Embed Size (px)
Citation preview

SKRIPSI
IDENTIFIKASI FUNGSI KOGNITIF DAN HUMAN RELIABILITY
(Studi kasus SP Alumunium Yogyakarta)
Diajukan kepada Fakultas Sains dan Teknologi Universitas Islam Negeri Sunan
Kalijaga Untuk Memenuhi Sebagian Persyaratan
Memperoleh Gelar Sarjana Strata Satu Teknik Industri (S.T.)
Disusun Oleh :
EKA APRIYANI
15660021
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SUNAN KALIJAGA
YOGYAKARTA
2019

ii
HALAMAN PERSETUJUAN

iii
HALAMAN PENGESAHAN

iv
SURAT PERNYATAAN KEASLIAN SKRIPSI

v
HALAMAN MOTTO
Sesungguhnya bersama kesukaran itu ada kemudahan. Karena itu bila kau telah
selesai (mengerjakan yang lain) dan kepada Tuhan, berharaplah
(Q.S Al Insyirah : 6-8)
“Ketika kita melakukan sesuatu dengan yang kita bisa dan melakukan yang
terbaik, maka kegagalan bukan sesuatu yang harus di selesaikan tetapi jadikanlah
sebagai motivasi diri”

vi
HALAMAN PERSEMBAHAN
Skripsi ini dipersembahkan untuk :
Kedua orang tua dan keluarga tercinta yang selalu memberikan support
Kelurga besar Teknik Industri angkatan 2015 yang saya sayangi yang selalu
memberikan semangat selama kuliah hingga saat ini

vii
KATA PENGANTAR
Assalamu’alaikum Wr.Wb
Alhamdulillah, puji syukur penulis panjantkan atas kehadiran Allah SWT
yang telah melimpahkan rahmat serta hidayah-Nya kepada penulis, sehingga
dapat menyelesaikan Tugas Akhir yang berjudul “Identifikasi Fungsi Kognitif dan
Human Reliability” dengan baik dan lancar. Selain itu, semoga sholawat dan
salam selalu di limpahkan kepada junjungan seluruh umat muslim di dunia yaitu
baginda Rasulullah Muhammad SAW, beserta keluarganya, para sahabat, dan
orang-orang yang mengikuti jejak beliau sampai akhir jaman.
Laporan Tugas Akhir ini disusun oleh penulis sebagai syarat untuk
menyelesaikan studi jenjang Strata 1 dan mendapatkan gelar Sarjana Teknik di
Program Studi Teknik Industri UIN Sunan Kalijaga Yogyakarta. Laporan Tugas
Akhir ini dapat selesai atas bantuan dan dorongan dari berbagai pihak. Untuk itu
dengan segala kerendahan hati, penulis ingin menyampaikan penghargaan dan
ucapan terima kasih yang sebesar-besarnya kepada :
1. Allah SWT atas limpahan karunia-Nya yang telah diberikan, sehingga
penulis dapat menyelesaikan Studi Strata 1 dan menyelesaikan Tugas Akhir
ini dengan baik dan lancar.
2. Kedua Orang tua dan keluarga tercinta yang telah memberikan doa, kasih
sayang, bimbingan baik secara rohani maupun jasmani serta selalu
memberikan dukungan baik secara moril maupun materiil sehingga penulis
dapat menyelesaikan tugas akhir ini.

viii
3. Ibu Dwi Agustina Kurniawati, S.T.,M.Eng.,Ph.D. selaku Ketua Program
Studi Teknik Industri UIN Sunan Kalijaga Yogyakarta.
4. Ibu Tutik Farihah,S.T.,M.Sc selaku dosen pembimbing, yang selalu sabar
dalam membimbing, mengarahkan, memberikan masukan, memotivasi dan
memberikan ilmu yang sangat berharga bagi penulis.
5. Bapak dan Ibu Dosen Jurusan Teknik Industri UIN Sunan Kalijaga yang
telah dengan iklas memberikan ilmu yang sangat berharga bagi penulis.
6. Bapak Beni Hendra Prasetya S.E selaku Direktur Operasional UKM SP
Alumunium Yogyakarta.
7. Bapak Tedi selaku pembimbing lapangan yang telah memberrikan
bimbingan serta arahan kepada penulis selama penelitian yang dilakukan di
UKM SP Alumunium Yogyakarta.
8. Bapak Purwanto, Wasiran, Sunardi, Purwanto, Elo ena, Slamet, Mursalim,
Tugyanto, Endar dan Bapak Setiadi selaku karyawan bagian pengecoran dan
pembubutan sekaligus membantu dalam pengisian lembar kuisioner di
UKM SP Alumunium.
9. Seluruh staff dan karyawan UKM SP Alumunium yang telah membantu
dalam pelaksanaan pengambilan data.
10. Kakak saya Nova Azzyzah Wahyuningsih, yang telah memberikan
dukungan, masukan, semangat dan hiburan selama pengerjaan skripsi ini.
11. Team Freecong Anita Prastiwi, Elly Sumartini, Rosita Dewi, Stevanus
Bintang, Wisnu Aji dan Rizal Fathul yang telah memberikan dukungan,
semangat dan doa selama pengerjaan skripsi.

ix
12. Erdin Dwi Suharnanta selaku rekan pengambilan data di UKM SP
Alumunium.
13. Ciwi ciwi angkatan 2015 yang selalu memberikan motivasi juga dukungan
kepada penulis.
14. Keluarga besar Teknik Industri 2015 yang selalu memberikan dorongan
dan semangat kepada penulis.
15. Semua pihak yang telah membantu dan memberikan dukungan yang tidak
dapat disebutkan satu per satu.
Penulis mohon maaf atas segala kesalahan yang pernah dilakukan. Semoga
skripsi ini dapat memberikan manfaat untuk mendorong penelitian-penelitian
selanjutnya.
Wassalamu’alaikum Wr.Wb
Yogyakarta, 8 Oktober 2019
Penulis

x
DAFTAR ISI
HALAMAN PERSETUJUAN .............................................................................. ii
HALAMAN PENGESAHAN .............................................................................. iii
SURAT PERNYATAAN KEASLIAN SKRIPSI ................................................ iv
HALAMAN MOTTO ........................................................................................... v
HALAMAN PERSEMBAHAN .......................................................................... vi
KATA PENGANTAR ........................................................................................ vii
DAFTAR ISI ......................................................................................................... x
DAFTAR TABEL ............................................................................................... xii
DAFTAR GAMBAR ......................................................................................... xiii
ABSTRAK ......................................................................................................... xiv
BAB I PENDAHULUAN ..................................................................................... 1
1.1 Latar Belakang .......................................................................................... 1
1.2 Rumusan Masalah ..................................................................................... 5
1.3 Tujuan Penelitian ....................................................................................... 5
1.4 Manfaat Penelitian ..................................................................................... 5
1.5 Batasan Masalah ........................................................................................ 5
1.6 Sistematika Penulisan ................................................................................ 6
BAB II TINJAUAN PUSTAKA ........................................................................... 8
2.1 Penelitian Terdahulu ................................................................................. 8
BAB III METODOLOGI PENELITIAN............................................................ 20
3.1 Objek dan Waktu Penelitian .................................................................... 20
3.2 Data Penelitian ........................................................................................ 20
3.3 Metode Pengumpulan Data ..................................................................... 20
3.4 Metode Pengolahan Data ........................................................................ 22
3.5 Kerangka Alir Penelitian ......................................................................... 24
BAB IV HASIL DAN PEMBAHASAN ............................................................ 25
4.1 Gambaran Umum Perusahaan ................................................................. 25
4.2 Pengumpulan Data .................................................................................. 32
4.3 Pengolahan Data ...................................................................................... 33
4.3 Analisis dan Pembahasan ........................................................................ 59
BAB V PENUTUP .............................................................................................. 75

xi
5.1 Kesimpulan .............................................................................................. 75
5.2 Saran ........................................................................................................ 76
DAFTAR PUSTAKA ......................................................................................... 77
GLOSARIUM ..................................................................................................... 82
LAMPIRAN ........................................................................................................ 84
CURRICULUME VITAE ................................................................................... 88

xii
DAFTAR TABEL
Tabel 2. 1 Penelitian Terdahulu ........................................................................... 10
Tabel 2.2 Matriks Cognitive Demand ................................................................... 13

xiii
DAFTAR GAMBAR
Gambar 1.1 Grafik jumlah produksi .................................................................... 2
Gambar 1.2 Grafik jumlah cacat produk setiap stasiun ....................................... 3
Gambar 1.3 Diagram Event Tree Analysis (ETA) ............................................. 16
Gambar 3.1 Diagram Alir Penelitian ................................................................. 24
Gambar 4.1 Struktur Organisasi SP Alumunium ................................................ 27
Gambar 4.2 Alur Proses Produksi ..................................................................... 28
Gambar 4.3 Event Tree Analysis Proses Produksi............................................. 35
Gambar 4.4 Event Tree bagian persiapan bahan baku...................................... 37
Gambar 4.5 Event Tree bagian persiapan tungku peleburan ............................ 37
Gambar 4.6 Event Tree bag persiapan bahan bakar ......................................... 38
Gambar 4.7 Event Tree bagian persiapan ember tuang ..................................... 38
Gambar 4.8 Event Tree bagian persiapan peleburan ingot ............................... 39
Gambar 4.23 Event tree bag persiapan bahan pembubutan .............................. 40
Gambar 4.24 Event Tree bag persiapan tempat pembubutan ........................... 40
Gambar 4.25 Event tree bagian persiapan alat pembubutan ............................ 41
Gambar 4. 26 Event tree bagian persiapan mesin bubut .................................... 41
Gambar 4.27 Event tree bag wajan di tempat pembubutan ............................... 42
Gambar 4.35 Grafik klasifikasi GTT bagian pengecoran .................................. 50
Gambar 4. 36 Grafik klasifikasi GTT bagian pembubutan ................................ 51
Gambar 4.37 Grafik jumlah subtask EPC bag pengecoran ............................... 52
Gambar 4.38 Grafik jumlah subtask EPC bag pembubutan .............................. 53
Gambar 4.39 Grafik Jmlh nilai proporsi bag pengecoran .................................. 55
Gambar 4.40 Grafik jmlh nilai proporsi bag pembubutan ................................ 56
Gambar 4.41 Rekapitulasi aktivitas kognitif bag pengecoran ............................ 60
Gambar 4.42 Grafik jmlh fungsi kognitif bag pengecoran ................................. 61

xiv
Identifikasi Fungsi Kognitif Dan Human Reliability
(Studi Kasus SP Alumunium Yogyakarta)
Eka Apriyani
15660021
Program Studi Teknik Industri Fakultas Sains dan Teknologi
Universitas Islam Negeri Sunan Kalijaga Yogyakarta
Jalan Marsda Adisucipto, Yogyakarta, 55281
ABSTRAK
SP Alumunium merupakan salah satu perusahaan yang bergerak di bidang
pengecoran alumunium. Pada proses produksinya 80% masih menggunakan
tenaga manusia. Sehingga keandalan terhadap operator tidak dapat diprediksi
dan mengakibatkan terjadinya human error. Penelitian ini dilakukan untuk
mengetahui nilai human reliability operator pada bagian pengecoran dan
pembubutan berdasarkan identifikasi fungsi kognitif. Penelitian dilakukan dengan
metode HEART dan fungsi kognitif. Hasil pengolahan data yang dilakukan yaitu
fungsi kognitif eksekusi merupakan fungsi kognitif yang dominan di kedua bagian
tersebut. Dan hasil penilaian dengan metode HEART didapatkan nilai HEP
tertinggi bagian pengecoran 0,2885 pada subtask pastikan suhu ingot sesuai
dengan titik leburnya dan nilai HEP tertinggi pada bagian pembubutan 0,1123
pada subtask cek kekencangan pengait, cek kerataan cairan bubut dan cek
kehalusan permukaan wajan.
Kata Kunci : Human Reliability, Fungsi Kognitif, HEART.

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Di suatu industri terutama industri manufaktur ilmu ergonomi sangat
penting untuk diterapkan agar dapat memaksimalkan kerja dari tenaga kerja.
Ergonomi merupakan ilmu yang menemukan dan mengumpulkan informasi
tentang tingkah laku, kemampuan, keterbatasan, dan karakteristik manusia
untuk perancangan mesin, peralatan, sistem kerja dan lingkungan yang
produktif, aman, nyaman dan efektif bagi manusia (Sutalaksana,1979).
Ergonomi juga dapat diterapkan dalam meminimalisir kecelakaan kerja.
Kecelakaan kerja dapat diminimalisir dengan pengidentifikasian melalui
fungsi kognitif operator. Fungsi kognitif merupakan bagian dari metode
COCOM dimana fungsi tersebut digunakan untuk mengidentifikasi operator
dalam menjalankan tugas (Hollnagel and Cacciabue 1991). Menurut Guy Boy
(1998) fungsi kognitif merupakan kemungkinan pengguna untuk mengubah
tugas yang ditentukan menjadi aktivitas tugas yang efektif. Dalam mengubah
tugas yang telah ditentukan, pengguna atau operator tidak lepas dari
kesalahan yang dilakukan atau disebut human error.
Menurut Dhillon (2005) human error adalah kegagalan untuk
menyelesaikan suatu tugas atau pekerjaan yang spesifik (atau melakukan
tindakan yang tidak diizinkan) yang dapat menimbulkan gangguan terhadap
jadwal operasi atau mengakibatkan kerusakan benda dan peralatan. Aktifitas
manual yang diterapkan di industri terutama industri manufaktur yang
dilakukan oleh operator dapat menyebabkan human error pada proses

2
produksi, yang dapat mempengaruhi kualitas produk. Untuk meminimalisir
masalah tersebut perlu dilakukan pengukuran terhadap keandalan manusia
dalam melakukan pekerjaannya sehingga dapat diketahui besar tingkat human
error. Untuk melakukan analisis human error tersebut dapat dilakukan
dengan cara mengukur tingkat keandalan manusia melalui pendekatan Human
Reliability Assessment (HRA).
Human Reliability Assessment (HRA) adalah metode kualitatif dan
kuantitatif untuk mengukur kontribusi manusia terhadap resiko. Metode HRA
yang baik digunakan yaitu metode Human error Assessment and Reduction
Technique (HEART). HEART merupakan salah satu teknik kuantifikasi
dalam menghitung probabilitas kesalahan manusia berdasarkan penilaian
bersama dengan data-data dan performansi kerja (Kirwan,1997).
SP Alumunium merupakan salah satu usaha kecil menengah yang bergerak
di bidang pengecoran alumunium. Target pasar dari produk SP Alumunium
yaitu 60% pasar tradisional, 30% segmen modern dan 10% ekspor.
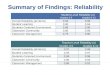
Gambar 1.1 Grafik jumlah produksi
Dalam setiap harinya UKM tersebut mencapai kapasitas produksi 3500kg-
4000kg atau sekitar produksi setiap harinya untuk memenuhi target pasar,
namun sebagian besar proses produksi yang dilakukan masih secara manual
dengan tenaga manusia. Mulai dari peleburan, pengecoran, pembubutan,
0200000400000600000
Ketel Soblok Citel Tutup &Angsang
wajan
21545 641 3305 5727 408991
Jenis Produk
Jumlah Produksi bulan April 2018-Maret 2019

3
polish dan quality control masih 80% menggunakan tenaga manusia.
Operator bekerja selama 7 jam dengan posisi bekerja yang berbeda-beda
namun kebanyakan operator melakukan pekerjaannya dengan berdiri.
Disamping itu suhu lingkungan pekerjaan yang tinggi di hampir semua
stasiun kerja dan tingkat kebisingan yang tinggi di bagian stasiun tertentu.
Setiap pekerjaan yang dilakukan oleh manusia dengan berbagai gangguan
tidak bisa selalu konsisten, pasti ada kemungkinan kesalahan yang dilakukan
oleh operator dalam pekerjaannya karena berbagai faktor. Operator produksi
di SP Alumunium diharuskan memiliki performansi yang baik agar mampu
melakukan pekerjaanya sesuai dengan kualitas yang diinginkan oleh UKM itu
sendiri. Kualitas produk yang diinginkan oleh perusahaan tidak selalu sejalan,
adanya cacat produk dalam proses produksi menjadikan terjadinya peleburan
lagi untuk produk cacat. Untuk mengurangi adanya cacat produk perusahaan
tersebut melakukan quality control dua kali yaitu setelah finishing 1 dan
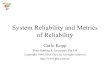
proses finishing 2. Cacat produk yang sering terjadi yaitu kekasaran
permukaan, lubang-lubang di permukaan, retakan kecil hingga retakan yang
nampak, cacat putus dan cacat ampas. Banyaknya produk cacat yang terjadi
terdapat pada bagian pembubutan dan pengecoran.
Gambar 1.2 Grafik jumlah cacat produk setiap stasiun
050000
100000
53007 753
97791 2798 8710 2921 1580
Proses Produksi
Jumlah Cacat April 2018-Maret 2019

4
UKM tersebut berkeinginan meminimalkan faktor penyebab cacat dari
faktor manusianya. Hal ini karena sebagian besar proses produksi dikerjakan
dengan mengandalkan manusia sehingga UKM tersebut ingin mengetahui
letak kesalahan atau error yang dilakukan oleh pekerja. Untuk mengetahui
letak kesalahan dari operator perlu dilakukan analisis dan identifikasi fungsi
kognitif keandalan operator saat bekerja. Analisis keandalan manusia
ditunjukkan untuk menentukan faktor-faktor yang menyebabkan terjadinya
kesalahan manusia, mengetahui resiko, dan akibat dari kesalahan manusia,
serta bagaimana melaksanakan perbaikan terhadap sistem yang ada (Maulida
dkk,2015). Oleh karena itu, perlu dilakukan penilaian probabilitas human
error pada bagian pembubutan dan pengecoran untuk meminimalkan cacat
produk karena human error dengan salah satu metode Human Reliability
Assessment (HRA) yaitu metode HEART. Metode HEART merupakan salah
satu metode HRA yang belum memiliki fungsi kognitif, sehingga dalam
penelitian ini akan menggabungkan kedua metode ini agar penilaian yang
dilakukan lebih detail. Selain untuk penelitian ini juga memprediksi
kemungkinan human error yang dapat terjadi namun juga menghitung
probabilitasnya berdasarkan langkah-langkah pada perhitungan metode
HEART.

5
1.2 Rumusan Masalah
Berdasarkan latar belakang diatas, rumusan masalah yang didapat dari
permasalahan yang ada adalah “Bagaimanakah pengidentifikasian fungsi
kognitif dan penilaian human reliability pada bagian pengecoran dan
pembubutan?”
1.3 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini sebagai berikut :
1. Mengetahui fungsi kognitif dengan presentase tertinggi pada bagian
pengecoran dan pembubutan.
2. Mengetahui nilai human reliability tertinggi dan terendah pada subtask
bagian pengecoran dan pembubutan wajan di SP Alumunium.
3. Mengetahui nilai human reliability rata-rata pada bagian pengecoran dan
pembubutan wajan di SP Alumunium.
1.4 Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini sebagai berikut :
1. Sebagai pertimbangan bagi perusahaan dalam pengambilan keputusan
mengenai presentase scrub produksi.
2. Membantu meminimalkan fungsi Error Producing Condition bagi
perusahaan sehingga dapat mengurangi cacat produk.
1.5 Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini sebagai berikut :
1. Penelitian ini dilakukan pada bagian pengecoran dan pembubutan produk
wajan di SP Alumunium Yogyakarta.

6
2. Fungsi kognitif hanya digunakan sebagai dasar penentuan human error.
1.6 Sistematika Penulisan
BAB I Pendahuluan
Bab ini membahas tentang latar belakang masalah, rumusan masalah,
batasan masalah yang dihadapi, tujuan dari penelitian yang dilakukan serta
sistematika penulisan.
BAB II Kajian Pustaka
Bab ini berisi teori-teori yang mendasari serta dilakukannya penelitian.
Disertai dengan pembahasan penelitian-penelitian terdahulu yang
berhubungan dengan penelitian.
BAB III Metodologi Penelitian
Bab ini berisi mengenai objek penelitian yang dilakukan, disamping itu
membahas juga tentang metode yang digunakan dalam pengumpulan data
serta analisis data yang dilakukan. Dicantumkan juga langkah-langkah
penelitian dan diagram alir penelitian.
BAB IV Hasil dan Pembahasan
Bab ini memaparkan hasil dari penelitian yang dilakukan. Hasil
perhitungan, pengolahan data, analisis data dan hasil yang diperoleh dari
penelitian. Hasil pengolahan data ditampilkan baik dalam bentuk tabel
maupun grafik. Pengolahan data juga termasuk analisis yang dilakukan
terhadap hasil yang diperoleh. Pada bab ini merupakan acuan untuk
pembahasan hasil yang akan ditulis pada bab V.
BAB V Pembahasan

7
Pada bab ini berisi tentang pembahasan hasil dari pengolahan data yang
telah dilakukan dalam penelitian. Kesesuaian hasil dengan tujuan penelitian
sehingga menghasilkan sebuah rekomendasi.
BAB VI Kesimpulan dan Saran
Berisi tentang kesimpulan terhadap analisis yang dibuat dan rekomendasi
atau saran-saran atas hasil yang dicapai dalam permasalahan yang ditemukan
selama penelitian, sehingga perlu dilakukan rekomendasi untuk dikaji pada
penelitian selanjutnya.

75
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan hasil identifikasi dan analisis data pada 31 task dan 162
subtask yang menyebabkan cacat produk pada bagian pengecoran dan
pembubutan, dapat disimpulkan sebagai berikut :
1. Fungsi kognitif eksekusi merupakan fungsi kognitif yang paling dominan
pada bagian pengecoran dan pembubutan dengan masing-masing
persentase sebesar 39,23% atau sebanyak 51 aktivitas kognitif dari 130
aktivitas kognitif dan 53,08% atau sebanyak 43 aktivitas kognitif dari 81
aktivitas kognitif.
2. Berdasarkan pengukuran human reliability dengan metode Human error
Assessment and Reduction Technique (HEART) didapatkan nilai HEP
rata-rata pada bagian pengecoran yaitu 0,054876 atau 5,487% dengan nilai
reliabilitas operatornya sebesar 94,512% sedangkan nilai HEP rata-rata
pada bagian pembubutan yaitu 0,053841 atau 5,384% dengan nilai
reliabilitas operatornya sebesar 94,616%.
3. Nilai Human Error Probability (HEP) tertinggi pada bagian pengecoran
sebesar 0,288538 pada subtask pastikan suhu ingot sesuai dengan titik
leburnya dan nilai HEP terendahnya yaitu sebesar 0,003091 pada task ke-
14 atau subtask 0.14.1 yaitu letakkan cetakan wajan bagian atas di atas
kayu. Sedangkan nilai HEP tertinggi pada bagian pembubutan yaitu
0,11232 pada subtask cek kekencangan pengait, proses cek kerataan cairan

76
bubut dan proses cek kehalusan permukaan wajan sedangkan nilai HEP
terendah sebesar 0,0042 pada subtask bersihkan tempat bubut.
5.2 Saran
Berdasarkan penelitian yang telah dilakukan, terdapat saran yang dapat
disampaikan yaitu sebagai berikut :
1. Perlu dilakukan sosialisasi maupun pelatihan pada operator tentang
pentingnya mematuhi SOP yang ada untuk meminimalisir error.
2. Perlu dilakukan penempelan SOP pada lingkungan kerja namun SOP
dibuat dengan bahasa yang mudah dimengerti oleh orang yang sudah
mengenal maupun awam.
3. Untuk penelitian selanjutnya, penelitian dapat dilakukan pada jenis
perusahaan yang berbasis semi dinamis.

77
DAFTAR PUSTAKA
Alatas,Anisah.H & Putri,R.J.K.2017. Identifikasi Human error pada Proses
Cassava Chips dengan Menggunakan metode SHERPA dan HEART di PT.
Indofood Fritolay Makmur. Jurnal PASTI,Volume XI(1): 98-110.
Andrews,J.D & Dunnet Sarah,J.2000. Event-Tree Analysis Using Binary Decision
Diagram. IEEE Transactions on Reliability,Vol 49 No.2 : 230-238.
Arini,A.,& Mulyono.2013. Analisis Human Reliability pada Operator Bagian
Maintenance Mesin 2 dengan Metode Human error Assessment and Reduction
Technique di PT.PJB UP Paiton Tahun 2013. The Indonesian Journal of
Occupational Safety and Health,2(2).Jul-Des:106-118.
Bell,Julie & Holroyd,J.2009. Review of Human Reliability Assessment Methods.
Health and Safety Laboratory Harpur Hill Buxton Derbyshire.
Bowo,L.P. & Mutmainnah,W. 2017. The Development of Marine Accidents
Human Reliability Assessment Approach: HEART Methodology and MOP
Model. the International Journal on Marine Navigation and Safety of Sea
Transportation, Vol 11, No.2, DOI: 10.12716/1001.11.02.06.
Boy, Guy A.1998. Cognitive Function Analysis for Human-Centered Automation
of Safety-Critical System. European Institute of Cognitive Sciences and
Engineering, DOI: 10.1145/274644.274682.
Castiglia,F.,Giardina,M., & Tomarchio,E. 2015. THERP and HEART Integrated
Methodology for Human error Assessment. International Journal of Radiation
Physics and Chemistry, http://dx.doi.org/10.1016/j.radphyschem.2014.12.012i.

78
Castiglia,F & Giardina,M. 2013. Analysis of opearator human error in hydrogen
refulling stations: Comparison between human rate assessment techniques.
International Journal of Hydrogen Energy. 38:1166-1176.
Dhillon, Balbir S. 1987. Human Reliability: With Human Factors. Exeter, Uk:
Pergmon Press.
Dhillon,B.S. 2005. Reliability, Quality and Safety Engineering.CRS Press.
Harahap, Farid Akbar. 2012. Reliability Assessmeent Sebagai Upaya Pengurangan
Human error dalam penerapan K3. Jakarta: Universitas Indonesia.
Hollnagel, Erik.1998. Cognitive Reliability and Error Analysis Method.Edisi I.
Norway:Elsevier.
Kirwan,B.A. 1994. Guide To Practical Human Reliability Assessment. London:
CRC Press.
Kirwan,B. 1996. The Validation of Three Human Reliability Quantification
Techniques-THERP, HEART and JHEDI: Part 1- technique descriptions and
validation issues. Applied Ergonomics, Vol 27(4), pp 359-373.
Kirwan,B.,Kennedy,R.,Taylor-Adams,S.,& Lambert,B. 1997. The Validation of
Three Human Reliability Quantification Techniques-THERP, HEART and
JHEDI : Part II-Results of Validation exercise. Applied Ergonomics, Vol. 28,
No.1,pp.17-25.
Maniram,K.A.,Rajakarunakaran,S., & Prabhu,V.A. 2017. Aplication of Fuzzy
HEART and Expert Elicitation for Quantifying Human error Probabilities in

79
LPG Refuelling Station. Journal of Loss Prevention in the Process
Industries,doi: 10.1016/j.jlp.2017.04.021
Masita,Maya.2017. Analisis Human error dengan Metode SHERPA dan HEART
pada Proses Produksi Batik Cap (Studi kasus di UKM Batik Cap Supriyarso
Kampoeng Batik Laweyan). Jurnal Universitas Muhammadiyah Surakarta.
Nurhayati,R.,Ma’rufi,I., & Hartati,R.I. 2017. Penilaian Human error Probability
dengan Metode Human error Assessment and Reduction Technique (HEART)
Studi di Departemen Finishing PT. Eratex Djaja,Tbk. E-Jurnal Pustaka
Kesehatan, Vol 5(3), 565-571.
Pamuka,A.S.,& Susanto,N. 2017. Human Reliability Assessment dengan Metode
HEART Sebagai Upaya Mengurangi Human error pada PT. Multipanel
Intermitra Mandiri. Jurnal Undip,1-7.
Pasaribu,U.M.,Tambunan,M.M., & Wahyuni,D. 2014. Identifikasi Human error
Berdasarkan Pendekatan CREAM dan Usulan Perbaikan dengan Metode Poka-
Yoke. E-Jurnal Teknik Industri FT USU, Vol 2(1),18-23.
Rahmania,T.,Ginting,E.,& Buchari. 2013. Analisa Human error dengan Metode
SHERPA dan HEART pada Kecelakaan Kerja di PT.”XYZ”. e-Jurnal Teknik
Industri FT USU, Vol 2(1), 58-65.
Rohma, Titian.2017. Hubungan Kadar Apoliporrotein B dan C-Reactive Protein
dengan Fungsi Kognitif Pasien Epilepsi. Thesis. Universitas Sebelas Maret.

80
Setiawan,Rizky.R.,Hetharia,D.,& Kemalasari,D. 2018. Analisis Penyebab
Kecacatan pada Produksi Bearing Tipe 6301 dengan Metode Fuzzy Failure
Mode and Effect Analysis. SNTI VI, e-ISSN: 2622-7533.
Safitri,D.Maulida.,Astriaty,A.R.,& Rizani,N.C. 2015.Human Reliability
Assessment dengan Metode Human error Assesssment and Reduction
Technique pada Operator Stasiun Shroud PT.X. Jurnal Rekayasa Sistem
Industri, 4(1),1-7.
Safitri,D.M.,Oktaviasari,A., & Astuti,P. 2017. Analisis Human error pada
Pramudi Transjakarta dengan Pendekatan HEART dan Fault Tree Analysis.
Prosding SNTI dan SATELIT,131-136.
Stojilkovic.,Bijelic.B.,& Cvetkovic.M. 2017.Application of HEART Technique
For Human Reliability Assessment – A Sherbian Experience. Facta
Universitatis, Series : Working and Living Enviromental Protection, Vol 14,No
3,2017,187-196.
Strub, R.L., Black, F.W. 2000. The Mental Status Examination in Neurology. 4 th
ed. F. A. Davis Company: Philadelphia
Sutalaksana, I.Z.(2006). Teknik Tata Cara Kerja. Laboratorium Tata Cara Kerja
dan Ergonomi.Bandung:Dep. Teknik Industri-ITB.
Widharto,Y.,Iskandari,D., & Nurkertamanda,D. 2018.Analisis Human Reliability
Assessment dengan Metode HEART (Studi kasus PT.ABC). Jurnal Teknik
Industri,Vol.13 (No.3),141-150.

81
Williams,J.C., & Bell,J.L.(2016). Consolidation of Generic Task Type Database
and Concepts Used in the Human error Assessment and Reduction Technique
(HEART). Safety and Reliability, 36:4, 245-278, DOI:
10.1080/09617353.2017.1336884.
Williams,J,C.(1988). A Data based method for assessing and reducing human
error to improve operational performance. Conference Record for 1988 IEEE
Fourth Conference on Human Factors and Power Plants, June 5-9, 1998
Monterey, California, pp, 436-450.

84
LAMPIRAN
Lampiran 1
Aktivitas Kognitif Bagian Pengecoran Wajan
NO Kode
task Aktivitas/task
Kode
Subtask Proses/Subtask
Fungsi
kognitif
1
1 Persiapan bahan baku
0.1.1 Cek bahan baku ingot/rongsokan Evaluate
2 0.1.2 Hitung bahan baku masih cukup atau tidak Compare
3 0.1.3 Ceklist ketersediaan bahan baku Evaluate
4 0.1.4 Laporkan hasil ketersediaan bahan baku Evaluate
5
2 Persiapan tungku
0.2.1 Ambil pembersih tungku di tempatnya Identify
6 0.2.2 Bersihkan tungku peleburan Execute
7 0.2.3 Cek kesiapan tungku Evaluate
8 3 Persiapan bahan bakar
0.3.1 Periksa ketersediaan bahan bakar Execute
9 0.3.2 Pastikan masih ada stock bahan bakar Verify
10 4 Persiapan ember tuang
0.4.1
Ambil ember tuang di samping tempat
peleburan Identify
11 0.4.2
Memastikan kekencangan ember tuang dan
gagang Verify

85
Lampiran 2
Aktivitas Kognitif Bagian Pembubutan Wajan
NO Kode
task Aktivitas/task
Kode sub
task Proses/Subtask
Fungsi
Kognitif
1
1 Persiapan bahan
pembubutan/ wajan
0.1.1 Ambil troli di tempat pembubutan Identify
2 0.1.2 Dorong troli ke tumpukan wajan Execute
3 0.1.3 Ambil wajan Identify
4 0.1.4 Angkat wajan Execute
5 0.1.5 Letakkan wajan di atas troli Execute
6 0.1.6 Susun wajan di atas troli Evalute
7 0.1.7 Dorong troli ke tempat pembubutan Execute
8
2 Persiapan tempat
pembubutan
0.2.1 Ambil alat pembersih di tempat alat pembersih Identify
9 0.2.2 Bersihkan tempat bubut Execute
10 0.2.2.1 Ambil scrap Identify
11 0.2.2.2 Masukkan scrap ke wadah Execute
12 0.2.2.3 Cek kesiapan tempat pembubutan Evalute
13
3 Persiapan alat
pembubutan
0.3.1 Siapkan kunci inggris Co-ordinate
14 0.3.2 Siapkan alat pukul Co-ordinate
15 0.3.3 Siapkan linggis bubut Co-ordinate

86
Lampiran 3
Pengolahan Data Bagian Pengecoran
NO Kode Proses/Subtask
Gen
eric
Task
Nil
ai
Gen
eric
Task
No. E
PC
Rati
o E
PC
Nil
ai
EP
C Nilai Proporsi
Ass
esed
Pro
port
ion
Aff
ect
Nil
ai
Ass
esse
d
Eff
ect/
task
HEP
Exper
t 1
Exper
t 2
Exper
t 3
Exper
t 4
Exper
t 5
1 0.1.1 Cek bahan baku ingot/rongsokan D 0,09 1a 17 3 0,1 0,1 0,1 0,1 0,1 0,1 1,2240 0,110160
1b 31 1,2 0,1 0,1 0,1 0,1 0,1 0,1
2 0.1.2
Hitung bahan baku masih cukup atau
tidak D 0,09 2a 15 3 0,1 0,1 0,1 0,1 0,1 0,1 1,2024 0,108216
2b 38 1,02 0,1 0,1 0,1 0,1 0,1 0,1
3 0.1.3 Ceklist ketersediaan bahan baku D 0,09 3a 38 1,02 0,1 0,1 0,1 0,1 0,1 0,1 1,0020 0,090180
4 0.1.4 Laporkan hasil ketersediaan bahan baku E 0,02 4a 17 3 0,1 0,1 0,1 0,1 0,1 0,1
1,2264 0,024529 4b 31 1,2 0,1 0,1 0,1 0,1 0,1 0,1
4c 38 1,02 0,1 0,1 0,1 0,1 0,1 0,1
5 0.2.1 Ambil pembersih tungku di tempatnya D 0,09 5a 23 1,6 0,1 0,1 0,1 0,1 0,1 0,1 1,0600 0,095400
6 0.2.2 Bersihkan tungku peleburan F 0,003 6a 23 1,6 0,1 0,1 0,1 0,1 0,1 0,1 1,1660 0,003498
6b 21 2 0,1 0,1 0,1 0,1 0,1 0,1
7 0.2.3 Cek kesiapan tungku D 0,09 7a 38 1,02 0,1 0,1 0,1 0,1 0,1 0,1 1,0020 0,090180
8 0.3.1 Periksa ketersediaan bahan bakar F 0,003 8a 17 3 0,1 0,1 0,1 0,1 0,1 0,1 1,2730 0,003819
8b 26 1,4 0,1 0,1 0,1 0,1 0,1 0,1

87
Lampiran 4
Dokumentasi
Cacat merayang Cacat Bolong
Cacat wajan yang sudah di potong

88
CURRICULUME VITAE
A. Biodata Pribadi
Nama Lengkap : Eka Apriyani
Jenis Kelamin : Perempuan
Tempat, Tgl Lahir : Kulon Progo, 10 April 1997
Alamat : Belik, Demangrejo, Sentolo, Kulon Progo
Email : [email protected]
No. HP : 085713082643
B. Riwayat Pendidikan
Jenjang Nama Sekolah Tahun
TK TK ABA Demangrejo 2002
SD SD N Srikayangan 2003
SMP SMP N 2 Pengasih 2009
SMA SMA N 1 Lendah 2012
S1 Teknik Industri UIN Sunan Kalijaga Yogyakarta 2015