantagens
� Permite avaliar o desempenho relativo ao sucesso de um negócio.
� O executivo de cada divisão é orientado para todos os aspectos de sua unidade de negócios.
� Facilita enormemente a coordenação interdepartamental, fazendo com que as diversas atividades funcionais se tornem secundárias e se sujeitem ao negócio.
� Permite a inovação, o crescimento e a diversificação de produtos, bem como a flexibilidade (pois as unidades de negócio podem ser maiores ou menores), conforme as condições mudem, sem interferir na organização geral.
� Os especialistas são dispersos em subgrupos orientados para determinado negócio.
� Pode ocorrer algum enfraquecimento ou obsolescência na excelência técnica dos especialistas.
� Pode gerar alto custo operacional em circunstâncias ambientais estáveis e para poucos produtos ou linhas de produtos.
� Essa estrutura prioriza a coordenação em detrimento da especialização.
Fonte: adaptação de Chiavenato (1987, p. 211-212).
3.3 – Estrutura matricial
A estrutura matricial busca combinar as vantagens da organização funcional com as da organização divisional. Nesse tipo de estrutura, afirmam Corrêa & Corrêa (2004), cada agrupamento de recursos tem pelo menos duas linhas de subordinação:
� com o superior funcional, ou seja, com o membro do staff corporativo que coordena os esforços daquela função em todas as unidades de negócio; e
� com o superior divisional, pois responde também para o responsável pela unidade de negócios em que se insere.
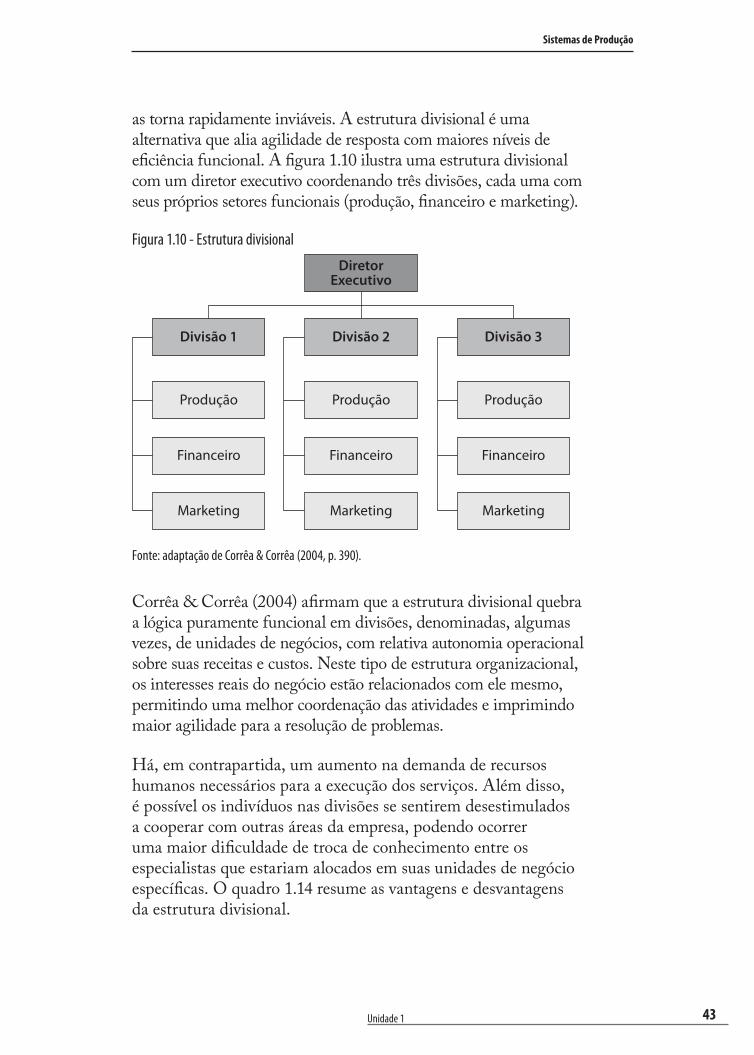
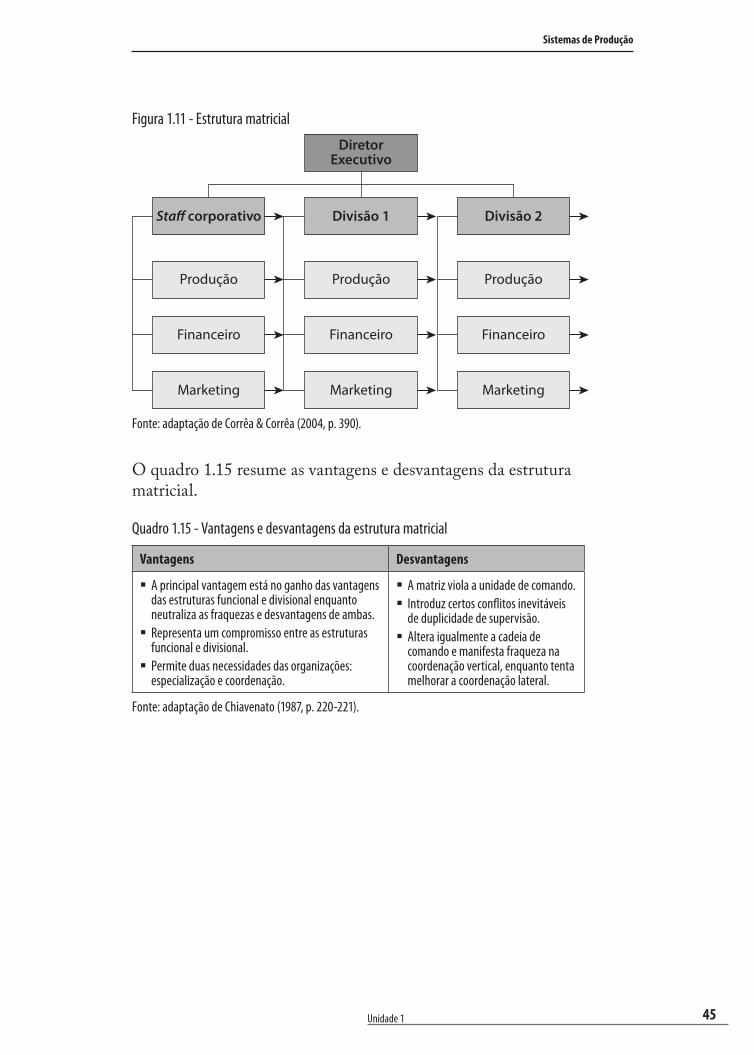
A principal desvantagem desse tipo de estrutura organizacional está relacionada com a dupla autoridade e os conflitos gerados por essa duplicidade nas funções de caráter matricial. O desempenho deste tipo de estrutura dependerá muito do relacionamento existente entre os gerentes funcionais e os das unidades de negócio. A figura 1.11 ilustra uma estrutura matricial com um diretor executivo coordenando um staff corporativo e duas unidades de negócio (divisões), cada uma com seus próprios setores funcionais (produção, financeiro e marketing).
45
Sistemas de Produção
Unidade 1
Figura 1.11 - Estrutura matricial
Produção
Financeiro
Marketing
Produção
Financeiro
Marketing
Produção
Financeiro
Marketing
Sta� corporativo Divisão 1 Divisão 2
DiretorExecutivo
Fonte: adaptação de Corrêa & Corrêa (2004, p. 390).
O quadro 1.15 resume as vantagens e desvantagens da estrutura matricial.
Quadro 1.15 - Vantagens e desvantagens da estrutura matricial
Vantagens Desvantagens
� A principal vantagem está no ganho das vantagens das estruturas funcional e divisional enquanto neutraliza as fraquezas e desvantagens de ambas.
� Representa um compromisso entre as estruturas funcional e divisional.
� Permite duas necessidades das organizações: especialização e coordenação.
� A matriz viola a unidade de comando. � Introduz certos conflitos inevitáveis
de duplicidade de supervisão. � Altera igualmente a cadeia de
comando e manifesta fraqueza na coordenação vertical, enquanto tenta melhorar a coordenação lateral.
Fonte: adaptação de Chiavenato (1987, p. 220-221).
46
Universidade do Sul de Santa Catarina
Seção 4 – A função produção
Você vai estudar, nesta seção, a função produção na organização, nos seguintes aspectos:
� definição;
� importância; e
� objetivos principais.
A produção de bens e serviços é realizada por diversas atividades organizacionais inter-relacionadas. Para que os sistemas produtivos atinjam seus objetivos, Tubino (2000) afirma que uma série de funções operacionais, desempenhadas por pessoas, deve ser exercida. Essas funções incluem, entre outras atividades:
� o desenvolvimento de produtos e serviços;
� a gestão dos estoques, recrutamento e desenvolvimento de funcionários;
� vendas e comercialização de produtos;
� aplicação dos recursos financeiros;
� produção e distribuição de produtos.
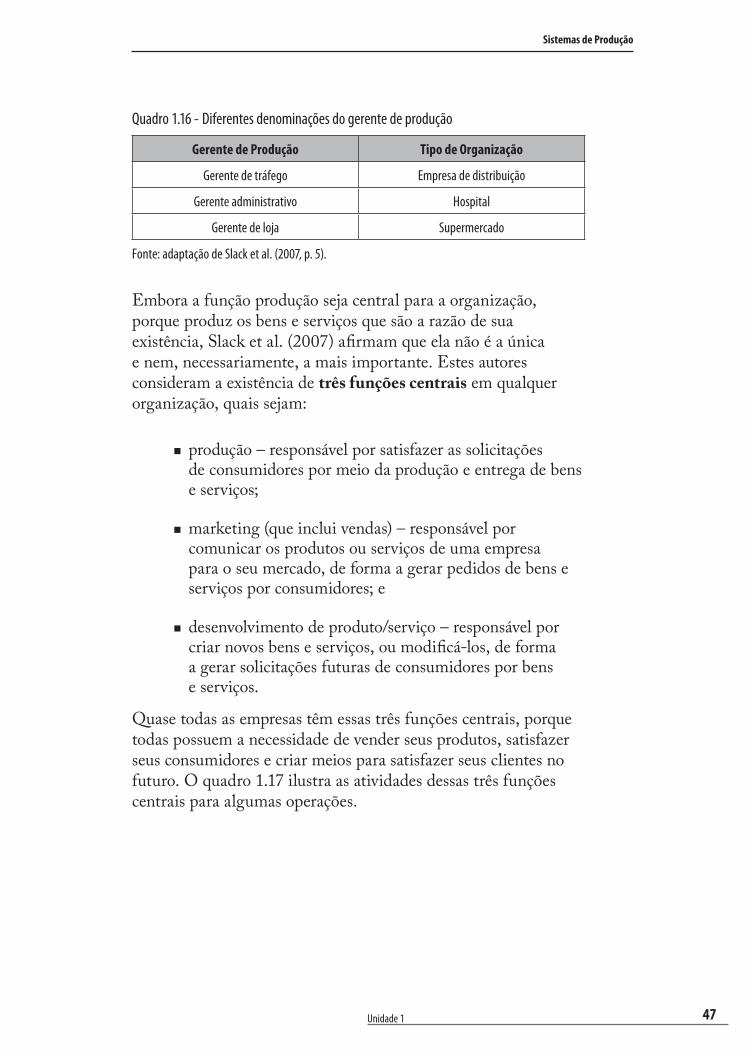
De acordo com Slack et al. (2007), a função produção é a parte da organização responsável pela produção e disponibilização de bens e serviços. Embora todas as organizações possuam uma função produção, nem sempre as organizações as denominam por esse nome. Os gerentes de produção são as pessoas responsáveis, particularmente, pela administração de alguns ou todos os recursos envolvidos pela função produção. No entanto, conforme demonstra o quadro 1.16, o gerente de produção pode ter outra denominação em algumas organizações.
47
Sistemas de Produção
Unidade 1
Quadro 1.16 - Diferentes denominações do gerente de produção
Gerente de Produção Tipo de Organização
Gerente de tráfego Empresa de distribuição
Gerente administrativo Hospital
Gerente de loja Supermercado
Fonte: adaptação de Slack et al. (2007, p. 5).
Embora a função produção seja central para a organização, porque produz os bens e serviços que são a razão de sua existência, Slack et al. (2007) afirmam que ela não é a única e nem, necessariamente, a mais importante. Estes autores consideram a existência de três funções centrais em qualquer organização, quais sejam:
� produção – responsável por satisfazer as solicitações de consumidores por meio da produção e entrega de bens e serviços;
� marketing (que inclui vendas) – responsável por comunicar os produtos ou serviços de uma empresa para o seu mercado, de forma a gerar pedidos de bens e serviços por consumidores; e
� desenvolvimento de produto/serviço – responsável por criar novos bens e serviços, ou modificá-los, de forma a gerar solicitações futuras de consumidores por bens e serviços.
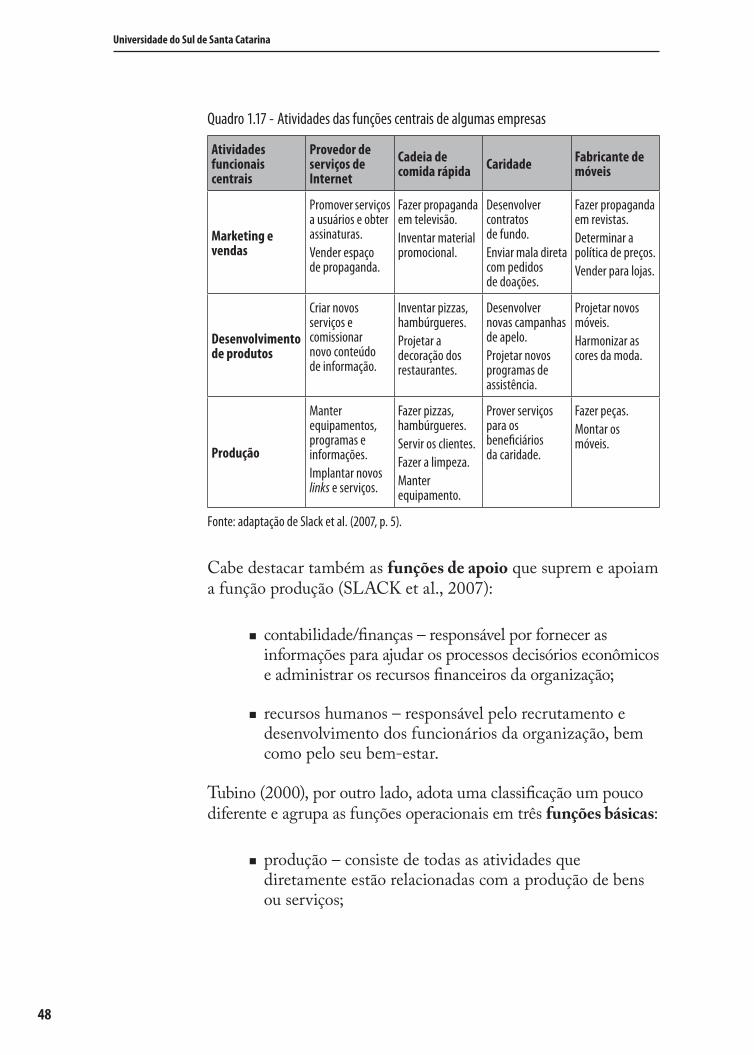
Quase todas as empresas têm essas três funções centrais, porque todas possuem a necessidade de vender seus produtos, satisfazer seus consumidores e criar meios para satisfazer seus clientes no futuro. O quadro 1.17 ilustra as atividades dessas três funções centrais para algumas operações.
48
Universidade do Sul de Santa Catarina
Quadro 1.17 - Atividades das funções centrais de algumas empresas
Atividades funcionais centrais
Provedor de serviços de Internet
Cadeia de comida rápida Caridade Fabricante de
móveis
Marketing e vendas
Promover serviços a usuários e obter assinaturas.Vender espaço de propaganda.
Fazer propaganda em televisão.Inventar material promocional.
Desenvolver contratos de fundo.Enviar mala direta com pedidos de doações.
Fazer propaganda em revistas.Determinar a política de preços.Vender para lojas.
Desenvolvimento de produtos
Criar novos serviços e comissionar novo conteúdo de informação.
Inventar pizzas, hambúrgueres.Projetar a decoração dos restaurantes.
Desenvolver novas campanhas de apelo.Projetar novos programas de assistência.
Projetar novos móveis.Harmonizar as cores da moda.
Produção
Manter equipamentos, programas e informações.Implantar novos links e serviços.
Fazer pizzas, hambúrgueres.Servir os clientes.Fazer a limpeza.Manter equipamento.
Prover serviços para os beneficiários da caridade.
Fazer peças.Montar os móveis.
Fonte: adaptação de Slack et al. (2007, p. 5).
Cabe destacar também as funções de apoio que suprem e apoiam a função produção (SLACK et al., 2007):
� contabilidade/finanças – responsável por fornecer as informações para ajudar os processos decisórios econômicos e administrar os recursos financeiros da organização;
� recursos humanos – responsável pelo recrutamento e desenvolvimento dos funcionários da organização, bem como pelo seu bem-estar.
Tubino (2000), por outro lado, adota uma classificação um pouco diferente e agrupa as funções operacionais em três funções básicas:
� produção – consiste de todas as atividades que diretamente estão relacionadas com a produção de bens ou serviços;
49
Sistemas de Produção
Unidade 1
� marketing – encarregada de vender e promover os bens e serviços produzidos por uma empresa, tomando decisões sobre estratégias de publicidade e estimativas de preços para os mesmos;
� finanças – encarregada de administrar os recursos financeiros da empresa e alocá-los onde forem necessários.
Além das três funções básicas, Tubino (2000) considera a existência de outras quatro funções de apoio:
� engenharia – responsável por todas as funções técnicas de projeto dos produtos e dos processos de fabricação e montagem dos bens ou serviços;
� compras/ suprimentos – responsável por suprir o sistema produtivo com as matérias-primas, componentes, materiais indiretos e equipamentos necessários à produção dos bens ou serviços;
� manutenção – encarregada de manter os equipamentos e instalações do sistema de produção em perfeito estado de uso;
� recursos humanos – responsável por recrutar e treinar os funcionários, estabelecer as relações trabalhistas, a negociação de contratos, a política salarial e fazer com que os mesmos sintam-se prestigiados e envolvidos com a eficiência da organização ou sistema produtivo.
Originalmente, conforme Tubino (2000), as funções desempenhadas dentro de um sistema produtivo se limitavam à esfera imediata de sua autoridade, com as funções exercendo suas atividades até o limite de sua delegação.
Atualmente, as organizações estimulam a quebra das barreiras funcionais para que as informações sejam compartilhadas, favorecendo, dessa maneira, o processo de tomada de decisão e tornando mais eficiente o desempenho do sistema como um todo. A estrutura funcional bilateral e fechada deve ceder espaço a uma estrutura operacional multilateral e aberta, na qual a responsabilidade pelas ações vai até o ponto em que o efeito desta ação se fizer sentir.
50
Universidade do Sul de Santa Catarina
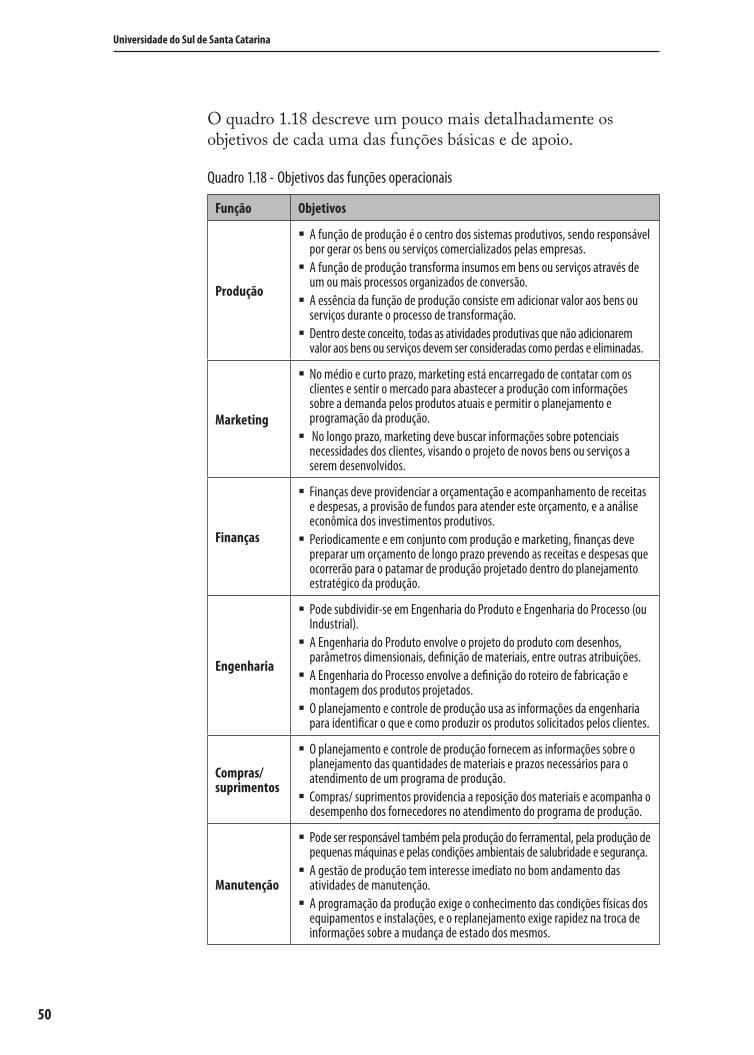
O quadro 1.18 descreve um pouco mais detalhadamente os objetivos de cada uma das funções básicas e de apoio.
Quadro 1.18 - Objetivos das funções operacionais
Função Objetivos
Produção
� A função de produção é o centro dos sistemas produtivos, sendo responsável por gerar os bens ou serviços comercializados pelas empresas.
� A função de produção transforma insumos em bens ou serviços através de um ou mais processos organizados de conversão.
� A essência da função de produção consiste em adicionar valor aos bens ou serviços durante o processo de transformação.
� Dentro deste conceito, todas as atividades produtivas que não adicionarem valor aos bens ou serviços devem ser consideradas como perdas e eliminadas.
Marketing
� No médio e curto prazo, marketing está encarregado de contatar com os clientes e sentir o mercado para abastecer a produção com informações sobre a demanda pelos produtos atuais e permitir o planejamento e programação da produção.
� No longo prazo, marketing deve buscar informações sobre potenciais necessidades dos clientes, visando o projeto de novos bens ou serviços a serem desenvolvidos.
Finanças
� Finanças deve providenciar a orçamentação e acompanhamento de receitas e despesas, a provisão de fundos para atender este orçamento, e a análise econômica dos investimentos produtivos.
� Periodicamente e em conjunto com produção e marketing, finanças deve preparar um orçamento de longo prazo prevendo as receitas e despesas que ocorrerão para o patamar de produção projetado dentro do planejamento estratégico da produção.
Engenharia
� Pode subdividir-se em Engenharia do Produto e Engenharia do Processo (ou Industrial).
� A Engenharia do Produto envolve o projeto do produto com desenhos, parâmetros dimensionais, definição de materiais, entre outras atribuições.
� A Engenharia do Processo envolve a definição do roteiro de fabricação e montagem dos produtos projetados.
� O planejamento e controle de produção usa as informações da engenharia para identificar o que e como produzir os produtos solicitados pelos clientes.
Compras/ suprimentos
� O planejamento e controle de produção fornecem as informações sobre o planejamento das quantidades de materiais e prazos necessários para o atendimento de um programa de produção.
� Compras/ suprimentos providencia a reposição dos materiais e acompanha o desempenho dos fornecedores no atendimento do programa de produção.
Manutenção
� Pode ser responsável também pela produção do ferramental, pela produção de pequenas máquinas e pelas condições ambientais de salubridade e segurança.
� A gestão de produção tem interesse imediato no bom andamento das atividades de manutenção.
� A programação da produção exige o conhecimento das condições físicas dos equipamentos e instalações, e o replanejamento exige rapidez na troca de informações sobre a mudança de estado dos mesmos.
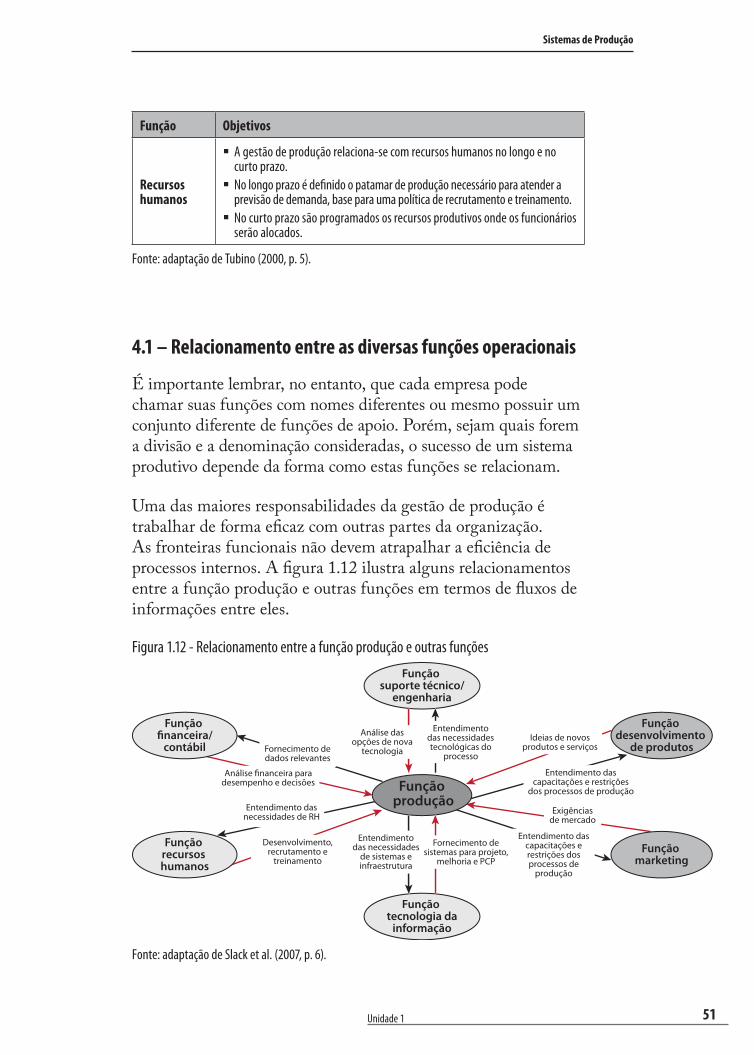
51
Sistemas de Produção
Unidade 1
Função Objetivos
Recursos humanos
� A gestão de produção relaciona-se com recursos humanos no longo e no curto prazo.
� No longo prazo é definido o patamar de produção necessário para atender a previsão de demanda, base para uma política de recrutamento e treinamento.
� No curto prazo são programados os recursos produtivos onde os funcionários serão alocados.
Fonte: adaptação de Tubino (2000, p. 5).
4.1 – Relacionamento entre as diversas funções operacionais
É importante lembrar, no entanto, que cada empresa pode chamar suas funções com nomes diferentes ou mesmo possuir um conjunto diferente de funções de apoio. Porém, sejam quais forem a divisão e a denominação consideradas, o sucesso de um sistema produtivo depende da forma como estas funções se relacionam.
Uma das maiores responsabilidades da gestão de produção é trabalhar de forma eficaz com outras partes da organização. As fronteiras funcionais não devem atrapalhar a eficiência de processos internos. A figura 1.12 ilustra alguns relacionamentos entre a função produção e outras funções em termos de fluxos de informações entre eles.
Figura 1.12 - Relacionamento entre a função produção e outras funções
Função produção
Função suporte técnico/
engenharia
Função tecnologia da
informação
Entendimento das necessidades tecnológicas do
processo
Ideias de novos produtos e serviços
Entendimento das capacitações e restrições
dos processos de produção
Exigências de mercado
Entendimento das capacitações e restrições dos processos de
produção
Fornecimento de sistemas para projeto,
melhoria e PCP
Entendimento das necessidades
de sistemas e infraestrutura
Desenvolvimento, recrutamento e
treinamento
Entendimento das necessidades de RH
Análise financeira para desempenho e decisões
Fornecimento de dados relevantes
Análise das opções de nova
tecnologia
Função recursos humanos
Função marketing
Função desenvolvimento
de produtos
Função �nanceira/
contábil
Fonte: adaptação de Slack et al. (2007, p. 6).
52
Universidade do Sul de Santa Catarina
A figura 1.12 não está completa, mas serve para dar uma ideia de cada relacionamento, com destaque para o relacionamento entre as funções centrais. A gestão de produção procura garantir que as funções de apoio entendam as necessidades da função produção e ajudem a satisfazer tais necessidades, enquanto que o relacionamento entre as funções centrais é mais de igualdade. Ou, como Slack et al. (2007, p. 7) afirmam, trata-se de um relacionamento menos do tipo “isto é o que nós queremos [e mais do tipo] isto é o que podemos fazer no momento – como podemos conciliar esta situação com as necessidades mais amplas do negócio?”.
4.2 – Gestão da produção em pequenas empresas
Na teoria, a gestão de produção é a mesma para todas as organizações. Na prática, entretanto, gerenciar empresas de pequeno e médio porte possui suas particularidades.
De acordo com Slack et al. (2007), as empresas grandes podem ter os recursos para destinar profissionais para tarefas especializadas, o que geralmente não ocorre nas empresas menores. Conforme a necessidade, as pessoas podem ter que executar diferentes trabalhos nas empresas de pequeno e médio porte. Conforme surgem as oportunidades ou os problemas, essa estrutura informal permite que essas empresas tenham uma reação mais rápida. No entanto, o processo decisório pode ficar mais confuso à medida que as funções se justapõem.
As empresas menores podem ter exatamente as mesmas questões gerenciais que as empresas grandes têm em relação à produção. Se os pequenos negócios podem ter mais dificuldade em separar as questões produtivas do conjunto de outras questões da organização, por outro lado, podem ter vantagens significativas graças à agilidade e informalidade proporcionadas pela sua estrutura empresarial.
Produção, marketing e desenvolvimento de produtos.
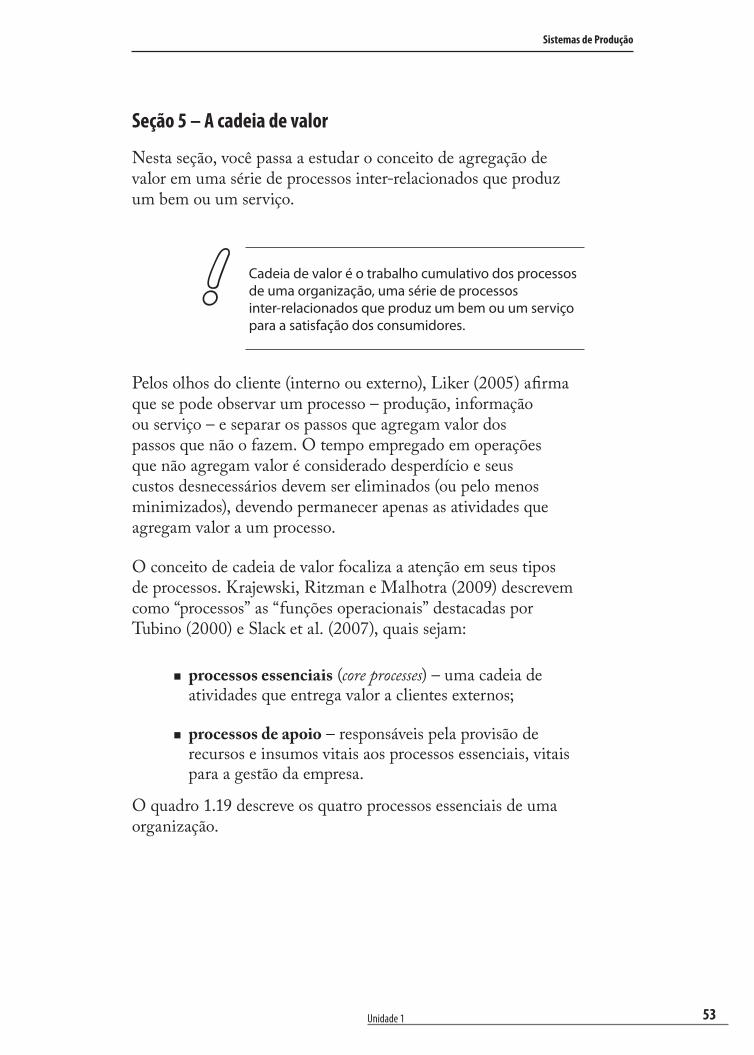
53
Sistemas de Produção
Unidade 1
Seção 5 – A cadeia de valor
Nesta seção, você passa a estudar o conceito de agregação de valor em uma série de processos inter-relacionados que produz um bem ou um serviço.
Cadeia de valor é o trabalho cumulativo dos processos de uma organização, uma série de processos inter‑relacionados que produz um bem ou um serviço para a satisfação dos consumidores.
Pelos olhos do cliente (interno ou externo), Liker (2005) afirma que se pode observar um processo – produção, informação ou serviço – e separar os passos que agregam valor dos passos que não o fazem. O tempo empregado em operações que não agregam valor é considerado desperdício e seus custos desnecessários devem ser eliminados (ou pelo menos minimizados), devendo permanecer apenas as atividades que agregam valor a um processo.
O conceito de cadeia de valor focaliza a atenção em seus tipos de processos. Krajewski, Ritzman e Malhotra (2009) descrevem como “processos” as “funções operacionais” destacadas por Tubino (2000) e Slack et al. (2007), quais sejam:
� processos essenciais (core processes) – uma cadeia de atividades que entrega valor a clientes externos;
� processos de apoio – responsáveis pela provisão de recursos e insumos vitais aos processos essenciais, vitais para a gestão da empresa.
O quadro 1.19 descreve os quatro processos essenciais de uma organização.
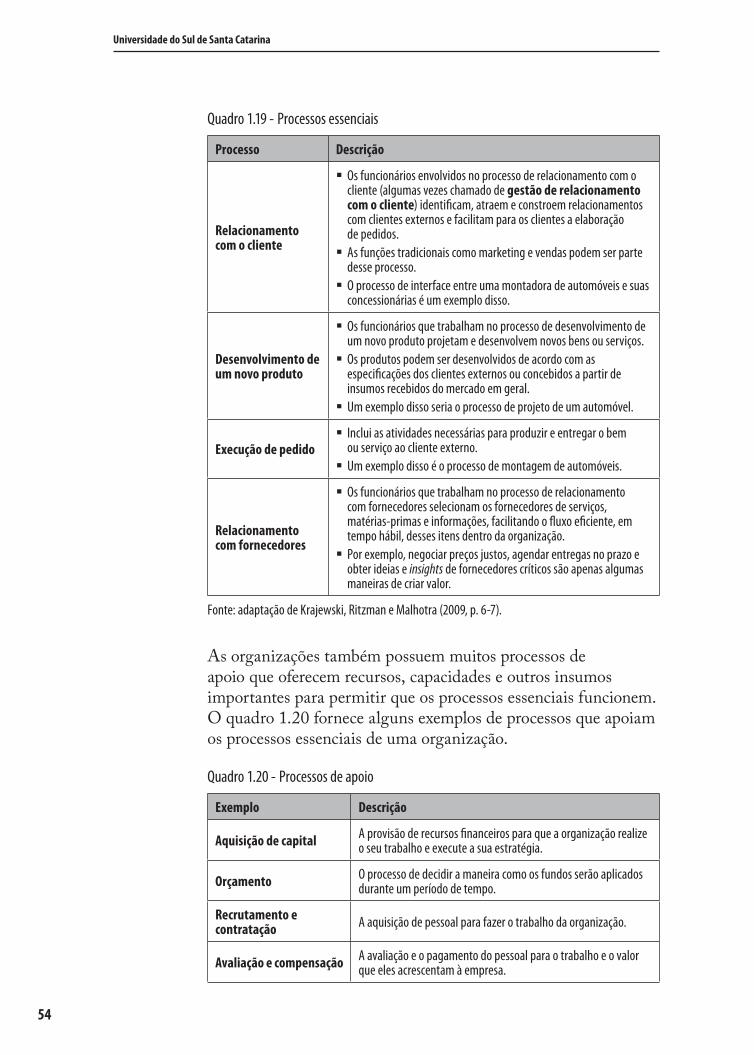
54
Universidade do Sul de Santa Catarina
Quadro 1.19 - Processos essenciais
Processo Descrição
Relacionamento com o cliente
� Os funcionários envolvidos no processo de relacionamento com o cliente (algumas vezes chamado de gestão de relacionamento com o cliente) identificam, atraem e constroem relacionamentos com clientes externos e facilitam para os clientes a elaboração de pedidos.
� As funções tradicionais como marketing e vendas podem ser parte desse processo.
� O processo de interface entre uma montadora de automóveis e suas concessionárias é um exemplo disso.
Desenvolvimento de um novo produto
� Os funcionários que trabalham no processo de desenvolvimento de um novo produto projetam e desenvolvem novos bens ou serviços.
� Os produtos podem ser desenvolvidos de acordo com as especificações dos clientes externos ou concebidos a partir de insumos recebidos do mercado em geral.
� Um exemplo disso seria o processo de projeto de um automóvel.
Execução de pedido � Inclui as atividades necessárias para produzir e entregar o bem
ou serviço ao cliente externo. � Um exemplo disso é o processo de montagem de automóveis.
Relacionamento com fornecedores
� Os funcionários que trabalham no processo de relacionamento com fornecedores selecionam os fornecedores de serviços, matérias-primas e informações, facilitando o fluxo eficiente, em tempo hábil, desses itens dentro da organização.
� Por exemplo, negociar preços justos, agendar entregas no prazo e obter ideias e insights de fornecedores críticos são apenas algumas maneiras de criar valor.
Fonte: adaptação de Krajewski, Ritzman e Malhotra (2009, p. 6-7).
As organizações também possuem muitos processos de apoio que oferecem recursos, capacidades e outros insumos importantes para permitir que os processos essenciais funcionem. O quadro 1.20 fornece alguns exemplos de processos que apoiam os processos essenciais de uma organização.
Quadro 1.20 - Processos de apoio
Exemplo Descrição
Aquisição de capital A provisão de recursos financeiros para que a organização realize o seu trabalho e execute a sua estratégia.
Orçamento O processo de decidir a maneira como os fundos serão aplicados durante um período de tempo.
Recrutamento e contratação A aquisição de pessoal para fazer o trabalho da organização.
Avaliação e compensação A avaliação e o pagamento do pessoal para o trabalho e o valor que eles acrescentam à empresa.
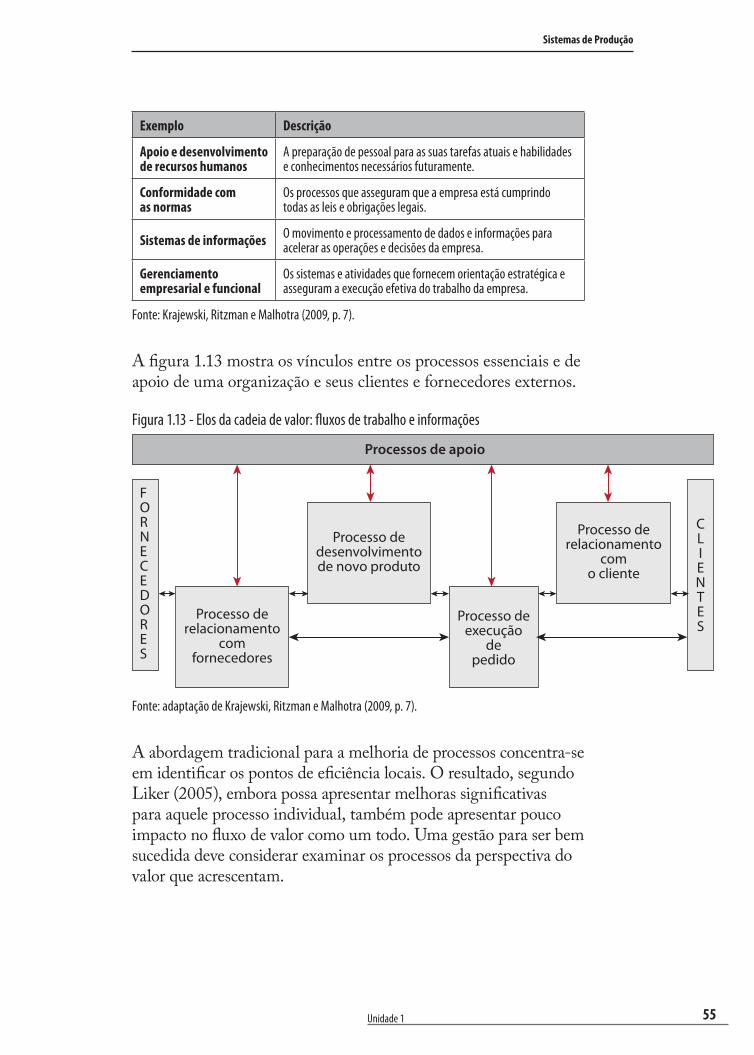
55
Sistemas de Produção
Unidade 1
Exemplo Descrição
Apoio e desenvolvimento de recursos humanos
A preparação de pessoal para as suas tarefas atuais e habilidades e conhecimentos necessários futuramente.
Conformidade com as normas
Os processos que asseguram que a empresa está cumprindo todas as leis e obrigações legais.
Sistemas de informações O movimento e processamento de dados e informações para acelerar as operações e decisões da empresa.
Gerenciamento empresarial e funcional
Os sistemas e atividades que fornecem orientação estratégica e asseguram a execução efetiva do trabalho da empresa.
Fonte: Krajewski, Ritzman e Malhotra (2009, p. 7).
A figura 1.13 mostra os vínculos entre os processos essenciais e de apoio de uma organização e seus clientes e fornecedores externos.
Figura 1.13 - Elos da cadeia de valor: fluxos de trabalho e informações
Processos de apoio
Processo derelacionamento
com fornecedores
Processo dedesenvolvimentode novo produto
Processo deexecução
de pedido
Processo derelacionamento
como cliente
FORNECEDORES
CLIENTES
Fonte: adaptação de Krajewski, Ritzman e Malhotra (2009, p. 7).
A abordagem tradicional para a melhoria de processos concentra-se em identificar os pontos de eficiência locais. O resultado, segundo Liker (2005), embora possa apresentar melhoras significativas para aquele processo individual, também pode apresentar pouco impacto no fluxo de valor como um todo. Uma gestão para ser bem sucedida deve considerar examinar os processos da perspectiva do valor que acrescentam.
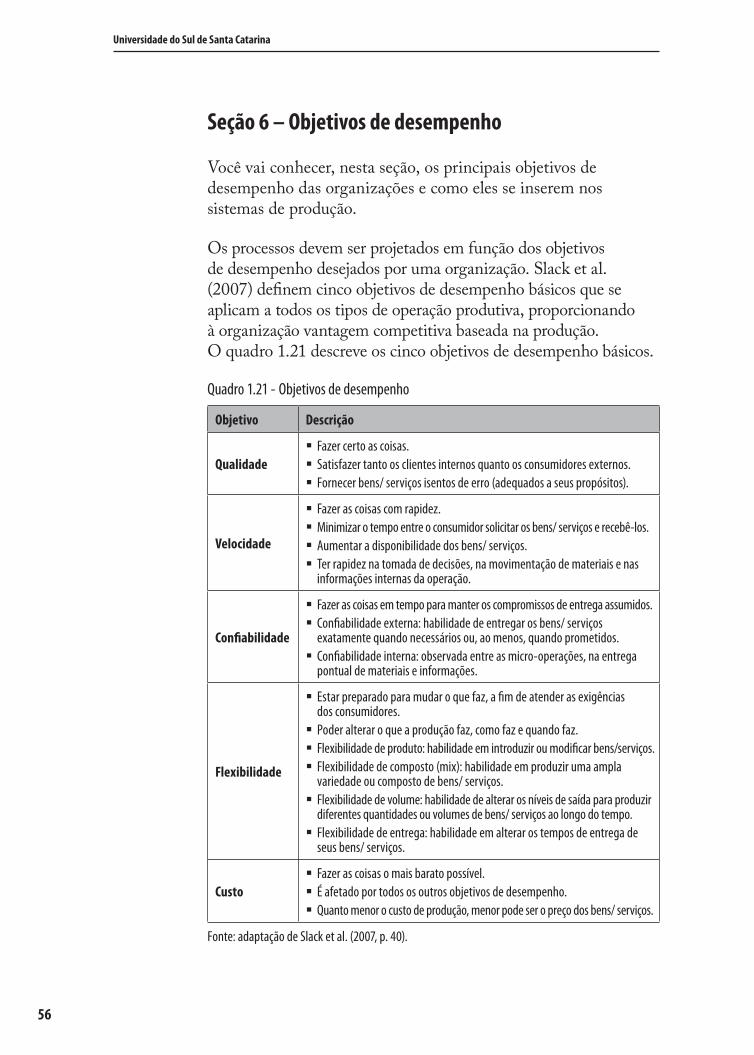
56
Universidade do Sul de Santa Catarina
Seção 6 – Objetivos de desempenho
Você vai conhecer, nesta seção, os principais objetivos de desempenho das organizações e como eles se inserem nos sistemas de produção.
Os processos devem ser projetados em função dos objetivos de desempenho desejados por uma organização. Slack et al. (2007) definem cinco objetivos de desempenho básicos que se aplicam a todos os tipos de operação produtiva, proporcionando à organização vantagem competitiva baseada na produção. O quadro 1.21 descreve os cinco objetivos de desempenho básicos.
Quadro 1.21 - Objetivos de desempenho
Objetivo Descrição
Qualidade � Fazer certo as coisas. � Satisfazer tanto os clientes internos quanto os consumidores externos. � Fornecer bens/ serviços isentos de erro (adequados a seus propósitos).
Velocidade
� Fazer as coisas com rapidez. � Minimizar o tempo entre o consumidor solicitar os bens/ serviços e recebê-los. � Aumentar a disponibilidade dos bens/ serviços. � Ter rapidez na tomada de decisões, na movimentação de materiais e nas
informações internas da operação.
Confiabilidade
� Fazer as coisas em tempo para manter os compromissos de entrega assumidos. � Confiabilidade externa: habilidade de entregar os bens/ serviços
exatamente quando necessários ou, ao menos, quando prometidos. � Confiabilidade interna: observada entre as micro-operações, na entrega
pontual de materiais e informações.
Flexibilidade
� Estar preparado para mudar o que faz, a fim de atender as exigências dos consumidores.
� Poder alterar o que a produção faz, como faz e quando faz. � Flexibilidade de produto: habilidade em introduzir ou modificar bens/serviços. � Flexibilidade de composto (mix): habilidade em produzir uma ampla
variedade ou composto de bens/ serviços. � Flexibilidade de volume: habilidade de alterar os níveis de saída para produzir
diferentes quantidades ou volumes de bens/ serviços ao longo do tempo. � Flexibilidade de entrega: habilidade em alterar os tempos de entrega de
seus bens/ serviços.
Custo � Fazer as coisas o mais barato possível. � É afetado por todos os outros objetivos de desempenho. � Quanto menor o custo de produção, menor pode ser o preço dos bens/ serviços.
Fonte: adaptação de Slack et al. (2007, p. 40).
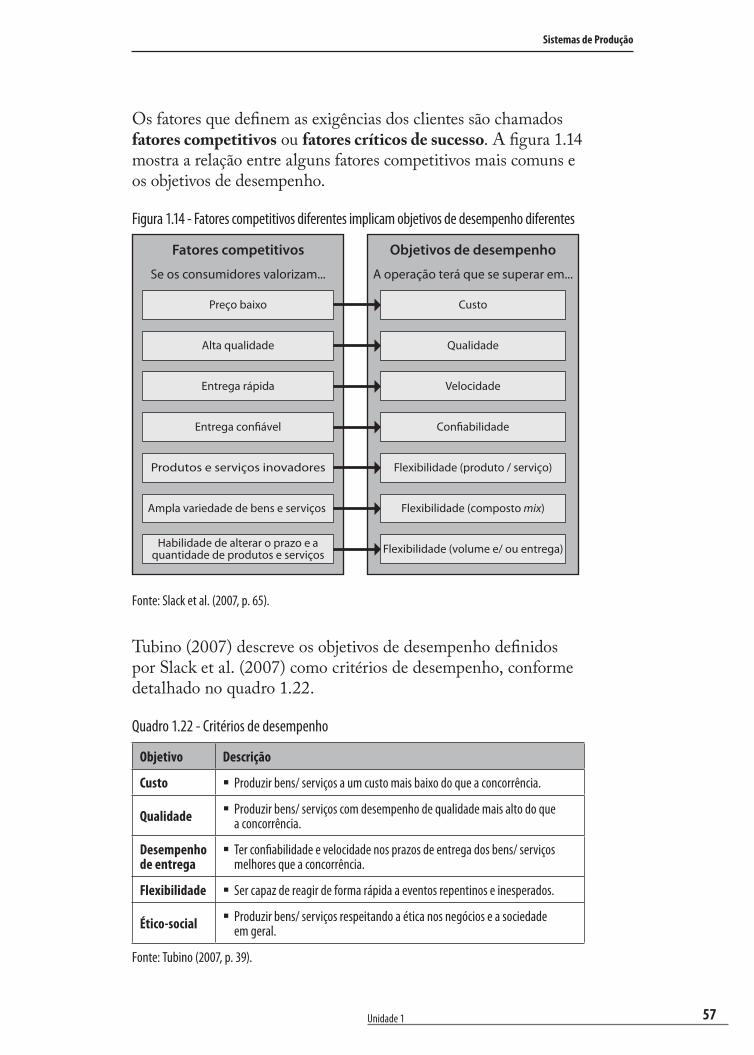
57
Sistemas de Produção
Unidade 1
Os fatores que definem as exigências dos clientes são chamados fatores competitivos ou fatores críticos de sucesso. A figura 1.14 mostra a relação entre alguns fatores competitivos mais comuns e os objetivos de desempenho.
Figura 1.14 - Fatores competitivos diferentes implicam objetivos de desempenho diferentes
Fatores competitivos
Se os consumidores valorizam...
Objetivos de desempenho
A operação terá que se superar em...
Entrega confiável Confiabilidade
Entrega rápida Velocidade
Alta qualidade Qualidade
Preço baixo Custo
Ampla variedade de bens e serviços Flexibilidade (composto mix)
Habilidade de alterar o prazo e aquantidade de produtos e serviços Flexibilidade (volume e/ ou entrega)
Flexibilidade (produto / serviço)Produtos e serviços inovadores
Fonte: Slack et al. (2007, p. 65).
Tubino (2007) descreve os objetivos de desempenho definidos por Slack et al. (2007) como critérios de desempenho, conforme detalhado no quadro 1.22.
Quadro 1.22 - Critérios de desempenho
Objetivo Descrição
Custo � Produzir bens/ serviços a um custo mais baixo do que a concorrência.
Qualidade � Produzir bens/ serviços com desempenho de qualidade mais alto do que a concorrência.
Desempenho de entrega
� Ter confiabilidade e velocidade nos prazos de entrega dos bens/ serviços melhores que a concorrência.
Flexibilidade � Ser capaz de reagir de forma rápida a eventos repentinos e inesperados.
Ético‑social � Produzir bens/ serviços respeitando a ética nos negócios e a sociedade em geral.
Fonte: Tubino (2007, p. 39).
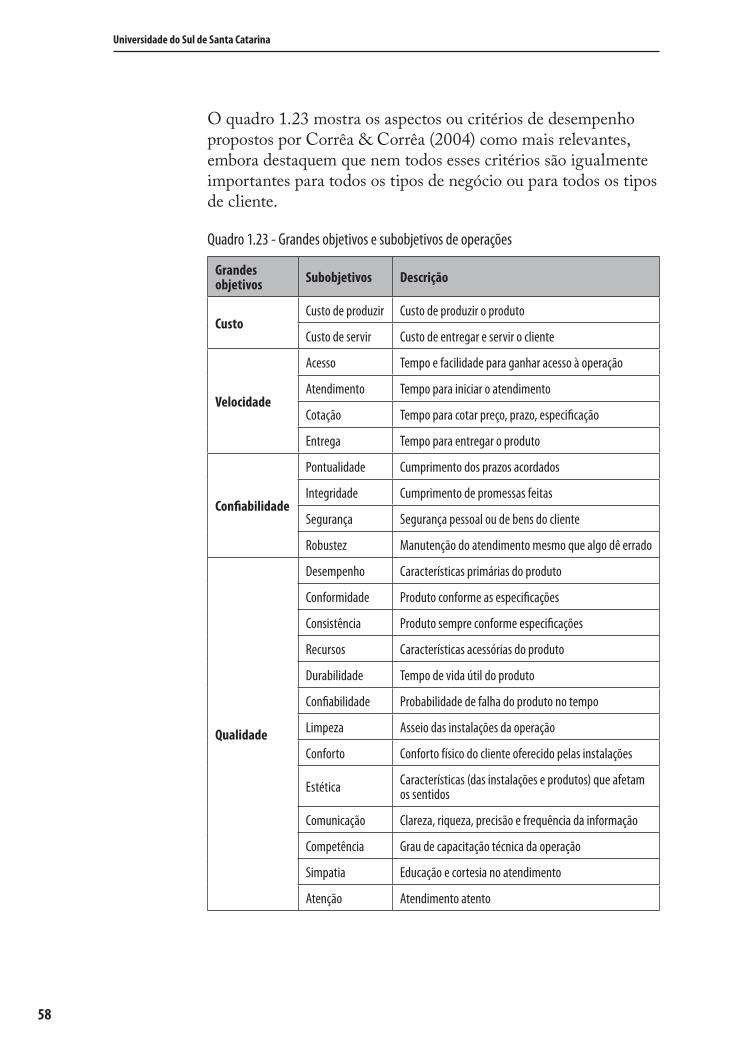
58
Universidade do Sul de Santa Catarina
O quadro 1.23 mostra os aspectos ou critérios de desempenho propostos por Corrêa & Corrêa (2004) como mais relevantes, embora destaquem que nem todos esses critérios são igualmente importantes para todos os tipos de negócio ou para todos os tipos de cliente.
Quadro 1.23 - Grandes objetivos e subobjetivos de operações
Grandes objetivos Subobjetivos Descrição
CustoCusto de produzir Custo de produzir o produto
Custo de servir Custo de entregar e servir o cliente
Velocidade
Acesso Tempo e facilidade para ganhar acesso à operação
Atendimento Tempo para iniciar o atendimento
Cotação Tempo para cotar preço, prazo, especificação
Entrega Tempo para entregar o produto
Confiabilidade
Pontualidade Cumprimento dos prazos acordados
Integridade Cumprimento de promessas feitas
Segurança Segurança pessoal ou de bens do cliente
Robustez Manutenção do atendimento mesmo que algo dê errado
Qualidade
Desempenho Características primárias do produto
Conformidade Produto conforme as especificações
Consistência Produto sempre conforme especificações
Recursos Características acessórias do produto
Durabilidade Tempo de vida útil do produto
Confiabilidade Probabilidade de falha do produto no tempo
Limpeza Asseio das instalações da operação
Conforto Conforto físico do cliente oferecido pelas instalações
Estética Características (das instalações e produtos) que afetam os sentidos
Comunicação Clareza, riqueza, precisão e frequência da informação
Competência Grau de capacitação técnica da operação
Simpatia Educação e cortesia no atendimento
Atenção Atendimento atento
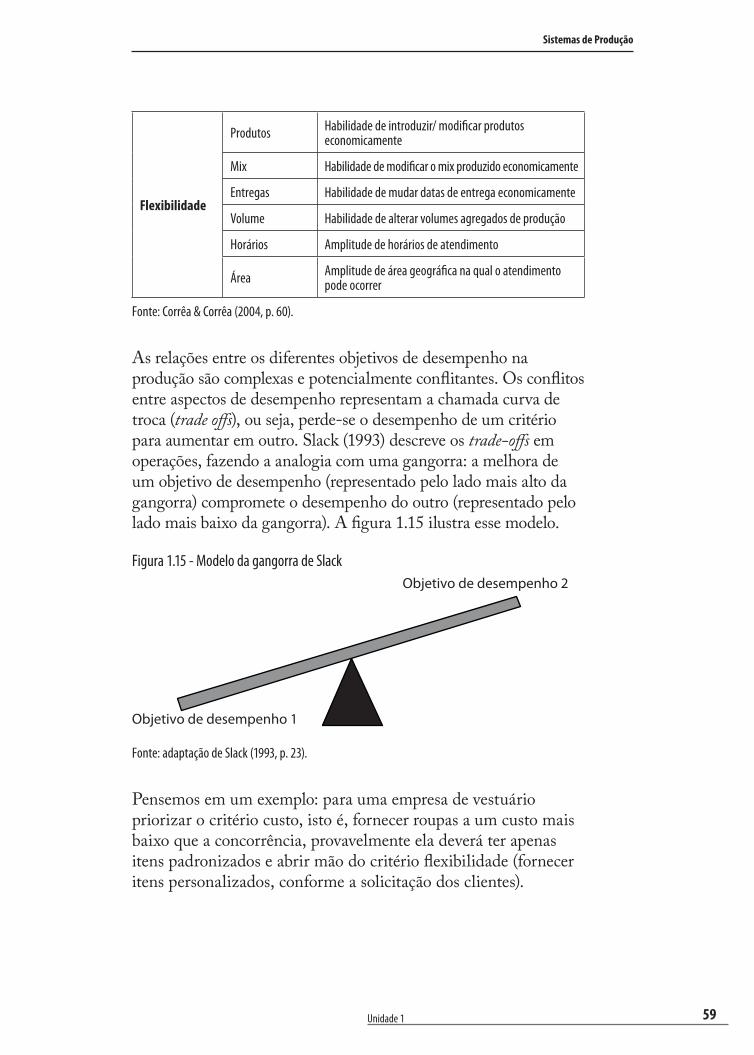
59
Sistemas de Produção
Unidade 1
Flexibilidade
Produtos Habilidade de introduzir/ modificar produtos economicamente
Mix Habilidade de modificar o mix produzido economicamente
Entregas Habilidade de mudar datas de entrega economicamente
Volume Habilidade de alterar volumes agregados de produção
Horários Amplitude de horários de atendimento
Área Amplitude de área geográfica na qual o atendimento pode ocorrer
Fonte: Corrêa & Corrêa (2004, p. 60).
As relações entre os diferentes objetivos de desempenho na produção são complexas e potencialmente conflitantes. Os conflitos entre aspectos de desempenho representam a chamada curva de troca (trade offs), ou seja, perde-se o desempenho de um critério para aumentar em outro. Slack (1993) descreve os trade‑offs em operações, fazendo a analogia com uma gangorra: a melhora de um objetivo de desempenho (representado pelo lado mais alto da gangorra) compromete o desempenho do outro (representado pelo lado mais baixo da gangorra). A figura 1.15 ilustra esse modelo.
Figura 1.15 - Modelo da gangorra de SlackObjetivo de desempenho 2
Objetivo de desempenho 1
Fonte: adaptação de Slack (1993, p. 23).
Pensemos em um exemplo: para uma empresa de vestuário priorizar o critério custo, isto é, fornecer roupas a um custo mais baixo que a concorrência, provavelmente ela deverá ter apenas itens padronizados e abrir mão do critério flexibilidade (fornecer itens personalizados, conforme a solicitação dos clientes).
60
Universidade do Sul de Santa Catarina
As novas tecnologias, no entanto, podem desafiar essa lógica. O advento da Internet, por exemplo, aproximou as empresas de seus clientes em muitos segmentos de mercado. Uma livraria tradicional tinha que diminuir o número de clientes para dar um tratamento personalizado a cada um deles. A Amazon.com, por outro lado, vende milhões de livros pela Internet e, ainda assim, consegue estabelecer uma relação rica e abrangente com seus clientes ao sugerir livros baseados nas compras anteriores efetuadas pelo cliente ou nas compras efetuadas por outros clientes que adquiriram livros em comum com o cliente em questão. (CORRÊA; CORRÊA, 2004).
Para tratar a questão de priorização dos critérios, Hill (1985) introduz os seguintes conceitos:
� Critérios qualificadores: possibilitam que a empresa possa competir por determinado mercado, se atingir um nível mínimo de desempenho.
� Critérios ganhadores: definem a escolha do cliente pelo seu fornecedor, entre aqueles qualificados.
� Critérios indiferentes: não influenciam, presentemente, a decisão do cliente na escolha pelo fornecedor.
Para uma empresa entrar no mercado de produção em massa tem que ter um custo produtivo compatível com o da concorrência como critério qualificador.
Outro exemplo de critério qualificador: empresas que queiram ingressar nos mercados mais desenvolvidos não podem utilizar mão de obra infantil ou agredir a natureza. Caso emblemático é o da Nike. Em 1995, a Nike foi denunciada por contratar fornecedores no Paquistão que utilizavam mão de obra infantil na fabricação de bolas. Em uma semana, as ações da companhia caíram 57%. (PADUAN, 2005).
De acordo com Krajewski, Ritzman e Malhotra (2009), mesmo que as operações sejam similares entre si na forma de transformar recursos de entrada em saída de bens e serviços, os administradores podem projetar processos que dão vantagem
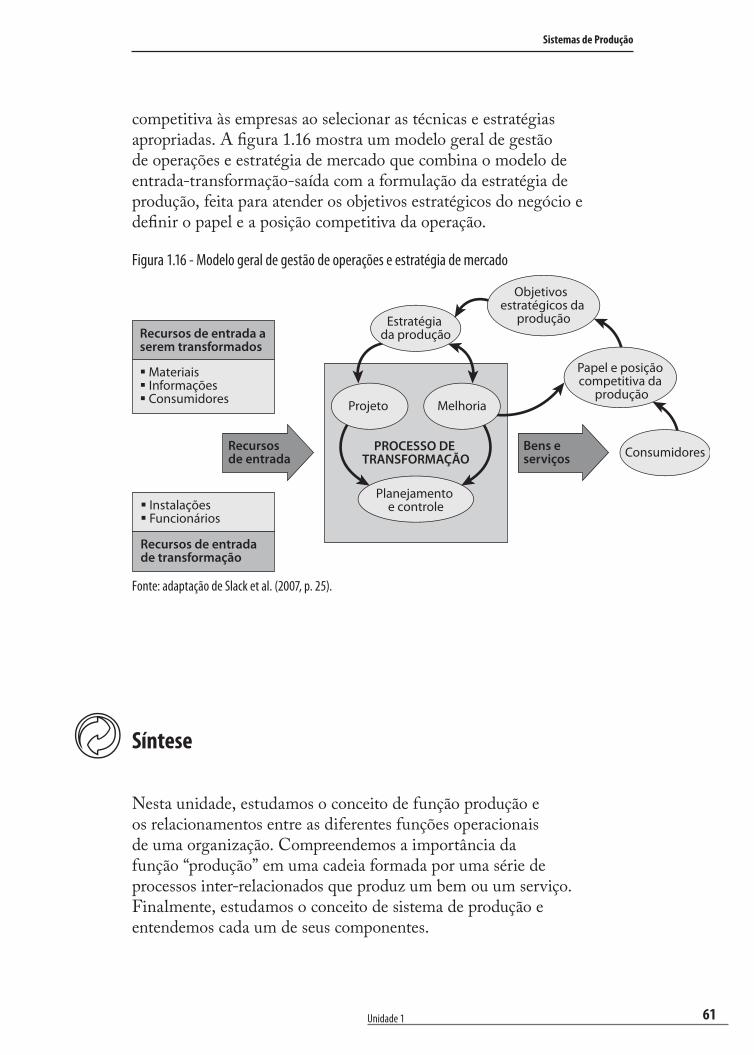
61
Sistemas de Produção
Unidade 1
competitiva às empresas ao selecionar as técnicas e estratégias apropriadas. A figura 1.16 mostra um modelo geral de gestão de operações e estratégia de mercado que combina o modelo de entrada-transformação-saída com a formulação da estratégia de produção, feita para atender os objetivos estratégicos do negócio e definir o papel e a posição competitiva da operação.
Figura 1.16 - Modelo geral de gestão de operações e estratégia de mercado
Recursos de entrada a serem transformados
� Materiais� Informações� Consumidores
Recursos de entrada de transformação
� Instalações� Funcionários
Recursos de entrada
Bens e serviços
PROCESSO DE TRANSFORMAÇÃO
Planejamento e controle
Estratégia da produção
Objetivos estratégicos da
produção
Projeto Melhoria
Papel e posição competitiva da
produção
Consumidores
Fonte: adaptação de Slack et al. (2007, p. 25).
Síntese
Nesta unidade, estudamos o conceito de função produção e os relacionamentos entre as diferentes funções operacionais de uma organização. Compreendemos a importância da função “produção” em uma cadeia formada por uma série de processos inter-relacionados que produz um bem ou um serviço. Finalmente, estudamos o conceito de sistema de produção e entendemos cada um de seus componentes.
62
Universidade do Sul de Santa Catarina
Atividades de autoavaliação
1) No nível institucional de uma empresa estão os cargos de presidência e diretoria. Sobre o nível estratégico, considere as afirmativas a seguir:
(I) Esse nível é o que executa a atividade administrativa propriamente dita, ou seja, seus integrantes mandam, dão as ordens para que o nível operacional a execute.
(II) O nível institucional inclui os executores das ordens, quais sejam mestres, encarregados, oficiais, serventes e agentes de escritório.
(III) O nível de informação nesse nível hierárquico deve ser menos preciso e detalhado que no nível tático.
(IV) Esse nível hierárquico é especialmente responsável pelas tomadas de decisões relacionadas com o horizonte de longo prazo.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
2) Os sistemas de produção são constituídos por um ou mais processos que transformam insumos (entradas) em produtos (saídas). Sobre os sistemas de produção, considere as afirmativas a seguir:
(I) Os materiais, informações e consumidores compõem os recursos de transformação.
(II) As empresas são vistas como sistemas abertos graças ao relacionamento dinâmico que possuem com seu ambiente.
(III) As instalações e funcionários compõem os recursos que serão transformados, convertidos ou tratados de alguma forma.
(IV) As saídas dos sistemas de produção podem ser bens, serviços ou um composto dos dois.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e IV
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
63
Sistemas de Produção
Unidade 1
3) A Companhia Siderúrgica Vila Nova exige que, para executarem trabalhos dentro de sua planta, seus prestadores de serviço de manutenção industrial tenham todos os seus funcionários devidamente registrados, equipados com EPIs, tenham ferramentas e equipamentos próprios, bem como a presença de um técnico de segurança do trabalho da empresa contratada durante a execução dos serviços. Atender todas essas exigências caracteriza quais critérios de desempenho?
a. ( ) Custo
b. ( ) Qualidade
c. ( ) Qualificadores
d. ( ) Ganhadores de pedidos
e. ( ) Indiferentes
4) As operações apresentam diferenças em 4 aspectos importante – volume, variedade, variação e visibilidade –, chamados os 4 V da produção. Assinale qual é a melhor alternativa para as operações de baixo custo:
a. ( ) Alto volume, alta variedade, baixa variação e baixa visibilidade com o consumidor
b. ( ) Alto volume, alta variedade, baixa variação e alta visibilidade com o consumidor
c. ( ) Alto volume, baixa variedade, baixa variação e baixa visibilidade com o consumidor
d. ( ) Alto volume, baixa variedade, alta variação e alta visibilidade com o consumidor
e. ( ) Baixo volume, baixa variedade, alta variação e baixa visibilidade com o consumidor
5) Para algumas empresas, ser capaz de reagir de forma rápida a eventos repentinos e inesperados é uma característica produtiva que suporta a obtenção de vantagens competitivas de longo prazo. Como é denominado este critério de desempenho?
a. ( ) Custo
b. ( ) Qualidade
c. ( ) Rapidez
d. ( ) Confiabilidade
e. ( ) Flexibilidade
64
Universidade do Sul de Santa Catarina
6) A estrutura organizacional divisional é mais descentralizada, com os departamentos separados pela saída. Sobre a estrutura divisional, considere as afirmativas a seguir:
(I) O executivo possui completa autonomia e autoridade sobre a unidade de negócio, dentro dos limites das políticas gerais da organização.
(II) Há uma redução na demanda de recursos humanos necessários para a execução dos serviços.
(III) Os indivíduos nas divisões se sentem estimulados a cooperar com outras áreas da organização.
(IV) Provoca uma duplicação de facilidades e funções de trabalho.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e IV
c. ( ) II e III
d. ( ) II e IV
e. ( ) II e IV
Saiba mais
ANTUNES, J.; ALVAREZ, R.; PELLEGRIN, I. de; KLIPPEL, M.; BORTOLOTTO, P. Sistemas de produção. Porto Alegre: Bookman, 2008.
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da produção para a vantagem competitiva. 10. ed. Porto Alegre: Bookman, 2008.
SHINGO, S. O Sistema Toyota de Produção sob o ponto de vista da engenharia de produção. 2. ed. Porto Alegre: Artmed, 1996.
______. Sistemas de produção com estoque zero. Porto Alegre: Bookman, 1996.
2Objetivos de aprendizagem
� Conhecer as diferentes classificações dos sistemas de produção.
� Entender como um sistema de produção se diferencia pela natureza do produto.
� Compreender a influência do grau de padronização para os sistemas de produção.
� Conhecer os principais tipos de processo encontrados nos sistemas de produção.
� Compreender as diferenças entre os principais ambientes de manufatura.
Seções de estudo
Seção 1 A natureza do produto
Seção 2 O grau de padronização do produto
Seção 3 Tipos de processo
Seção 4 Ambientes de manufatura
Seção 5 Implicações das classificações para a gestão da produção
UNIDADE 2
Classificação dos Sistemas de Produção
66
Universidade do Sul de Santa Catarina
Para início de estudo
Esta unidade apresenta a classificação dos sistemas de produção de acordo com a natureza do produto, pelo grau de padronização do produto, pelo tipo de processos envolvidos em sua transformação e de acordo com o ambiente de manufatura.
Seção 1 – A natureza do produto
Você vai estudar, em primeiro lugar, como os sistemas de produção podem ser classificados e qual é a finalidade da classificação dos sistemas produtivos.
Para estudar em detalhe um objeto ou fenômeno, frequentemente é necessário elaborar uma classificação dos seus tipos ou variações existentes. De acordo com Perales (2001), o objetivo principal de uma classificação é ajudar a entender o objeto em estudo, de maneira que possam ser estabelecidas relações entre:
� características inerentes observadas;
� problemas típicos;
� soluções particulares;
� ferramentas de análise apropriadas; e
� outras categorias com cada uma das classes e subclasses propostas.
A classificação dos sistemas de produção é importante por diversos motivos. Permite, por exemplo:
� entender melhor o sistema de produção observado;
� estabelecer relações entre as características do sistema;
67
Sistemas de Produção
Unidade 2
� selecionar ferramentas de análise;
� compreender problemas típicos e suas soluções particulares.
Perales (2001) afirma que outra de suas utilidades é permitir discriminar conjuntos de técnicas de gestão da produção apropriados a cada tipo particular de sistema, o que racionaliza a escolha e a tomada de decisão sobre qual delas adotar em determinada circunstância. Diversas atividades são afetadas pelas características do tipo de sistema de produção:
� planejamento, programação e controle da produção;
� controle da qualidade do processo;
� gestão de suprimentos;
� gestão da demanda;
� gestão da distribuição;
� entre outras.
Os sistemas de produção podem ser configurados de diversas maneiras e classificados de várias formas. Tubino (1999) afirma que a classificação dos sistemas de produção tem por finalidade facilitar o entendimento das características inerentes a cada sistema de produção e sua relação com a complexidade do planejamento e execução das atividades produtivas. De acordo com esse autor, as principais classificações utilizam os seguintes critérios: a natureza do produto, o grau de padronização do produto e os tipos de processo envolvidos em sua transformação. Um quarto critério de classificação relaciona-se aos ambientes de manufatura do sistema produtivo, importante para a compreensão das características de demanda e diferentes possibilidades de armazenar estoques do sistema de produção.
Uma empresa, no entanto, pode conviver com mais de um tipo de sistema de produção, e um produto pode ser feito em diferentes processos produtivos. De maneira geral, afirma Tubino (2007), as funções de planejamento e controle de produção se tornam mais complexas à medida que a demanda se torna mais diversificada e os lotes, como consequência, diminuem. Nas próximas seções,
68
Universidade do Sul de Santa Catarina
portanto, será analisada cada uma das principais classificações de sistemas de produção:
� pela natureza do produto;
� pelo grau de padronização;
� pelos tipos de processo;
� pelos ambientes de manufatura.
A presente seção continua com a análise da natureza do produto.
A existência das operações, bem como seu projeto e gestão, tem como finalidade a geração e entrega de produtos. Em relação à natureza do produto, os sistemas de produção podem estar voltados para a manufatura de bens ou para a prestação de serviços (TUBINO, 1999):
� manufatura de bens: quando o sistema de produção no qual o produto fabricado é algo tangível, como um avião, um refrigerador ou uma máquina, podendo ser tocado e visto;
� prestador de serviços: quando o produto gerado por um sistema de produção é intangível, podendo apenas ser sentido, como uma terapia, uma música ou uma consultoria.
De acordo com Corrêa & Corrêa (2004), a lógica e a ótica segundo a qual se percebem os sistemas que produzem o que tradicionalmente se chama serviços e o que tradicionalmente se chama produtos físicos (bens) passaram ao longo do tempo por fases. A origem da área de gestão de produção (ou operações, em seu sentido mais abrangente) centrou-se nos sistemas de manufatura e visava permitir o desenvolvimento da produção de bens em larga escala.
Os desenvolvimentos dos eventos até meados do século XX levaram a área de gestão de produção a ter um enfoque eminentemente industrial, obtendo grande sucesso ao concentrar-se nas operações fabris. A indústria de transformação era a que mais se destacava no cenário político e econômico mundial dessa
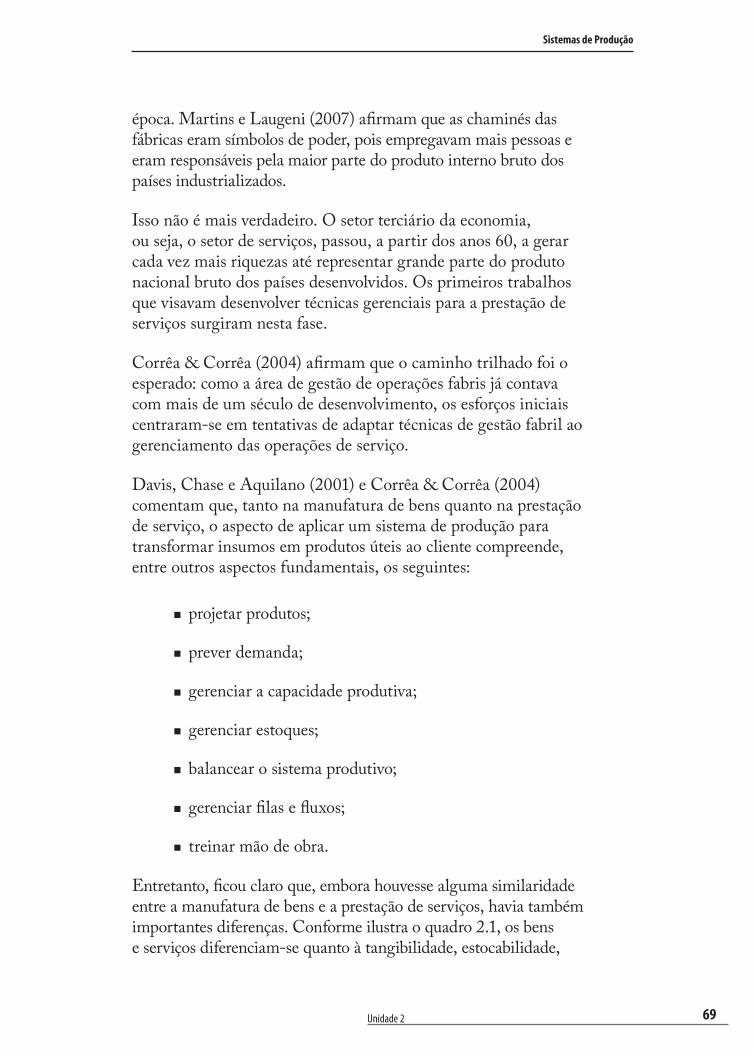
69
Sistemas de Produção
Unidade 2
época. Martins e Laugeni (2007) afirmam que as chaminés das fábricas eram símbolos de poder, pois empregavam mais pessoas e eram responsáveis pela maior parte do produto interno bruto dos países industrializados.
Isso não é mais verdadeiro. O setor terciário da economia, ou seja, o setor de serviços, passou, a partir dos anos 60, a gerar cada vez mais riquezas até representar grande parte do produto nacional bruto dos países desenvolvidos. Os primeiros trabalhos que visavam desenvolver técnicas gerenciais para a prestação de serviços surgiram nesta fase.
Corrêa & Corrêa (2004) afirmam que o caminho trilhado foi o esperado: como a área de gestão de operações fabris já contava com mais de um século de desenvolvimento, os esforços iniciais centraram-se em tentativas de adaptar técnicas de gestão fabril ao gerenciamento das operações de serviço.
Davis, Chase e Aquilano (2001) e Corrêa & Corrêa (2004) comentam que, tanto na manufatura de bens quanto na prestação de serviço, o aspecto de aplicar um sistema de produção para transformar insumos em produtos úteis ao cliente compreende, entre outros aspectos fundamentais, os seguintes:
� projetar produtos;
� prever demanda;
� gerenciar a capacidade produtiva;
� gerenciar estoques;
� balancear o sistema produtivo;
� gerenciar filas e fluxos;
� treinar mão de obra.
Entretanto, ficou claro que, embora houvesse alguma similaridade entre a manufatura de bens e a prestação de serviços, havia também importantes diferenças. Conforme ilustra o quadro 2.1, os bens e serviços diferenciam-se quanto à tangibilidade, estocabilidade,
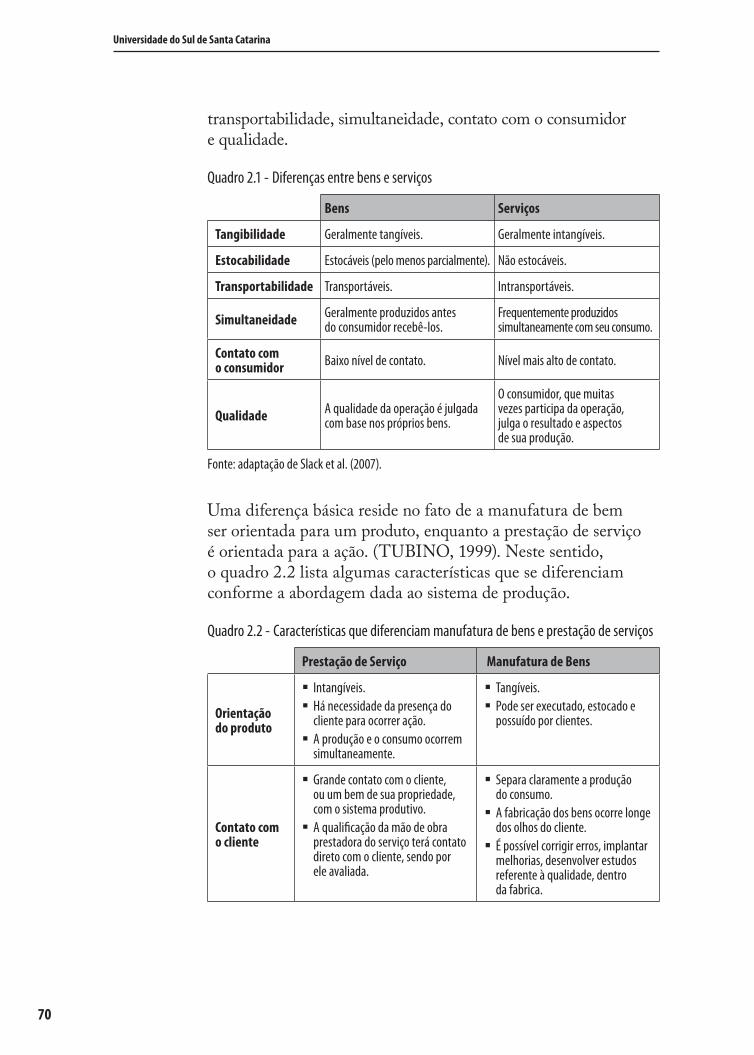
70
Universidade do Sul de Santa Catarina
transportabilidade, simultaneidade, contato com o consumidor e qualidade.
Quadro 2.1 - Diferenças entre bens e serviços
Bens Serviços
Tangibilidade Geralmente tangíveis. Geralmente intangíveis.
Estocabilidade Estocáveis (pelo menos parcialmente). Não estocáveis.
Transportabilidade Transportáveis. Intransportáveis.
Simultaneidade Geralmente produzidos antes do consumidor recebê-los.
Frequentemente produzidos simultaneamente com seu consumo.
Contato com o consumidor Baixo nível de contato. Nível mais alto de contato.
Qualidade A qualidade da operação é julgada com base nos próprios bens.
O consumidor, que muitas vezes participa da operação, julga o resultado e aspectos de sua produção.
Fonte: adaptação de Slack et al. (2007).
Uma diferença básica reside no fato de a manufatura de bem ser orientada para um produto, enquanto a prestação de serviço é orientada para a ação. (TUBINO, 1999). Neste sentido, o quadro 2.2 lista algumas características que se diferenciam conforme a abordagem dada ao sistema de produção.
Quadro 2.2 - Características que diferenciam manufatura de bens e prestação de serviços
Prestação de Serviço Manufatura de Bens
Orientação do produto
� Intangíveis. � Há necessidade da presença do
cliente para ocorrer ação. � A produção e o consumo ocorrem
simultaneamente.
� Tangíveis. � Pode ser executado, estocado e
possuído por clientes.
Contato com o cliente
� Grande contato com o cliente, ou um bem de sua propriedade, com o sistema produtivo.
� A qualificação da mão de obra prestadora do serviço terá contato direto com o cliente, sendo por ele avaliada.
� Separa claramente a produção do consumo.
� A fabricação dos bens ocorre longe dos olhos do cliente.
� É possível corrigir erros, implantar melhorias, desenvolver estudos referente à qualidade, dentro da fabrica.
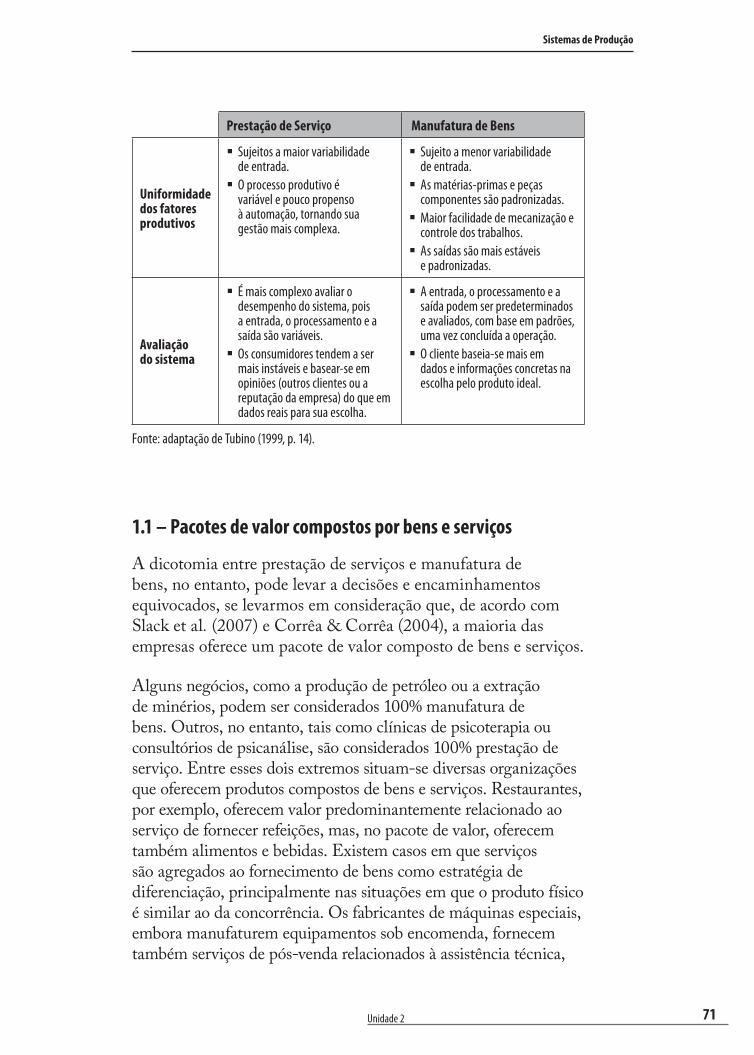
71
Sistemas de Produção
Unidade 2
Prestação de Serviço Manufatura de Bens
Uniformidade dos fatores produtivos
� Sujeitos a maior variabilidade de entrada.
� O processo produtivo é variável e pouco propenso à automação, tornando sua gestão mais complexa.
� Sujeito a menor variabilidade de entrada.
� As matérias-primas e peças componentes são padronizadas.
� Maior facilidade de mecanização e controle dos trabalhos.
� As saídas são mais estáveis e padronizadas.
Avaliação do sistema
� É mais complexo avaliar o desempenho do sistema, pois a entrada, o processamento e a saída são variáveis.
� Os consumidores tendem a ser mais instáveis e basear-se em opiniões (outros clientes ou a reputação da empresa) do que em dados reais para sua escolha.
� A entrada, o processamento e a saída podem ser predeterminados e avaliados, com base em padrões, uma vez concluída a operação.
� O cliente baseia-se mais em dados e informações concretas na escolha pelo produto ideal.
Fonte: adaptação de Tubino (1999, p. 14).
1.1 – Pacotes de valor compostos por bens e serviços
A dicotomia entre prestação de serviços e manufatura de bens, no entanto, pode levar a decisões e encaminhamentos equivocados, se levarmos em consideração que, de acordo com Slack et al. (2007) e Corrêa & Corrêa (2004), a maioria das empresas oferece um pacote de valor composto de bens e serviços.
Alguns negócios, como a produção de petróleo ou a extração de minérios, podem ser considerados 100% manufatura de bens. Outros, no entanto, tais como clínicas de psicoterapia ou consultórios de psicanálise, são considerados 100% prestação de serviço. Entre esses dois extremos situam-se diversas organizações que oferecem produtos compostos de bens e serviços. Restaurantes, por exemplo, oferecem valor predominantemente relacionado ao serviço de fornecer refeições, mas, no pacote de valor, oferecem também alimentos e bebidas. Existem casos em que serviços são agregados ao fornecimento de bens como estratégia de diferenciação, principalmente nas situações em que o produto físico é similar ao da concorrência. Os fabricantes de máquinas especiais, embora manufaturem equipamentos sob encomenda, fornecem também serviços de pós-venda relacionados à assistência técnica,
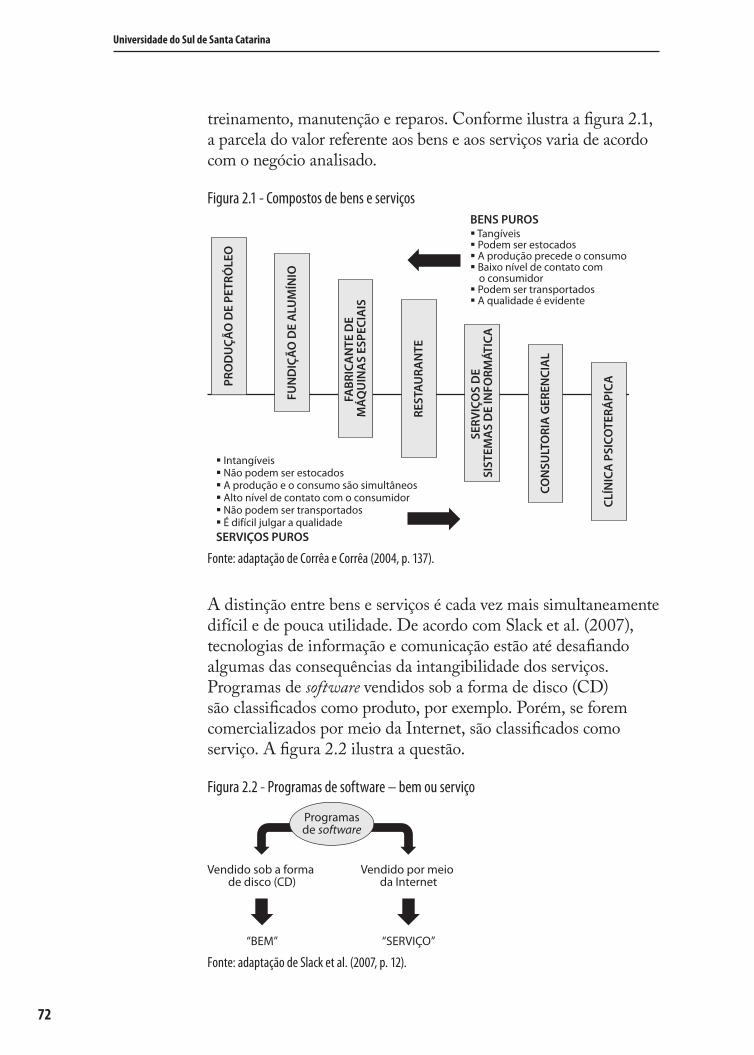
72
Universidade do Sul de Santa Catarina
treinamento, manutenção e reparos. Conforme ilustra a figura 2.1, a parcela do valor referente aos bens e aos serviços varia de acordo com o negócio analisado.
Figura 2.1 - Compostos de bens e serviços
SERV
IÇO
S D
E SI
STEM
AS
DE
INFO
RMÁT
ICA
PRO
DU
ÇÃO
DE
PETR
ÓLE
O
FUN
DIÇ
ÃO
DE
ALU
MÍN
IO
FABR
ICA
NTE
DE
MÁ
QU
INA
S ES
PECI
AIS
REST
AURA
NTE
CON
SULT
ORI
A G
EREN
CIA
L
CLÍN
ICA
PSI
COTE
RÁPI
CA
BENS PUROS� Tangíveis� Podem ser estocados� A produção precede o consumo� Baixo nível de contato com
o consumidor� Podem ser transportados� A qualidade é evidente
� Intangíveis� Não podem ser estocados� A produção e o consumo são simultâneos� Alto nível de contato com o consumidor� Não podem ser transportados� É difícil julgar a qualidadeSERVIÇOS PUROS
Fonte: adaptação de Corrêa e Corrêa (2004, p. 137).
A distinção entre bens e serviços é cada vez mais simultaneamente difícil e de pouca utilidade. De acordo com Slack et al. (2007), tecnologias de informação e comunicação estão até desafiando algumas das consequências da intangibilidade dos serviços. Programas de software vendidos sob a forma de disco (CD) são classificados como produto, por exemplo. Porém, se forem comercializados por meio da Internet, são classificados como serviço. A figura 2.2 ilustra a questão.
Figura 2.2 - Programas de software – bem ou serviço
“SERVIÇO”“BEM”
Vendido sob a forma de disco (CD)
Vendido por meio da Internet
Programasde software
Fonte: adaptação de Slack et al. (2007, p. 12).
73
Sistemas de Produção
Unidade 2
Se considerarmos que a razão essencial de todos os negócios e, portanto, dos sistemas de produção é servir aos clientes, podemos argumentar que todas as operações são fornecedoras de serviço e que a manufatura de bens também é uma forma de servir a seus clientes. Ou seja, de acordo com essa perspectiva, o fato de uma empresa ser fabricante de bens ou prestadora de serviços consta como sendo uma questão secundária.
Outro aspecto a considerar nessa questão, conforme Corrêa & Corrêa (2004, p. 133), são as implicações que a abordagem do negócio pode ter para a gestão de produção, resumida na seguinte frase: “O cliente, em muitas situações, não precisa de brocas, mas de furos”. Se o cliente for “condenado” pelo fornecedor a possuir a broca para fazer o furo, ele certamente comprará a broca, mas, caso seja possível, ele preferirá em muitos casos comprar o furo, ou seja, o benefício que a broca traz e não a broca em si. A explicação para esse fato é que “furar” pode não ser uma das atividades principais do cliente. Ser obrigado a fazer furos pode exigir que o cliente tenha operadores especializados em furar, o que pode significar dispersão de esforços importantes os quais poderiam ser alocados às atividades essenciais do negócio.
1.2 – Atividades de linha de frente e de retaguarda
As atividades realizadas por um recurso podem ser de alto ou baixo contato, dependendo do grau de interação e da extensão da interação com o cliente. As atividades de alto contato, também chamadas de atividades de linha de frente (front office), são pertencentes ao processo de prestação de serviços. As atividades que ocorrem sem contato com o cliente são chamadas de atividades de retaguarda (back office).
Corrêa & Corrêa (2004) afirmam que, embora essa classificação seja dicotômica (pois ou se está ou não se está em contato com o cliente), os vários graus de interação e extensão, objetivação da avaliação e estocabilidade podem variar. Ou seja, o conceito de pacote de valor envolve considerar quatro variáveis influentes no projeto e gestão de operações:
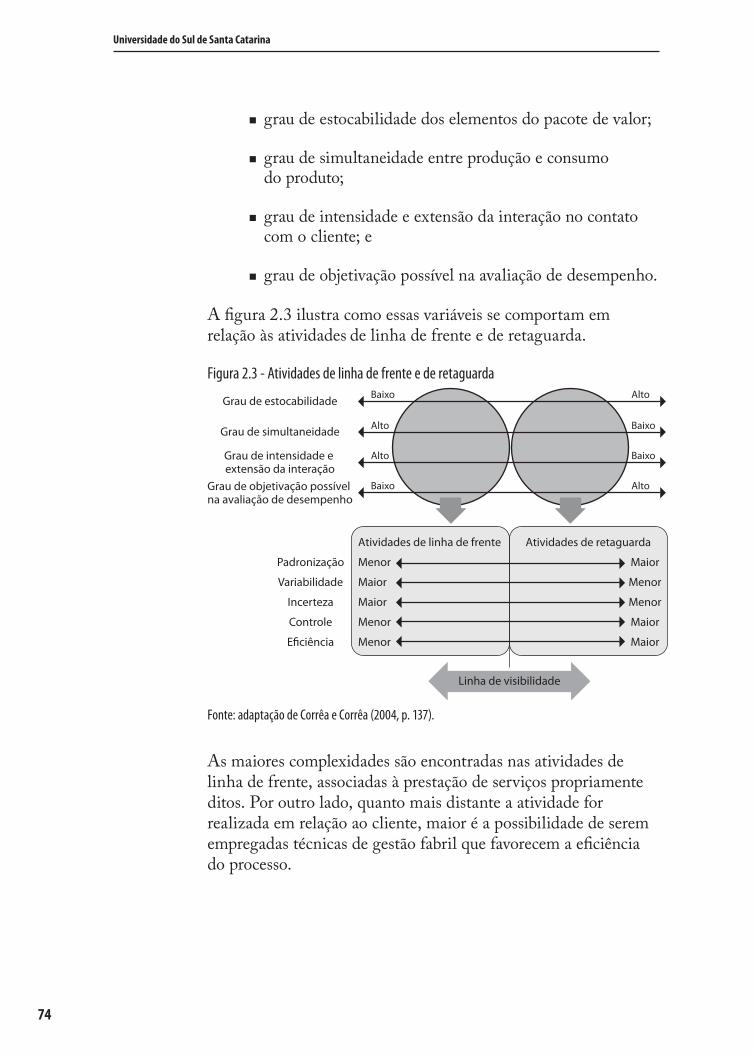
74
Universidade do Sul de Santa Catarina
� grau de estocabilidade dos elementos do pacote de valor;
� grau de simultaneidade entre produção e consumo do produto;
� grau de intensidade e extensão da interação no contato com o cliente; e
� grau de objetivação possível na avaliação de desempenho.
A figura 2.3 ilustra como essas variáveis se comportam em relação às atividades de linha de frente e de retaguarda.
Figura 2.3 - Atividades de linha de frente e de retaguarda
Grau de estocabilidade
Grau de simultaneidade
Grau de intensidade e extensão da interação
Grau de objetivação possível na avaliação de desempenho
Alto
Alto
Alto
Alto
Baixo
Baixo
Baixo
Baixo
Padronização
Variabilidade
Incerteza
Controle
Eficiência
Atividades de retaguarda
Linha de visibilidade
Atividades de linha de frente
Menor
Maior
Maior
Menor
Menor
Maior
Menor
Menor
Maior
Maior
Fonte: adaptação de Corrêa e Corrêa (2004, p. 137).
As maiores complexidades são encontradas nas atividades de linha de frente, associadas à prestação de serviços propriamente ditos. Por outro lado, quanto mais distante a atividade for realizada em relação ao cliente, maior é a possibilidade de serem empregadas técnicas de gestão fabril que favorecem a eficiência do processo.
75
Sistemas de Produção
Unidade 2
Seção 2 – O grau de padronização do produto
Você vai estudar, nesta seção, a classificação dos sistemas de produção de acordo com o grau de padronização do produto.
As operações, conforme Slack et al. (2007), tentam algumas vezes superar as penalidades de custo referentes à alta variedade por meio da padronização de seus produtos, serviços ou processos. Geralmente, as saídas dos sistemas de produção é que são padronizadas, permitindo que a restrição da variedade de produtos possua valor real para o consumidor final.
De acordo com Tubino (1999), quanto ao grau de padronização do produto, existem sistemas que produzem produtos padronizados e sistemas que produzem produtos sob medida:
� produtos padronizados são aqueles bens ou serviços que apresentam alto grau de uniformidade;
� produtos sob medida ou personalizados são bens ou serviços desenvolvidos para um cliente específico, sem nenhuma padronização.
O grau de padronização do produto está relacionado com o volume de produção demandado pelo mercado. Quanto mais padronizados forem os recursos produtivos e os métodos de trabalho e controles de um sistema produtivo, maior será a eficiência do sistema, com consequente redução dos custos.
De acordo com Corrêa & Corrêa (2004), a eficiência em custos resultantes da padronização do produto advém de três fatores:
� menor tempo de treinamento necessário por trabalhador, porque os métodos e os procedimentos são limitados;
� maior ritmo de trabalho, levando a um aumento da produtividade (maior produção em menor tempo); e
� menor remuneração paga, porque os requisitos de educação e de habilidades são menores.
76
Universidade do Sul de Santa Catarina
Slack et al. (2007) afirmam que as roupas que nós compramos talvez sejam o exemplo mais comum de padronização. A indústria do vestuário produz um número limitado de tamanhos de roupas, embora os corpos humanos possuam perfis diferentes. Os fabricantes teriam que oferecer uma variedade inviável de tamanhos para assegurar um caimento perfeito das roupas e acomodar razoavelmente a maioria dos corpos. Alternativamente, poderiam oferecer serviços customizados. Em ambos os casos, de qualquer forma, haveria um impacto significativo nos custos.
Por outro lado, os sistemas de produção sob medida possuem, normalmente, grande capacidade ociosa devido ao fato de o prazo de entrega ser um fator determinante no atendimento ao cliente. Além disso, a dificuldade para padronizar os métodos de trabalho e os recursos produtivos gera produtos mais caros do que os padronizados.
Diversas variáveis dependem do grau de padronização do produto, entre as quais podem ser citadas:
� a formação de estoques de matérias-primas e produtos acabados;
� a existência de ganhos de escala;
� a padronização de métodos de trabalho;
� a automação de processos;
� o tamanho dos tempos de conclusão (lead times);
� o nível de ociosidade dos recursos.
O crescimento excessivo da variedade é um perigo que ameaça as operações estabelecidas de uma empresa. De acordo com Slack et al. (2007), muitas organizações aprimoraram significativamente a lucratividade ao reduzir sua variedade, de forma cuidadosa, após avaliarem o lucro ou a contribuição real de cada produto físico ou serviço. As empresas podem oferecer produtos ou serviços alternativos de valor similar a seus clientes, de modo a superar a possível perda de negócios.
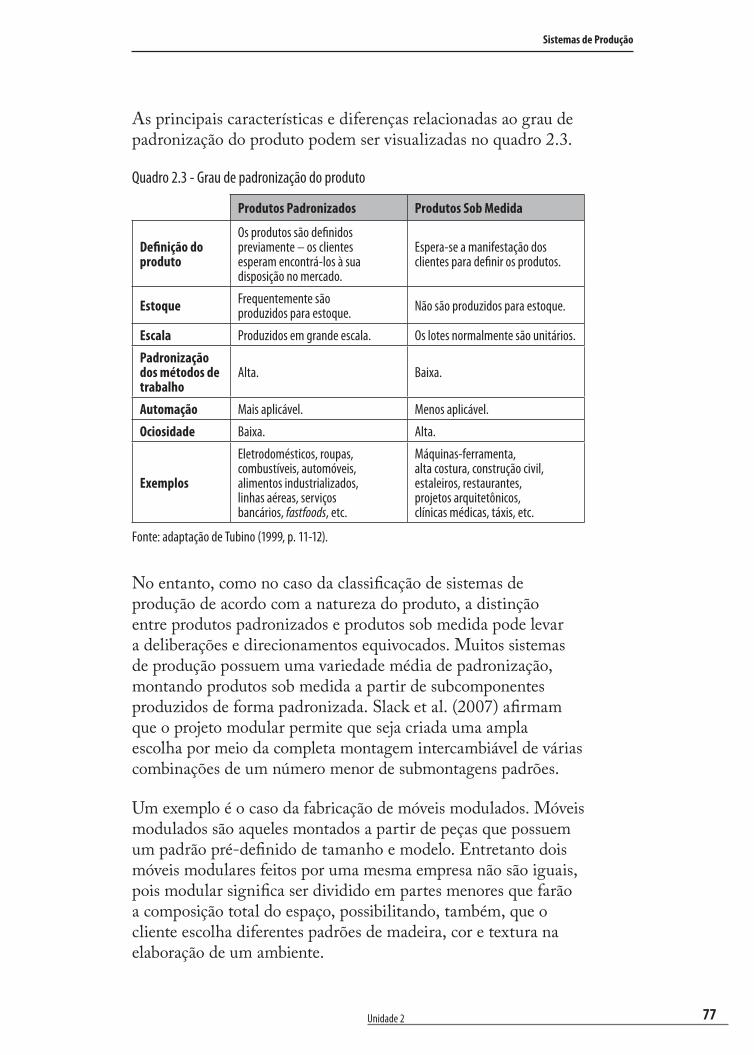
77
Sistemas de Produção
Unidade 2
As principais características e diferenças relacionadas ao grau de padronização do produto podem ser visualizadas no quadro 2.3.
Quadro 2.3 - Grau de padronização do produto
Produtos Padronizados Produtos Sob Medida
Definição do produto
Os produtos são definidos previamente – os clientes esperam encontrá-los à sua disposição no mercado.
Espera-se a manifestação dos clientes para definir os produtos.
Estoque Frequentemente são produzidos para estoque. Não são produzidos para estoque.
Escala Produzidos em grande escala. Os lotes normalmente são unitários.
Padronização dos métodos de trabalho
Alta. Baixa.
Automação Mais aplicável. Menos aplicável.
Ociosidade Baixa. Alta.
Exemplos
Eletrodomésticos, roupas, combustíveis, automóveis, alimentos industrializados, linhas aéreas, serviços bancários, fastfoods, etc.
Máquinas-ferramenta, alta costura, construção civil, estaleiros, restaurantes, projetos arquitetônicos, clínicas médicas, táxis, etc.
Fonte: adaptação de Tubino (1999, p. 11-12).
No entanto, como no caso da classificação de sistemas de produção de acordo com a natureza do produto, a distinção entre produtos padronizados e produtos sob medida pode levar a deliberações e direcionamentos equivocados. Muitos sistemas de produção possuem uma variedade média de padronização, montando produtos sob medida a partir de subcomponentes produzidos de forma padronizada. Slack et al. (2007) afirmam que o projeto modular permite que seja criada uma ampla escolha por meio da completa montagem intercambiável de várias combinações de um número menor de submontagens padrões.
Um exemplo é o caso da fabricação de móveis modulados. Móveis modulados são aqueles montados a partir de peças que possuem um padrão pré-definido de tamanho e modelo. Entretanto dois móveis modulares feitos por uma mesma empresa não são iguais, pois modular significa ser dividido em partes menores que farão a composição total do espaço, possibilitando, também, que o cliente escolha diferentes padrões de madeira, cor e textura na elaboração de um ambiente.
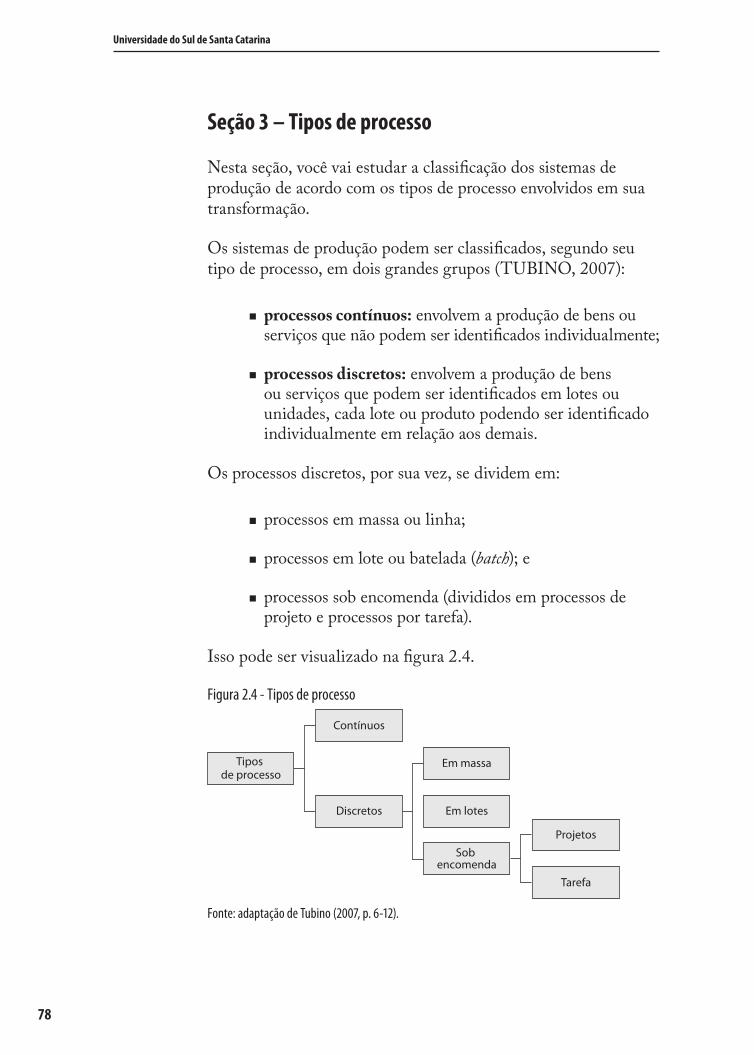
78
Universidade do Sul de Santa Catarina
Seção 3 – Tipos de processo
Nesta seção, você vai estudar a classificação dos sistemas de produção de acordo com os tipos de processo envolvidos em sua transformação.
Os sistemas de produção podem ser classificados, segundo seu tipo de processo, em dois grandes grupos (TUBINO, 2007):
� processos contínuos: envolvem a produção de bens ou serviços que não podem ser identificados individualmente;
� processos discretos: envolvem a produção de bens ou serviços que podem ser identificados em lotes ou unidades, cada lote ou produto podendo ser identificado individualmente em relação aos demais.
Os processos discretos, por sua vez, se dividem em:
� processos em massa ou linha;
� processos em lote ou batelada (batch); e
� processos sob encomenda (divididos em processos de projeto e processos por tarefa).
Isso pode ser visualizado na figura 2.4.
Figura 2.4 - Tipos de processo
Tipos de processo
Contínuos
Discretos
Em massa
Em lotes
Sob encomenda
Projetos
Tarefa
Fonte: adaptação de Tubino (2007, p. 6-12).
79
Sistemas de Produção
Unidade 2
3.1 – Processos contínuos
Tubino (2007) afirma que os processos contínuos são empregados quando existe uma alta uniformidade na produção e demanda de bens/serviços, fazendo com que os produtos e os processos produtivos sejam totalmente interdependentes, favorecendo a sua automatização. Nesses processos, é difícil se identificar e separar, dentro da produção, uma unidade do produto das demais que estão sendo feitas.
De acordo com Corrêa & Corrêa (2004), existem conexões, geralmente através de tubulações ou correias transportadoras, entre os equipamentos, resultando em baixos níveis de estoques em processo. Muitas vezes, essas estruturas fabris são automatizadas de tal maneira que constituem praticamente uma única “máquina” trabalhando normalmente de forma ininterrupta. O alto grau de automação resultante torna os processos pouco flexíveis, dificultando a mudança de produto. Tubino (2007) afirma que são necessários altos investimentos em equipamentos e instalações, enquanto a mão de obra é empregada apenas para a condução e manutenção das instalações, sendo seu custo insignificante em relação aos outros fatores produtivos.
A produção de bens de base, comuns a várias cadeias produtivas, são exemplos típicos de processos contínuos:
� energia elétrica;
� petróleo e derivados;
� produtos químicos de uma forma geral;
� entre outros.
De acordo com Tubino (2007), alguns serviços também podem ser produzidos, dentro desta ótica, com o emprego de máquinas, como:
� de aquecimento e ar condicionado;
� de limpeza contínua;
� de sistemas de monitoramento por radar;
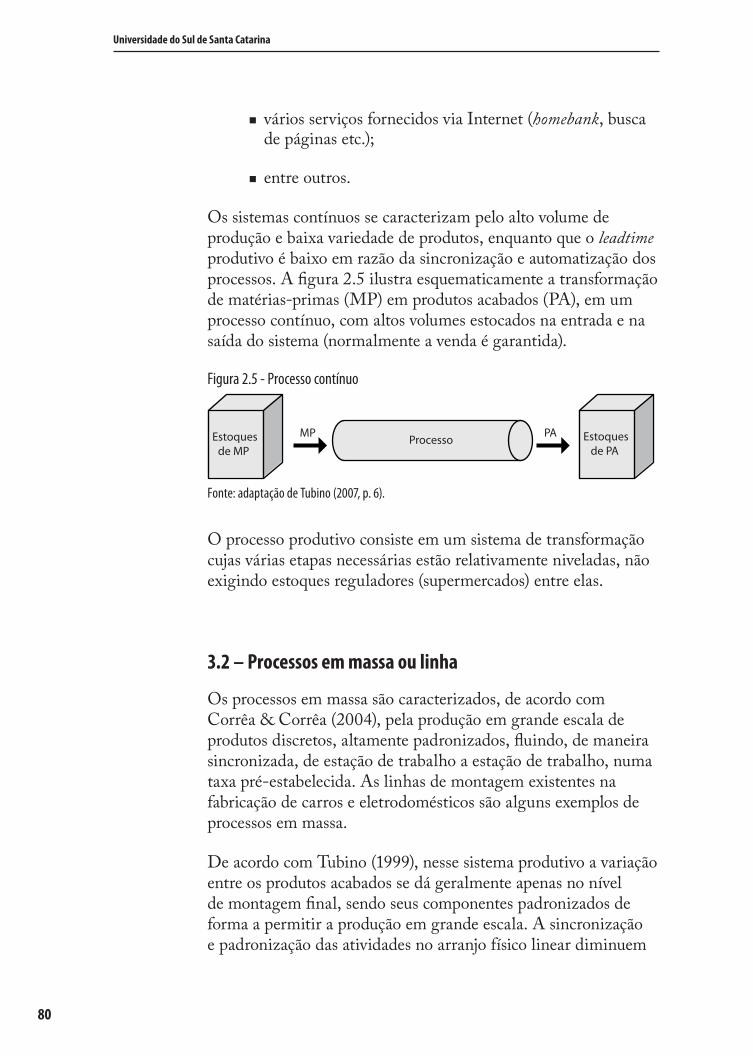
80
Universidade do Sul de Santa Catarina
� vários serviços fornecidos via Internet (homebank, busca de páginas etc.);
� entre outros.
Os sistemas contínuos se caracterizam pelo alto volume de produção e baixa variedade de produtos, enquanto que o leadtime produtivo é baixo em razão da sincronização e automatização dos processos. A figura 2.5 ilustra esquematicamente a transformação de matérias-primas (MP) em produtos acabados (PA), em um processo contínuo, com altos volumes estocados na entrada e na saída do sistema (normalmente a venda é garantida).
Figura 2.5 - Processo contínuo
Estoquesde MP
Estoquesde PA
Processo MP PA
Fonte: adaptação de Tubino (2007, p. 6).
O processo produtivo consiste em um sistema de transformação cujas várias etapas necessárias estão relativamente niveladas, não exigindo estoques reguladores (supermercados) entre elas.
3.2 – Processos em massa ou linha
Os processos em massa são caracterizados, de acordo com Corrêa & Corrêa (2004), pela produção em grande escala de produtos discretos, altamente padronizados, fluindo, de maneira sincronizada, de estação de trabalho a estação de trabalho, numa taxa pré-estabelecida. As linhas de montagem existentes na fabricação de carros e eletrodomésticos são alguns exemplos de processos em massa.
De acordo com Tubino (1999), nesse sistema produtivo a variação entre os produtos acabados se dá geralmente apenas no nível de montagem final, sendo seus componentes padronizados de forma a permitir a produção em grande escala. A sincronização e padronização das atividades no arranjo físico linear diminuem
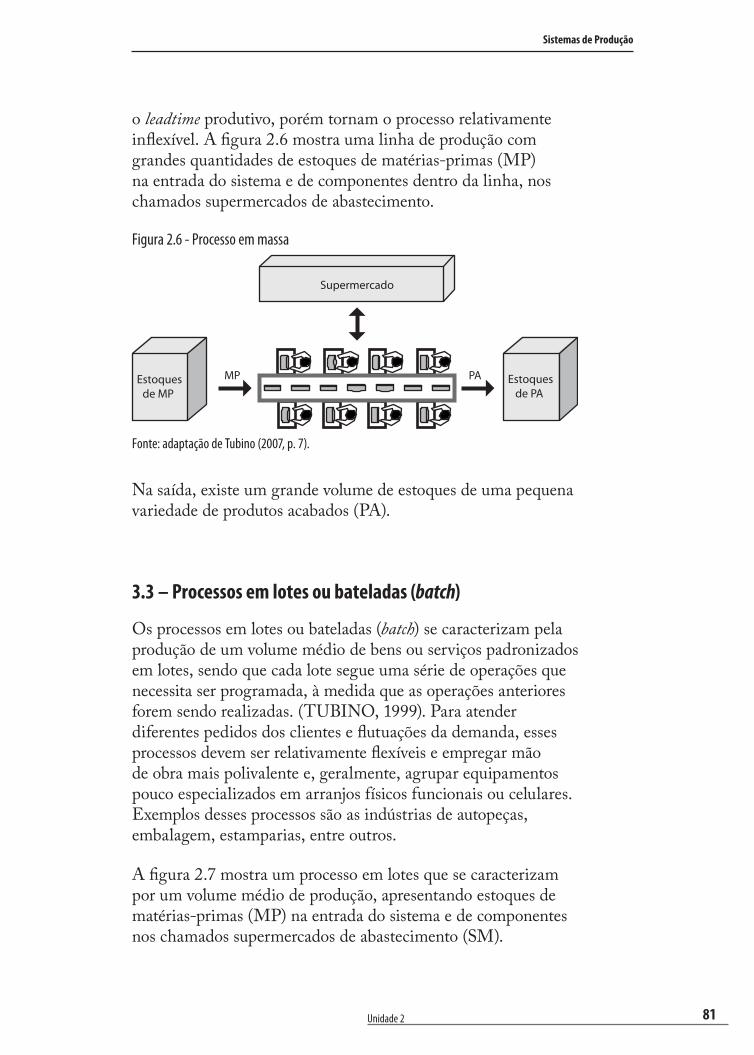
81
Sistemas de Produção
Unidade 2
o leadtime produtivo, porém tornam o processo relativamente inflexível. A figura 2.6 mostra uma linha de produção com grandes quantidades de estoques de matérias-primas (MP) na entrada do sistema e de componentes dentro da linha, nos chamados supermercados de abastecimento.
Figura 2.6 - Processo em massa
Estoquesde MP
Estoquesde PA
MP PA
Supermercado
Fonte: adaptação de Tubino (2007, p. 7).
Na saída, existe um grande volume de estoques de uma pequena variedade de produtos acabados (PA).
3.3 – Processos em lotes ou bateladas (batch)
Os processos em lotes ou bateladas (batch) se caracterizam pela produção de um volume médio de bens ou serviços padronizados em lotes, sendo que cada lote segue uma série de operações que necessita ser programada, à medida que as operações anteriores forem sendo realizadas. (TUBINO, 1999). Para atender diferentes pedidos dos clientes e flutuações da demanda, esses processos devem ser relativamente flexíveis e empregar mão de obra mais polivalente e, geralmente, agrupar equipamentos pouco especializados em arranjos físicos funcionais ou celulares. Exemplos desses processos são as indústrias de autopeças, embalagem, estamparias, entre outros.
A figura 2.7 mostra um processo em lotes que se caracterizam por um volume médio de produção, apresentando estoques de matérias-primas (MP) na entrada do sistema e de componentes nos chamados supermercados de abastecimento (SM).
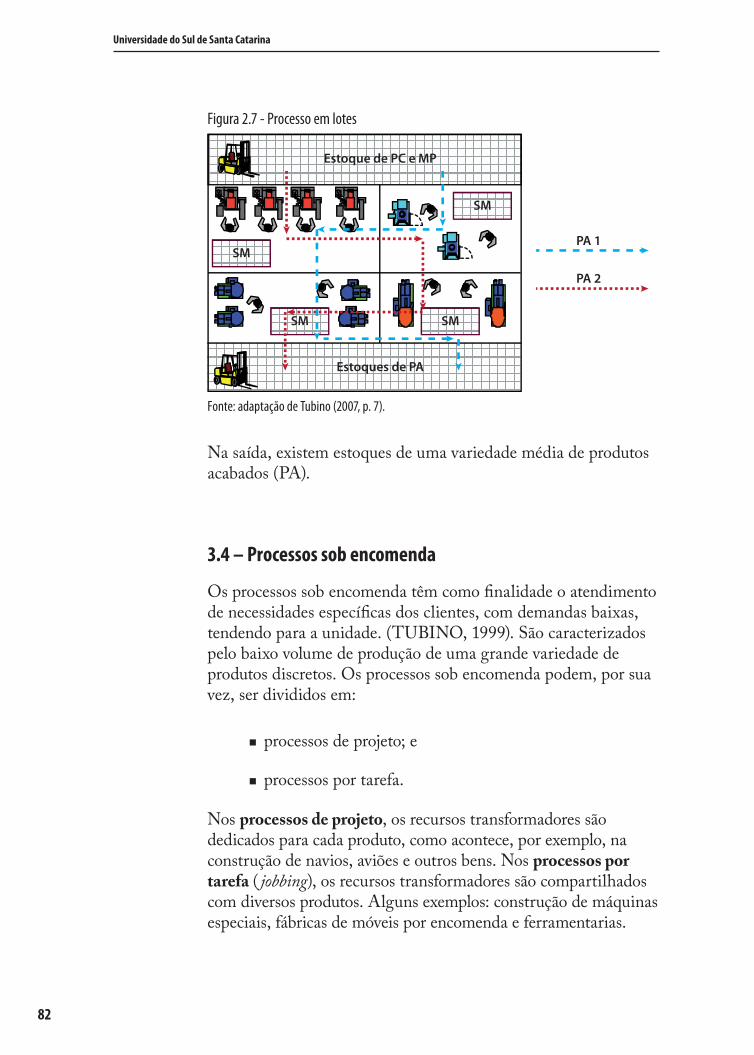
82
Universidade do Sul de Santa Catarina
Figura 2.7 - Processo em lotes
PA 1
PA 2
Estoque de PC e MP
Estoques de PA
SM
SM
SM SM
Fonte: adaptação de Tubino (2007, p. 7).
Na saída, existem estoques de uma variedade média de produtos acabados (PA).
3.4 – Processos sob encomenda
Os processos sob encomenda têm como finalidade o atendimento de necessidades específicas dos clientes, com demandas baixas, tendendo para a unidade. (TUBINO, 1999). São caracterizados pelo baixo volume de produção de uma grande variedade de produtos discretos. Os processos sob encomenda podem, por sua vez, ser divididos em:
� processos de projeto; e
� processos por tarefa.
Nos processos de projeto, os recursos transformadores são dedicados para cada produto, como acontece, por exemplo, na construção de navios, aviões e outros bens. Nos processos por tarefa ( jobbing), os recursos transformadores são compartilhados com diversos produtos. Alguns exemplos: construção de máquinas especiais, fábricas de móveis por encomenda e ferramentarias.
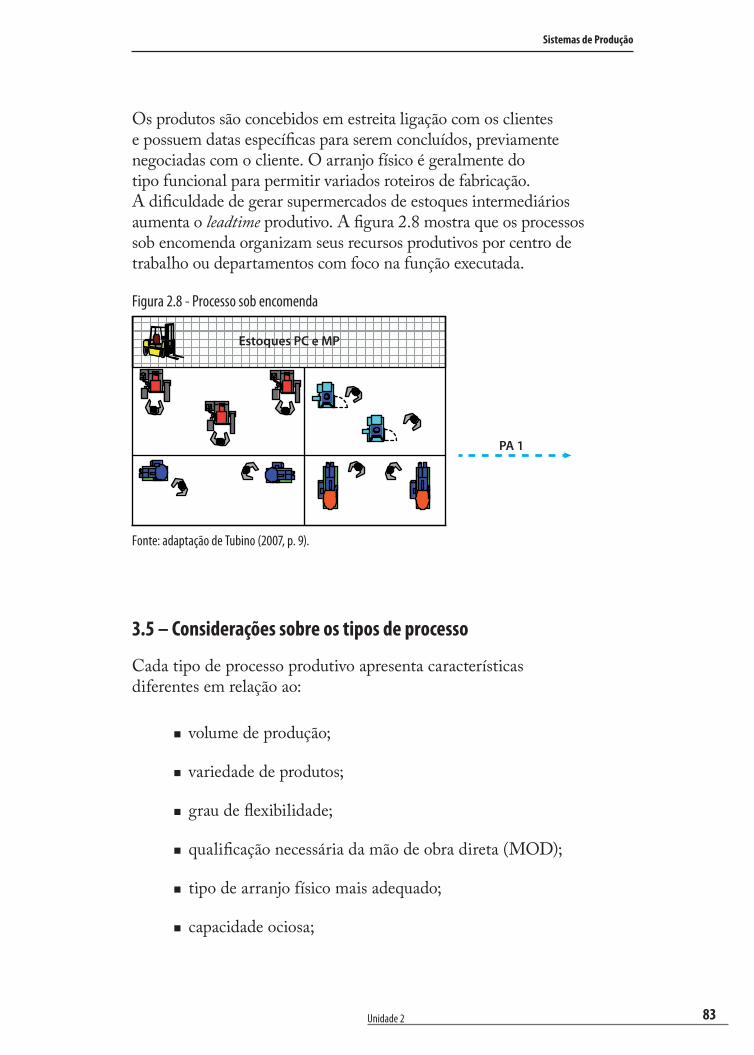
83
Sistemas de Produção
Unidade 2
Os produtos são concebidos em estreita ligação com os clientes e possuem datas específicas para serem concluídos, previamente negociadas com o cliente. O arranjo físico é geralmente do tipo funcional para permitir variados roteiros de fabricação. A dificuldade de gerar supermercados de estoques intermediários aumenta o leadtime produtivo. A figura 2.8 mostra que os processos sob encomenda organizam seus recursos produtivos por centro de trabalho ou departamentos com foco na função executada.
Figura 2.8 - Processo sob encomenda
PA 1
Estoques PC e MP
Fonte: adaptação de Tubino (2007, p. 9).
3.5 – Considerações sobre os tipos de processo
Cada tipo de processo produtivo apresenta características diferentes em relação ao:
� volume de produção;
� variedade de produtos;
� grau de flexibilidade;
� qualificação necessária da mão de obra direta (MOD);
� tipo de arranjo físico mais adequado;
� capacidade ociosa;
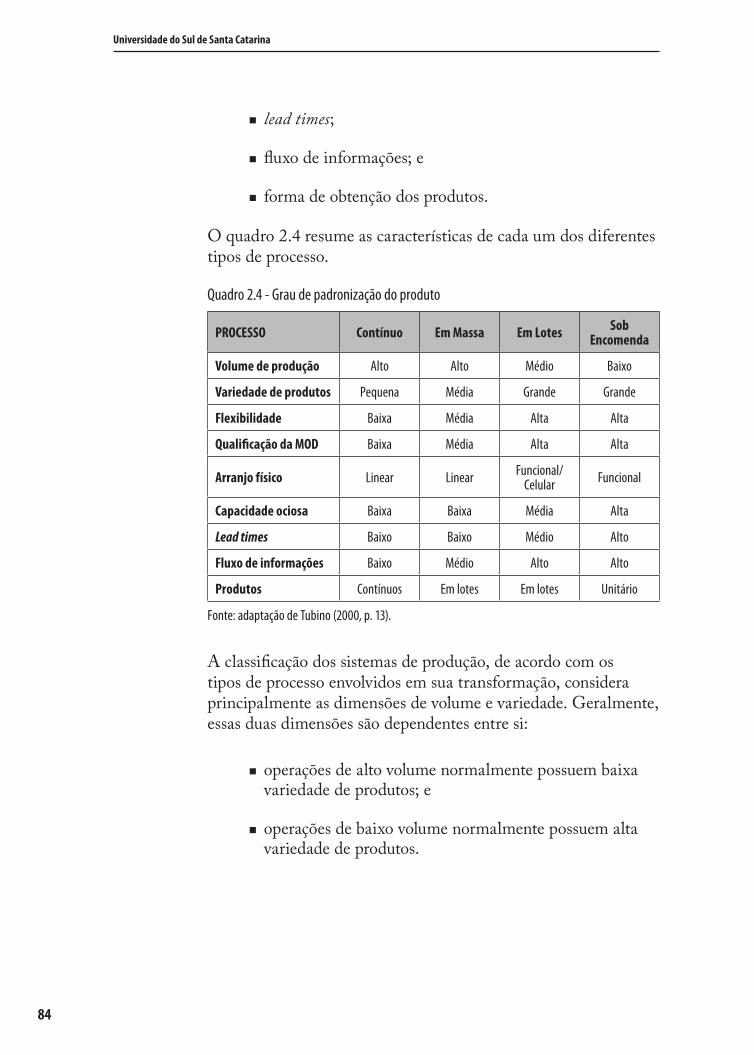
84
Universidade do Sul de Santa Catarina
� lead times;
� fluxo de informações; e
� forma de obtenção dos produtos.
O quadro 2.4 resume as características de cada um dos diferentes tipos de processo.
Quadro 2.4 - Grau de padronização do produto
PROCESSO Contínuo Em Massa Em Lotes Sob Encomenda
Volume de produção Alto Alto Médio Baixo
Variedade de produtos Pequena Média Grande Grande
Flexibilidade Baixa Média Alta Alta
Qualificação da MOD Baixa Média Alta Alta
Arranjo físico Linear Linear Funcional/ Celular Funcional
Capacidade ociosa Baixa Baixa Média Alta
Lead times Baixo Baixo Médio Alto
Fluxo de informações Baixo Médio Alto Alto
Produtos Contínuos Em lotes Em lotes Unitário
Fonte: adaptação de Tubino (2000, p. 13).
A classificação dos sistemas de produção, de acordo com os tipos de processo envolvidos em sua transformação, considera principalmente as dimensões de volume e variedade. Geralmente, essas duas dimensões são dependentes entre si:
� operações de alto volume normalmente possuem baixa variedade de produtos; e
� operações de baixo volume normalmente possuem alta variedade de produtos.
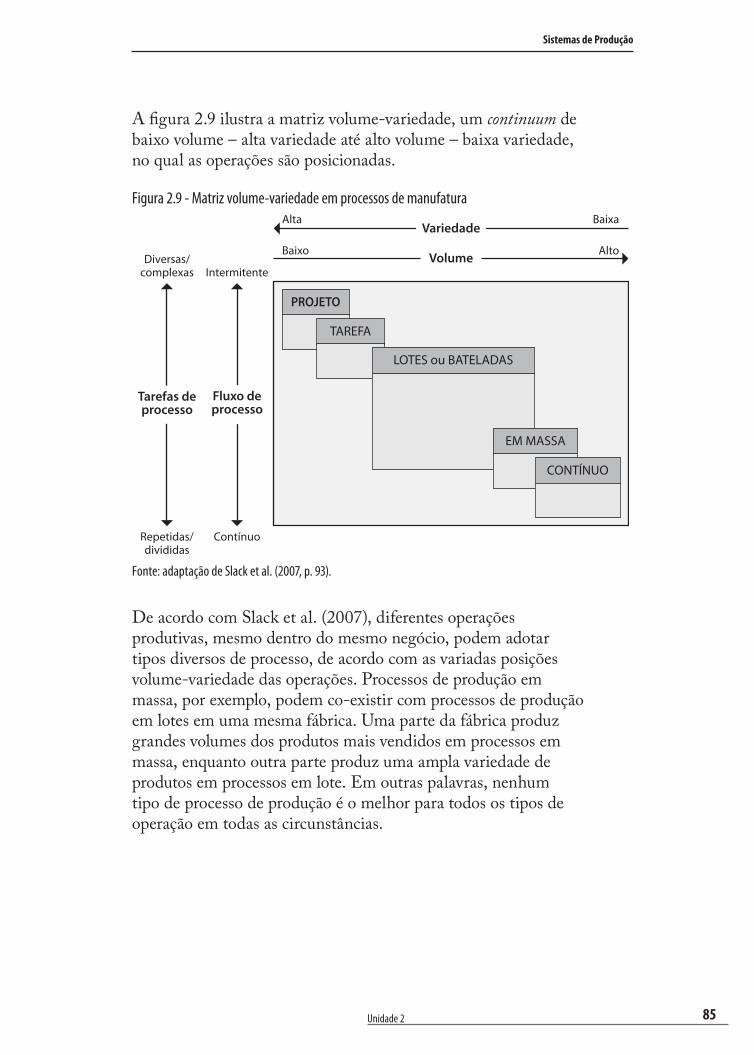
85
Sistemas de Produção
Unidade 2
A figura 2.9 ilustra a matriz volume-variedade, um continuum de baixo volume – alta variedade até alto volume – baixa variedade, no qual as operações são posicionadas.
Figura 2.9 - Matriz volume-variedade em processos de manufatura
Diversas/complexas
Repetidas/divididas
Intermitente
Contínuo
Tarefas de processo
Fluxo de processo
PROJETO
TAREFA
LOTES ou BATELADAS
EM MASSA
CONTÍNUO
Variedade
Volume
Alta
Baixo
Baixa
Alto
Fonte: adaptação de Slack et al. (2007, p. 93).
De acordo com Slack et al. (2007), diferentes operações produtivas, mesmo dentro do mesmo negócio, podem adotar tipos diversos de processo, de acordo com as variadas posições volume-variedade das operações. Processos de produção em massa, por exemplo, podem co-existir com processos de produção em lotes em uma mesma fábrica. Uma parte da fábrica produz grandes volumes dos produtos mais vendidos em processos em massa, enquanto outra parte produz uma ampla variedade de produtos em processos em lote. Em outras palavras, nenhum tipo de processo de produção é o melhor para todos os tipos de operação em todas as circunstâncias.
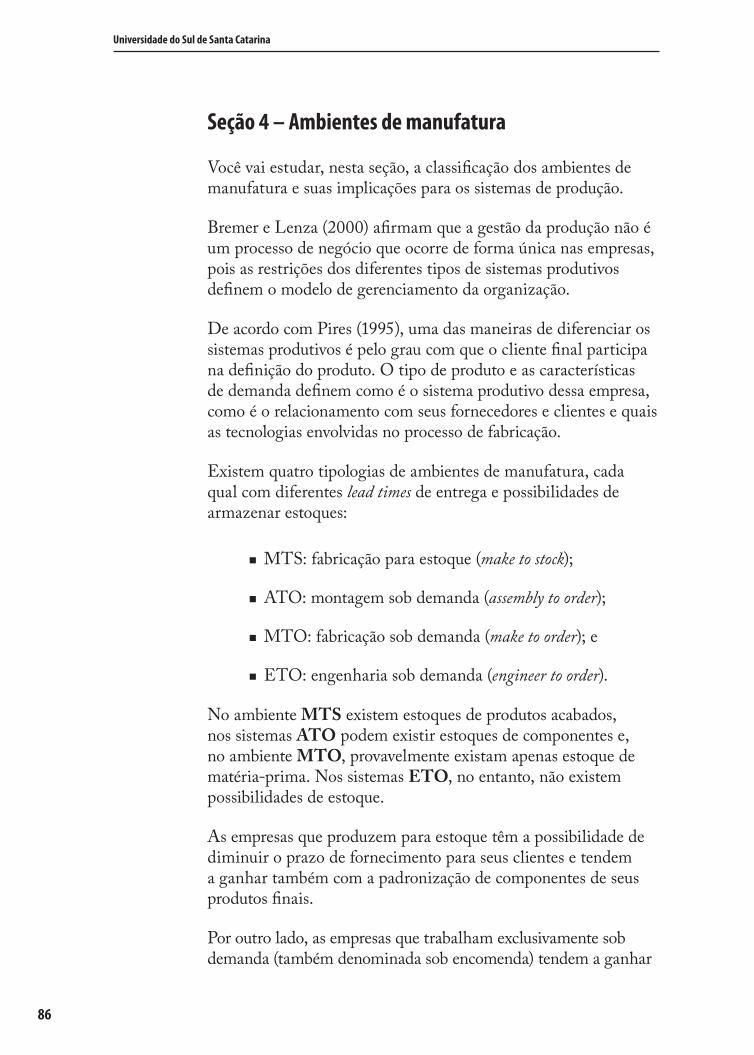
86
Universidade do Sul de Santa Catarina
Seção 4 – Ambientes de manufatura
Você vai estudar, nesta seção, a classificação dos ambientes de manufatura e suas implicações para os sistemas de produção.
Bremer e Lenza (2000) afirmam que a gestão da produção não é um processo de negócio que ocorre de forma única nas empresas, pois as restrições dos diferentes tipos de sistemas produtivos definem o modelo de gerenciamento da organização.
De acordo com Pires (1995), uma das maneiras de diferenciar os sistemas produtivos é pelo grau com que o cliente final participa na definição do produto. O tipo de produto e as características de demanda definem como é o sistema produtivo dessa empresa, como é o relacionamento com seus fornecedores e clientes e quais as tecnologias envolvidas no processo de fabricação.
Existem quatro tipologias de ambientes de manufatura, cada qual com diferentes lead times de entrega e possibilidades de armazenar estoques:
� MTS: fabricação para estoque (make to stock);
� ATO: montagem sob demanda (assembly to order);
� MTO: fabricação sob demanda (make to order); e
� ETO: engenharia sob demanda (engineer to order).
No ambiente MTS existem estoques de produtos acabados, nos sistemas ATO podem existir estoques de componentes e, no ambiente MTO, provavelmente existam apenas estoque de matéria-prima. Nos sistemas ETO, no entanto, não existem possibilidades de estoque.
As empresas que produzem para estoque têm a possibilidade de diminuir o prazo de fornecimento para seus clientes e tendem a ganhar também com a padronização de componentes de seus produtos finais.
Por outro lado, as empresas que trabalham exclusivamente sob demanda (também denominada sob encomenda) tendem a ganhar
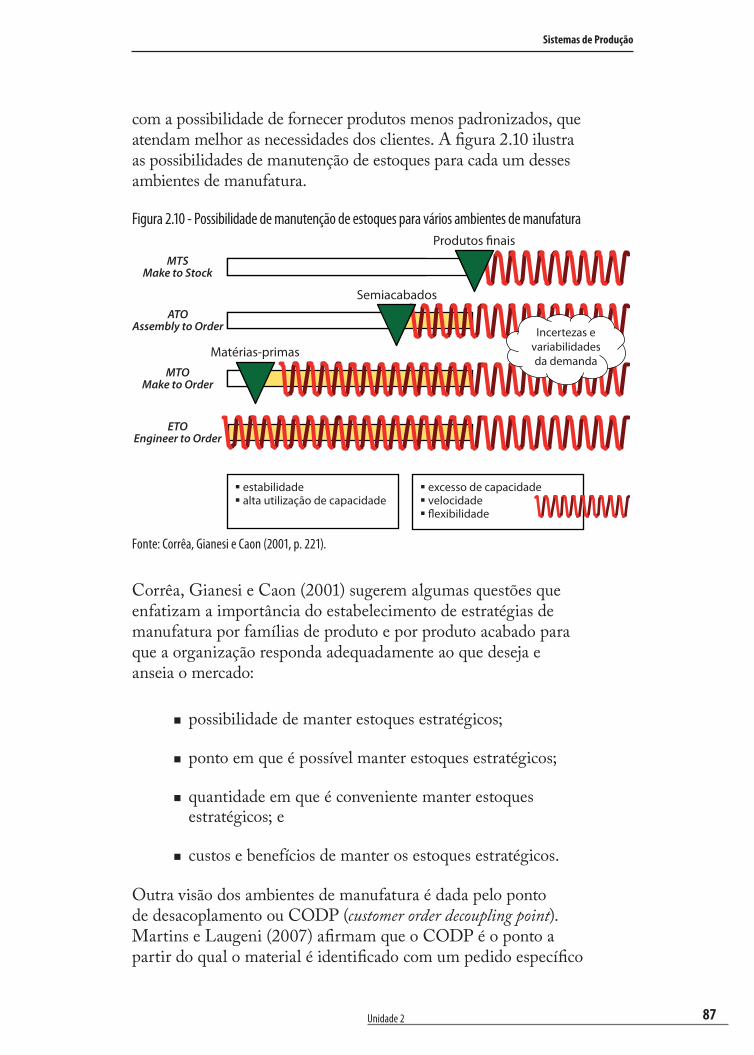
87
Sistemas de Produção
Unidade 2
com a possibilidade de fornecer produtos menos padronizados, que atendam melhor as necessidades dos clientes. A figura 2.10 ilustra as possibilidades de manutenção de estoques para cada um desses ambientes de manufatura.
Figura 2.10 - Possibilidade de manutenção de estoques para vários ambientes de manufatura
� excesso de capacidade� velocidade� flexibilidade
� estabilidade� alta utilização de capacidade
MTSMake to Stock
ATOAssembly to Order
MTOMake to Order
ETOEngineer to Order
Incertezas e variabilidades da demanda
Produtos finais
Semiacabados
Matérias-primas
Fonte: Corrêa, Gianesi e Caon (2001, p. 221).
Corrêa, Gianesi e Caon (2001) sugerem algumas questões que enfatizam a importância do estabelecimento de estratégias de manufatura por famílias de produto e por produto acabado para que a organização responda adequadamente ao que deseja e anseia o mercado:
� possibilidade de manter estoques estratégicos;
� ponto em que é possível manter estoques estratégicos;
� quantidade em que é conveniente manter estoques estratégicos; e
� custos e benefícios de manter os estoques estratégicos.
Outra visão dos ambientes de manufatura é dada pelo ponto de desacoplamento ou CODP (customer order decoupling point). Martins e Laugeni (2007) afirmam que o CODP é o ponto a partir do qual o material é identificado com um pedido específico
88
Universidade do Sul de Santa Catarina
de um determinado cliente. A figura 2.11 ilustra a importância do CODP, ao definir o que será produzido com base em pedidos em carteira dos clientes e com base em previsões de venda.
Figura 2.11 - Ponto de desacoplamento (CODP)
X – ponto de desacoplamento1 – produção sob previsão2 – produção sob pedido
CICLO PRODUTIVO
FORNECEDORES
CLIENTES
MTS
ATO
MTO
ETO
Matéria-prima Componentes Semiacabados Acabados
1
2X
1 X
X 2
X
2
21
1
Fonte: Martins e Laugeni (2007, p. 218).
4.1 – MTS: fabricação para estoque (make to stock)
Significa que são feitos produtos padronizados com base em previsões de demanda e nenhum produto customizado. A venda é realizada com base em um estoque de produtos acabados. O lead time de entrega é o menor de todos. O cliente possui pequeno envolvimento direto no projeto do produto, pois a empresa tem uma linha de produtos definida e, se decidir, pode ter estoques de produtos acabados, semiacabados, componentes ou matérias-primas (ou uma combinação destes itens). De acordo com Martins e Laugeni (2007), a rapidez na entrega dos produtos é a vantagem nos sistemas MTS, porém a necessidade das empresas de possuírem produtos acabados estocados gera altos níveis de estoque.
89
Sistemas de Produção
Unidade 2
4.2 – ATO: montagem sob demanda (assembly to order)
Significa que o produto é feito com componentes padronizados que o fabricante pode estocar e montar de acordo com a encomenda do cliente. Martins e Laugeni (2007) afirmam que ocorre sempre que as empresas conhecem os subconjuntos, mas o produto final é configurado pelo cliente. Exemplo são as montadoras de carros e as montadoras de eletrodomésticos.
O lead time de entrega é ainda mais reduzido, porque o tempo de projeto não é necessário e o estoque de materiais está pronto para a montagem. Como a configuração do produto final será conhecida somente depois de firmado o pedido do cliente, não existe a opção de usar estoques isoladores de produtos acabados. Existe, porém, a possibilidade de estocar semiacabados do primeiro nível de componentes dos produtos acabados, possibilitando que os fabricantes de componentes e mesmo os montadores de subconjuntos sejam “isolados” das variações de mercado.
4.3 – MTO: fabricação sob demanda (make to order)
Significa que o fabricante não começa a fabricar o produto até que a encomenda do cliente seja recebida. O produto final é normalmente feito com itens padronizados (fabricação de autopeças, por exemplo), mas pode incluir, também, componentes feitos sob medida.
O lead time de entrega é reduzido, porque se requer pouco tempo de projeto, mas é impossível ou inviável trabalhar com estoques isoladores de produtos acabados, pois o produto final será conhecido somente depois de firmado o pedido do cliente. Na realidade, na fabricação sob demanda, também não conhecemos os componentes até ser conhecido o pedido do cliente. Portanto a empresa só tem a opção de estocar matérias-primas e componentes comprados.
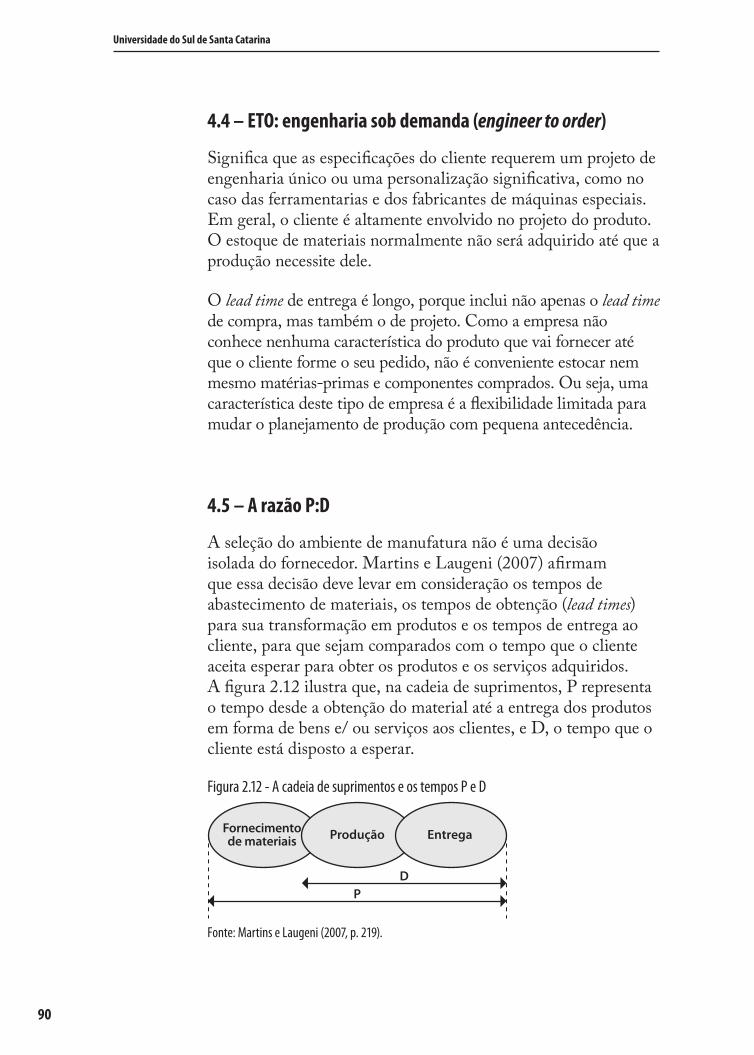
90
Universidade do Sul de Santa Catarina
4.4 – ETO: engenharia sob demanda (engineer to order)
Significa que as especificações do cliente requerem um projeto de engenharia único ou uma personalização significativa, como no caso das ferramentarias e dos fabricantes de máquinas especiais. Em geral, o cliente é altamente envolvido no projeto do produto. O estoque de materiais normalmente não será adquirido até que a produção necessite dele.
O lead time de entrega é longo, porque inclui não apenas o lead time de compra, mas também o de projeto. Como a empresa não conhece nenhuma característica do produto que vai fornecer até que o cliente forme o seu pedido, não é conveniente estocar nem mesmo matérias-primas e componentes comprados. Ou seja, uma característica deste tipo de empresa é a flexibilidade limitada para mudar o planejamento de produção com pequena antecedência.
4.5 – A razão P:D
A seleção do ambiente de manufatura não é uma decisão isolada do fornecedor. Martins e Laugeni (2007) afirmam que essa decisão deve levar em consideração os tempos de abastecimento de materiais, os tempos de obtenção (lead times) para sua transformação em produtos e os tempos de entrega ao cliente, para que sejam comparados com o tempo que o cliente aceita esperar para obter os produtos e os serviços adquiridos. A figura 2.12 ilustra que, na cadeia de suprimentos, P representa o tempo desde a obtenção do material até a entrega dos produtos em forma de bens e/ ou serviços aos clientes, e D, o tempo que o cliente está disposto a esperar.
Figura 2.12 - A cadeia de suprimentos e os tempos P e D
Entrega
DP
ProduçãoFornecimentode materiais
Fonte: Martins e Laugeni (2007, p. 219).
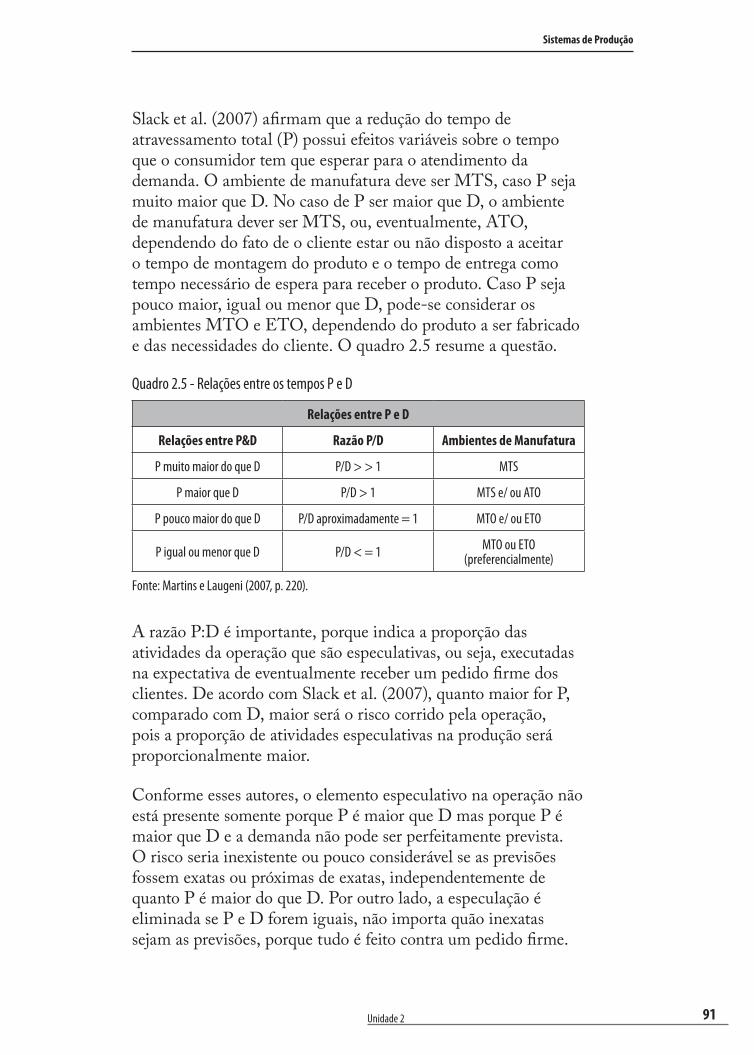
91
Sistemas de Produção
Unidade 2
Slack et al. (2007) afirmam que a redução do tempo de atravessamento total (P) possui efeitos variáveis sobre o tempo que o consumidor tem que esperar para o atendimento da demanda. O ambiente de manufatura deve ser MTS, caso P seja muito maior que D. No caso de P ser maior que D, o ambiente de manufatura dever ser MTS, ou, eventualmente, ATO, dependendo do fato de o cliente estar ou não disposto a aceitar o tempo de montagem do produto e o tempo de entrega como tempo necessário de espera para receber o produto. Caso P seja pouco maior, igual ou menor que D, pode-se considerar os ambientes MTO e ETO, dependendo do produto a ser fabricado e das necessidades do cliente. O quadro 2.5 resume a questão.
Quadro 2.5 - Relações entre os tempos P e D
Relações entre P e D
Relações entre P&D Razão P/D Ambientes de Manufatura
P muito maior do que D P/D > > 1 MTS
P maior que D P/D > 1 MTS e/ ou ATO
P pouco maior do que D P/D aproximadamente = 1 MTO e/ ou ETO
P igual ou menor que D P/D < = 1 MTO ou ETO (preferencialmente)
Fonte: Martins e Laugeni (2007, p. 220).
A razão P:D é importante, porque indica a proporção das atividades da operação que são especulativas, ou seja, executadas na expectativa de eventualmente receber um pedido firme dos clientes. De acordo com Slack et al. (2007), quanto maior for P, comparado com D, maior será o risco corrido pela operação, pois a proporção de atividades especulativas na produção será proporcionalmente maior.
Conforme esses autores, o elemento especulativo na operação não está presente somente porque P é maior que D mas porque P é maior que D e a demanda não pode ser perfeitamente prevista. O risco seria inexistente ou pouco considerável se as previsões fossem exatas ou próximas de exatas, independentemente de quanto P é maior do que D. Por outro lado, a especulação é eliminada se P e D forem iguais, não importa quão inexatas sejam as previsões, porque tudo é feito contra um pedido firme.
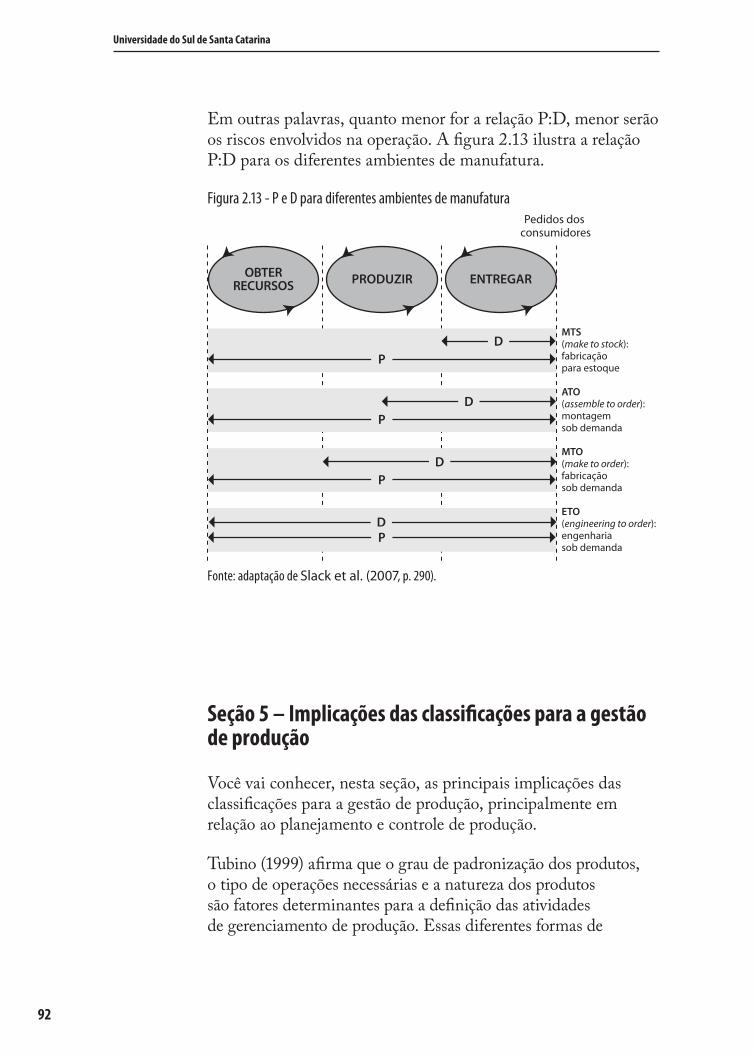
92
Universidade do Sul de Santa Catarina
Em outras palavras, quanto menor for a relação P:D, menor serão os riscos envolvidos na operação. A figura 2.13 ilustra a relação P:D para os diferentes ambientes de manufatura.
Figura 2.13 - P e D para diferentes ambientes de manufatura
ENTREGARPRODUZIROBTERRECURSOS
DP
DP
DP
Pedidos dos consumidores
MTS (make to stock): fabricação para estoque
ATO (assemble to order):montagem sob demanda
MTO (make to order): fabricação sob demanda
ETO (engineering to order): engenharia sob demanda
PD
Fonte: adaptação de Slack et al. (2007, p. 290).
Seção 5 – Implicações das classificações para a gestão de produção
Você vai conhecer, nesta seção, as principais implicações das classificações para a gestão de produção, principalmente em relação ao planejamento e controle de produção.
Tubino (1999) afirma que o grau de padronização dos produtos, o tipo de operações necessárias e a natureza dos produtos são fatores determinantes para a definição das atividades de gerenciamento de produção. Essas diferentes formas de
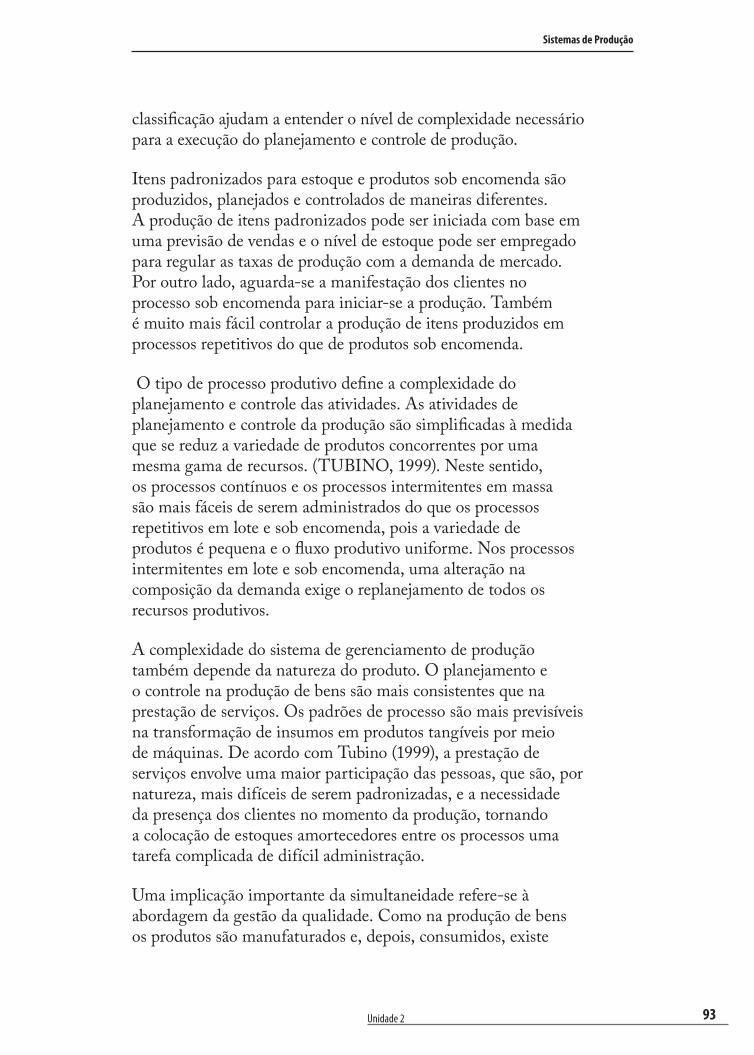
93
Sistemas de Produção
Unidade 2
classificação ajudam a entender o nível de complexidade necessário para a execução do planejamento e controle de produção.
Itens padronizados para estoque e produtos sob encomenda são produzidos, planejados e controlados de maneiras diferentes. A produção de itens padronizados pode ser iniciada com base em uma previsão de vendas e o nível de estoque pode ser empregado para regular as taxas de produção com a demanda de mercado. Por outro lado, aguarda-se a manifestação dos clientes no processo sob encomenda para iniciar-se a produção. Também é muito mais fácil controlar a produção de itens produzidos em processos repetitivos do que de produtos sob encomenda.
O tipo de processo produtivo define a complexidade do planejamento e controle das atividades. As atividades de planejamento e controle da produção são simplificadas à medida que se reduz a variedade de produtos concorrentes por uma mesma gama de recursos. (TUBINO, 1999). Neste sentido, os processos contínuos e os processos intermitentes em massa são mais fáceis de serem administrados do que os processos repetitivos em lote e sob encomenda, pois a variedade de produtos é pequena e o fluxo produtivo uniforme. Nos processos intermitentes em lote e sob encomenda, uma alteração na composição da demanda exige o replanejamento de todos os recursos produtivos.
A complexidade do sistema de gerenciamento de produção também depende da natureza do produto. O planejamento e o controle na produção de bens são mais consistentes que na prestação de serviços. Os padrões de processo são mais previsíveis na transformação de insumos em produtos tangíveis por meio de máquinas. De acordo com Tubino (1999), a prestação de serviços envolve uma maior participação das pessoas, que são, por natureza, mais difíceis de serem padronizadas, e a necessidade da presença dos clientes no momento da produção, tornando a colocação de estoques amortecedores entre os processos uma tarefa complicada de difícil administração.
Uma implicação importante da simultaneidade refere-se à abordagem da gestão da qualidade. Como na produção de bens os produtos são manufaturados e, depois, consumidos, existe
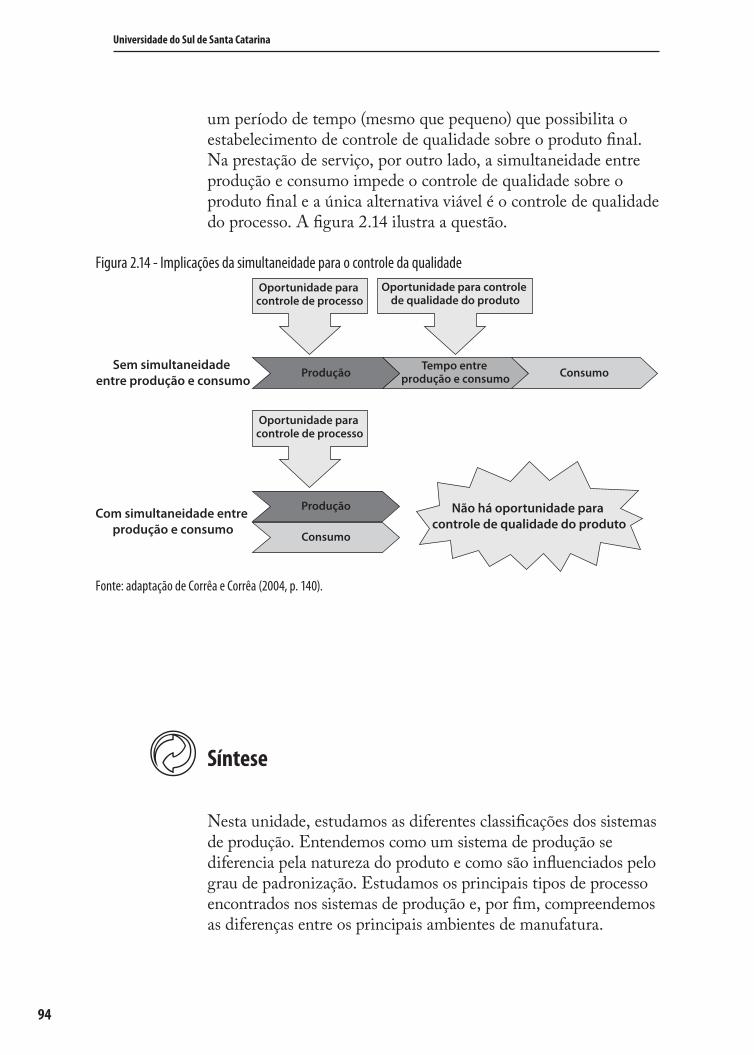
94
Universidade do Sul de Santa Catarina
um período de tempo (mesmo que pequeno) que possibilita o estabelecimento de controle de qualidade sobre o produto final. Na prestação de serviço, por outro lado, a simultaneidade entre produção e consumo impede o controle de qualidade sobre o produto final e a única alternativa viável é o controle de qualidade do processo. A figura 2.14 ilustra a questão.
Síntese
Nesta unidade, estudamos as diferentes classificações dos sistemas de produção. Entendemos como um sistema de produção se diferencia pela natureza do produto e como são influenciados pelo grau de padronização. Estudamos os principais tipos de processo encontrados nos sistemas de produção e, por fim, compreendemos as diferenças entre os principais ambientes de manufatura.
Figura 2.14 - Implicações da simultaneidade para o controle da qualidade
Oportunidade para controle de processo
Oportunidade para controle de processo
Oportunidade para controle de qualidade do produto
Sem simultaneidade entre produção e consumo
Com simultaneidade entre produção e consumo
Não há oportunidade para controle de qualidade do produto
Tempo entre produção e consumo ConsumoProdução
Consumo
Produção
Fonte: adaptação de Corrêa e Corrêa (2004, p. 140).
95
Sistemas de Produção
Unidade 2
Atividades de autoavaliação
1) A produção de produtos padronizados pode ser organizada de forma a padronizar mais facilmente os recursos produtivos (máquinas, homens e materiais) e os métodos de trabalho e controles, contribuindo para uma maior eficiência do sistema, com consequente redução dos custos. Sobre os produtos padronizados, considere as afirmativas a seguir:
(I) O prazo de entrega é um fator determinante no atendimento ao cliente.
(II) Produtos padronizados são aqueles bens ou serviços que apresentam alto grau de uniformidade.
(III) A automação dos processos é mais aplicável.
(IV) Seus sistemas produtivos podem atender mais facilmente às necessidades específicas dos clientes.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) II e III
c. ( ) II e IV
d. ( ) I e III
e. ( ) III e IV
2) O volume alto da produção em massa faz com que os custos fixos sejam diluídos e que os custos variáveis das matérias‑primas e componentes, negociados em grandes lotes, também sejam menores, tendo como consequência custos finais baixos, quando comparados aos sistemas de produção em lotes e sob encomenda. Sobre a produção em massa, considere as afirmativas a seguir:
(I) Os produtos são padronizados e a variedade é relativamente estreita.
(II) As atividades são essencialmente repetitivas, mas pouco previsíveis.
(III) Muitos dos recursos transformadores são dedicados.
(IV) A automação dos processos é menos aplicável.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
96
Universidade do Sul de Santa Catarina
3) Os sistemas de produção em lotes ou bateladas se caracterizam pela produção de um volume médio de bens ou serviços padronizados em lotes, sendo que cada lote segue uma série de operações que necessita ser programada à medida que as operações anteriores forem sendo realizadas. Sobre a produção em lotes ou bateladas, considere as afirmativas a seguir:
(I) São sistemas relativamente flexíveis, visando atender diferentes pedidos dos clientes e flutuações da demanda, empregando equipamentos pouco especializados, geralmente agrupados em centros de trabalho identificados como departamentos, e mão de obra mais polivalente que os sistemas de produção em massa.
(II) Este sistema produtivo trabalha com a lógica de manter estoques como forma de garantir o atendimento da etapa seguinte de produção.
(III) A produção caracteriza‑se por um baixo grau de repetição e alto nível de customização.
(IV) Como o sistema produtivo espera a manifestação dos clientes para definir os produtos, estes não são produzidos para estoque e os lotes normalmente são unitários.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
4) Os sistemas sob encomenda, compostos pelos processos de projeto e jobbing, tem como finalidade o atendimento de necessidades específicas dos clientes, com demandas baixas, tendendo para a unidade. Sobre os processos de produção sob encomenda, considere as afirmativas a seguir:
(I) Neste sistema produtivo a variação entre os produtos acabados se dá geralmente apenas ao nível de montagem final.
(II) O produto tem uma data específica negociada com o cliente para ser concluído e, uma vez concluído, o sistema produtivo se volta para um novo projeto.
(III) Os sistemas sob encomenda organizam seus recursos produtivos por centros de trabalho ou departamentos com foco na função executada.
(IV) Utilizam tecnologias relativamente inflexíveis e de capital intensivo.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
97
Sistemas de Produção
Unidade 2
5) Os produtos sob medida são bens ou serviços desenvolvidos para um cliente em específico. Sobre os produtos sob medida, considere as afirmativas a seguir:
(I) Como o sistema produtivo espera a manifestação dos clientes para definir os produtos, estes não são produzidos para estoque e os lotes normalmente são unitários.
(II) Seus sistemas produtivos podem ser organizados de forma a padronizar mais facilmente os recursos produtivos (máquinas, homens e materiais) e os métodos de trabalho e controles, contribuindo para uma maior eficiência do sistema, com consequente redução dos custos.
(III) Devido ao fato de o prazo de entrega ser um fator determinante no atendimento ao cliente, possuem normalmente grande capacidade ociosa e dificuldade em padronizar os métodos de trabalho e os recursos produtivos, gerando produtos mais caros do que os padronizados.
(IV) A automação dos processos é mais aplicável.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
6) Os sistemas de produção contínuos são empregados quando existe uma alta uniformidade na produção e demanda de bens ou serviços, fazendo com que os produtos e os processos produtivos sejam totalmente interdependentes, favorecendo a sua automatização. Sobre a produção contínua, considere as afirmativas a seguir:
(I) Possui normalmente grande capacidade ociosa, dificuldade em padronizar os métodos de trabalho e os recursos produtivos.
(II) Possui uma gama mais ampla de níveis de volume e variedade do que outros tipos de processo.
(III) Devido à automação dos processos, a flexibilidade para a mudança de produto é baixa.
(IV) Não se consegue facilmente identificar e separar, dentro da produção, uma unidade do produto das demais que estão sendo feitas.
Estão CORRETAS somente as afirmativas:
a. ( ) I, II e IV
b. ( ) I, II e III
c. ( ) II e III
d. ( ) III e IV
e. ( ) I e II
98
Universidade do Sul de Santa Catarina
Saiba mais
ALVAREZ, R. dos R.; KLIPPEL, M.; ALVES, P. H. B. F. Sistemas de produção. Porto Alegre: Bookman, 2008.
ANTUNES, J.; ALVAREZ, R.; PELLEGRIN, I. de; KLIPPEL, M.; BORTOLOTTO, P. Sistemas de produção. Porto Alegre: Bookman, 2008.
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da produção para a vantagem competitiva. 10. ed. Porto Alegre: Bookman, 2008.
SHINGO, S. Sistemas de produção com estoque zero. Porto Alegre: Bookman, 1996.
3Objetivos de aprendizagem
� Compreender a influência do arranjo físico na eficiência da fábrica.
� Identificar os principais tipos de arranjo físico e sua relação com os sistemas de produção.
� Estudar o projeto detalhado de cada tipo básico de arranjo físico.
Seções de estudo
Seção 1 Definição de arranjo físico
Seção 2 Tipos básicos de arranjo físico
Seção 3 Escolha de um tipo de arranjo físico
Seção 4 Projeto detalhado de arranjo físico
UNIDADE 3
Arranjo Físico
100
Universidade do Sul de Santa Catarina
Para início de estudo
Esta unidade introduz a definição de arranjo físico e apresenta as suas fases de planejamento. São mostrados os tipos básicos de arranjo físico e, ainda, como a escolha de um determinado tipo de arranjo físico é influenciada pelas características de volume e variedade da operação. Por fim, é apresentado o projeto detalhado de cada tipo básico de arranjo físico.
Seção 1 – Definição de arranjo físico
Será abordada, nesta seção, a definição de arranjo físico ou leiaute, bem como os seus objetivos gerais. Também será definido quais questões devem ser abordadas no planejamento do arranjo físico.
O arranjo físico de uma operação ou processo é também conhecido nas organizações como leiaute (layout). Os arranjos físicos são encontrados em todas as organizações porque toda instalação possui:
� movimentação de materiais;
� informações;
� pessoas; ou
� equipamentos.
A importância do leiaute é sintetizada por Slack et al. (2007, p. 181), quando afirmam:
O arranjo físico é geralmente aquilo que a maioria de nós nota primeiro ao entrar em uma unidade produtiva, porque ele determina a aparência da operação. Também determina a maneira segundo a qual os recursos transformados – materiais, informações e clientes – fluem pela operação.
101
Sistemas de Produção
Unidade 3
O leiaute trata da localização física dos recursos produtivos de uma instalação e estabelece como os processos irão fluir. De acordo com Slack et al. (2007), o arranjo físico define como os recursos transformadores (instalações e pessoal) de uma instalação são posicionados uns em relação aos outros e como as diversas tarefas produtivas serão alocadas a esses recursos transformadores. O posicionamento relativo dos recursos transformadores dentro da operação e a alocação de tarefas aos recursos irão ditar o padrão do fluxo dos recursos transformados ao longo da operação ou processo.
As decisões sobre arranjo físico são tomadas quando se projeta uma nova instalação ou quando o leiaute interfere no próprio desempenho da operação. Corrêa & Corrêa (2004) afirmam que essas decisões devem ser reavaliadas e eventualmente refeitas, sempre que:
� um novo recurso “consumidor de espaço” é acrescentado, retirado, ou se decide alterar sua localização;
� a área da instalação é expandida ou reduzida;
� os procedimentos de fluxos físicos são substancialmente alterados;
� os mix relativos de produtos são alterados de forma a afetar substancialmente os fluxos; ou
� ocorre uma mudança relevante na estratégia competitiva da operação.
A revisão dos arranjos físicos é uma forma de melhorar os processos produtivos. As decisões sobre leiaute, apesar de difíceis e caras, podem ter implicância:
� nos tempos de processo;
� na previsibilidade dos fluxos produtivos;
� nos custos organizacionais; e
� na flexibilidade da operação.
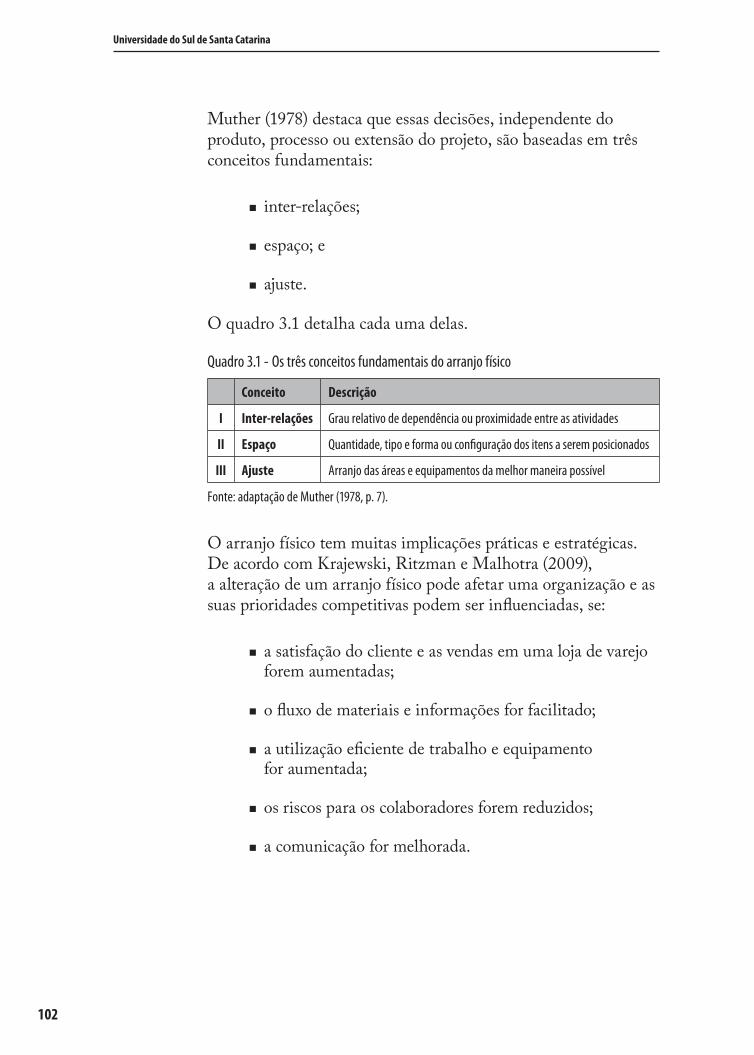
102
Universidade do Sul de Santa Catarina
Muther (1978) destaca que essas decisões, independente do produto, processo ou extensão do projeto, são baseadas em três conceitos fundamentais:
� inter-relações;
� espaço; e
� ajuste.
O quadro 3.1 detalha cada uma delas.
Quadro 3.1 - Os três conceitos fundamentais do arranjo físico
Conceito Descrição
I Inter‑relações Grau relativo de dependência ou proximidade entre as atividades
II Espaço Quantidade, tipo e forma ou configuração dos itens a serem posicionados
III Ajuste Arranjo das áreas e equipamentos da melhor maneira possível
Fonte: adaptação de Muther (1978, p. 7).
O arranjo físico tem muitas implicações práticas e estratégicas. De acordo com Krajewski, Ritzman e Malhotra (2009), a alteração de um arranjo físico pode afetar uma organização e as suas prioridades competitivas podem ser influenciadas, se:
� a satisfação do cliente e as vendas em uma loja de varejo forem aumentadas;
� o fluxo de materiais e informações for facilitado;
� a utilização eficiente de trabalho e equipamento for aumentada;
� os riscos para os colaboradores forem reduzidos;
� a comunicação for melhorada.
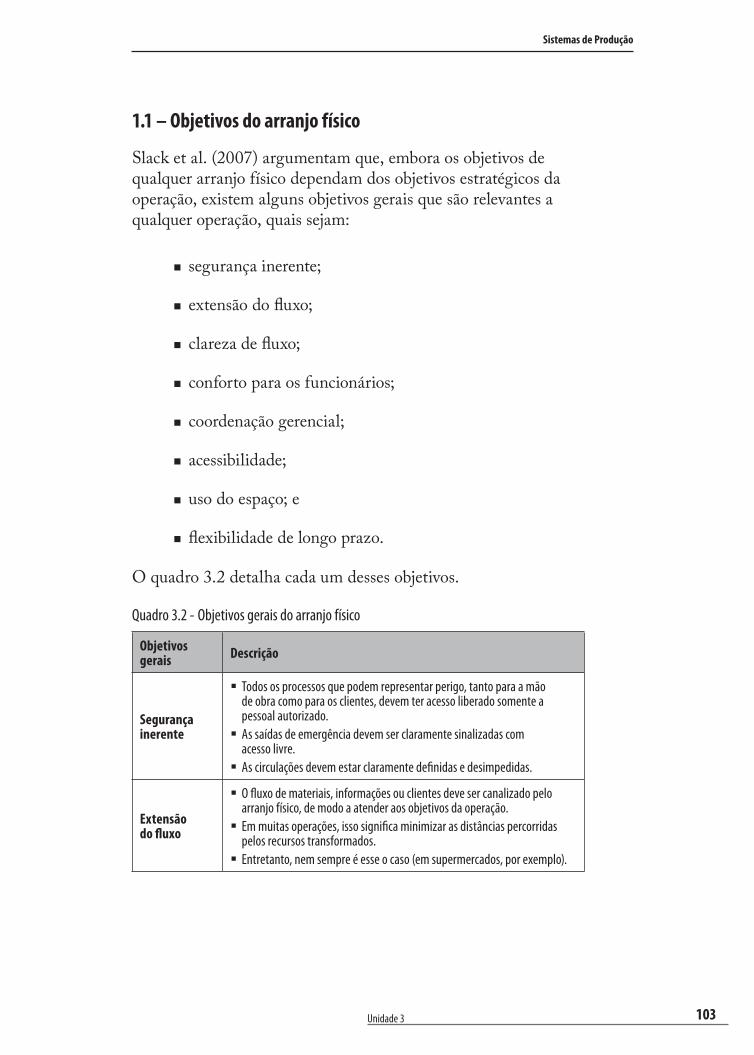
103
Sistemas de Produção
Unidade 3
1.1 – Objetivos do arranjo físico
Slack et al. (2007) argumentam que, embora os objetivos de qualquer arranjo físico dependam dos objetivos estratégicos da operação, existem alguns objetivos gerais que são relevantes a qualquer operação, quais sejam:
� segurança inerente;
� extensão do fluxo;
� clareza de fluxo;
� conforto para os funcionários;
� coordenação gerencial;
� acessibilidade;
� uso do espaço; e
� flexibilidade de longo prazo.
O quadro 3.2 detalha cada um desses objetivos.
Quadro 3.2 - Objetivos gerais do arranjo físico
Objetivos gerais Descrição
Segurança inerente
� Todos os processos que podem representar perigo, tanto para a mão de obra como para os clientes, devem ter acesso liberado somente a pessoal autorizado.
� As saídas de emergência devem ser claramente sinalizadas com acesso livre.
� As circulações devem estar claramente definidas e desimpedidas.
Extensão do fluxo
� O fluxo de materiais, informações ou clientes deve ser canalizado pelo arranjo físico, de modo a atender aos objetivos da operação.
� Em muitas operações, isso significa minimizar as distâncias percorridas pelos recursos transformados.
� Entretanto, nem sempre é esse o caso (em supermercados, por exemplo).
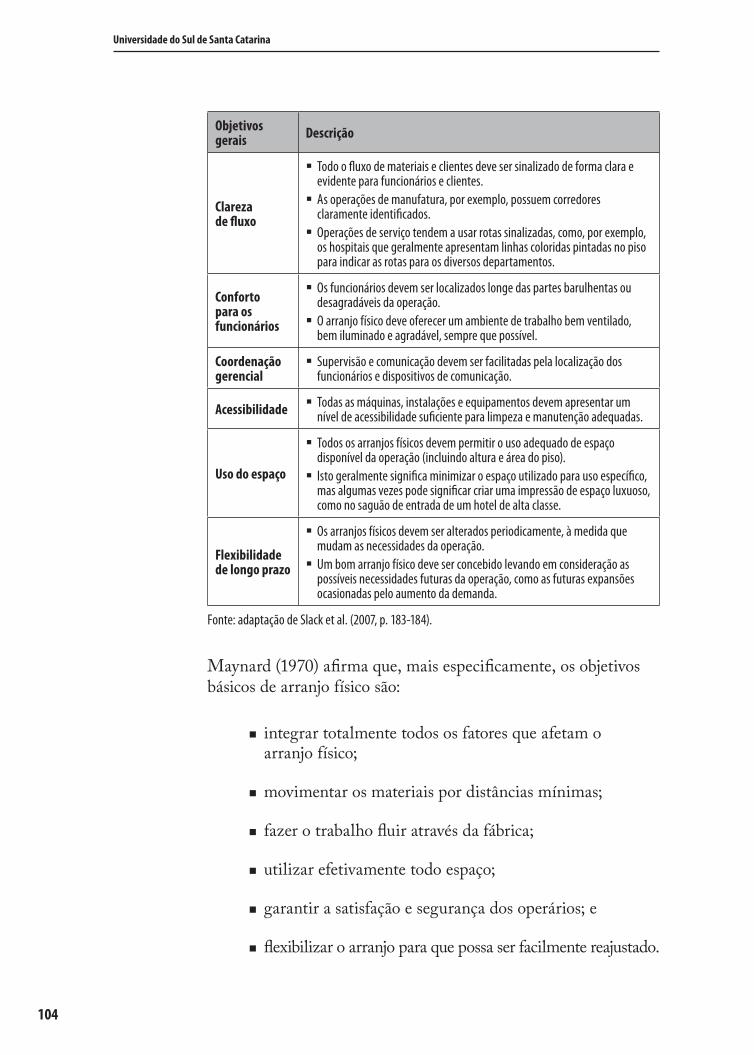
104
Universidade do Sul de Santa Catarina
Objetivos gerais Descrição
Clareza de fluxo
� Todo o fluxo de materiais e clientes deve ser sinalizado de forma clara e evidente para funcionários e clientes.
� As operações de manufatura, por exemplo, possuem corredores claramente identificados.
� Operações de serviço tendem a usar rotas sinalizadas, como, por exemplo, os hospitais que geralmente apresentam linhas coloridas pintadas no piso para indicar as rotas para os diversos departamentos.
Conforto para os funcionários
� Os funcionários devem ser localizados longe das partes barulhentas ou desagradáveis da operação.
� O arranjo físico deve oferecer um ambiente de trabalho bem ventilado, bem iluminado e agradável, sempre que possível.
Coordenação gerencial
� Supervisão e comunicação devem ser facilitadas pela localização dos funcionários e dispositivos de comunicação.
Acessibilidade � Todas as máquinas, instalações e equipamentos devem apresentar um nível de acessibilidade suficiente para limpeza e manutenção adequadas.
Uso do espaço
� Todos os arranjos físicos devem permitir o uso adequado de espaço disponível da operação (incluindo altura e área do piso).
� Isto geralmente significa minimizar o espaço utilizado para uso específico, mas algumas vezes pode significar criar uma impressão de espaço luxuoso, como no saguão de entrada de um hotel de alta classe.
Flexibilidade de longo prazo
� Os arranjos físicos devem ser alterados periodicamente, à medida que mudam as necessidades da operação.
� Um bom arranjo físico deve ser concebido levando em consideração as possíveis necessidades futuras da operação, como as futuras expansões ocasionadas pelo aumento da demanda.
Fonte: adaptação de Slack et al. (2007, p. 183-184).
Maynard (1970) afirma que, mais especificamente, os objetivos básicos de arranjo físico são:
� integrar totalmente todos os fatores que afetam o arranjo físico;
� movimentar os materiais por distâncias mínimas;
� fazer o trabalho fluir através da fábrica;
� utilizar efetivamente todo espaço;
� garantir a satisfação e segurança dos operários; e
� flexibilizar o arranjo para que possa ser facilmente reajustado.
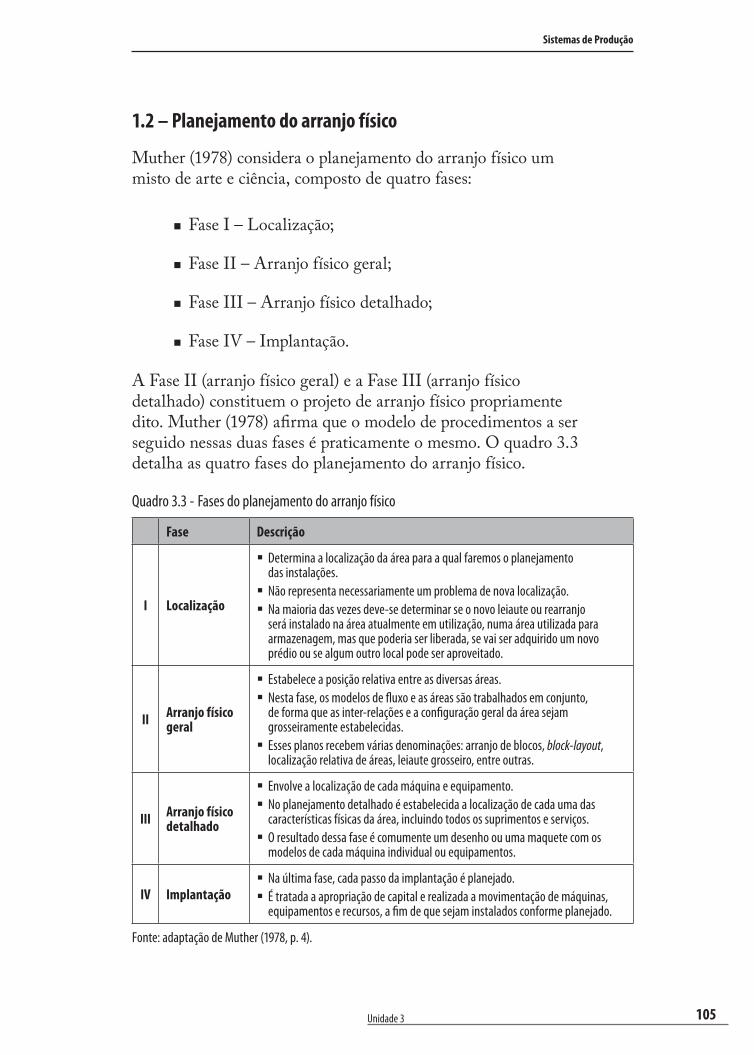
105
Sistemas de Produção
Unidade 3
1.2 – Planejamento do arranjo físico
Muther (1978) considera o planejamento do arranjo físico um misto de arte e ciência, composto de quatro fases:
� Fase I – Localização;
� Fase II – Arranjo físico geral;
� Fase III – Arranjo físico detalhado;
� Fase IV – Implantação.
A Fase II (arranjo físico geral) e a Fase III (arranjo físico detalhado) constituem o projeto de arranjo físico propriamente dito. Muther (1978) afirma que o modelo de procedimentos a ser seguido nessas duas fases é praticamente o mesmo. O quadro 3.3 detalha as quatro fases do planejamento do arranjo físico.
Quadro 3.3 - Fases do planejamento do arranjo físico
Fase Descrição
I Localização
� Determina a localização da área para a qual faremos o planejamento das instalações.
� Não representa necessariamente um problema de nova localização. � Na maioria das vezes deve-se determinar se o novo leiaute ou rearranjo
será instalado na área atualmente em utilização, numa área utilizada para armazenagem, mas que poderia ser liberada, se vai ser adquirido um novo prédio ou se algum outro local pode ser aproveitado.
II Arranjo físico geral
� Estabelece a posição relativa entre as diversas áreas. � Nesta fase, os modelos de fluxo e as áreas são trabalhados em conjunto,
de forma que as inter-relações e a configuração geral da área sejam grosseiramente estabelecidas.
� Esses planos recebem várias denominações: arranjo de blocos, block‑layout, localização relativa de áreas, leiaute grosseiro, entre outras.
III Arranjo físico detalhado
� Envolve a localização de cada máquina e equipamento. � No planejamento detalhado é estabelecida a localização de cada uma das
características físicas da área, incluindo todos os suprimentos e serviços. � O resultado dessa fase é comumente um desenho ou uma maquete com os
modelos de cada máquina individual ou equipamentos.
IV Implantação � Na última fase, cada passo da implantação é planejado. � É tratada a apropriação de capital e realizada a movimentação de máquinas,
equipamentos e recursos, a fim de que sejam instalados conforme planejado.
Fonte: adaptação de Muther (1978, p. 4).
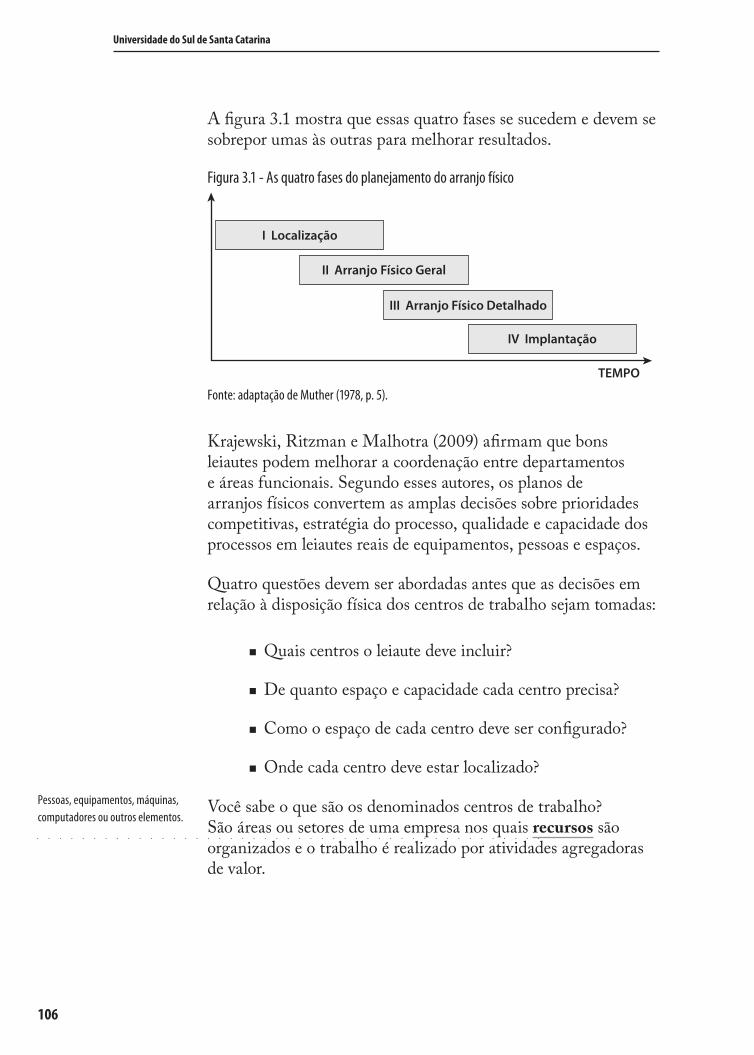
106
Universidade do Sul de Santa Catarina
A figura 3.1 mostra que essas quatro fases se sucedem e devem se sobrepor umas às outras para melhorar resultados.
Figura 3.1 - As quatro fases do planejamento do arranjo físico
IV Implantação
III Arranjo Físico Detalhado
II Arranjo Físico Geral
I Localização
TEMPO
Fonte: adaptação de Muther (1978, p. 5).
Krajewski, Ritzman e Malhotra (2009) afirmam que bons leiautes podem melhorar a coordenação entre departamentos e áreas funcionais. Segundo esses autores, os planos de arranjos físicos convertem as amplas decisões sobre prioridades competitivas, estratégia do processo, qualidade e capacidade dos processos em leiautes reais de equipamentos, pessoas e espaços.
Quatro questões devem ser abordadas antes que as decisões em relação à disposição física dos centros de trabalho sejam tomadas:
� Quais centros o leiaute deve incluir?
� De quanto espaço e capacidade cada centro precisa?
� Como o espaço de cada centro deve ser configurado?
� Onde cada centro deve estar localizado?
Você sabe o que são os denominados centros de trabalho? São áreas ou setores de uma empresa nos quais recursos são organizados e o trabalho é realizado por atividades agregadoras de valor.
Pessoas, equipamentos, máquinas, computadores ou outros elementos.
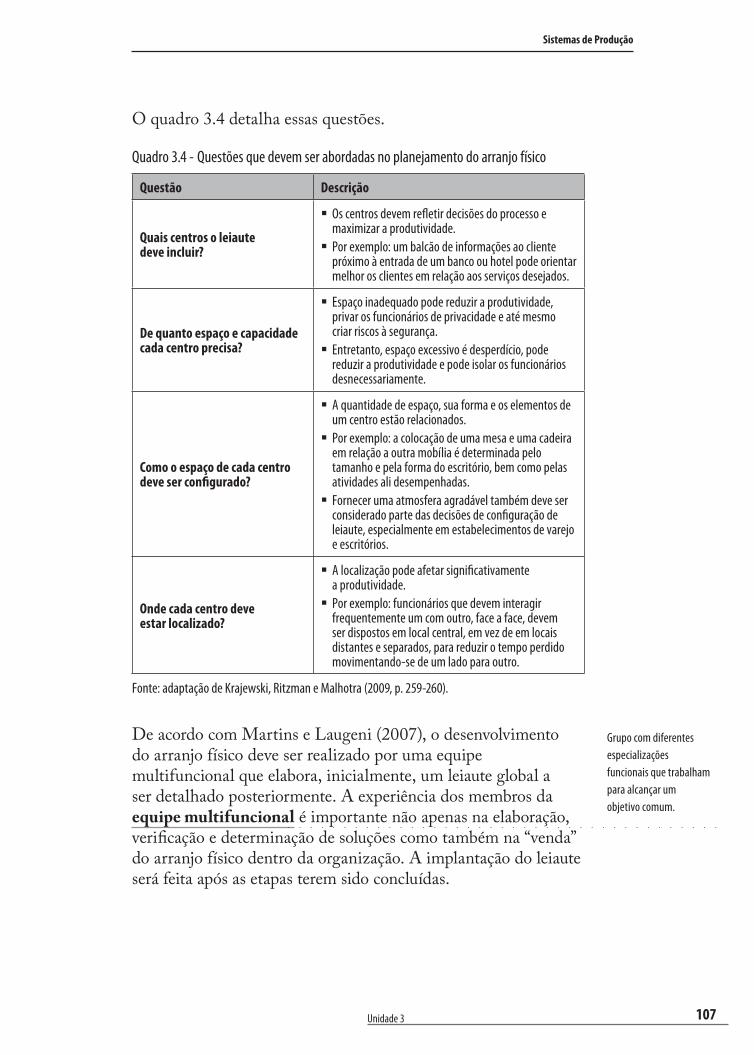
107
Sistemas de Produção
Unidade 3
O quadro 3.4 detalha essas questões.
Quadro 3.4 - Questões que devem ser abordadas no planejamento do arranjo físico
Questão Descrição
Quais centros o leiaute deve incluir?
� Os centros devem refletir decisões do processo e maximizar a produtividade.
� Por exemplo: um balcão de informações ao cliente próximo à entrada de um banco ou hotel pode orientar melhor os clientes em relação aos serviços desejados.
De quanto espaço e capacidade cada centro precisa?
� Espaço inadequado pode reduzir a produtividade, privar os funcionários de privacidade e até mesmo criar riscos à segurança.
� Entretanto, espaço excessivo é desperdício, pode reduzir a produtividade e pode isolar os funcionários desnecessariamente.
Como o espaço de cada centro deve ser configurado?
� A quantidade de espaço, sua forma e os elementos de um centro estão relacionados.
� Por exemplo: a colocação de uma mesa e uma cadeira em relação a outra mobília é determinada pelo tamanho e pela forma do escritório, bem como pelas atividades ali desempenhadas.
� Fornecer uma atmosfera agradável também deve ser considerado parte das decisões de configuração de leiaute, especialmente em estabelecimentos de varejo e escritórios.
Onde cada centro deve estar localizado?
� A localização pode afetar significativamente a produtividade.
� Por exemplo: funcionários que devem interagir frequentemente um com outro, face a face, devem ser dispostos em local central, em vez de em locais distantes e separados, para reduzir o tempo perdido movimentando-se de um lado para outro.
Fonte: adaptação de Krajewski, Ritzman e Malhotra (2009, p. 259-260).
De acordo com Martins e Laugeni (2007), o desenvolvimento do arranjo físico deve ser realizado por uma equipe multifuncional que elabora, inicialmente, um leiaute global a ser detalhado posteriormente. A experiência dos membros da equipe multifuncional é importante não apenas na elaboração, verificação e determinação de soluções como também na “venda” do arranjo físico dentro da organização. A implantação do leiaute será feita após as etapas terem sido concluídas.
Grupo com diferentes especializações funcionais que trabalham para alcançar um objetivo comum.
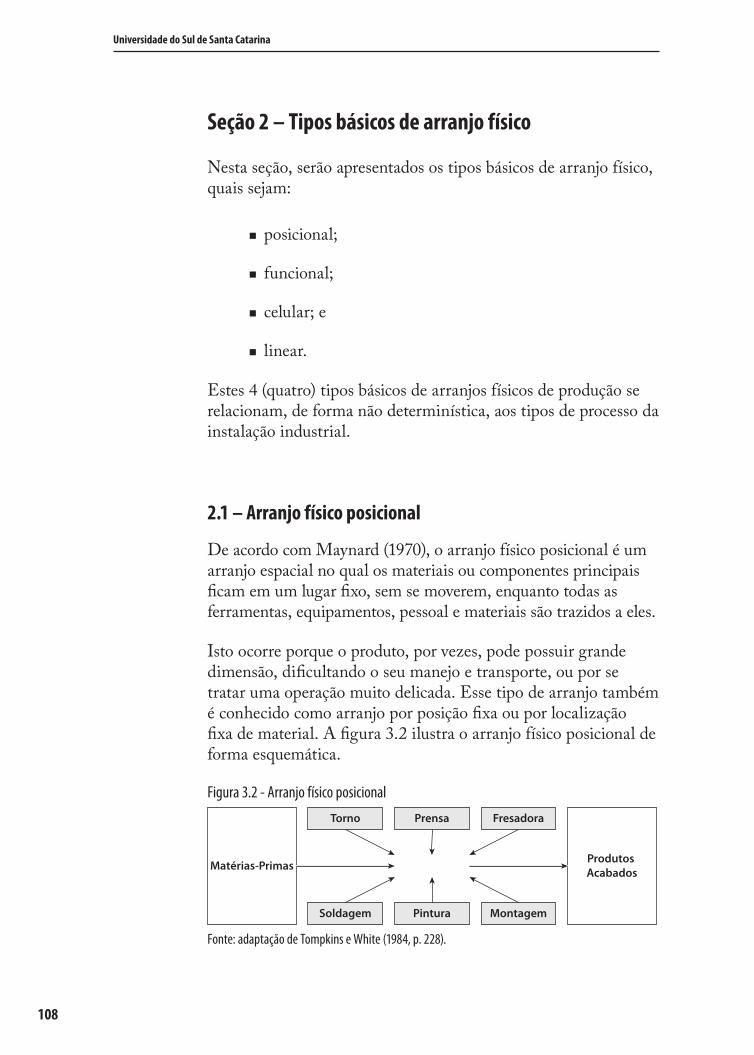
108
Universidade do Sul de Santa Catarina
Seção 2 – Tipos básicos de arranjo físico
Nesta seção, serão apresentados os tipos básicos de arranjo físico, quais sejam:
� posicional;
� funcional;
� celular; e
� linear.
Estes 4 (quatro) tipos básicos de arranjos físicos de produção se relacionam, de forma não determinística, aos tipos de processo da instalação industrial.
2.1 – Arranjo físico posicional
De acordo com Maynard (1970), o arranjo físico posicional é um arranjo espacial no qual os materiais ou componentes principais ficam em um lugar fixo, sem se moverem, enquanto todas as ferramentas, equipamentos, pessoal e materiais são trazidos a eles.
Isto ocorre porque o produto, por vezes, pode possuir grande dimensão, dificultando o seu manejo e transporte, ou por se tratar uma operação muito delicada. Esse tipo de arranjo também é conhecido como arranjo por posição fixa ou por localização fixa de material. A figura 3.2 ilustra o arranjo físico posicional de forma esquemática.
Figura 3.2 - Arranjo físico posicional
Matérias-Primas
Torno Prensa Fresadora
Soldagem Pintura Montagem
Produtos Acabados
Fonte: adaptação de Tompkins e White (1984, p. 228).
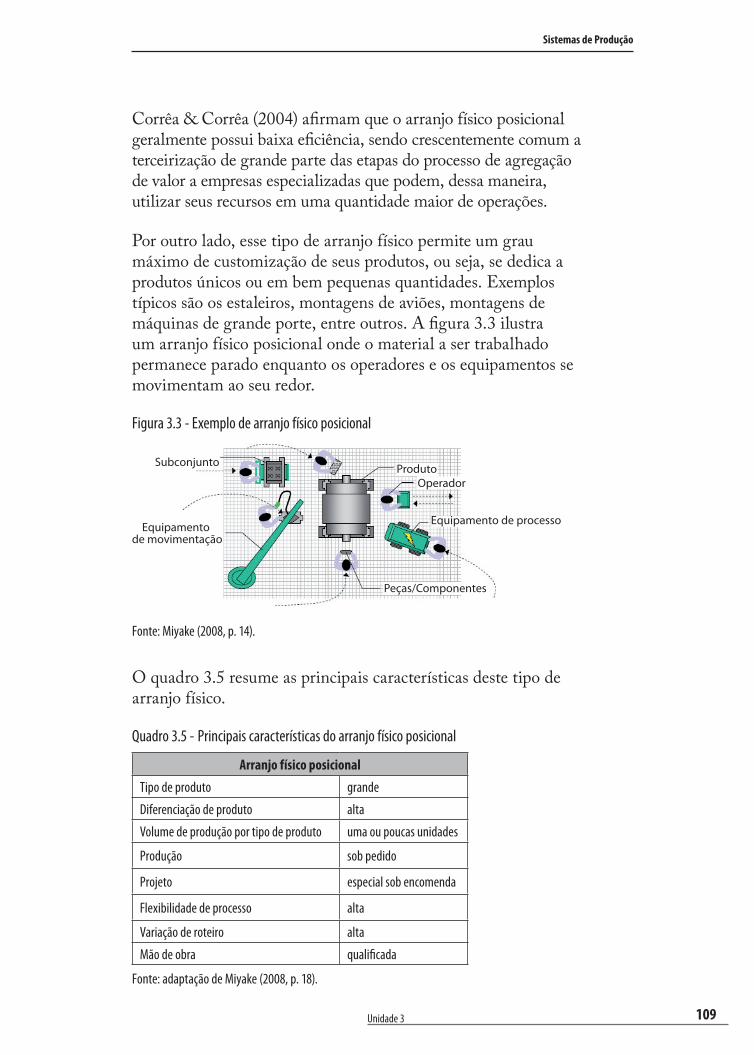
109
Sistemas de Produção
Unidade 3
Corrêa & Corrêa (2004) afirmam que o arranjo físico posicional geralmente possui baixa eficiência, sendo crescentemente comum a terceirização de grande parte das etapas do processo de agregação de valor a empresas especializadas que podem, dessa maneira, utilizar seus recursos em uma quantidade maior de operações.
Por outro lado, esse tipo de arranjo físico permite um grau máximo de customização de seus produtos, ou seja, se dedica a produtos únicos ou em bem pequenas quantidades. Exemplos típicos são os estaleiros, montagens de aviões, montagens de máquinas de grande porte, entre outros. A figura 3.3 ilustra um arranjo físico posicional onde o material a ser trabalhado permanece parado enquanto os operadores e os equipamentos se movimentam ao seu redor.
Figura 3.3 - Exemplo de arranjo físico posicional
Subconjunto
Equipamento de movimentação
ProdutoOperador
Equipamento de processo
Peças/Componentes
Fonte: Miyake (2008, p. 14).
O quadro 3.5 resume as principais características deste tipo de arranjo físico.
Quadro 3.5 - Principais características do arranjo físico posicional
Arranjo físico posicional
Tipo de produto grande
Diferenciação de produto alta
Volume de produção por tipo de produto uma ou poucas unidades
Produção sob pedido
Projeto especial sob encomenda
Flexibilidade de processo alta
Variação de roteiro alta
Mão de obra qualificada
Fonte: adaptação de Miyake (2008, p. 18).
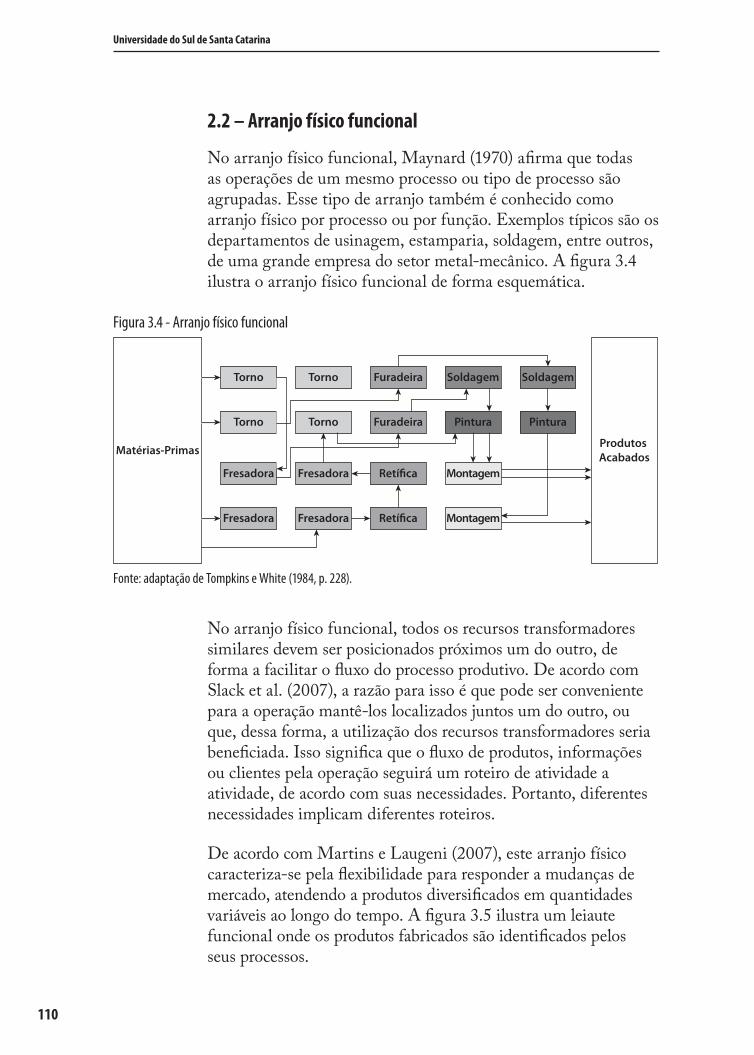
110
Universidade do Sul de Santa Catarina
2.2 – Arranjo físico funcional
No arranjo físico funcional, Maynard (1970) afirma que todas as operações de um mesmo processo ou tipo de processo são agrupadas. Esse tipo de arranjo também é conhecido como arranjo físico por processo ou por função. Exemplos típicos são os departamentos de usinagem, estamparia, soldagem, entre outros, de uma grande empresa do setor metal-mecânico. A figura 3.4 ilustra o arranjo físico funcional de forma esquemática.
No arranjo físico funcional, todos os recursos transformadores similares devem ser posicionados próximos um do outro, de forma a facilitar o fluxo do processo produtivo. De acordo com Slack et al. (2007), a razão para isso é que pode ser conveniente para a operação mantê-los localizados juntos um do outro, ou que, dessa forma, a utilização dos recursos transformadores seria beneficiada. Isso significa que o fluxo de produtos, informações ou clientes pela operação seguirá um roteiro de atividade a atividade, de acordo com suas necessidades. Portanto, diferentes necessidades implicam diferentes roteiros.
De acordo com Martins e Laugeni (2007), este arranjo físico caracteriza-se pela flexibilidade para responder a mudanças de mercado, atendendo a produtos diversificados em quantidades variáveis ao longo do tempo. A figura 3.5 ilustra um leiaute funcional onde os produtos fabricados são identificados pelos seus processos.
Figura 3.4 - Arranjo físico funcional
Matérias-Primas Produtos Acabados
Pintura
Soldagem
Pintura
Soldagem
Montagem
Montagem
Furadeira
Furadeira
Retí�ca
Retí�ca
Torno
Torno
Fresadora
Fresadora
Torno
Torno
Fresadora
Fresadora
Fonte: adaptação de Tompkins e White (1984, p. 228).
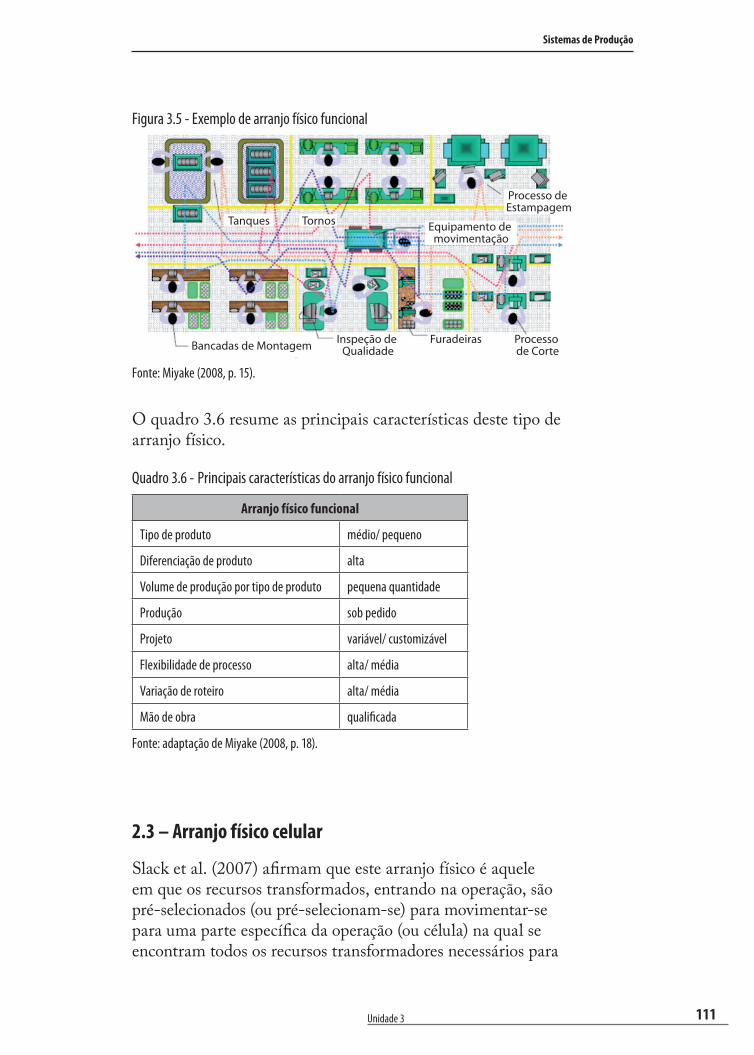
111
Sistemas de Produção
Unidade 3
Figura 3.5 - Exemplo de arranjo físico funcional
Bancadas de Montagem Inspeção de Qualidade
Furadeiras Processo de Corte
Equipamento de movimentação
Processo de Estampagem
TornosTanques
Fonte: Miyake (2008, p. 15).
O quadro 3.6 resume as principais características deste tipo de arranjo físico.
Quadro 3.6 - Principais características do arranjo físico funcional
Arranjo físico funcional
Tipo de produto médio/ pequeno
Diferenciação de produto alta
Volume de produção por tipo de produto pequena quantidade
Produção sob pedido
Projeto variável/ customizável
Flexibilidade de processo alta/ média
Variação de roteiro alta/ média
Mão de obra qualificada
Fonte: adaptação de Miyake (2008, p. 18).
2.3 – Arranjo físico celular
Slack et al. (2007) afirmam que este arranjo físico é aquele em que os recursos transformados, entrando na operação, são pré-selecionados (ou pré-selecionam-se) para movimentar-se para uma parte específica da operação (ou célula) na qual se encontram todos os recursos transformadores necessários para
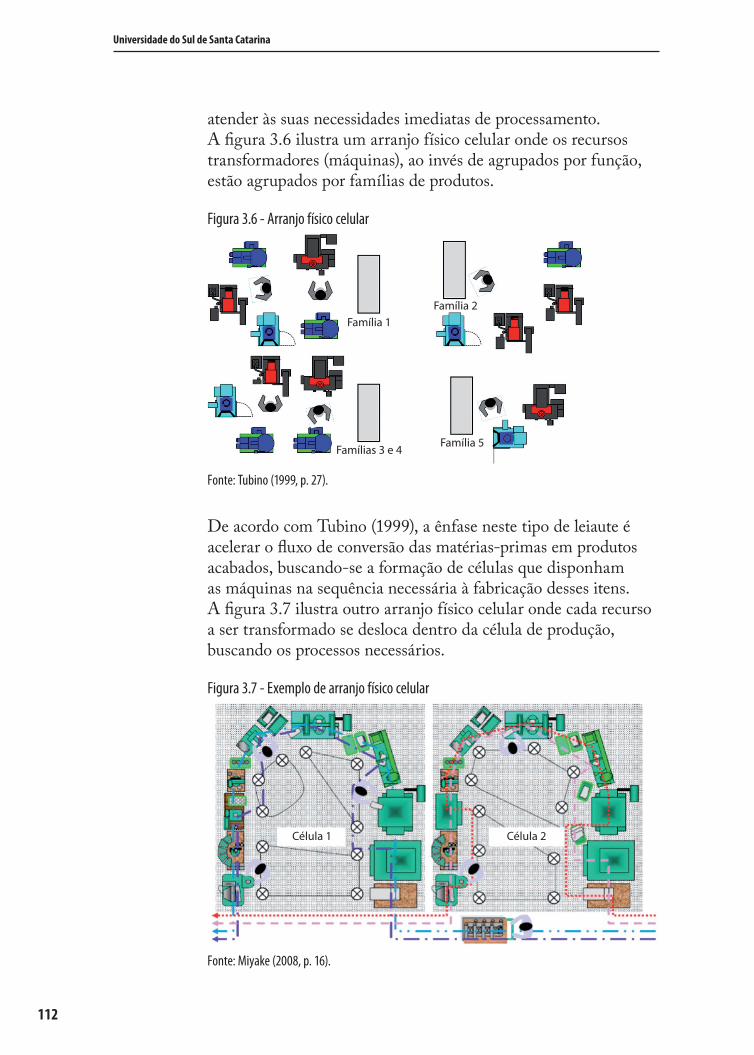
112
Universidade do Sul de Santa Catarina
atender às suas necessidades imediatas de processamento. A figura 3.6 ilustra um arranjo físico celular onde os recursos transformadores (máquinas), ao invés de agrupados por função, estão agrupados por famílias de produtos.
Figura 3.6 - Arranjo físico celular
Família 1Família 2
Famílias 3 e 4Família 5
Fonte: Tubino (1999, p. 27).
De acordo com Tubino (1999), a ênfase neste tipo de leiaute é acelerar o fluxo de conversão das matérias-primas em produtos acabados, buscando-se a formação de células que disponham as máquinas na sequência necessária à fabricação desses itens. A figura 3.7 ilustra outro arranjo físico celular onde cada recurso a ser transformado se desloca dentro da célula de produção, buscando os processos necessários.
Figura 3.7 - Exemplo de arranjo físico celular
Célula 2Célula 1
Fonte: Miyake (2008, p. 16).
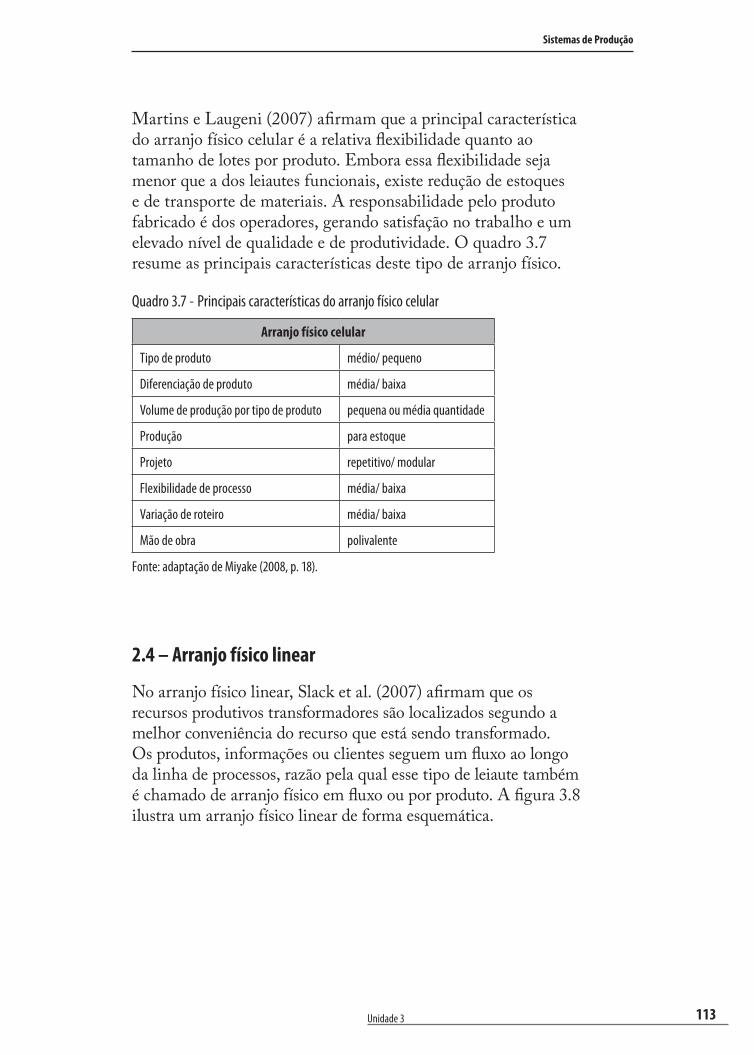
113
Sistemas de Produção
Unidade 3
Martins e Laugeni (2007) afirmam que a principal característica do arranjo físico celular é a relativa flexibilidade quanto ao tamanho de lotes por produto. Embora essa flexibilidade seja menor que a dos leiautes funcionais, existe redução de estoques e de transporte de materiais. A responsabilidade pelo produto fabricado é dos operadores, gerando satisfação no trabalho e um elevado nível de qualidade e de produtividade. O quadro 3.7 resume as principais características deste tipo de arranjo físico.
Quadro 3.7 - Principais características do arranjo físico celular
Arranjo físico celular
Tipo de produto médio/ pequeno
Diferenciação de produto média/ baixa
Volume de produção por tipo de produto pequena ou média quantidade
Produção para estoque
Projeto repetitivo/ modular
Flexibilidade de processo média/ baixa
Variação de roteiro média/ baixa
Mão de obra polivalente
Fonte: adaptação de Miyake (2008, p. 18).
2.4 – Arranjo físico linear
No arranjo físico linear, Slack et al. (2007) afirmam que os recursos produtivos transformadores são localizados segundo a melhor conveniência do recurso que está sendo transformado. Os produtos, informações ou clientes seguem um fluxo ao longo da linha de processos, razão pela qual esse tipo de leiaute também é chamado de arranjo físico em fluxo ou por produto. A figura 3.8 ilustra um arranjo físico linear de forma esquemática.
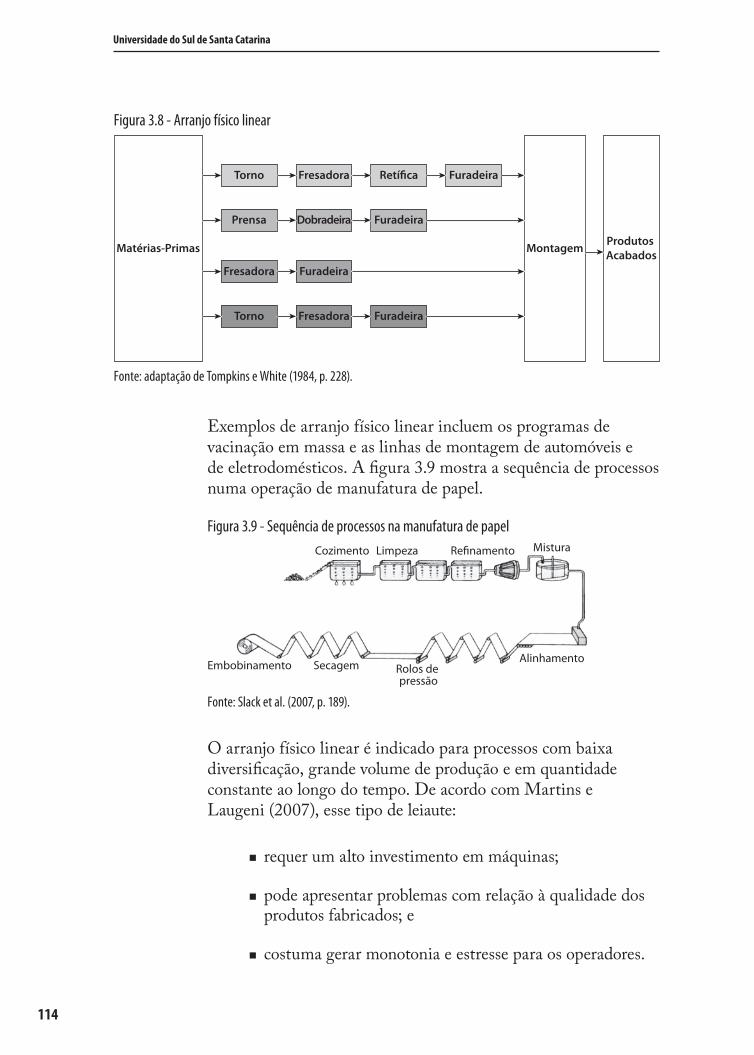
114
Universidade do Sul de Santa Catarina
Exemplos de arranjo físico linear incluem os programas de vacinação em massa e as linhas de montagem de automóveis e de eletrodomésticos. A figura 3.9 mostra a sequência de processos numa operação de manufatura de papel.
Figura 3.9 - Sequência de processos na manufatura de papel
Embobinamento
Cozimento Limpeza Refinamento Mistura
AlinhamentoRolos de pressão
Secagem
Fonte: Slack et al. (2007, p. 189).
O arranjo físico linear é indicado para processos com baixa diversificação, grande volume de produção e em quantidade constante ao longo do tempo. De acordo com Martins e Laugeni (2007), esse tipo de leiaute:
� requer um alto investimento em máquinas;
� pode apresentar problemas com relação à qualidade dos produtos fabricados; e
� costuma gerar monotonia e estresse para os operadores.
Figura 3.8 - Arranjo físico linear
Matérias-Primas Produtos AcabadosMontagem
Furadeira
Furadeira
Retí�ca
Furadeira
Dobradeira
Fresadora
Fresadora
Furadeira
Prensa
Torno
Torno
Fresadora
Fonte: adaptação de Tompkins e White (1984, p. 228).
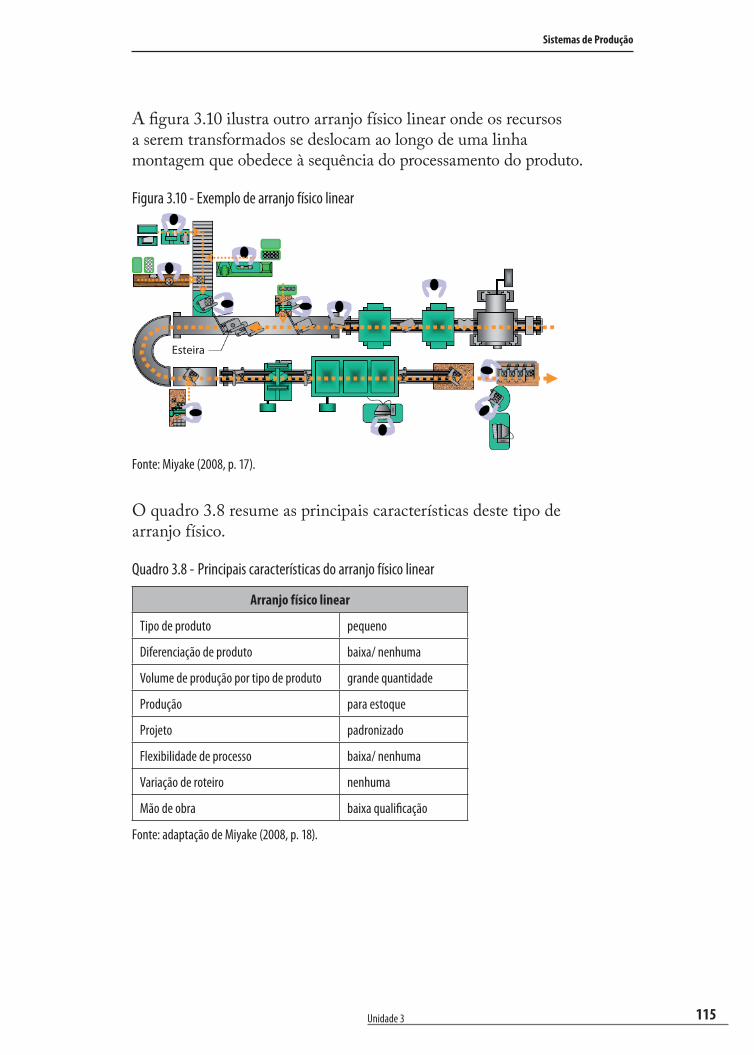
115
Sistemas de Produção
Unidade 3
A figura 3.10 ilustra outro arranjo físico linear onde os recursos a serem transformados se deslocam ao longo de uma linha montagem que obedece à sequência do processamento do produto.
Figura 3.10 - Exemplo de arranjo físico linear
Esteira
Fonte: Miyake (2008, p. 17).
O quadro 3.8 resume as principais características deste tipo de arranjo físico.
Quadro 3.8 - Principais características do arranjo físico linear
Arranjo físico linear
Tipo de produto pequeno
Diferenciação de produto baixa/ nenhuma
Volume de produção por tipo de produto grande quantidade
Produção para estoque
Projeto padronizado
Flexibilidade de processo baixa/ nenhuma
Variação de roteiro nenhuma
Mão de obra baixa qualificação
Fonte: adaptação de Miyake (2008, p. 18).
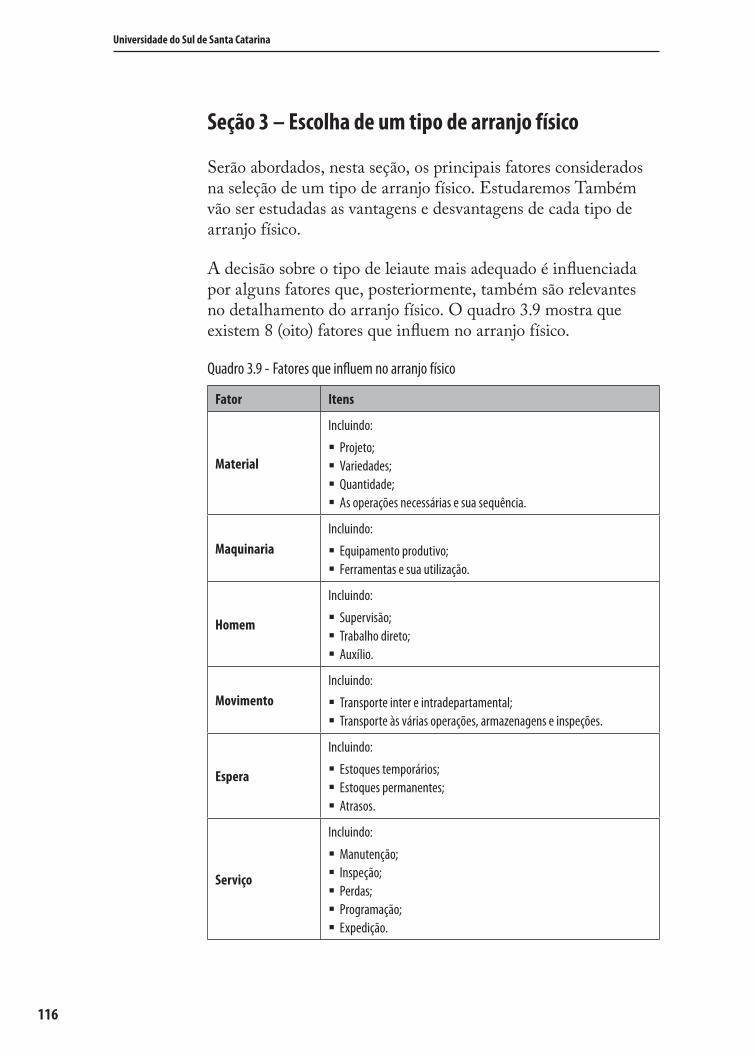
116
Universidade do Sul de Santa Catarina
Seção 3 – Escolha de um tipo de arranjo físico
Serão abordados, nesta seção, os principais fatores considerados na seleção de um tipo de arranjo físico. Estudaremos Também vão ser estudadas as vantagens e desvantagens de cada tipo de arranjo físico.
A decisão sobre o tipo de leiaute mais adequado é influenciada por alguns fatores que, posteriormente, também são relevantes no detalhamento do arranjo físico. O quadro 3.9 mostra que existem 8 (oito) fatores que influem no arranjo físico.
Quadro 3.9 - Fatores que influem no arranjo físico
Fator Itens
Material
Incluindo:
� Projeto; � Variedades; � Quantidade; � As operações necessárias e sua sequência.
MaquinariaIncluindo:
� Equipamento produtivo; � Ferramentas e sua utilização.
Homem
Incluindo:
� Supervisão; � Trabalho direto; � Auxílio.
MovimentoIncluindo:
� Transporte inter e intradepartamental; � Transporte às várias operações, armazenagens e inspeções.
Espera
Incluindo:
� Estoques temporários; � Estoques permanentes; � Atrasos.
Serviço
Incluindo:
� Manutenção; � Inspeção; � Perdas; � Programação; � Expedição.
117
Sistemas de Produção
Unidade 3
Fator Itens
ConstruçãoIncluindo:
� Características externas e internas do edifício; � Distribuição da maquinaria e do equipamento.
Mudança
Incluindo:
� Versatilidade; � Flexibilidade; � Expansibilidade.
Fonte: adaptação de Maynard (1970, p. 36).
Podem ser feitas diversas considerações para selecionar um tipo de arranjo físico, como as seguintes:
� características de volume-variedade;
� vantagens e desvantagens de cada tipo de arranjo físico;
� relação entre tipos de processo e tipos de arranjo físico; e
� características diferentes de custos associadas a cada tipo de leiaute.
3.1 – Relação volume‑variedade e tipos de arranjo físico
De acordo com Slack et al. (2007), a importância do fluxo para uma operação depende de suas características de variedade e volume. Nos casos em que existe uma variedade relativamente pequena de produtos e volumes altos de produção, o arranjo físico linear (por produto) pode ser mais adequado, pois permite que o fluxo de materiais, informações e pessoas seja regularizado, como no caso das montadoras de carros.
Quando a variedade de produtos ainda não é pequena, mas pode ser identificada uma categoria de clientes com necessidades similares, um arranjo físico celular pode ser mais adequado. O arranjo físico funcional (por processo) pode ser indicado nos casos em que uma variedade relativamente média de produtos está aliada a volumes que não justificam a ocupação de uma linha de produção ou célula de manufatura. Por outro lado, quando a
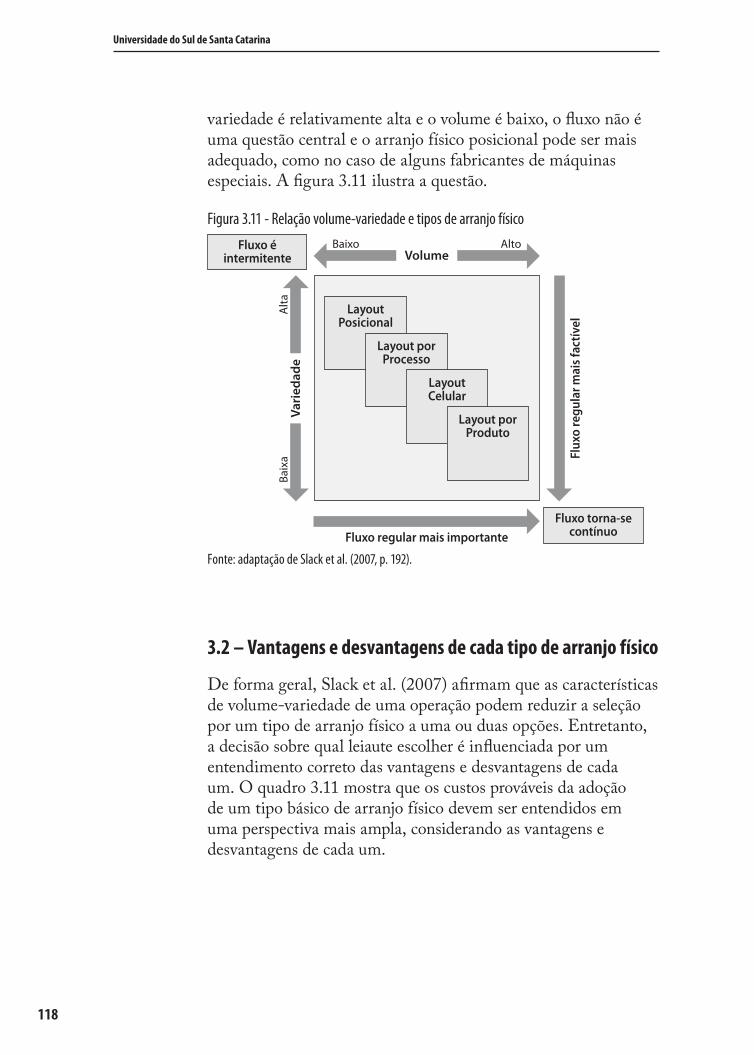
118
Universidade do Sul de Santa Catarina
variedade é relativamente alta e o volume é baixo, o fluxo não é uma questão central e o arranjo físico posicional pode ser mais adequado, como no caso de alguns fabricantes de máquinas especiais. A figura 3.11 ilustra a questão.
Figura 3.11 - Relação volume-variedade e tipos de arranjo físico
Layout Posicional
Layout por Processo
Layout Celular
Layout por Produto
Vari
edad
eA
lta
Baix
a
VolumeBaixo Alto
Fluxo regular mais importante
Flux
o re
gula
r mai
s fac
tível
Fluxo torna-se contínuo
Fluxo é intermitente
Fonte: adaptação de Slack et al. (2007, p. 192).
3.2 – Vantagens e desvantagens de cada tipo de arranjo físico
De forma geral, Slack et al. (2007) afirmam que as características de volume-variedade de uma operação podem reduzir a seleção por um tipo de arranjo físico a uma ou duas opções. Entretanto, a decisão sobre qual leiaute escolher é influenciada por um entendimento correto das vantagens e desvantagens de cada um. O quadro 3.11 mostra que os custos prováveis da adoção de um tipo básico de arranjo físico devem ser entendidos em uma perspectiva mais ampla, considerando as vantagens e desvantagens de cada um.
119
Sistemas de Produção
Unidade 3
Quadro 3.11 - Vantagens e desvantagens dos tipos básicos de arranjo físico
Arranjo físico Vantagens Desvantagens
Posicional
� Flexibilidade muito alta de mix e produto. � Produto ou cliente não movido
ou perturbado. � Alta variedade de tarefas para a
mão de obra.
� Custos unitários muito altos. � Possível complexidade na programação
de espaço ou atividade. � Pode significar muita movimentação de
equipamentos e mão de obra.
Funcional
� Flexibilidade muito alta de mix e produto. � Facilidade na supervisão de
equipamentos e instalações. � Relativamente robusto em caso de
interrupção de etapas.
� Baixa utilização de recursos. � Pode ter alto estoque em processo ou
filas de clientes. � Fluxo complexo pode ser difícil
de controlar.
Linear
� Baixos custos unitários para altos volumes.
� Dá oportunidade para especialização de equipamento.
� Movimentação conveniente de clientes e materiais.
� Pode ter baixa flexibilidade de mix. � Trabalho pode ser repetitivo. � Não muito robusto contra interrupções.
Celular
� Possível bom equilíbrio entre custo e flexibilidade para operações com variedade relativamente alta.
� Atravessamento rápido. � Trabalho em grupo pode resultar em
melhor motivação.
� Pode ser caro reconfigurar o atual arranjo físico.
� Pode requerer capacidade adicional. � Pode reduzir níveis de utilização
de recursos.
Fonte: adaptação de Slack et al. (2007, p. 194).
3.3 – Relação entre tipos de processo e tipos de arranjo físico
A classificação dos sistemas de produção segundo o tipo de processo permite que sejam realizadas abordagens gerais para a organização das atividades e processos produtivos. Slack et al. (2007) afirmam que arranjo físico é um conceito mais restrito, porém relacionado, visto que, de diversas maneiras, é a manifestação física de um tipo de processo. Embora a característica de volume-variedade da operação indique o tipo de processo, frequentemente existe alguma superposição entre tipos de processo que podem ser utilizados para determinada posição no contínuo volume-variedade.
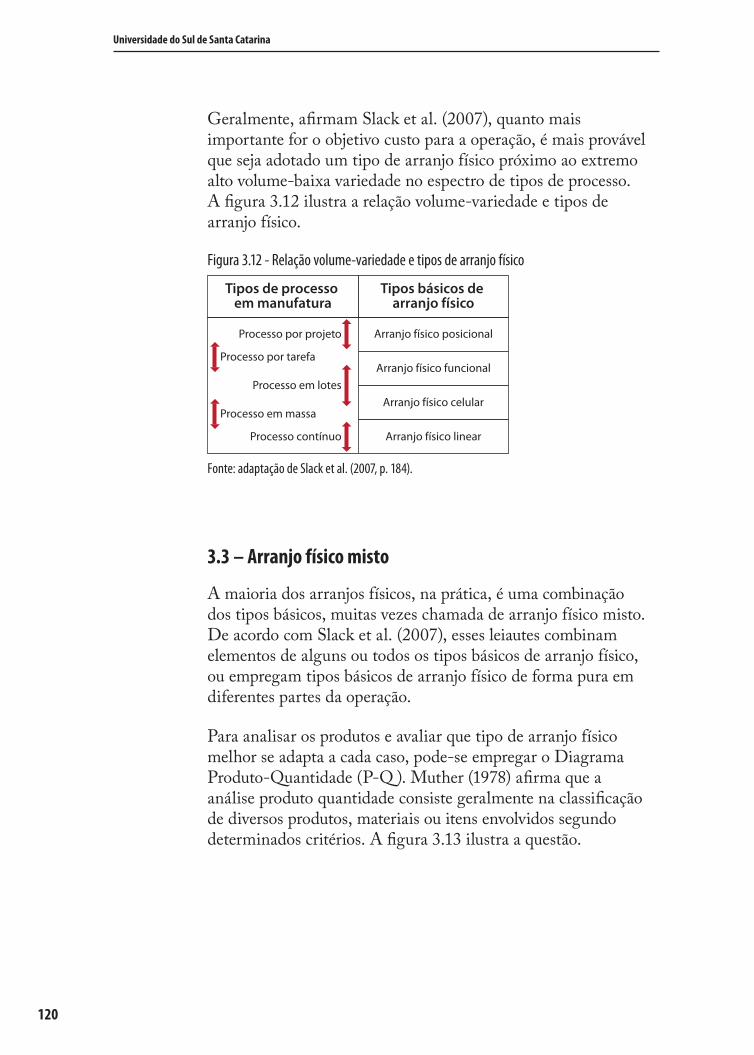
120
Universidade do Sul de Santa Catarina
Geralmente, afirmam Slack et al. (2007), quanto mais importante for o objetivo custo para a operação, é mais provável que seja adotado um tipo de arranjo físico próximo ao extremo alto volume-baixa variedade no espectro de tipos de processo. A figura 3.12 ilustra a relação volume-variedade e tipos de arranjo físico.
Figura 3.12 - Relação volume-variedade e tipos de arranjo físico
Tipos de processo em manufatura
Tipos básicos de arranjo físico
Arranjo físico posicional
Arranjo físico funcional
Arranjo físico celular
Arranjo físico linear
Processo por projeto
Processo contínuo
Processo por tarefa
Processo em massa
Processo em lotes
Fonte: adaptação de Slack et al. (2007, p. 184).
3.3 – Arranjo físico misto
A maioria dos arranjos físicos, na prática, é uma combinação dos tipos básicos, muitas vezes chamada de arranjo físico misto. De acordo com Slack et al. (2007), esses leiautes combinam elementos de alguns ou todos os tipos básicos de arranjo físico, ou empregam tipos básicos de arranjo físico de forma pura em diferentes partes da operação.
Para analisar os produtos e avaliar que tipo de arranjo físico melhor se adapta a cada caso, pode-se empregar o Diagrama Produto-Quantidade (P-Q ). Muther (1978) afirma que a análise produto quantidade consiste geralmente na classificação de diversos produtos, materiais ou itens envolvidos segundo determinados critérios. A figura 3.13 ilustra a questão.
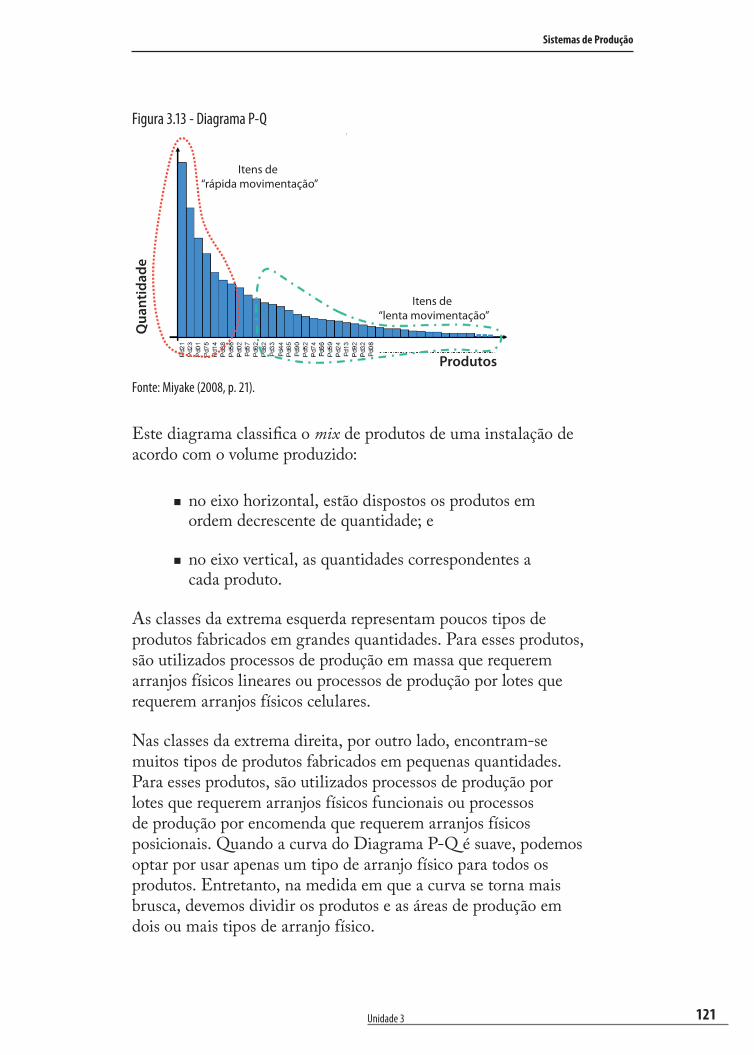
121
Sistemas de Produção
Unidade 3
Figura 3.13 - Diagrama P-Q
Itens de “lenta movimentação”
Produtos
Qua
ntid
ade
Itens de “rápida movimentação”
Fonte: Miyake (2008, p. 21).
Este diagrama classifica o mix de produtos de uma instalação de acordo com o volume produzido:
� no eixo horizontal, estão dispostos os produtos em ordem decrescente de quantidade; e
� no eixo vertical, as quantidades correspondentes a cada produto.
As classes da extrema esquerda representam poucos tipos de produtos fabricados em grandes quantidades. Para esses produtos, são utilizados processos de produção em massa que requerem arranjos físicos lineares ou processos de produção por lotes que requerem arranjos físicos celulares.
Nas classes da extrema direita, por outro lado, encontram-se muitos tipos de produtos fabricados em pequenas quantidades. Para esses produtos, são utilizados processos de produção por lotes que requerem arranjos físicos funcionais ou processos de produção por encomenda que requerem arranjos físicos posicionais. Quando a curva do Diagrama P-Q é suave, podemos optar por usar apenas um tipo de arranjo físico para todos os produtos. Entretanto, na medida em que a curva se torna mais brusca, devemos dividir os produtos e as áreas de produção em dois ou mais tipos de arranjo físico.
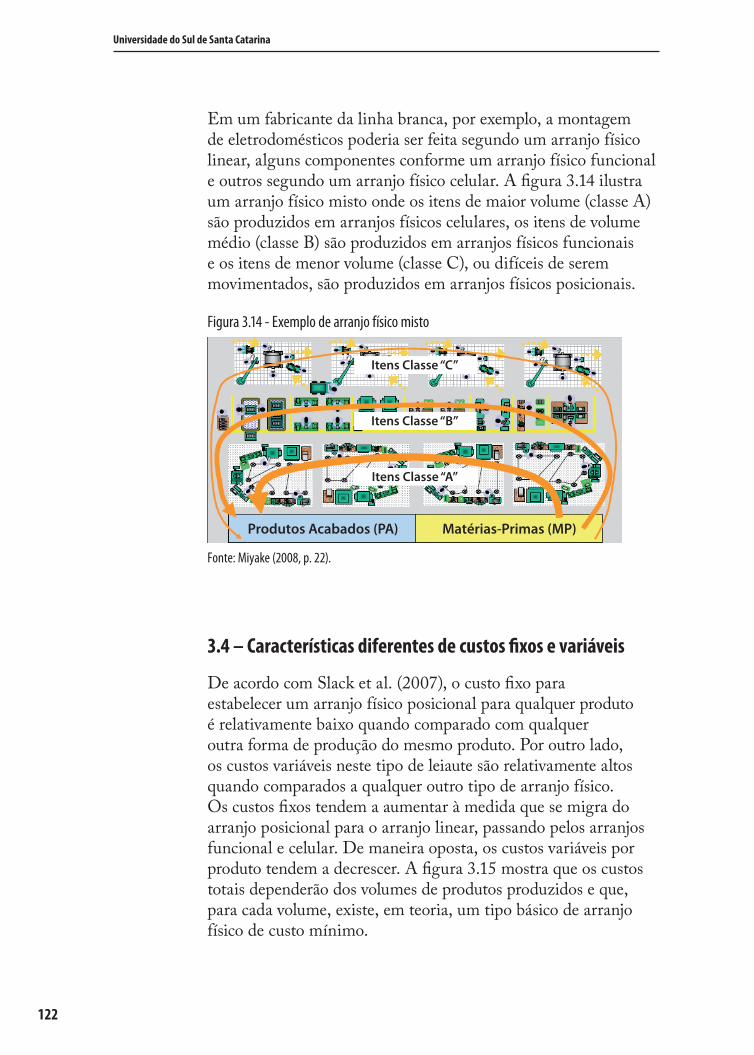
122
Universidade do Sul de Santa Catarina
Em um fabricante da linha branca, por exemplo, a montagem de eletrodomésticos poderia ser feita segundo um arranjo físico linear, alguns componentes conforme um arranjo físico funcional e outros segundo um arranjo físico celular. A figura 3.14 ilustra um arranjo físico misto onde os itens de maior volume (classe A) são produzidos em arranjos físicos celulares, os itens de volume médio (classe B) são produzidos em arranjos físicos funcionais e os itens de menor volume (classe C), ou difíceis de serem movimentados, são produzidos em arranjos físicos posicionais.
Figura 3.14 - Exemplo de arranjo físico misto
Matérias-Primas (MP)
Itens Classe “A”
Itens Classe “B”
Itens Classe “C”
Produtos Acabados (PA)
Fonte: Miyake (2008, p. 22).
3.4 – Características diferentes de custos fixos e variáveis
De acordo com Slack et al. (2007), o custo fixo para estabelecer um arranjo físico posicional para qualquer produto é relativamente baixo quando comparado com qualquer outra forma de produção do mesmo produto. Por outro lado, os custos variáveis neste tipo de leiaute são relativamente altos quando comparados a qualquer outro tipo de arranjo físico. Os custos fixos tendem a aumentar à medida que se migra do arranjo posicional para o arranjo linear, passando pelos arranjos funcional e celular. De maneira oposta, os custos variáveis por produto tendem a decrescer. A figura 3.15 mostra que os custos totais dependerão dos volumes de produtos produzidos e que, para cada volume, existe, em teoria, um tipo básico de arranjo físico de custo mínimo.
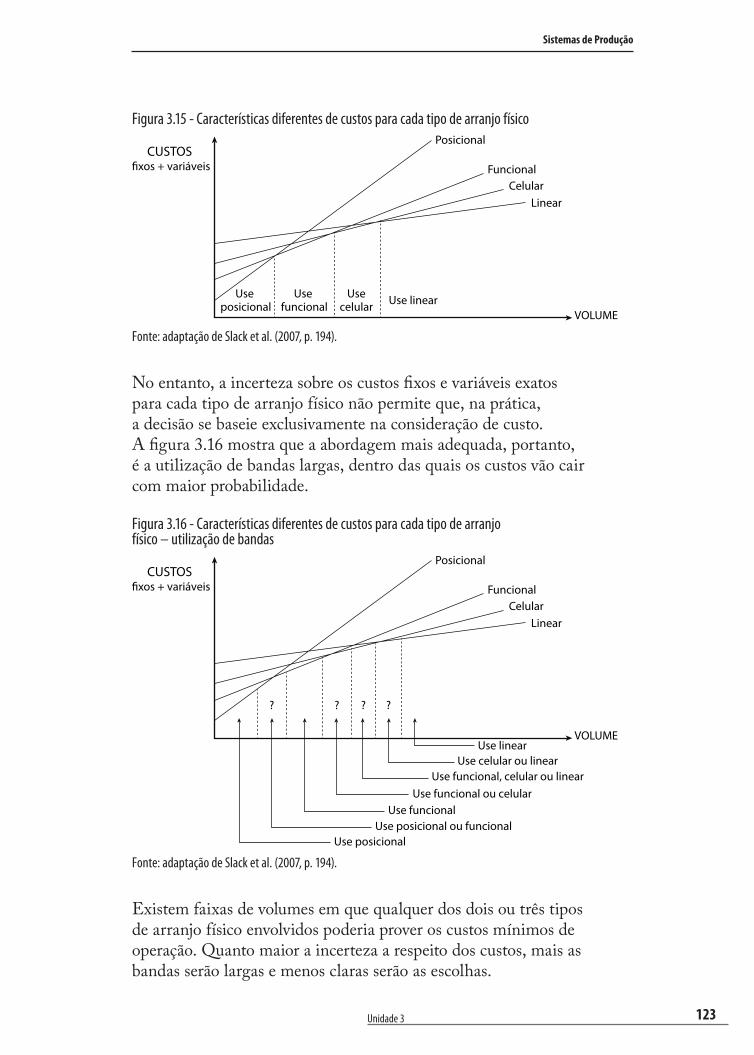
123
Sistemas de Produção
Unidade 3
Figura 3.15 - Características diferentes de custos para cada tipo de arranjo físico
Use linear
CUSTOS fixos + variáveis
VOLUME
Posicional
FuncionalCelular
Linear
Use posicional
Use funcional
Use celular
Fonte: adaptação de Slack et al. (2007, p. 194).
No entanto, a incerteza sobre os custos fixos e variáveis exatos para cada tipo de arranjo físico não permite que, na prática, a decisão se baseie exclusivamente na consideração de custo. A figura 3.16 mostra que a abordagem mais adequada, portanto, é a utilização de bandas largas, dentro das quais os custos vão cair com maior probabilidade.
Figura 3.16 - Características diferentes de custos para cada tipo de arranjo físico – utilização de bandas
CUSTOS fixos + variáveis
VOLUME
Posicional
FuncionalCelular
Linear
? ? ? ?
Use posicional
Use linearUse celular ou linear
Use funcional, celular ou linear
Use funcional ou celularUse funcional
Use posicional ou funcional
Fonte: adaptação de Slack et al. (2007, p. 194).
Existem faixas de volumes em que qualquer dos dois ou três tipos de arranjo físico envolvidos poderia prover os custos mínimos de operação. Quanto maior a incerteza a respeito dos custos, mais as bandas serão largas e menos claras serão as escolhas.
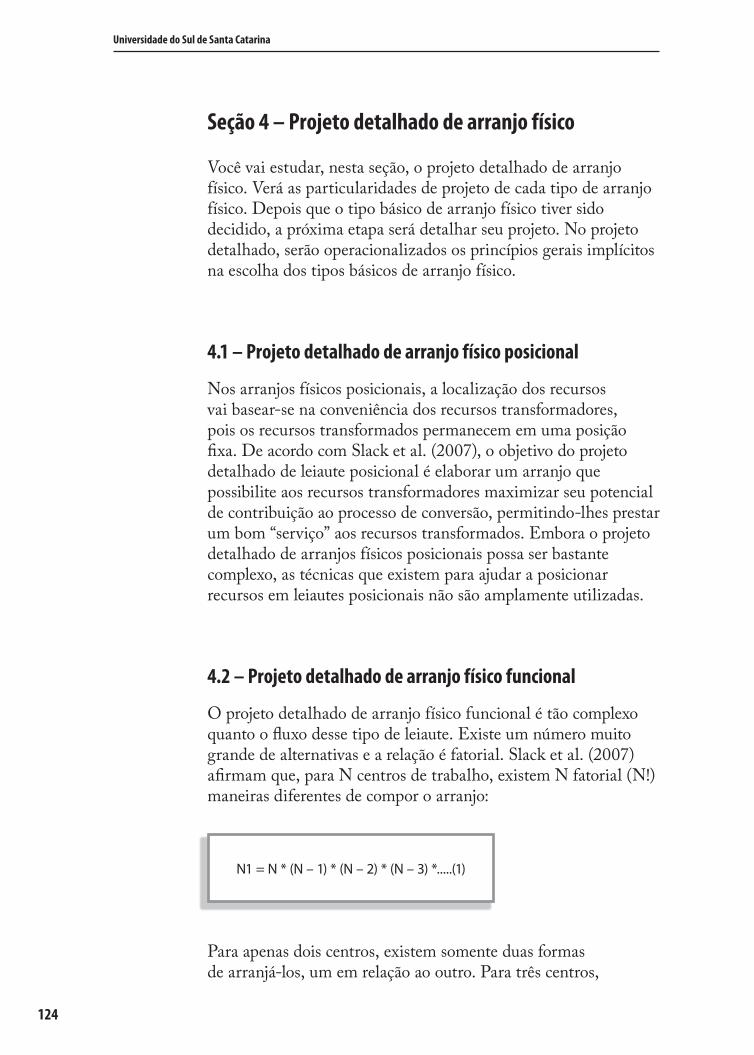
124
Universidade do Sul de Santa Catarina
Seção 4 – Projeto detalhado de arranjo físico
Você vai estudar, nesta seção, o projeto detalhado de arranjo físico. Verá as particularidades de projeto de cada tipo de arranjo físico. Depois que o tipo básico de arranjo físico tiver sido decidido, a próxima etapa será detalhar seu projeto. No projeto detalhado, serão operacionalizados os princípios gerais implícitos na escolha dos tipos básicos de arranjo físico.
4.1 – Projeto detalhado de arranjo físico posicional
Nos arranjos físicos posicionais, a localização dos recursos vai basear-se na conveniência dos recursos transformadores, pois os recursos transformados permanecem em uma posição fixa. De acordo com Slack et al. (2007), o objetivo do projeto detalhado de leiaute posicional é elaborar um arranjo que possibilite aos recursos transformadores maximizar seu potencial de contribuição ao processo de conversão, permitindo-lhes prestar um bom “serviço” aos recursos transformados. Embora o projeto detalhado de arranjos físicos posicionais possa ser bastante complexo, as técnicas que existem para ajudar a posicionar recursos em leiautes posicionais não são amplamente utilizadas.
4.2 – Projeto detalhado de arranjo físico funcional
O projeto detalhado de arranjo físico funcional é tão complexo quanto o fluxo desse tipo de leiaute. Existe um número muito grande de alternativas e a relação é fatorial. Slack et al. (2007) afirmam que, para N centros de trabalho, existem N fatorial (N!) maneiras diferentes de compor o arranjo:
N1 = N * (N – 1) * (N – 2) * (N – 3) *.....(1)
Para apenas dois centros, existem somente duas formas de arranjá-los, um em relação ao outro. Para três centros,
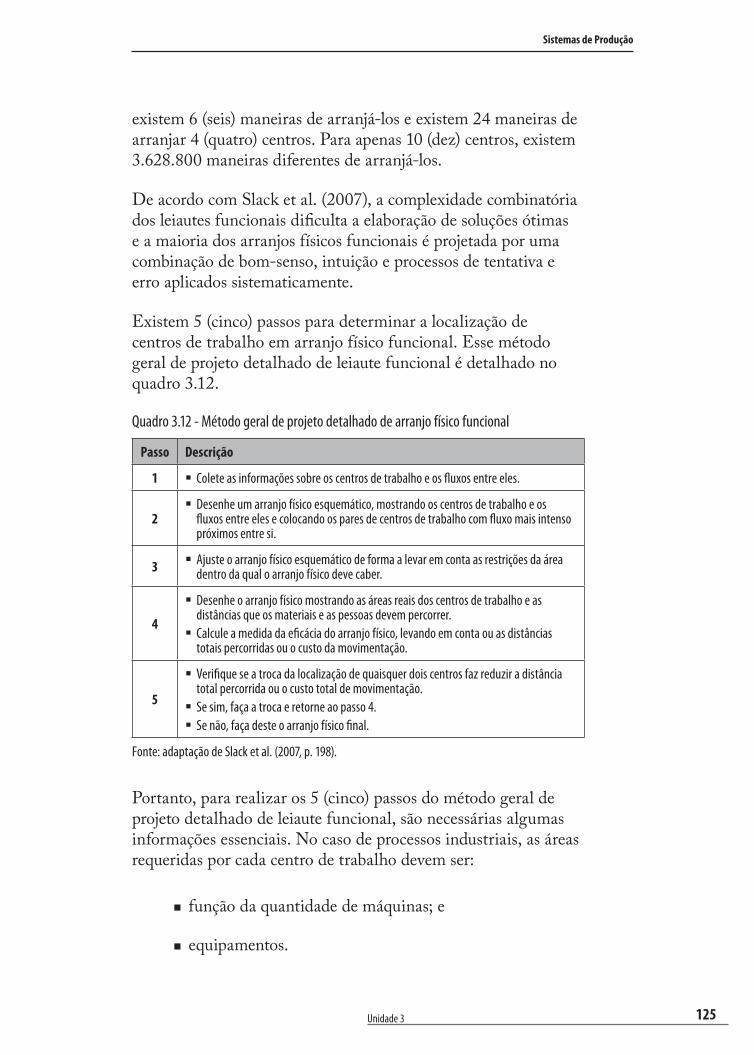
125
Sistemas de Produção
Unidade 3
existem 6 (seis) maneiras de arranjá-los e existem 24 maneiras de arranjar 4 (quatro) centros. Para apenas 10 (dez) centros, existem 3.628.800 maneiras diferentes de arranjá-los.
De acordo com Slack et al. (2007), a complexidade combinatória dos leiautes funcionais dificulta a elaboração de soluções ótimas e a maioria dos arranjos físicos funcionais é projetada por uma combinação de bom-senso, intuição e processos de tentativa e erro aplicados sistematicamente.
Existem 5 (cinco) passos para determinar a localização de centros de trabalho em arranjo físico funcional. Esse método geral de projeto detalhado de leiaute funcional é detalhado no quadro 3.12.
Quadro 3.12 - Método geral de projeto detalhado de arranjo físico funcional
Passo Descrição
1 � Colete as informações sobre os centros de trabalho e os fluxos entre eles.
2 � Desenhe um arranjo físico esquemático, mostrando os centros de trabalho e os
fluxos entre eles e colocando os pares de centros de trabalho com fluxo mais intenso próximos entre si.
3 � Ajuste o arranjo físico esquemático de forma a levar em conta as restrições da área dentro da qual o arranjo físico deve caber.
4
� Desenhe o arranjo físico mostrando as áreas reais dos centros de trabalho e as distâncias que os materiais e as pessoas devem percorrer.
� Calcule a medida da eficácia do arranjo físico, levando em conta ou as distâncias totais percorridas ou o custo da movimentação.
5
� Verifique se a troca da localização de quaisquer dois centros faz reduzir a distância total percorrida ou o custo total de movimentação.
� Se sim, faça a troca e retorne ao passo 4. � Se não, faça deste o arranjo físico final.
Fonte: adaptação de Slack et al. (2007, p. 198).
Portanto, para realizar os 5 (cinco) passos do método geral de projeto detalhado de leiaute funcional, são necessárias algumas informações essenciais. No caso de processos industriais, as áreas requeridas por cada centro de trabalho devem ser:
� função da quantidade de máquinas; e
� equipamentos.
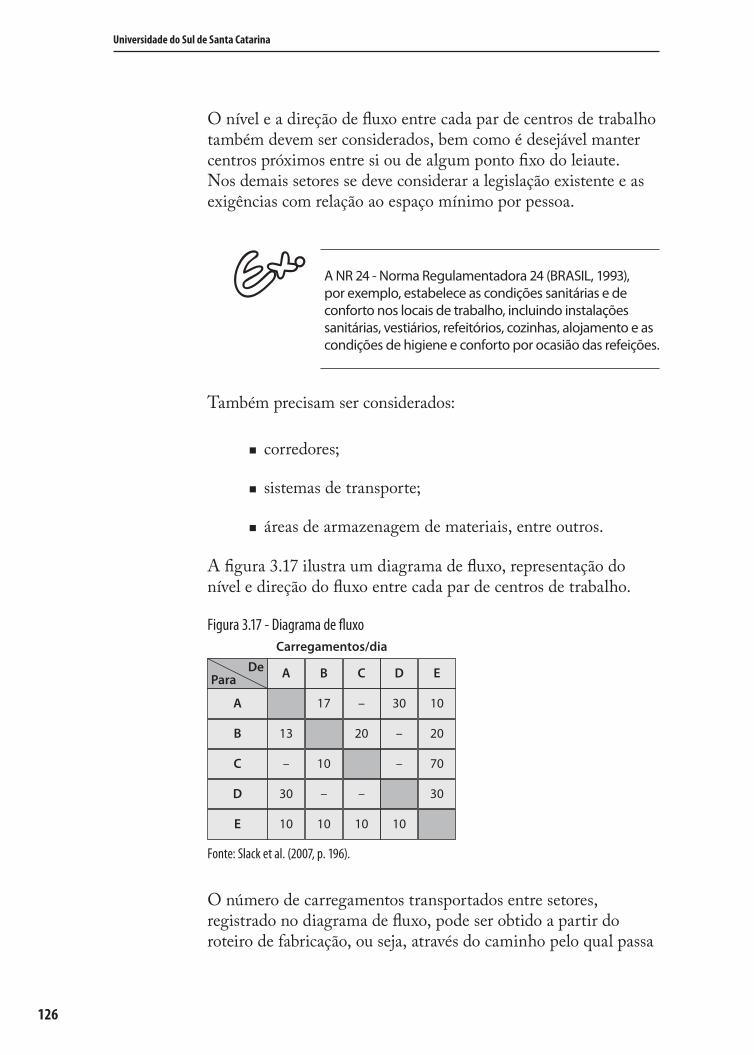
126
Universidade do Sul de Santa Catarina
O nível e a direção de fluxo entre cada par de centros de trabalho também devem ser considerados, bem como é desejável manter centros próximos entre si ou de algum ponto fixo do leiaute. Nos demais setores se deve considerar a legislação existente e as exigências com relação ao espaço mínimo por pessoa.
A NR 24 ‑ Norma Regulamentadora 24 (BRASIL, 1993), por exemplo, estabelece as condições sanitárias e de conforto nos locais de trabalho, incluindo instalações sanitárias, vestiários, refeitórios, cozinhas, alojamento e as condições de higiene e conforto por ocasião das refeições.
Também precisam ser considerados:
� corredores;
� sistemas de transporte;
� áreas de armazenagem de materiais, entre outros.
A figura 3.17 ilustra um diagrama de fluxo, representação do nível e direção do fluxo entre cada par de centros de trabalho.
Figura 3.17 - Diagrama de fluxoCarregamentos/dia
A B C D E
A
B
C
D
E
ParaDe
17 –
–
– –
–
–
30 10
13 20 20
10 70
30 30
10 10 10 10
Fonte: Slack et al. (2007, p. 196).
O número de carregamentos transportados entre setores, registrado no diagrama de fluxo, pode ser obtido a partir do roteiro de fabricação, ou seja, através do caminho pelo qual passa
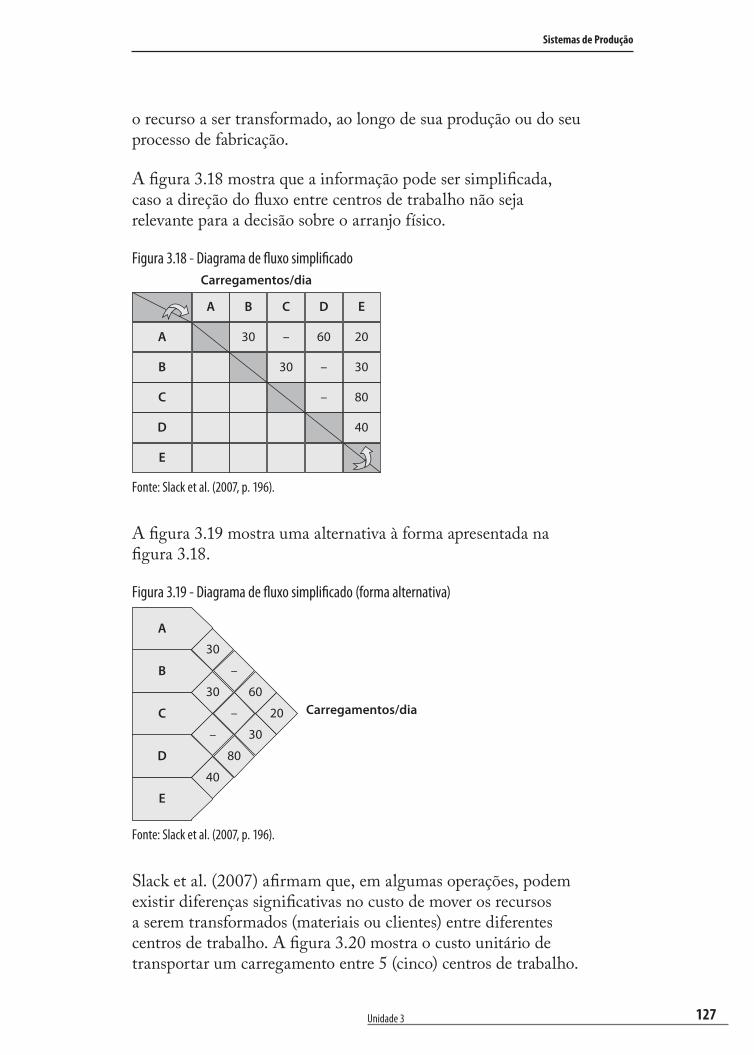
127
Sistemas de Produção
Unidade 3
o recurso a ser transformado, ao longo de sua produção ou do seu processo de fabricação.
A figura 3.18 mostra que a informação pode ser simplificada, caso a direção do fluxo entre centros de trabalho não seja relevante para a decisão sobre o arranjo físico.
Figura 3.18 - Diagrama de fluxo simplificadoCarregamentos/dia
A B C D E
A
B
C
D
E
30 –
–
–
60 20
30 30
80
40
Fonte: Slack et al. (2007, p. 196).
A figura 3.19 mostra uma alternativa à forma apresentada na figura 3.18.
Figura 3.19 - Diagrama de fluxo simplificado (forma alternativa)
Carregamentos/dia
A
B
C
D
E
–
30
30
40
80
–
–
60
30
20
Fonte: Slack et al. (2007, p. 196).
Slack et al. (2007) afirmam que, em algumas operações, podem existir diferenças significativas no custo de mover os recursos a serem transformados (materiais ou clientes) entre diferentes centros de trabalho. A figura 3.20 mostra o custo unitário de transportar um carregamento entre 5 (cinco) centros de trabalho.
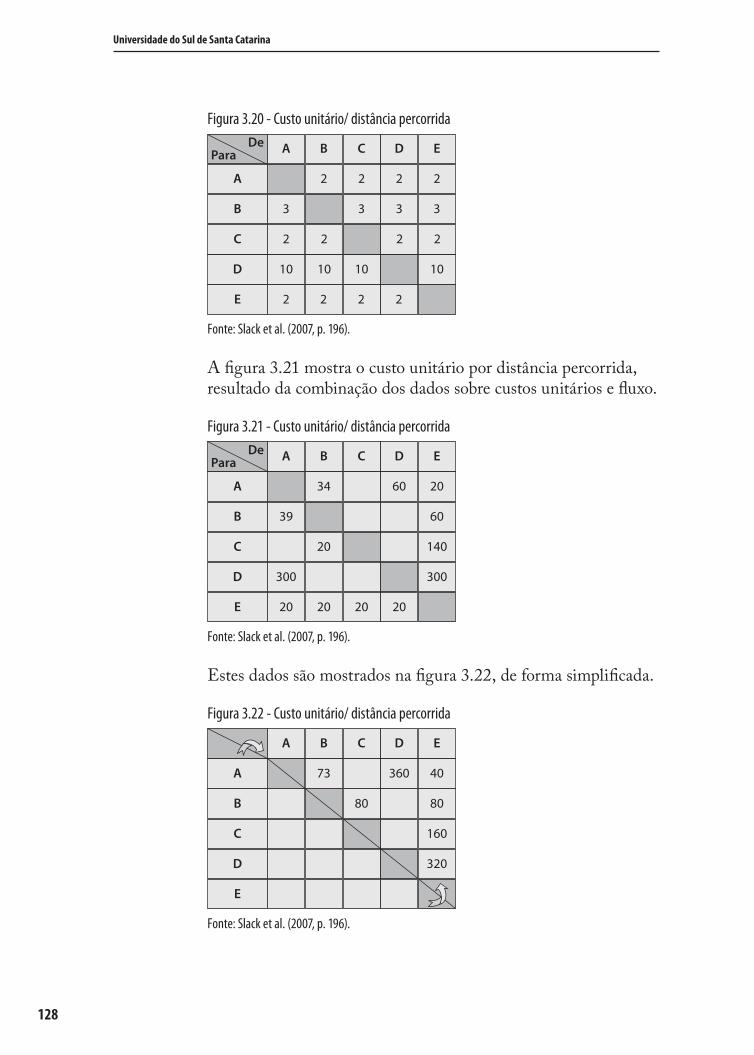
128
Universidade do Sul de Santa Catarina
Figura 3.20 - Custo unitário/ distância percorrida
A B C D E
A
B
C
D
E
ParaDe
2 2 2 2
2 2 2
3 3 33
22
2
2 2
10 10 10 10
Fonte: Slack et al. (2007, p. 196).
A figura 3.21 mostra o custo unitário por distância percorrida, resultado da combinação dos dados sobre custos unitários e fluxo.
Figura 3.21 - Custo unitário/ distância percorrida
A B C D E
A
B
C
D
E
ParaDe
34 60 20
39 60
20 140
300 300
20 20 20 20
Fonte: Slack et al. (2007, p. 196).
Estes dados são mostrados na figura 3.22, de forma simplificada.
Figura 3.22 - Custo unitário/ distância percorrida
A B C D E
A
B
C
D
E
73 360 40
80 80
160
320
Fonte: Slack et al. (2007, p. 196).
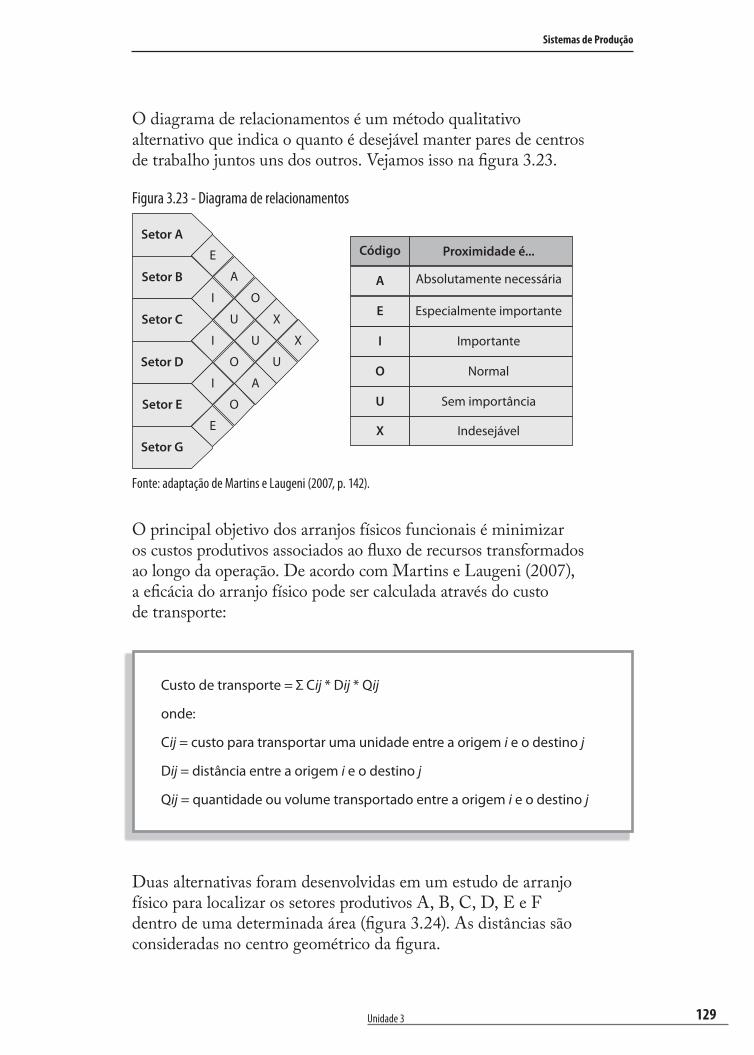
129
Sistemas de Produção
Unidade 3
O diagrama de relacionamentos é um método qualitativo alternativo que indica o quanto é desejável manter pares de centros de trabalho juntos uns dos outros. Vejamos isso na figura 3.23.
Figura 3.23 - Diagrama de relacionamentos
Código Proximidade é...
A
E
I
O
U
X
Absolutamente necessária
Especialmente importante
Importante
Normal
Sem importância
Indesejável
Setor A
Setor B
Setor C
Setor D
Setor E
I
E
I
I
O
U
A
O
U
X
Setor G
E
A
O
X
U
Fonte: adaptação de Martins e Laugeni (2007, p. 142).
O principal objetivo dos arranjos físicos funcionais é minimizar os custos produtivos associados ao fluxo de recursos transformados ao longo da operação. De acordo com Martins e Laugeni (2007), a eficácia do arranjo físico pode ser calculada através do custo de transporte:
Custo de transporte = Cij * Dij * Qij
onde:
Cij = custo para transportar uma unidade entre a origem i e o destino j
Dij = distância entre a origem i e o destino j
Qij = quantidade ou volume transportado entre a origem i e o destino j
Duas alternativas foram desenvolvidas em um estudo de arranjo físico para localizar os setores produtivos A, B, C, D, E e F dentro de uma determinada área (figura 3.24). As distâncias são consideradas no centro geométrico da figura.
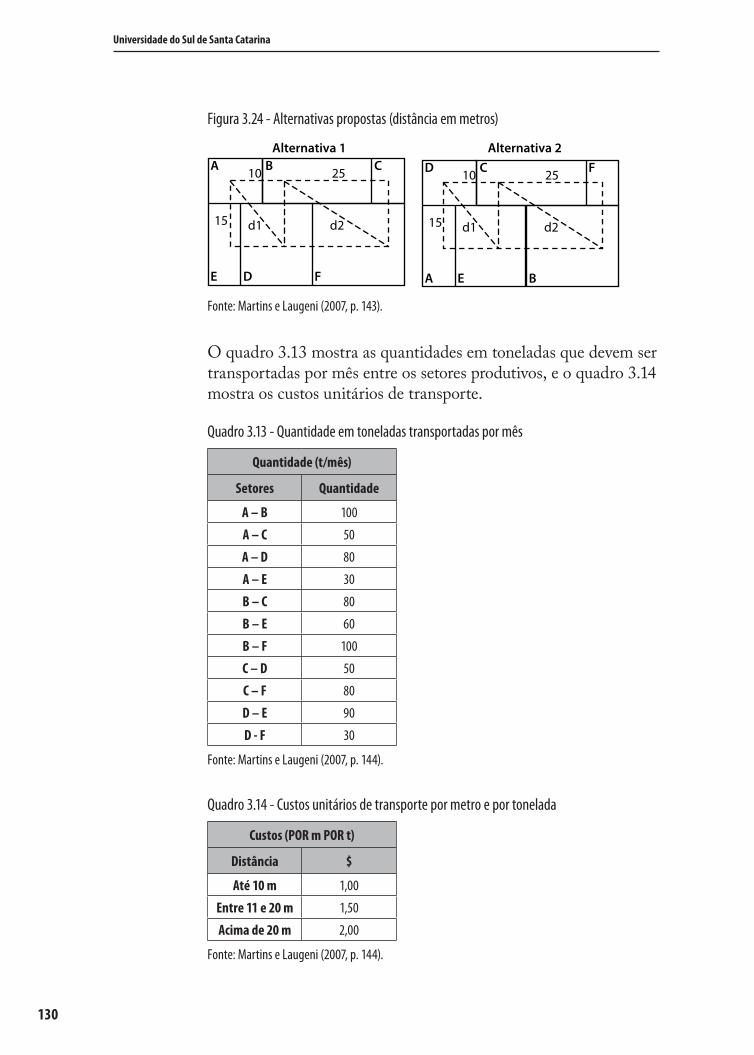
130
Universidade do Sul de Santa Catarina
Figura 3.24 - Alternativas propostas (distância em metros)
A B C
E D F
d1 d2
10 25
15
Alternativa 1
D C F
A E B
d1 d2
10 25
15
Alternativa 2
Fonte: Martins e Laugeni (2007, p. 143).
O quadro 3.13 mostra as quantidades em toneladas que devem ser transportadas por mês entre os setores produtivos, e o quadro 3.14 mostra os custos unitários de transporte.
Quadro 3.13 - Quantidade em toneladas transportadas por mês
Quantidade (t/mês)
Setores Quantidade
A – B 100
A – C 50
A – D 80
A – E 30
B – C 80
B – E 60
B – F 100
C – D 50
C – F 80
D – E 90
D ‑ F 30
Fonte: Martins e Laugeni (2007, p. 144).
Quadro 3.14 - Custos unitários de transporte por metro e por tonelada
Custos (POR m POR t)
Distância $
Até 10 m 1,00
Entre 11 e 20 m 1,50
Acima de 20 m 2,00
Fonte: Martins e Laugeni (2007, p. 144).
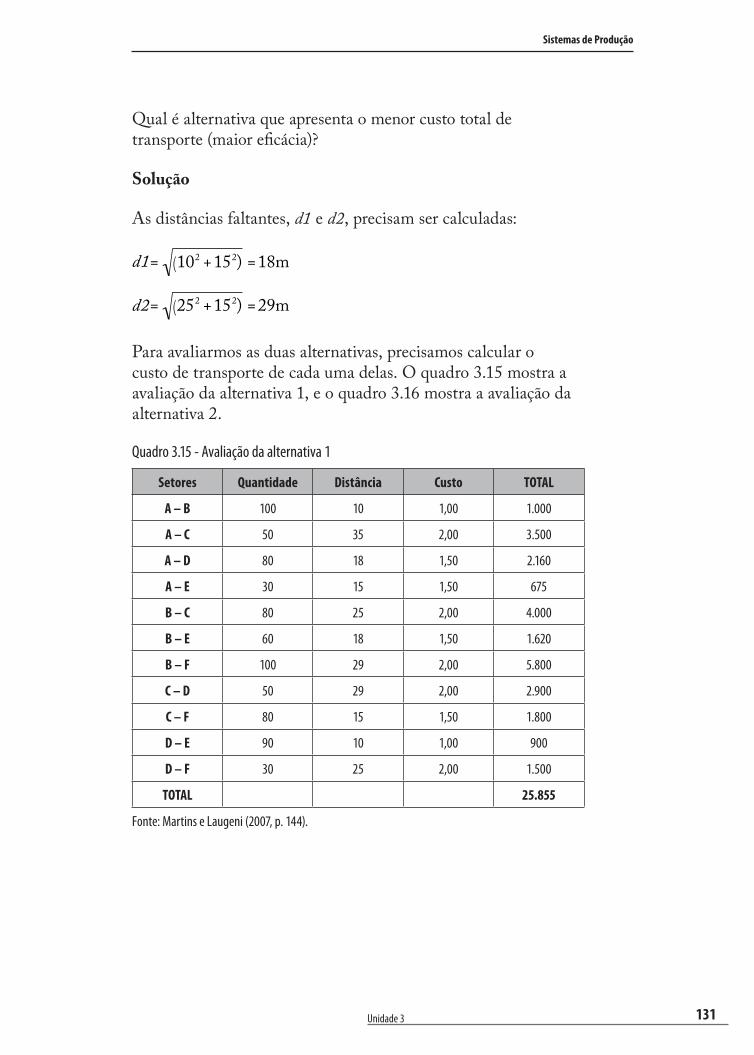
131
Sistemas de Produção
Unidade 3
Qual é alternativa que apresenta o menor custo total de transporte (maior eficácia)?
Solução
As distâncias faltantes, d1 e d2, precisam ser calculadas:
= 102 +152)( =18m
d = 252 +152)( =29m2
d1
Para avaliarmos as duas alternativas, precisamos calcular o custo de transporte de cada uma delas. O quadro 3.15 mostra a avaliação da alternativa 1, e o quadro 3.16 mostra a avaliação da alternativa 2.
Quadro 3.15 - Avaliação da alternativa 1
Setores Quantidade Distância Custo TOTAL
A – B 100 10 1,00 1.000
A – C 50 35 2,00 3.500
A – D 80 18 1,50 2.160
A – E 30 15 1,50 675
B – C 80 25 2,00 4.000
B – E 60 18 1,50 1.620
B – F 100 29 2,00 5.800
C – D 50 29 2,00 2.900
C – F 80 15 1,50 1.800
D – E 90 10 1,00 900
D – F 30 25 2,00 1.500
TOTAL 25.855
Fonte: Martins e Laugeni (2007, p. 144).
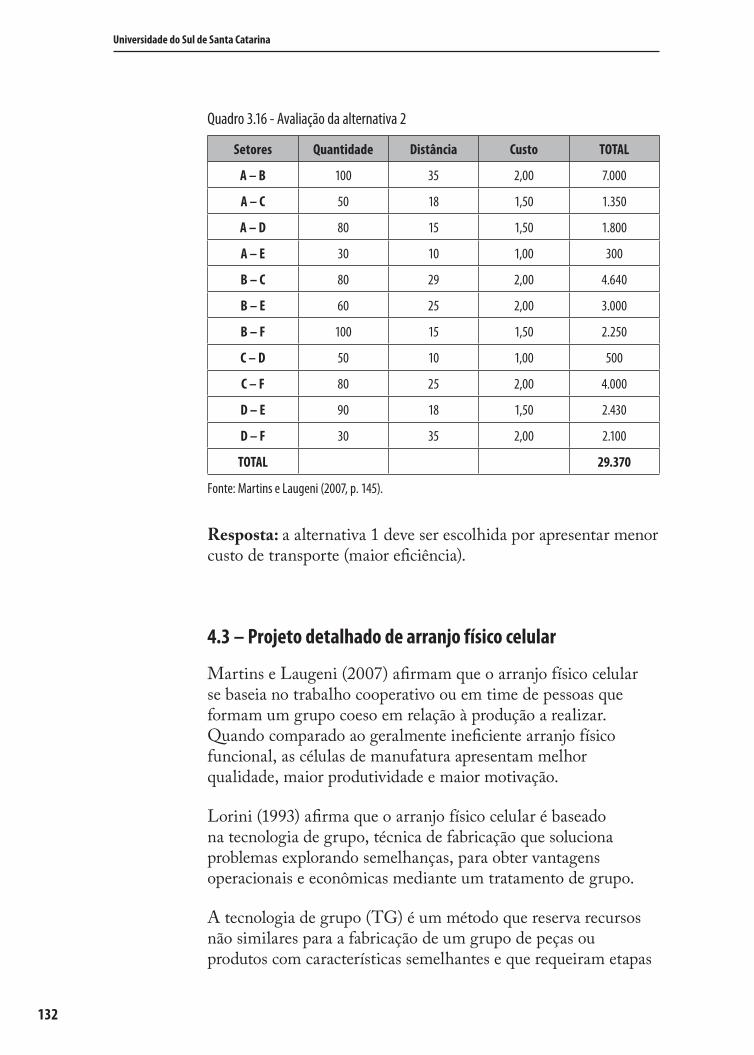
132
Universidade do Sul de Santa Catarina
Quadro 3.16 - Avaliação da alternativa 2
Setores Quantidade Distância Custo TOTAL
A – B 100 35 2,00 7.000
A – C 50 18 1,50 1.350
A – D 80 15 1,50 1.800
A – E 30 10 1,00 300
B – C 80 29 2,00 4.640
B – E 60 25 2,00 3.000
B – F 100 15 1,50 2.250
C – D 50 10 1,00 500
C – F 80 25 2,00 4.000
D – E 90 18 1,50 2.430
D – F 30 35 2,00 2.100
TOTAL 29.370
Fonte: Martins e Laugeni (2007, p. 145).
Resposta: a alternativa 1 deve ser escolhida por apresentar menor custo de transporte (maior eficiência).
4.3 – Projeto detalhado de arranjo físico celular
Martins e Laugeni (2007) afirmam que o arranjo físico celular se baseia no trabalho cooperativo ou em time de pessoas que formam um grupo coeso em relação à produção a realizar. Quando comparado ao geralmente ineficiente arranjo físico funcional, as células de manufatura apresentam melhor qualidade, maior produtividade e maior motivação.
Lorini (1993) afirma que o arranjo físico celular é baseado na tecnologia de grupo, técnica de fabricação que soluciona problemas explorando semelhanças, para obter vantagens operacionais e econômicas mediante um tratamento de grupo.
A tecnologia de grupo (TG) é um método que reserva recursos não similares para a fabricação de um grupo de peças ou produtos com características semelhantes e que requeiram etapas
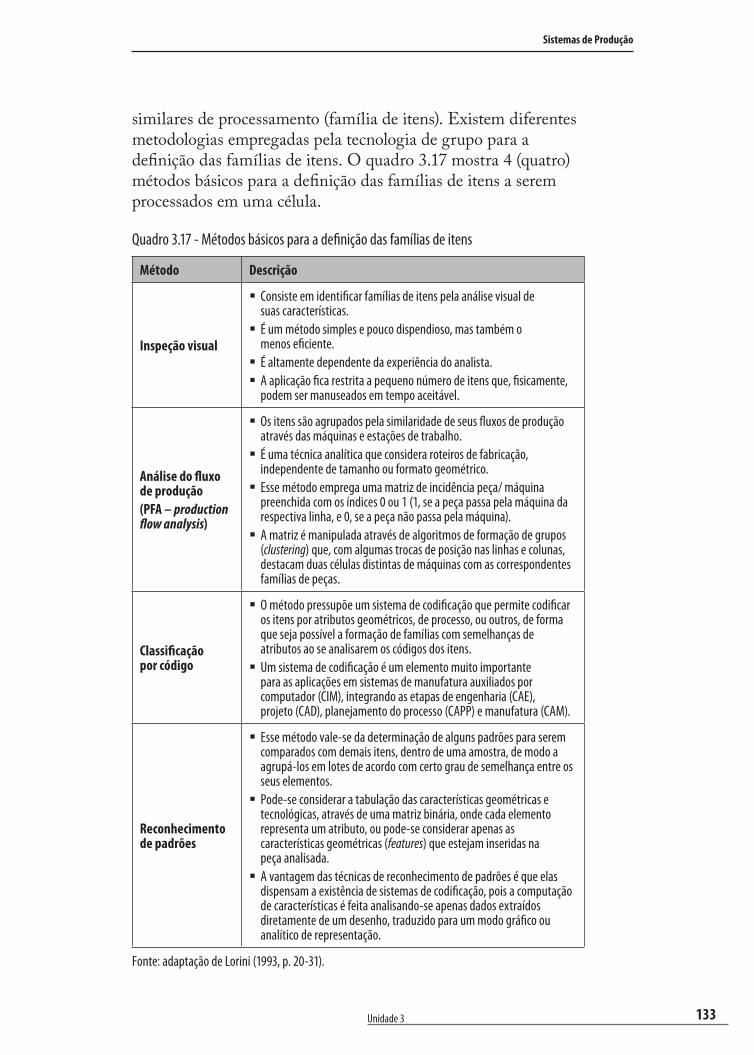
133
Sistemas de Produção
Unidade 3
similares de processamento (família de itens). Existem diferentes metodologias empregadas pela tecnologia de grupo para a definição das famílias de itens. O quadro 3.17 mostra 4 (quatro) métodos básicos para a definição das famílias de itens a serem processados em uma célula.
Quadro 3.17 - Métodos básicos para a definição das famílias de itens
Método Descrição
Inspeção visual
� Consiste em identificar famílias de itens pela análise visual de suas características.
� É um método simples e pouco dispendioso, mas também o menos eficiente.
� É altamente dependente da experiência do analista. � A aplicação fica restrita a pequeno número de itens que, fisicamente,
podem ser manuseados em tempo aceitável.
Análise do fluxo de produção(PFA – production flow analysis)
� Os itens são agrupados pela similaridade de seus fluxos de produção através das máquinas e estações de trabalho.
� É uma técnica analítica que considera roteiros de fabricação, independente de tamanho ou formato geométrico.
� Esse método emprega uma matriz de incidência peça/ máquina preenchida com os índices 0 ou 1 (1, se a peça passa pela máquina da respectiva linha, e 0, se a peça não passa pela máquina).
� A matriz é manipulada através de algoritmos de formação de grupos (clustering) que, com algumas trocas de posição nas linhas e colunas, destacam duas células distintas de máquinas com as correspondentes famílias de peças.
Classificação por código
� O método pressupõe um sistema de codificação que permite codificar os itens por atributos geométricos, de processo, ou outros, de forma que seja possível a formação de famílias com semelhanças de atributos ao se analisarem os códigos dos itens.
� Um sistema de codificação é um elemento muito importante para as aplicações em sistemas de manufatura auxiliados por computador (CIM), integrando as etapas de engenharia (CAE), projeto (CAD), planejamento do processo (CAPP) e manufatura (CAM).
Reconhecimento de padrões
� Esse método vale-se da determinação de alguns padrões para serem comparados com demais itens, dentro de uma amostra, de modo a agrupá-los em lotes de acordo com certo grau de semelhança entre os seus elementos.
� Pode-se considerar a tabulação das características geométricas e tecnológicas, através de uma matriz binária, onde cada elemento representa um atributo, ou pode-se considerar apenas as características geométricas (features) que estejam inseridas na peça analisada.
� A vantagem das técnicas de reconhecimento de padrões é que elas dispensam a existência de sistemas de codificação, pois a computação de características é feita analisando-se apenas dados extraídos diretamente de um desenho, traduzido para um modo gráfico ou analítico de representação.
Fonte: adaptação de Lorini (1993, p. 20-31).
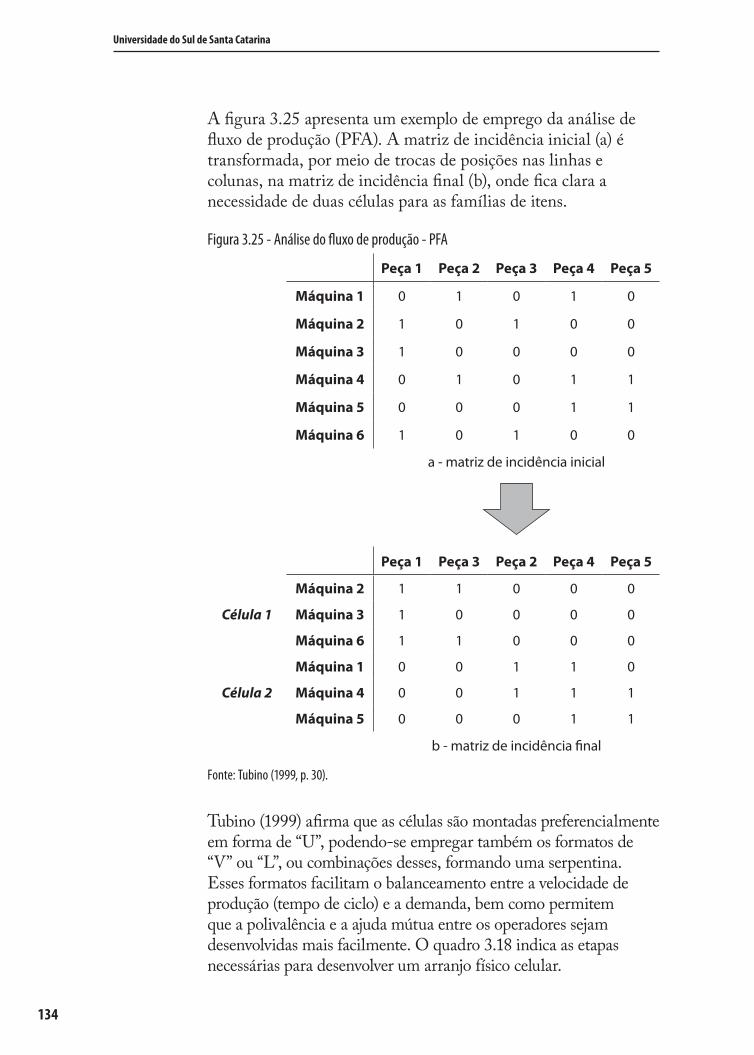
134
Universidade do Sul de Santa Catarina
A figura 3.25 apresenta um exemplo de emprego da análise de fluxo de produção (PFA). A matriz de incidência inicial (a) é transformada, por meio de trocas de posições nas linhas e colunas, na matriz de incidência final (b), onde fica clara a necessidade de duas células para as famílias de itens.
Figura 3.25 - Análise do fluxo de produção - PFA
Peça 1 Peça 2 Peça 3 Peça 4 Peça 5
Máquina 1 0 1 0 1 0
Máquina 2 1 0 1 0 0
Máquina 3 1 0 0 0 0
Máquina 4 0 1 0 1 1
Máquina 5 0 0 0 1 1
Máquina 6 1 0 1 0 0
a ‑ matriz de incidência inicial
Peça 1 Peça 3 Peça 2 Peça 4 Peça 5
Célula 1
Máquina 2 1 1 0 0 0
Máquina 3 1 0 0 0 0
Máquina 6 1 1 0 0 0
Célula 2
Máquina 1 0 0 1 1 0
Máquina 4 0 0 1 1 1
Máquina 5 0 0 0 1 1
b ‑ matriz de incidência final
Fonte: Tubino (1999, p. 30).
Tubino (1999) afirma que as células são montadas preferencialmente em forma de “U”, podendo-se empregar também os formatos de “V” ou “L”, ou combinações desses, formando uma serpentina. Esses formatos facilitam o balanceamento entre a velocidade de produção (tempo de ciclo) e a demanda, bem como permitem que a polivalência e a ajuda mútua entre os operadores sejam desenvolvidas mais facilmente. O quadro 3.18 indica as etapas necessárias para desenvolver um arranjo físico celular.
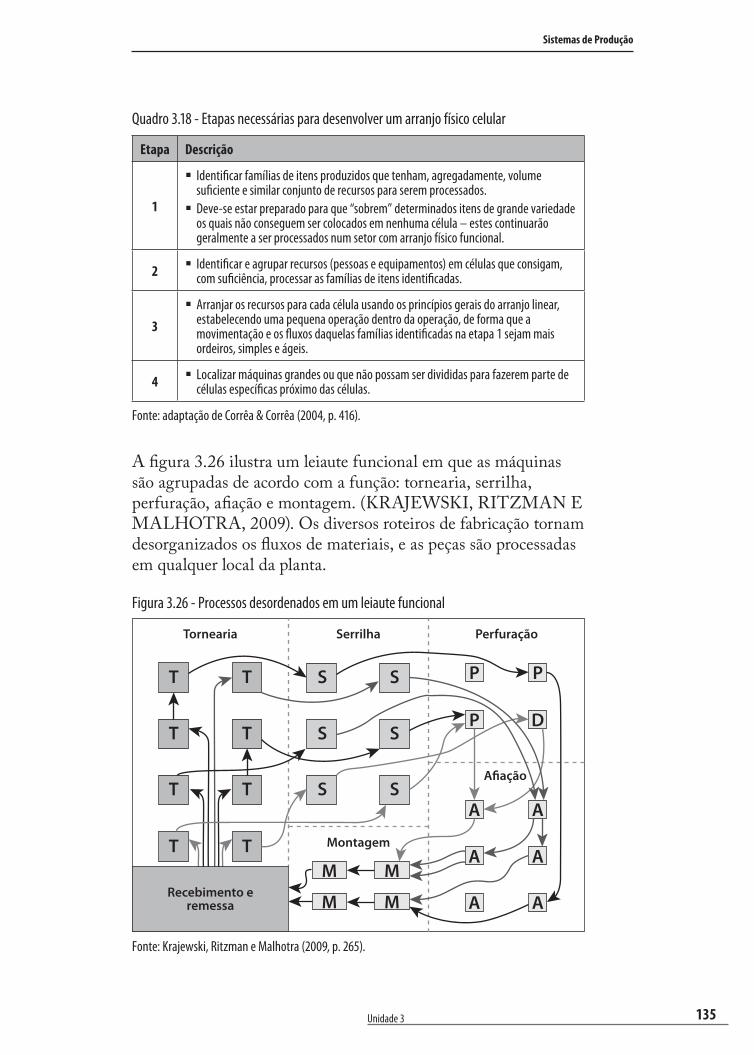
135
Sistemas de Produção
Unidade 3
Quadro 3.18 - Etapas necessárias para desenvolver um arranjo físico celular
Etapa Descrição
1
� Identificar famílias de itens produzidos que tenham, agregadamente, volume suficiente e similar conjunto de recursos para serem processados.
� Deve-se estar preparado para que “sobrem” determinados itens de grande variedade os quais não conseguem ser colocados em nenhuma célula – estes continuarão geralmente a ser processados num setor com arranjo físico funcional.
2 � Identificar e agrupar recursos (pessoas e equipamentos) em células que consigam, com suficiência, processar as famílias de itens identificadas.
3
� Arranjar os recursos para cada célula usando os princípios gerais do arranjo linear, estabelecendo uma pequena operação dentro da operação, de forma que a movimentação e os fluxos daquelas famílias identificadas na etapa 1 sejam mais ordeiros, simples e ágeis.
4 � Localizar máquinas grandes ou que não possam ser divididas para fazerem parte de células específicas próximo das células.
Fonte: adaptação de Corrêa & Corrêa (2004, p. 416).
A figura 3.26 ilustra um leiaute funcional em que as máquinas são agrupadas de acordo com a função: tornearia, serrilha, perfuração, afiação e montagem. (KRAJEWSKI, RITZMAN E MALHOTRA, 2009). Os diversos roteiros de fabricação tornam desorganizados os fluxos de materiais, e as peças são processadas em qualquer local da planta.
Figura 3.26 - Processos desordenados em um leiaute funcional
Tornearia
Recebimento eremessa
Serrilha Perfuração
A�ação
Montagem
T T
S S
S S
S S P P
DP
M
M M
M
A A
A A
A A
T T
T T
T T
Fonte: Krajewski, Ritzman e Malhotra (2009, p. 265).
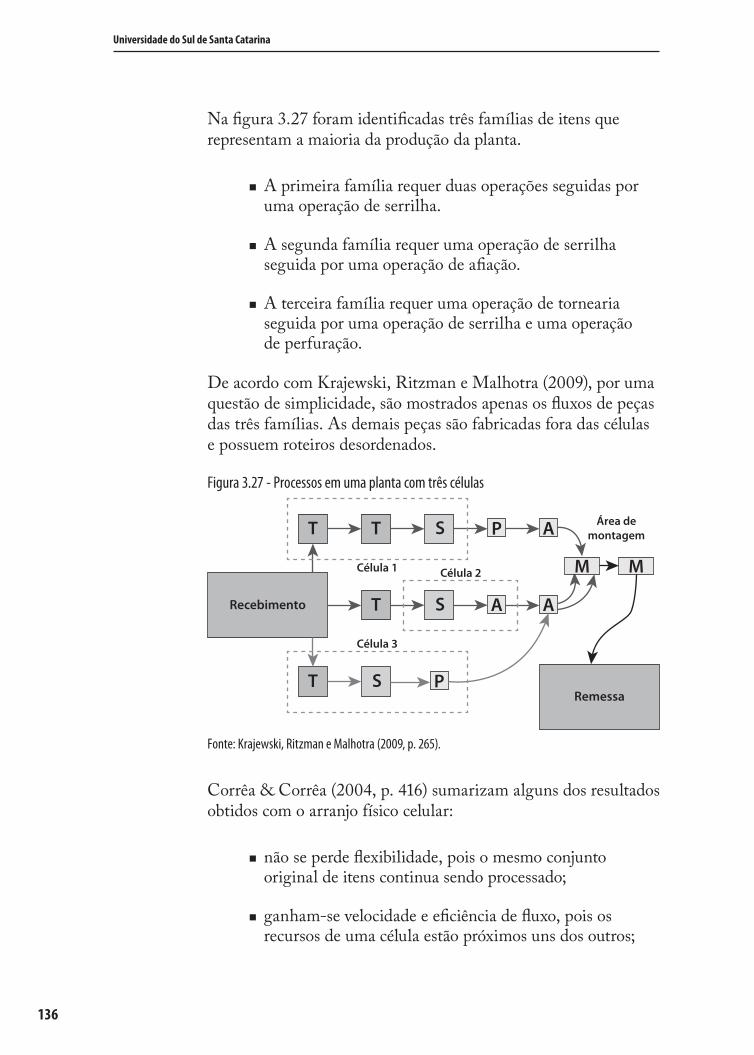
136
Universidade do Sul de Santa Catarina
Na figura 3.27 foram identificadas três famílias de itens que representam a maioria da produção da planta.
� A primeira família requer duas operações seguidas por uma operação de serrilha.
� A segunda família requer uma operação de serrilha seguida por uma operação de afiação.
� A terceira família requer uma operação de tornearia seguida por uma operação de serrilha e uma operação de perfuração.
De acordo com Krajewski, Ritzman e Malhotra (2009), por uma questão de simplicidade, são mostrados apenas os fluxos de peças das três famílias. As demais peças são fabricadas fora das células e possuem roteiros desordenados.
Figura 3.27 - Processos em uma planta com três células
Célula 1
Célula 3
Área demontagem
Célula 2
Remessa
Recebimento
T T
T
S
S
T S
P
P A
AA
M M
Fonte: Krajewski, Ritzman e Malhotra (2009, p. 265).
Corrêa & Corrêa (2004, p. 416) sumarizam alguns dos resultados obtidos com o arranjo físico celular:
� não se perde flexibilidade, pois o mesmo conjunto original de itens continua sendo processado;
� ganham-se velocidade e eficiência de fluxo, pois os recursos de uma célula estão próximos uns dos outros;
137
Sistemas de Produção
Unidade 3
� as distâncias percorridas pelos fluxos são muito menores;
� os fluxos no restante da operação são simplificados, porque ficam “aliviados” das famílias de itens processadas pelas células;
� os tempos de preparação (set ups) dos equipamentos nas células tendem a ser menores, pois os itens de cada família possuem forma e dimensões similares;
� a qualidade tende a ser superior a partir do senso de “propriedade” e responsabilidade dos operadores polivalentes por uma família inteira de itens e não apenas por uma etapa produtiva;
� a focalização num grupo relativamente pequeno de itens e a gestão semiautônoma dos grupos de funcionários de cada célula melhora o controle de produção.
4.4 – Projeto detalhado de arranjo físico linear
Nos arranjos físicos lineares, Slack et al. (2007) afirmam que as principais decisões são as seguintes:
� tempo de ciclo necessário;
� número de estágios necessários;
� maneiras de lidar com variações no tempo para cada tarefa; e
� como equilibrar o arranjo físico.
A alocação de tarefas nos estágios é chamada balanceamento de linha, que pode ser desempenhada tanto manualmente ou por meio de algoritmos computadorizados. Consiste basicamente na atribuição de tarefas às estações de trabalho que formam a linha, de forma que todas as estações demandem aproximadamente o mesmo tempo para a execução das tarefas a elas destinadas. Desta maneira, o tempo ocioso de mão de obra e de equipamentos é minimizado.
138
Universidade do Sul de Santa Catarina
O balanceamento de linha busca atender economicamente a uma taxa de demanda, expressa em termos de tempo de ciclo (TC) de trabalho, de forma a garantir um tempo de processamento aproximadamente igual entre os postos de trabalho. O tempo de ciclo é a relação entre o tempo disponível para a produção (TD) e a quantidade a ser processada ou demanda (D):
TC TDD
Além da sincronização dos ritmos (TC) das operações dos diversos centros de trabalho, o balanceamento de linha deve também dimensionar os supermercados que abastecem a linha.
O supermercado diz respeito ao local predeterminado de armazenagem, posicionado dentro da fábrica, que pode conter componentes e produtos acabados, servindo de interface entre os processos internos e entre a fábrica e os fornecedores externos.
A próxima decisão no projeto detalhado de arranjo físico linear é calcular o número de estágios necessários. O número teórico de estágios (Nmínimo), ou número mínimo teórico de operadores, é determinado a partir do tempo de ciclo que teoricamente são necessários para obter aquela produção:
Nmínimo = t
TC∑
onde:
t = somatório das durações das operações = tempo total para produzir uma peça
TC = tempo de ciclo
Martins e Laugeni (2007) afirmam que o número real de estágios (N), ou número real de operadores, é determinado por simulação, distribuindo-se os trabalhos em postos e alocando a cada posto de trabalho o menor número possível de operadores. Deve-se considerar que o tempo de cada operador deverá ser menor ou igual ao tempo de ciclo.
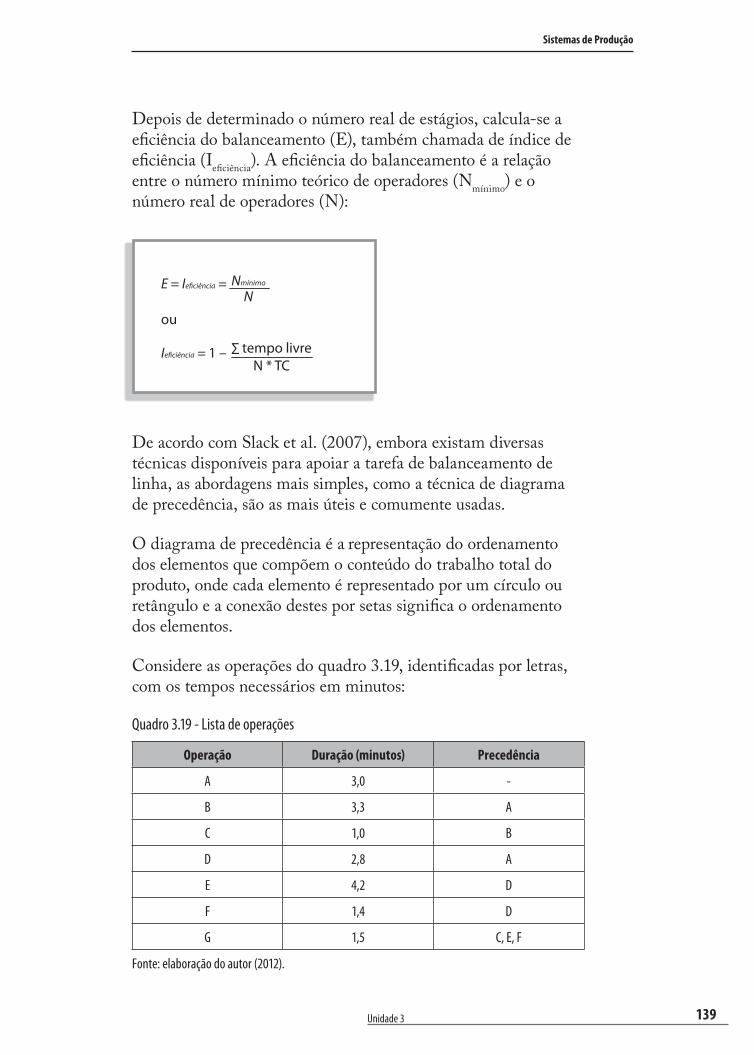
139
Sistemas de Produção
Unidade 3
Depois de determinado o número real de estágios, calcula-se a eficiência do balanceamento (E), também chamada de índice de eficiência (Ieficiência). A eficiência do balanceamento é a relação entre o número mínimo teórico de operadores (Nmínimo) e o número real de operadores (N):
E = Ie�ciência = Nmínimo
N
ou
tempo livre∑Ie�ciência = 1 –
N * TC
De acordo com Slack et al. (2007), embora existam diversas técnicas disponíveis para apoiar a tarefa de balanceamento de linha, as abordagens mais simples, como a técnica de diagrama de precedência, são as mais úteis e comumente usadas.
O diagrama de precedência é a representação do ordenamento dos elementos que compõem o conteúdo do trabalho total do produto, onde cada elemento é representado por um círculo ou retângulo e a conexão destes por setas significa o ordenamento dos elementos.
Considere as operações do quadro 3.19, identificadas por letras, com os tempos necessários em minutos:
Quadro 3.19 - Lista de operações
Operação Duração (minutos) Precedência
A 3,0 -
B 3,3 A
C 1,0 B
D 2,8 A
E 4,2 D
F 1,4 D
G 1,5 C, E, F
Fonte: elaboração do autor (2012).
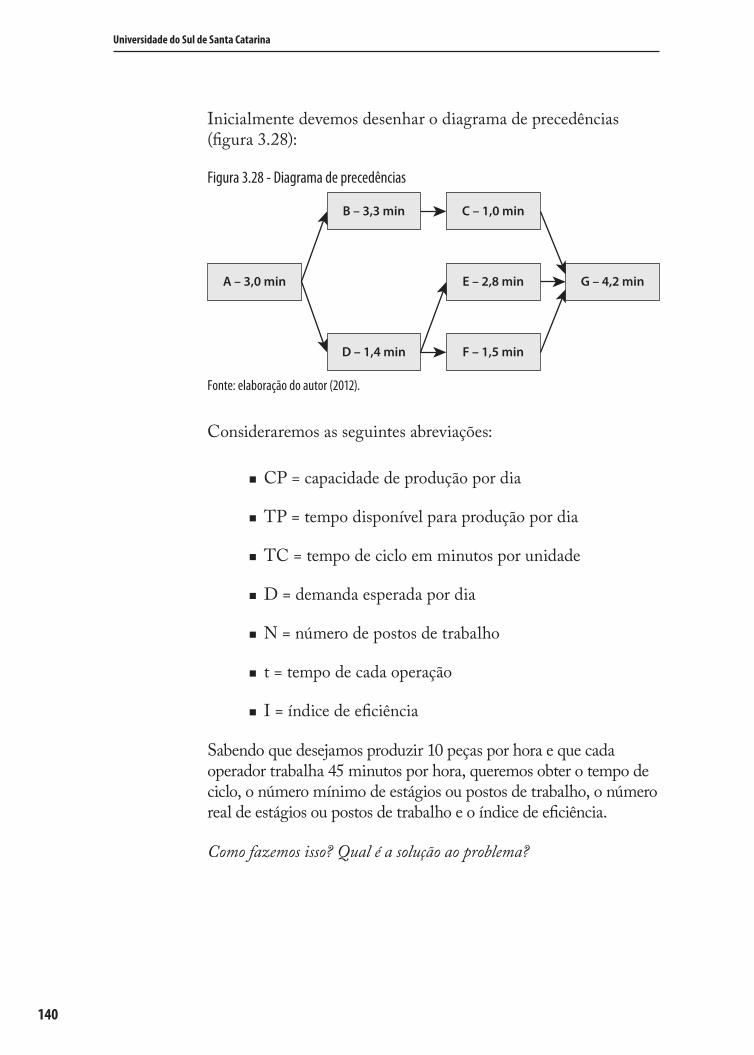
140
Universidade do Sul de Santa Catarina
Inicialmente devemos desenhar o diagrama de precedências (figura 3.28):
Figura 3.28 - Diagrama de precedências
D – 1,4 min
G – 4,2 min
B – 3,3 min
E – 2,8 min
F – 1,5 min
C – 1,0 min
A – 3,0 min
Fonte: elaboração do autor (2012).
Consideraremos as seguintes abreviações:
� CP = capacidade de produção por dia
� TP = tempo disponível para produção por dia
� TC = tempo de ciclo em minutos por unidade
� D = demanda esperada por dia
� N = número de postos de trabalho
� t = tempo de cada operação
� I = índice de eficiência
Sabendo que desejamos produzir 10 peças por hora e que cada operador trabalha 45 minutos por hora, queremos obter o tempo de ciclo, o número mínimo de estágios ou postos de trabalho, o número real de estágios ou postos de trabalho e o índice de eficiência.
Como fazemos isso? Qual é a solução ao problema?

141
Sistemas de Produção
Unidade 3
TC = TPD
TC = 45 minutos/10 peças = 4,5 minutos
Nmínimo = t
TC∑
Nmínimo = 3,0 + 3,3 + 1,0 + 1,4 + 2,8 + 1,5 + 4,2
4,5
Nmínimo = 17,2 minutos por unidade
4,5 minutos por unidade= 3,8 postos
Devemos arredondar o número mínimo calculado de postos de trabalho para 4. Uma possível solução é dada pelo quadro 3.20.
Quadro 3.20 - Linha de montagem
Posto 1 2 3 4
Operações A + D B + C E + F G
tempo (t) 4,4 3,3 4,3 4,2
ocupação 97,8% 73,3% 95,6% 93,3%
Fonte: elaboração do autor (2012).
A divisão de trabalho realizada atribui a cada posto (ou operador) uma ou mais operações dentro da sequência lógica do fluxo do processo, mas, com um tempo que não supera o tempo de ciclo de 4,5 minutos. A ocupação de cada posto permite observar que existem desigualdades entre os operadores. A eficiência (média) é calculada como:
E = Ie�ciência = Nmínimo
N
E = = 3,8 / 4 = 0,95 = 95% 3,84
142
Universidade do Sul de Santa Catarina
Síntese
Nesta unidade, estudamos a definição de arranjo físico e as suas fases de planejamento. Aprendemos quais são os tipos básicos de arranjo físico: posicional, funcional, celular e linear. Entendemos como a escolha de um determinado tipo de arranjo físico é influenciada pelas características de volume e variedade da operação. Por fim, vimos o projeto detalhado de cada tipo básico de arranjo físico.
Atividades de autoavaliação
1) Planejar o arranjo físico de uma instalação consiste basicamente em decidir como serão dispostos, no espaço disponível, os centros de trabalho. Com relação ao arranjo físico funcional ou por processo:
a. ( ) A sequência linear de operações para fabricar o produto ou prestar o serviço é uma necessidade.
b. ( ) O produto tende a permanecer fixo, ou quase fixo, aglutinando em torno de si pessoas, ferramentas e materiais.
c. ( ) Os centros de trabalho são agrupados de acordo com a função que desempenham.
d. ( ) Os centros de trabalho são agrupados em torno dos funcionários da empresa.
e. ( ) Os funcionários tendem a permanecer fixos, ou quase fixos, aglutinando em torno de si ferramentas e materiais.
2) O layout funcional ou por processo é o arranjo físico em que as máquinas ou equipamentos que desempenham o mesmo processo são colocadas fisicamente próximas umas das outras, formando uma área de trabalho bem definida, normalmente chamada de seção ou departamento. Sobre o arranjo físico por processo, considere as afirmativas a seguir:
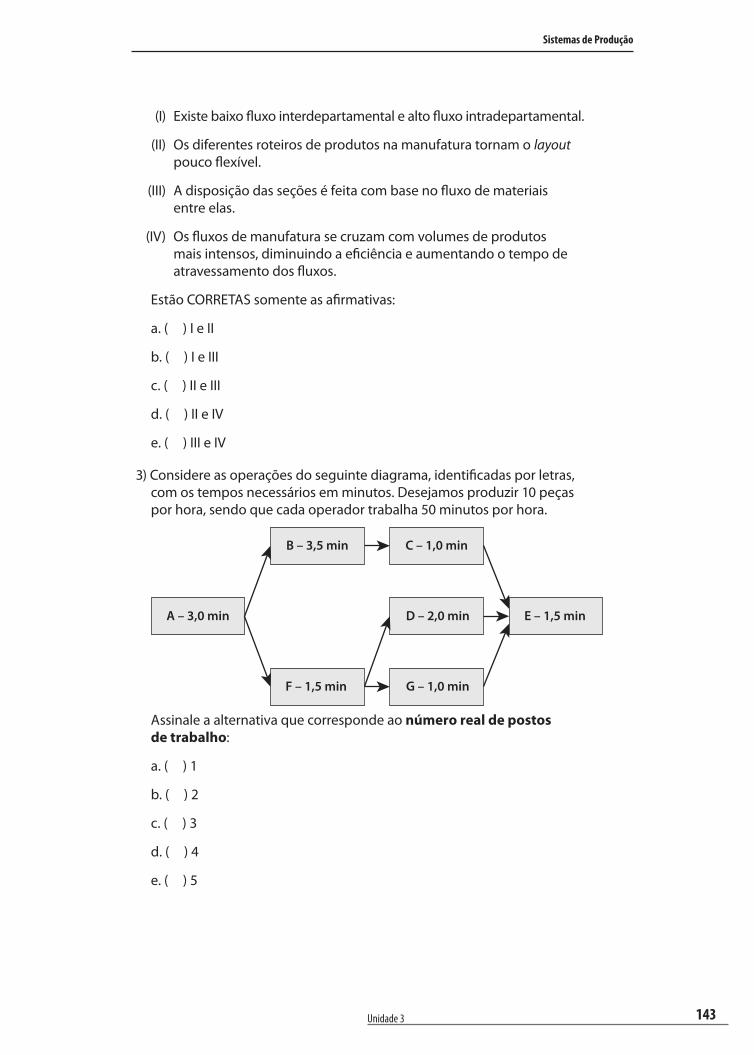
143
Sistemas de Produção
Unidade 3
(I) Existe baixo fluxo interdepartamental e alto fluxo intradepartamental.
(II) Os diferentes roteiros de produtos na manufatura tornam o layout pouco flexível.
(III) A disposição das seções é feita com base no fluxo de materiais entre elas.
(IV) Os fluxos de manufatura se cruzam com volumes de produtos mais intensos, diminuindo a eficiência e aumentando o tempo de atravessamento dos fluxos.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) II e IV
e. ( ) III e IV
3) Considere as operações do seguinte diagrama, identificadas por letras, com os tempos necessários em minutos. Desejamos produzir 10 peças por hora, sendo que cada operador trabalha 50 minutos por hora.
F – 1,5 min
E – 1,5 min
B – 3,5 min
D – 2,0 min
G – 1,0 min
C – 1,0 min
A – 3,0 min
Assinale a alternativa que corresponde ao número real de postos de trabalho:
a. ( ) 1
b. ( ) 2
c. ( ) 3
d. ( ) 4
e. ( ) 5
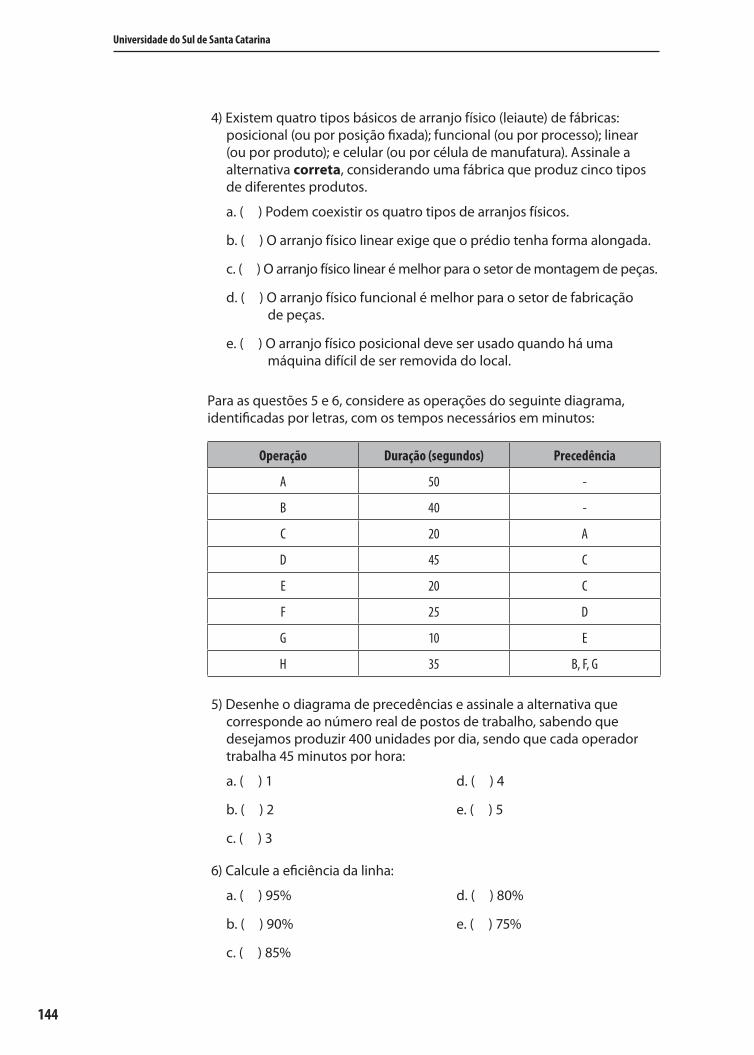
144
Universidade do Sul de Santa Catarina
4) Existem quatro tipos básicos de arranjo físico (leiaute) de fábricas: posicional (ou por posição fixada); funcional (ou por processo); linear (ou por produto); e celular (ou por célula de manufatura). Assinale a alternativa correta, considerando uma fábrica que produz cinco tipos de diferentes produtos.
a. ( ) Podem coexistir os quatro tipos de arranjos físicos.
b. ( ) O arranjo físico linear exige que o prédio tenha forma alongada.
c. ( ) O arranjo físico linear é melhor para o setor de montagem de peças.
d. ( ) O arranjo físico funcional é melhor para o setor de fabricação de peças.
e. ( ) O arranjo físico posicional deve ser usado quando há uma máquina difícil de ser removida do local.
Para as questões 5 e 6, considere as operações do seguinte diagrama, identificadas por letras, com os tempos necessários em minutos:
Operação Duração (segundos) Precedência
A 50 -
B 40 -
C 20 A
D 45 C
E 20 C
F 25 D
G 10 E
H 35 B, F, G
5) Desenhe o diagrama de precedências e assinale a alternativa que corresponde ao número real de postos de trabalho, sabendo que desejamos produzir 400 unidades por dia, sendo que cada operador trabalha 45 minutos por hora:
a. ( ) 1
b. ( ) 2
c. ( ) 3
d. ( ) 4
e. ( ) 5
6) Calcule a eficiência da linha:
a. ( ) 95%
b. ( ) 90%
c. ( ) 85%
d. ( ) 80%
e. ( ) 75%
145
Sistemas de Produção
Unidade 3
Saiba mais
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da produção para a vantagem competitiva. 10 ed. Porto Alegre: Bookman, 2008.
KRAJEWSKI, L.; RITZMAN, L.; MALHOTRA, M. Administração de produção e operações. 8 ed. São Paulo: Pearson / Prentice Hall, 2009.
MUTHER, R. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.

4Objetivos de aprendizagem
� Compreender a evolução dos sistemas produtivos desde a produção artesanal até a manufatura enxuta.
� Conhecer as principais características da produção artesanal.
� Entender as condições que permitiram o aparecimento da produção em massa.
� Estudar quais fatores contribuíram para o surgimento da manufatura enxuta.
Seções de estudo
Seção 1 Produção artesanal
Seção 2 Produção em massa
Seção 3 Produção enxuta
Seção 4 A fábrica do futuro
UNIDADE 4
Evolução dos sistemas produtivos
148
Universidade do Sul de Santa Catarina
Para início de estudo
Esta unidade mostra a evolução dos sistemas produtivos. Apresenta as condições que permitiram que Ford transformasse a produção artesanal em produção em massa. Explica os fatores que fizeram a Toyota transformar a produção em massa em manufatura enxuta. São mostradas as principais características de cada fase evolutiva e veremos o que pode ser a fábrica do futuro.
Seção 1 – Produção artesanal
Nesta seção, você vai conhecer as características da produção artesanal. Você terá descritos os primórdios da Revolução Industrial e as inovações que permitiram o posterior surgimento da produção em massa.
Martins e Laugeni (2007) afirmam que a função produção acompanha a humanidade desde quando o homem pré-histórico polia a pedra a fim de transformá-la em utensílio mais eficaz. A agricultura, no entanto, era a atividade econômica predominante no mundo até o final do século XVIII.
Embora a agricultura, a pecuária e as primeiras atividades extrativistas exigissem formas de organização e esforço produtivo, a produção artesanal é considerada a primeira forma organizada de produção.
Segundo Black (1998), as primeiras fábricas direcionaram os processos e os recursos materiais e humanos para os locais em que havia energia disponível, localizando suas instalações perto de riachos. Moinhos d’água giravam eixos que percorriam todo o comprimento da fábrica, e correias ligadas ao eixo principal moviam cada máquina.
149
Sistemas de Produção
Unidade 4
De acordo com Martins e Laugeni (2007), os artesãos eram profissionais que, habilidosos na manufatura de certos produtos, passaram a produzi-los conforme solicitação e especificações apresentadas por terceiros. O estabelecimento de prazos de entrega, a classificação por prioridades, o atendimento a especificações previamente negociadas com seus clientes e a determinação de preços para suas encomendas caracterizavam a produção artesanal da época pré-industrial. As guildas nas cidades regulamentavam o processo produtivo artesanal e atuavam como incentivo para o aumento da produção.
Você sabe o que são guildas? São corporações de ofícios que agrupavam os operários qualificados em uma determinada função e que eram caracterizadas pela hierarquia (mestres, oficiais e aprendizes) e pelas regras estipuladas para ingresso na profissão.
No entanto, de acordo com Davis, Chase e Aquilano (2001), apesar dos anos de estudo e aprendizado necessários à formação de um artesão, nenhum produto era igual a outro, pois existiam variações oriundas da própria natureza das técnicas artesanais utilizadas.
A produção artesanal começou a entrar em decadência com a Revolução Industrial, conjunto de mudanças que ocorreram na Europa, particularmente no Reino Unido, a partir da segunda metade do século XVIII. De acordo com Peinado e Graeml (2007), o aparecimento de um novo tipo de organização, a empresa industrial, proporcionou a substituição do processo de produção manual pelo processo de produção mecânica e fabril, o que influenciou as técnicas de produção e de administração de modo nunca antes imaginado.
Diversas inovações surgiram nesse período, mas três em particular foram fundamentais para o surgimento posterior da produção em massa:
� mecanização;
� intercambiabilidade; e
� administração científica.
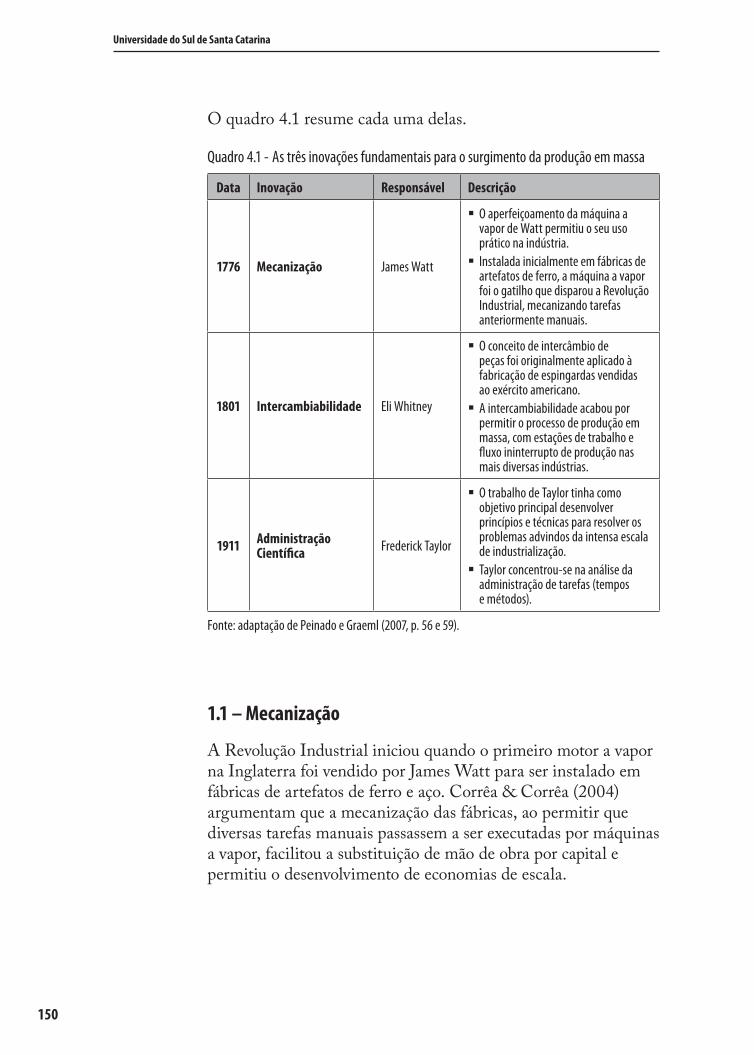
150
Universidade do Sul de Santa Catarina
O quadro 4.1 resume cada uma delas.
Quadro 4.1 - As três inovações fundamentais para o surgimento da produção em massa
Data Inovação Responsável Descrição
1776 Mecanização James Watt
� O aperfeiçoamento da máquina a vapor de Watt permitiu o seu uso prático na indústria.
� Instalada inicialmente em fábricas de artefatos de ferro, a máquina a vapor foi o gatilho que disparou a Revolução Industrial, mecanizando tarefas anteriormente manuais.
1801 Intercambiabilidade Eli Whitney
� O conceito de intercâmbio de peças foi originalmente aplicado à fabricação de espingardas vendidas ao exército americano.
� A intercambiabilidade acabou por permitir o processo de produção em massa, com estações de trabalho e fluxo ininterrupto de produção nas mais diversas indústrias.
1911 Administração Científica Frederick Taylor
� O trabalho de Taylor tinha como objetivo principal desenvolver princípios e técnicas para resolver os problemas advindos da intensa escala de industrialização.
� Taylor concentrou-se na análise da administração de tarefas (tempos e métodos).
Fonte: adaptação de Peinado e Graeml (2007, p. 56 e 59).
1.1 – Mecanização
A Revolução Industrial iniciou quando o primeiro motor a vapor na Inglaterra foi vendido por James Watt para ser instalado em fábricas de artefatos de ferro e aço. Corrêa & Corrêa (2004) argumentam que a mecanização das fábricas, ao permitir que diversas tarefas manuais passassem a ser executadas por máquinas a vapor, facilitou a substituição de mão de obra por capital e permitiu o desenvolvimento de economias de escala.
151
Sistemas de Produção
Unidade 4
Ocorrem economias de escala quando a expansão da capacidade de produção de uma organização provoca um aumento na quantidade total produzida sem um aumento proporcional no custo de produção. Como resultado, o custo médio do produto tende a diminuir com o aumento da produção.
As mudanças resultantes da Revolução Industrial transformaram o Reino Unido na maior potência industrial e tecnológica do século XVIII. Black (1998) afirma que a flexibilidade do sistema de produção foi muito ampliada graças à mecanização proporcionada pela máquina a vapor e, posteriormente, pelo emprego de motores elétricos. As fábricas, no entanto, continuaram a ser dispostas de maneira prática, em um arranjo físico funcional, agrupando de forma lógica e conveniente as máquinas que precisavam funcionar na mesma velocidade e dividindo os processos de acordo com os tipos de técnicas necessárias de operação.
1.2 – Intercambiabilidade
A produção artesanal não era organizada por funções especializadas, e cada produto era fabricado inteiramente por um único artesão. Corrêa & Corrêa (2004) afirmam que os produtos finais variavam muito em qualidade e que imperfeições grosseiras eram comuns, pois a produção dependia de habilidades únicas e dos caprichos temperamentais dos mestres artesãos. Apesar de corriqueiro atualmente, não existia na época o conceito de padronização de componentes.
Eli Whitney, famoso nos Estados Unidos por ter inventado uma máquina inovadora de processar algodão (cotton gin), recebeu uma encomenda do governo norte-americano para fabricar 10.000 espingardas de pederneira em 1798. Ele desenvolveu um processo regular de produção em que um conjunto de ferramentas, dispositivos e máquinas capazes de trabalhar dentro de limites estreitos de tolerâncias dimensionais tornavam possível um fluxo ordeiro e integrado de fabricação através de diversos postos de trabalho.
Designação genérica para armas longas de cano de
alma lisa, carregadas pela boca, com capacidade
para lhe ser fixada uma baioneta e cujo
mecanismo de disparo era o fecho de pederneira.
152
Universidade do Sul de Santa Catarina
Davis, Chase e Aquilano (2001) afirmam que Eli Whitney apresentou o conceito de padronização de componentes para o presidente Thomas Jefferson em 1801, com uma demonstração na qual ele selecionou peças ao acaso para montar uma espingarda e então dispará-la. No entanto, a encomenda de 10.000 espingardas só foi entregue oito anos após o início da fabricação. Foram necessários diversos ajustes para que o processo regular de manufatura funcionasse continuamente.
De fato, a maioria das espingardas foi fabricada nos dois últimos anos, pois Whitney levou os seis primeiros anos para resolver os problemas técnicos de organização do processo e desenvolver seu conceito revolucionário. Mais tarde, em 1811, Whitney recebeu uma nova encomenda de 15.000 espingardas e conseguiu efetivar a entrega em apenas dois anos.
Os componentes intercambiáveis feitos em máquinas reduziram os custos de produção e permitiram a obtenção de ganhos de escala.
No entanto, Corrêa & Corrêa (2004) observam que os fabricantes tinham dificuldade em conciliar a obtenção de economias de escala com a necessidade do mercado de maior variedade. A saída foi gradualmente terceirizar o fornecimento de itens tecnologicamente mais sofisticados. A terceirização permitiu que empresas pequenas e médias adquirissem componentes, moldes e ferramentas de fornecedores externos a um custo muito mais baixo do que se fizessem internamente.
A produção de componentes intercambiáveis por meio de máquinas especializadas tornou-se o padrão de desenvolvimento industrial dos Estados Unidos a partir de meados do século XIX. Esse modelo, conhecido como Sistema Americano de Manufatura (American System of Manufacturing ou ASM), se espalhou posteriormente pela Europa e Japão, revolucionando a maneira pela qual os produtos complexos com base tecnológica eram fabricados. Entretanto, o progresso obtido ainda estava bastante distante dos resultados a serem conseguidos posteriormente, com a produção em massa.
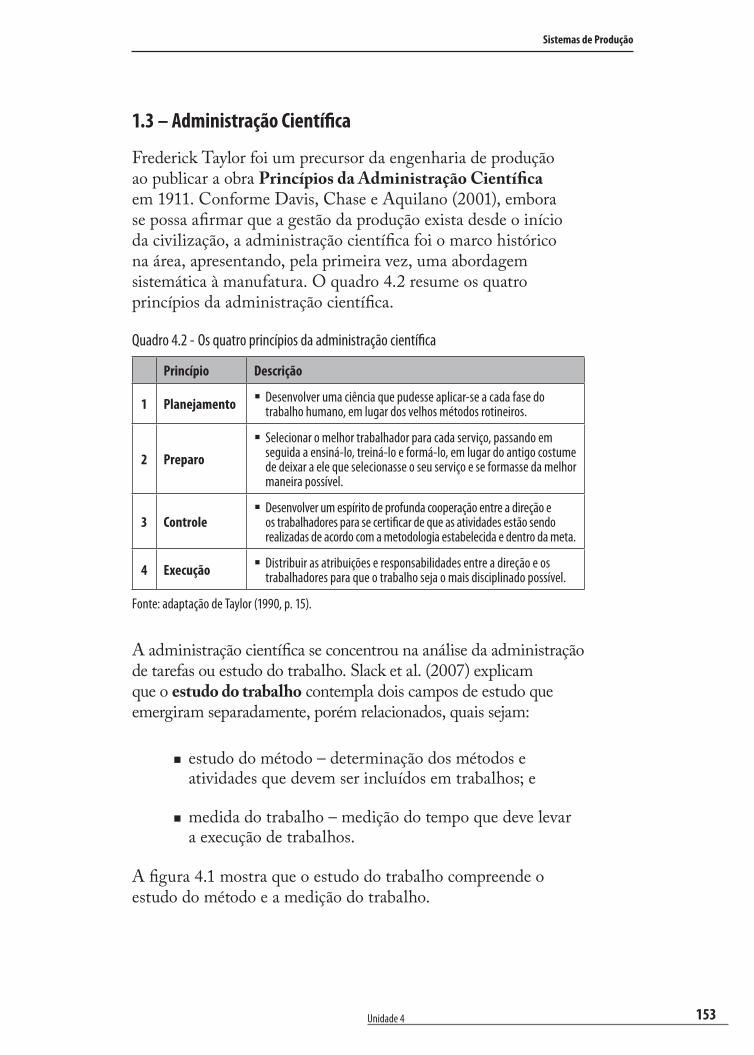
153
Sistemas de Produção
Unidade 4
1.3 – Administração Científica
Frederick Taylor foi um precursor da engenharia de produção ao publicar a obra Princípios da Administração Científica em 1911. Conforme Davis, Chase e Aquilano (2001), embora se possa afirmar que a gestão da produção exista desde o início da civilização, a administração científica foi o marco histórico na área, apresentando, pela primeira vez, uma abordagem sistemática à manufatura. O quadro 4.2 resume os quatro princípios da administração científica.
Quadro 4.2 - Os quatro princípios da administração científica
Princípio Descrição
1 Planejamento � Desenvolver uma ciência que pudesse aplicar-se a cada fase do trabalho humano, em lugar dos velhos métodos rotineiros.
2 Preparo
� Selecionar o melhor trabalhador para cada serviço, passando em seguida a ensiná-lo, treiná-lo e formá-lo, em lugar do antigo costume de deixar a ele que selecionasse o seu serviço e se formasse da melhor maneira possível.
3 Controle � Desenvolver um espírito de profunda cooperação entre a direção e
os trabalhadores para se certificar de que as atividades estão sendo realizadas de acordo com a metodologia estabelecida e dentro da meta.
4 Execução � Distribuir as atribuições e responsabilidades entre a direção e os trabalhadores para que o trabalho seja o mais disciplinado possível.
Fonte: adaptação de Taylor (1990, p. 15).
A administração científica se concentrou na análise da administração de tarefas ou estudo do trabalho. Slack et al. (2007) explicam que o estudo do trabalho contempla dois campos de estudo que emergiram separadamente, porém relacionados, quais sejam:
� estudo do método – determinação dos métodos e atividades que devem ser incluídos em trabalhos; e
� medida do trabalho – medição do tempo que deve levar a execução de trabalhos.
A figura 4.1 mostra que o estudo do trabalho compreende o estudo do método e a medição do trabalho.
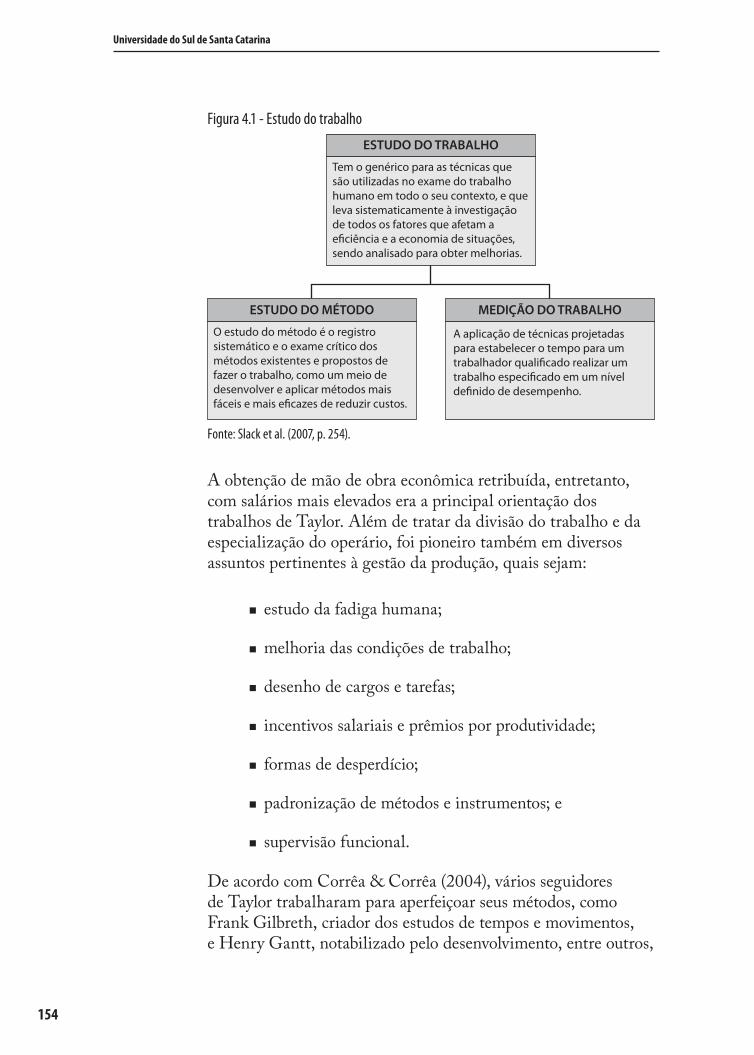
154
Universidade do Sul de Santa Catarina
Figura 4.1 - Estudo do trabalho
Tem o genérico para as técnicas que são utilizadas no exame do trabalho humano em todo o seu contexto, e que leva sistematicamente à investigação de todos os fatores que afetam a eficiência e a economia de situações, sendo analisado para obter melhorias.
ESTUDO DO TRABALHO
O estudo do método é o registro sistemático e o exame crítico dos métodos existentes e propostos de fazer o trabalho, como um meio de desenvolver e aplicar métodos mais fáceis e mais eficazes de reduzir custos.
ESTUDO DO MÉTODO
A aplicação de técnicas projetadas para estabelecer o tempo para um trabalhador qualificado realizar um trabalho especificado em um nível definido de desempenho.
MEDIÇÃO DO TRABALHO
Fonte: Slack et al. (2007, p. 254).
A obtenção de mão de obra econômica retribuída, entretanto, com salários mais elevados era a principal orientação dos trabalhos de Taylor. Além de tratar da divisão do trabalho e da especialização do operário, foi pioneiro também em diversos assuntos pertinentes à gestão da produção, quais sejam:
� estudo da fadiga humana;
� melhoria das condições de trabalho;
� desenho de cargos e tarefas;
� incentivos salariais e prêmios por produtividade;
� formas de desperdício;
� padronização de métodos e instrumentos; e
� supervisão funcional.
De acordo com Corrêa & Corrêa (2004), vários seguidores de Taylor trabalharam para aperfeiçoar seus métodos, como Frank Gilbreth, criador dos estudos de tempos e movimentos, e Henry Gantt, notabilizado pelo desenvolvimento, entre outros,
155
Sistemas de Produção
Unidade 4
dos chamados Gráficos de Gantt, método de sequenciamento de projetos que aloca as tarefas no tempo. No entanto, o taylorismo não foi recebido com aprovação por todos, pois o modelo é um sistema fechado que ignora o contexto social e as necessidades dos trabalhadores, gerando conflitos no ambiente de trabalho entre os gestores e seus funcionários.
Martins e Laugeni (2007) afirmam que o conceito de produtividade, isto é, a relação entre as medidas de entrada e saída do sistema, foi um dos resultados dos trabalhos de Frederick Taylor:
Produtividade = Saídas
Entradas
Você sabe o que significam essas medidas?
Entrada ou input é a medida quantitativa dos insumos, como quantidade ou valor das matérias-primas, mão de obra, energia elétrica, capital, instalações e outras. Saída ou output é a medida quantitativa do que foi produzido, como quantidade ou valor das receitas provenientes da venda dos produtos (bens e serviços) finais.
A procura incessante por melhores métodos de trabalho e processos de produção tem como objetivo a obtenção de melhoria da produtividade com o menor custo possível. A análise da relação entre entradas e saídas do sistema produtivo permite que a produtividade seja quantificada.
1.4 – Características da produção artesanal
O quadro 4.3 sumariza as características da produção artesanal em termos de funcionário, produto, variedade, volume, máquinas, organização, custo e qualidade.
Expressão pejorativa pela qual a administração científica ficou conhecida.
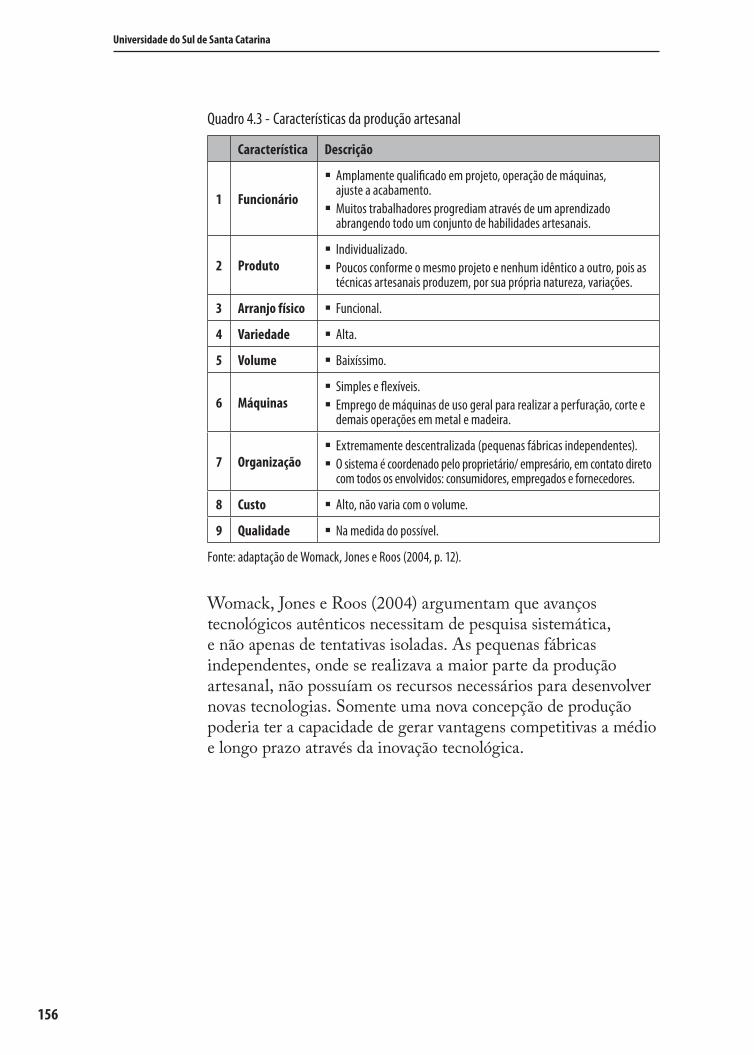
156
Universidade do Sul de Santa Catarina
Quadro 4.3 - Características da produção artesanal
Característica Descrição
1 Funcionário
� Amplamente qualificado em projeto, operação de máquinas, ajuste a acabamento.
� Muitos trabalhadores progrediam através de um aprendizado abrangendo todo um conjunto de habilidades artesanais.
2 Produto � Individualizado. � Poucos conforme o mesmo projeto e nenhum idêntico a outro, pois as
técnicas artesanais produzem, por sua própria natureza, variações.
3 Arranjo físico � Funcional.
4 Variedade � Alta.
5 Volume � Baixíssimo.
6 Máquinas � Simples e flexíveis. � Emprego de máquinas de uso geral para realizar a perfuração, corte e
demais operações em metal e madeira.
7 Organização � Extremamente descentralizada (pequenas fábricas independentes). � O sistema é coordenado pelo proprietário/ empresário, em contato direto
com todos os envolvidos: consumidores, empregados e fornecedores.
8 Custo � Alto, não varia com o volume.
9 Qualidade � Na medida do possível.
Fonte: adaptação de Womack, Jones e Roos (2004, p. 12).
Womack, Jones e Roos (2004) argumentam que avanços tecnológicos autênticos necessitam de pesquisa sistemática, e não apenas de tentativas isoladas. As pequenas fábricas independentes, onde se realizava a maior parte da produção artesanal, não possuíam os recursos necessários para desenvolver novas tecnologias. Somente uma nova concepção de produção poderia ter a capacidade de gerar vantagens competitivas a médio e longo prazo através da inovação tecnológica.
157
Sistemas de Produção
Unidade 4
Seção 2 – Produção em massa
Será abordado, nesta seção, o surgimento da produção em massa. Também serão vistas as suas características e os impactos causados no gerenciamento de operações.
A mecanização, a intercambiabilidade e a administração científica foram colocadas em prática, em todas as suas dimensões e nuances, no sistema de produção em massa criado por Henry Ford. Embora existissem diversos outros fabricantes de carros naquela época, foi Ford que conseguiu montar automóveis em grande escala e com preços baixos, atendendo às expectativas e recursos dos consumidores, ao criar o processo de produção em linha de montagem.
O Modelo T era o vigésimo projeto de Ford e foi inicialmente produzido com técnicas artesanais durante cinco anos, a partir de 1908.
Womack, Jones e Roos (2004) constatam que, com o Modelo T, Henry Ford finalmente alcançou dois objetivos:
� um carro projetado para a manufatura; e
� um produto amigável (user‑friendly), capaz de ser conduzido ou consertado por qualquer um, sem precisar de mecânico ou motorista profissional.
Em agosto de 1913, Ford introduziu uma das maiores inovações tecnológicas ao criar uma linha de montagem móvel para a fabricação do Modelo T em Highland Park.
Conforme Davis, Chase e Aquilano (2001), antes da introdução da linha de montagem, cada chassis era montado por um funcionário em aproximadamente 12 horas e meia. Com a linha funcionando em seu formato final, oito meses depois, o tempo médio de mão de obra por chassis foi reduzido para 93 minutos. Para Corrêa & Corrêa (2004), a aplicação dos princípios da administração científica combinada com a intercambiabilidade dos componentes produzidos em grandes quantidades permitiu que
158
Universidade do Sul de Santa Catarina
produtos altamente padronizados fossem movidos mecanicamente, em uma linha de montagem, indo de encontro aos montadores, enquanto os postos de trabalho ficavam estáticos.
De acordo com Womack, Jones e Roos (2004), a produção em massa não estava baseada na linha de montagem em movimento – como muitos acreditavam ou acreditam – mas na completa e consistente intercambiabilidade dos componentes e na facilidade de ajustá-los entre si. A utilização de um sistema padronizado de medidas para todas as peças ao longo de todo o processo foi a chave que permitiu a Ford conseguir a intercambiabilidade.
Além disso, os recentes avanços nas máquinas-ferramentas tornaram possível o trabalho com metais pré-endurecidos, evitando o arqueamento que ocorria no endurecimento das peças usinadas. Esta razão explica como Ford desenvolveu projetos inovadores para diminuir o número de peças necessárias e facilmente ajustáveis umas às outras.
Womack, Jones e Roos (2004) citam como exemplo o bloco do motor de quatro cilindros: Ford os produzia a partir de uma única e complexa peça fundida, enquanto seus concorrentes fundiam cada cilindro em separado, aparafusando‑os depois, para juntá‑los.
O quadro 4.4 ilustra os ganhos obtidos por Ford com sua linha de montagem móvel, em relação à “produção artesanal tardia”, sistema que já incluía vários dos elementos da produção em massa, em particular peças consistentemente permutáveis e minuciosa divisão do trabalho (a grande mudança de 1913 para 1914 foi a transição da montagem estacionária para a móvel).
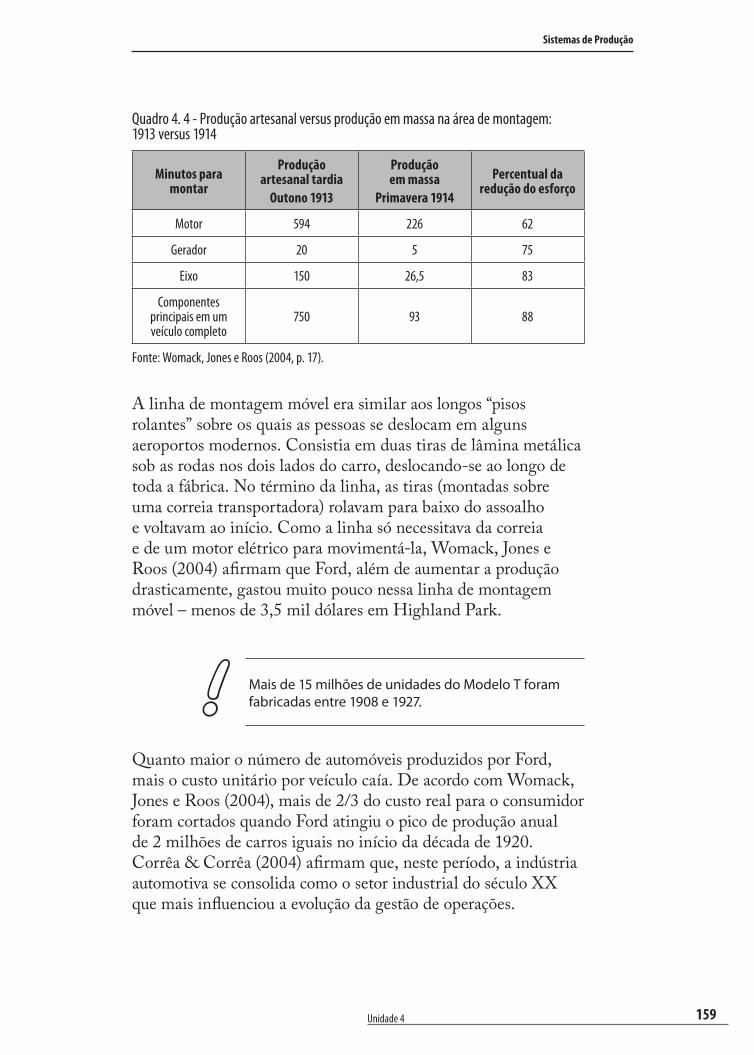
159
Sistemas de Produção
Unidade 4
Quadro 4. 4 - Produção artesanal versus produção em massa na área de montagem: 1913 versus 1914
Minutos para montar
Produção artesanal tardia
Outono 1913
Produção em massa
Primavera 1914
Percentual da redução do esforço
Motor 594 226 62
Gerador 20 5 75
Eixo 150 26,5 83
Componentes principais em um veículo completo
750 93 88
Fonte: Womack, Jones e Roos (2004, p. 17).
A linha de montagem móvel era similar aos longos “pisos rolantes” sobre os quais as pessoas se deslocam em alguns aeroportos modernos. Consistia em duas tiras de lâmina metálica sob as rodas nos dois lados do carro, deslocando-se ao longo de toda a fábrica. No término da linha, as tiras (montadas sobre uma correia transportadora) rolavam para baixo do assoalho e voltavam ao início. Como a linha só necessitava da correia e de um motor elétrico para movimentá-la, Womack, Jones e Roos (2004) afirmam que Ford, além de aumentar a produção drasticamente, gastou muito pouco nessa linha de montagem móvel – menos de 3,5 mil dólares em Highland Park.
Mais de 15 milhões de unidades do Modelo T foram fabricadas entre 1908 e 1927.
Quanto maior o número de automóveis produzidos por Ford, mais o custo unitário por veículo caía. De acordo com Womack, Jones e Roos (2004), mais de 2/3 do custo real para o consumidor foram cortados quando Ford atingiu o pico de produção anual de 2 milhões de carros iguais no início da década de 1920. Corrêa & Corrêa (2004) afirmam que, neste período, a indústria automotiva se consolida como o setor industrial do século XX que mais influenciou a evolução da gestão de operações.
160
Universidade do Sul de Santa Catarina
2.1 – Características da produção em massa
Enquanto o Modelo T foi produzido de forma artesanal, Ford precisava de trabalhadores qualificados para:
� juntar todos os componentes necessários;
� buscar as ferramentas na ferramentaria;
� reparar seus equipamentos, quando necessário; e
� executar as complexas operações de ajuste e montagem de todo o automóvel.
Depois de finalizado, o veículo era inspecionado antes de ser enviado para a expedição.
Ao criar a linha de montagem móvel, Ford levou a ideia da divisão do trabalho a suas últimas consequências. Womack, Jones e Roos (2004) revelam que os mais de 7 mil funcionários de Highland Park em 1915 falavam mais de 50 idiomas diferentes e uma grande parte era oriunda de zonas rurais. Mas isso não era um problema para Ford. Em contraste com a produção artesanal, os montadores da linha de produção em massa de Ford executavam tarefas extremamente simples:
� ajustar duas porcas em dois parafusos;
� colocar uma peça em cada carro, entre outras.
Outros funcionários abasteciam a linha, mecânicos qualificados circulavam para reparar as ferramentas, faxineiros periodicamente limpavam as áreas de trabalho, liberando de quaisquer outras preocupações os montadores.
Ford criou uma equipe de inspetores de qualidade para verificar os veículos no final da linha de montagem, antes do envio dos carros para a expedição. Os problemas encontrados eram eliminados por uma equipe de retrabalho e reparo, formada por trabalhadores com muitas das habilidades dos antigos ajustadores. Tal era o grau de divisão do trabalho que os montadores precisavam apenas de alguns minutos de treinamento e eram tão intercambiáveis quanto os componentes do automóvel.
161
Sistemas de Produção
Unidade 4
Uma nova profissão, o engenheiro de produção ou industrial, surgiu para pensar como todos esses componentes iriam juntar‑se e para detalhar todo o processo de fabricação.
Womack, Jones e Roos (2004) afirmam que Ford dividiu o trabalho também nas atividades de engenharia:
� alguns engenheiros industriais eram especialistas nas operações de montagem, outros nos processos de fabricação de componentes;
� alguns engenheiros de fabricação projetavam equipamentos para montagem, outros eram especialistas em máquinas específicas para cada componente específico; e
� alguns engenheiros de produção eram especialistas em motores, outros em suspensões, outros em carrocerias e outros em sistemas elétricos.
Uma parcela significativa da força de trabalho passou a ser constituída por mão de obra indireta. Os trabalhadores indiretos passaram a ser ainda mais proeminentes, à medida que as fábricas iam sendo automatizadas.
Ford montava seus automóveis com componentes adquiridos de fornecedores externos quando inaugurou Highland Park. No entanto, afirmam Womack, Jones e Roos (2004), conforme aperfeiçoava seu sistema de produção, Ford passou a incorporar todas essas funções à sua empresa, aproximando-se da completa integração vertical: produzir o veículo completo desde as matérias-primas básicas.
O auge dessa evolução foi o complexo de Rouge, inaugurado em Detroit em 1931. Ford pretendia produzir seus veículos em apenas um único lugar e distribuí-los pelo mundo todo. Tal ideia, entretanto, mostrou-se inviável pelas restrições alfandegárias e dificuldades logísticas de transporte e distribuição da época. Por estas razões, Ford decidiu concentrar as atividades de desenho, projeto e fabricação de peças em Rouge, enquanto a montagem poderia ser feita em localidades remotas.
162
Universidade do Sul de Santa Catarina
Womack, Jones e Roos (2004) afirmam que, em 1926, os veículos de Ford eram montados em mais de 36 cidades nos Estados Unidos e em 19 outros países. Ocorre que essa solução gerou outro problema: um produto padrão não se adaptava a todos os mercados do mundo. Como resultado, Ford foi obrigado a estabelecer três sistemas de fabricação totalmente integrados no Reino Unido, França e Alemanha, no início dos anos 1930.
Outra característica marcante da produção em massa era a utilização de equipamentos, máquinas e ferramentas dedicados. A produção artesanal privilegiava máquinas universais que podiam desempenhar várias tarefas, desde que ajustadas por um operador qualificado. Como, na produção em massa, Ford produzia apenas um produto, o tempo de preparação e ajuste foi reduzido, ao se empregarem máquinas capazes de realizar uma só tarefa de cada vez. Além disso, a máquina podia ser carregada ou descarregada por um operador desqualificado com apenas poucos minutos de treinamento. Tal era o grau de dedicação que, embora as máquinas e ferramentas fossem altamente precisas e, frequentemente automatizadas, muitas vezes Ford foi obrigado a descartar a maquinaria quando um componente ou produto era alterado.
Corrêa & Corrêa (2004) afirmam que o sucesso do sistema de produção em massa de Ford também era creditado ao seu produto, um modelo sem variações ao menor preço do mercado.
Todas as nove versões do Modelo T rodavam sobre o mesmo chassi e compartilhavam os mesmos componentes mecânicos, reduzindo a variedade de itens e, consequentemente, diminuindo seus custos de manufatura.
A durabilidade de seu projeto e materiais, bem como a facilidade de reparo pelo próprio proprietário, também colaboravam para a popularidade do Modelo T.
O quadro 4.5 sumariza as características da produção em massa.
163
Sistemas de Produção
Unidade 4
Quadro 4.5 - Características da produção em massa
Característica Descrição
1 Funcionário � “Especializado” semiqualificado em função monótona na linha
de produção. � Atividades de engenharia para desenhar o produto e o processo.
2 Produto � Padronizado. � Fácil de conduzir e manter, fornecido com manual de perguntas
e respostas.
3 Arranjo físico � Linear.
4 Variedade � Baixa.
5 Volume � Alto.
6 Máquinas � Grandes equipamentos e máquinas especializados com ferramental dedicado, porém com baixa flexibilidade.
7 Organização � Planejamento centralizado e controle descentralizado.
8 Custo � Baixo, devido à economia de escala e redução do custo fixo.
9 Qualidade � Na inspeção.
Fonte: adaptação de Womack, Jones e Roos (2004, p. 14-26).
2.2 – Diversificação
Ao contrário da Ford, que cresceu a partir de um núcleo único, Corrêa & Corrêa (2004) afirmam que a origem e crescimento da General Motors (GM) foi por meio de aquisições de outras empresas, quais sejam:
� Chevrolet (dois modelos bem distintos entre si);
� Oakland (antecessora da Pontiac);
� Olds (depois Oldsmobile);
� Scripps-Booth;
� Sheridan;
� Buick; e
� Cadillac.
164
Universidade do Sul de Santa Catarina
Estas diferentes empresas eram administradas separadamente e competiam entre si, devido ao alto grau de superposição de produtos e à falta de uma política abrangente de mercado para o conjunto de suas linhas. William Durant, um dos fundadores da GM, teve que ser afastado por falta de habilidade em reestruturar o negócio, e Alfred Sloan foi convidado para presidir a empresa em 1923.
Womack, Jones e Roos (2004) afirmam que Sloan percebeu logo os dois problemas críticos que a GM teria que solucionar para ter sucesso na produção em massa e suplantar a companhia de Ford:
� a administração profissional das enormes empresas necessárias e tornadas possíveis com as técnicas de produção em massa; e
� o aperfeiçoamento dos produtos básicos de Ford para servir aos compradores potenciais de todas as rendas, por toda a vida.
O problema da administração profissional foi resolvido com a criação de cinco divisões automobilísticas descentralizadas e gerenciadas objetivamente pelos resultados apresentados à sede da corporação.
Womack, Jones e Roos (2004) explicam que Sloan e os demais executivos corporativos começaram a administrar “pelos números” cada uma das várias unidades de negócio da GM: as cinco divisões automobilísticas e as divisões de componentes, como Delco (baterias), Saginaw (direção) e Rochester (carburadores).
Neste modelo de administração, os gerentes-gerais de cada unidade de negócio eram avaliados pelos números apresentados, e não era necessário, ou mesmo adequado, que a alta direção corporativa conhecesse bem os detalhes operacionais de cada divisão. Além disso, o sistema de divisões descentralizadas e autossustentáveis funcionou bem nas operações de produção e vendas das subsidiárias estrangeiras da GM no Reino Unido, Alemanha e diversos outros países, demandando pouco tempo de supervisão direta da sede em Detroit.
Relatórios detalhados sobre as vendas, estoques, participação no mercado, lucros e perdas.
165
Sistemas de Produção
Unidade 4
Em relação ao segundo problema crítico da GM, Corrêa & Corrêa (2004) afirmam que Alfred Sloan estruturou uma política de segmentação da oferta de veículos baseada no princípio de que os segmentos de mercado estariam dispostos a pagar diferentes preços por produtos distintos. Desta forma, o mercado foi segmentado em cinco modelos de produtos, em ordem crescente de preço, do Chevrolet ao Cadillac, para servir – nas palavras de Sloan – “a todos os bolsos e propósitos.” (WOMACK, JONES E ROOS, 2004. p. 28).
A estratégia de Sloan foi um sucesso: a sociedade americana da década de 1920 estava bem mais sofisticada do que a do início do século, e o aumento do poder aquisitivo fez com que os consumidores passassem a demandar produtos mais adequados às suas necessidades e desejos específicos.
Quando Ford percebeu que sua estratégia competitiva de produzir um único modelo para um mercado muito sensível a custo foi ultrapassada pela política de diversificação da linha de produtos da GM, sua reação foi alterar toda a linha de produtos para produzir o segundo Modelo A (o primeiro modelo foi produzido de forma artesanal, entre 1903 e 1904, antes, portanto, do Modelo T). De acordo com Corrêa & Corrêa (2004), quase todos os 5.580 componentes do Modelo A eram inteiramente novos, e Ford teve que fechar as suas plantas por seis meses, em 1927, para alterar os arranjos físicos das fábricas e construir novas instalações para comportar essas modificações. Nenhuma outra fábrica sofreu uma transformação de tal envergadura na história da indústria dos Estados Unidos. No entanto, as consequências para o negócio foram desastrosas, contribuindo para que a Ford perdesse a liderança na produção de carros para a General Motors.
166
Universidade do Sul de Santa Catarina
2.3 – O componente social do trabalho
As práticas tayloristas e fordistas no ambiente laboral tiveram um efeito nefasto na força de trabalho. Corrêa & Corrêa (2004) afirmam que as tarefas repetitivas e tediosas acabaram por fazer com que os trabalhadores apresentassem níveis crescentes de absenteísmo e, até, de alcoolismo. A empresa era vista como um sistema fechado, onde os indivíduos não recebiam influências externas. Questões como a motivação no trabalho e a influência do ambiente de trabalho sobre o resultado obtido pelos trabalhadores não eram abordadas pela administração científica.
A organização empresarial, no entanto, é um sistema aberto e dialético, movimentando‑se conforme as condições internas e externas.
Davis, Chase e Aquilano (2001) afirmam que estudos conduzidos pelo sociólogo Elton Mayo na fábrica da Western Electrics em Chicago, no final da década de 1920 e início dos anos 1930, para avaliar os efeitos de certas mudanças do ambiente sobre a produtividade dos trabalhadores de montagem, levaram a descobertas inesperadas.
Estes experimentos avaliaram os efeitos da iluminação e da integração social sobre os resultados obtidos pelos trabalhadores. Foi observado que a motivação econômica era secundária na determinação do rendimento do trabalhador e que trabalhos repetitivos tendem a se tornar monótonos e cansativos, afetando negativamente as atitudes do empregado e reduzindo sua eficiência. Os aspectos sociais do trabalho passam, por inferência, a ser mais considerados e surgem as primeiras abordagens sociotécnicas.
O movimento sindical também afetou as relações trabalhistas na indústria automotiva. De acordo com Womack, Jones e Roos (2004), a natureza cíclica do mercado automobilístico causava frequentes demissões de sua força de trabalho, considerada um custo variável pelas montadoras americanas. Essas demissões criaram o ambiente propício para o fortalecimento do sindicato dos trabalhadores da indústria automobilística.
Também conhecidos como Estudos de Hawthorne.
United Automobile Workers ou UAW.
167
Sistemas de Produção
Unidade 4
No final da década de 1930, o UAW assinou acordos com as três grandes empresas do setor (Ford, GM e Chrysler) onde ficou estabelecido que o tempo de serviço e os direitos trabalhistas – e não a competência – seriam os principais critérios para decidir quem permaneceria empregado e quem seria demitido. Estas medidas tiveram como efeito uma gradual redução da eficiência do sistema de produção em massa.
2.4 – O auge da produção em massa
Womack, Jones e Roos (2004) argumentam que todos os vestígios da produção artesanal de carros haviam desaparecido dos Estados Unidos em 1955, onde três grandes indústrias – Ford, GM e Chrysler – detinham 95% de todas as vendas, dos quais seis modelos representavam 80% de todos os automóveis vendidos. Neste ano, pela primeira vez, a venda de carros nos Estados Unidos superou a marca dos 7 milhões. As técnicas produtivas de Ford, a abordagem gerencial e de marketing de Sloan e o novo papel do movimento sindical moldaram as características finais e definitivas do sistema de produção em massa. Por ironia, também foi em 1955 que a outrora poderosa indústria automotiva americana começou a perder sua vantagem competitiva.
Uma das razões para o declínio da Ford, GM e Chrysler foi a difusão da produção em massa em países de todo o mundo.
De acordo com Womack, Jones e Roos (2004), diversos pioneiros da indústria automotiva europeia haviam visitado Highland Park e discutido com Ford as técnicas produtivas de sua empresa. As fábricas de Wolfsburg (VW), Flins (Renault) e Mirafiori (Fiat) possuíam instalações similares às de Detroit no final da década de 1950, embora seus sistemas de produção, copiados dos americanos, apresentassem menor eficiência e precisão na fábrica. No Japão, entretanto, uma forma inteiramente nova de produzir estava sendo desenvolvida na Toyota: a produção enxuta.

168
Universidade do Sul de Santa Catarina
Seção 3 – Produção enxuta
Nesta seção, você vai estudar a produção enxuta. Verá como está estruturado o Sistema Toyota de Produção (STP) e quais são suas principais ferramentas e técnicas.
O Sistema Toyota de Produção (STP ou TPS – Toyota Production System) se tornou conhecido no ocidente como Manufatura Enxuta (Lean Manufacturing) ou, mais apropriadamente, Mentalidade Enxuta (Lean Thinking).
Para Shah e Ward (2003), a produção enxuta é uma abordagem multidimensional desenvolvida originalmente na Toyota Motors, que compreende uma ampla variedade de práticas de gerenciamento, incluindo:
� just‑in‑time (JIT);
� autonomação (jidoka);
� gestão total da qualidade (TQM);
� equipes polivalentes;
� manutenção produtiva total (MPT);
� troca rápida de ferramental (TRF);
� metodologia de análise e solução de problemas (MASP);
� arranjo físico celular;
� gestão da cadeia de suprimentos (SCM) e diversas outras, integradas em um mesmo sistema.
A produção enxuta está apoiada em uma profunda mudança da cultura organizacional, onde a participação das pessoas é o requisito fundamental para o sucesso deste sistema.
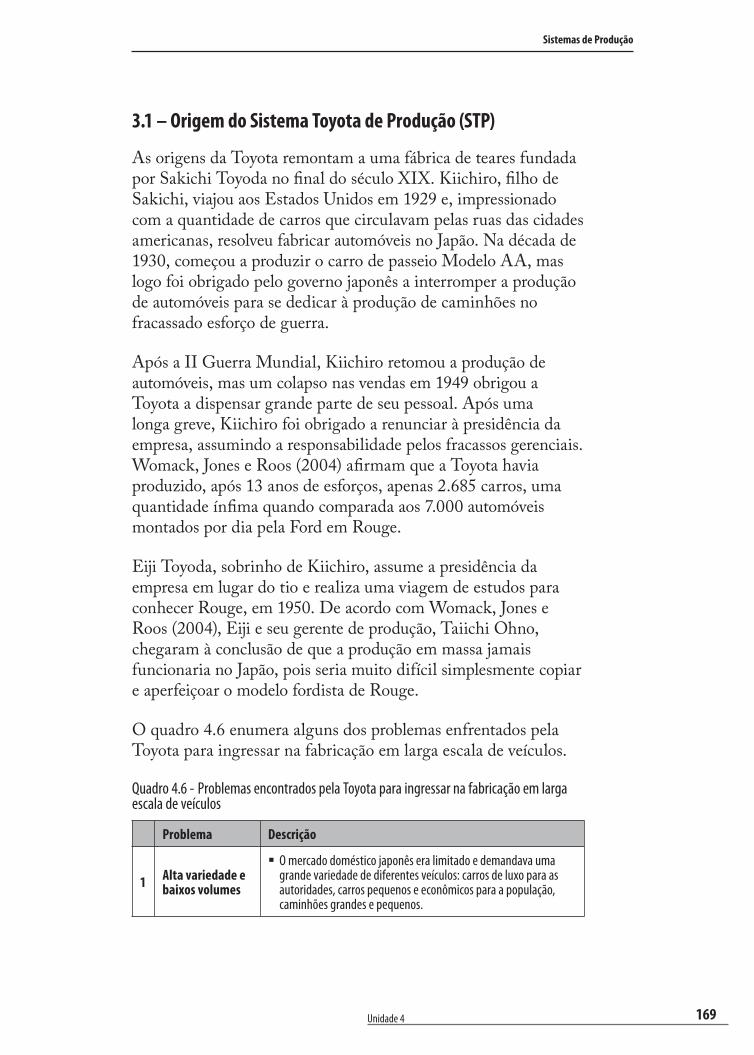
169
Sistemas de Produção
Unidade 4
3.1 – Origem do Sistema Toyota de Produção (STP)
As origens da Toyota remontam a uma fábrica de teares fundada por Sakichi Toyoda no final do século XIX. Kiichiro, filho de Sakichi, viajou aos Estados Unidos em 1929 e, impressionado com a quantidade de carros que circulavam pelas ruas das cidades americanas, resolveu fabricar automóveis no Japão. Na década de 1930, começou a produzir o carro de passeio Modelo AA, mas logo foi obrigado pelo governo japonês a interromper a produção de automóveis para se dedicar à produção de caminhões no fracassado esforço de guerra.
Após a II Guerra Mundial, Kiichiro retomou a produção de automóveis, mas um colapso nas vendas em 1949 obrigou a Toyota a dispensar grande parte de seu pessoal. Após uma longa greve, Kiichiro foi obrigado a renunciar à presidência da empresa, assumindo a responsabilidade pelos fracassos gerenciais. Womack, Jones e Roos (2004) afirmam que a Toyota havia produzido, após 13 anos de esforços, apenas 2.685 carros, uma quantidade ínfima quando comparada aos 7.000 automóveis montados por dia pela Ford em Rouge.
Eiji Toyoda, sobrinho de Kiichiro, assume a presidência da empresa em lugar do tio e realiza uma viagem de estudos para conhecer Rouge, em 1950. De acordo com Womack, Jones e Roos (2004), Eiji e seu gerente de produção, Taiichi Ohno, chegaram à conclusão de que a produção em massa jamais funcionaria no Japão, pois seria muito difícil simplesmente copiar e aperfeiçoar o modelo fordista de Rouge.
O quadro 4.6 enumera alguns dos problemas enfrentados pela Toyota para ingressar na fabricação em larga escala de veículos.
Quadro 4.6 - Problemas encontrados pela Toyota para ingressar na fabricação em larga escala de veículos
Problema Descrição
1 Alta variedade e baixos volumes
� O mercado doméstico japonês era limitado e demandava uma grande variedade de diferentes veículos: carros de luxo para as autoridades, carros pequenos e econômicos para a população, caminhões grandes e pequenos.
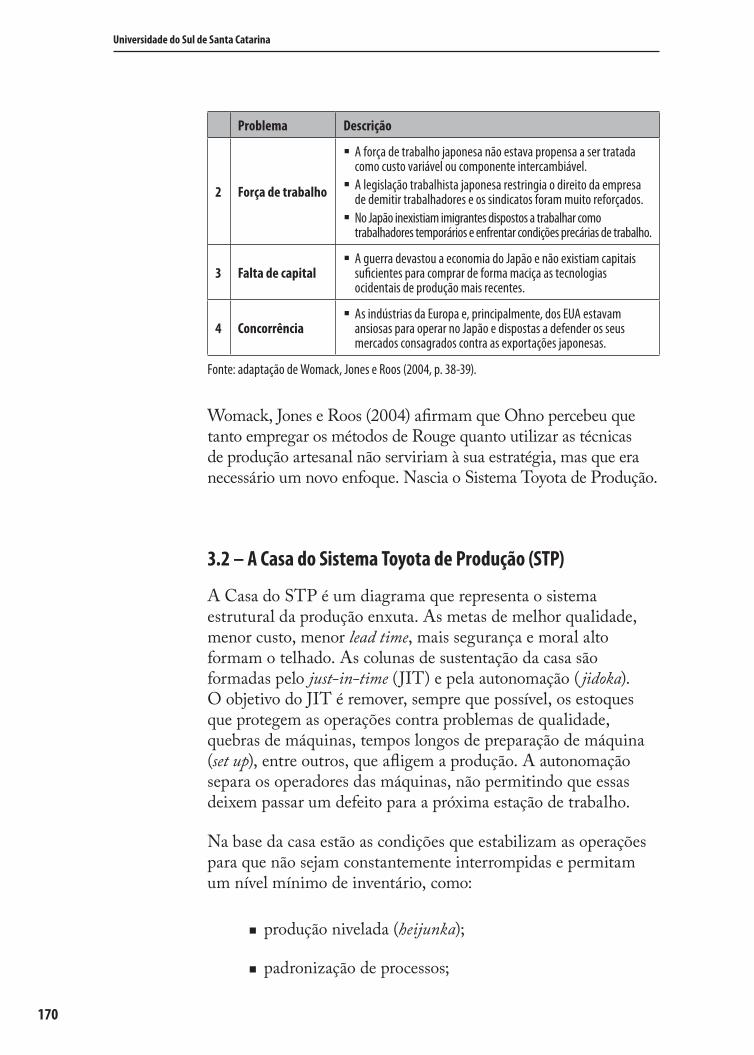
170
Universidade do Sul de Santa Catarina
Problema Descrição
2 Força de trabalho
� A força de trabalho japonesa não estava propensa a ser tratada como custo variável ou componente intercambiável.
� A legislação trabalhista japonesa restringia o direito da empresa de demitir trabalhadores e os sindicatos foram muito reforçados.
� No Japão inexistiam imigrantes dispostos a trabalhar como trabalhadores temporários e enfrentar condições precárias de trabalho.
3 Falta de capital � A guerra devastou a economia do Japão e não existiam capitais
suficientes para comprar de forma maciça as tecnologias ocidentais de produção mais recentes.
4 Concorrência � As indústrias da Europa e, principalmente, dos EUA estavam
ansiosas para operar no Japão e dispostas a defender os seus mercados consagrados contra as exportações japonesas.
Fonte: adaptação de Womack, Jones e Roos (2004, p. 38-39).
Womack, Jones e Roos (2004) afirmam que Ohno percebeu que tanto empregar os métodos de Rouge quanto utilizar as técnicas de produção artesanal não serviriam à sua estratégia, mas que era necessário um novo enfoque. Nascia o Sistema Toyota de Produção.
3.2 – A Casa do Sistema Toyota de Produção (STP)
A Casa do STP é um diagrama que representa o sistema estrutural da produção enxuta. As metas de melhor qualidade, menor custo, menor lead time, mais segurança e moral alto formam o telhado. As colunas de sustentação da casa são formadas pelo just‑in‑time (JIT) e pela autonomação ( jidoka). O objetivo do JIT é remover, sempre que possível, os estoques que protegem as operações contra problemas de qualidade, quebras de máquinas, tempos longos de preparação de máquina (set up), entre outros, que afligem a produção. A autonomação separa os operadores das máquinas, não permitindo que essas deixem passar um defeito para a próxima estação de trabalho.
Na base da casa estão as condições que estabilizam as operações para que não sejam constantemente interrompidas e permitam um nível mínimo de inventário, como:
� produção nivelada (heijunka);
� padronização de processos;
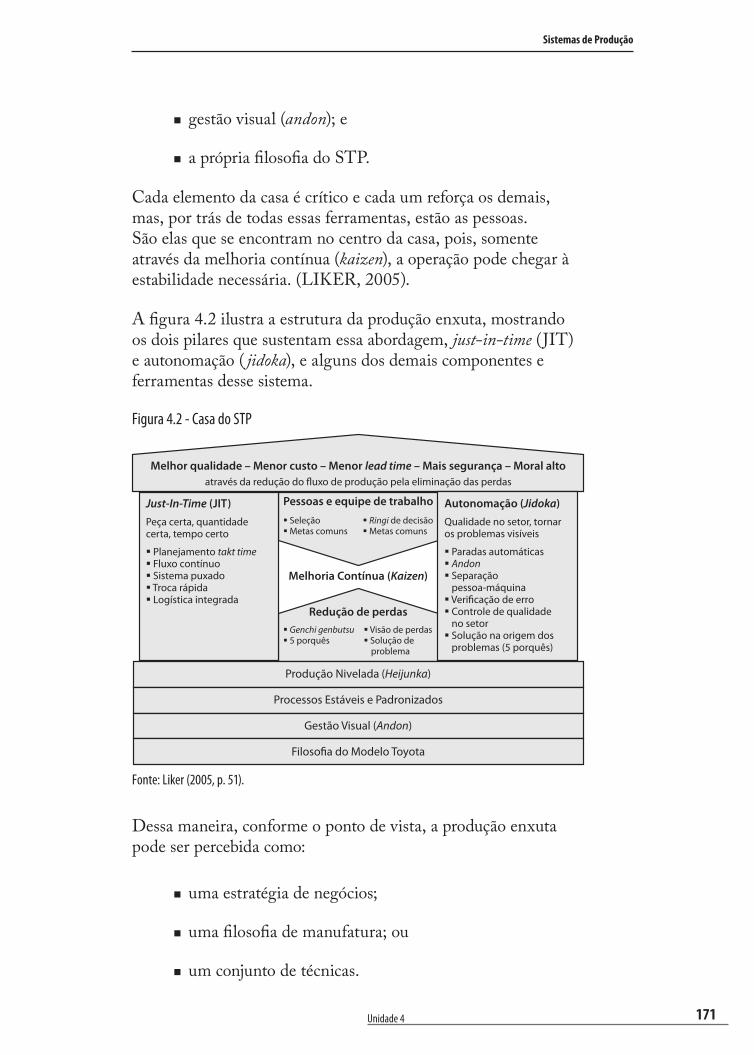
171
Sistemas de Produção
Unidade 4
� gestão visual (andon); e
� a própria filosofia do STP.
Cada elemento da casa é crítico e cada um reforça os demais, mas, por trás de todas essas ferramentas, estão as pessoas. São elas que se encontram no centro da casa, pois, somente através da melhoria contínua (kaizen), a operação pode chegar à estabilidade necessária. (LIKER, 2005).
A figura 4.2 ilustra a estrutura da produção enxuta, mostrando os dois pilares que sustentam essa abordagem, just‑in‑time (JIT) e autonomação ( jidoka), e alguns dos demais componentes e ferramentas desse sistema.
Figura 4.2 - Casa do STP
Melhor qualidade – Menor custo – Menor lead time – Mais segurança – Moral altoatravés da redução do fluxo de produção pela eliminação das perdas
Just-In-Time (JIT)Peça certa, quantidade certa, tempo certo
� Planejamento takt time� Fluxo contínuo� Sistema puxado� Troca rápida� Logística integrada
Autonomação (Jidoka)Qualidade no setor, tornar os problemas visíveis
� Paradas automáticas� Andon� Separação
pessoa-máquina� Verificação de erro� Controle de qualidade
no setor� Solução na origem dos
problemas (5 porquês)
Produção Nivelada (Heijunka)
Processos Estáveis e Padronizados
Gestão Visual (Andon)
Filosofia do Modelo Toyota
Melhoria Contínua (Kaizen)
Pessoas e equipe de trabalho
Redução de perdas
� Seleção� Metas comuns
� Ringi de decisão� Metas comuns
� Genchi genbutsu� 5 porquês
� Visão de perdas� Solução de
problema
Fonte: Liker (2005, p. 51).
Dessa maneira, conforme o ponto de vista, a produção enxuta pode ser percebida como:
� uma estratégia de negócios;
� uma filosofia de manufatura; ou
� um conjunto de técnicas.
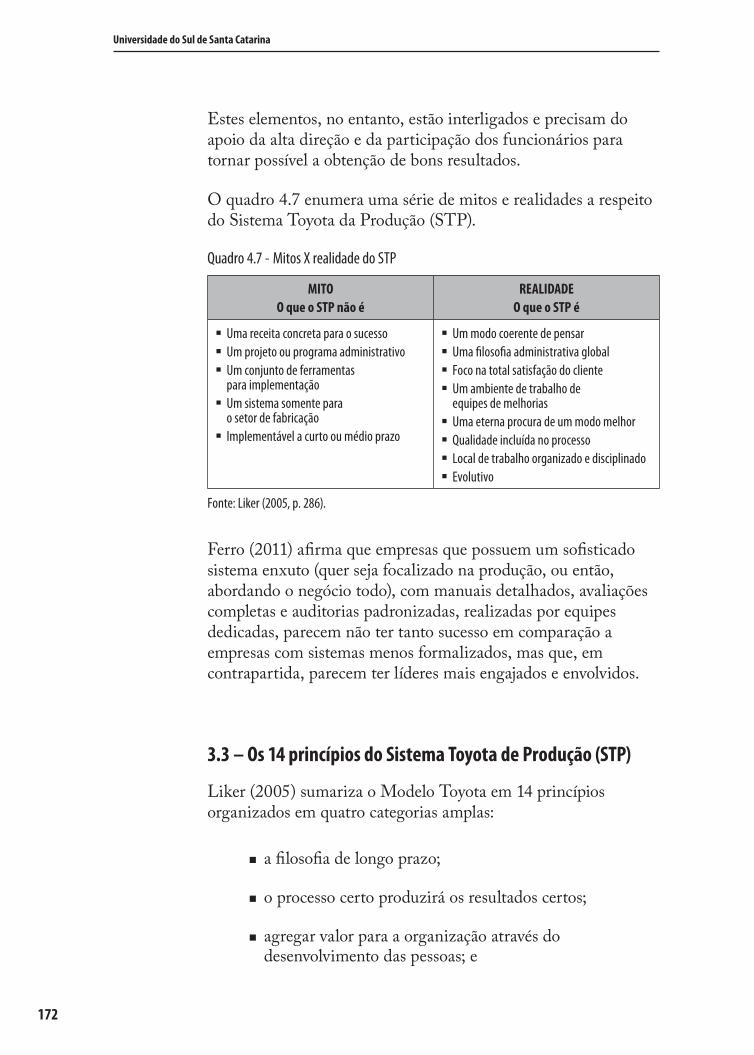
172
Universidade do Sul de Santa Catarina
Estes elementos, no entanto, estão interligados e precisam do apoio da alta direção e da participação dos funcionários para tornar possível a obtenção de bons resultados.
O quadro 4.7 enumera uma série de mitos e realidades a respeito do Sistema Toyota da Produção (STP).
Quadro 4.7 - Mitos X realidade do STP
MITOO que o STP não é
REALIDADEO que o STP é
� Uma receita concreta para o sucesso � Um projeto ou programa administrativo � Um conjunto de ferramentas
para implementação � Um sistema somente para
o setor de fabricação � Implementável a curto ou médio prazo
� Um modo coerente de pensar � Uma filosofia administrativa global � Foco na total satisfação do cliente � Um ambiente de trabalho de
equipes de melhorias � Uma eterna procura de um modo melhor � Qualidade incluída no processo � Local de trabalho organizado e disciplinado � Evolutivo
Fonte: Liker (2005, p. 286).
Ferro (2011) afirma que empresas que possuem um sofisticado sistema enxuto (quer seja focalizado na produção, ou então, abordando o negócio todo), com manuais detalhados, avaliações completas e auditorias padronizadas, realizadas por equipes dedicadas, parecem não ter tanto sucesso em comparação a empresas com sistemas menos formalizados, mas que, em contrapartida, parecem ter líderes mais engajados e envolvidos.
3.3 – Os 14 princípios do Sistema Toyota de Produção (STP)
Liker (2005) sumariza o Modelo Toyota em 14 princípios organizados em quatro categorias amplas:
� a filosofia de longo prazo;
� o processo certo produzirá os resultados certos;
� agregar valor para a organização através do desenvolvimento das pessoas; e
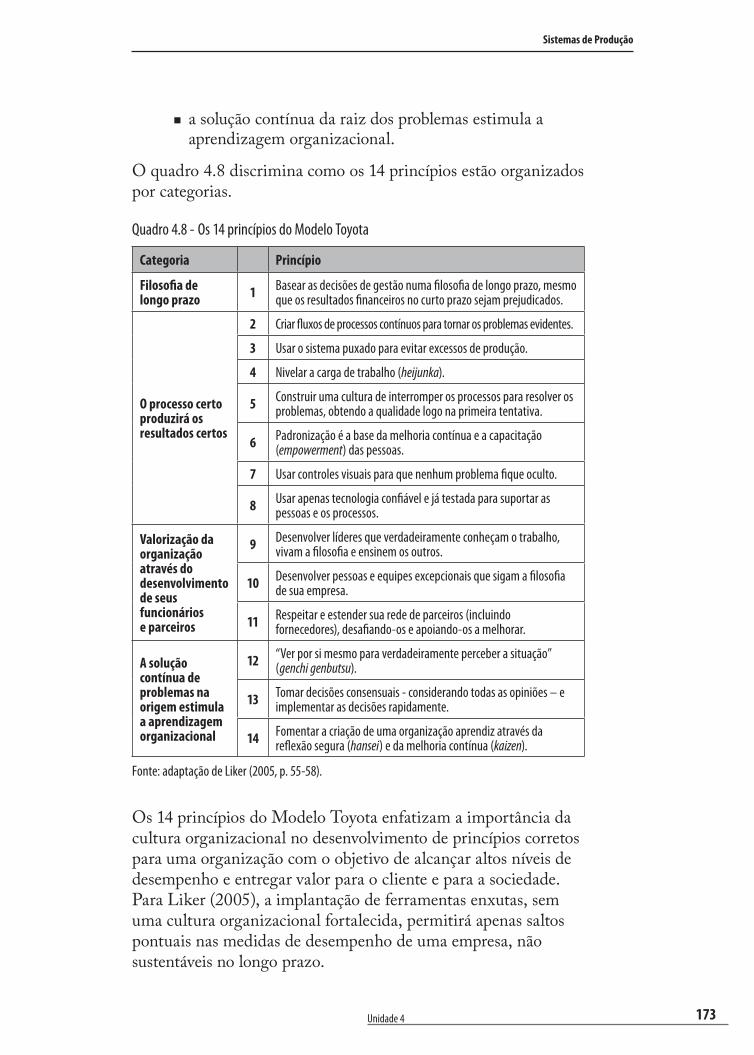
173
Sistemas de Produção
Unidade 4
� a solução contínua da raiz dos problemas estimula a aprendizagem organizacional.
O quadro 4.8 discrimina como os 14 princípios estão organizados por categorias.
Quadro 4.8 - Os 14 princípios do Modelo Toyota
Categoria Princípio
Filosofia de longo prazo 1 Basear as decisões de gestão numa filosofia de longo prazo, mesmo
que os resultados financeiros no curto prazo sejam prejudicados.
O processo certo produzirá os resultados certos
2 Criar fluxos de processos contínuos para tornar os problemas evidentes.
3 Usar o sistema puxado para evitar excessos de produção.
4 Nivelar a carga de trabalho (heijunka).
5 Construir uma cultura de interromper os processos para resolver os problemas, obtendo a qualidade logo na primeira tentativa.
6 Padronização é a base da melhoria contínua e a capacitação (empowerment) das pessoas.
7 Usar controles visuais para que nenhum problema fique oculto.
8 Usar apenas tecnologia confiável e já testada para suportar as pessoas e os processos.
Valorização da organização através do desenvolvimento de seus funcionários e parceiros
9 Desenvolver líderes que verdadeiramente conheçam o trabalho, vivam a filosofia e ensinem os outros.
10 Desenvolver pessoas e equipes excepcionais que sigam a filosofia de sua empresa.
11 Respeitar e estender sua rede de parceiros (incluindo fornecedores), desafiando-os e apoiando-os a melhorar.
A solução contínua de problemas na origem estimula a aprendizagem organizacional
12 “Ver por si mesmo para verdadeiramente perceber a situação” (genchi genbutsu).
13 Tomar decisões consensuais - considerando todas as opiniões – e implementar as decisões rapidamente.
14 Fomentar a criação de uma organização aprendiz através da reflexão segura (hansei) e da melhoria contínua (kaizen).
Fonte: adaptação de Liker (2005, p. 55-58).
Os 14 princípios do Modelo Toyota enfatizam a importância da cultura organizacional no desenvolvimento de princípios corretos para uma organização com o objetivo de alcançar altos níveis de desempenho e entregar valor para o cliente e para a sociedade. Para Liker (2005), a implantação de ferramentas enxutas, sem uma cultura organizacional fortalecida, permitirá apenas saltos pontuais nas medidas de desempenho de uma empresa, não sustentáveis no longo prazo.
174
Universidade do Sul de Santa Catarina
3.4 – Eliminação de desperdícios
A produção enxuta é uma filosofia de gestão que procura assegurar o melhor valor para o consumidor, por meio do processo de melhoria contínua. A preocupação central, afirmam Womack e Jones (1998), é garantir um fluxo contínuo de produção de acordo com as necessidades do cliente, eliminando, total ou parcialmente, todos os desperdícios ou perdas existentes no processo.
A noção de desperdícios é uma perspectiva da literatura oriental fundamental ao conceito de processos, segundo o qual as perdas são atividades que geram apenas custo, ou seja, retiram e não adicionam qualquer valor ao produto. (PAIM et al., 2009). Os processos, de acordo com essa perspectiva, devem ser redesenhados para permitir a realização progressiva de atividades ao longo da cadeia de valor, eliminando-se as atividades que consomem tempo ou recursos, sem, no entanto, agregar valor.
Ohno (1997) formulou uma lista de sete perdas ou desperdícios que, embora tenha sido inicialmente empregada apenas para a produção física, pode ser aplicada às atividades básicas de qualquer negócio.
Seguem as sete perdas ou desperdícios:
� desperdícios de superprodução;
� desperdícios de estoques;
� desperdícios de espera;
� desperdícios de processamento;
� desperdícios de movimento;
� desperdícios de defeitos; e
� desperdícios de transporte.
Posteriormente, Liker (2005) incluiu mais um, o desperdício da criatividade dos funcionários, também conhecido como desperdício intelectual.
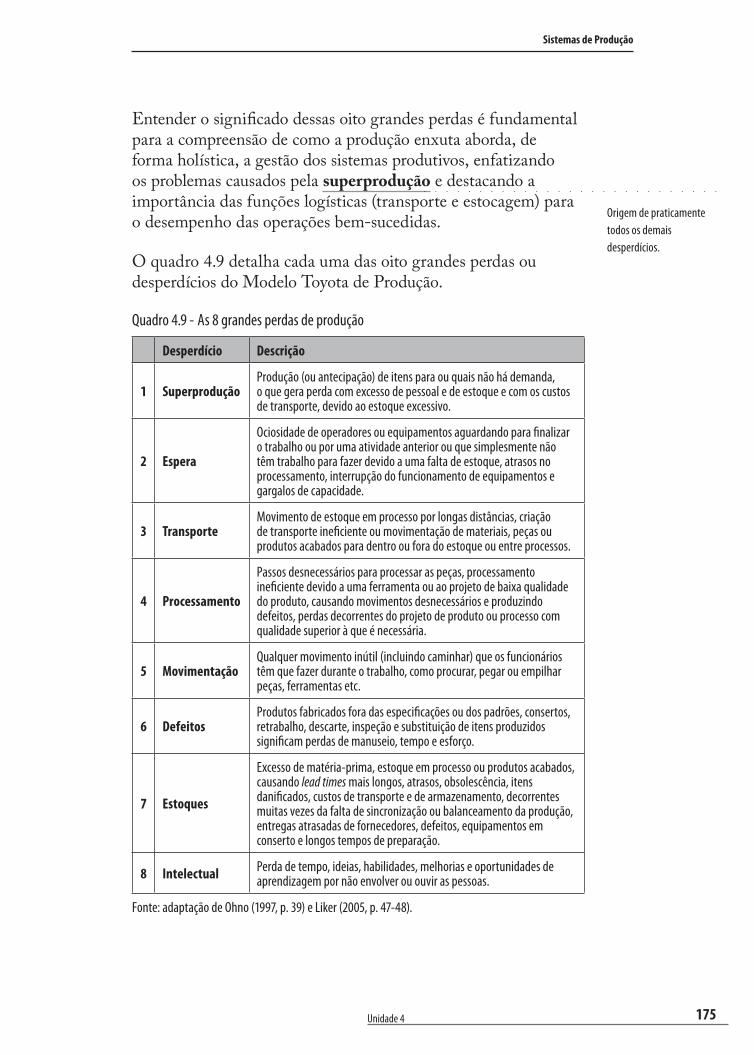
175
Sistemas de Produção
Unidade 4
Entender o significado dessas oito grandes perdas é fundamental para a compreensão de como a produção enxuta aborda, de forma holística, a gestão dos sistemas produtivos, enfatizando os problemas causados pela superprodução e destacando a importância das funções logísticas (transporte e estocagem) para o desempenho das operações bem-sucedidas.
O quadro 4.9 detalha cada uma das oito grandes perdas ou desperdícios do Modelo Toyota de Produção.
Quadro 4.9 - As 8 grandes perdas de produção
Desperdício Descrição
1 SuperproduçãoProdução (ou antecipação) de itens para ou quais não há demanda, o que gera perda com excesso de pessoal e de estoque e com os custos de transporte, devido ao estoque excessivo.
2 Espera
Ociosidade de operadores ou equipamentos aguardando para finalizar o trabalho ou por uma atividade anterior ou que simplesmente não têm trabalho para fazer devido a uma falta de estoque, atrasos no processamento, interrupção do funcionamento de equipamentos e gargalos de capacidade.
3 TransporteMovimento de estoque em processo por longas distâncias, criação de transporte ineficiente ou movimentação de materiais, peças ou produtos acabados para dentro ou fora do estoque ou entre processos.
4 Processamento
Passos desnecessários para processar as peças, processamento ineficiente devido a uma ferramenta ou ao projeto de baixa qualidade do produto, causando movimentos desnecessários e produzindo defeitos, perdas decorrentes do projeto de produto ou processo com qualidade superior à que é necessária.
5 MovimentaçãoQualquer movimento inútil (incluindo caminhar) que os funcionários têm que fazer durante o trabalho, como procurar, pegar ou empilhar peças, ferramentas etc.
6 DefeitosProdutos fabricados fora das especificações ou dos padrões, consertos, retrabalho, descarte, inspeção e substituição de itens produzidos significam perdas de manuseio, tempo e esforço.
7 Estoques
Excesso de matéria-prima, estoque em processo ou produtos acabados, causando lead times mais longos, atrasos, obsolescência, itens danificados, custos de transporte e de armazenamento, decorrentes muitas vezes da falta de sincronização ou balanceamento da produção, entregas atrasadas de fornecedores, defeitos, equipamentos em conserto e longos tempos de preparação.
8 Intelectual Perda de tempo, ideias, habilidades, melhorias e oportunidades de aprendizagem por não envolver ou ouvir as pessoas.
Fonte: adaptação de Ohno (1997, p. 39) e Liker (2005, p. 47-48).
Origem de praticamente todos os demais desperdícios.
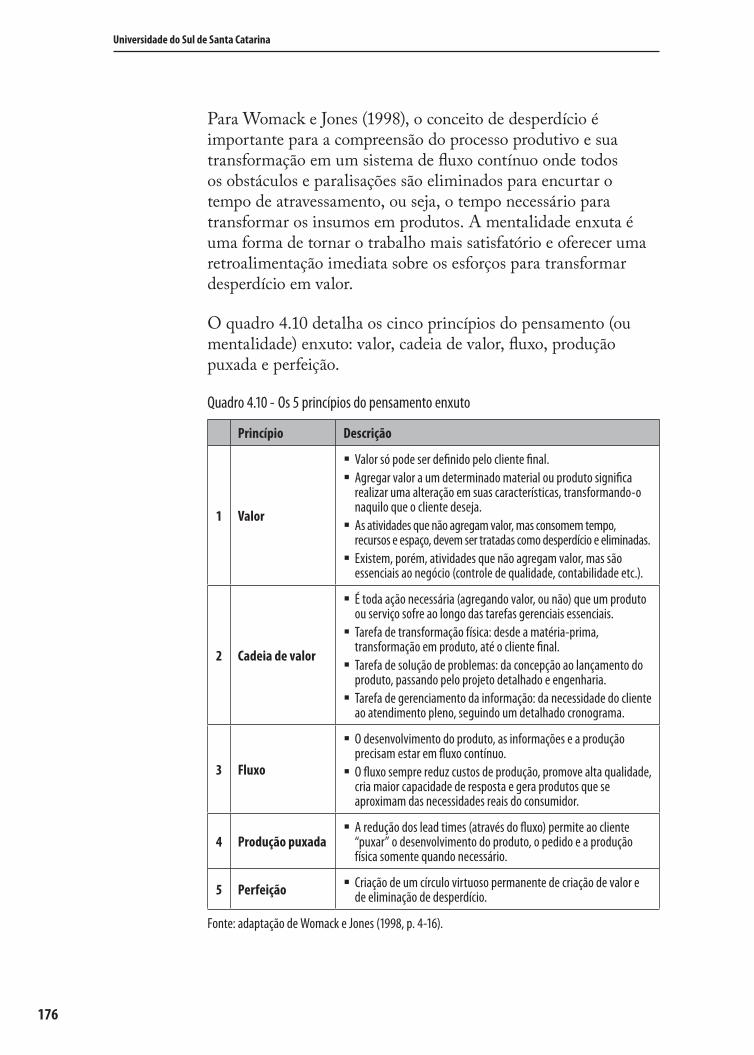
176
Universidade do Sul de Santa Catarina
Para Womack e Jones (1998), o conceito de desperdício é importante para a compreensão do processo produtivo e sua transformação em um sistema de fluxo contínuo onde todos os obstáculos e paralisações são eliminados para encurtar o tempo de atravessamento, ou seja, o tempo necessário para transformar os insumos em produtos. A mentalidade enxuta é uma forma de tornar o trabalho mais satisfatório e oferecer uma retroalimentação imediata sobre os esforços para transformar desperdício em valor.
O quadro 4.10 detalha os cinco princípios do pensamento (ou mentalidade) enxuto: valor, cadeia de valor, fluxo, produção puxada e perfeição.
Quadro 4.10 - Os 5 princípios do pensamento enxuto
Princípio Descrição
1 Valor
� Valor só pode ser definido pelo cliente final. � Agregar valor a um determinado material ou produto significa
realizar uma alteração em suas características, transformando-o naquilo que o cliente deseja.
� As atividades que não agregam valor, mas consomem tempo, recursos e espaço, devem ser tratadas como desperdício e eliminadas.
� Existem, porém, atividades que não agregam valor, mas são essenciais ao negócio (controle de qualidade, contabilidade etc.).
2 Cadeia de valor
� É toda ação necessária (agregando valor, ou não) que um produto ou serviço sofre ao longo das tarefas gerenciais essenciais.
� Tarefa de transformação física: desde a matéria-prima, transformação em produto, até o cliente final.
� Tarefa de solução de problemas: da concepção ao lançamento do produto, passando pelo projeto detalhado e engenharia.
� Tarefa de gerenciamento da informação: da necessidade do cliente ao atendimento pleno, seguindo um detalhado cronograma.
3 Fluxo
� O desenvolvimento do produto, as informações e a produção precisam estar em fluxo contínuo.
� O fluxo sempre reduz custos de produção, promove alta qualidade, cria maior capacidade de resposta e gera produtos que se aproximam das necessidades reais do consumidor.
4 Produção puxada � A redução dos lead times (através do fluxo) permite ao cliente
“puxar” o desenvolvimento do produto, o pedido e a produção física somente quando necessário.
5 Perfeição � Criação de um círculo virtuoso permanente de criação de valor e de eliminação de desperdício.
Fonte: adaptação de Womack e Jones (1998, p. 4-16).
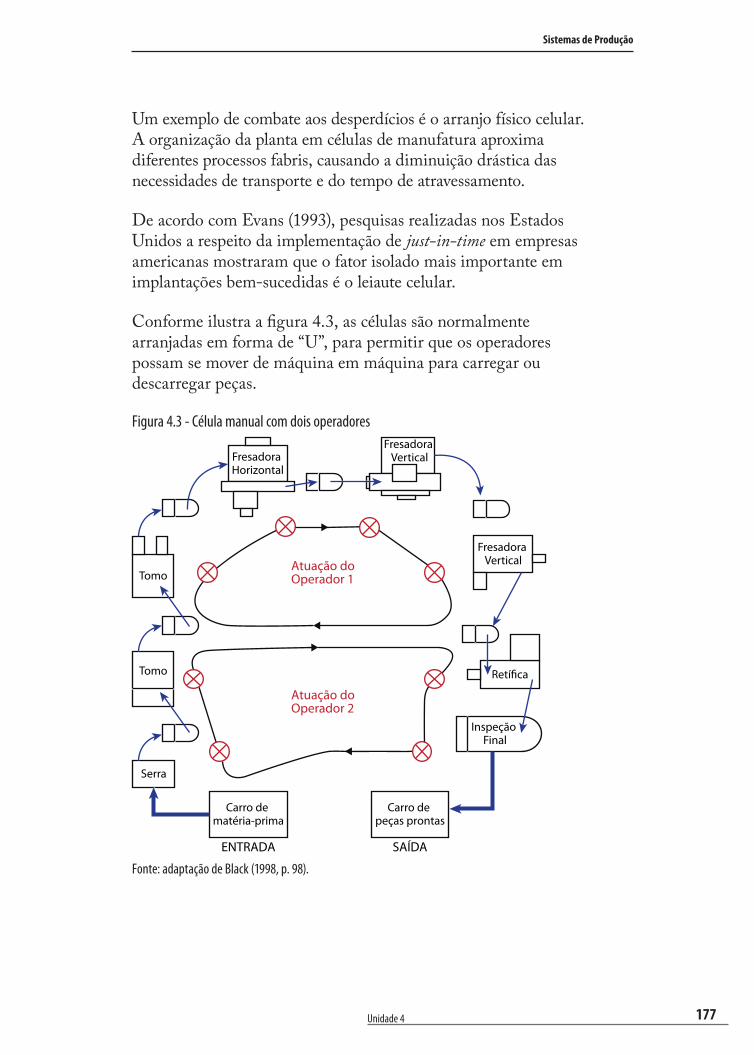
177
Sistemas de Produção
Unidade 4
Um exemplo de combate aos desperdícios é o arranjo físico celular. A organização da planta em células de manufatura aproxima diferentes processos fabris, causando a diminuição drástica das necessidades de transporte e do tempo de atravessamento.
De acordo com Evans (1993), pesquisas realizadas nos Estados Unidos a respeito da implementação de just‑in‑time em empresas americanas mostraram que o fator isolado mais importante em implantações bem-sucedidas é o leiaute celular.
Conforme ilustra a figura 4.3, as células são normalmente arranjadas em forma de “U”, para permitir que os operadores possam se mover de máquina em máquina para carregar ou descarregar peças.
Figura 4.3 - Célula manual com dois operadores
ENTRADA
Atuação doOperador 1
Atuação doOperador 2
SAÍDA
Fresadora Horizontal
Fresadora Vertical
Fresadora Vertical
Retífica
Inspeção Final
Carro de peças prontas
Carro de matéria-prima
Serra
Tomo
Tomo
Fonte: adaptação de Black (1998, p. 98).
178
Universidade do Sul de Santa Catarina
Geralmente as células possuem todos os processos necessários para completar a fabricação de um componente. Black (1998) afirma que as máquinas na célula são de ciclo simples, no mínimo, para permitir que possam completar o ciclo de máquinas sem acompanhamento do operador e desligar automaticamente, ao final de cada ciclo.
Existe um desacoplador entre cada máquina da célula para quebrar a dependência entre os processos de uma célula e permitir que os operadores se movimentem na direção oposta ao fluxo das peças. Os desacopladores retêm apenas uma peça – processada e inspecionada – pronta para ser colocada na próxima máquina. Não devem ser confundidos com pulmões (buffers), pois estes apenas armazenam peças.
O tipo mais simples de desacoplador, o quadrado kanban:
� confere a produção dentro da célula;
� controla o tempo das operações; e
� flexibiliza o trabalho dos operadores.
Outros tipos de desacopladores podem:
� liberar o movimento do robô em células automatizadas;
� realizar o transporte intracelular (de processo a processo dentro da célula);
� manipular e inspecionar as peças de forma automática.
179
Sistemas de Produção
Unidade 4
3.5 – Just‑in‑time (JIT)
O just‑in‑time (no tempo exato) foi concebido inicialmente como um sistema para evitar desperdícios, reduzir inventários e manter a eficiência da produção. Evoluiria para uma filosofia de gestão da produção, levada à prática através de um diverso conjunto de técnicas. (SLACK et al., 2007). A filosofia por trás desta gestão de produção era que os clientes deveriam e poderiam ser satisfeitos com a máxima qualidade no tempo mais curto de produção. Ou seja, trata-se de uma estratégia de manufatura orientada para o consumidor, que procura responder de forma rápida e flexível às flutuações do mercado.
Conforme Chase, Jacobs e Aquilano (2008), o JIT é uma filosofia abrangente que leva em consideração:
� o projeto do produto;
� o projeto do processo;
� o projeto dos equipamentos e instalações;
� as coordenação da cadeia de suprimentos;
� o projeto do trabalho; e
� a melhoria de produtividade.
É muito mais, portanto, do que apenas um sistema de produção puxada a partir da demanda que, em cada estágio, produz somente os itens necessários, nas quantidades suficientes e no momento adequado.
Corrêa e Gianesi (1993) afirmam que o just‑in‑time tem como objetivo fundamental a melhoria contínua (kaizen) do processo produtivo através de um mecanismo de redução de estoques de insumos, materiais em processo e produtos acabados. Os estoques são utilizados para evitar descontinuidades no processo produtivo causadas por problemas de qualidade, de quebra de máquina e de preparação de máquina, gerando independência entre os estágios do processo de produção, conforme detalhado no quadro 4.11.
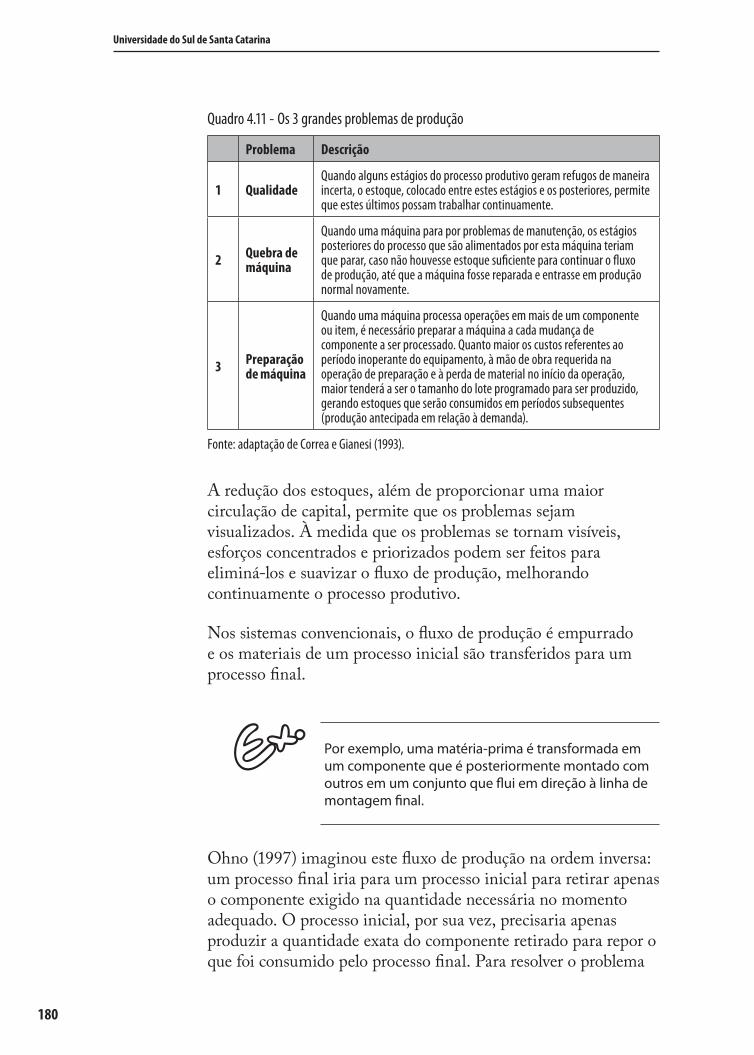
180
Universidade do Sul de Santa Catarina
Quadro 4.11 - Os 3 grandes problemas de produção
Problema Descrição
1 QualidadeQuando alguns estágios do processo produtivo geram refugos de maneira incerta, o estoque, colocado entre estes estágios e os posteriores, permite que estes últimos possam trabalhar continuamente.
2 Quebra de máquina
Quando uma máquina para por problemas de manutenção, os estágios posteriores do processo que são alimentados por esta máquina teriam que parar, caso não houvesse estoque suficiente para continuar o fluxo de produção, até que a máquina fosse reparada e entrasse em produção normal novamente.
3 Preparação de máquina
Quando uma máquina processa operações em mais de um componente ou item, é necessário preparar a máquina a cada mudança de componente a ser processado. Quanto maior os custos referentes ao período inoperante do equipamento, à mão de obra requerida na operação de preparação e à perda de material no início da operação, maior tenderá a ser o tamanho do lote programado para ser produzido, gerando estoques que serão consumidos em períodos subsequentes (produção antecipada em relação à demanda).
Fonte: adaptação de Correa e Gianesi (1993).
A redução dos estoques, além de proporcionar uma maior circulação de capital, permite que os problemas sejam visualizados. À medida que os problemas se tornam visíveis, esforços concentrados e priorizados podem ser feitos para eliminá-los e suavizar o fluxo de produção, melhorando continuamente o processo produtivo.
Nos sistemas convencionais, o fluxo de produção é empurrado e os materiais de um processo inicial são transferidos para um processo final.
Por exemplo, uma matéria‑prima é transformada em um componente que é posteriormente montado com outros em um conjunto que flui em direção à linha de montagem final.
Ohno (1997) imaginou este fluxo de produção na ordem inversa: um processo final iria para um processo inicial para retirar apenas o componente exigido na quantidade necessária no momento adequado. O processo inicial, por sua vez, precisaria apenas produzir a quantidade exata do componente retirado para repor o que foi consumido pelo processo final. Para resolver o problema
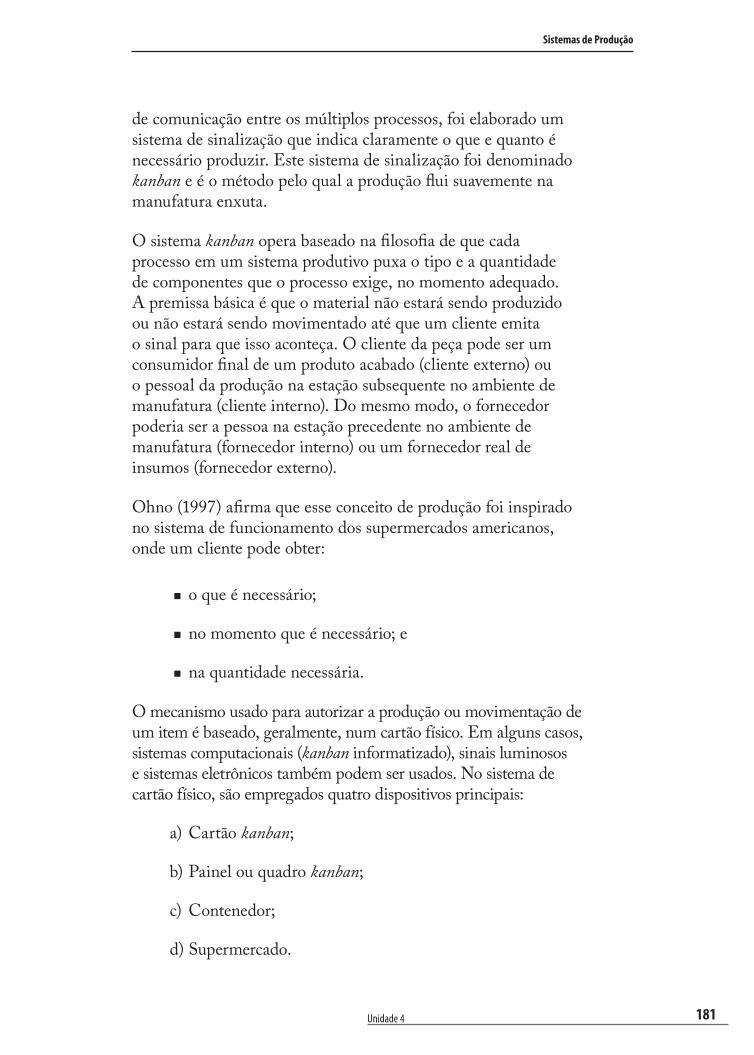
181
Sistemas de Produção
Unidade 4
de comunicação entre os múltiplos processos, foi elaborado um sistema de sinalização que indica claramente o que e quanto é necessário produzir. Este sistema de sinalização foi denominado kanban e é o método pelo qual a produção flui suavemente na manufatura enxuta.
O sistema kanban opera baseado na filosofia de que cada processo em um sistema produtivo puxa o tipo e a quantidade de componentes que o processo exige, no momento adequado. A premissa básica é que o material não estará sendo produzido ou não estará sendo movimentado até que um cliente emita o sinal para que isso aconteça. O cliente da peça pode ser um consumidor final de um produto acabado (cliente externo) ou o pessoal da produção na estação subsequente no ambiente de manufatura (cliente interno). Do mesmo modo, o fornecedor poderia ser a pessoa na estação precedente no ambiente de manufatura (fornecedor interno) ou um fornecedor real de insumos (fornecedor externo).
Ohno (1997) afirma que esse conceito de produção foi inspirado no sistema de funcionamento dos supermercados americanos, onde um cliente pode obter:
� o que é necessário;
� no momento que é necessário; e
� na quantidade necessária.
O mecanismo usado para autorizar a produção ou movimentação de um item é baseado, geralmente, num cartão físico. Em alguns casos, sistemas computacionais (kanban informatizado), sinais luminosos e sistemas eletrônicos também podem ser usados. No sistema de cartão físico, são empregados quatro dispositivos principais:
a) Cartão kanban;
b) Painel ou quadro kanban;
c) Contenedor;
d) Supermercado.
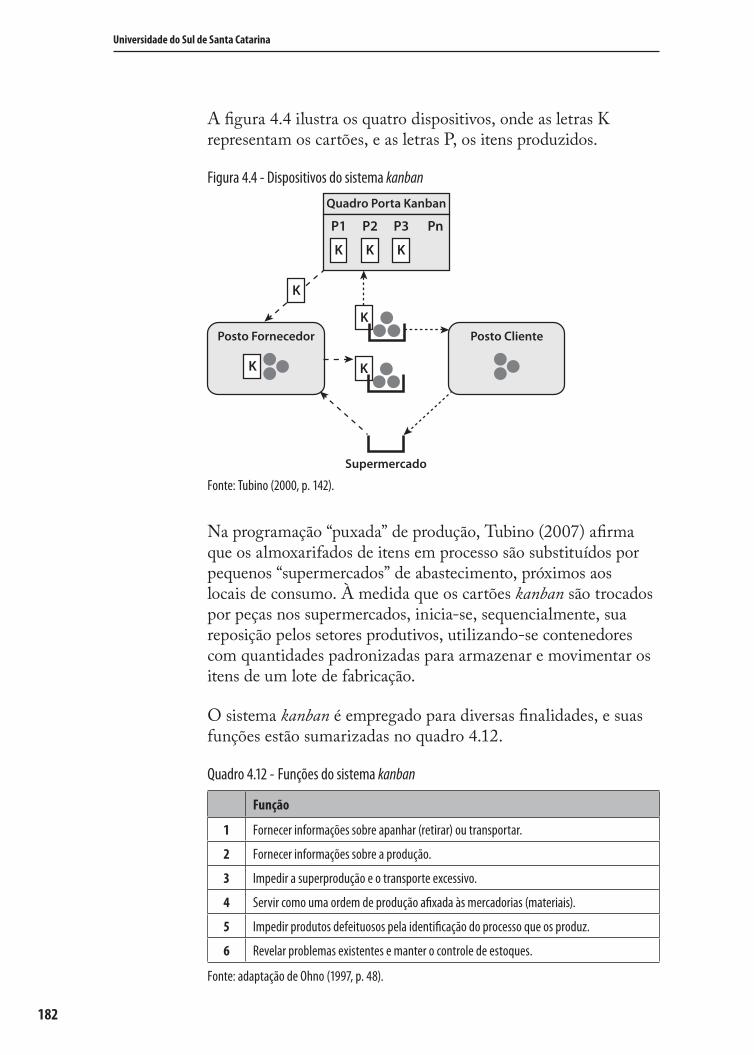
182
Universidade do Sul de Santa Catarina
A figura 4.4 ilustra os quatro dispositivos, onde as letras K representam os cartões, e as letras P, os itens produzidos.
Figura 4.4 - Dispositivos do sistema kanban
Quadro Porta Kanban
P1 P2 P3 Pn
K K K
Posto Fornecedor
K
Posto Cliente
K
K
K
Supermercado
Fonte: Tubino (2000, p. 142).
Na programação “puxada” de produção, Tubino (2007) afirma que os almoxarifados de itens em processo são substituídos por pequenos “supermercados” de abastecimento, próximos aos locais de consumo. À medida que os cartões kanban são trocados por peças nos supermercados, inicia-se, sequencialmente, sua reposição pelos setores produtivos, utilizando-se contenedores com quantidades padronizadas para armazenar e movimentar os itens de um lote de fabricação.
O sistema kanban é empregado para diversas finalidades, e suas funções estão sumarizadas no quadro 4.12.
Quadro 4.12 - Funções do sistema kanban
Função
1 Fornecer informações sobre apanhar (retirar) ou transportar.
2 Fornecer informações sobre a produção.
3 Impedir a superprodução e o transporte excessivo.
4 Servir como uma ordem de produção afixada às mercadorias (materiais).
5 Impedir produtos defeituosos pela identificação do processo que os produz.
6 Revelar problemas existentes e manter o controle de estoques.
Fonte: adaptação de Ohno (1997, p. 48).
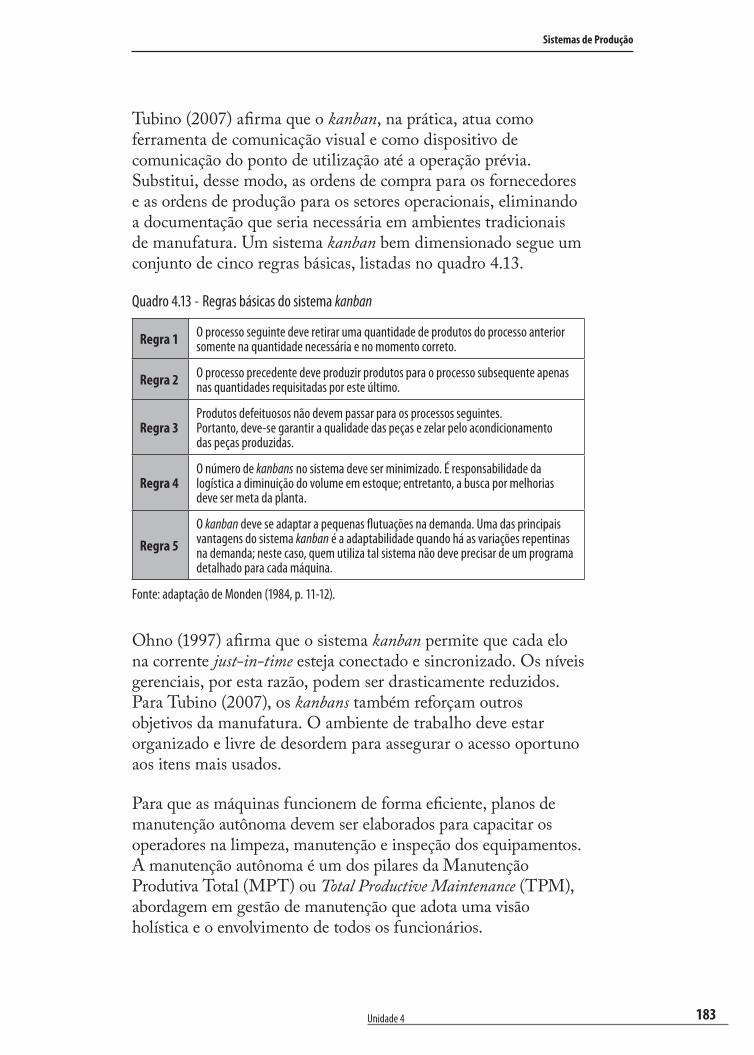
183
Sistemas de Produção
Unidade 4
Tubino (2007) afirma que o kanban, na prática, atua como ferramenta de comunicação visual e como dispositivo de comunicação do ponto de utilização até a operação prévia. Substitui, desse modo, as ordens de compra para os fornecedores e as ordens de produção para os setores operacionais, eliminando a documentação que seria necessária em ambientes tradicionais de manufatura. Um sistema kanban bem dimensionado segue um conjunto de cinco regras básicas, listadas no quadro 4.13.
Quadro 4.13 - Regras básicas do sistema kanban
Regra 1 O processo seguinte deve retirar uma quantidade de produtos do processo anterior somente na quantidade necessária e no momento correto.
Regra 2 O processo precedente deve produzir produtos para o processo subsequente apenas nas quantidades requisitadas por este último.
Regra 3Produtos defeituosos não devem passar para os processos seguintes. Portanto, deve-se garantir a qualidade das peças e zelar pelo acondicionamento das peças produzidas.
Regra 4O número de kanbans no sistema deve ser minimizado. É responsabilidade da logística a diminuição do volume em estoque; entretanto, a busca por melhorias deve ser meta da planta.
Regra 5
O kanban deve se adaptar a pequenas flutuações na demanda. Uma das principais vantagens do sistema kanban é a adaptabilidade quando há as variações repentinas na demanda; neste caso, quem utiliza tal sistema não deve precisar de um programa detalhado para cada máquina.
Fonte: adaptação de Monden (1984, p. 11-12).
Ohno (1997) afirma que o sistema kanban permite que cada elo na corrente just‑in‑time esteja conectado e sincronizado. Os níveis gerenciais, por esta razão, podem ser drasticamente reduzidos. Para Tubino (2007), os kanbans também reforçam outros objetivos da manufatura. O ambiente de trabalho deve estar organizado e livre de desordem para assegurar o acesso oportuno aos itens mais usados.
Para que as máquinas funcionem de forma eficiente, planos de manutenção autônoma devem ser elaborados para capacitar os operadores na limpeza, manutenção e inspeção dos equipamentos. A manutenção autônoma é um dos pilares da Manutenção Produtiva Total (MPT) ou Total Productive Maintenance (TPM), abordagem em gestão de manutenção que adota uma visão holística e o envolvimento de todos os funcionários.
184
Universidade do Sul de Santa Catarina
Os demais pilares são:
� manutenção planejada;
� melhorias específicas;
� educação & treinamento;
� manutenção da qualidade;
� controle inicial;
� áreas administrativas; e
� segurança & meio ambiente.
Além disto, os operadores devem poder realizar múltiplas tarefas e estar ativamente envolvidos em prol da identificação de melhorias contínuas no sistema. Entretanto, os kanbans não devem ser utilizados quando for requerida a produção de lotes ou estoques de segurança significativos, dadas as dificuldades que o sistema kanban terá para esclarecer estas exigências.
Uma empresa pode aumentar a produtividade e, consequentemente, as margens e também a sua competitividade global ao atacar, de forma sistêmica, as causas da baixa competitividade. Muitas organizações, no entanto, que julgam estar utilizando o conceito de just‑in‑time acertadamente, não percebem que o JIT deve ser integrado à filosofia da empresa, indo além da implementação de apenas um conjunto de técnicas ou práticas internas.
3.6 – Troca Rápida de Ferramentas (TRF)
De acordo com Tubino (1999), os sistemas convencionais empregam o conceito de lote econômico em que os tempos de preparação de máquina (tempos de setup) são diluídos pelo tamanho do lote.
Na abordagem tradicional, não existe preocupação em reduzir os tempos de setup, e o resultado é a geração de tamanhos grandes de lotes. No entanto, para que o sistema just‑in‑time alcance
Tempo decorrido desde a saída da última peça boa do lote anterior até a primeira peça boa do próximo lote.
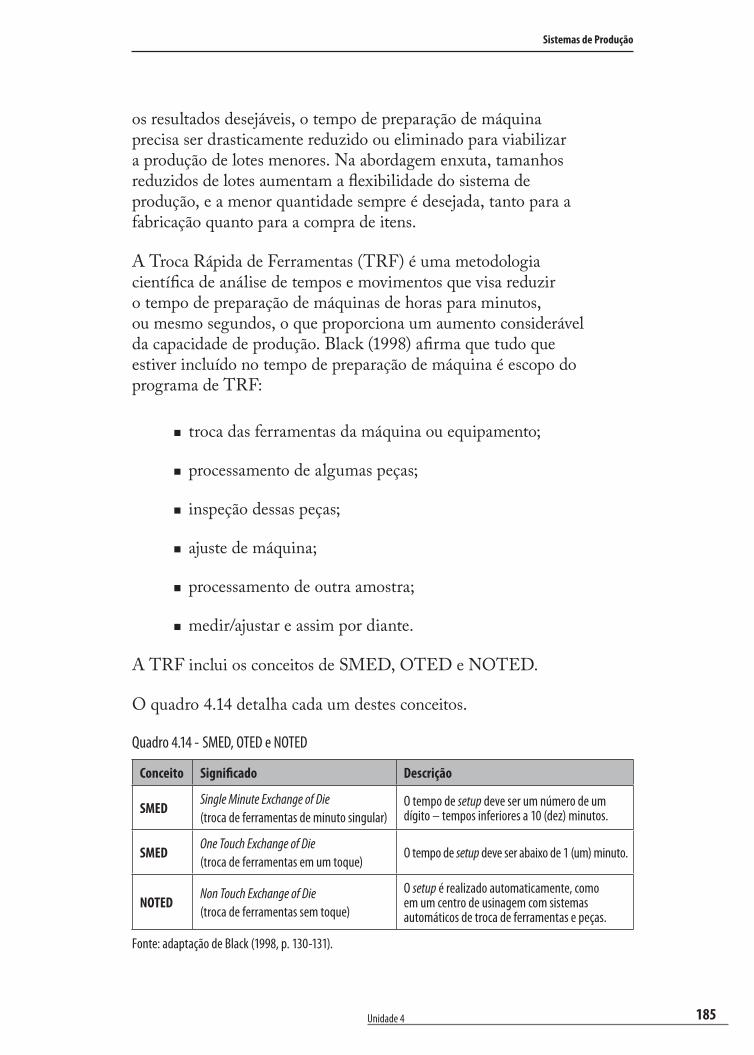
185
Sistemas de Produção
Unidade 4
os resultados desejáveis, o tempo de preparação de máquina precisa ser drasticamente reduzido ou eliminado para viabilizar a produção de lotes menores. Na abordagem enxuta, tamanhos reduzidos de lotes aumentam a flexibilidade do sistema de produção, e a menor quantidade sempre é desejada, tanto para a fabricação quanto para a compra de itens.
A Troca Rápida de Ferramentas (TRF) é uma metodologia científica de análise de tempos e movimentos que visa reduzir o tempo de preparação de máquinas de horas para minutos, ou mesmo segundos, o que proporciona um aumento considerável da capacidade de produção. Black (1998) afirma que tudo que estiver incluído no tempo de preparação de máquina é escopo do programa de TRF:
� troca das ferramentas da máquina ou equipamento;
� processamento de algumas peças;
� inspeção dessas peças;
� ajuste de máquina;
� processamento de outra amostra;
� medir/ajustar e assim por diante.
A TRF inclui os conceitos de SMED, OTED e NOTED.
O quadro 4.14 detalha cada um destes conceitos.
Quadro 4.14 - SMED, OTED e NOTED
Conceito Significado Descrição
SMEDSingle Minute Exchange of Die(troca de ferramentas de minuto singular)
O tempo de setup deve ser um número de um dígito – tempos inferiores a 10 (dez) minutos.
SMEDOne Touch Exchange of Die(troca de ferramentas em um toque)
O tempo de setup deve ser abaixo de 1 (um) minuto.
NOTEDNon Touch Exchange of Die(troca de ferramentas sem toque)
O setup é realizado automaticamente, como em um centro de usinagem com sistemas automáticos de troca de ferramentas e peças.
Fonte: adaptação de Black (1998, p. 130-131).
186
Universidade do Sul de Santa Catarina
As atividades de setup podem ser divididas em três tipos fundamentais:
� setup interno – atividades que somente podem ser executadas com a máquina parada;
� setup externo – atividades que podem ser executadas com a máquina trabalhando;
� atividades desnecessárias – atividades que não precisam ser realizadas durante a execução do setup, mas que desacertadamente estão sendo feitas.
Black (1998) enumera sete passos de um programa para redução de tempos de preparação de máquina:
1. Determinar o método existente;
2. Identificar e separar as atividades de setup interno e externo;
3. Converter as atividades de setup interno em externo;
4. Reduzir ou eliminar o setup interno;
5. Aplicar métodos de análise e treinar as atividades de setup;
6. Eliminar ajustes;
7. Abolir, sempre que possível, o setup.
Como os tempos de preparação de máquina são normalmente longos, a gravação em vídeo de vários setups pode ser feita para determinar o método existente. Devem ser analisadas todas as atividades dentro dos conceitos de tempos e movimentos para melhorar o método de trabalho, eliminar todas as atividades desnecessárias e sequenciar corretamente as atividades necessárias.
Exemplos de atividades desnecessárias: esperar que uma ponte rolante fique livre e venha auxiliar na movimentação do molde ou ferramenta, aguardar que um ferramenteiro venha auxiliar na troca e regulagem do molde ou ferramenta.
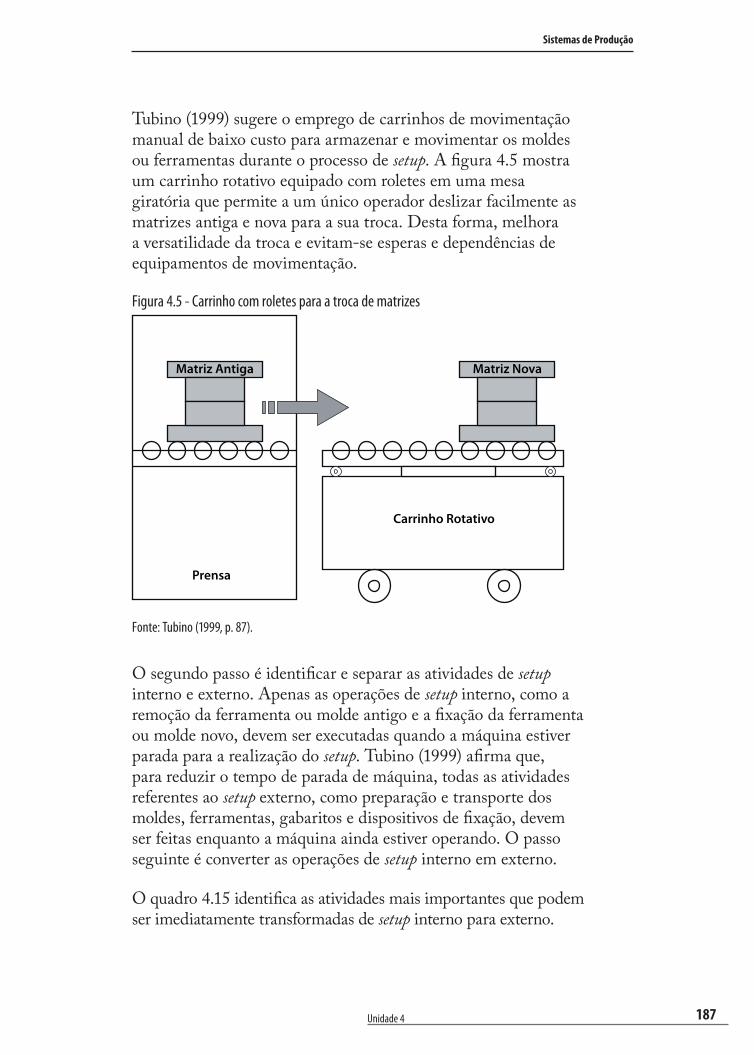
187
Sistemas de Produção
Unidade 4
Tubino (1999) sugere o emprego de carrinhos de movimentação manual de baixo custo para armazenar e movimentar os moldes ou ferramentas durante o processo de setup. A figura 4.5 mostra um carrinho rotativo equipado com roletes em uma mesa giratória que permite a um único operador deslizar facilmente as matrizes antiga e nova para a sua troca. Desta forma, melhora a versatilidade da troca e evitam-se esperas e dependências de equipamentos de movimentação.
Figura 4.5 - Carrinho com roletes para a troca de matrizes
Carrinho Rotativo
Matriz Antiga
Prensa
Matriz Nova
Fonte: Tubino (1999, p. 87).
O segundo passo é identificar e separar as atividades de setup interno e externo. Apenas as operações de setup interno, como a remoção da ferramenta ou molde antigo e a fixação da ferramenta ou molde novo, devem ser executadas quando a máquina estiver parada para a realização do setup. Tubino (1999) afirma que, para reduzir o tempo de parada de máquina, todas as atividades referentes ao setup externo, como preparação e transporte dos moldes, ferramentas, gabaritos e dispositivos de fixação, devem ser feitas enquanto a máquina ainda estiver operando. O passo seguinte é converter as operações de setup interno em externo.
O quadro 4.15 identifica as atividades mais importantes que podem ser imediatamente transformadas de setup interno para externo.
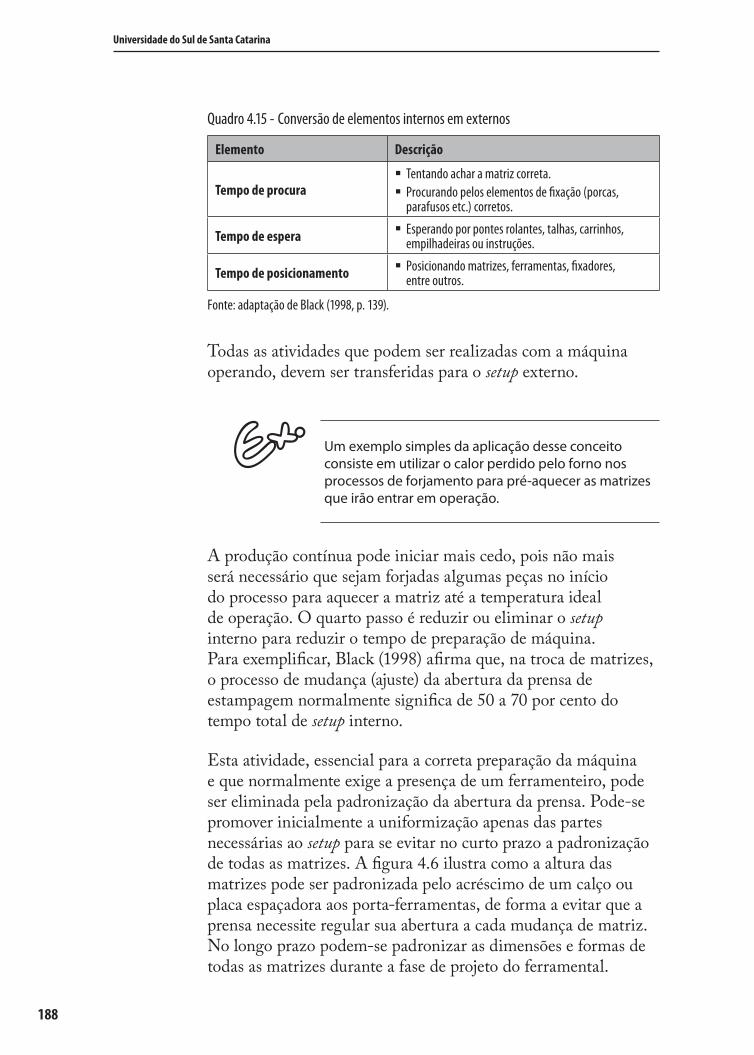
188
Universidade do Sul de Santa Catarina
Quadro 4.15 - Conversão de elementos internos em externos
Elemento Descrição
Tempo de procura � Tentando achar a matriz correta. � Procurando pelos elementos de fixação (porcas,
parafusos etc.) corretos.
Tempo de espera � Esperando por pontes rolantes, talhas, carrinhos, empilhadeiras ou instruções.
Tempo de posicionamento � Posicionando matrizes, ferramentas, fixadores, entre outros.
Fonte: adaptação de Black (1998, p. 139).
Todas as atividades que podem ser realizadas com a máquina operando, devem ser transferidas para o setup externo.
Um exemplo simples da aplicação desse conceito consiste em utilizar o calor perdido pelo forno nos processos de forjamento para pré‑aquecer as matrizes que irão entrar em operação.
A produção contínua pode iniciar mais cedo, pois não mais será necessário que sejam forjadas algumas peças no início do processo para aquecer a matriz até a temperatura ideal de operação. O quarto passo é reduzir ou eliminar o setup interno para reduzir o tempo de preparação de máquina. Para exemplificar, Black (1998) afirma que, na troca de matrizes, o processo de mudança (ajuste) da abertura da prensa de estampagem normalmente significa de 50 a 70 por cento do tempo total de setup interno.
Esta atividade, essencial para a correta preparação da máquina e que normalmente exige a presença de um ferramenteiro, pode ser eliminada pela padronização da abertura da prensa. Pode-se promover inicialmente a uniformização apenas das partes necessárias ao setup para se evitar no curto prazo a padronização de todas as matrizes. A figura 4.6 ilustra como a altura das matrizes pode ser padronizada pelo acréscimo de um calço ou placa espaçadora aos porta-ferramentas, de forma a evitar que a prensa necessite regular sua abertura a cada mudança de matriz. No longo prazo podem-se padronizar as dimensões e formas de todas as matrizes durante a fase de projeto do ferramental.
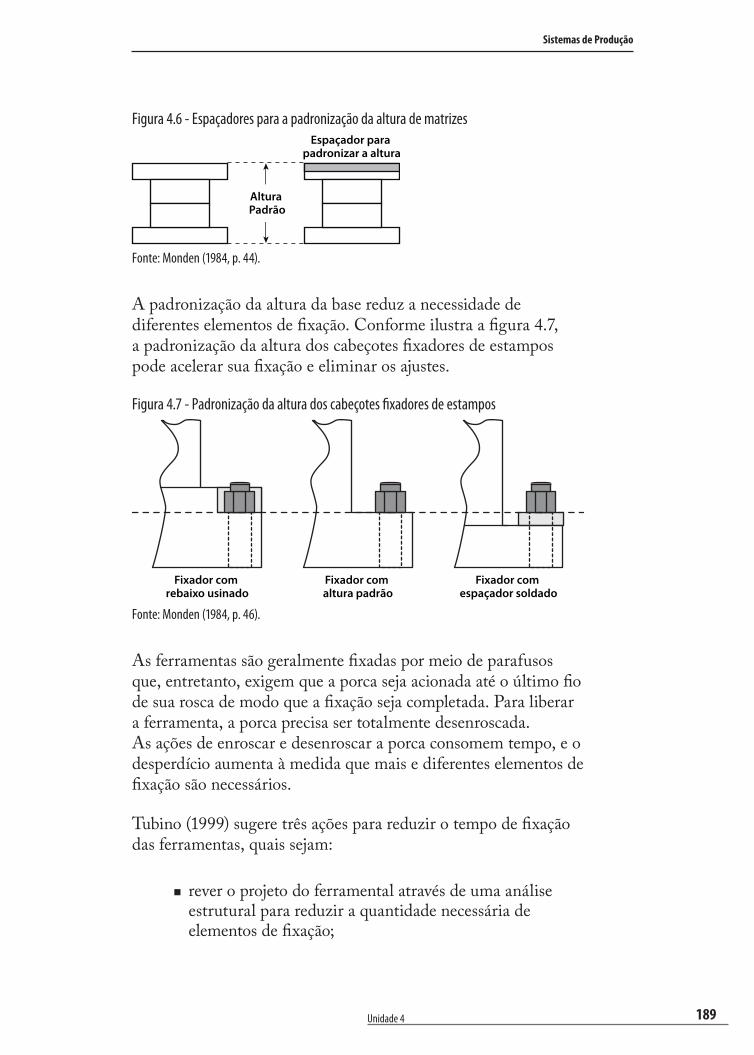
189
Sistemas de Produção
Unidade 4
Figura 4.6 - Espaçadores para a padronização da altura de matrizesEspaçador para
padronizar a altura
Altura Padrão
Fonte: Monden (1984, p. 44).
A padronização da altura da base reduz a necessidade de diferentes elementos de fixação. Conforme ilustra a figura 4.7, a padronização da altura dos cabeçotes fixadores de estampos pode acelerar sua fixação e eliminar os ajustes.
Figura 4.7 - Padronização da altura dos cabeçotes fixadores de estampos
Fixador com espaçador soldado
Fixador com rebaixo usinado
Fixador com altura padrão
Fonte: Monden (1984, p. 46).
As ferramentas são geralmente fixadas por meio de parafusos que, entretanto, exigem que a porca seja acionada até o último fio de sua rosca de modo que a fixação seja completada. Para liberar a ferramenta, a porca precisa ser totalmente desenroscada. As ações de enroscar e desenroscar a porca consomem tempo, e o desperdício aumenta à medida que mais e diferentes elementos de fixação são necessários.
Tubino (1999) sugere três ações para reduzir o tempo de fixação das ferramentas, quais sejam:
� rever o projeto do ferramental através de uma análise estrutural para reduzir a quantidade necessária de elementos de fixação;
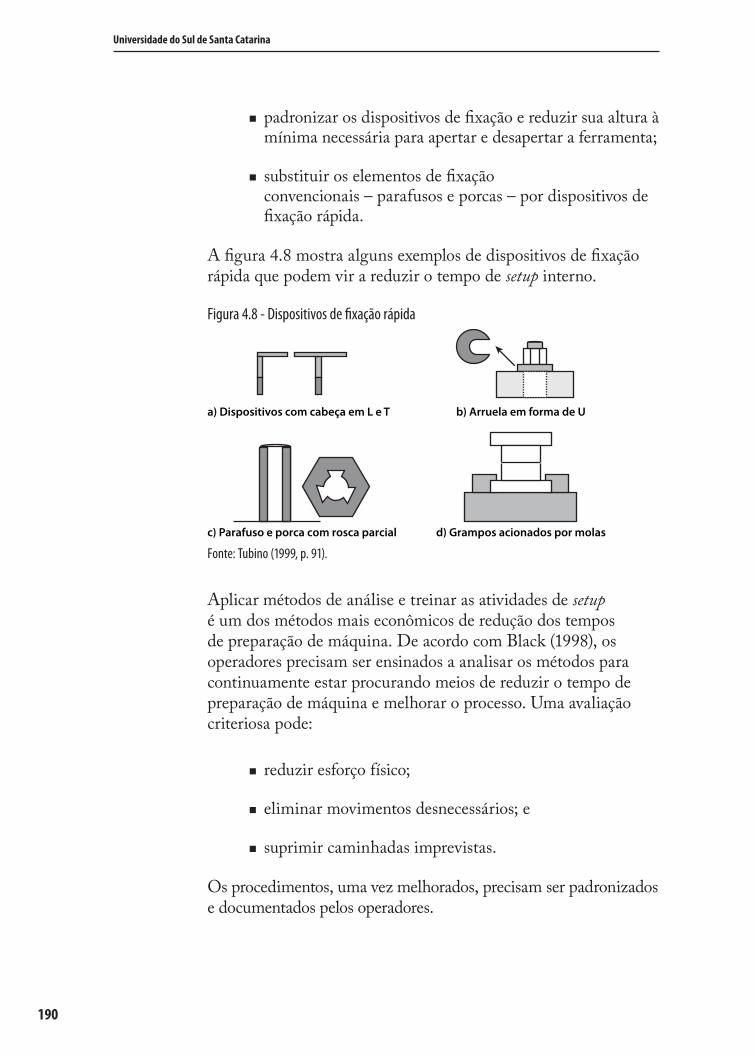
190
Universidade do Sul de Santa Catarina
� padronizar os dispositivos de fixação e reduzir sua altura à mínima necessária para apertar e desapertar a ferramenta;
� substituir os elementos de fixação convencionais – parafusos e porcas – por dispositivos de fixação rápida.
A figura 4.8 mostra alguns exemplos de dispositivos de fixação rápida que podem vir a reduzir o tempo de setup interno.
Figura 4.8 - Dispositivos de fixação rápida
a) Dispositivos com cabeça em L e T b) Arruela em forma de U
c) Parafuso e porca com rosca parcial d) Grampos acionados por molas
Fonte: Tubino (1999, p. 91).
Aplicar métodos de análise e treinar as atividades de setup é um dos métodos mais econômicos de redução dos tempos de preparação de máquina. De acordo com Black (1998), os operadores precisam ser ensinados a analisar os métodos para continuamente estar procurando meios de reduzir o tempo de preparação de máquina e melhorar o processo. Uma avaliação criteriosa pode:
� reduzir esforço físico;
� eliminar movimentos desnecessários; e
� suprimir caminhadas imprevistas.
Os procedimentos, uma vez melhorados, precisam ser padronizados e documentados pelos operadores.
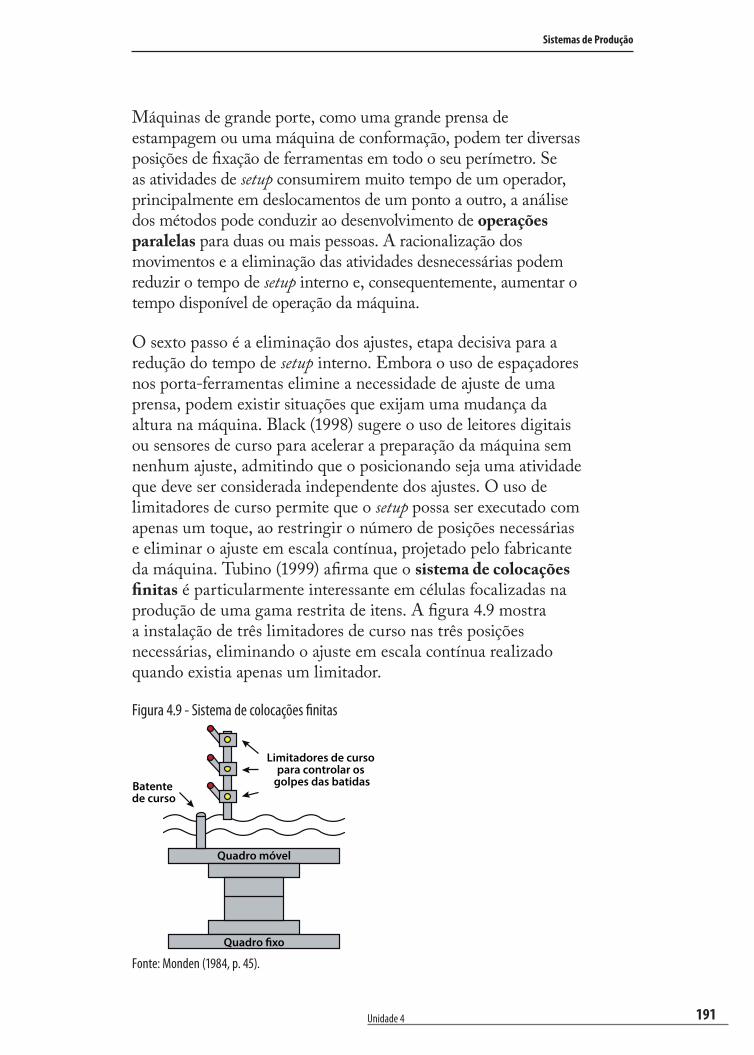
191
Sistemas de Produção
Unidade 4
Máquinas de grande porte, como uma grande prensa de estampagem ou uma máquina de conformação, podem ter diversas posições de fixação de ferramentas em todo o seu perímetro. Se as atividades de setup consumirem muito tempo de um operador, principalmente em deslocamentos de um ponto a outro, a análise dos métodos pode conduzir ao desenvolvimento de operações paralelas para duas ou mais pessoas. A racionalização dos movimentos e a eliminação das atividades desnecessárias podem reduzir o tempo de setup interno e, consequentemente, aumentar o tempo disponível de operação da máquina.
O sexto passo é a eliminação dos ajustes, etapa decisiva para a redução do tempo de setup interno. Embora o uso de espaçadores nos porta-ferramentas elimine a necessidade de ajuste de uma prensa, podem existir situações que exijam uma mudança da altura na máquina. Black (1998) sugere o uso de leitores digitais ou sensores de curso para acelerar a preparação da máquina sem nenhum ajuste, admitindo que o posicionando seja uma atividade que deve ser considerada independente dos ajustes. O uso de limitadores de curso permite que o setup possa ser executado com apenas um toque, ao restringir o número de posições necessárias e eliminar o ajuste em escala contínua, projetado pelo fabricante da máquina. Tubino (1999) afirma que o sistema de colocações finitas é particularmente interessante em células focalizadas na produção de uma gama restrita de itens. A figura 4.9 mostra a instalação de três limitadores de curso nas três posições necessárias, eliminando o ajuste em escala contínua realizado quando existia apenas um limitador.
Figura 4.9 - Sistema de colocações finitas
Limitadores de curso para controlar os
golpes das batidas
Quadro móvel
Quadro �xo
Batente de curso
Fonte: Monden (1984, p. 45).
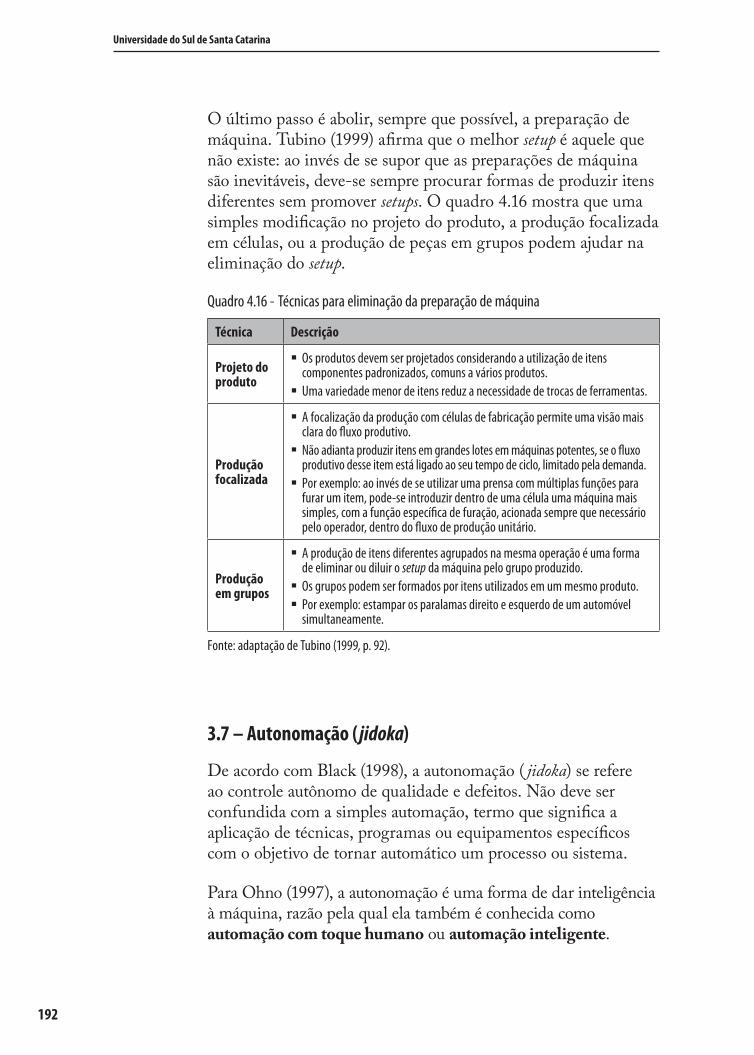
192
Universidade do Sul de Santa Catarina
O último passo é abolir, sempre que possível, a preparação de máquina. Tubino (1999) afirma que o melhor setup é aquele que não existe: ao invés de se supor que as preparações de máquina são inevitáveis, deve-se sempre procurar formas de produzir itens diferentes sem promover setups. O quadro 4.16 mostra que uma simples modificação no projeto do produto, a produção focalizada em células, ou a produção de peças em grupos podem ajudar na eliminação do setup.
Quadro 4.16 - Técnicas para eliminação da preparação de máquina
Técnica Descrição
Projeto do produto
� Os produtos devem ser projetados considerando a utilização de itens componentes padronizados, comuns a vários produtos.
� Uma variedade menor de itens reduz a necessidade de trocas de ferramentas.
Produção focalizada
� A focalização da produção com células de fabricação permite uma visão mais clara do fluxo produtivo.
� Não adianta produzir itens em grandes lotes em máquinas potentes, se o fluxo produtivo desse item está ligado ao seu tempo de ciclo, limitado pela demanda.
� Por exemplo: ao invés de se utilizar uma prensa com múltiplas funções para furar um item, pode-se introduzir dentro de uma célula uma máquina mais simples, com a função específica de furação, acionada sempre que necessário pelo operador, dentro do fluxo de produção unitário.
Produção em grupos
� A produção de itens diferentes agrupados na mesma operação é uma forma de eliminar ou diluir o setup da máquina pelo grupo produzido.
� Os grupos podem ser formados por itens utilizados em um mesmo produto. � Por exemplo: estampar os paralamas direito e esquerdo de um automóvel
simultaneamente.
Fonte: adaptação de Tubino (1999, p. 92).
3.7 – Autonomação ( jidoka)
De acordo com Black (1998), a autonomação ( jidoka) se refere ao controle autônomo de qualidade e defeitos. Não deve ser confundida com a simples automação, termo que significa a aplicação de técnicas, programas ou equipamentos específicos com o objetivo de tornar automático um processo ou sistema.
Para Ohno (1997), a autonomação é uma forma de dar inteligência à máquina, razão pela qual ela também é conhecida como automação com toque humano ou automação inteligente.
193
Sistemas de Produção
Unidade 4
A autonomação surgiu no início do século XX, quando Sakichi Toyoda, fundador do grupo Toyota, desenvolveu um tear autoativado, capaz de interromper seu funcionamento automaticamente, quando qualquer um dos fios da urdidura ou da trama se rompesse. Um dispositivo capaz de distinguir se a situação está normal ou anormal foi inserido na máquina, impedindo que produtos defeituosos fossem produzidos e parando autonomamente o tear. Posteriormente, quando a empresa se tornou uma grande montadora de carros, a autonomação veio a ser um dos pilares do Sistema Toyota de Produção.
As células de produção nos processos enxutos empregam dispositivos para auxiliar o operador a verificar as peças, assegurando que produtos defeituosos não sigam adiante. Estes dispositivos à prova de erro (poka‑yoke) permitem que as peças sejam checadas uma a uma e, caso não apresentem nenhuma anomalia, sejam transferidas, uma a uma, para a próxima etapa do processo. A verificação pode ser manual ou automática, mas é esta última que forma a base da autonomação.
Black (1998) afirma que, em arranjos físicos celulares, os processos individuais ou dispositivos entre os processos estão equipados com sensores, para detectar:
� produção suficiente (para evitar superprodução);
� a ocorrência de algo errado no processo; e
� mudança, que, eventualmente, levará a falhas em atingir a especificação do produto (prevenção de defeito).
São incorporados sensores e dispositivos às máquinas e desacopladores, para verificar automaticamente em cada estágio os aspectos críticos das peças. Por outro lado, Ohno (1997) afirma que melhorias nunca serão alcançadas, se as anormalidades são corrigidas, sem que o supervisor de produção tome conhecimento disso. É necessário compreender um problema para que a melhoria seja possível. A automação faculta ao operador ou à máquina a autonomia de interromper a produção sempre que for detectada qualquer anormalidade, forçando todos a tomar conhecimento do fato.
194
Universidade do Sul de Santa Catarina
Para tanto, a autonomação conta com três elementos principais para eliminar as instabilidades do processo:
� dispositivos à prova de erro (poka‑yoke), dotados de um sensor para detectar o problema e uma ferramenta para restringir a operação ou isolar o item defeituoso;
� um sistema de gestão visual (andon) para chamar a atenção do operador; e
� uma rotina de interação e envolvimento entre as pessoas para resolução de um problema quando ele surge (cadeia de ajuda).
A cadeia de ajuda é iniciada pelo operador da máquina e envolve as lideranças imediatas e os responsáveis pelas áreas de apoio. A ideia é solucionar o problema em sua origem, eliminando sua causa raiz para que ele não torne a aparecer. Uma abordagem simples e estruturada, a Metodologia de Análise e Solução de Problemas (MASP) utiliza o ciclo PDCA para resolver problemas complexos relacionados a produtos, processos ou serviços da empresa.
A figura 4.10 mostra como a autonomação é um componente chave no sistema de qualidade da produção enxuta, ao:
� evitar a superprodução e a transferência de itens defeituosos para a etapa seguinte;
� otimizar a utilização de recursos; e
� separar o homem da máquina.
Sigla para Plan‑Do‑Check‑Act (Planejar-Desenvolver-Controlar-Agir).
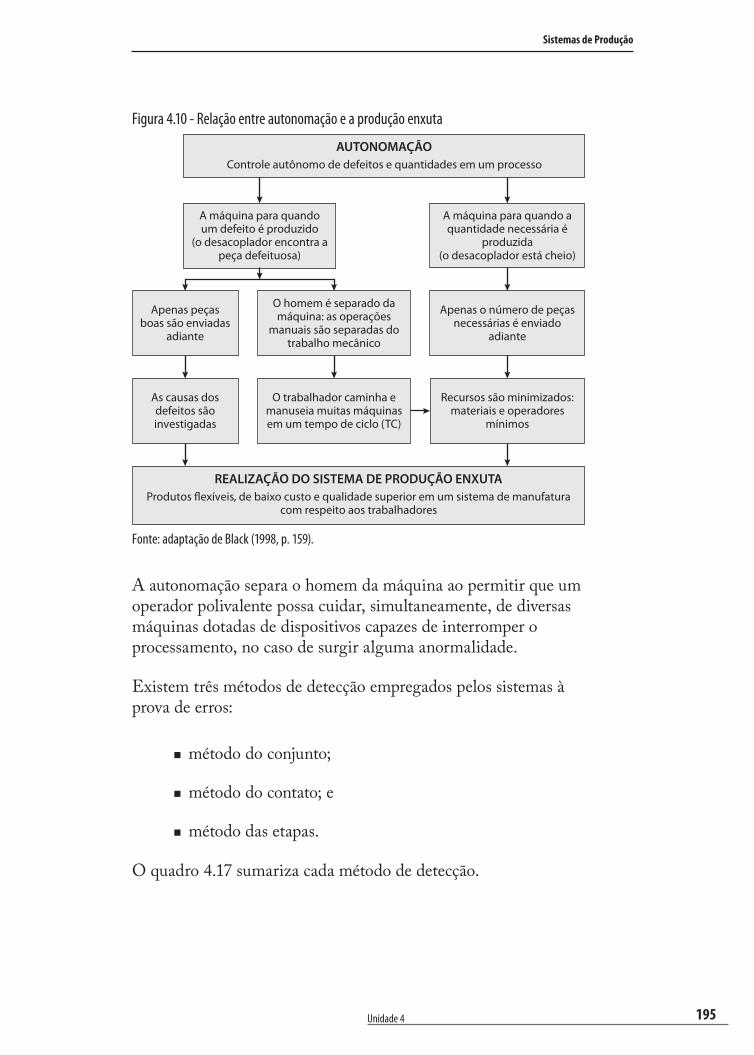
195
Sistemas de Produção
Unidade 4
Figura 4.10 - Relação entre autonomação e a produção enxuta
REALIZAÇÃO DO SISTEMA DE PRODUÇÃO ENXUTAProdutos flexíveis, de baixo custo e qualidade superior em um sistema de manufatura
com respeito aos trabalhadores
AUTONOMAÇÃOControle autônomo de defeitos e quantidades em um processo
As causas dos defeitos são investigadas
O trabalhador caminha e manuseia muitas máquinas em um tempo de ciclo (TC)
Recursos são minimizados: materiais e operadores
mínimos
Apenas peças boas são enviadas
adiante
O homem é separado da máquina: as operações
manuais são separadas do trabalho mecânico
Apenas o número de peças necessárias é enviado
adiante
A máquina para quando um defeito é produzido
(o desacoplador encontra a peça defeituosa)
A máquina para quando a quantidade necessária é
produzida(o desacoplador está cheio)
Fonte: adaptação de Black (1998, p. 159).
A autonomação separa o homem da máquina ao permitir que um operador polivalente possa cuidar, simultaneamente, de diversas máquinas dotadas de dispositivos capazes de interromper o processamento, no caso de surgir alguma anormalidade.
Existem três métodos de detecção empregados pelos sistemas à prova de erros:
� método do conjunto;
� método do contato; e
� método das etapas.
O quadro 4.17 sumariza cada método de detecção.
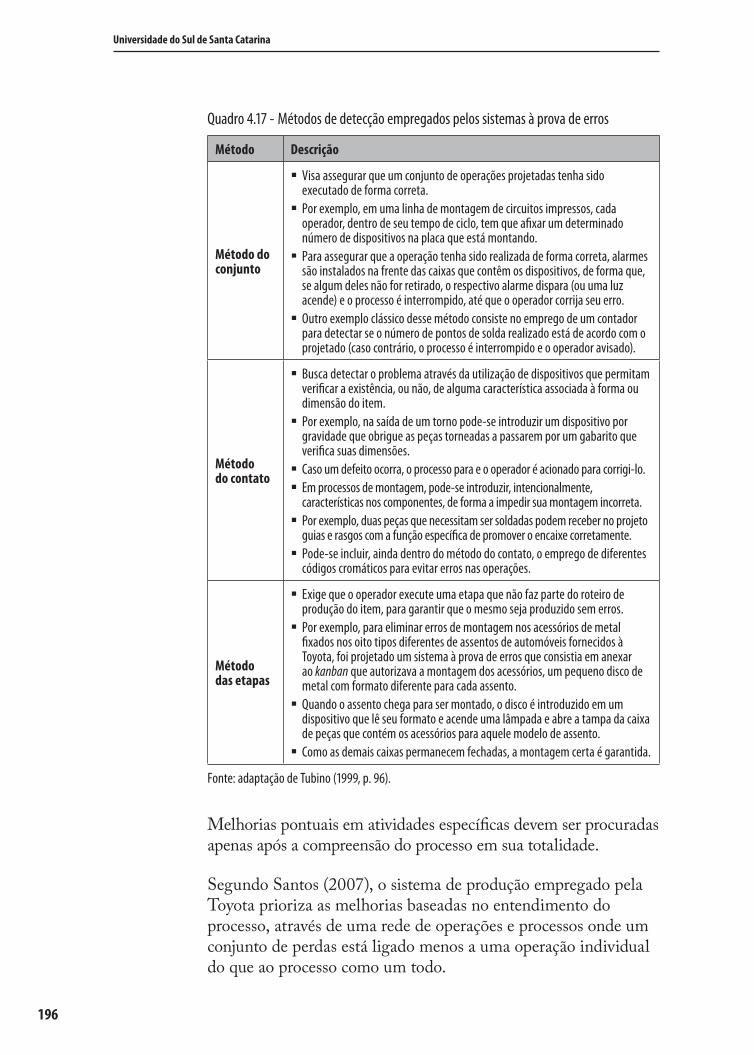
196
Universidade do Sul de Santa Catarina
Quadro 4.17 - Métodos de detecção empregados pelos sistemas à prova de erros
Método Descrição
Método do conjunto
� Visa assegurar que um conjunto de operações projetadas tenha sido executado de forma correta.
� Por exemplo, em uma linha de montagem de circuitos impressos, cada operador, dentro de seu tempo de ciclo, tem que afixar um determinado número de dispositivos na placa que está montando.
� Para assegurar que a operação tenha sido realizada de forma correta, alarmes são instalados na frente das caixas que contêm os dispositivos, de forma que, se algum deles não for retirado, o respectivo alarme dispara (ou uma luz acende) e o processo é interrompido, até que o operador corrija seu erro.
� Outro exemplo clássico desse método consiste no emprego de um contador para detectar se o número de pontos de solda realizado está de acordo com o projetado (caso contrário, o processo é interrompido e o operador avisado).
Método do contato
� Busca detectar o problema através da utilização de dispositivos que permitam verificar a existência, ou não, de alguma característica associada à forma ou dimensão do item.
� Por exemplo, na saída de um torno pode-se introduzir um dispositivo por gravidade que obrigue as peças torneadas a passarem por um gabarito que verifica suas dimensões.
� Caso um defeito ocorra, o processo para e o operador é acionado para corrigi-lo. � Em processos de montagem, pode-se introduzir, intencionalmente,
características nos componentes, de forma a impedir sua montagem incorreta. � Por exemplo, duas peças que necessitam ser soldadas podem receber no projeto
guias e rasgos com a função específica de promover o encaixe corretamente. � Pode-se incluir, ainda dentro do método do contato, o emprego de diferentes
códigos cromáticos para evitar erros nas operações.
Método das etapas
� Exige que o operador execute uma etapa que não faz parte do roteiro de produção do item, para garantir que o mesmo seja produzido sem erros.
� Por exemplo, para eliminar erros de montagem nos acessórios de metal fixados nos oito tipos diferentes de assentos de automóveis fornecidos à Toyota, foi projetado um sistema à prova de erros que consistia em anexar ao kanban que autorizava a montagem dos acessórios, um pequeno disco de metal com formato diferente para cada assento.
� Quando o assento chega para ser montado, o disco é introduzido em um dispositivo que lê seu formato e acende uma lâmpada e abre a tampa da caixa de peças que contém os acessórios para aquele modelo de assento.
� Como as demais caixas permanecem fechadas, a montagem certa é garantida.
Fonte: adaptação de Tubino (1999, p. 96).
Melhorias pontuais em atividades específicas devem ser procuradas apenas após a compreensão do processo em sua totalidade.
Segundo Santos (2007), o sistema de produção empregado pela Toyota prioriza as melhorias baseadas no entendimento do processo, através de uma rede de operações e processos onde um conjunto de perdas está ligado menos a uma operação individual do que ao processo como um todo.
197
Sistemas de Produção
Unidade 4
A abordagem da Toyota em relação à gestão da qualidade, por exemplo, enfatiza um melhoramento contínuo dos processos, incluindo as atividades dos gestores e pessoal de escritório.
Embora os fabricantes americanos e japoneses sejam igualmente bem-sucedidos em problemas isolados de controle de qualidade, a maior diferença entre essas duas abordagens, afirmam Lee e Schniederjans (1994), é que os gestores japoneses conseguiram um grau maior de integração da qualidade do que seus colegas dos Estados Unidos. Uma qualidade melhor, por sua vez, resulta em uma menor quantidade de materiais desperdiçados, menos horas de retrabalho, resultando em maior produtividade.
A complexidade dessa abordagem holística, muitas vezes escondida atrás da simplicidade de aplicação de suas ferramentas, pode dificultar a compreensão de todo o seu escopo e dos resultados potenciais que podem ser alcançados com sua implementação. Esta é uma das razões pelas quais os resultados alcançados pelas empresas na implementação da Manufatura Enxuta estão frequentemente abaixo do potencial esperado.
3.8 – Integração com fornecedores
A integração da empresa com seus fornecedores é uma condição para que o sistema de produção enxuto alcance resultados superiores aos da produção em massa. Black (1998) afirma que suprimentos nos sistemas enxutos é um programa de longo prazo e de contínuo aperfeiçoamento, para que, juntos, empresa e fornecedores, possam reduzir os tempos de atravessamento, tamanhos de lotes e níveis de estoque.
As compras nos sistemas enxutos são caracterizadas por contratos de fornecimento de longo prazo (18 a 24 meses), renegociados a cada 5 ou 12 meses, que permitem um maior horizonte de planejamento ao fornecedor.
O quadro 4.18 compara o modelo de suprimentos tradicional com o adotado pela Toyota.
Tempo necessário para uma unidade movimentar-se ao longo do processo.
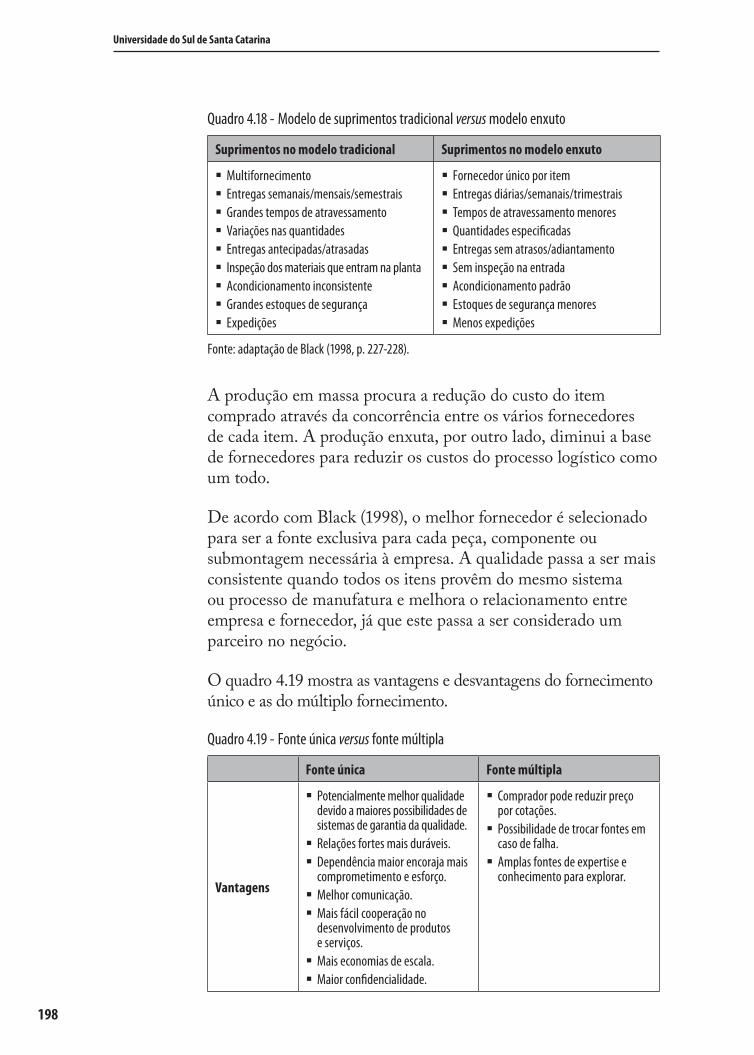
198
Universidade do Sul de Santa Catarina
Quadro 4.18 - Modelo de suprimentos tradicional versus modelo enxuto
Suprimentos no modelo tradicional Suprimentos no modelo enxuto
� Multifornecimento � Entregas semanais/mensais/semestrais � Grandes tempos de atravessamento � Variações nas quantidades � Entregas antecipadas/atrasadas � Inspeção dos materiais que entram na planta � Acondicionamento inconsistente � Grandes estoques de segurança � Expedições
� Fornecedor único por item � Entregas diárias/semanais/trimestrais � Tempos de atravessamento menores � Quantidades especificadas � Entregas sem atrasos/adiantamento � Sem inspeção na entrada � Acondicionamento padrão � Estoques de segurança menores � Menos expedições
Fonte: adaptação de Black (1998, p. 227-228).
A produção em massa procura a redução do custo do item comprado através da concorrência entre os vários fornecedores de cada item. A produção enxuta, por outro lado, diminui a base de fornecedores para reduzir os custos do processo logístico como um todo.
De acordo com Black (1998), o melhor fornecedor é selecionado para ser a fonte exclusiva para cada peça, componente ou submontagem necessária à empresa. A qualidade passa a ser mais consistente quando todos os itens provêm do mesmo sistema ou processo de manufatura e melhora o relacionamento entre empresa e fornecedor, já que este passa a ser considerado um parceiro no negócio.
O quadro 4.19 mostra as vantagens e desvantagens do fornecimento único e as do múltiplo fornecimento.
Quadro 4.19 - Fonte única versus fonte múltipla
Fonte única Fonte múltipla
Vantagens
� Potencialmente melhor qualidade devido a maiores possibilidades de sistemas de garantia da qualidade.
� Relações fortes mais duráveis. � Dependência maior encoraja mais
comprometimento e esforço. � Melhor comunicação. � Mais fácil cooperação no
desenvolvimento de produtos e serviços.
� Mais economias de escala. � Maior confidencialidade.
� Comprador pode reduzir preço por cotações.
� Possibilidade de trocar fontes em caso de falha.
� Amplas fontes de expertise e conhecimento para explorar.
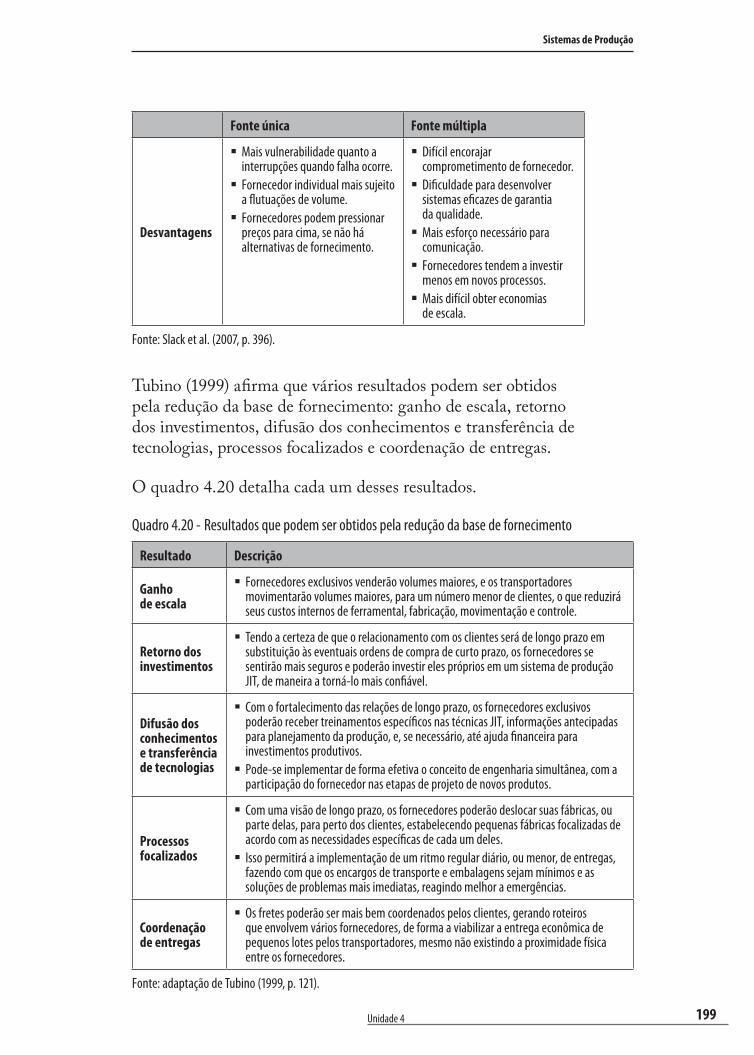
199
Sistemas de Produção
Unidade 4
Fonte única Fonte múltipla
Desvantagens
� Mais vulnerabilidade quanto a interrupções quando falha ocorre.
� Fornecedor individual mais sujeito a flutuações de volume.
� Fornecedores podem pressionar preços para cima, se não há alternativas de fornecimento.
� Difícil encorajar comprometimento de fornecedor.
� Dificuldade para desenvolver sistemas eficazes de garantia da qualidade.
� Mais esforço necessário para comunicação.
� Fornecedores tendem a investir menos em novos processos.
� Mais difícil obter economias de escala.
Fonte: Slack et al. (2007, p. 396).
Tubino (1999) afirma que vários resultados podem ser obtidos pela redução da base de fornecimento: ganho de escala, retorno dos investimentos, difusão dos conhecimentos e transferência de tecnologias, processos focalizados e coordenação de entregas.
O quadro 4.20 detalha cada um desses resultados.
Quadro 4.20 - Resultados que podem ser obtidos pela redução da base de fornecimento
Resultado Descrição
Ganho de escala
� Fornecedores exclusivos venderão volumes maiores, e os transportadores movimentarão volumes maiores, para um número menor de clientes, o que reduzirá seus custos internos de ferramental, fabricação, movimentação e controle.
Retorno dos investimentos
� Tendo a certeza de que o relacionamento com os clientes será de longo prazo em substituição às eventuais ordens de compra de curto prazo, os fornecedores se sentirão mais seguros e poderão investir eles próprios em um sistema de produção JIT, de maneira a torná-lo mais confiável.
Difusão dos conhecimentos e transferência de tecnologias
� Com o fortalecimento das relações de longo prazo, os fornecedores exclusivos poderão receber treinamentos específicos nas técnicas JIT, informações antecipadas para planejamento da produção, e, se necessário, até ajuda financeira para investimentos produtivos.
� Pode-se implementar de forma efetiva o conceito de engenharia simultânea, com a participação do fornecedor nas etapas de projeto de novos produtos.
Processos focalizados
� Com uma visão de longo prazo, os fornecedores poderão deslocar suas fábricas, ou parte delas, para perto dos clientes, estabelecendo pequenas fábricas focalizadas de acordo com as necessidades específicas de cada um deles.
� Isso permitirá a implementação de um ritmo regular diário, ou menor, de entregas, fazendo com que os encargos de transporte e embalagens sejam mínimos e as soluções de problemas mais imediatas, reagindo melhor a emergências.
Coordenação de entregas
� Os fretes poderão ser mais bem coordenados pelos clientes, gerando roteiros que envolvem vários fornecedores, de forma a viabilizar a entrega econômica de pequenos lotes pelos transportadores, mesmo não existindo a proximidade física entre os fornecedores.
Fonte: adaptação de Tubino (1999, p. 121).
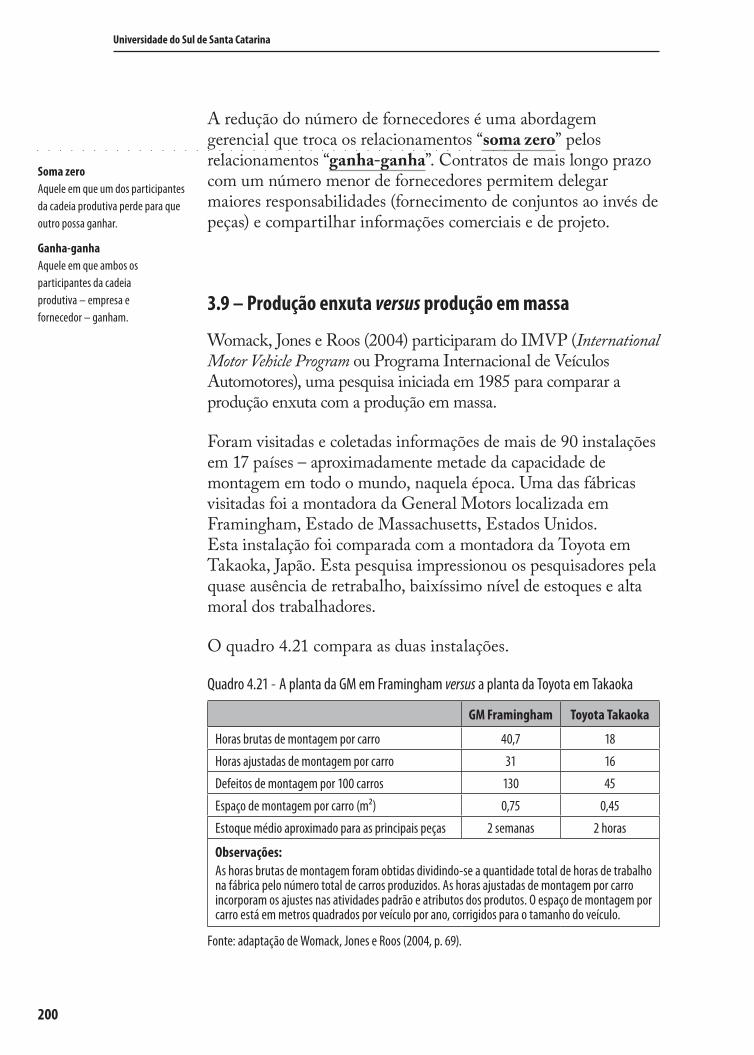
200
Universidade do Sul de Santa Catarina
A redução do número de fornecedores é uma abordagem gerencial que troca os relacionamentos “soma zero” pelos relacionamentos “ganha‑ganha”. Contratos de mais longo prazo com um número menor de fornecedores permitem delegar maiores responsabilidades (fornecimento de conjuntos ao invés de peças) e compartilhar informações comerciais e de projeto.
3.9 – Produção enxuta versus produção em massa
Womack, Jones e Roos (2004) participaram do IMVP (International Motor Vehicle Program ou Programa Internacional de Veículos Automotores), uma pesquisa iniciada em 1985 para comparar a produção enxuta com a produção em massa.
Foram visitadas e coletadas informações de mais de 90 instalações em 17 países – aproximadamente metade da capacidade de montagem em todo o mundo, naquela época. Uma das fábricas visitadas foi a montadora da General Motors localizada em Framingham, Estado de Massachusetts, Estados Unidos. Esta instalação foi comparada com a montadora da Toyota em Takaoka, Japão. Esta pesquisa impressionou os pesquisadores pela quase ausência de retrabalho, baixíssimo nível de estoques e alta moral dos trabalhadores.
O quadro 4.21 compara as duas instalações.
Quadro 4.21 - A planta da GM em Framingham versus a planta da Toyota em Takaoka
GM Framingham Toyota Takaoka
Horas brutas de montagem por carro 40,7 18
Horas ajustadas de montagem por carro 31 16
Defeitos de montagem por 100 carros 130 45
Espaço de montagem por carro (m²) 0,75 0,45
Estoque médio aproximado para as principais peças 2 semanas 2 horas
Observações: As horas brutas de montagem foram obtidas dividindo-se a quantidade total de horas de trabalho na fábrica pelo número total de carros produzidos. As horas ajustadas de montagem por carro incorporam os ajustes nas atividades padrão e atributos dos produtos. O espaço de montagem por carro está em metros quadrados por veículo por ano, corrigidos para o tamanho do veículo.
Fonte: adaptação de Womack, Jones e Roos (2004, p. 69).
Soma zeroAquele em que um dos participantes da cadeia produtiva perde para que outro possa ganhar.
Ganha‑ganhaAquele em que ambos os participantes da cadeia produtiva – empresa e fornecedor – ganham.
201
Sistemas de Produção
Unidade 4
Womack, Jones e Roos (2004) argumentam que a maior diferença entre a produção em massa e a produção enxuta talvez resida em seus objetivos finais. Os sistemas de produção em massa almejam uma meta limitada – “boa o suficiente” – que resulta numa pequena variedade de produtos padronizados com uma quantidade tolerável de defeitos e num nível máximo de estoques aceitável.
Por outro lado, os sistemas de produção enxutos perseguem abertamente a perfeição:
� ausência de defeitos;
� estoque zero;
� custos sempre declinantes; e
� uma miríade de novos produtos.
A busca contínua pela inatingível perfeição surpreende pelos efeitos produzidos e afeta o modo como as pessoas trabalham.
Trabalho em equipe ao invés de hierarquia rígida e metas desafiadoras em vez de objetivos rotineiros caracterizam os ambientes enxutos.
Os resultados divulgados pelo IMVP impactaram na indústria automotiva em todo o mundo, e a Mentalidade Enxuta tem sido cada vez mais adotada com entusiasmo por empresas ocidentais de diversos outros segmentos. Numerosas técnicas e práticas foram amplamente divulgadas e estão sendo aperfeiçoadas dia a dia.
O quadro 4.22 sumariza as características da produção enxuta em termos de funcionário, produto, variedade, volume, máquinas, organização, custo e qualidade.
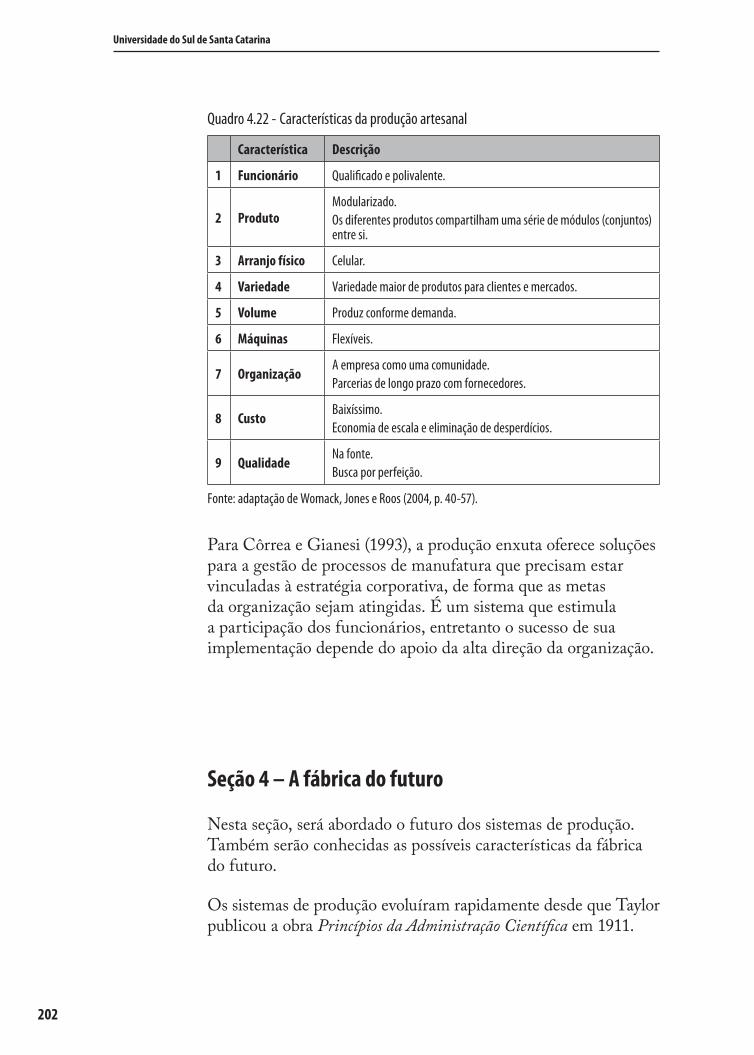
202
Universidade do Sul de Santa Catarina
Quadro 4.22 - Características da produção artesanal
Característica Descrição
1 Funcionário Qualificado e polivalente.
2 ProdutoModularizado.Os diferentes produtos compartilham uma série de módulos (conjuntos) entre si.
3 Arranjo físico Celular.
4 Variedade Variedade maior de produtos para clientes e mercados.
5 Volume Produz conforme demanda.
6 Máquinas Flexíveis.
7 OrganizaçãoA empresa como uma comunidade.Parcerias de longo prazo com fornecedores.
8 CustoBaixíssimo.Economia de escala e eliminação de desperdícios.
9 QualidadeNa fonte.Busca por perfeição.
Fonte: adaptação de Womack, Jones e Roos (2004, p. 40-57).
Para Côrrea e Gianesi (1993), a produção enxuta oferece soluções para a gestão de processos de manufatura que precisam estar vinculadas à estratégia corporativa, de forma que as metas da organização sejam atingidas. É um sistema que estimula a participação dos funcionários, entretanto o sucesso de sua implementação depende do apoio da alta direção da organização.
Seção 4 – A fábrica do futuro
Nesta seção, será abordado o futuro dos sistemas de produção. Também serão conhecidas as possíveis características da fábrica do futuro.
Os sistemas de produção evoluíram rapidamente desde que Taylor publicou a obra Princípios da Administração Científica em 1911.

203
Sistemas de Produção
Unidade 4
Essa evolução foi provocada principalmente pela indústria automobilística, ao promover duas grandes transformações na forma com que são produzidos bens de consumo:
� a transformação da produção artesanal em produção em massa, realizada por Henry Ford em 1913; e
� a criação da produção enxuta, idealizada pela Toyota após a II Guerra Mundial.
Mas como seria a fábrica do futuro?
Escrever sobre o futuro é sempre uma tarefa espinhosa e todo cuidado é pouco em um mundo em constante transformação. Muitos podem pensar que, no futuro, as fábricas estarão completamente robotizadas, não restando muito para os poucos funcionários fazerem. Entretanto, Martins e Laugeni (2007) afirmam que esta visão não corresponde à realidade presente ou futura e que, além de um elevado grau de automação e do uso integrado de ferramentas tecnológicas, a fábrica do futuro se caracterizará, principalmente, pela presença do trabalhador do conhecimento (knowledge worker).
Slack et al. (2007) sugerem quatro temas para serem considerados na gestão de operações da fábrica do futuro:
� globalização;
� proteção ambiental;
� responsabilidade social corporativa;
� consciência tecnológica; e
� gestão do conhecimento.
Colaborador que usa mais a cabeça e o saber do que as mãos.
204
Universidade do Sul de Santa Catarina
4.1 – Globalização
A globalização torna o mundo um lugar menor para se fazer negócio. Os gerentes de produção terão muitas oportunidades para desenvolverem relações com clientes e fornecedores em outras partes do mundo.
No entanto, Slack et al. (2007) afirmam que as diferenças culturais podem afetar as decisões das operações, na medida em que as várias partes do mundo possuem diversas visões sobre a natureza do trabalho.
Por exemplo: trabalhos constituídos por tarefas repetitivas podem ser pouco desejados na Europa, mas podem ser considerados como uma boa fonte de empregos em outras partes do mundo.
O quadro 4.23 sugere algumas questões para serem consideradas nas decisões das operações como efeito da globalização.
Quadro 4.23 - Algumas considerações do efeito da globalização nas decisões operacionais
Área de decisão Alguns assuntos de globalização
Projeto de produto � Transferibilidade do projeto de bem ou serviço. � Adaptação do projeto para atender a legislação ou cultura.
Projeto de rede � Localização da rede global de instalações. � Legislação sobre posse e capacidade.
Arranjo físico � Reação cultural à organização do trabalho.
Tecnologia de processo
� Manutenção da tecnologia. � Disponibilidade de habilidades.
Projeto de trabalho
� Custo do trabalho. � Disponibilidade de habilidades. � Reação cultural aos requisitos do trabalho.
Planejamento e controle da produção
� Reação cultural à necessidade de planejar. � Reação cultural à necessidade de ter flexibilidade.
Gestão da capacidade
� Diferenças em sazonalidade e padrão de demanda. � Legislação sobre contratos de trabalho temporário ou de meio período. � Legislação e visão cultural sobre os trabalhos flexíveis.
Gestão de estoque � Condições de armazenagem e sensibilidade climática. � Custo de capital de outras diferenças de custo de armazenagem.
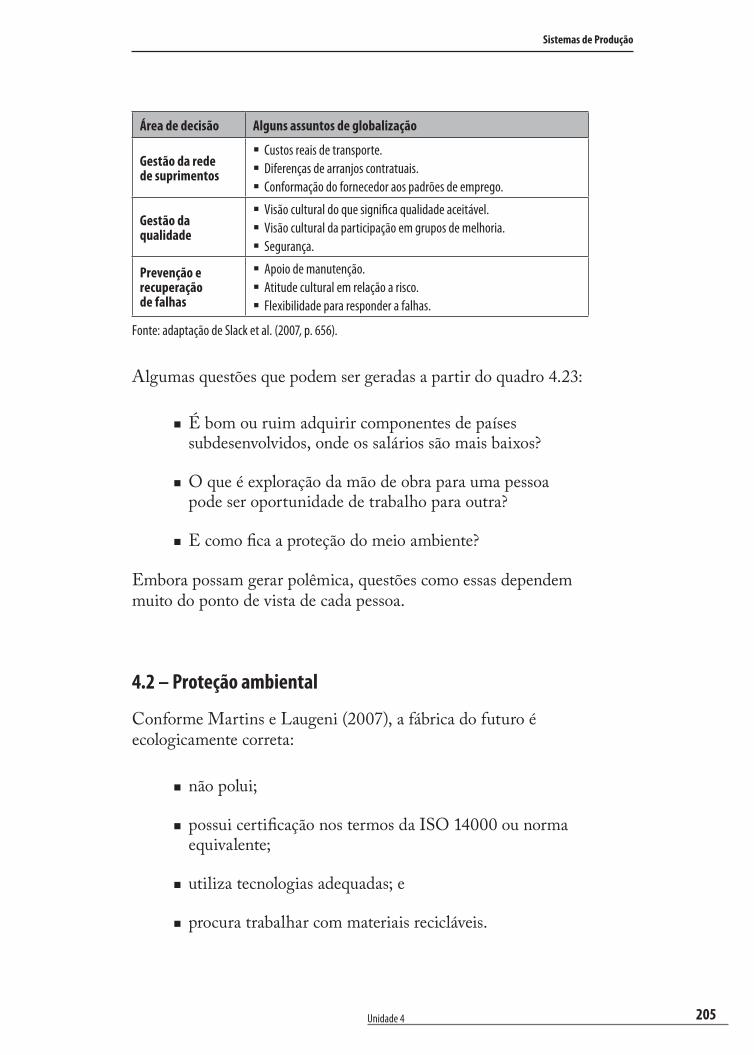
205
Sistemas de Produção
Unidade 4
Área de decisão Alguns assuntos de globalização
Gestão da rede de suprimentos
� Custos reais de transporte. � Diferenças de arranjos contratuais. � Conformação do fornecedor aos padrões de emprego.
Gestão da qualidade
� Visão cultural do que significa qualidade aceitável. � Visão cultural da participação em grupos de melhoria. � Segurança.
Prevenção e recuperação de falhas
� Apoio de manutenção. � Atitude cultural em relação a risco. � Flexibilidade para responder a falhas.
Fonte: adaptação de Slack et al. (2007, p. 656).
Algumas questões que podem ser geradas a partir do quadro 4.23:
� É bom ou ruim adquirir componentes de países subdesenvolvidos, onde os salários são mais baixos?
� O que é exploração da mão de obra para uma pessoa pode ser oportunidade de trabalho para outra?
� E como fica a proteção do meio ambiente?
Embora possam gerar polêmica, questões como essas dependem muito do ponto de vista de cada pessoa.
4.2 – Proteção ambiental
Conforme Martins e Laugeni (2007), a fábrica do futuro é ecologicamente correta:
� não polui;
� possui certificação nos termos da ISO 14000 ou norma equivalente;
� utiliza tecnologias adequadas; e
� procura trabalhar com materiais recicláveis.
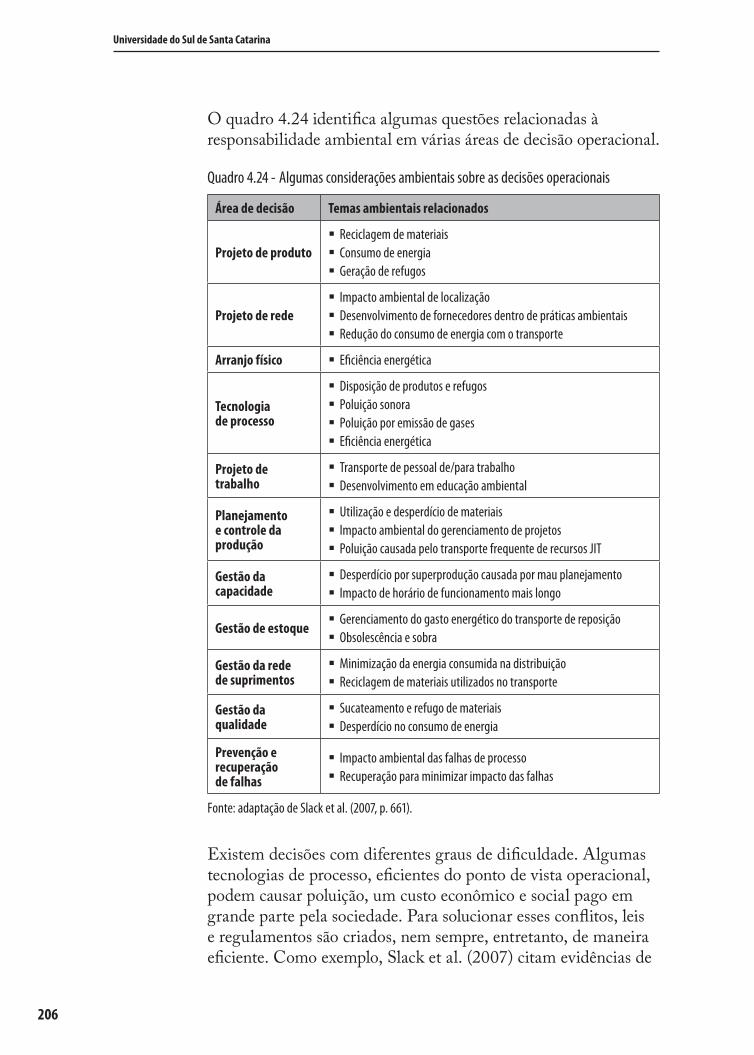
206
Universidade do Sul de Santa Catarina
O quadro 4.24 identifica algumas questões relacionadas à responsabilidade ambiental em várias áreas de decisão operacional.
Quadro 4.24 - Algumas considerações ambientais sobre as decisões operacionais
Área de decisão Temas ambientais relacionados
Projeto de produto � Reciclagem de materiais � Consumo de energia � Geração de refugos
Projeto de rede � Impacto ambiental de localização � Desenvolvimento de fornecedores dentro de práticas ambientais � Redução do consumo de energia com o transporte
Arranjo físico � Eficiência energética
Tecnologia de processo
� Disposição de produtos e refugos � Poluição sonora � Poluição por emissão de gases � Eficiência energética
Projeto de trabalho
� Transporte de pessoal de/para trabalho � Desenvolvimento em educação ambiental
Planejamento e controle da produção
� Utilização e desperdício de materiais � Impacto ambiental do gerenciamento de projetos � Poluição causada pelo transporte frequente de recursos JIT
Gestão da capacidade
� Desperdício por superprodução causada por mau planejamento � Impacto de horário de funcionamento mais longo
Gestão de estoque � Gerenciamento do gasto energético do transporte de reposição � Obsolescência e sobra
Gestão da rede de suprimentos
� Minimização da energia consumida na distribuição � Reciclagem de materiais utilizados no transporte
Gestão da qualidade
� Sucateamento e refugo de materiais � Desperdício no consumo de energia
Prevenção e recuperação de falhas
� Impacto ambiental das falhas de processo � Recuperação para minimizar impacto das falhas
Fonte: adaptação de Slack et al. (2007, p. 661).
Existem decisões com diferentes graus de dificuldade. Algumas tecnologias de processo, eficientes do ponto de vista operacional, podem causar poluição, um custo econômico e social pago em grande parte pela sociedade. Para solucionar esses conflitos, leis e regulamentos são criados, nem sempre, entretanto, de maneira eficiente. Como exemplo, Slack et al. (2007) citam evidências de
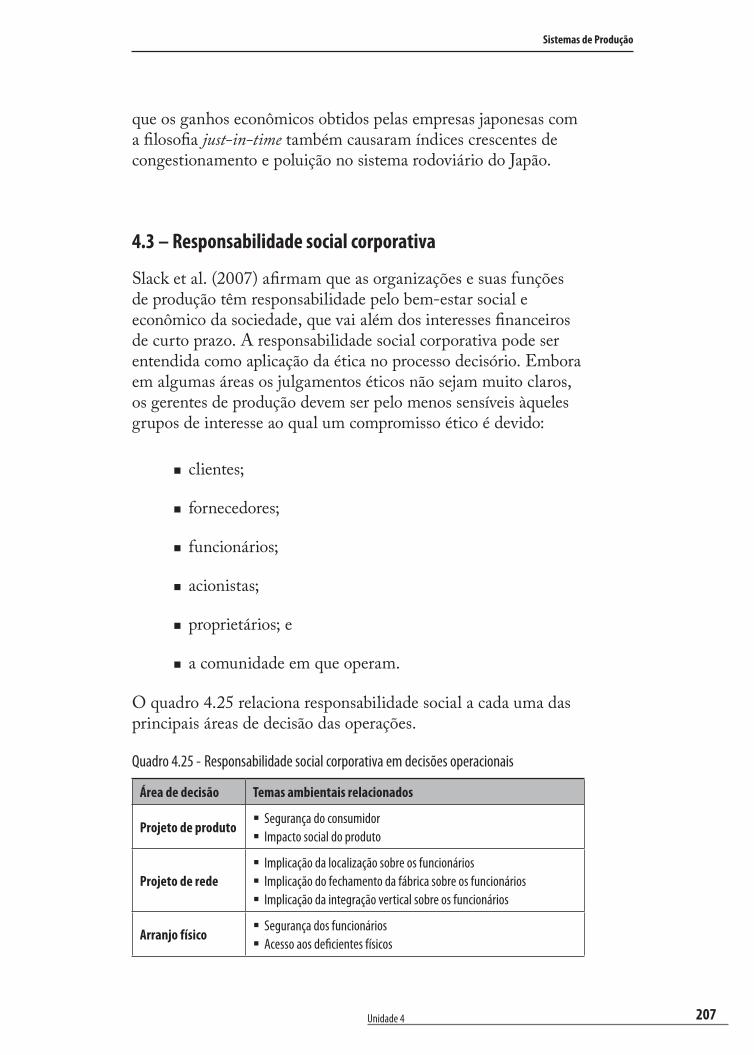
207
Sistemas de Produção
Unidade 4
que os ganhos econômicos obtidos pelas empresas japonesas com a filosofia just‑in‑time também causaram índices crescentes de congestionamento e poluição no sistema rodoviário do Japão.
4.3 – Responsabilidade social corporativa
Slack et al. (2007) afirmam que as organizações e suas funções de produção têm responsabilidade pelo bem-estar social e econômico da sociedade, que vai além dos interesses financeiros de curto prazo. A responsabilidade social corporativa pode ser entendida como aplicação da ética no processo decisório. Embora em algumas áreas os julgamentos éticos não sejam muito claros, os gerentes de produção devem ser pelo menos sensíveis àqueles grupos de interesse ao qual um compromisso ético é devido:
� clientes;
� fornecedores;
� funcionários;
� acionistas;
� proprietários; e
� a comunidade em que operam.
O quadro 4.25 relaciona responsabilidade social a cada uma das principais áreas de decisão das operações.
Quadro 4.25 - Responsabilidade social corporativa em decisões operacionais
Área de decisão Temas ambientais relacionados
Projeto de produto � Segurança do consumidor � Impacto social do produto
Projeto de rede � Implicação da localização sobre os funcionários � Implicação do fechamento da fábrica sobre os funcionários � Implicação da integração vertical sobre os funcionários
Arranjo físico � Segurança dos funcionários � Acesso aos deficientes físicos
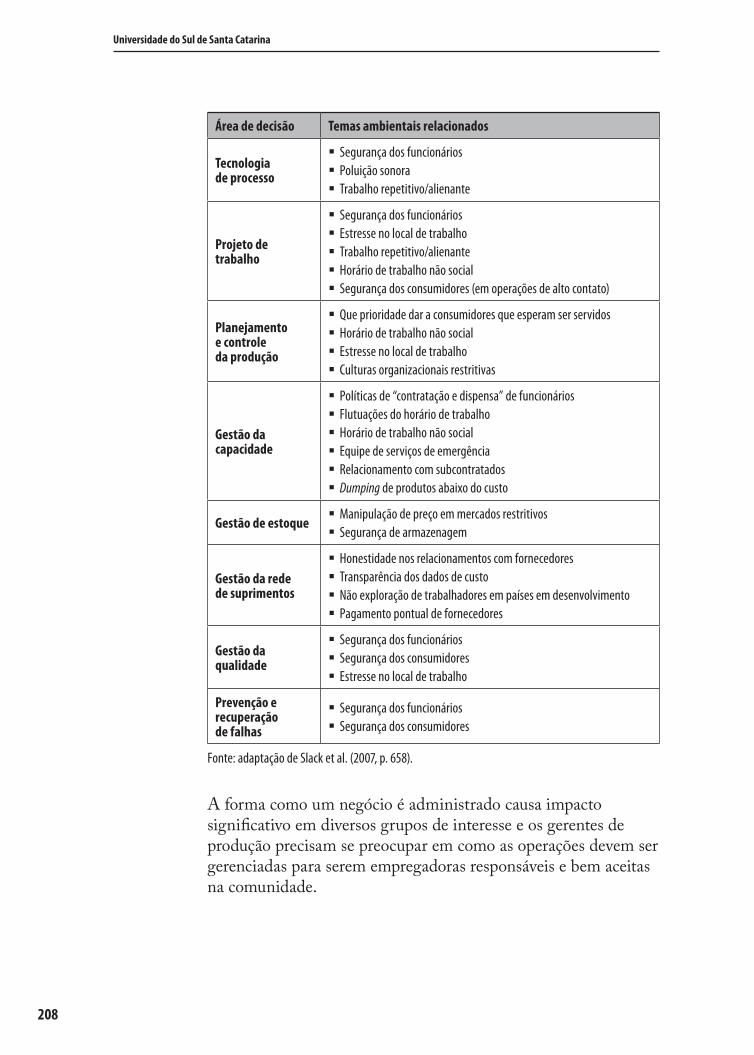
208
Universidade do Sul de Santa Catarina
Área de decisão Temas ambientais relacionados
Tecnologia de processo
� Segurança dos funcionários � Poluição sonora � Trabalho repetitivo/alienante
Projeto de trabalho
� Segurança dos funcionários � Estresse no local de trabalho � Trabalho repetitivo/alienante � Horário de trabalho não social � Segurança dos consumidores (em operações de alto contato)
Planejamento e controle da produção
� Que prioridade dar a consumidores que esperam ser servidos � Horário de trabalho não social � Estresse no local de trabalho � Culturas organizacionais restritivas
Gestão da capacidade
� Políticas de “contratação e dispensa” de funcionários � Flutuações do horário de trabalho � Horário de trabalho não social � Equipe de serviços de emergência � Relacionamento com subcontratados � Dumping de produtos abaixo do custo
Gestão de estoque � Manipulação de preço em mercados restritivos � Segurança de armazenagem
Gestão da rede de suprimentos
� Honestidade nos relacionamentos com fornecedores � Transparência dos dados de custo � Não exploração de trabalhadores em países em desenvolvimento � Pagamento pontual de fornecedores
Gestão da qualidade
� Segurança dos funcionários � Segurança dos consumidores � Estresse no local de trabalho
Prevenção e recuperação de falhas
� Segurança dos funcionários � Segurança dos consumidores
Fonte: adaptação de Slack et al. (2007, p. 658).
A forma como um negócio é administrado causa impacto significativo em diversos grupos de interesse e os gerentes de produção precisam se preocupar em como as operações devem ser gerenciadas para serem empregadoras responsáveis e bem aceitas na comunidade.
209
Sistemas de Produção
Unidade 4
4.4 – Consciência tecnológica
De acordo com Martins e Laugeni (2007), a fábrica do futuro está focada em alta produtividade, e as atividades que não agregam valor são eliminadas. As grandes fábricas dividem fisicamente seus recursos, montando várias pequenas unidades dentro da fábrica original, devidamente focalizadas em produtos ou famílias, organizadas em células de produção com elevado grau de automação e operadas por funcionários polivalentes. Os locais de trabalho são limpos e organizados, resultado da aplicação do Programas 5 S.
Os produtos possuem um menor número de componentes, o que diminui os custos e os riscos de falhas, sem perda de flexibilidade. O conceito de modularização, por outro lado, permite a produção de uma vasta variedade de produtos através da combinação de uma enorme quantidade de componentes padronizados.
Na fábrica do futuro, o sistema just‑in‑time continua válido, porém o progresso dos materiais é monitorado por computador:
� códigos de barra substituem os cartões kanban; e
� veículos guiados automaticamente (AGV ou Automated Guided Vehicles), flexíveis e controlados por computador, substituem os carrinhos manuais.
Ou seja, apesar das inovações tecnológicas, os conceitos e técnicas da produção enxuta permanecem.
O quadro 4.26 relaciona algumas considerações tecnológicas nas principais áreas de decisão das operações.
Quadro 4.26 - Algumas questões tecnológicas nas áreas de decisão operacional
Área de decisão Temas ambientais relacionados
Projeto de produto � Uso de realidade virtual no projeto do bem ou serviço � Uso de protótipos virtuais � Bases de dados e sistemas CAD unificados
Projeto de rede � Sistemas especialistas para ajudar na análise de localização � Tecnologia de Internet elimina estágios na rede de suprimentos
Arranjo físico � Sistemas especialistas para ajudar no projeto de leiaute � Limitações tecnológicas no posicionamento do arranjo
Cinco sensos que descrevem práticas para o ambiente de trabalho e são úteis para o gerenciamento visual e para produção enxuta: utilização, ordenação, limpeza, saúde e autodisciplina.
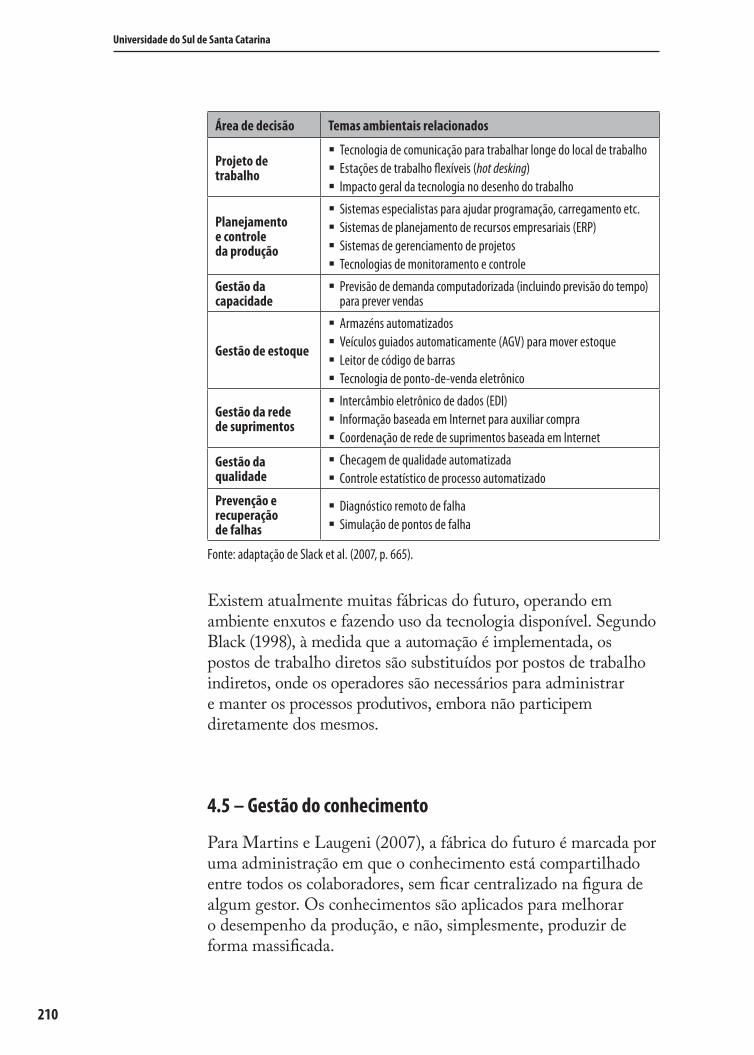
210
Universidade do Sul de Santa Catarina
Área de decisão Temas ambientais relacionados
Projeto de trabalho
� Tecnologia de comunicação para trabalhar longe do local de trabalho � Estações de trabalho flexíveis (hot desking) � Impacto geral da tecnologia no desenho do trabalho
Planejamento e controle da produção
� Sistemas especialistas para ajudar programação, carregamento etc. � Sistemas de planejamento de recursos empresariais (ERP) � Sistemas de gerenciamento de projetos � Tecnologias de monitoramento e controle
Gestão da capacidade
� Previsão de demanda computadorizada (incluindo previsão do tempo) para prever vendas
Gestão de estoque
� Armazéns automatizados � Veículos guiados automaticamente (AGV) para mover estoque � Leitor de código de barras � Tecnologia de ponto-de-venda eletrônico
Gestão da rede de suprimentos
� Intercâmbio eletrônico de dados (EDI) � Informação baseada em Internet para auxiliar compra � Coordenação de rede de suprimentos baseada em Internet
Gestão da qualidade
� Checagem de qualidade automatizada � Controle estatístico de processo automatizado
Prevenção e recuperação de falhas
� Diagnóstico remoto de falha � Simulação de pontos de falha
Fonte: adaptação de Slack et al. (2007, p. 665).
Existem atualmente muitas fábricas do futuro, operando em ambiente enxutos e fazendo uso da tecnologia disponível. Segundo Black (1998), à medida que a automação é implementada, os postos de trabalho diretos são substituídos por postos de trabalho indiretos, onde os operadores são necessários para administrar e manter os processos produtivos, embora não participem diretamente dos mesmos.
4.5 – Gestão do conhecimento
Para Martins e Laugeni (2007), a fábrica do futuro é marcada por uma administração em que o conhecimento está compartilhado entre todos os colaboradores, sem ficar centralizado na figura de algum gestor. Os conhecimentos são aplicados para melhorar o desempenho da produção, e não, simplesmente, produzir de forma massificada.
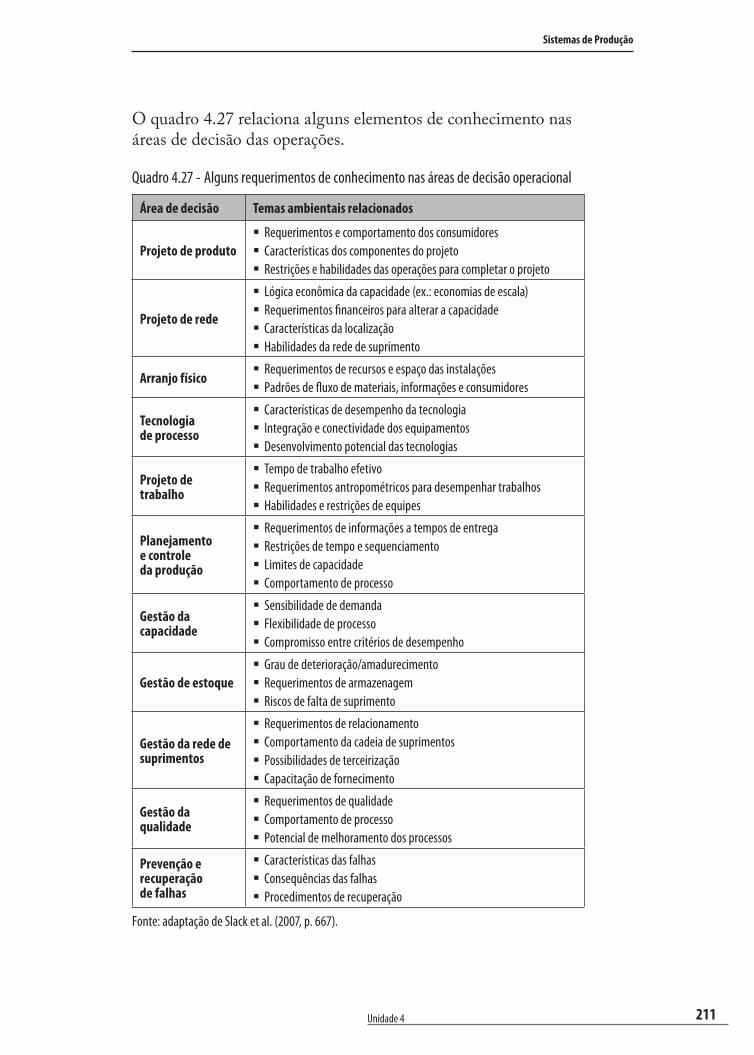
211
Sistemas de Produção
Unidade 4
O quadro 4.27 relaciona alguns elementos de conhecimento nas áreas de decisão das operações.
Quadro 4.27 - Alguns requerimentos de conhecimento nas áreas de decisão operacional
Área de decisão Temas ambientais relacionados
Projeto de produto � Requerimentos e comportamento dos consumidores � Características dos componentes do projeto � Restrições e habilidades das operações para completar o projeto
Projeto de rede
� Lógica econômica da capacidade (ex.: economias de escala) � Requerimentos financeiros para alterar a capacidade � Características da localização � Habilidades da rede de suprimento
Arranjo físico � Requerimentos de recursos e espaço das instalações � Padrões de fluxo de materiais, informações e consumidores
Tecnologia de processo
� Características de desempenho da tecnologia � Integração e conectividade dos equipamentos � Desenvolvimento potencial das tecnologias
Projeto de trabalho
� Tempo de trabalho efetivo � Requerimentos antropométricos para desempenhar trabalhos � Habilidades e restrições de equipes
Planejamento e controle da produção
� Requerimentos de informações a tempos de entrega � Restrições de tempo e sequenciamento � Limites de capacidade � Comportamento de processo
Gestão da capacidade
� Sensibilidade de demanda � Flexibilidade de processo � Compromisso entre critérios de desempenho
Gestão de estoque � Grau de deterioração/amadurecimento � Requerimentos de armazenagem � Riscos de falta de suprimento
Gestão da rede de suprimentos
� Requerimentos de relacionamento � Comportamento da cadeia de suprimentos � Possibilidades de terceirização � Capacitação de fornecimento
Gestão da qualidade
� Requerimentos de qualidade � Comportamento de processo � Potencial de melhoramento dos processos
Prevenção e recuperação de falhas
� Características das falhas � Consequências das falhas � Procedimentos de recuperação
Fonte: adaptação de Slack et al. (2007, p. 667).
212
Universidade do Sul de Santa Catarina
Uma distinção importante é entre conhecimento explícito e implícito. Para Slack et al. (2007), conhecimento explícito é codificado (pode-se explicá-lo verbalmente, escrevê-lo ou expressá-lo de alguma forma matemática), enquanto o conhecimento implícito está embebido em indivíduos que participam das operações (conhecimento adquirido ao longo dos anos, difícil de ser expresso em palavras).
Síntese
Nesta unidade, estudamos a evolução dos sistemas produtivos e foram mostradas as principais características de cada fase evolutiva. Foram apresentadas as condições que permitiram a Ford transformar a produção artesanal em produção em massa. Explicamos os fatores que fizeram a Toyota transformar a produção em massa em manufatura enxuta e como está estruturada a casa do Sistema Toyota de Produção. Por último, vimos o que pode ser a fábrica do futuro e apresentamos alguns temas para serem considerados em sua gestão de operações.
Atividades de autoavaliação
1) O Sistema Toyota de Produção, atualmente referenciado como Manufatura Enxuta, é uma filosofia de gerenciamento que procura otimizar a organização, de forma a atender as necessidades do cliente no menor prazo possível, na mais alta qualidade e ao mais baixo custo, ao mesmo tempo em que aumenta a segurança e o moral de seus colaboradores, envolvendo e integrando não só manufatura, mas todas as partes da organização.
213
Sistemas de Produção
Unidade 4
Indique o que é exigido no Sistema Toyota de Produção.
a. ( ) Os produtos e serviços seguem o fluxo da próxima pessoa disponível.
b. ( ) Os produtos e serviços seguem o fluxo da próxima máquina disponível.
c. ( ) Todos os lotes de produção são exatamente do mesmo tamanho.
d. ( ) As ordens de produção devem ser emitidas pelos próprios operadores.
e. ( ) Os funcionários que fazem realmente o trabalho devem estar ativamente envolvidos na busca pela melhoria contínua nos processos.
2) O lead time está relacionado à flexibilidade do sistema produtivo em responder a uma solicitação do cliente. Considera‑se por princípio que o tempo gasto com o processamento dos itens é o único que agrega valor ao produto, e pelo qual os clientes estão dispostos a pagar. Relacione as colunas abaixo:
( 1 ) Tempos de transporte
( 2 ) Método do conjunto
( 3 ) Método do contato
( 4 ) Método das etapas
( 5 ) Inspeção na fonte
( ) Busca detectar o problema através da utilização de dispositivos que permitam verificar a existência, ou não, de alguma característica associada à forma ou dimensão do item.
( ) Exige que o operador execute uma etapa que não faz parte do roteiro de produção do item para garantir que o mesmo seja produzido sem erros.
( ) A melhoria ocorre com a introdução do conceito de produção em fluxo unitário dentro das células, e da adoção de lotes pequenos entre etapas de processos celulares.
( ) Previne a ocorrência de defeitos atuando sobre a causa do defeito, controlando o processo antes que os itens fiquem prontos.
( ) Visa assegurar que um conjunto de operações projetadas foi executado de forma correta.
A sequência correta é:
a. ( ) 5 – 4 – 2 – 1 – 4
b. ( ) 3 – 4 – 1 – 5 – 2
c. ( ) 5 – 2 – 1 – 3 – 4
d. ( ) 1 – 3 – 5 – 2 – 4
e. ( ) 3 – 4 – 2 – 5 – 1
214
Universidade do Sul de Santa Catarina
3) O arranjo físico celular é o tipo de layout recomendado nas operações enxutas. Sobre a manufatura celular em relação ao arranjo físico por processo (funcional ou departamental), considere as afirmativas a seguir:
(I) Gera maiores custos de movimentação de materiais.
(II) Diminui os lead times de produção.
(III) Reduz a flexibilidade do sistema de manufatura.
(IV) Torna complexo o planejamento de produção.
Estão CORRETAS somente as afirmativas:
a. ( ) I e II
b. ( ) I e III
c. ( ) II e III
d. ( ) III e IV
e. ( ) I e IV
4) O modelo just‑in‑time (JIT) pode ser considerado uma filosofia ou um método para o planejamento e controle de operações, que utiliza a programação para trás. NÃO representa uma vantagem desse tipo de programação:
a. ( ) Redução de desperdícios.
b. ( ) Exposição menor a risco, no caso de reduções na demanda.
c. ( ) Flexibilidade maior para lidar com restrições de fornecimento de materiais.
d. ( ) Gastos menores com materiais.
e. ( ) Riscos menores de acúmulos de estoque.
5) Indique qual das características abaixo não faz parte do fornecimento enxuto ( just‑in‑time):
a. ( ) Lotes de fornecimento reduzidos.
b. ( ) Recebimentos frequentes e confiáveis.
c. ( ) Inspeção de qualidade na recepção dos materiais.
d. ( ) Leadtimes de fornecimento reduzidos.
e. ( ) Contratos de fornecimento de longo prazo.
215
Sistemas de Produção
Unidade 4
6) Quais são os principais objetivos da filosofia JIT?
a. ( ) Cumprimento de todos os prazos de entrega.
b. ( ) Eliminação de todos os estoques.
c. ( ) Eliminação dos desperdícios de tempo, trabalho e espaço.
d. ( ) Ocupação constante de todos os recursos produtivos.
e. ( ) Nenhuma das alternativas anteriores.
Saiba mais
BALLÉ, M; BALLÉ, F. O gerente Lean: uma novela da transformação lean. Porto Alegre: Bookman/LIB, 2011.
JONES, D.; WOMACK, J. Enxergando o todo. São Paulo: LIB, 2004.
LEAN ENTERPRISE INSTITUTE. Léxico Lean. 4. ed. São Paulo: LIB, 2003.
LIKER, J. K. O Modelo Toyota. Porto Alegre: Bookman, 2005.
SHINGO, S. O Sistema Toyota de Produção: do ponto de vista da engenharia de produção. Porto Alegre: Bookman, 1996.

Para concluir o estudo
Caro/a aluno/a,
Os sistemas de produção vêm se aperfeiçoando continuamente, ao longo dos últimos anos. A rápida evolução da produção artesanal para a produção em massa possibilitou que produtos fossem manufaturados em uma escala sem precedentes. Mais recentemente, a manufatura enxuta, desenvolvida a partir do Sistema Toyota de Produção, possibilitou que níveis superiores de produtividade fossem obtidos através de um modelo de organização flexível o qual procura eliminar os desperdícios característicos da produção em massa.
Este livro procura apresentar, de forma simples e conceitualmente rigorosa, os diversos assuntos abordados. Mostra como os diferentes modelos de produção responderam em momentos distintos aos desafios enfrentados pela produção e as principais ferramentas gerenciais desenvolvidas para lidar com problemas tão complexos.
As atividades, ao final de cada unidade, ajudam a fixar o conhecimento, e as obras listadas nas referências são importantes para aprofundar as questões tratadas neste livro. Espero que tenha apreciado o conteúdo e que as informações apresentadas sejam úteis em sua vida profissional.

Referências
BARNARD, C. I. As funções do executivo. São Paulo: Atlas, 1971.
BLACK, J. T. O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998.
BRASIL. MINISTÉRIO DO TRABALHO E EMPREGO. Norma Regulamentadora 24. Condições sanitárias e de conforto nos locais de trabalho, de 17 de setembro de 1993. Diário Oficial da União, Brasília, DF, 21 set. 1993. Disponível em: <http://portal.mte.gov.br/data/files/FF8080812BE914E6012BF2D82F2347F3/nr_24.pdf>. Acesso em: 11 dez. 2012.
BREMER, C. F.; LENZA, R. P. Um modelo de referência para gestão da produção em sistemas de produção assembly to order ‑ ATO e suas múltiplas aplicações. Gestão & Produção, São Carlos, dez., 2000. Disponível em: <http://www.scielo.br/scielo.php?pid=S0104‑530X2000000300006&script=sci_arttext>. Acesso em: 11 dez. 2012.
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração da produção para a vantagem competitiva. 10. ed. Porto Alegre: Bookman, 2008.
CHIAVENATO, I. Administração: teoria, processo e prática. São Paulo: McGraw‑Hill Ltda., 1987.
CORRÊA H. L.; CORRÊA, C. A. Administração de produção e operações, manufatura e serviços: uma abordagem estratégica. São Paulo: Atlas, 2004.
CORRÊA, H. L.; GIANESI, I. G. N. Just In Time, MRP II e OPT: um enfoque estratégico. São Paulo: Atlas, 1993.
DAVIS, M. M.; CHASE, R. B.; AQUILANO, N. J. Fundamentos da administração da produção. 3. ed. Porto Alegre: Bookman, 2001.
EVANS, J. R. Applied production and operations management. 4. ed. New York: West Publishing Company, 1993.
FERRO, J. R. Querer é poder? Lean Institute Brasil. Março de 2011. Disponível em <https://groups.google.com/forum/?fromgroups#!msg/lean‑sbs/PIjCLKUVys0/FN9ZC5aTWPMJ>. Acesso em: 11 dez. 2012.
HICKS, H. G.; GULLET, C. R. The management of organizations. Nova Iorque: McGraw‑Hill, 1976.
220
Universidade do Sul de Santa Catarina
HILL, T. Manufacturing strategy. Milton Keynes: Open University Press, 1985.
KRAJEWSKI, L.; RITZMAN, L.; MALHOTRA, M. Administração de produção e operações. 8. ed. São Paulo: Pearson / Prentice Hall, 2009.
LEE, S. M.; SCHNIEDERJANS, M. J. Operations management. Boston: Houghton Mifflin Company, 1994.
LIKER, J. K. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, 2005.
LORINI, F. J. Tecnologia de grupo e organização da manufatura. Florianópolis: Editora da UFSC, 1993.
MARTINS, P. G.; LAUGENI, F. P. Administração da produção. 2.ed. São Paulo: Saraiva, 2007.
MAYNARD, H. B. Manual de engenharia de produção. São Paulo: Edgard Blücher, 1970.
MIYAKE, D. I. Arranjo físico de sistemas de produção. São Paulo: USP, 2008. Disponível em: <http://xa.yimg.com/kq/groups/24005436/792279896/name/PRO2420+Arranjo+F%C3%ADsico+1.pdf>. Acesso em: 11 dez. 2012.
MONDEN, Y. Sistema Toyota de produção. São Paulo: IMAM, 1984.
MUTHER, R. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.
OHNO, T. O sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
PADUAN, R. O valor invisível de uma empresa. Portal Exame. Ed. 0838. 14 mar. 2005. Disponível em: <http://exame.abril.com.br/revista‑exame/edicoes/0838/noticias/o‑valor‑invisivel‑de‑uma‑empresa‑m0040689>. Acesso em: 11 dez. 2012.
PAIM, R.; CARDOSO, V.; CAULLIRAUX, H.; CLEMENTE, R. Gestão de processos: pensar, agir e aprender. Porto Alegre: Bookman, 2009.
PEINADO, J.; GRAEML, A. R. Administração da produção: operações industriais e de serviço. Curitiba: UnicenP, 2007.
PERALES, W. Classificações dos sistemas de produção. ENEGEP, 2001. ABEPRO. Disponível em: <http://www.abepro.org.br/biblioteca/ENEGEP2001_TR111_0830.pdf>. Acesso em: 11 dez. 2012.
PIRES, S.R. Gestão estratégica da manufatura. Piracicaba/ SP: Ed. Unimep, 1995.
SANTOS, R. P. C. As tarefas para gestão de processos. 2007. 471 f. Tese (Doutorado em Engenharia da Produção) – Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2007.
221
Sistemas de Produção
SHAH, R.; WARD, P. T. Lean manufacturing: context, practice bundles, and performance. Journal of Operations Management. Oxford, UK, v. 21, 2003, p. 129‑149.
SLACK, N. Vantagem competitiva em manufatura. São Paulo: Atlas, 1993.
SLACK, N.; CHAMBERS, S.; HARLAND, C.; HARRISON, A.; JOHNSTON, R. Administração da produção. 3. ed. São Paulo: Atlas, 2007.
TAYLOR, F. W. Princípios de administração científica. 8. ed. São Paulo: Atlas, 1990.
TOMPKINS, J. A.; WHITE, J. A. Facilities planning. Nova Iorque: John Willey & Sons, 1984.
TUBINO, D. F. Manual de planejamento e controle da produção. 2 ed. São Paulo: Atlas, 2000.
______. Planejamento e controle da produção: teoria e prática. 2 ed. São Paulo: Atlas, 2007.
______. Sistemas de produção: a produtividade no chão‑de‑fábrica. São Paulo: Atlas, 1999.
WOMACK, J.; JONES, D. A mentalidade enxuta nas empresas: elimine o desperdício e crie riquezas. Rio de Janeiro: Campus, 1998.
WOMACK, J.; JONES, D.; ROOS, D. A máquina que mudou o mundo. 5. ed. Rio de Janeiro: Campus, 2004.

Sobre o professor conteudista
Álvaro Paz Graziani
Experiência de 27 anos na área de Engenharia de Produção, com ênfase em Planejamento, Projeto e Controle de Sistemas de Produção. Possui graduação em Engenharia Mecânica pela Universidade Federal do Rio Grande do Sul (1985), Especialização em Engenharia de Produção pela UDESC (1992), Mestrado em Administração de Negócios pela Universidade de Cardiff, Reino Unido (1995) e Mestrado em Engenharia de Produção pela SOCIESC (2012).
Atua desde 2008 como professor titular das disciplinas Sistemas de Produção, Gestão de Produção e PCP em cursos de Engenharia e Tecnologia.
É membro do Colegiado e do Núcleo Docente Estruturante dos cursos de Engenharia de Produção e Tecnologia de Processos Gerenciais. Atuou na gestão industrial/logística de empresas líderes nos mercados moveleiro (Movelar), alimentício (Sasse), de plásticos (Tigre) e cutelaria (Mundial-Eberle).
Participou da implantação de sistemas ERP/MRP II (Oracle, Microsiga e Datasul) e reestruturação das áreas de PCP, materiais, manutenção e custos industriais. Experiência em ferramentas de manufatura enxuta (Lean Manufacturing) e em gestão de projetos para implantação e modernização de diversas fábricas no Brasil, Argentina, Chile e Paraguai.

Respostas e comentários das atividades de autoavaliaçãoUnidade 1
1) Resposta correta: alternativa E.
2) Resposta correta: alternativa D.
3) Resposta correta: alternativa C.
4) Resposta correta: alternativa C.
5) Resposta correta: alternativa E.
6) Resposta correta: alternativa B.
Unidade 2
1) Resposta correta: alternativa B.
2) Resposta correta: alternativa B.
3) Resposta correta: alternativa A.
4) Resposta correta: alternativa C.
5) Resposta correta: alternativa B.
6) Resposta correta: alternativa D.
Unidade 3
1) Resposta correta: alternativa C.
2) Resposta correta: alternativa E.
3) Resposta correta: alternativa C.
4) Resposta correta: alternativa A.
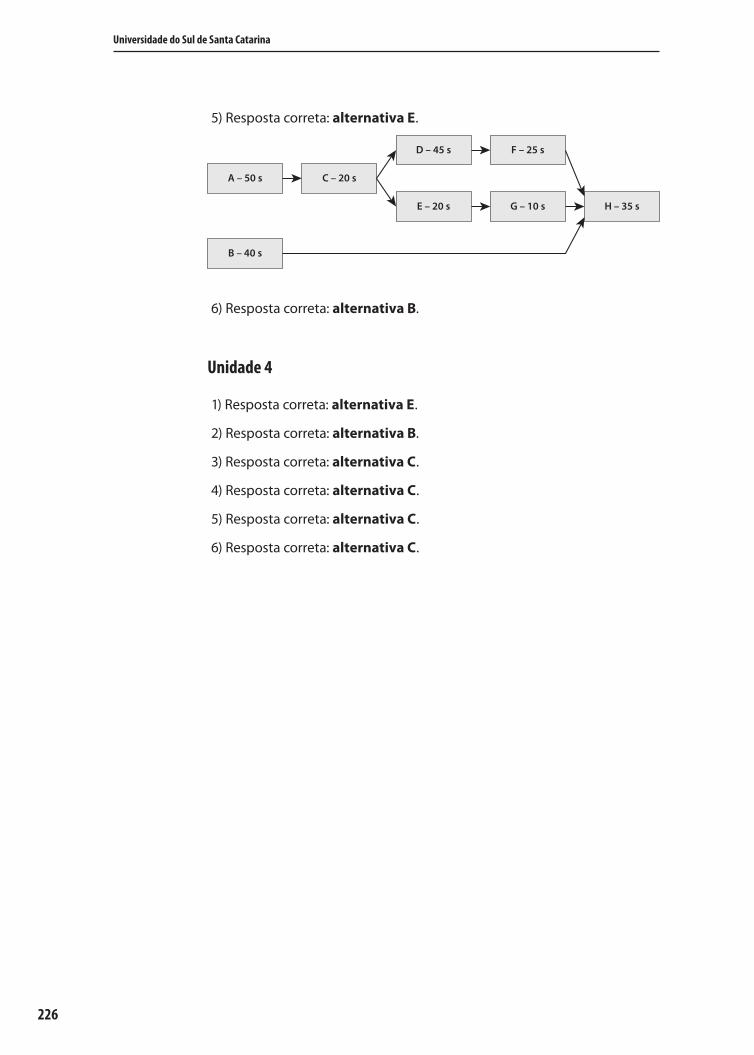
226
Universidade do Sul de Santa Catarina
5) Resposta correta: alternativa E.
H – 35 sE – 20 s
D – 45 s
G – 10 s
F – 25 s
C – 20 sA – 50 s
B – 40 s
6) Resposta correta: alternativa B.
Unidade 4
1) Resposta correta: alternativa E.
2) Resposta correta: alternativa B.
3) Resposta correta: alternativa C.
4) Resposta correta: alternativa C.
5) Resposta correta: alternativa C.
6) Resposta correta: alternativa C.
Biblioteca Virtual
Veja a seguir os serviços oferecidos pela Biblioteca Virtual aos alunos a distância:
� Pesquisa a publicações on‑line <www.unisul.br/textocompleto>
� Acesso a bases de dados assinadas <www.unisul.br/bdassinadas>
� Acesso a bases de dados gratuitas selecionadas <www.unisul.br/bdgratuitas>
� Acesso a jornais e revistas on‑line <www.unisul.br/periodicos>
� Empréstimo de livros <www.unisul.br/emprestimos>
� Escaneamento de parte de obra*
Acesse a página da Biblioteca Virtual da Unisul, disponível no EVA, e explore seus recursos digitais.
Qualquer dúvida escreva para: [email protected]
* Se você optar por escaneamento de parte do livro, será lhe enviado o sumário da obra para que você possa escolher quais capítulos deseja solicitar a reprodução. Lembrando que para não ferir a Lei dos direitos autorais (Lei 9610/98) pode‑se reproduzir até 10% do total de páginas do livro.






























