Embed Size (px)
Citation preview

SLIMAKI I CYLINDRY WTRYSKOWE
EXPORT DEPARTMENT

Podchodzimy do przetwórstwa tworzyw sztucznych nie jako producent, ale jako Państwa partner.Brixiaplast jest projektantem oraz producentem produktów kluczowych w przetwórstwie tworzyw sztucznych, takich jak ślimaki, końcówki ślimaków, dysze i cylindry wtryskowe. Państwa cele, surowiec i produkty są naszymi parametrami w działaniu, aby podnieść jakość wyrobów przy jednocze-snym zmniejszeniu liczby odpadów.Brixiaplast uważa optymalizację procesu przetwarzania tworzyw sztucznych za punkt wyjściowy do produkowa-nia detali o najwyższej jakości, w najkrótszych przedziałach czasowych, z jak najniższym procentem odpadów, przy jak najniższych kosztach.Nasze wieloletnie doświadczenie jako projektanta i produ-centa wszelkich elementów niezbędnych w procesie upla-styczniania, w połączeniu z naszą rozległą wiedzą w zakresie przetwarzania tworzyw, pozwala nam wyjść naprzeciw Wa-szym potrzebom, oferując najodpowiedniejsze rozwiązania... rozwiązania, które nie będą Was dużo kosztować.
SLIMAKI I CYLINDRY WTRYSKOWE

Najważniejszym parametrem ślimaka jest sprawność plastyfikacji i uzyskanie jak największej jednolitości topionego surowca. Brixia-plast oferuje elementy i całe układy plastyfikujące dostosowane do wszystkich rodzajów tworzyw.
ŚLIMAKI STANDARDOWEŚlimaki standardowe stanowią punkt bazowy w przetwórstwie tworzyw sztucznych. pozwalając na obróbkę większości dostępnych surowców. Na-sze standardowe ślimaki o dużej trwałości, stanowią optymal-ne rozwiązanie dla wszystkich zastosowań, które nie mają szc-zególnych wymagań.
ŚLIMAKI BARIEROWE (MELT SPEED) L/D=22÷25Ślimaki do przetwarzania PP-PE charakteryzujące się specjalną budową. Podczas procesu plastyfikacji stopiona masa jest odd-zielona od surowca o stałej konsystencji poprzez drugi zwój (zwój barierowy) rozpoczynający się na początku strefy sprężania, co pozwala lepiej kontrolować proces topienia tworzywa i jego temperaturę.
KORZYŚCI I ZYSKI:• większa wydajność (szybszy cykl bez zwiększania prędkości
obrotowej ślimaka).• możliwość utrzymania stopionego surowca w niższej tempera-
turze, co ma znaczący wpływ na jego jakość (także z barwni-kiem).
• niższe wymogi odnośnie parametrów docisku i przeciwciśnienia.• redukcja ilości odpadów.• szybki zwrot inwestycji.
ŚLIMAKI O PROFILU TURBO (MELT T3)
ŚLIMAKI BARIEROWE (MELT SPEED)
ŚLIMAKI
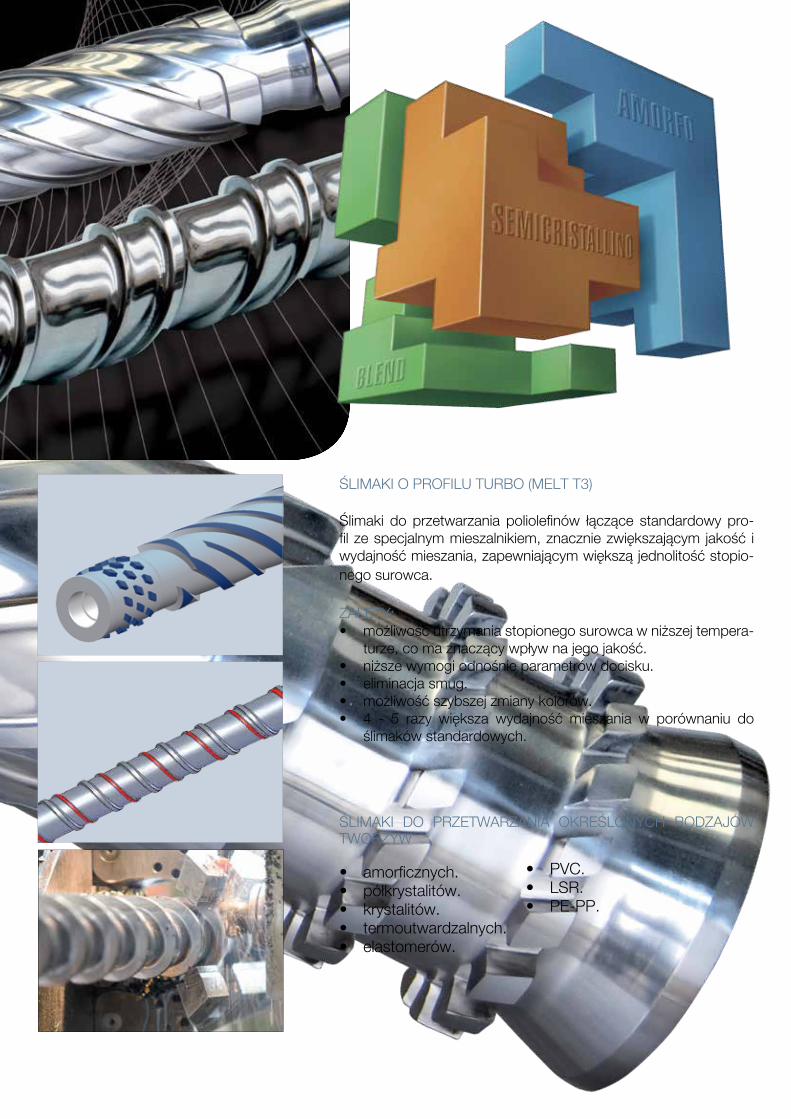
ŚLIMAKI O PROFILU TURBO (MELT T3)
Ślimaki do przetwarzania poliolefinów łączące standardowy pro-fil ze specjalnym mieszalnikiem, znacznie zwiększającym jakość i wydajność mieszania, zapewniającym większą jednolitość stopio-nego surowca.
ZALETY:• możliwość utrzymania stopionego surowca w niższej tempera-
turze, co ma znaczący wpływ na jego jakość.• niższe wymogi odnośnie parametrów docisku.• eliminacja smug.• możliwość szybszej zmiany kolorów.• 4 - 5 razy większa wydajność mieszania w porównaniu do
ślimaków standardowych.
ŚLIMAKI DO PRZETWARZANIA OKREŚLONYCH RODZAJÓW TWORZYW
• amorficznych.• półkrystalitów.• krystalitów.• termoutwardzalnych.• elastomerów.
• PVC.• LSR.• PE-PP.
MATERIAł RODzAj OBRóBKI
TERMIcznEj TWARDOŚć
(n/MM²) ODPORnOŚć nA
ŚcIERAnIE ODPORnOŚć nA KOROzję
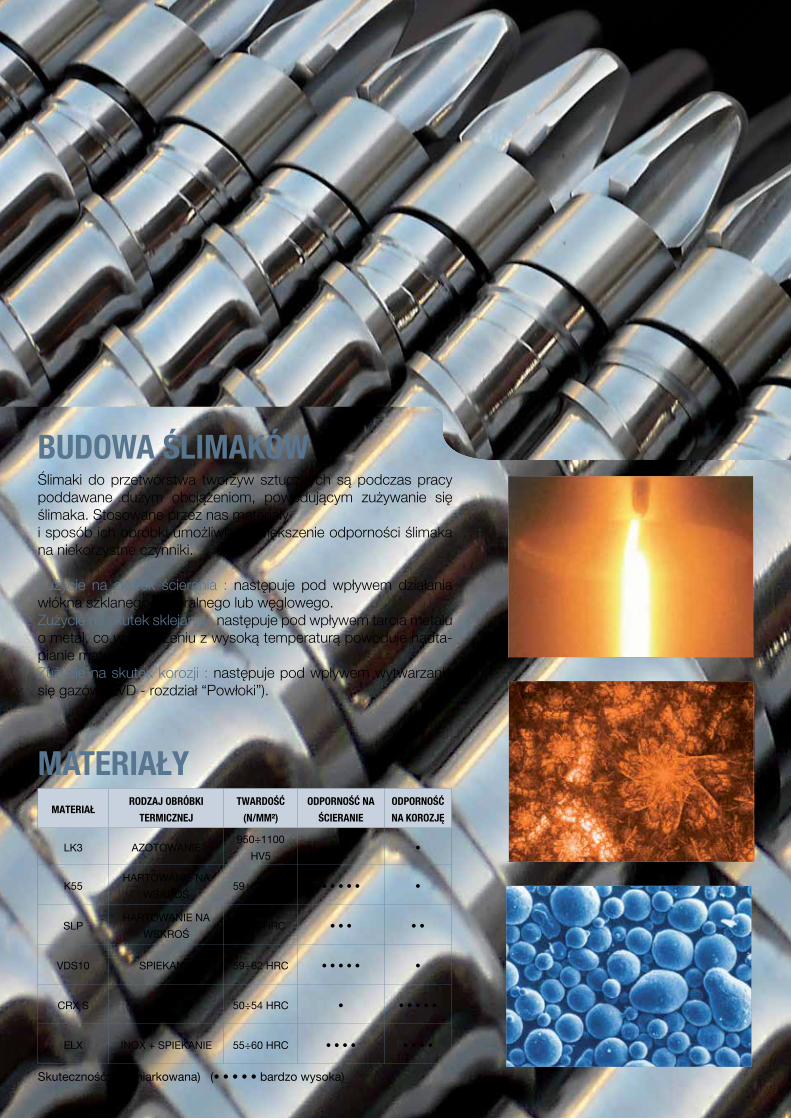
LK3 AZOTOWANIE950÷1100
HV5• •
K55HARTOWANIE NA
WSKROŚ59÷62 HRC • • • • • •
SLPHARTOWANIE NA
WSKROŚ50/54HRC • • • • •
VDS10 SPIEKANIE 59÷62 HRC • • • • • •
CRX S INOX 50÷54 HRC • • • • • •
ELX INOX + SPIEKANIE 55÷60 HRC • • • • • • • •
MATERIAłY
Skuteczność: (• umiarkowana) (• • • • • bardzo wysoka)
Ślimaki do przetwórstwa tworzyw sztucznych są podczas pracy poddawane dużym obciążeniom, powodującym zużywanie się ślimaka. Stosowane przez nas materiałyi sposób ich obróbki umożliwiają zwiększenie odporności ślimaka na niekorzystne czynniki.
Zużycie na skutek ścierania : następuje pod wpływem działania włókna szklanego mineralnego lub węglowego.Zużycie na skutek sklejania : następuje pod wpływem tarcia metalu o metal, co w połączeniu z wysoką temperaturą powoduje nadta-pianie materiału.Zużycie na skutek korozji : następuje pod wpływem wytwarzania się gazów (PVD - rozdział “Powłoki”).
BUDOWA ŚLIMAKóW

TYP STOPU METAL
BAzOWY POWłOKA
TWARDOŚć (n/MM²)
ODPORnOŚć nA ŚcIERAnIE
ODPORnOŚć nA KOROzję
SPJ1 Co PLASMA - TIG 50-55 • • • • •
SPJ12 Co PLASMA - TIG 45-48 • • • • • •
LF56 Ni PLASMA - TIG 50-55 • • • • • • •
LF5 Fe PLASMA - TIG 58-62 • • • • • • •
BXC 60 Mo PLASMA - TIG 54-58 • • • • • • • •
POWŁOKI OCHRONNE
Skuteczność: (• umiarkowana) (• • • • bardzo wysoka)
Stal
1,5-4 mm zależnie od średnicy ślimaka
Powłoka
Warstwa azotowana
STAnDARDOWE MATERIAłY UKłAD jEDnOŚLIMAKOWY UKłAD DWUŚLIMAKOWY
ŚREDNICA WEWNĘTRZNA
14 - 300 mm 35 - 180 mm
DŁUGOŚĆ 8000 mm 6000 mm
WYMIARY ŚLIMAKóWWymiary ślimaków
z wyjątkiem KPM 6 oraz KPM10

MATERIAł TWARDOŚć HRc
(RT 300°c ) ODPORnOŚć nA
ŚcIERAnIEODPORnOŚć nA
KOROzję ROzSzERzALnOŚć cIEPLnA
(25-400°c) - (1/MK)cR MO V nI B c
B1265-68
( 55-57 )• • • • 12,8 1 - - 4 2,1 3,6
B2165-69
( 58-62 )• • • • • • 14,2 10 6 - 4 3,8 2,0
MATERIAł TWARDOŚć HRc
(RT 300°c ) ODPORnOŚć nA
ŚcIERAnIEODPORnOŚć nA
KOROzję ROzSzERzALnOŚć cIEPLnA
(25-400°c) - (1/MK)cR MO V nI B c
B1552-56
( 49-53 )• • • • • • 13,1 7 2 35 3,8 - -
MASTER B2560-65
( 53-57 )• • • • • • • • • 11,5 4 1,5 15 2 40 1,9
Base-Fe: Materiał bazowy: Żelazo.Skład chemiczny
Base-ni: Materiał bazowy: nikiel.Skład chemiczny
Skuteczność: (• umiarkowana) (• • • • • bardzo wysoka)
Skuteczność: (• umiarkowana) (• • • • • bardzo wysoka)
Brixiaplast oferuje szeroką gamę cylindrów bimetalicznych o różnych klasach użytkowych. Dzięki zastosowa-niu najnowszych technologii produkcji uzyskujemy bardzo wysoką równomierność powłok, bez odkształceń, o porowatości powierzchni 0,15µm - 0,8µm, zapewniając naszym cylindrom żywotność 5 -10 razy większą w porównaniu do cylindrów azotowanych.
cYLInDRY BIMETALIcznE
cYLInDRY WTRYSKOWE
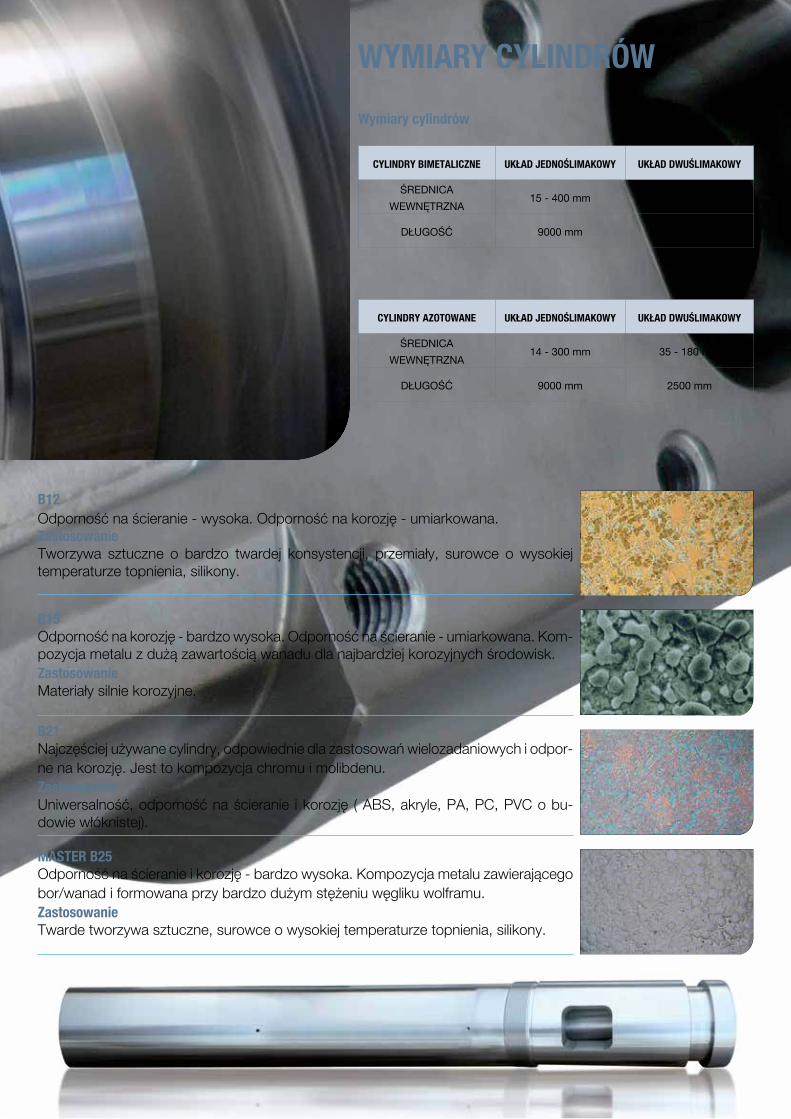
cYLInDRY BIMETALIcznE UKłAD jEDnOŚLIMAKOWY UKłAD DWUŚLIMAKOWY
ŚREDNICA WEWNĘTRZNA
15 - 400 mm 35 - 180 mm
DŁUGOŚĆ 9000 mm 2500 mm
cYLInDRY AzOTOWAnE UKłAD jEDnOŚLIMAKOWY UKłAD DWUŚLIMAKOWY
ŚREDNICA WEWNĘTRZNA
14 - 300 mm 35 - 180 mm
DŁUGOŚĆ 9000 mm 2500 mm
WYMIARY cYLInDRóWWymiary cylindrów
B12Odporność na ścieranie - wysoka. Odporność na korozję - umiarkowana.zastosowanieTworzywa sztuczne o bardzo twardej konsystencji, przemiały, surowce o wysokiej temperaturze topnienia, silikony.
B15Odporność na korozję - bardzo wysoka. Odporność na ścieranie - umiarkowana. Kom-pozycja metalu z dużą zawartością wanadu dla najbardziej korozyjnych środowisk.zastosowanieMateriały silnie korozyjne.
B21Najczęściej używane cylindry, odpowiednie dla zastosowań wielozadaniowych i odpor-ne na korozję. Jest to kompozycja chromu i molibdenu.zastosowanieUniwersalność, odporność na ścieranie i korozję ( ABS, akryle, PA, PC, PVC o bu-dowie włóknistej).
MASTER B25Odporność na ścieranie i korozję - bardzo wysoka. Kompozycja metalu zawierającego bor/wanad i formowana przy bardzo dużym stężeniu węgliku wolframu.zastosowanieTwarde tworzywa sztuczne, surowce o wysokiej temperaturze topnienia, silikony.

Ciągłe poszukiwanie ulepszeń i wybór najlepszych gatunków metali dostępnych na rynku, w połączeniu ze stosowanymi pr-zez nas procesami obróbki termicznej azotowania, pozwala nam zagwarantować wysoką jakość naszych produktów, które charakteryzują się dużą odpornością na ścieranie i korozję
AZOTOWANIE GAZOWEProces typ NT5 72h - zwykle stosowany w układzie pionowym i może osiągnąć twardość 950 - 1100 HV na głębokości 0.4 - 0.5 mm. Dzięki zabiegowi możliwe jest uzyskanie różnych stopni twardości i grubości, zależnie od czasu jego trwania. Pionowa pozycja cylindra gwarantuje jednolitość azotowanej powłoki.
AZOTOWANIE JONOWEZabieg ten jest stosowany, gdy wymagana jest powierzchnia jednolita, twarda,niełamliwa i bez ryzyka łuszczenia się. Za-bieg ten ingeruje w trwałość materiału eliminując uszkodze-nia wewnętrzne (pęknięcia i rysy). Możliwe jest uzyskanie twardości 1000 - 1100 HV przy wniknięciu na głębokość 0,8mm.
cYLInDRY SPIEKAnEZastosowanie technologii HIP (Hot Isostatic Pressure - praso-wanie na gorąco) pozwala na uzyskanie specjalnych stopów o zwiększonej odporności na ścieranie i korozję. Ten sposób obróbki umożliwia uzyskanie jednorodnej i spójnej warstwy o dużym nasyceniu i niskiej chropowatości.
cYLInDRY AzOTOWAnE
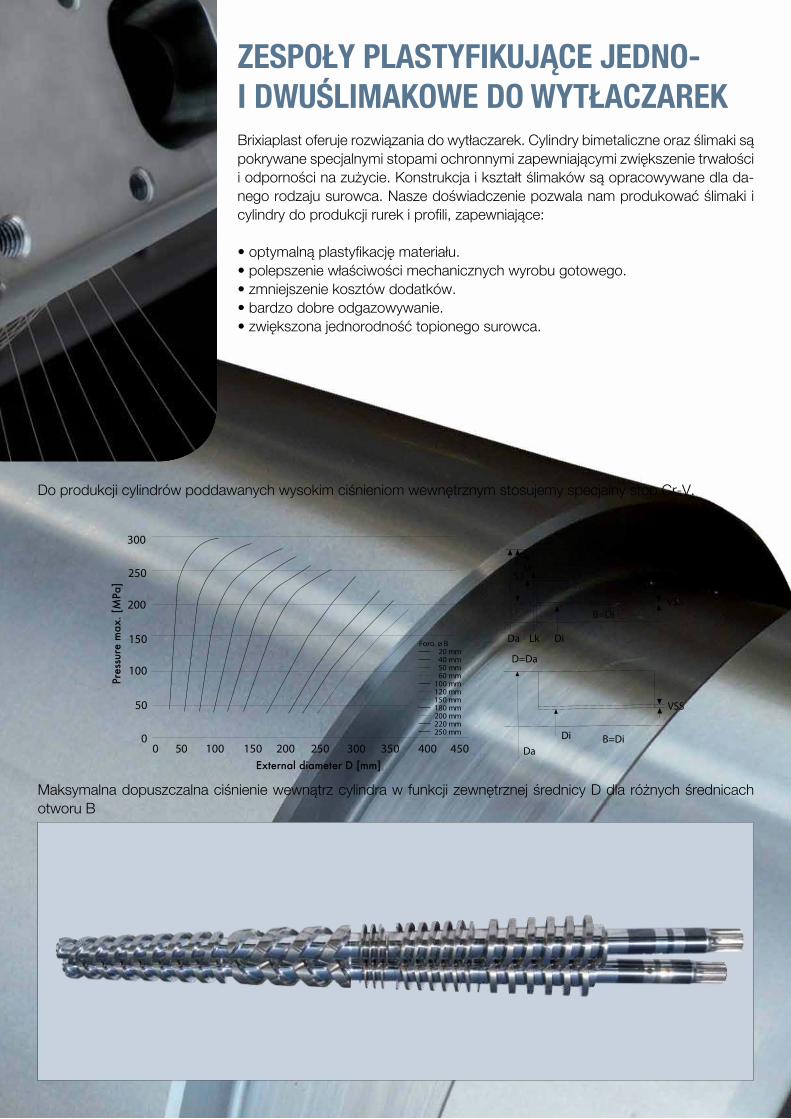
zESPOłY PLASTYFIKUjĄcE jEDnO- I DWUŚLIMAKOWE DO WYTłAczAREKBrixiaplast oferuje rozwiązania do wytłaczarek. Cylindry bimetaliczne oraz ślimaki są pokrywane specjalnymi stopami ochronnymi zapewniającymi zwiększenie trwałości i odporności na zużycie. Konstrukcja i kształt ślimaków są opracowywane dla da-nego rodzaju surowca. Nasze doświadczenie pozwala nam produkować ślimaki i cylindry do produkcji rurek i profili, zapewniające:
• optymalną plastyfikację materiału.• polepszenie właściwości mechanicznych wyrobu gotowego.• zmniejszenie kosztów dodatków.• bardzo dobre odgazowywanie.• zwiększona jednorodność topionego surowca.
Do produkcji cylindrów poddawanych wysokim ciśnieniom wewnętrznym stosujemy specjalny stop Cr-V.
Pres
sure
max
. [M
Pa]
External diameter D [mm]
Maksymalna dopuszczalna ciśnienie wewnątrz cylindra w funkcji zewnętrznej średnicy D dla różnych średnicach otworu B

MATERIAł SYMBOL TWARDOŚć ODPORnOŚć nA
ŚcIERAnIE ODPORnOŚć nA KOROzję
LK3 41 Cr Al Mo 7 950 - 1100 HV • •
K55 X 155 Cr V Mo 12.1 59 - 62 HRC • • • • •
SLP SLP 58 - 60 HRC • • • • • •
RODZAJE TULEJ
Skuteczność: (• umiarkowana) (• • • • bardzo wysoka)
POWIęKSzEnIE ŚREDnIcY cYLInDRA
W celu zregenerowania zużytego cylindra bimetalicznego lub azotowane-go możliwe jest powiększenie jego średnicy wewnętrznej przez usunięcie warstwy wewnętrznej a następnie przeszlifowanie. W przypadku cylin-dra azotowanego korzystne jest następnie wykonanie azotowania ga-zowego, dzięki czemu uzyskuje się warstwę utwardzoną o głębokości 0,4 - 0,6mm zapewniającą większą trwałość. Konieczne jest wówczas zwiększenie średnicy ślimaka (poprzez napawanie) odpowiednio do no-wej średnicy zregenerowanego cylindra.
TULEjOWAnIE
W niektórych przypadkach możliwa jest regeneracja części końcowej cylin-dra azotowanego poprzez tulejowanie strefy przesuwu zaworu. Zabieg polega na usunięciu warstwy wewnętrznej cylindra w strefie największego zużycia i zastąpieniu jej tuleją. Następnie cylinder poddaje się azotowaniu gazowemu, szlifowaniu i wygładzaniu, co zapewnia szczelność, zwartość i trwałość połączenia.
REGEnERAcjA ŚLIMAKóW I cYLInDRóW
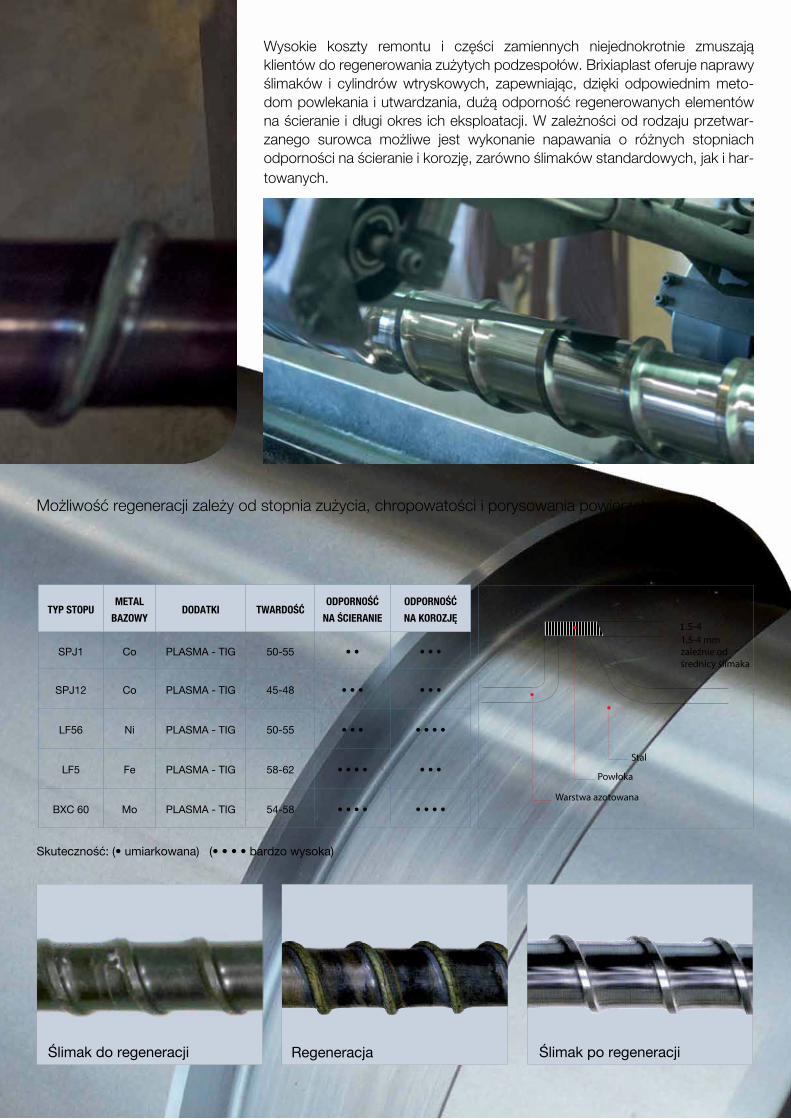
RegeneracjaŚlimak do regeneracji Ślimak po regeneracji
TYP STOPUMETAL
BAzOWY DODATKI TWARDOŚć
ODPORnOŚć nA ŚcIERAnIE
ODPORnOŚć nA KOROzję
SPJ1 Co PLASMA - TIG 50-55 • • • • •
SPJ12 Co PLASMA - TIG 45-48 • • • • • •
LF56 Ni PLASMA - TIG 50-55 • • • • • • •
LF5 Fe PLASMA - TIG 58-62 • • • • • • •
BXC 60 Mo PLASMA - TIG 54-58 • • • • • • • •
Skuteczność: (• umiarkowana) (• • • • bardzo wysoka)
Stal
1,5-4 mm zależnie od średnicy ślimaka
Powłoka
Warstwa azotowana
Wysokie koszty remontu i części zamiennych niejednokrotnie zmuszają klientów do regenerowania zużytych podzespołów. Brixiaplast oferuje naprawy ślimaków i cylindrów wtryskowych, zapewniając, dzięki odpowiednim meto-dom powlekania i utwardzania, dużą odporność regenerowanych elementów na ścieranie i długi okres ich eksploatacji. W zależności od rodzaju przetwar-zanego surowca możliwe jest wykonanie napawania o różnych stopniach odporności na ścieranie i korozję, zarówno ślimaków standardowych, jak i har-towanych.
Możliwość regeneracji zależy od stopnia zużycia, chropowatości i porysowania powierzchni ślimaka.
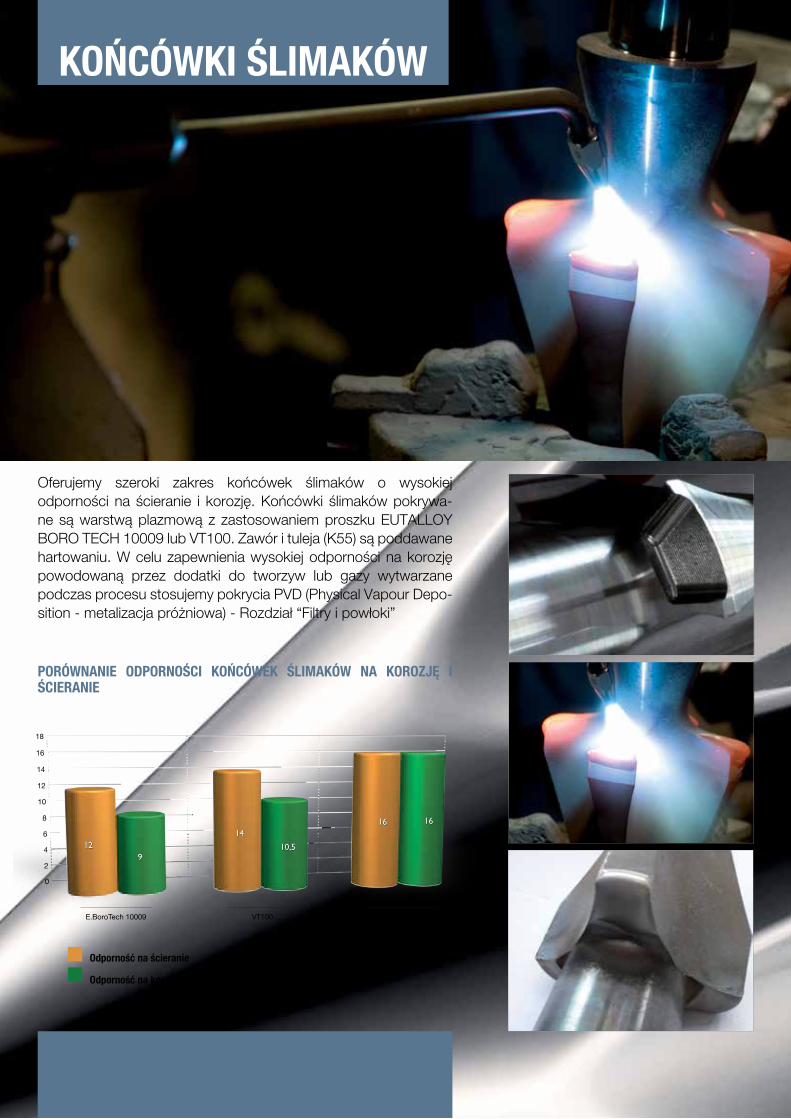
Oferujemy szeroki zakres końcówek ślimaków o wysokiej odporności na ścieranie i korozję. Końcówki ślimaków pokrywa-ne są warstwą plazmową z zastosowaniem proszku EUTALLOY BORO TECH 10009 lub VT100. Zawór i tuleja (K55) są poddawane hartowaniu. W celu zapewnienia wysokiej odporności na korozję powodowaną przez dodatki do tworzyw lub gazy wytwarzane podczas procesu stosujemy pokrycia PVD (Physical Vapour Depo-sition - metalizacja próżniowa) - Rozdział “Filtry i powłoki”
PORóWnAnIE ODPORnOŚcI KOŃcóWEK ŚLIMAKóW nA KOROzję I ŚcIERAnIE
0
2
4
6
8
10
12
14
16
18
1214
16
910,5
16
E.BoroTech 10009 VT100 M390
Odporność na ścieranie
Odporność na korozję
KOŃcóWKI ŚLIMAKóW

MATERIAł PODSTAWOWY39 Ni Cr Mo 7 (1.6511)
nAPAWAnE PLAzMOWO
K55 UTWARDzAnE nA WSKROŚ
K55 UTWARDzAnE nA WSKROŚ
Eutalloy Boro Tek 10009 / VT 100
KOŃcóWKI MIESzAjĄcE
zastosowania• uniwersalność - możliwość
montażu we wtryskarkach o ograniczonym ciśnieniu.
• zastosowanie do tworzyw z krytycznym czasem rezydencji.
• eliminacja smug i plam.
zalety:• zwiększona jednorodność
topionego surowca.• lepsza jakość powierzchni
detalu.• lepsza jakość barwienia.• wykonanie dla dowol-
nego modelu wtryskarki dostępnego na rynku.
KOŃcóWKI KULOWE
Końcówki z wewnętrznym mechanizmem kulowym zamykającym przepływ. Na średnicę zewnętrzną nakładane są powłoki z brązu zabezpieczające przed zakleszczeniem.

Dysze igłowe (shut-off) sprężynowe lub z napędem hydraulicznym/pneumatycznym to elementy o dużej niezawodności i precyzji pracy, dzięki temu, że części mechaniczne zamka nie stykają się z surowcem, zapewniając jego precyzyjną, powtarzalną i niezawodną pracę. System ENG - dysza z pojedynczym otworem, umożliwiająca uzyskanie bardzo precyzyjnych parametrów pracy.
zalety:
• minimalne straty ciśnienia.• ulepszone warunki termiczne.• brak wycieków surowca.• precyzyjna i powtarzalna praca układu mechanicznego.• krótszy czas cyklu.• niezawodność.
Dysze shut-off są dostępne w różnych długościach.
DYSzA - ROzMIAR 10 DYSzA - ROzMIAR 20 DYSzA - ROzMIAR 30 DYSzA - ROzMIAR 40
S10
SPRę
ŻYnO
WA
L10
MEc
HAnI
cznA
S20
SPRę
ŻYnO
WA
L20
MEc
HAnI
cznA
S30
SPRę
ŻYnO
WA
L30
MEc
HAnI
cznA
L40
MEc
HAnI
cznA
MAKS. cIŚnIEnIE OTWARcIA 300 cm3/sec 1000 cm3/sec 3500 cm3/sec 10’000 cm3/sec
ŚLIMAK - PRzYBLIŻOnA -Æ DO 30 mm 20 - 70 mm > 80 mm > 120 mm
MAKS. TEMPERSATURA ROBOczA 400 °C
MAKS. cIŚnIEnIE WTRYSKU 2500 bar 2000 bar
MAKS. cIŚnIEnIE POWROTUca. 180
bar600 bar ca. 180 bar 600 bar ca. 180 bar 600 bar 600 bar
MODEL DzIAłAnIA SprężynaPneumatyczny,
hydraulicznySprężyna
Pneumatyczny,hydrauliczny
SprężynaPneumatyczny,
hydraulicznyPneumatyczny,
hydrauliczny
DYSzE WTRYSKOWE zAMYKAnE
DYSzE

GŁOWICE CYLINDRÓW
• produkowane w wersji standardowej lub z otworem pod hydrau-liczny ruchomy sworzeń.
• możliwość dokonania przeróbek w celu ułatwienia odprowadza-nia gazów.
DYSZE STANDARDOWE
• projektowane na życzenie klienta: otwarte lub z głowicą, o długości standardowej lub przedłużane.
• dostępne także dysze z miedzi berylowej do końcówek bez grzałek.
• dostępne także dysze z grzałką wewnętrzną, do form z długą drogą płynięcia surowca
STATYCZNE DYSZE MIESZAJĄCE
• bardzo wysoka jakość mieszania bez stosowania części ru-chomych.
• jednolita lepkość topionego tworzywa.• możliwość mieszania różnych rodzajów surowca.• prosty montaż z funkcją samoczyszczenia.• eliminacja smug, różnic grubości, skręcania detali.

Zastosowanie dysz z filtrem pomaga usunąć zanieczyszczenia z surowca, zapewniając ochronę gorących kanałów w formie. W naszej ofercie występują filtry płytkowe, workowe i grzebieniowe.
zALETY:• minimalne straty ciśnienia.• przystosowanie do przemiałów. • prosty montaż.• uniwersalność.
DYSzE z FILTREM
FILTRY I POWłOKI

POWłOKI PVD (Physical Vapour Deposition - Metalizacja Próżniowa)
Obróbka powlekania poprzez odparowywanie w reakcji chemicznej jednego lub więcej metali w komorze próżniowej w temperaturze 400 - 450ºC dla PVDi 850 -1100ºC dla CVD. Zabieg stosowany w celu zapobiegania powstawaniu szczelin, przyklejaniu, ścieraniu, poprawiający płynięcie materiału, zapewniający zwiększenie żywotności i poprawę jakości powierzchni. Zaletą tej metody jest możliwość jej wielokrotnego powtarzania (nałożenie nowej powłoki po usunięciu pozostałości starej lub nałożenie kilku powłok).
nAjczęŚcIEj STOSOWAnE POWłOKIPVD TIn - AzOTEK TYTAnU:Kolor żółto-złoty, grubość 2 - 5µm, twardość 2000 -2500 HV. Duża odporność na ścieranie i przyklejanie, dobre płynięcie materiału. Wysoka stabilność chemiczna i bardzo niski współczynnik tarcia. Szczególnie zalecany jako powłoka antykorozyjna.
PVD cVn - AzOTEK cHROMU:Kolor srebrzysto-szary, grubość 3 - 7µm, twardość 1800 -2000 HV. Duża odporność na utlenianie w wysokich temperaturach i korozję. Bardzo niski współczynnik tarcia.
PVD zRn - AzOTEK cYRKOnU:Kolor cytrynowy, grubość 1 - 3µm, twardość 2600 - 3100 HV. Wysoka twardość zapewniająca skuteczną ochronę przed zużyciem.
Typ Opis wardość HV Grubość Maks
TeMperaTura pracy °c
°c TeMperaTura nakładania
Współczynnik TarciaT
kOlOr
TIN AZOTEK TYTANU 2000-2500 2--5 700 250-400 0,6 ZŁOTY
CRN AZOTEK CHROMU 1800-2000 3--7 650 250-400 0,5 SREBRNY
CRN MULTI WIELOWARSTWOWY AZOTEK CHROMU 2500 2--7 650 250-400 0,45 STALOWY
ZRN AZOTEK CYRKONU 2000-2500 2--5 800 -500 0,45JASNO ŻÓŁTY
ALTIN-C AZOTEK ALUMINIUM - NANOCERAMIKA 6500 2--5 1500 -500 0,03-0,05 NIEBIESKI
DIAMOND DIAMENT 9000 1--3 980 -500 0,02 CZARNY
SLIMAKI I CYLINDRY WTRYSKOWE
Via G. Falcone 45/4725035 OspiTaleTTO (Bs) - italy
Tel. +39 030 68.54.456 - Fax +39 030 65.36.60
www.brixiaplast.com - [email protected]
EXPORT DEPARTMENT
www.brixiaplast.com/export - [email protected]
![[PPT]Tworzywa sztuczne. Włókna - Szkoła dla dorosłych …cku1.edu.pl/.../uploads/2015/03/00_20130907_Tworzywa.ppt · Web viewTworzywa sztuczne. Włókna Co to są tworzywa sztuczne?](https://img.pdfslide.tips/doc/110x75/5c79124f09d3f2990f8bf61c/ppttworzywa-sztuczne-wlokna-szkola-dla-doroslych-cku1edupluploads2015030020130907.jpg)