Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CTC-CENTRO TECNOLÓGICO
DEPARTAMENTO DE ENGENHARIA QUÍMICA E
ENGENHARIA DE ALIMENTOS
RAFAEL RUDNYTSKY
Relatório de estágio
São Paulo, dezembro de 2012
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CTC-CENTRO TECNOLÓGICO
DEPARTAMENTO DE ENGENHARIA QUÍMICA E
ENGENHARIA DE ALIMENTOS
RAFAEL RUDNYTSKY
Relatório de Estágio submetido à Universidade Federal de
Santa Catarina como requisito para a aprovação nas
disciplinas: EQA 5611 e EQA 5612 – Estágio
Supervisionado em Indústria de Alimentos I e II.
Orientador: Prof. José Carlos Cunha Petrus
Supervisor: Ayrton Hideki Irokawa
São Paulo, Janeiro de 2013
Indice
1. Introdução ........................................................................................................................... 5
2. A Empresa ........................................................................................................................... 6 2.1 Krones no Brasil .......................................................................................................... 8
3. Atividades desenvolvidas .................................................................................................... 8 3.1 Descrição da tecnologia de reciclagem de PET ................................................................ 8 3.2 Implementação da ISO 9001 ....................................................................................... 12 3.3 Elaboração de ofertas técnicas .................................................................................... 16
4. Comentários e conclusão .................................................................................................... 19

Indice figuras
Figura 1: Esquema do processo de “superlavagem” ........................................................... 9
Figura 2 Circuito Fechado ................................................................................................ 11
Figura 3: Processo de Venda de projeto ........................................................................... 15
Figura 4 Linha de envase em diagrama de blocos ............................................................. 16
Figura 5 Dimensões da garrafa do cliente ........................................................................ 17
1. Introdução
O relatório de estágio supervisionado é uma apresentação das experiências
desenvolvidas durante um período juntamente com o aprendizado adquirido, seguidas
de uma análise critica e conclusiva. Tudo que o estagiário vivenciou durante o estágio
deve ser analisado de forma criteriosa, em que, além de relatar sua experiência, deve
demonstrar o conhecimento adquirido durante a graduação, traçando conclusões e, se
necessário, recomendações.
Durante o estágio buscamos colocar em prática tudo que aprendemos em sala de
aula, utilizando como meio a dedicação para buscarmos o melhor para nosso futuro.
Saber buscar e traçar vários objetivos vivenciar diversas situações e procurar maneiras
de resolve-las faz parte da nossa vida, e o estágio fez parte disso tudo, procurando como
resultado uma capacidade de desenvolvimento profissional.
O estágio foi realizado na Krones do Brasil, em Diadema – SP, Industria de
máquinas e linhas de envase.
2. A Empresa
O Grupo Krones, com sede em Neutraubling, Alemanha, planeja, desenvolve e
fabrica máquinas e linhas completas para as áreas de processo, preenchimento,
embalagem e intralogística. Portfolio de produtos da empresa é cercado por capacidades
corporativas em tecnologia da informação, planejamento de fábrica e fabricação da
válvulas. Todos os dias, milhões de garrafas, latas e recipientes com formatos especiais
são tratados em linhas da Krones, especialmente em cervejarias, o setor de refrigerantes
e em produtores de vinhos ou espumantes e diversas outras bebidas alcoólicas, mas
também nos alimentos de consumos, além da química, cosmética e farmacêutica. Desde
que foi fundada, em 1951, a Krones tornou-se muito mais do que uma fornecedora de
máquinas de estilo tradicional e fabricante de linha: ela evoluiu para um fornecedor
completo para seus clientes. Engenharia mecânica, conhecimentos de linha, engenharia
de processos, microbiologia e tecnologia da informação foram aqui harmoniosamente
integrado para otimizar processos. Hoje em dia, a Krones é sinônimo de "engenharia de
sistemas".
O sucesso da Krones é baseado em algumas poucas estratégias, mas cruciais: o
conhecimento especializado de engenharia mecânica e os setores de clientes envolvidos,
um líder técnico movido e impulsionado por contínuos e elevados investimentos em
pesquisa e desenvolvimento, instalações de produção que caracterizam o estado-da-arte
dos equipamentos operacionais para os mais rigorosos padrões de qualidade, apoiados
por todo o um suporte 24/7 de serviço, e mais especialmente qualificada pelas
habilidades de sua equipe altamente motivada. Mais de 2.200 patentes completas
servem como testemunho do potencial inovador da empresa.
No mundo todo, o grupo emprega cerca de 11.400 pessoas. Cerca de 90 por
cento das máquinas produzidas são vendidas no exterior. As vendas consolidadas em
2011 totalizaram 2,480 bilhões de euros. O grupo inclui não só Krones AG (M-DAX),
mas também a Kosme controlada (máquinas para a gama de saída baixa) e cerca de 80
empresas de vendas e de suporte de serviço.
Portfolio Krones de produtos abrange os seguintes campos:
- Tecnologia de Sopro de PET
- Enchimento e fechamento de garrafas
- Envase Asséptico
- Rotulagem
- Tecnologia de inspeção e monitoramento
- Tecnologia de Limpeza, Rinsers e Pasteurizadores.
- Embalagem e Paletização
- Tecnologia de transporte
- Engenharia de processos
- Intralogistica
- Tecnologia de fermentação (cervejarias)
- Tecnologia de informação
- Linha de reciclagem de PET
- Planejamento de fábrica
- Tecnologia de válvulas
2.1 Krones no Brasil
A fábrica brasileira da Krones foi aberta em 1976, em Diadema, na região
metropolitana de São Paulo. Na época, a empresa chamava-se Krones Seeger. Em 1981,
tornou-se Krones S.A. e, no início dos anos 2000, teve sua razão social alterada para
Krones do Brasil Ltda.
A subsidiária do Brasil fabrica três tipos de transportadores, para caixas, paletes
e frascos, e dois modelos de rotuladoras – a Taxomatic, para aplicação de selos
higiênicos em latas de alumínio, e a Linaroll G400, para aplicação de rótulos em
garrafas de PET, vidro e metal. É responsável também pela fabricação de peças de
reposição e peças de formato (para adaptar máquinas a diferentes aplicações).
A Krones do Brasil, por meio de seu Departamento de Serviços, oferece também
um amplo atendimento de pós-venda, com serviços de manutenção e assistência técnica
de máquinas e equipamentos, fornecimento de peças de reposição e promoção de cursos
de capacitação e treinamento para clientes. O setor de pós-venda, por sinal, faz da
subsidiária brasileira uma referência na América Latina, com atendimento a países de
toda a região.
3. Atividades desenvolvidas
3.1 Descrição da tecnologia de reciclagem de PET
Em 2006 a Krones recebeu a aprovação da patente para o seu processo mecânico
PET altamente eficiente e ambientalmente correto, reciclagem de Flakes de PET,
chamado processo SuperCleaning. Nos anos seguintes, a tecnologia foi desenvolvida e
testada com sucesso em uma planta piloto em Flensburg (Alemanha) em uma escala de
1:10. Agora a Krones deseja dar um primeiro passo para empurrar a tecnologia
SuperCleaning no Brasil, um mercado que a reciclagem vem aquecendo. Em um
segundo passo Krones pretende lançar um plano integrado para a indústria de bebidas
para realmente fechar o ciclo de reciclagem de garrafas e linha de produção.
A solução proposta é um conceito modular (ver Figura 1), constituída por uma
lavagem, uma SuperCleaning e um módulo de produção de pré-forma. Garrafas à serem
recicladas serão limpas e recicladas em flocos de grau virgem de PET, numa primeira
fase, em que os flocos reciclado (rPET) satisfazem os requisitos de qualidade de PET
virgem. Num segundo passo do processo de SuperCleaning será acoplado, através de
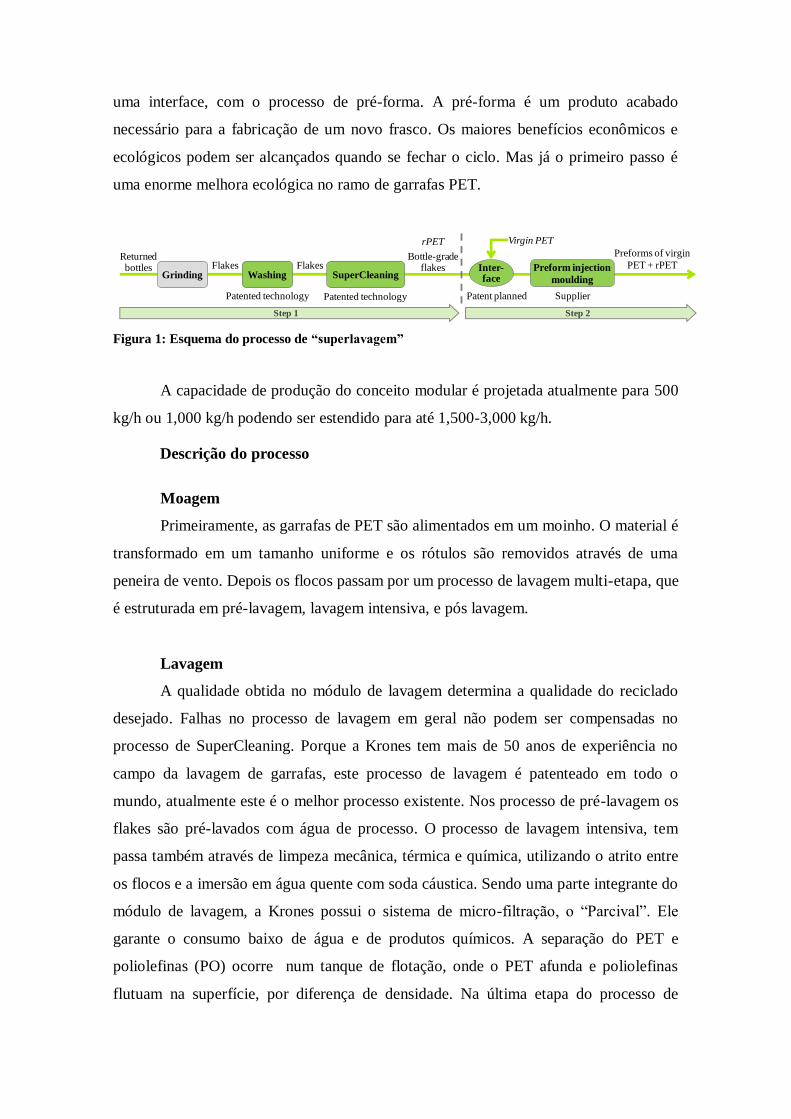
uma interface, com o processo de pré-forma. A pré-forma é um produto acabado
necessário para a fabricação de um novo frasco. Os maiores benefícios econômicos e
ecológicos podem ser alcançados quando se fechar o ciclo. Mas já o primeiro passo é
uma enorme melhora ecológica no ramo de garrafas PET.
Figura 1: Esquema do processo de “superlavagem”
A capacidade de produção do conceito modular é projetada atualmente para 500
kg/h ou 1,000 kg/h podendo ser estendido para até 1,500-3,000 kg/h.
Descrição do processo
Moagem
Primeiramente, as garrafas de PET são alimentados em um moinho. O material é
transformado em um tamanho uniforme e os rótulos são removidos através de uma
peneira de vento. Depois os flocos passam por um processo de lavagem multi-etapa, que
é estruturada em pré-lavagem, lavagem intensiva, e pós lavagem.
Lavagem
A qualidade obtida no módulo de lavagem determina a qualidade do reciclado
desejado. Falhas no processo de lavagem em geral não podem ser compensadas no
processo de SuperCleaning. Porque a Krones tem mais de 50 anos de experiência no
campo da lavagem de garrafas, este processo de lavagem é patenteado em todo o
mundo, atualmente este é o melhor processo existente. Nos processo de pré-lavagem os
flakes são pré-lavados com água de processo. O processo de lavagem intensiva, tem
passa também através de limpeza mecânica, térmica e química, utilizando o atrito entre
os flocos e a imersão em água quente com soda cáustica. Sendo uma parte integrante do
módulo de lavagem, a Krones possui o sistema de micro-filtração, o “Parcival”. Ele
garante o consumo baixo de água e de produtos químicos. A separação do PET e
poliolefinas (PO) ocorre num tanque de flotação, onde o PET afunda e poliolefinas
flutuam na superfície, por diferença de densidade. Na última etapa do processo de
Grinding Washing SuperCleaning
Returned bottles Flakes Flakes
Bottle-grade flakes
Patented technologyPatented technology Patent planned Supplier
Inter-face
Preform injection
moulding
Preforms of virgin
PET + rPET
rPET Virgin PET
Step 1 Step 2
lavagem, os flocos são removidos da soda cáustica, junto com outros compostos e colas,
e lavado numa cascata de fase múltipla, com água tratada à quente. Durante todo o
processo de lavagem, há apenas uma perda mínima de material. A seguir os Flakes são
secos termicamente e mecanicamente por uma centrífuga e de ar quente.
SuperCleaning
O processo de Superlavagem começa com uma separação do neck(pescoço) das
outras partes da garrafa. Partes mais grossas como o pescoço da garrafa, são tratados
outra vez em um moinho para assegurar a descontaminação por igual de todos os flakes.
Em seguida, todos os flakes de uniformes tamanho são aquecidos entre 150 a 170 graus
antes que eles entrar em um reator. O processo de aquecimento mais eficiente do que
outros processos padrões devidos a tempos de processamento mais curtos e
temperaturas mais baixas. O propósito do o reator é de secar os flakes mais
instensivamente antes que eles sejam aquecidos até a temperatura de a descontaminação
final, de 170-190 graus. Como resultado a temperatura no interior do reator de pode ser
constante, permitindo que se tenha um controle de processo perfeito na parte mais
sensível do processo. Em seguida, o a descontaminação continua em um reator de
vácuo, onde todas as substâncias nocivas para os flakes são tratadas, sem afeta-los
mecanicamente ou termicamente. Opcionalmente, a Viscosidade intrínseca pode ser
realçada em um reator. Graças a separação e reações, é possível atingir uma viscosidade
intrínseca uniforme no final do processo.
Em resumo, os benefícios de processo SuperCleaning são:
- Baixas temperaturas de processo.
- controle de temperatura perfeita, sem perfil de temperatura no interior do
reator.
- Curta duração do processo.
- Não há perda VI. Linha pode ser atualizada com a elevação de VI.
- distribuição uniforme da VI em toda a garrafa.
- Cor excelente devido a menor utilização de calor.
Produtos da Krones cobrem todo o espectro de produção de bebida e
enchimento, incluindo rinsers de garrafa, cargas, etiquetadores, embalagem e
paletização, máquinas e sistemas para processamento de garrafas reutilizáveis. O
conceito de circuito fechado foi uma consequência lógica. Depois de um período de
Blow
molding
Customer
Trade
BottlerPreform
production
Disposal
Virgin
PET
SmeltingB2B
Recycling
Washing
machine
Collection
Non-Refillable
Bottles
Refillable
Bottles
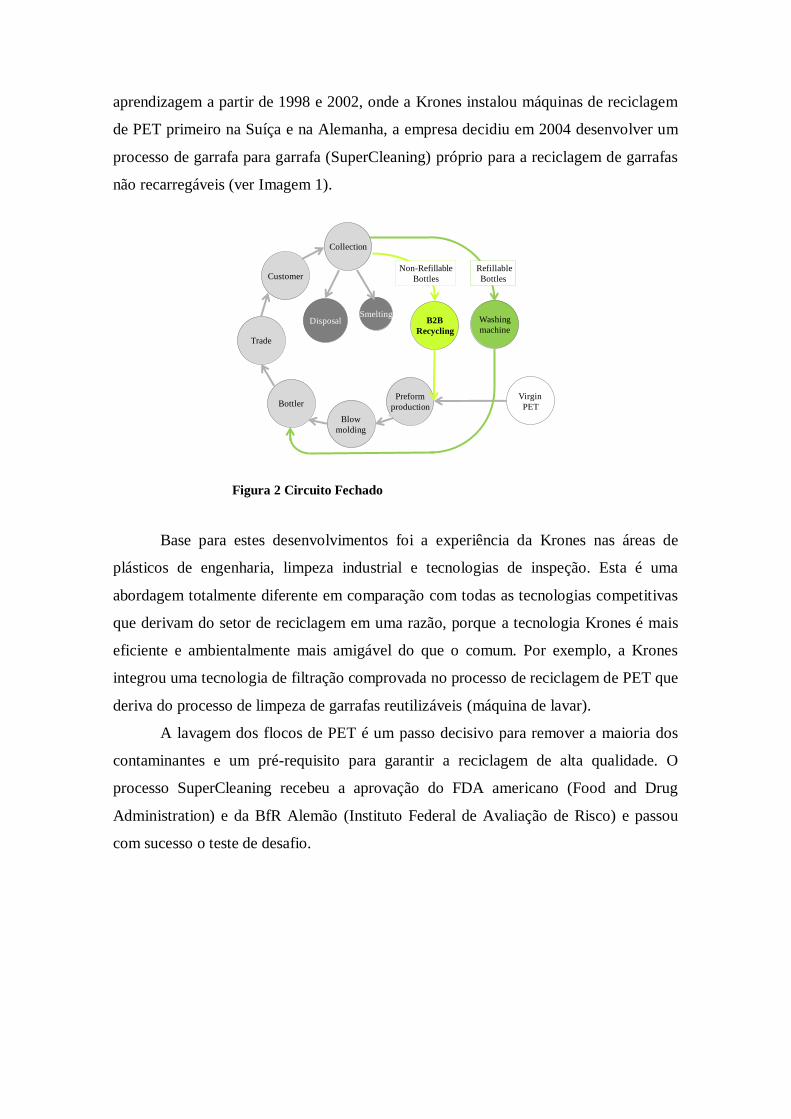
aprendizagem a partir de 1998 e 2002, onde a Krones instalou máquinas de reciclagem
de PET primeiro na Suíça e na Alemanha, a empresa decidiu em 2004 desenvolver um
processo de garrafa para garrafa (SuperCleaning) próprio para a reciclagem de garrafas
não recarregáveis (ver Imagem 1).
Imagem 1: Fechar o ciclo
Base para estes desenvolvimentos foi a experiência da Krones nas áreas de
plásticos de engenharia, limpeza industrial e tecnologias de inspeção. Esta é uma
abordagem totalmente diferente em comparação com todas as tecnologias competitivas
que derivam do setor de reciclagem em uma razão, porque a tecnologia Krones é mais
eficiente e ambientalmente mais amigável do que o comum. Por exemplo, a Krones
integrou uma tecnologia de filtração comprovada no processo de reciclagem de PET que
deriva do processo de limpeza de garrafas reutilizáveis (máquina de lavar).
A lavagem dos flocos de PET é um passo decisivo para remover a maioria dos
contaminantes e um pré-requisito para garantir a reciclagem de alta qualidade. O
processo SuperCleaning recebeu a aprovação do FDA americano (Food and Drug
Administration) e da BfR Alemão (Instituto Federal de Avaliação de Risco) e passou
com sucesso o teste de desafio.
Figura 2 Circuito Fechado
3.2 Implementação da ISO 9001
Durante meu período de estágio, a empresa estava passando por mudanças
internas para poder se adequar a auditoria que viria em poucas semanas. Como é preciso
uma mobilização muito grande e mudanças impactantes era preciso mostrar para todos
os envolvidos o por quê da necessidade desse certificado.
Para isso, meu gestor pediu para que eu escrevesse um texto para ser enviado
para todos os funcionários mostrando essa importância da certificação, o texto foi o
seguinte:
“No ambiente empresarial organizacional, a competitividade é uma das
principais preocupações, e, oferecer um produto, marca ou serviço com qualidade é uma
das maneiras de ter maior destaque, respeito e credibilidade. A palavra “qualidade” tem
sido utilizada muitas vezes pela sociedade, em conferências, empresas, propagandas e
pelos meios de comunicação em geral. A certificação ISO 9001 é um meio de
demonstrar que a empresa tem um gerenciamento de gestão dos sistemas, e hoje isso
não é mais um diferencial, mas uma obrigação. Essa é uma norma internacional que
fornece requisitos para o sistema de gestão de qualidade, é aplicável a qualquer produto
ou serviço, independentemente do tamanho da organização, tendo como propósito
oferecer vantagem competitiva através da qualidade. Seus princípios básicos são:
enfoque no cliente, liderança, envolvimento das pessoas, abordagem a processos, uma
abordagem sistêmica à gestão, melhoria contínua, abordagem factual à tomada de
decisão e relação como os fornecedores mutuamente benéficos. Com a implementação
da ISO, os clientes podem ter uma certeza maior que o serviço executado é qualificado.
As vantagens de uma empresa ser certificada pela norma ISO 9001
O mundo contemporâneo marcado pela alta competitividade, globalização e quebra de
barreiras entre mercados, principalmente devido à internet, faz com que as empresas
busquem sempre oferecer um produto ou serviço com maior padrão de qualidade, e
assim manter e/ou conquistar clientes.
Quando uma empresa é certificada pela norma ISO 9001, não é apenas ela quem
ganha, mas também os clientes e a sociedade.
As vantagens para as empresas consistem em abertura de novos mercados
nacionais e internacionais, pois os padrões atendem a especificações técnicas e
requisitos internacionais, o que as tornam amplamente aceitas em diversos países; maior
satisfação dos clientes, pois oferece um melhor serviço, melhores produtos, além de
fazer o tratamento de suas reclamações; aumento da lucratividade; aumento da
credibilidade da empresa frente ao mercado; melhora do processo produtivo
aumentando a qualidade e diminuindo as perdas com produtos e/ ou serviços não
conformes; aumento da competitividade do produto ou serviço no mercado; melhoria na
qualificação dos funcionários e fornecedores, através de treinamento, capacitação e
conscientização e melhor transparência nas decisões.
A certificação é também uma excelente estratégia de marketing, porque uma
empresa certificada desfrutará de uma boa imagem não apenas frente ao mercado, como
também obterá o reconhecimento e respeito de seus colaboradores, fornecedores,
consumidores, comunidade e governo.
Os clientes da empresa também serão beneficiados, pois facilitará o
relacionamento técnico e comercial entre a empresa e o cliente, porque a empresa
conseguirá compreender melhor as exigências dos clientes, bem como garantir que tem
habilidade técnica de satisfazê-las. Outra vantagem consiste em que haverá maior
confiabilidade do cliente no produto ou serviço prestado, uma vez que a empresa tem
em seu corpo funcional pessoas capazes de realizar o trabalho de acordo com a
qualidade que o cliente espera, além disso, a conformidade a padrões internacionais de
produtos e serviços oferece a garantia referente à qualidade, segurança e confiabilidade.
Podemos apontar como vantagem, ainda, a redução de custos decorrentes de produtos
ou serviços não conformes, pois os problemas são identificados e trabalhados de
maneira preventiva ou repressiva. Por fim, vale lembrar também que com a
competitividade do mercado o cliente também será lucrando, pois a compatibilidade
mundial (decorrente da certificação) possibilita um leque de opções, o que o beneficia
na escolha e nos preços.
Desvantagens de uma empresa ser certificada ela norma ISO 9001
Conforme podemos ver, muitas são as vantagens que uma empresa obtém ao ser
certificada pela norma ISO 9001. No que tange às desvantagens podemos elencar:
Tempo necessário para desenvolver o sistema;
Custos para implementar e mante-lo;
Inflexibilidade e burocracia;
Dificuldade de implantação, em especial para determinados tipos de
organizações;
Dificuldade para criar e manter o entusiasmo do pessoal para com o
sistema;
Ressentimento que as mudanças requeridas causem em certos casos;
Mudanças necessárias podem ser contrárias ou conflitantes com a cultura
existente;
Sob a ótica do cliente, uma primeira desvantagem diz respeito à dificuldade para
criar e manter o entusiasmo do pessoal para com o sistema. Se não forem desenvolvidos
bons e eficientes programas de marketing interno, condizentes com a realidade da
empresa, e que motivem os funcionários a acreditar no sistema de gestão de qualidade, o
atendimento ao cliente poderá ficar comprometido, e quiçá, deficiente, pois antes do ser
satisfeito o cliente externo, é necessário incentivar e satisfazer o cliente interno.
Diante de todo o exposto, a primeira conclusão a qual chegamos é que ter um
Certificado de Qualidade ISO 9001 é dizer que a empresa possui um sistema gerencial
que visa à qualidade e que obedece aos requisitos de uma norma internacional. Tal
norma não trata explicitamente da qualidade do produto ou serviço, todavia, assegura a
estabilidade do seu processo de produção. Não há nada que imponha a uma empresa
adotar a Certificação ISO 9001, no entanto, no mercado altamente competitivo em que
estamos inseridos, possuí-la é uma forma de demonstrar ao cliente que o produto ou
serviço gerado tem um controle ou padronização garantindo qualidade e eficiência.
Pode ser resasltado também que muitas são as vantagens que a empresa obtém
com a certificação, dentre elas: aumento da credibilidade da empresa frente ao mercado
consumidor, aumento da competitividade do produto ou serviço no mercado, abertura
de novos mercados, maior conformidade e atendimento às exigências dos clientes,
melhor uso dos recursos existentes, aumento da lucratividade e melhores condições para
acompanhar e controlar os processos. Como tem-se o custo de sua implantação, uma
vez que se não forem tomadas às devidas cautelas resultará em um ônus excessivo para
o consumidor, e, a dificuldade para manter os funcionários motivados. Detectamos
também que o produto ou serviço certificado traz ao cliente segurança, proteção,
satisfação e a certeza de que o produto ou serviço foi gerado de acordo com normas
padrão de qualidade.”
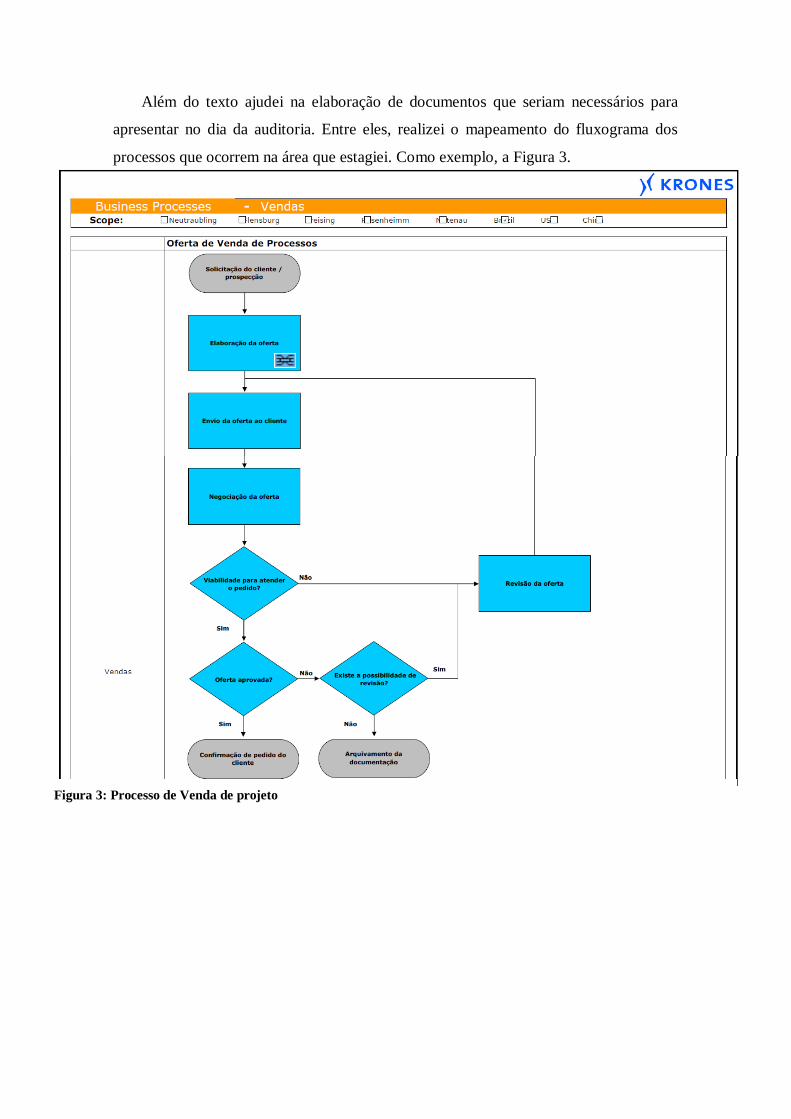
Além do texto ajudei na elaboração de documentos que seriam necessários para
apresentar no dia da auditoria. Entre eles, realizei o mapeamento do fluxograma dos
processos que ocorrem na área que estagiei. Como exemplo, a Figura 3.
Figura 3: Processo de Venda de projeto
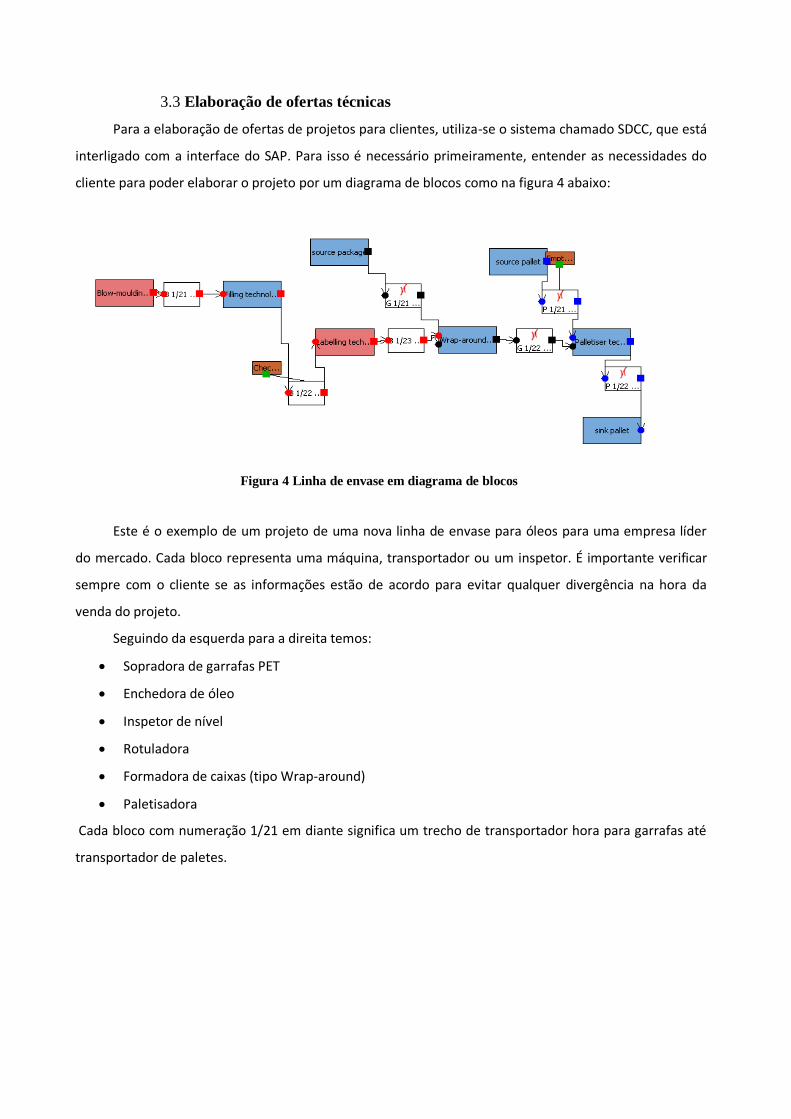
3.3 Elaboração de ofertas técnicas
Para a elaboração de ofertas de projetos para clientes, utiliza-se o sistema chamado SDCC, que está
interligado com a interface do SAP. Para isso é necessário primeiramente, entender as necessidades do
cliente para poder elaborar o projeto por um diagrama de blocos como na figura 4 abaixo:
Este é o exemplo de um projeto de uma nova linha de envase para óleos para uma empresa líder
do mercado. Cada bloco representa uma máquina, transportador ou um inspetor. É importante verificar
sempre com o cliente se as informações estão de acordo para evitar qualquer divergência na hora da
venda do projeto.
Seguindo da esquerda para a direita temos:
Sopradora de garrafas PET
Enchedora de óleo
Inspetor de nível
Rotuladora
Formadora de caixas (tipo Wrap-around)
Paletisadora
Cada bloco com numeração 1/21 em diante significa um trecho de transportador hora para garrafas até
transportador de paletes.
Figura 4 Linha de envase em diagrama de blocos
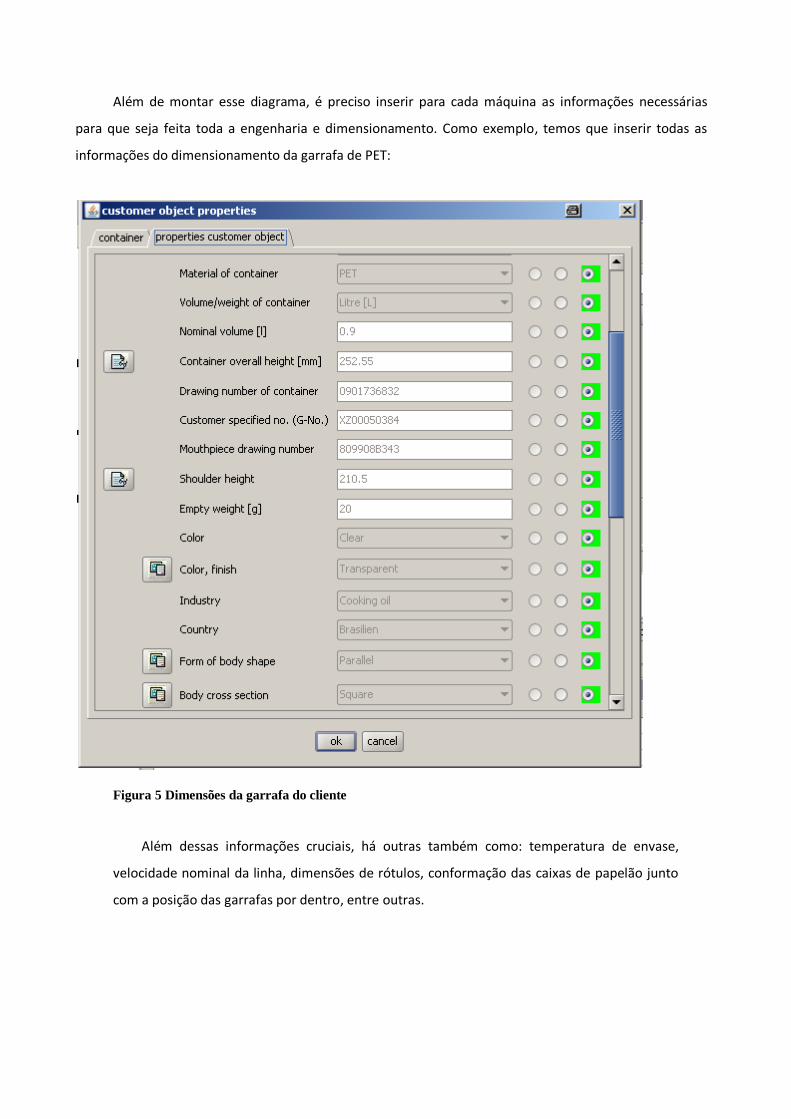
Além de montar esse diagrama, é preciso inserir para cada máquina as informações necessárias
para que seja feita toda a engenharia e dimensionamento. Como exemplo, temos que inserir todas as
informações do dimensionamento da garrafa de PET:
Figura 5 Dimensões da garrafa do cliente
Além dessas informações cruciais, há outras também como: temperatura de envase,
velocidade nominal da linha, dimensões de rótulos, conformação das caixas de papelão junto
com a posição das garrafas por dentro, entre outras.

Após elaborada a oferta, essas informações são enviadas para responsáveis na Alemanha,
para estudarem o problema e verificar a viabilidade. Ao retornar o pedido para o Brasil, o
projeto já vem com o preço que deverá ser passado para o vendedor da área. Após a venda se
inicia o gerenciamento do projeto, área que começarei a trabalhar em breve.

4. Comentários e conclusão
Durante meu estágio, acumulei um conhecimento muito grande na área industrial de
bebidas. Tanto na parte de envase como na área de processos (empresas de cervejarias,
refrigerantes e sucos) que estou iniciando agora. Por ser uma empresa multinacional presente
em vários países ela apresenta uma possibilidade interessante de crescimento e aprendizado.
Embora não esteja participando diretamente de um produção dentro de uma fábrica, o
aprendizado teórico de diversas áreas me enriquece e me faz sentir um engenheiro.
Dentre as atividades, também tive a possibilidade de lidar com diversas situações do
dia-a-dia de um negócio, como manutenção das boas relações entre funcionários, clientes
e fornecedores. Além de saber lidar com os diferentes perfis de pessoas.





























