Embed Size (px)
Citation preview

Situación actual de la problemática de plásticos
La problemática ambiental en torno al tema se genera por la gran cantidad de residuos plásticos provenientes de envases descartables, contenedores de bebidas y líquidos de uso doméstico, etc. Estos, en su mayor parte, no son reciclados y son inadecuadamente dispuestos por los consumidores, llegando a los suelos, acequias y cursos de agua generando:
• Efecto de taponamiento de alcantarillas y cauces • Contaminación de suelos en sectores productivos • Degradación del paisaje.• Consumo de un recurso natural no renovable• Proliferación de vectores • Mayor Costo por las tareas de limpieza • Costo de disposición final inadecuado
Los Recursos Naturales y los materiales plásticos
Los plásticos al proceder del petróleo pueden ser combustibles de alta calidad, un kilogramo de polietileno produce la misma energía que un kilogramo de fuel-oíl.
La crisis petrolera en un futuro no muy lejano, por agotamiento de un recurso no renovable, justificaría el acopio estratégico de estos materiales, que serán un valioso recurso en un futuro no lejano.
Al nivel de consumo actual las reservas mundiales de petróleo se agotarían en 42 años para el petróleo y en 63 años para el gas natural.
En Argentina, al ritmo de la producción actual, las reservas probadas de combustibles fósiles se consumirán en el término de 7 años para el petróleo y de 9 años para el Gas natural.
En el contexto mundial, la máxima tasa de descubrimientos de petróleo se produjo en los años sesenta y a partir de esa década se produjo una disminución en forma de campana de dicha tasa. Por otra parte el consumo mundial de petróleo viene creciendo sostenidamente al ritmo del 1% anual (1965-2006) y el consumo por habitante se ha estabilizado alrededor de 0.60 tn/hab.año.
La disminución de la producción y el aumento de la demanda están produciendo un aumento en los precios del crudo, todo esto en un contexto de reservas mundiales probadas de 40 años.
Argentina pasará de país con hidrocarburos al grupo de países importadores, en un período de tiempos relativamente cercano, 7 años para el caso del petróleo y de algo más de 9 años para el Gas Natural
Ante este escenario probable es prioritario optimizar el uso de los recursos naturales de nuestro país y en ese sentido se deberán generar políticas de reciclaje y/o recuperación de los materiales plásticos que conduzcan a Modelos de Gestión eficientes para estos materiales, que en la actualidad terminan en los vertederos de basura por inacción.
La gestión de los residuos plásticos
La tendencia mundial, en materia de gestión de residuos sólidos es la de promover y facilitar una mayor participación de la ciudadanía en tareas de clasificación, reciclaje, reuso, reparación y en
general la reducción de los residuos sólidos. La base para el diseño de políticas en materia de gestión de residuos sólidos deberá estar constituida por:
• Educación ambiental. • Eficiencia en la asignación de recursos. • Disponibilidad de instrumentos legales y normativos. • Soluciones tecnológicas adecuadas. • Participación ciudadana. • Regulación
En materia de educación ambiental, el objetivo es que la población tenga conciencia del despilfarro que significa la generación de residuos, la importancia de mantener limpias las áreas públicas y la necesidad de introducirse en lo que a nivel internacional se denomina la Cultura de las Eres, es decir: reducir, reutilizar, reciclar y reparar.
La falta de conciencia ambiental y la ausencia de una educación ambiental organizada y permanente en el tiempo producen ciudadanos que no respetan el ambiente y la gran parte de los envases que consumimos terminan en la vía pública. Una parte de estos envases, por razones culturales terminan en los cauces obturándolos y provocando serios inconvenientes a nuestro sistema de riego, en un oasis artificial donde la vida económica y social depende del manejo del recurso agua.
En los vertederos municipales llega una gran cantidad de plásticos, que ocupan un volumen importante y que desde el punto de vista sanitario no provocan contaminación ya que estos no se descomponen ni generan líquidos lixiviados, sin embargo estos plásticos son dispuestos con el resto de los residuos, que sí necesitan medidas de protección ambiental ocasionando un gasto inútil. Por otra parte los plásticos por su alto poder calorífico favorecen los incendios frecuentes que se producen en los rellenos con las consecuencias obvias sobre el ambiente.
Las combustiones incompletas a bajas temperaturas de residuos generan productos muy peligrosos para el ambiente como son las dioxinas y furanos, que se forman en especial cuando se queman, a bajas temperaturas, compuestos clorados. El PVC (Policloruro de vinilo) es un material plástico derivado del petróleo y la sal (ClNa) por lo que su combustión es altamente peligrosa.
A escala mundial existe hoy una tendencia creciente a reciclar los plásticos de los deshechos, especialmente por los países desarrollados con escaso espacio físico y déficit de recursos naturales.
Existen antecedentes internacionales acerca de planes de gestión de envases como es el caso de la experiencia española. Por transposición de la directiva 94/62/CE de la comunidad Europea, España promulgó la ley 11/97 de envases y residuos de envases cuyo objeto es el de prevenir y reducir el impacto sobre el ambiente de los envases y de la gestión de los residuos de envases comercializados. Para alcanzar los objetivos de valorización y reducción de los envases y residuos de envases se articulan dos sistemas de gestión a los que pueden acogerse los agentes económicos. Un sistema de Depósito, Devolución y Retorno (DDR) y un Sistema Integrado de Gestión (SIG).
El objetivo del SIG es la de garantizar la recogida selectiva del envase y su éxito depende de la conciencia ecológica ciudadana. El sistema SIG consiste en el pago de una cantidad por cada envase puesto en el mercado de este modo se autoriza al uso del símbolo punto verde. Con el monto recaudado los SIG compensan a las autoridades locales por los mayores costos de la recogida selectiva.

Tecnologías de reciclado
Un porcentaje importante de envases son fabricados con Polietileno tereftalato (PET), estos pueden ser reciclados reutilizándolos como materia prima de otros productos o transformándolos en materia prima virgen por depolimerizado químico.
El PET es un poliéster termoplástico compuesto por cadenas de tereftalato de polietileno y a partir del año 1976 se lo utiliza para la fabricación de envases ligeros y resistentes. Este producto se fabrica a partir del etileno y para-xileno, dos derivados de estos compuestos (etilenglicol y ácido tereftálico) son puestos a reaccionar a elevadas temperatura y presión para obtener la resina PET en estado amorfo, que luego se cristaliza y polimeriza para obtener los cristales llamados chips.
Los envases obtenidos a partir del PET, permiten que los productos lleguen al consumidor de forma higiénica y segura, no alteran las propiedades del contenido y no son tóxicos.
Otra importante fracción de envases está fabricada con la resina de Polietileno de Alta densidad (PEAD), y las tapas y precintos en general son de polipropileno (PP).
Alguno de los productos que se pueden fabricar con el PEHD son los envases para detergentes y aceites, tuberías, juguetes, baldes contenedores, y una gran gama de productos moldeados.
La mayoría de los fabricantes de productos plásticos codifican sus productos con un código internacional, que facilita su identificación, la separación y el reciclaje. La identificación que consta de un número de 1 a 7, según la resina de origen.
Tabla 1. Tipos de plásticos contenidos en los residuos sólidos urbanos, material y usos comunes
Fuente: Espinoza, 2009
El acopio de plásticos triturados, no genera ningún impacto negativo al ambiente y su disposición es muy económica, ya que no necesita medidas de protección ambiental específicas, por su alta estabilidad molecular.
Existen tres modos de aprovechar los plásticos una vez que terminó su vida útil: someterlos a un reciclado mecánico, a un reciclado químico o emplearlos como fuente de energía.
El reciclaje mecánico se realiza por medio de la presión y del calor con el fin de producir otros objetos con un material termoplástico definido. El reciclado mecánico es el sistema más utilizado donde los residuos plásticos se lavan y se muelen para obtener un producto en forma de escamas que tiene diversas aplicaciones de reutilización.
Es muy importante que sea homogénea la composición del plástico a reciclar, la clasificación minuciosa tiene un papel preponderante para el reciclaje mecánico. Los plásticos ideales son objetos de gran tamaño, como las botellas de bebida, recipientes de alimentos u otros productos de uso doméstico, film y folio de plástico etc.
El objetivo del reciclado químico, es la descomposición de los plásticos usados, en sus componentes más sencillos (los monómeros). Estos se pueden utilizar otra vez como materia prima en la industria productora. Existen diferentes procesos para realizar el reciclaje químico: la pirólisis, la hidrogenación, la gasificación o el tratamiento con disolventes. Con el reciclaje químico, es posible tratar también polímeros termoestables y plásticos de composición compleja.
Los procesos de reciclaje químico son sumamente complejos, nuevos y necesitan costos de inversión mucho más altos que el reciclaje mecánico. Especialmente el reciclado químico del PET (metanólisis y glicólisis), permite separar las cadenas de moléculas que lo componen para formar nuevamente una resina de calidad “virgen” que obviamente se puede utilizar para fabricar nuevos envases.
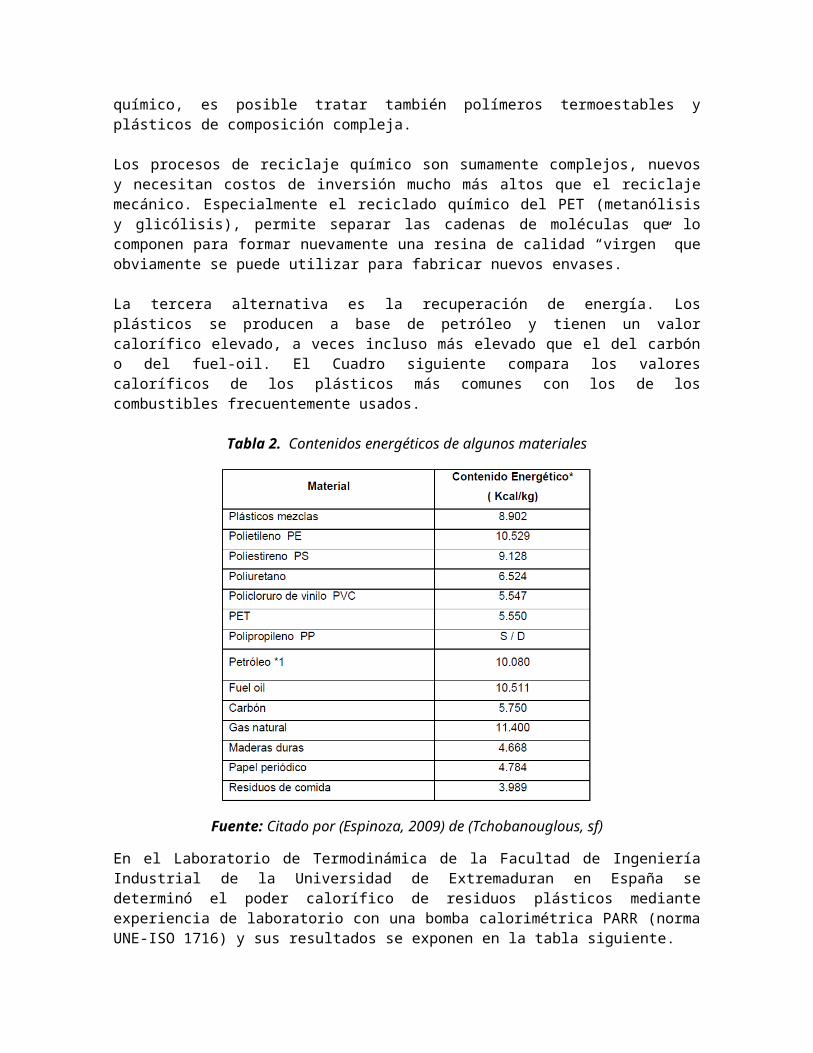
La tercera alternativa es la recuperación de energía. Los plásticos se producen a base de petróleo y tienen un valor calorífico elevado, a veces incluso más elevado que el del carbón o del fuel-oil. El Cuadro siguiente compara los valores caloríficos de los plásticos más comunes con los de los combustibles frecuentemente usados.
Tabla 2. Contenidos energéticos de algunos materiales

Fuente: Citado por (Espinoza, 2009) de (Tchobanouglous, sf)
En el Laboratorio de Termodinámica de la Facultad de Ingeniería Industrial de la Universidad de Extremaduran en España se determinó el poder calorífico de residuos plásticos mediante experiencia de laboratorio con una bomba calorimétrica PARR (norma UNE-ISO 1716) y sus resultados se exponen en la tabla siguiente.
Tabla 3. Resultados del ensayo de calor de combustión
Fuente: Espinoza, 2009.
Los resultados obtenidos en los ensayos realizados corroboran los datos previos obtenidos de la bibliografía consultada. Como fuente de energía, el PET, tiene un poder calorífico de 5.550 Kcal. /Kg y debido a que en su fabricación no se emplean aditivos ni modificadores. De su combustión se obtiene dióxido de carbono (CO2) y vapor de agua (H2O). El PVC debería ser excluido, de la categoría de combustible, porque su combustión provoca compuestos altamente tóxicos (organoclorados).
Respecto a los métodos empleados para reciclar los plásticos se detallan a continuación las técnicas empleadas:
La materia prima se remonta a las unidades de base química de los polímeros, que se reutilizan, por ejemplo, en la síntesis de polímeros para la producción de otros productos químicos tales como pinturas o adhesivos, o como sustitutos de petróleo o de sus derivados.
Cuando se toman soluciones de polímeros, que no se descomponen en monómeros, sino más bien las macromoléculas se disuelven en un disolvente al tiempo que conserva su estructura, por lo que los rellenos sólidos y aditivos pueden ser filtrados. Los polímeros y el disolvente se separan a continuación por medio de la evaporación y la destilación o precipitación. El requisito de energía total del proceso, dependiendo del nivel de contenido en disolvente, es de entre 1,5 y 3 kWh / kg de polímero liberado. Los termoplásticos son solubles en ciertos disolventes dependiendo de su polaridad, y este principio se hace uso de, por ejemplo, en la producción de pintura. PP es soluble, por ejemplo en xileno, acetona y tetracloroeteno. La disolución se lleva a cabo sobre todo en las regiones amorfas del polímero ya que las regiones cristalinas muy resistentes. Entre los principales problemas se incluyen la toxicidad y manipulación (riesgo de explosión) de algunos disolventes, así como los altos niveles de la demanda de energía para la regeneración del disolvente.
Solvolisis
Los procesos solvóticos de hidrólisis, alcoholisis, la glucólisis, y son aminolisis son adecuados para el reciclaje de los productos de policondensación y poliadición. Dado que estos son procesos de reacciones en equilibrio, el material principal puede ser dividido en sus monómeros a una temperatura alta y con aditivos apropiados. Estos procesos se aplican a los poliésteres, estirénicos y poliuretanos a gran escala a partir de hoy, y las soluciones de solvolisis otros polímeros (selectivo) están en desarrollo.
El proceso de reciclado propuesto en el marco de la investigación, mediante solvólisis, está basado en una reacción de despolimerización termo-química utilizando agua como solvente en condiciones sub-o supercríticas. Dicho proceso, para el cual se ha diseñado y construido un reactor específico, permite romper los enlaces de la resina termoestable y separarla de las fibras incorporadas para el refuerzo.
Tras el análisis de la influencia que ejercen los principales parámetros del proceso (temperatura, tiempo de tratamiento y relación entre masa de residuo / agua), los resultados obtenidos indican que se puede alcanzar una despolimerización de un 95% de la resina termoestable, lo que confirma la eficacia del proceso y da paso para la reutilización de los productos reciclados. El proceso de reciclado permite, por un lado, recuperar la fibra de vidrio con el 65% de las propiedades mecánicas de la fibra virgen, y por otro, extraer productos químicos de potencial valor: ácido benzoico, benzaldehído y acetaldehído benceno, entre otros.
Pirolisis
La pirólisis es la desintegración térmica sin presión de sustancias sin un medio de cationes. Los materiales de partida se convierten radicalmente en hidrogeno enriquecido, gases pirolíticos volátiles , aceites, agua, así como coque sólido pirolítico de baja hidrógeno. Hay tres tipos según las temperaturas de tratamiento:
De baja temperatura (hasta 500 ° C), de temperatura media (500 a800 °C), y la alta temperatura de pirólisis (por encima de 800 ° C). El aumento de la temperatura de pirólisis puede cambiar el tipo de distribución de productos de petróleo a gas.
Un particularmente ventajoso aspecto de la pirólisis en comparación con la combustión es el menor volumen de gas generado gas, que representa aprox. 5, al 20% del flujo de combustión de gas. Los lavadores de gases más pequeños requeridos significan menores costos de inversión.
En la fase de tratamiento de gas, el gas pirolítico se separa normalmente mediante enfriamiento en una o más fracciones de aceite con diferentes rangos de ebullición y el gas permanente con los principales componentes de H2, CO, CO2 y CH4. Los aceites condensables son químicamente inestables y requieren tratamiento, por ejemplo, hidrogenación o conversión directa en los procesos de combinación.
El coque, el producto sólido de la pirólisis, contiene el mineral y componentes nonoutgassable del material de partida. Este es quebradizo cuando se enfría, de modo que los restos de mineral se

pueden separar por medio de trituración mecánica y métodos de clasificación. La utilización de este material aún se está investigando.
La gasificación.
En el proceso de gasificación, el carbono se convierte en productos gaseosos por oxidación subestequiométrica. El proceso puede ser dividido en las etapas parciales idealizadas de secado, desgasado y gasificación. La oxidación parcial de los productos de desgasificación comunicados de calor que a su vez contribuye a los procesos de secado y endotérmicas desgasificación. La temperatura de gasificación se establece mediante el ajuste de la entrada de oxígeno.
Los hidrocarburos se convierten en gas de síntesis en presencia de medios de gasificación (oxígeno, aire, vapor de agua) a 1,350-1,600 C y 15 MPa. Esta muestra de gas de diferentes composiciones en función de las condiciones del proceso se puede utilizar en la síntesis de amoníaco o de metanol, la síntesis de Fischer-Tropsch de hidrocarburos, la producción de hidrógeno o como una fuente de energía. Las altas presiones y temp
eraturas reducen todas las estructuras moleculares más grandes a CO y H2. Contaminantes inorgánicos (cloruro de hidrógeno, amoníaco, compuestos de azufre, polvo) se pueden separar por el tratamiento de gases y, en algunos casos utilizados.
La pirólisis de los residuos de plástico en 600-900? C bajo exclusión de oxígeno en un reactor con un lecho fluidizado de arena que se comporta como un líquido de alta densidad, mantiene los residuos de plástico suspendido y hace que la transferencia de calor más eficiente (fotografía por: Plastics Europe)
Inyección explosiva
Las fracciones con altos valores caloríficos se pueden utilizar en cúpula o grandess hornos en producción o elaboración de hierro. Cubilotes se utilizan principalmente para fundir chatarra metal con coque. En los altos hornos, el hierro metálico se funde en la reducción del mineral de hierro. Para este fin, además de que se inyecta coque altamente sulfuroso petróleo o el carbón gasificado con el chorro de aire caliente. El material plástico puede sustituir el petróleo pesado en cierta medida. El uso de plásticos en los altos hornos requiere trituración antes de una de diámetro como máximo. 5 mm, ya que este granulado se introduce en la sección inferior del alto horno de un recipiente presurizado a 0,4-0,5 MPa a través de una lanza.
Entrada de materiales poliméricos en el procesamiento de petróleo
Plásticos deben tratarse previamente antes de que puedan ser utilizados en procesamiento de petróleo. La capacidad de producción de los termoplásticos se consigue por medio de un la reducción de la masa molar de 1.000-15.000 g / mol (acortamiento de la cadena). Duroplásticos se puede reducir a menos de 100 mm por medio de trituración mecánica suspendiendolos con pequeñas cantidades de productos derivados del petróleo intermedios e introducirlos en el proceso a través de la clásica "vía de carbón" como una suspensión.
Esto hace que sea posible cerrar el ciclo de vida del material de polímeros completamente haciendo que se transformen en productos de bajo peso molecular, que luego se introducen en las refinerías para polímero síntesis.
Cuando estos materiales se introducen en una refinería su contenido de cloro no debe ser superior a 1 ppm.
Plantas de gran escala para la formación de grietas y componentes de alto punto de ebullición, de cadena larga, fracciones de residuo resultantes del procesamiento del petróleo están disponibles. Los métodos para la integración de los materiales de polímero en el procesamiento del petróleo incluir térmica y craqueo catalítico, así como la hidrogenación (Tabla 1). Una planta de carbón de petróleo en Bottrop / Alemania, cerrado por razones económicas, se utiliza para el tratamiento previo de los polímeros antes de devolverlos a las refinerías. Además de este método de hidrogenación, otra operaciones técnicas para la conversión de los polímeros se han probado en los procesos de piloto y sólo con polímeros no reforzados. La hidrogenación (licuefacción por la aplicación de calor y presión) de goma con fijación de los resultados de hidrógeno en un aceite sintético para su posterior refinación.
Tabla 1. Descripción general de los métodos para la integración de los polímeros en el procesamiento del petróleo. Fuente: (Eyerer, 2010)
Uso de hornos rotatorios de producción de cemento
Los plásticos contaminados con plaguicidas, podrán ser eliminados en hornos rotatorios de producción de clinker de las plantas de cemento mezclados en proporciones hasta del 40%, con el combustible tradicional.

La concentración de plaguicidas presente en los plásticos contaminados que podrán ser eliminados en los hornos rotatorios de producción de clinker de las plantas de cemento, no debe ser superior a 1000 ppm (0,1% en peso).
En el horno rotatorio de las fábricas de cemento, arcilla y cal se sinterizan o quemados en el horno de cemento clinker. El reactor se ejecuta en contracorriente: En el disparo principal se calienta el material a aprox. 1400° C, disparo secundario en la zona de carga asegura calcinación en aprox. 900° C. Aproximadamente 3,3 GJ de energía se requiere para la producción de 1 Mg de cemento .Para reducir los costos de energía, que representan aproximadamente. 50% de los costos de producción, se utilizan combustibles alternativos como llantas viejas, aceites usados, lodos de pintura, aserrín o combustibles derivados de residuos. Hasta un 30% de las necesidades totales de calor de una planta han sido cubiertos por estos combustibles secundarios, los residuos sólidos de los cuales están integrados en el producto.
Problemas con el reciclaje de plásticos
Existe una variedad de más de 3000 diferentes productos plásticos en el mercado. Entre estos, es posible solamente recuperar los más comunes, bajo la condición que se puedan separar completamente según los diferentes materiales. Un reciclaje completo del plástico no es posible. Siempre se obtiene un producto de menor calidad que el producto original (“downcycling”). Por esto, no se puede repetir muchas veces el reciclaje de plástico.
Esto es debido a la variedad de los plásticos en el mercado. El 90 % de los plásticos usados en los hogares pertenecen a las categorías PP, PE, PS y PVC, pero se utilizan varios aditivos químicos (suavizantes, colores, estabilizadores, ablandadores) que cambian las propiedades de estos plásticos. Por consecuencia, dos productos hechos del mismo plástico pueden tener características diferentes, lo que afecta a la calidad del producto fabricado de plástico reciclado.
Existe además el problema que el plástico de algunos embalajes reacciona con los materiales que contiene. Si, por ejemplo, se conservan químicos agrícolas dentro de un recipiente de plástico, este plástico quedará contaminado con los químicos. En el caso de reciclaje, el producto reciclado todavía contendrá esta contaminación. Por consecuencia, es muy importante clasificar los plásticos no solamente según el tipo de material pero también de acuerdo a su uso anterior y su procedencia.
Sin embargo, se recomienda a cada municipio que intenta realizar una gestión integral de los desechos sólidos, que incorpore la capacitación de la población en el tema de los plásticos. El mejor método de evitar la contaminación del medio ambiente y daños a los consumidores, es minimizar el consumo de plásticos. Un buen ejemplo para eso sería remplazar las bolsas de plástico que se utilizan en abundancia en los mercados, supermercados y comercios por bolsas reutilizables o canastas. Sería también importante crear una conciencia entre los consumidores concerniente a los embalajes de plástico en general, para que prefieran el producto menos embalado en vez del que tiene el embalaje más vistoso.
Lo mismo es válido para los envases de plástico de bebidas y otros alimentos. Una parte de éstas no se recupera porque no hay un mercado suficiente, y la parte que se recupera no se debe usar otra vez para producir recipientes de alimentos, debido a requerimientos higiénicos.
Es verdad que los recipientes de plástico para bebidas son mucho menos pesados que productos alternativos de vidrio. En una carga de 10 toneladas de bebidas en recipientes de plástico, se encuentran 400 kg de plástico y 9.600 kg de bebidas. Si la misma carga consiste de recipientes de
vidrio, la división de los pesos sería mucho menos favorable: 3.700 kg de vidrio contra 6.300 kg de bebida. Esto significa una pérdida de energía considerable debido al transporte del material de empaque. Por eso, los envases de plástico tienen muchas ventajas cuando se trata de transportar los productos a larga distancia. Se pierde esta ventaja si se trata del mercado local (empresa embaladora y mercado de consumo en la misma ciudad).
Bibliografía:
Eyerer, P., & Franck, A. (2010). Polymers - Opportunities and Risks I. (P. Eyerer, Ed.) (Vol. 11, pp. 391–427). Berlin, Heidelberg: Springer Berlin Heidelberg.
El reciclaje de plásticos es una práctica muy útil para reducir los desperdicios sólidos del municipio. Debido a que, al menos en los Estados Unidos, los plásticos representan cerca del 8% de estos desperdicios y se prevee que para el año 2000 este porcentaje será de 10%, el reciclaje ha recibido mucha atención y se han desarrollado muchas técnicas para mejorarlo. Algunas de estas técnicas empezaron a desarrollarse en los años 70's, cuando algunos países empezaron a incinerar sus residuos plásticos. Desde entonces, ha habido muchos avances en la manera de reciclar plásticos, dando como resultado, cuatro tipos de reciclaje de plásticos: primario, secundario, terciario y cuaternario. James I. Myers argumenta: "Cuál de estos tipos es usado depende de varios factores, tales como limpieza y homogeneidad del material, y el valor del material de desecho y de la aplicación final" (1:37).
2.1 Reciclaje Primario
El reciclaje primario consiste en la conversión del desecho plástico en artículos con propiedades físicas y químicas idénticas a las del material original (2: 135). El reciclaje primario se hace con termoplásticos como PET (polietilentereftalato), HDPE (polietileno de alta densidad), LDPE (polietileno de baja densidad), PP (polipropoleno), PS (poliestireno) y PVC (cloruro de polivinilo). Las propiedades de los termoplásticos son la base de este reciclaje primario debido a la habilidad de los termoplásticos de refundirse a bajas temperaturas sin ningún cambio en su estructura ya que "tienen moléculas que se encuentran en un alineamiento casi paralelo" aclara Deanna J. Hart (3).
2.1.1 Proceso de reciclaje primario
El proceso de reciclaje primario es fundamentalmente el mismo para los distintos plásticos. Consiste en la separación, limpieza, peletizado, moldeado, moldeado por inyección, moldeado por compresión y termoformación (2:137). Las últimas cuatro técnicas de moldeado, ya se han explicado en el primer capítulo.
2.1.1.1 Separación
De acuerdo con Caroline Rennie, la separación es tan difícil que algunos sistemas automatizados, además del manual, han sido desarrollados. Uno de estos sistemas automatizados son las máquinas foto-ópticas las cuales reconocen formas y transparencia (2:135). Hay otros metodos de separación automatizada basados en las diferencias en gravedad específica, difracción de rayos x y disolución en solventes. Los métodos de separación pueden ser clasificados en separación macro, micro y molecular. La macro separación se hace sobre el producto completo usando el reconocimiento óptico del color o la forma. La separación manual se incluye dentro de esta categoría, esta clasificación se ve auxiliada por un código de números. La micro separación puede hacerse por una propiedad física específica como el tamaño, peso, densidad, etc. Por otra parte, la separación molecular, añade Bruce A. Hegberg, "involucra procesar el plástico por disolución del mismo y luego separar los plásticos basados en la temperatura" (4:120).
2.1.1.2 Limpieza
Los plásticos separados están generalmente contaminados con comida, papel, piedras, polvo, pegamento. De ahí que, tienen que ser primero limpiados al granulárseles y luego lavar este granulado en un baño de detergente. Otra opción de limpiado es la de granular los plásticos repetidamente e irlo desechando sobre pantallas movibles. Además, Caroline Rennie recomienda usar hidrociclones cuando el desecho plástico está muy contaminado. Ella explica "el plástico contaminado es removido y al ser ligero, flota en la superficie donde es expulsado. Los contaminantes caen al fondo y se descargan" (2:136). Despúes del proceso de limpieza, los plásticos se llaman "hojuelas limpias" o "granulado limpio" (2:136).
2.1.1.3 Peletizado
El granulado limpio y seco puede ser ya vendido o puede convertirse en "pellet". Para esto, el granulado debe fundirse y pasarse a través de un tubo para

tomar la forma de espaguetti al enfriarse en un baño de agua. Una vez frío, es cortado en pedacitos llamados "pellet" (2:136).
2.2 Reciclaje secundario
El reciclaje secundario convierte al plástico en artículos con propiedades que son inferiores a las del polímero original. Ejemplos de plásticos recuperados por esta forma son los termoestables o plásticos contaminados. El proceso de mezclado de plásticos es representativo del reciclaje secundario. Este elimina la necesidad de separar y limpiar los plásticos. Caroline Rennie comenta: En vez de eso, la mezcla de plásticos, incluyendo tapas de aluminio, etiquetas de papel, polvo, etc., se muelen y funden juntas dentro de un extrusor... Los plásticos pasan por un tubo con una gran abertura hacia un baño de agua, y luego son cortados a varias longitudes dependiendo de las especificaciones del cliente (2:137). Los plásticos termoestables son partes que no se funden y que tienden a acumularse en el centro de la mezcla y los plásticos más viscosos tienden a salir, dándole al producto final una apariencia uniforme (2:137).
2.3 Reciclaje Terciario
El reciclaje terciario degrada al polímero a compuestos químicos básicos y combustible. Este tipo de reciclaje es fundamentalmente diferente de los dos primeros mencionados anteriormente porque involucra un cambio químico no sólo un cambio físico (2:135). En este reciclaje terciario las largas cadenas del polímero se rompen en pequeños hidrocarburos (monómeros) o monóxido de carbono y hidrógeno (5:9). Hoy en día, el reciclaje terciario cuenta con dos métodos principales: pirolisis y gasificación. Pero se están desarrollando otros métodos como son metanólisis y glicólisis.
2.3.1 Pirolisis
El estudio de los métodos pirolíticos para recuperación de residuos sólidos se empezó en los años 70's en los Estados Unidos, Japón y Europa. Arthur Warner define pirolisis como un proceso de reforma en el cual la gasificación de los compuestos fácilmente degradables se hace por un calentamiento directo o indirecto (6:A-169). Debemos recordar que la pirólisis o cracking térmico es una técnica muy conocida en el procesado del petróleo. H. Kastner y W. Kaminsky están de acuerdo en que: Al calentar los hidrocarburos de cadena larga en ausencia de oxígeno, estas largas cadenas se rompen en pequeñas moléculas. Este mismo mecanismo puede aplicarse al cambio de plásticos a petroquímicos (7:109). Hay muchas variantes de la pirólisis: pirólisis de cauce fijo, de cauce fluido, de cauce dirigido y de cauce agitado. Entre estos, el cauce fluido ha

recibido especial atención porque puede convertir una gran variedad de materiales, incluyendo plástico, aceites, aguas cloacales, en petroquímicos crudos (7:109). Los sistemas de cauce fluido, dice Ken Fouhy, "usan un gas de polímero o un gas inerte para fluidizar el cauce de arena, a temperaturas entre los 400 y 800oC, para producir productos de petróleo líquidos" (8:31). El cauce fluidizado de arena provee un buen mezclado y transferencia de calor (8:31). Las ventajas de la pirólisis son: no involucra un paso de separation, b) recupera lo plásticos en sus materias primas, de manera que, se pueden rehacer polímeros puros con mejores propiedades y menos contaminación.
2.3.2 Gasificación
La gasificación tiene el mismo principio que la pirólisis: el calentamiento convierte las grandes cadenas de carbono en pequeñas cadenas, pero se lleva cabo en condiciones más drástica que la pirólisis (temperaturas arriba de los 900oC y presiones arriba de los 60 bares. Este método tiene muchas variantes, entre éstas, una que ha sido aplicada por Thermoselect, S. A., está produciendo 600 kg de gas de sintesis, 220 kg de escoria, 23 kg de metales y 18 kg de sales por tonelada métrica de desecho, el cual, primero es compactado, desgasificado y pirolizado a 600oC, y alimentado al gasificador a 2000oC, Fouhy añade, "el gas de síntesis obtenido de la gasificación puede ser usado para producir electricidad, metanol o amoniaco" (8:31-2).
2.3.3 Metanólisis y glicólisis
Metanólisis y glicólisis para el reciclado de PET han sido desarrolladas por DuPont, Hoechst Celanese, Eastmant Chemical y Shell Chemical. Debemos entender que la metanólsis es la ruptura de las cadenas causada por metanol y glicólisis la ruptura de un enlace glicosídico causada por alguna sustancia. La alcohólisis ha sido usada también por Sherwin Williams para convertir residuos de PET en poliésteres solubles. Esta alcohólisis es asistida por un catalizador tal como Ba(OH)2 (9:14).
2.4 Reciclaje cuaternario
Consiste en el calentamiento del plástico con el objeto de usar la energía térmica liberada de este proceso para llevar a cabo otros procesos, es decir, el plástico es usado como un combustible con objeto de reciclar energía. La incineración puede incluirse en esta clasificación siempre que la recuperación de calor sea acompañada de un generador de vapor o, como Arthur J. Warner dice en su libro Solid Management of Plastics, por "el uso directo de gases de humo de alta temperatura en un proceso que requiera una fuente de calor externa" (6:A-
95). Estos gases de humo son para recalentar, secar o templar hornos (6:A-95). Existen otras ventajas de la incineración tales como a) mucho menos espacio ocupado que en los rellenos sanitarios, b) la recuperación de metales, c) el manejo de diferentes cantidades de desechos. Sin embargo, algunas de sus desventajas son la generación de contaminantes gaseosos, aunque ésta es mínima, y la gran inversión monetaria que representa (6:A-101-2).
BIBLIOGRAFIA
1. Myers, James I. and Farrisey, William J. "Energy Recovery Option for RIM Polyurethanes." Designing for Recyclability and Reuse of Automotive Plastics. 37-40.
2. Rennie, Caroline and MacLean Alair. 1989. Salvaging the Future: Waste-Based Production. Washington, D.C.: Institute for Local Self-Reliance.
3. Hart, Deanna J. Chemical Engineering Department of Carnegie Mellon University. October 6,1995. E-mail enviado a Mónica Cerro López.
4. Hegberg, Bruce A. and Gary R. Brenniman. 1992. Mixed Plastics Recycling Technology. New Jersey: Noyes Data Corporation.
5. Miller, Andrew. January 3, 1994. "Back to Basis." Chemistry and Industry. 8-9.
6. Warner, Arthur J. 1970. Solid Waste Management of Plastics. Washington, D.C.: Manufacturing Chemists Association.
7. Kastner, H. and Kaminsky, W. May 1995. "Recycle Plastics into Feedstocks." Hydrocarbon Processing. 74:109-12.
8. Fouhy, Ken and Kim, Irene. December 1993. "Plastics Recycling's Diminishing Returns." Chemical Engineering. 100:30-3.
9. Layman, Patricia. October 4, 1993. "Advances in Feedstock Recycling Offer Help With Plastic Waste." Chemical and Engineering News. 71:11-4.
Regresar a