Embed Size (px)
Citation preview
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
PRESENTACIONLa soldadura es una de las tecnologías que más se ha desarrollado en los últimos años.
Por ello, con el objetivo de afianzar nuestros conocimientos y con el afán de mantenernos al más alto nivel tecnológico, presentamos el siguiente informe basándonos en la clasificación de la Carta Maestra de los
procesos de Soldadura (AWS), esperando alcanzar los objetivos propuestos ponemos a su consideración el siguiente informe.
1
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
INTRODUCCIONLa soldadura es un proceso para la unión de dos metales por mediode calor y/o presión y se define como la liga metalúrgica entre los
átomos del metal a unir y el de aporte.Existen diversos procesos de soldadura los que difieren en el modo en
que se aplica el calor o la energía para la unión.Para lograr la soldadura algunos procesos requieren sólo de fuerza
para la unión, otros requieren de un metal de aporte y energía térmicaque derrita a dicho metal. Cada uno de los diferentes procesos de
soldadura tienen sus características de ingeniería particulares y suscostos específicos.
Su aplicación dependerá fundamentalmentedel tipo de material a utilizar, la apariencia de la unión y del uso que se
dará a la unión.
2
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASINDICE PAG
1.-SOLDADURA BLANDA 5 2.-SOLDADURA FUERTE 6 TIPOS DE SOLDADURAS FUERTE 2.1SOLDADURA FUERTE POR INFRAROJO 7 2.2SOLDADURA FUERTE POR SOPLETE 8 2.3SOLDADURA FUERTE AL HORNO 10 2.4SOLDADURA FUERTE POR INDUCCIÓN 11 2.5SOLDADURA FUERTE POR RESISTENCIA 14 2.6SOLDADURA FUERTE POR INMERSIÓN 16PREPARACIÓN DE LAS PARTES PARA UNIÓN POR SOLDADURA FUERTE 3.-SOLDADURA A GAS 21
TIPOS DE SOLDADURA A GAS: 3.1 SOLDADURA OXIACETILÉNICA 21 3.2SOLDADURA OXIHIDRICA 26 3.3SOLDADURA A GAS CON PRESÍON 27 4.-SOLDADURAS POR RESISTENCIA 29TIPOS DE SOLDADURA POR RESISTENCIA 4.1SOLDADURA POR RESISTENCIA A PUNTOS 32 4.2SOLDADURA POR RESISTENCIA POR COSTURA 34 4.3SOLDADURA POR RESISTENCIA A PROYECCION 34 4.4SOLDADURAS POR RESISTENCIA A TOPE 35 4.5SOLDADURAS POR RESISTENCIA POR CHISPA 35 5.-SOLDADURAS POR ARCO 36 5.1SOLDADURA POR ARCO CON CARBÓN 37 5.2SOLDADURA DE ARCO METALICO CON ELECTRODO REVESTIDO 39 5.3SOLDADURA POR ARCO CON NUCLEO DE FLUJO 41 5.4SOLDADURA POR ARCO METAL GAS MIG/MAG 43 5.5SOLDADURA POR ARCO SUMERGIDO 45 5.6SOLDADURA POR ARCO A GAS TUNGSTENO 47 5.7SOLDADURA POR ARCO CON PLASMA 48 5.8SOLDADURA POR ARCO DE ESPARRAGOS 50 6.-OTROS PROCESOS:6.1SOLDADURA ALUMINOTERMICA 51 6.2 SOLDADURA POR RAYO LÁSER 52 6.3 SOLDADURA POR INDUCCION 58 6.4SOLDADURA POR ELECTROESCORIA 59 6.5SOLDADURA POR HAZ DE ELECTRONES 62 7-SOLDADURA AL ESTADO SOLIDO 64 7.1SOLDADURA ULTRASONICA 64 7.2SOLDADURA POR FRICCIÓN 69 7.3SOLDADURA POR FORJA 76 7.4SOLDADURA POR FUSIÓN 77 7.5SOLDADURA POR EXPLOSIÓN 77 7.6SOLDADURA EN FRIO 80 PRACTICAS GENERALES DE SEGURIDAD 81 CONCLUSIONES 84 BIBLIOGRAFIA 85
3
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
SOLDADURASLa soldadura es un proceso de unión entre metales por la acción del calor, con o sin aportación de material metálico nuevo, dando continuidad a los elementos unidos.Es necesario suministrar calor hasta que el material de aportación funda y una ambas superficies, o bien lo haga el propio metal de las piezas. Para que el metal de aportación pueda realizar correctamente la soldadura es necesario que «moje» a los metales que se van a unir, lo cual se verificará siempre que las fuerzas de adherencia entre el metal de aportación y las piezas que se van a soldar sean mayores que las fuerzas de cohesión entre los átomos del material añadido.Los efectos de la soldadura resultan determinantes para la utilidad del material soldado.El metal de aportación y las consecuencias derivadas del suministro de calor pueden afectar a las propiedades de la pieza soldada. Deben evitarse porosidades y grietas añadiendo elementos de aleación al metal de aportación, y sujetando firmemente las piezas que se quieren soldar para evitar deformaciones. También puede suceder que la zona afectada por el calor que de dura y quebradiza. Para evitar estos efectos indeseables, a veces se realizan precalentamientos o tratamientos térmicos posteriores. Por otra parte, el calor de la soldadura causa distorsiones que pueden reducirse al mínimo eligiendo de modo adecuado los elementos de sujeción y estudiando previamente la secuencia de la soldadura.CLASIFICACION DE LOS PROCESOS DE SOLDADURA
4
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
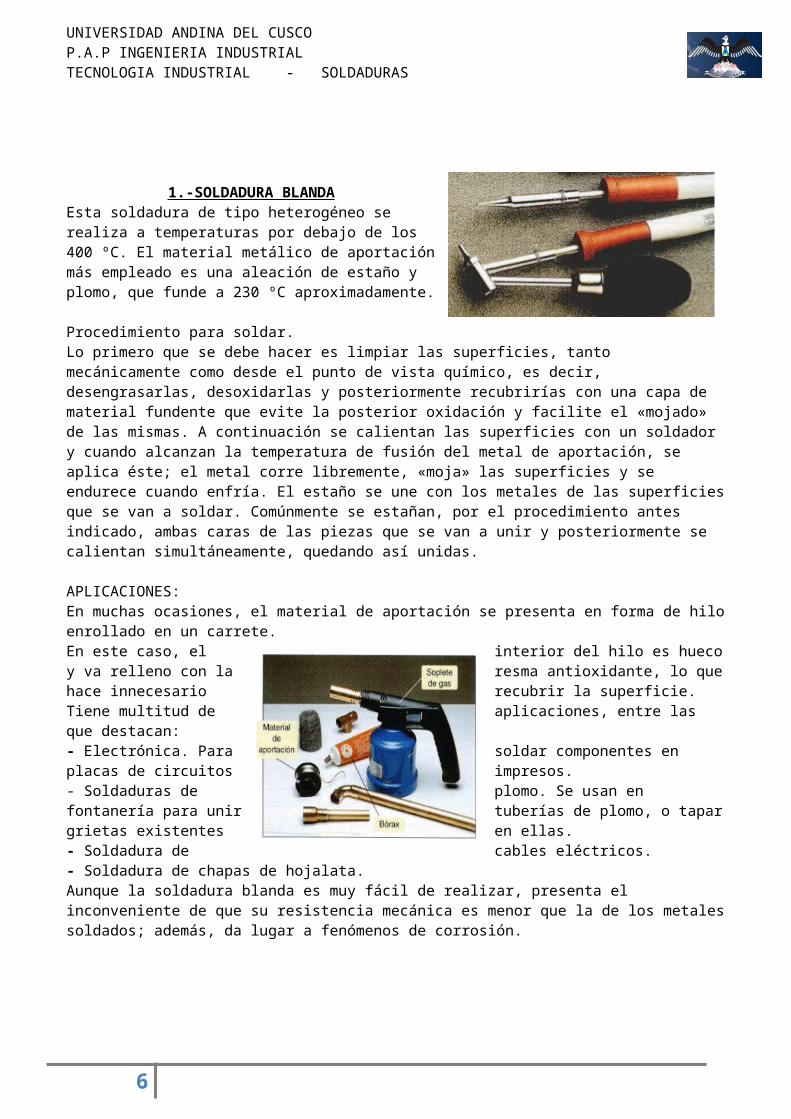
1.-SOLDADURA BLANDAEsta soldadura de tipo heterogéneo se realiza a temperaturas por debajo de los 400 ºC. El material metálico de aportación más empleado es una aleación de estaño y plomo, que funde a 230 ºC aproximadamente.
Procedimiento para soldar.Lo primero que se debe hacer es limpiar las superficies, tanto mecánicamente como desde el punto de vista químico, es decir, desengrasarlas, desoxidarlas y posteriormente recubrirías con una capa de material fundente que evite la posterior oxidación y facilite el «mojado» de las mismas. A continuación se calientan las superficies con un soldador y cuando alcanzan la temperatura de fusión del metal de aportación, se aplica éste; el metal corre libremente, «moja» las superficies y se endurece cuando enfría. El estaño se une con los metales de las superficies que se van a soldar. Comúnmente se estañan, por el procedimiento antes indicado, ambas caras de las piezas que se van a unir y posteriormente se calientan simultáneamente, quedando así unidas.
APLICACIONES:En muchas ocasiones, el material de aportación se presenta en forma de hilo enrollado en un carrete.En este caso, el interior del hilo es hueco y va relleno con la resma antioxidante, lo que hace innecesario recubrir la superficie.Tiene multitud de aplicaciones, entre las que destacan:- Electrónica. Para soldar componentes en placas de circuitos impresos.- Soldaduras de plomo. Se usan en fontanería para unir tuberías de plomo, o tapar grietas existentes en ellas.- Soldadura de cables eléctricos.- Soldadura de chapas de hojalata.Aunque la soldadura blanda es muy fácil de realizar, presenta el inconveniente de que su resistencia mecánica es menor que la de los metales soldados; además, da lugar a fenómenos de corrosión.
5
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
2.-SOLDADURA FUERTE
La soldadura fuerte (brazing) constituye una versátil técnica de unión. Se utiliza para unir la mayoría de los metales y aleaciones de uso más frecuente en metalurgia.
Es una técnica de unión térmica en la que un metal de aportación fundido penetra al interior de un huelgo capilar comprendido entre los metales a unir. Los metales de aportación para soldadura fuerte tienen una temperatura de fusión superior a 450 ˚C, pero siempre inferior a la de los metales que van a unirse.
Algunos metales de aporte son aleaciones de cobre, aluminio o plata fig. 2.1
La soldadura fuerte constituye una versátil técnica de unión. Se utiliza para unir la mayoría de los metales y aleaciones de uso más frecuente en metalurgia.
Propiedades de una unión correcta por soldadura fuerte:
Fuerte y dúctil. – Las uniones por soldadura fuerte son, como mínimo, tan fuertes como los propios metales principales que se han unido y soportarán las más difíciles condiciones de trabajo.
Estanquidad a las fugas:- Los procedimientos seguidos para la soldadura fuerte resultan en uniones estancas que se utilizan extensamente en instalaciones de tuberías de gas y de líquidos.
Conductividad eléctrica:- Las uniones por soldadura fuerte presentan una buena conductividad eléctrica y se utilizan en aplicaciones en las que esta propiedad es importante.
Aspecto de la unión:- Las uniones por soldadura fuerte presentan cordones limpios y lisos.
Algunas características de la soldadura fuerte
Una de las más notables características de la soldadura fuerte es su capacidad para unir metales diferentes y componentes de masas y tamaños desiguales.
La soldadura fuerte es capaz, además, de unir carburo de tungsteno, cerámicas y materiales no metálicos similares.
La técnica de soldadura fuerte
Las uniones por soldadura fuerte pueden realizarse siguiendo una amplia serie de métodos de calentamiento.
Los preparativos de la soldadura fuerte son sencillos y pueden lograrse buenos resultados si se observan y cumplen las técnicas correctas.
La soldadura fuerte constituye una técnica económica de unión que sirve tanto para unir pequeños números de componentes como su producción en masa.
Un gran número de los procesos de soldadura fuerte pueden automatizarse, lo que facilita la fiabilidad y el control, así como la reducción de los costes.
6

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Algunas de las aleaciones más utilizadas para las soldaduras fuertes:1. Cobre: Su punto de fusión es de 1083 ºC.2. Bronces y latones con punto de fusión entre los 870 y 1100 ºC.3. Aleaciones de plata con temperatura de fusión entre 630 y 845 ºC.4. Aleaciones de aluminio con temperatura de fusión entre 570 y 640 ºC
TIPOS DE SOLDADURAS FUERTE
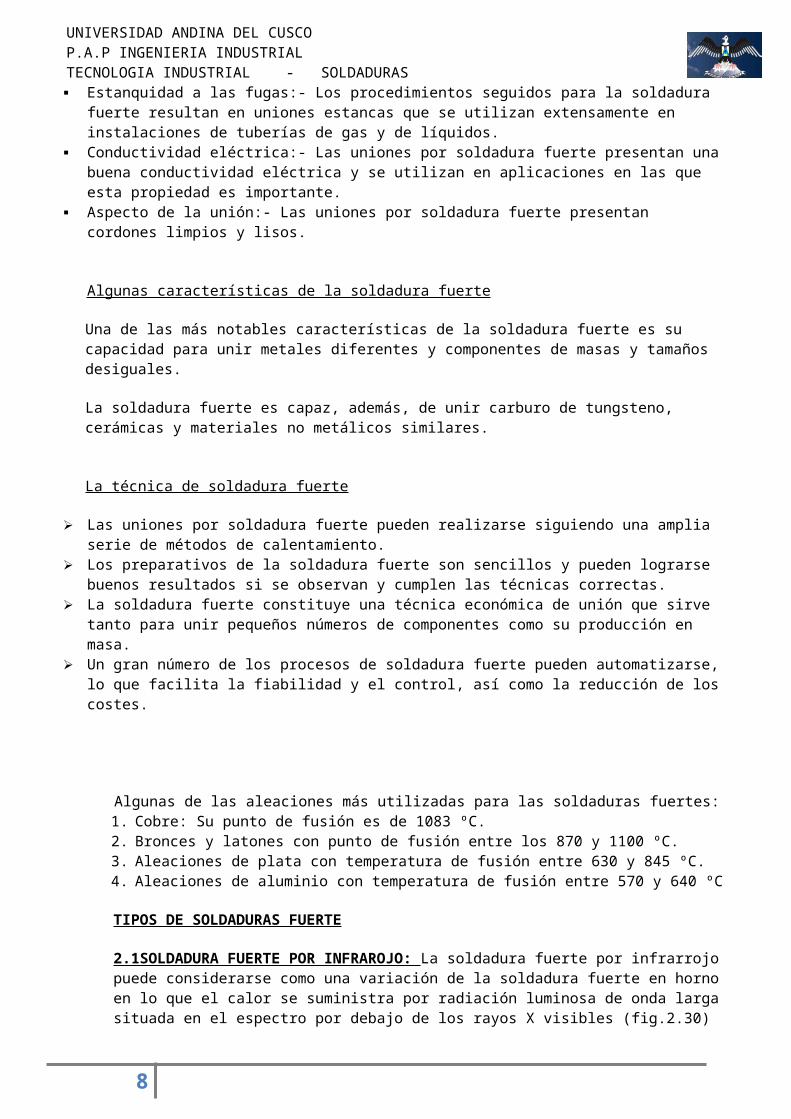
2.1SOLDADURA FUERTE POR INFRAROJO: La soldadura fuerte por infrarrojo puede considerarse como una variación de la soldadura fuerte en horno en lo que el calor se suministra por radiación luminosa de onda larga situada en el espectro por debajo de los rayos X visibles (fig.2.30)
El calentamiento se produce por la radiación invisible de lámparas de cuarzo de alta intensidad capaces de proporcionar hasta 5000 watts de energía radiante.El aporte de calor varía en proporción inversa con el cuadrado de la distancia de la fuente, pero no es usual que las lámparas se moldeen de modo que sigan el contorno de las piezas que se van a calentar. Se usan reflectores concentradores para enfocar la radiación sobre las piezas.
Si es preciso soldar al vacío o con protección de gas inerte, el ensamble y las lámparas se colocan en una campana de cristal que pueda evacuarse o llenarse con gas inerte. En seguida se calienta la unidad hasta una temperatura controlada, indicada por termopares. La pieza se lleva a las platinas de enfriamiento una vez soldada.
La figura muestra una disposición para soldadura fuerte al infrarrojo.
7
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASVentajas
Bajos costes de mantenimiento Sin el contacto con la superficie de la pieza Eliminación de la adhesión del material plástico a los utillajes Inicio súbito Ajuste más preciso de la temperatura de la pieza Zona limpia de la soldadura
Desventajas
El equipo es delicado. La lámpara de cuarzo requiere refrigeración. Necesita incorporar una atmósfera controlada.
2.2SOLDADURA FUERTE POR SOPLETE: El calentamiento por soplete probablemente es el método más común para soldadura fuerte. La mezcla de gas puede ser oxi-acetileno, aire-gas u oxi-hidrogeno. El tipo de mezcla de gas depende de la conductividad térmica, tipo y grosos del material por unir.En este proceso se obtiene el calor mediante una llama de gas que se dirige a la junta para soldar, es totalmente manual, parcialmente mecanizado o en forma automática.El oxi-acetileno es más versátil para soldadura fuerte por soplete, debido a su amplia gama de control de calor. Una llama ligeramente reductora es requerida y hay que tener cuidado de evitar contacto entre el cono de la llama y el metal por unir. Un contacto cercano de la llama puede que cause que el metal por unir se derrita y restringe el flujo del metal de soldadura fuerte.El soplete de aire-gas proporciona el calor más bajo y es mucho más adaptable para soldadura fuerte en secciones delgadas. La mezcla de aire- gas puede consistir de aire a la presión atmósfera y gas del servicio público, o aire y acetilenoEl proceso de gas- oxígeno utiliza oxígeno con gas natural, gas enfrascado, propano, o butano. Esta mezcla produce una llama de temperatura alta y es útil donde se requiera mayor calor para soldadura fuerte.
APLICACIONES:Esta soldadura puede aplicarse en aceros al carbono, aceros con bajo contenido de aleación y aceros inoxidables, el equipo que se utiliza es similar al de la soldadura con gas combustible y oxigeno en ocasiones es el mismo.
8
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
MATERIALES Y EQUIPOS DE PROTECCIÓN
Ventaja: El solplete controla las caracteristicas de la llama
Desventaja: Su principal inconveniente radica en la habilidad del operario para realizar la soldadura
9

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
2.3SOLDADURA FUERTE AL HORNO: En este tipo de soldeo, el calor necesario para fundir el material de aporte se obtiene introduciendo la pieza en un horno. Existen tres variantes de este proceso: de atmósfera controlada, al aire y en vacío. Las dos primeras variantes pueden ser continuas o discontinuas, mientras que la última generalmente es discontinua. Este proceso se emplea para la producción de piezas pequeñas y/o de forma irregular donde la zona de unión no esta accesible durante el soldeo. La soldadura fuerte en horno se emplea cuando:
Las piezas que van a ser soldadas pueden preensamblarse en la posición correcta por medio de las guías.
El metal de aporte puede calentarse al contacto con la unión. Se van a formar varias soldaduras por uniones por soldadura fuerte. Se van a unir muchos ensambles similares. Hay necesidad de calentar de manera uniforme piezas complejas a fin de evitar la distorsión
que resultaría de un calentamiento local del área de la unión.
En soldadura fuerte se usan hornos eléctricos de gas o de petróleo con un control capaz de mantener la temperatura con una variación máxima de +/- 60 ºC. Es preciso incluir fundentes o atmósferas especialmente controladas que realicen las funciones de los fundentes.Las piezas que se van a soldar se deben ensamblar con el metal de aporte y el fundente. El metal de aporte precolocado puede venir en forma de alambre, papel metálico, limaduras, cilindros, polvo, pasta o cinta.El ensamble se calienta en el horno hasta que las piezas alcanzan la temperatura de soldadura fuerte y se efectúa la unión. A continuación se retira el ensamble. Los pasos del proceso se muestran en la figura 2.19.Existen muchos fundentes comerciales para operaciones de soldadura fuerte tanto generales como específicos.Se obtiene resultados satisfactorios si se rocía fundente seco en polvo a lo largo de la unión. En la mayor parte de los casos la pasta de fundente es adecuada, pero en algunos retarda el flujo de la aleación de aporte.El tiempo de soldadura dependerá hasta cierto punto del espesor de las piezas y de la masa de las fijaciones que se necesiten para posesionarlas. El tiempo de soldadura deberá ser el minuto necesario para que el metal de aporte fluya al interior de la unión, a fin de evitar una interacción excesiva entre el metal de aporte y el metal de base.
10

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Los hornos que se emplean para soldadura fuerte se clasifican como De lotes, ya sea con aire o atmósfera controlada, Continuos, ya sea con aire o atmósfera controlada, De retorta con atmósfera controlada, De vacío.Casi todos los hornos para soldadura fuerte cuentan con un control de temperatura del tipo potenciómetro conectado a termopares y válvulas de control de gas o contactores. La mayor parte de los hornos se calientan por resistencia eléctrica empleando elementos de calefacción de carburo de silicio, níquel- cromo o un metal refractario (Mo, Ta, W). Si se usa una flama de gas o petróleo para calentar, la flama no debe incidir directamente sobre las piezas.
APLICACIÓNEstá generalizado en el mundo de la industria debido a la posibilidad de producir en masa con la consecuente reducción del coste de fabricación, cosa que lo hace ideal en cadenas de montaje, además no es necesaria mano de obra cualificada para utilizarlo.
Ventaja: Permite la regulación de la temperatura a la cual se realiza el proceso y que no es necesario un
proceso de limpieza de las piezas acabadas
Desventaja: El tiempo de soldeo en este proceso es largo si se compara con el resto de procesos “brazing”
por lo que hay que tener cuidado para que el calor no afecte a los materiales.
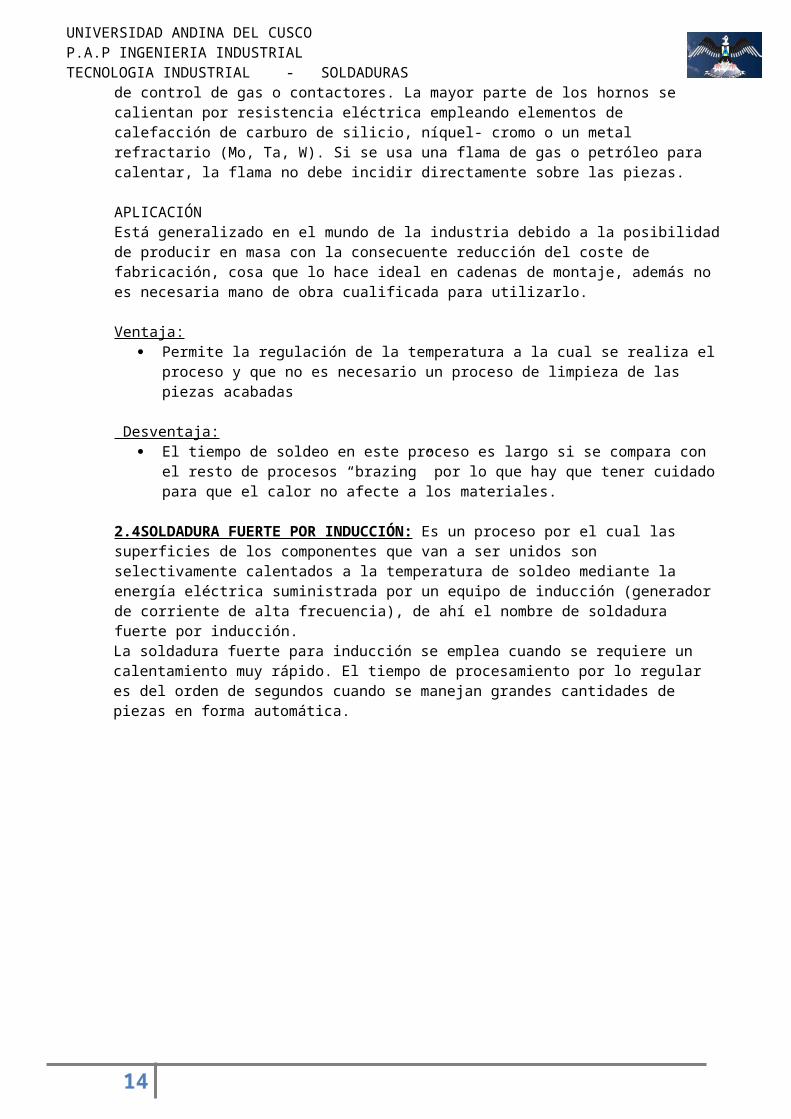
2.4SOLDADURA FUERTE POR INDUCCIÓN: Es un proceso por el cual las superficies de los componentes que van a ser unidos son selectivamente calentados a la temperatura de soldeo mediante la energía eléctrica suministrada por un equipo de inducción (generador de corriente de alta frecuencia), de ahí el nombre de soldadura fuerte por inducción.La soldadura fuerte para inducción se emplea cuando se requiere un calentamiento muy rápido. El tiempo de procesamiento por lo regular es del orden de segundos cuando se manejan grandes cantidades de piezas en forma automática.
El metal de aporte se coloca previamente en la junta cuidadosamente diseñada y la bobina se acomoda de manera que todos los componentes de la junta alcancen la temperatura de soldadura al mismo tiempo.Cuando una corriente alterna circula a través de una bobina se genera un campo magnético que varía con la intensidad de la corriente y el número de espiras.Si un objeto metálico se sitúa en el campo de acción de la bobina se inducen corrientes eléctricas en
11

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
él. La resistencia que ofrece el material al paso de la corriente es la que proporciona el calor necesario para la realización de la soldadura.Por tanto el calor va a estar limitado a unas capas delgadas cercanas al inductor. La distribución del calor a otras áreas va a ser por conducción. La respuesta del campo electromagnético generado, depende de la frecuencia de la corriente alterna, la naturaleza de los materiales, el diseño de la bobina y la distancia entre el inductor y el componente a soldar.El metal de aporte de soldadura fuerte se coloca previamente en la unión. Se requiere un diseño cuidadoso de la unión y de la configuración de la bobina para asegurar que las superficies de todos los miembros de la unión alcancen la temperatura de soldadura fuerte al mismo tiempo. Se utiliza fundente excepto cuando se introduce una atmósfera especial que desempeña la misma función.Los diversos diseños de bobinas de inducción se ilustran en la figura 2.21. Un generador puede usarse para energizar varias estaciones de trabajo individuales en secuencia, empleando un interruptor de transferencia, o bien los ensambles retenidos con fijaciones se pueden procesar secuencialmente por una bobina tipo transportador y así calentarse hasta la temperatura de soldadura fuerte.
12

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Perforados comunes de metal que se emplean en la soldadura por inducción.
El equipo utilizado para la soldadura por inducción esta formado por:
Generadores de energía: Los equipos de inducción son de tres tipos: motor-generador, espinterómetros y unidades de tubo- vacío. Para esta clasificación se puede decir que los motores generadores son de baja frecuencia (sobre 10 KHz),los chispa- gap(espinterómetros) son unidades de media frecuencia (20 a 300 KHz) y los tubos vacío son de media a alta frecuencia (100 a 450 KHz).
Inductores (bobinas): Para obtener por este procedimiento la unión deseada, es necesario hacer un estudio riguroso del diseño del inductor, el cual se debe adaptar a las dimensiones y configuraciones de la junta a ser soldada, la energía aplicada, el tiempo de soldeo, y la potencia requerida.Inductores diseñados para efectuar uniones en zonas internas de las piezas.Se emplean en aquellas aplicaciones en donde un inductor externo no puede lograr la temperatura adecuada para que se produzca la unión, debido a su inaccesibilidad
13
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
APLICACIÓN
Se aplica ampliamente para soldar materiales ferro magnéticos como: Hierro, Níquel, Cobalto.
Se emplea en grandes producciones en serie en las que las piezas tienen la misma forma
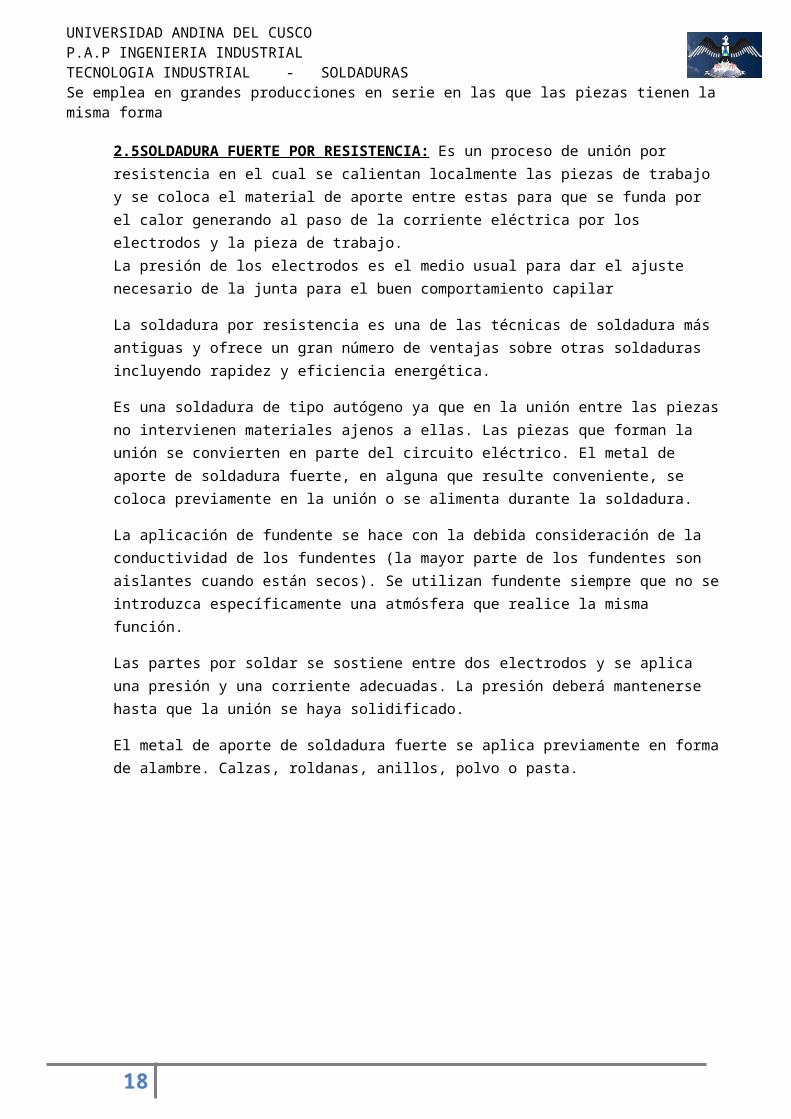
2.5SOLDADURA FUERTE POR RESISTENCIA: Es un proceso de unión por resistencia en el cual se calientan localmente las piezas de trabajo y se coloca el material de aporte entre estas para que se funda por el calor generando al paso de la corriente eléctrica por los electrodos y la pieza de trabajo.La presión de los electrodos es el medio usual para dar el ajuste necesario de la junta para el buen comportamiento capilar
La soldadura por resistencia es una de las técnicas de soldadura más antiguas y ofrece un gran número de ventajas sobre otras soldaduras incluyendo rapidez y eficiencia energética.
Es una soldadura de tipo autógeno ya que en la unión entre las piezas no intervienen materiales ajenos a ellas. Las piezas que forman la unión se convierten en parte del circuito eléctrico. El metal de aporte de soldadura fuerte, en alguna que resulte conveniente, se coloca previamente en la unión o se alimenta durante la soldadura.
14
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
La aplicación de fundente se hace con la debida consideración de la conductividad de los fundentes (la mayor parte de los fundentes son aislantes cuando están secos). Se utilizan fundente siempre que no se introduzca específicamente una atmósfera que realice la misma función.
Las partes por soldar se sostiene entre dos electrodos y se aplica una presión y una corriente adecuadas. La presión deberá mantenerse hasta que la unión se haya solidificado.
El metal de aporte de soldadura fuerte se aplica previamente en forma de alambre. Calzas, roldanas, anillos, polvo o pasta.
APLICACIÓN
La soldadura por resistencia es aplicable a casi todos los metales, excepto el estaño, zinc y plomo
Ventajas:
Los métodos de la soldadura por resistencia son eficientes. Causan poca contaminación.
Desventajas:
Sus aplicaciones son algo limitadas El costo del equipo puede ser alto
15

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS2.6SOLDADURA FUERTE POR INMERSIÓN: Esta variación en el proceso de soldadura fuerte esta limitada a conjuntos muy pequeños
Hay dos métodos de soldadura fuerte con inmersión
a) Baño con metal fundido: Esta técnica consiste en sumergir las piezas en un baño de metal fundido de soldadura fuerte. El material de soldadura fuerte es fundido en un crisol generalmente de grafito, se calienta externamente hasta la temperatura requerida para mantener el material de aporte de soldadura fuerte en estado fluido. Una capa de fundente cubre el metal de aporte fundido. El tamaño del baño fundido (crisol) y el método de calentamiento deben ser tales que la inmersión de las piezas en el baño no baje la temperatura de este último por debajo de la temperatura de soldadura fuerte. Las piezas para soldar primero se limpian y cubren con fundente y luego sumergidas en el baño.Los extremos de los alambres o las piezas deberán mantenerse firmemente juntos desde que se saque del baño hasta que el metal de aporte se haya solidificado por completo.
b) Baño de químico (fundente) fundido: Este método de soldadura fuerte requiere un recipiente metálico o de cerámica para el fundente y un mecanismo para calentar el fundente hasta la temperatura de soldadura fuerte. El calor puede aplicarse externamente con un soplete o internamente con un elemento de calefacción por resistencia eléctrica.
APLICACIÓN
Se utiliza principalmente para soldar ensamblajes pequeños tales como conexiones de alambres o cintas de metal cuando estos pueden sujetarse fácilmente en plantillas.
PREPARACIÓN DE LAS PARTES PARA UNIÓN POR SOLDADURA FUERTE:Para obtener buenos resultados es esencial la limpieza y la colocación correcta de las partes del ensamble, la eliminación de oxido, mugre, grasa, humedad y aceite, para lograr una buena cohesión y penetración el material de aporte de la soldadura.Los procesos de limpieza que se utilizan comúnmente son: ácidos, disolventes, desengrasado a vapor, cepillado mecánico, esmerilado, limpieza a chorro de arena.
Recomendaciones para antes de usar disolventes:-Asegúrese de que el local este ventilado apropiadamente.
16

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS-Use guantes o ungüentos especiales para la piel, para prevenir la extracción de los aceites naturales de al piel y minimizar el riesgo de contraer una dermatitis.-No utilice disolventes cerca de llamas abiertas ni en zonas en al que la temperatura este próxima o sea superior al a del punto de inflamación del disolvente.
AUTOACOMODO: Método de ensamble en el cual las partes tienen características que aseguran que al ser ensambladas permanecerán en la posición correcta durante todo el ciclo de soldadura, sin ayuda de dispositivos auxiliares.
MÉTODOS DE AUTOACOMODO
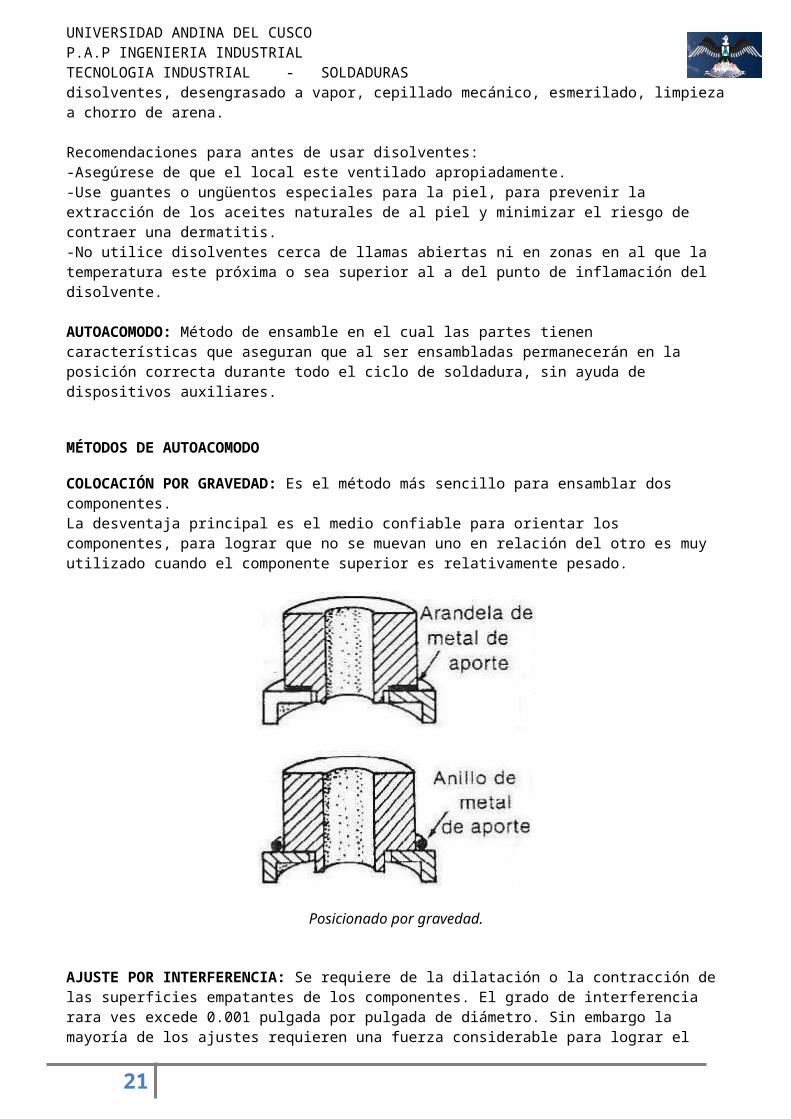
COLOCACIÓN POR GRAVEDAD: Es el método más sencillo para ensamblar dos componentes.La desventaja principal es el medio confiable para orientar los componentes, para lograr que no se muevan uno en relación del otro es muy utilizado cuando el componente superior es relativamente pesado.
Posicionado por gravedad.
AJUSTE POR INTERFERENCIA: Se requiere de la dilatación o la contracción de las superficies empatantes de los componentes. El grado de interferencia rara ves excede 0.001 pulgada por pulgada de diámetro. Sin embargo la mayoría de los ajustes requieren una fuerza considerable para lograr el ensamble, esta fuerza es suministrada por una prensa de columna o una herramienta similar.
17
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Ajustado con interferencia.
MOLETEADO: Haciendo un moleteado al extremo del miembro macho se logran corregir algunos errores para obtener uniformidad entre las juntas unidas por soldadura fuerte.
Moleteado.ESTACADO: Este método se utiliza comúnmente para mantener la orientación de ensambles tales como levas, palancas y engranajes. A veces se aplica como sustituto de la soldadura por puntos, de moleteado o de ajuste con interferencia.
Estacado.
EXPANSIÓN: Se usa para el ensamble de tubos a las laminas con tubos. Pueden colocarse sobre el tubo anillos de metal de aporte para soldar antes o después de la operación de expansión, también puede colocarse una guía en la herramienta de expansión que se proyecte a la parte inferior del tubo soportando la pared de este para evitar deformaciones.
Expandido.
ENGARGOLADO: Cuando el diámetro de un agujero no puede alterarse durante el ensamble, puede asegurarse firmemente por engargolado. Este método se usa en las partes de diversos tipos de ensambles para
18
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASmaquinas de oficina, muchas de las cuales se ensamblan previamente por taladrado cruzado y abocinado de los cubos.
Engargolado por rotación.
RECALCADO: Método efectivo y de bajo costo, es aceptable cuando no es necesario mantener mucha exactitud en el diámetro del agujero y cuando puede tolerarse la saliente en la brida. La ventaja principal es que no se tiene que mantener tolerancias estrechas por que la operación fuerza los componentes a un contacto íntimo.
Recalcado.
ACODILLADO: Se emplea un ensamble se este tipo colocándolo parado en el horno de manera que el material de aporte fluya hacia abajo a través de las juntas.
Si el diámetro del tubo es de dos pulgadas o mas, el material de aporte y las superficies de acero adyacentes deben recubrirse con pasta en polvo de cobre, que se endurece evitando que el aporte cuelgue alejándose de
la junta, la pasta también sirve como suministro adicional de material de aporte.
Acodillado.
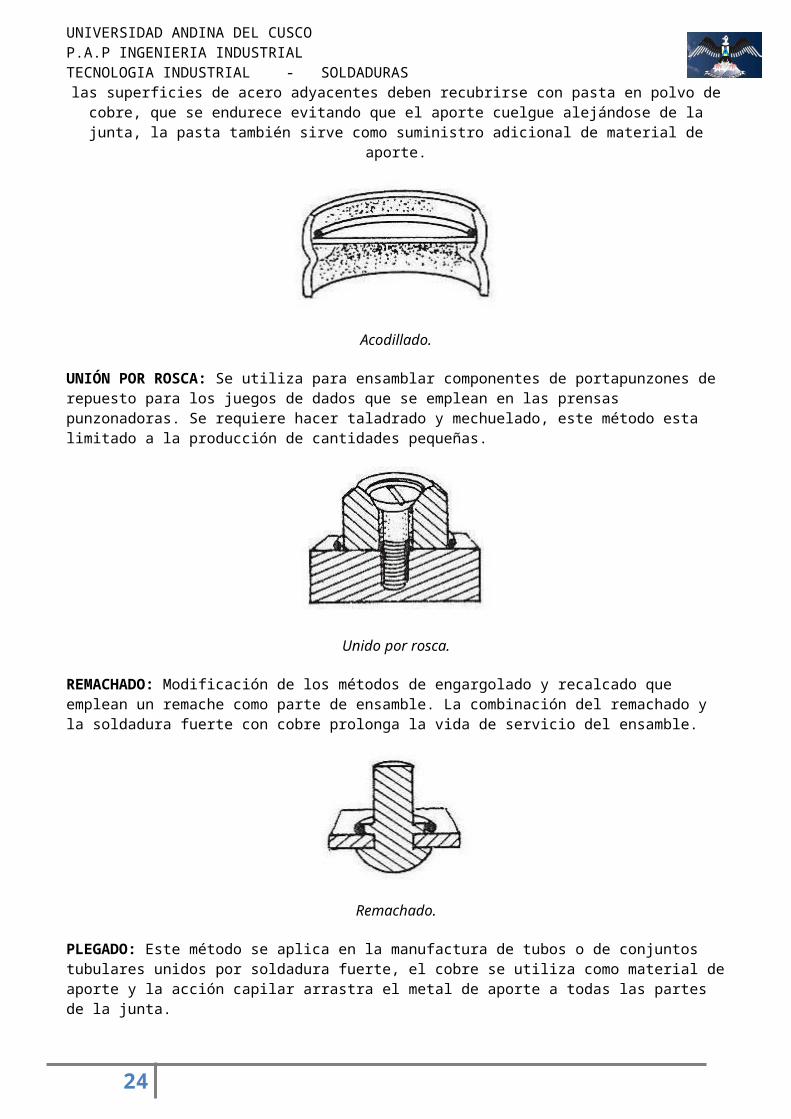
UNIÓN POR ROSCA: Se utiliza para ensamblar componentes de portapunzones de repuesto para los juegos de dados que se emplean en las prensas punzonadoras. Se requiere hacer taladrado y mechuelado, este método esta limitado a la producción de cantidades pequeñas.
19

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Unido por rosca.
REMACHADO: Modificación de los métodos de engargolado y recalcado que emplean un remache como parte de ensamble. La combinación del remachado y la soldadura fuerte con cobre prolonga la vida de servicio del ensamble.
Remachado.
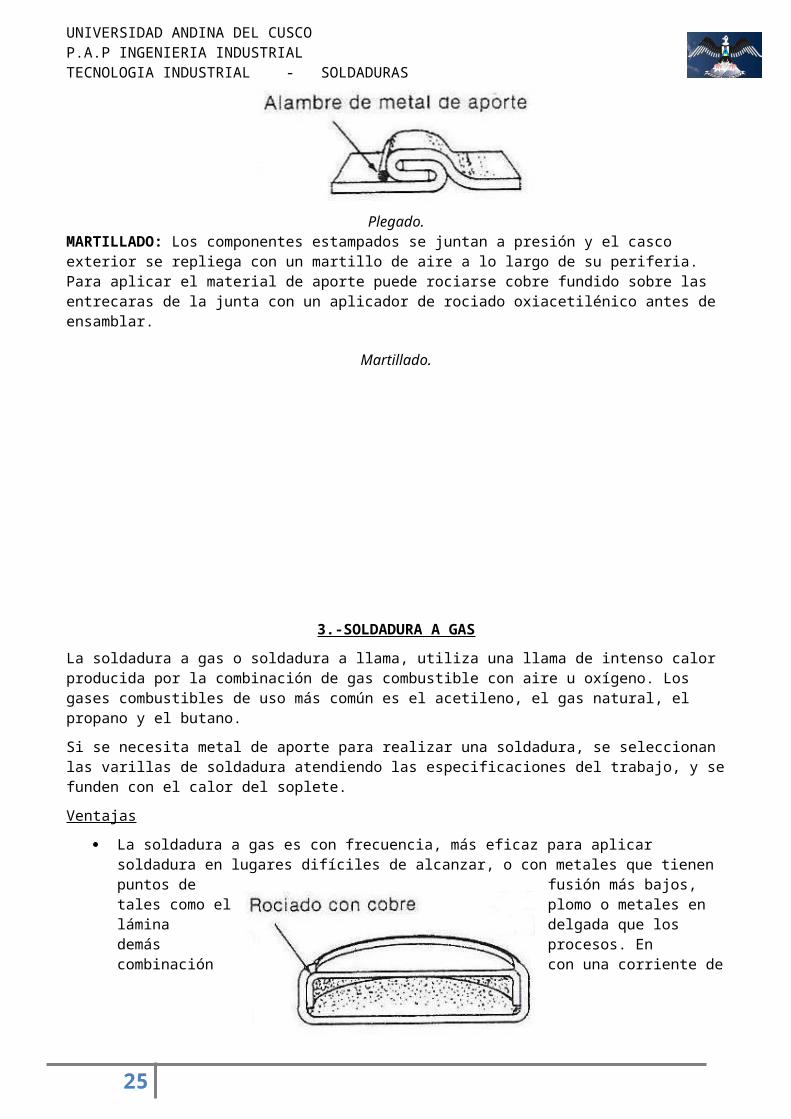
PLEGADO: Este método se aplica en la manufactura de tubos o de conjuntos tubulares unidos por soldadura fuerte, el cobre se utiliza como material de aporte y la acción capilar arrastra el metal de aporte a todas las partes de la junta.
Plegado.MARTILLADO: Los componentes estampados se juntan a presión y el casco exterior se repliega con un martillo de aire a lo largo de su periferia. Para aplicar el material de aporte puede rociarse cobre fundido sobre las entrecaras de la junta con un aplicador de rociado oxiacetilénico antes de ensamblar.
Martillado.
20
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
3.-SOLDADURA A GAS
La soldadura a gas o soldadura a llama, utiliza una llama de intenso calor producida por la combinación de gas combustible con aire u oxígeno. Los gases combustibles de uso más común es el acetileno, el gas natural, el propano y el butano.
Si se necesita metal de aporte para realizar una soldadura, se seleccionan las varillas de soldadura atendiendo las especificaciones del trabajo, y se funden con el calor del soplete.
Ventajas
La soldadura a gas es con frecuencia, más eficaz para aplicar soldadura en lugares difíciles de alcanzar, o con metales que tienen puntos de fusión más bajos, tales como el plomo o metales en lámina delgada que los demás procesos. En combinación con una corriente de oxígeno o de aire, el soplete oxiacetilénico es también un medio excelente para corte y ranurado
Desventajas
Las desventajas de la soldadura con gas combustible giran en torno al hecho de que ciertos metales reaccionan desfavorablemente, y hasta violentamente, en presencia del carbono, el hidrógeno y el oxígeno, todos ellos presentes en el proceso de soldadura con gas combustible.
La soldadura a gas también es mas fría, mas lenta y mas deformante que la soldadura con arco.
TIPOS DE SOLDADURA A GAS:
3.1 SOLDADURA OXIACETILÉNICA : Procedimiento de soldadura autógena por fusión que emplea como fuente de calor una llama denominada oxiacetilónica, que se obtiene de la combustión de acetileno con oxígeno.La capacidad de desarrollar calor, o potencia, de la boquilla oxiacetilénica, depende del caudal de mezcla gaseosa que puede suministrar. La potencia de la boquilla se establece en base al espesor de las chapas que se desea soldar. La máxima temperatura que puede alcanzarse en el punto más caliente de la llama se aproxima a 3.000 °C. La soldadura puede realizarse con ayuda de material de aportación o sin ella.. Por ejemplo, con llama de baja temperatura se emplea para realizar operaciones de soldadura con metal de aportación en las uniones entre las puertas y los marcos de contorno de las ventanillas; otra operación realizada de este modo es la soldadura hermética entre los pasos de rueda y la estructura del piso. En los talleres de reparación, la boquilla oxiacetilénica se emplea para soldar, cortar, doblar y enderezar chapas.
Características de los elementos de la soldadura oxiacetilénica
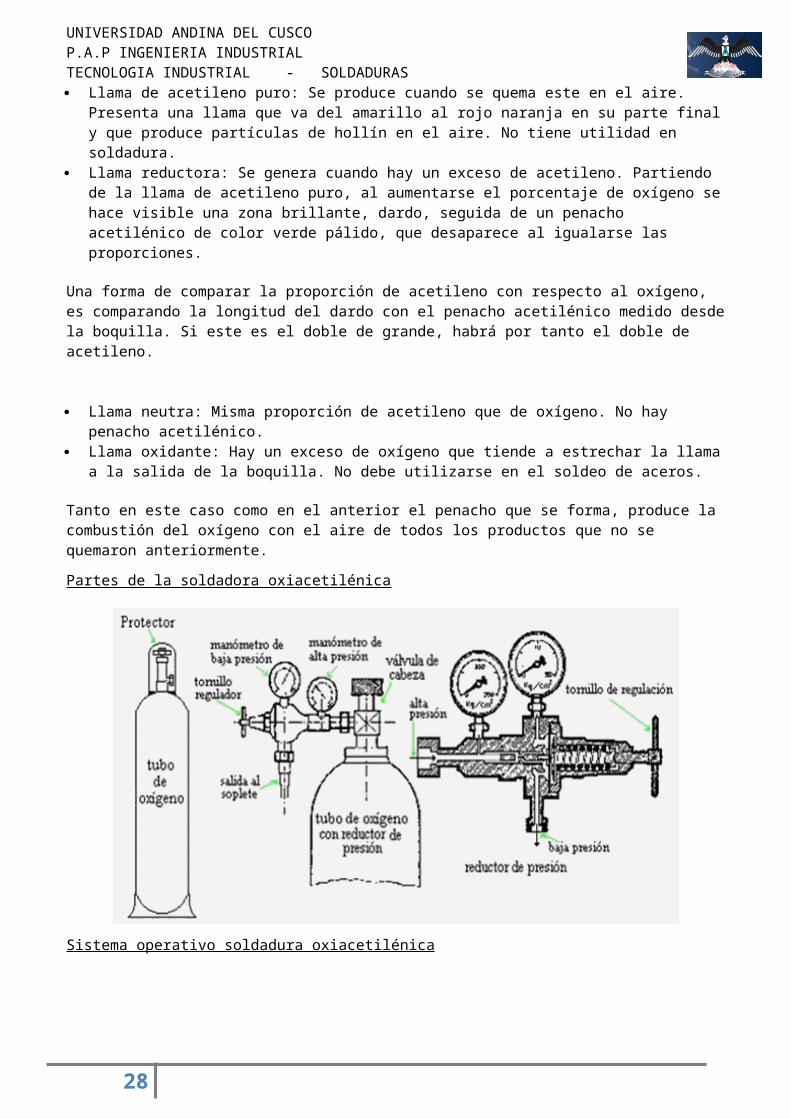
Además de las dos botellas móviles que contienen el combustible y el comburente, los elementos principales que intervienen en el proceso de soldadura oxiacetilénica son los mano reductores, el soplete, las válvulas anti retroceso y las mangueras. (Ver fig. 1)
21

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Fig. 1: Elementos principales de una instalación móvil de soldadura por gas
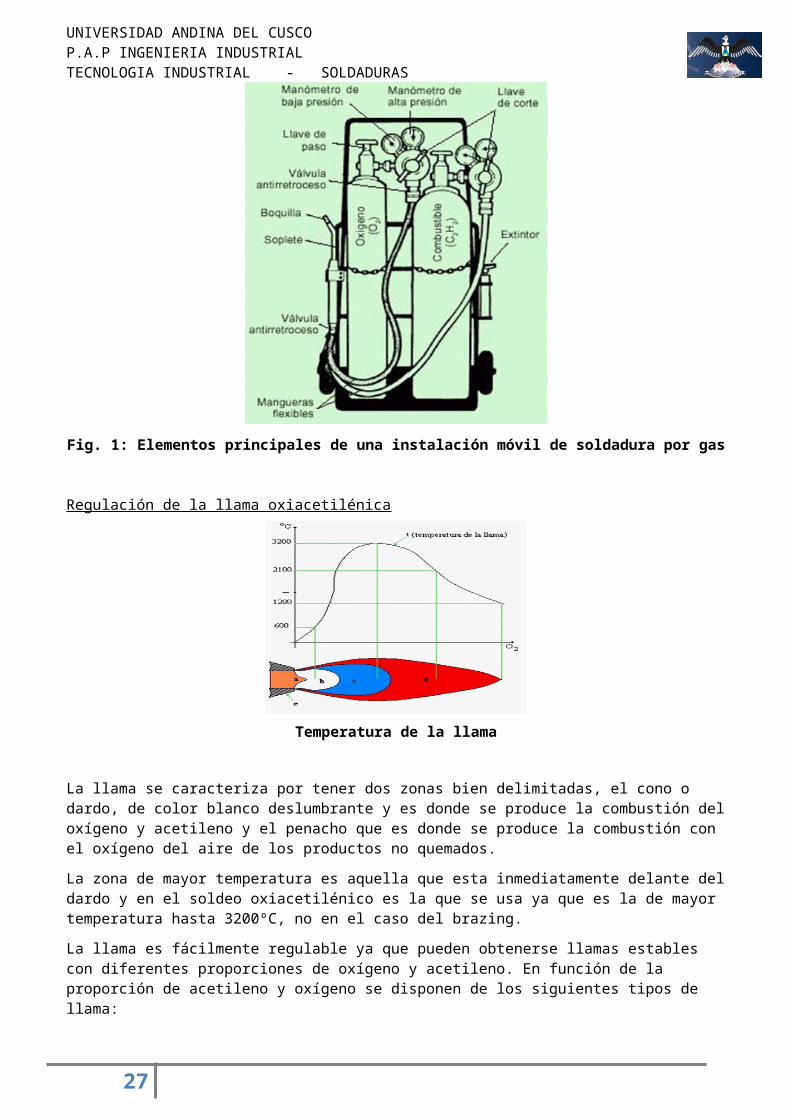
Regulación de la llama oxiacetilénica
Temperatura de la llama
La llama se caracteriza por tener dos zonas bien delimitadas, el cono o dardo, de color blanco deslumbrante y es donde se produce la combustión del oxígeno y acetileno y el penacho que es donde se produce la combustión con el oxígeno del aire de los productos no quemados.
La zona de mayor temperatura es aquella que esta inmediatamente delante del dardo y en el soldeo oxiacetilénico es la que se usa ya que es la de mayor temperatura hasta 3200ºC, no en el caso del brazing.
La llama es fácilmente regulable ya que pueden obtenerse llamas estables con diferentes proporciones de oxígeno y acetileno. En función de la proporción de acetileno y oxígeno se disponen de los siguientes tipos de llama:
Llama de acetileno puro: Se produce cuando se quema este en el aire. Presenta una llama que va del amarillo al rojo naranja en su parte final y que produce partículas de hollín en el aire. No tiene utilidad en soldadura.
22

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS Llama reductora: Se genera cuando hay un exceso de acetileno. Partiendo de la llama de acetileno puro, al
aumentarse el porcentaje de oxígeno se hace visible una zona brillante, dardo, seguida de un penacho acetilénico de color verde pálido, que desaparece al igualarse las proporciones.
Una forma de comparar la proporción de acetileno con respecto al oxígeno, es comparando la longitud del dardo con el penacho acetilénico medido desde la boquilla. Si este es el doble de grande, habrá por tanto el doble de acetileno.
Llama neutra: Misma proporción de acetileno que de oxígeno. No hay penacho acetilénico. Llama oxidante: Hay un exceso de oxígeno que tiende a estrechar la llama a la salida de la boquilla. No
debe utilizarse en el soldeo de aceros.
Tanto en este caso como en el anterior el penacho que se forma, produce la combustión del oxígeno con el aire de todos los productos que no se quemaron anteriormente.
Partes de la soldadora oxiacetilénica
Sistema operativo soldadura oxiacetilénica
23
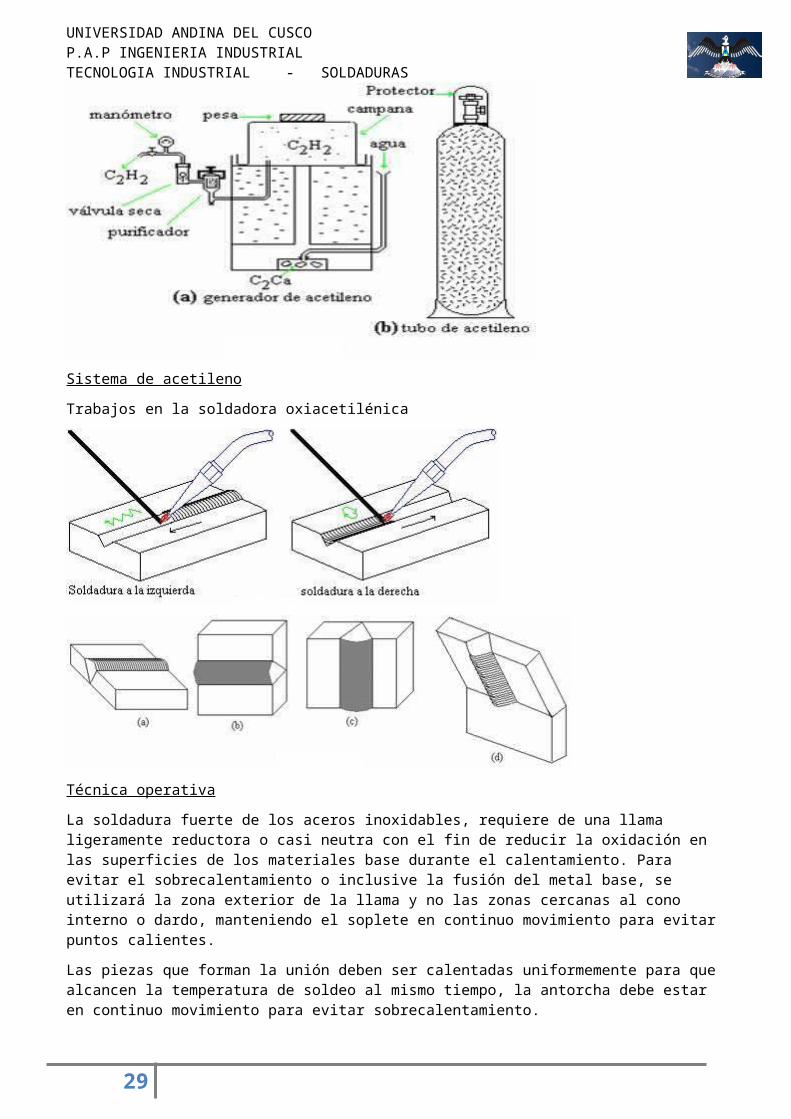
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASSistema de acetileno
Trabajos en la soldadora oxiacetilénica
Técnica operativa
La soldadura fuerte de los aceros inoxidables, requiere de una llama ligeramente reductora o casi neutra con el fin de reducir la oxidación en las superficies de los materiales base durante el calentamiento. Para evitar el sobrecalentamiento o inclusive la fusión del metal base, se utilizará la zona exterior de la llama y no las zonas cercanas al cono interno o dardo, manteniendo el soplete en continuo movimiento para evitar puntos calientes.
Las piezas que forman la unión deben ser calentadas uniformemente para que alcancen la temperatura de soldeo al mismo tiempo, la antorcha debe estar en continuo movimiento para evitar sobrecalentamiento.
Al tratar de soldar dos piezas con diferentes secciones o distintas conductividad, siempre recibirá mayor aporte energético, la de mayor espesor o la de mayor conductividad, simplemente debido a que esta última disipará el calor más rápidamente. En cualquier caso, la mejor manera de comprobar la homogeneidad del calentamiento, radica en observar que los cambios que sufre el fundente se realizan de manera uniforme independientes de las secciones o conductividad de las superficies a soldar.
24
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
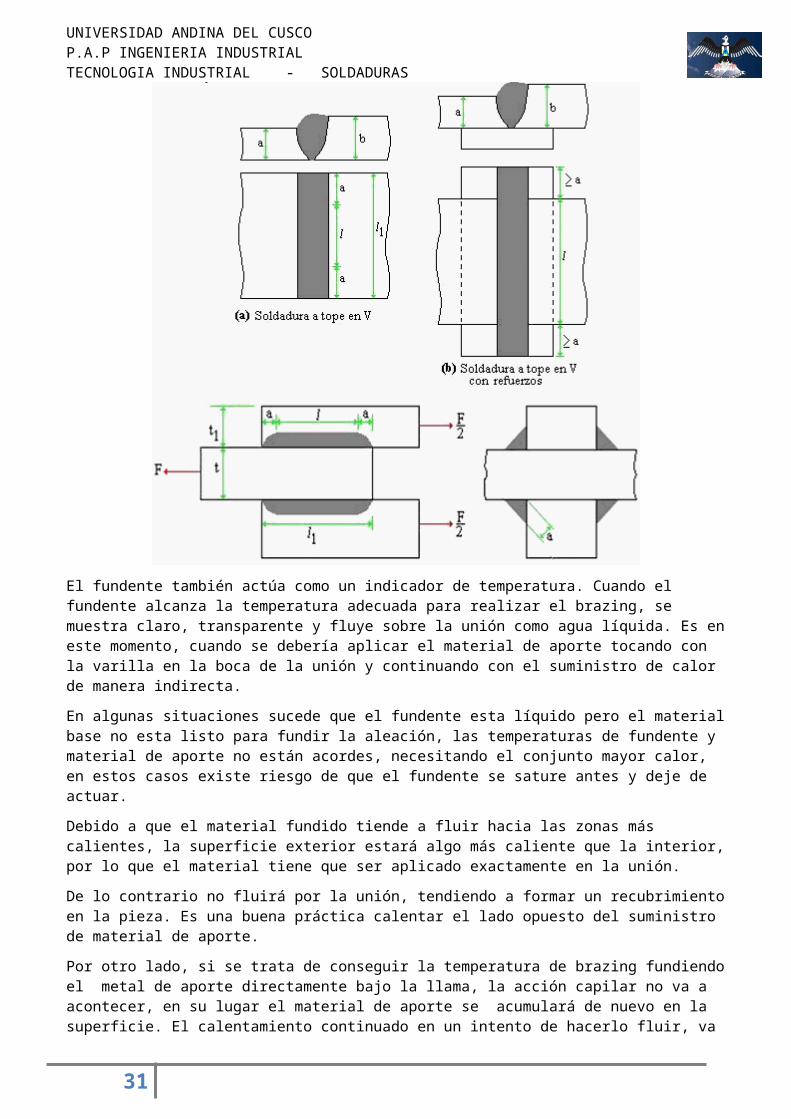
El fundente también actúa como un indicador de temperatura. Cuando el fundente alcanza la temperatura adecuada para realizar el brazing, se muestra claro, transparente y fluye sobre la unión como agua líquida. Es en este momento, cuando se debería aplicar el material de aporte tocando con la varilla en la boca de la unión y continuando con el suministro de calor de manera indirecta.
25

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASEn algunas situaciones sucede que el fundente esta líquido pero el material base no esta listo para fundir la aleación, las temperaturas de fundente y material de aporte no están acordes, necesitando el conjunto mayor calor, en estos casos existe riesgo de que el fundente se sature antes y deje de actuar.
Debido a que el material fundido tiende a fluir hacia las zonas más calientes, la superficie exterior estará algo más caliente que la interior, por lo que el material tiene que ser aplicado exactamente en la unión.
De lo contrario no fluirá por la unión, tendiendo a formar un recubrimiento en la pieza. Es una buena práctica calentar el lado opuesto del suministro de material de aporte.
Por otro lado, si se trata de conseguir la temperatura de brazing fundiendo el metal de aporte directamente bajo la llama, la acción capilar no va a acontecer, en su lugar el material de aporte se acumulará de nuevo en la superficie. El calentamiento continuado en un intento de hacerlo fluir, va originar la alteración de la composición del material de aporte con el riesgo de liberar humos que pueden llegar a ser tóxicos.
APLICACIONES
La soldadura oxiacetilénica se halla muy extendida en los talleres de reparación y en los de carrocerías. En cambio, en las fábricas de automóviles únicamente algunas operaciones de soldadura se realizan con boquilla oxiacetilénica.
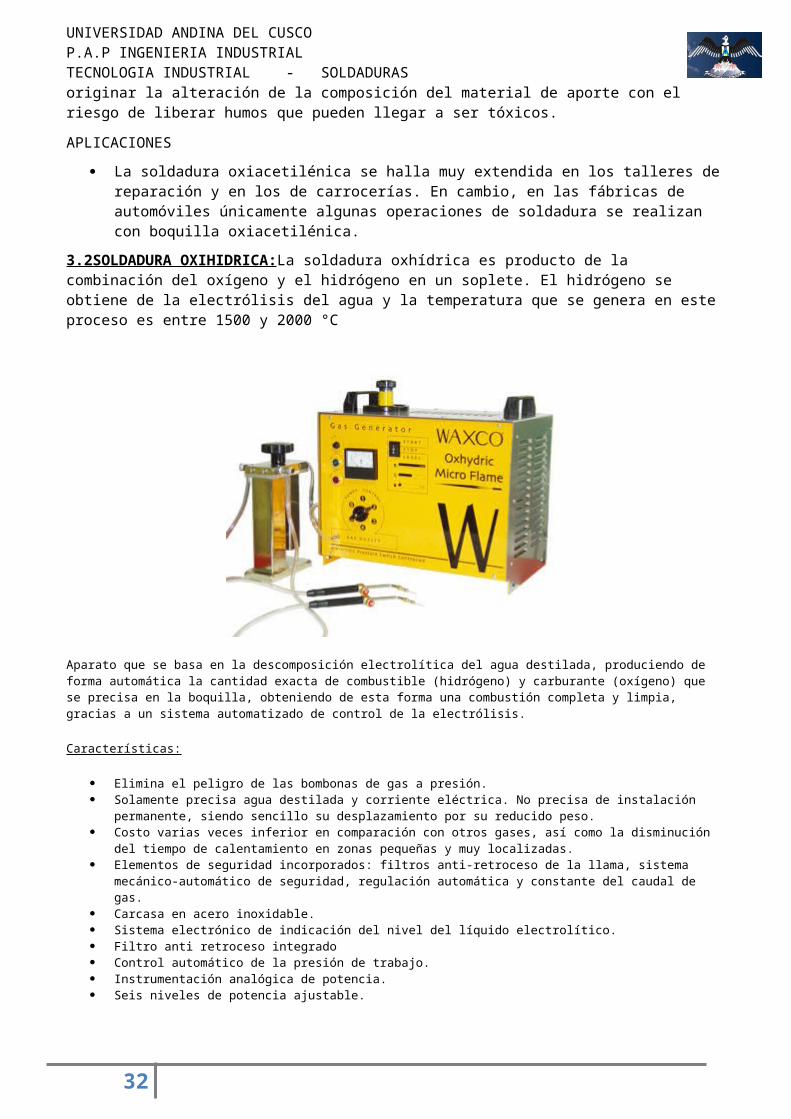
3.2SOLDADURA OXIHIDRICA:La soldadura oxhídrica es producto de la combinación del oxígeno y el hidrógeno en un soplete. El hidrógeno se obtiene de la electrólisis del agua y la temperatura que se genera en este proceso es entre 1500 y 2000 °C
Aparato que se basa en la descomposición electrolítica del agua destilada, produciendo de forma automática la cantidad exacta de combustible (hidrógeno) y carburante (oxígeno) que se precisa en la boquilla, obteniendo de esta forma una combustión completa y limpia, gracias a un sistema automatizado de control de la electrólisis.
Características:
Elimina el peligro de las bombonas de gas a presión. Solamente precisa agua destilada y corriente eléctrica. No precisa de instalación permanente, siendo
sencillo su desplazamiento por su reducido peso. Costo varias veces inferior en comparación con otros gases, así como la disminución del tiempo de
calentamiento en zonas pequeñas y muy localizadas. Elementos de seguridad incorporados: filtros anti-retroceso de la llama, sistema mecánico-
automático de seguridad, regulación automática y constante del caudal de gas. Carcasa en acero inoxidable. Sistema electrónico de indicación del nivel del líquido electrolítico. Filtro anti retroceso integrado
26
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Control automático de la presión de trabajo. Instrumentación analógica de potencia. Seis niveles de potencia ajustable.
3.3SOLDADURA A GAS CON PRESÍON: La Soldadura a Gas con Presión es un método sumamente confiable para unir barras de acero. Es una alta tecnología de soldadura que responde a las necesidades actuales de garantizar la resistencia, y de efectuarse con rapidez y facilidad.
Procedimiento:
Limpieza de las superficies de los extremos
Elimine las impurezas (como óxido, cemento, pintura, etc.) con un esmeril. Procure dejar las superficies planas y perpendiculares al eje de la barra para no dejar espacios entre ellas. Finalmente, bisele ligeramente los cantos de las superficies extremas.
Fase inicial de calentamiento y aplicación de presión: Al iniciar el proceso, se debe calentar con una flama reductora (flama con un mayor contenido de acetileno) para evitar la oxidación de la superficie de las barras
Durante la soldadura (aplicación de calor y presión)
Con el gato hidráulico se aplica presión sobre los extremos de las barras. En cuanto se cierre el espacio entre ellas, se cambia el tipo de flama a una flama neutra. Se aplica más presión y se procede a calentar con movimientos oscilatorios en dirección del eje de las barras para conseguir un bulbo con un contorno suave.
Finalización de la soldadura El diámetro y la longitud del bulbo al finalizar la soldadura deben ser mayores de 1.4 veces y 1.2 veces el diámetro de la barra, respectivamente.
Para soldadura a gas con presión se utiliza la flama mixta El tanque de oxígeno se llena con una presión de 150 kg/cm2 (a 35°C). Si la temperatura aumenta, también aumenta la presión en el tanque, por lo cual será necesario proteger el tanque del sol, cubriéndolo por ejemplo con una lona. Una característica del oxígeno es que al mezclarse con otros gases se volatiza y favorece la combustión, además es inoloro, incoloro e insaboro y más pesado que el aire
Flama MixtaPrimero se abre el tanque de gas acetileno y se enciende la flama. Después se agrega el oxígeno poco a poco. Cuando la pluma de acetileno y la parte blanca de la flama coinciden se dice que la flama es neutra. Sin embargo, al inicio del proceso se debe calentar con flama reductora hasta que se cierren los espacios entre las varillas y evitar así que se oxiden las superficies de los extremos.
Tanque de Acetileno
27
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASEl tanque de acetileno se llena a una presión de 15.5 kg/cm2 (a 15°C). Si se abre la válvula de seguridad o si existen fugas, el liquido brotará rápidamente vaporizándose y convirtiéndose en grandes cantidades de gas, por lo cual es importante que el tanque siempre esté en posición vertical. Algunas características del gas acetileno son que es más ligero que el oxígeno, es incoloro, insaboro, con un ligero olor, y reacciona químicamente.
Quemador de boquillas múltiples: el quemador se utiliza para soldaduras a gas con presión es de boquillas múltiples como se muestra en el dibujo
Sujetador de barras: Mediante este equipo se fijan las barras con tornillos y se aplica la presión con un gato hidráulico desmontable
Compresor: Es un instrumento para aplicar la presión a las barras de acero utilizando una bomba hidráulica la cual transmite presión a través de una manguera de alta presión y un cilindro con pistón hidráulico
28
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASEquipo para soldadura a gas con presión
APLICACIÓN
Por todas estas características, la Soldadura a Gas y Presión le ayudará a mejorar la calidad e incrementar la
rentabilidad de las obras en donde se utilicen barras de acero y rieles para ferrocarril.
Ventajas
La unión presenta una resistencia excelente: A diferencia de las uniones mecánicas, mediante la soldadura a gas y presión se unen las barras a nivel atómico haciendo que las dos barras se vuelvan una sola pieza con una resistencia igual o mayor que la del material original. El proceso garantiza fácilmente que la unión posea la resistencia requerida por las normas.
Los instrumentos que se utilizan son ligeros y de fácil manejo tanto el equipo para aplicar presión como el quemador son ligeros y fáciles de usar. además, no requieren de mucha energía eléctrica por lo que se ahorrará energía en la obra.
Se hace en un dos por tres se puede soldar en 5 min. contando desde la preparación del equipo hasta el final del proceso. el tiempo efectivo requerido para soldar es de 90 segundos (en caso de barras de una pulgada de diámetro). es muy rápido incrementa la rentabilidad ahorrando el costo de material
La soldadura a gas y presión une la superficie de los extremos de dos barras de acero por lo cual Ud logrará abatir los desperdicios de material. Sumado al ahorro en energía eléctrica, SElogrará grandes beneficios.
4.-SOLDADURAS POR RESISTENCIA
29

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
La soldadura por resistencia es uno de muchos métodos de unir dos o más piezas de metal. Algunos de esos métodos son listados debajo a fin de ilustrar en que difiere la soldadura de resistencia de las demás.
1. Empernar2. Ribetear/Remachar3. Soldar4. Suelda de Arco5. Soldadura por ResistenciaEmpernar, ribetear, soldar y suelda de arco, todas requieren de un material adicional a ser añadido al metal que va a ser unido. Adicionalmente, empernar y ribetear, requieren que se haga agujeros al metal para que calcen los ribetes o pernos en el metal.
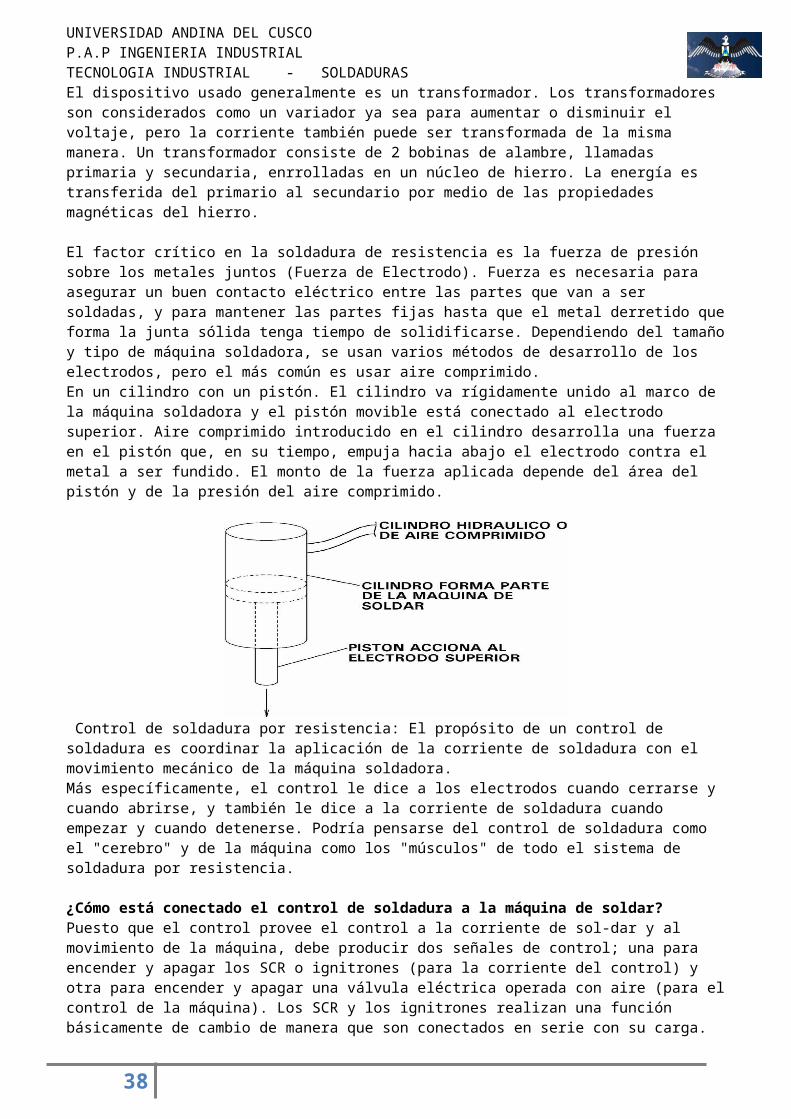
Procedimiento: Las dos piezas de metal que van a unirse son presionadas juntas por los electrodos de la máquina soldadora de manera que hagan un buen contacto eléctrico.Entonces se pasa la corriente eléctrica a través de ellos, se los calienta hasta que empiecen a derretir en el punto donde están en contacto El metal fundido de las dos piezas fluye y las piezas se unen; entonces la corriente se apaga y el metal fundido se solidifica, formando una conexión metálica sólida entre las dos piezas. El término "Soldadura de Resistencia" viene del hecho de que es la propiedad eléctrica de la resistencia del metal a ser soldado la que causa el calor que se generará cuando la corriente fluye a través de él.
Factores importantes Importante para la formación apropiada del área fundida entre las piezas a ser soldadas es la magnitud de la corriente, el tiempo durante el cual esta corriente fluye, y la fuerza al presionar las partes juntas. El valor óptimo de esos parámetros varía con el tipo de metal y su grosor. Para el acero bajo en carbón usado comúnmente de 1/16" de grosor, un valor típico de corriente es de 10.000 amperios, por un tiempo de ¼ de segundo, y una fuerza en los electrodos de 600 libras.
Corriente: Una corriente de 10.000 amperios no está disponible en cualquier tomacorriente estándard. La máxima corriente disponible en los tomacorrientes de casa y oficinas es de 15 amperios. Aún en las fábricas donde se utilizan grandes cantidades de energía eléctrica, 200 amperios es la corriente disponible en los circuitos de distribución eléctrica. Sin embargo, para conseguir los 10.000 amperios necesarios para la
30
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASsoldadura por resistencia hay algunos dispositivos que deben usarse para aumentar la corriente desde un nivel relativamente bajo de la línea de energía.El dispositivo usado generalmente es un transformador. Los transformadores son considerados como un variador ya sea para aumentar o disminuir el voltaje, pero la corriente también puede ser transformada de la misma manera. Un transformador consiste de 2 bobinas de alambre, llamadas primaria y secundaria, enrrolladas en un núcleo de hierro. La energía es transferida del primario al secundario por medio de las propiedades magnéticas del hierro.
El factor crítico en la soldadura de resistencia es la fuerza de presión sobre los metales juntos (Fuerza de Electrodo). Fuerza es necesaria para asegurar un buen contacto eléctrico entre las partes que van a ser soldadas, y para mantener las partes fijas hasta que el metal derretido que forma la junta sólida tenga tiempo de solidificarse. Dependiendo del tamaño y tipo de máquina soldadora, se usan varios métodos de desarrollo de los electrodos, pero el más común es usar aire comprimido.En un cilindro con un pistón. El cilindro va rígidamente unido al marco de la máquina soldadora y el pistón movible está conectado al electrodo superior. Aire comprimido introducido en el cilindro desarrolla una fuerza en el pistón que, en su tiempo, empuja hacia abajo el electrodo contra el metal a ser fundido. El monto de la fuerza aplicada depende del área del pistón y de la presión del aire comprimido.
Control de soldadura por resistencia: El propósito de un control de soldadura es coordinar la aplicación de la corriente de soldadura con el movimiento mecánico de la máquina soldadora.Más específicamente, el control le dice a los electrodos cuando cerrarse y cuando abrirse, y también le dice a la corriente de soldadura cuando empezar y cuando detenerse. Podría pensarse del control de soldadura como el "cerebro" y de la máquina como los "músculos" de todo el sistema de soldadura por resistencia.
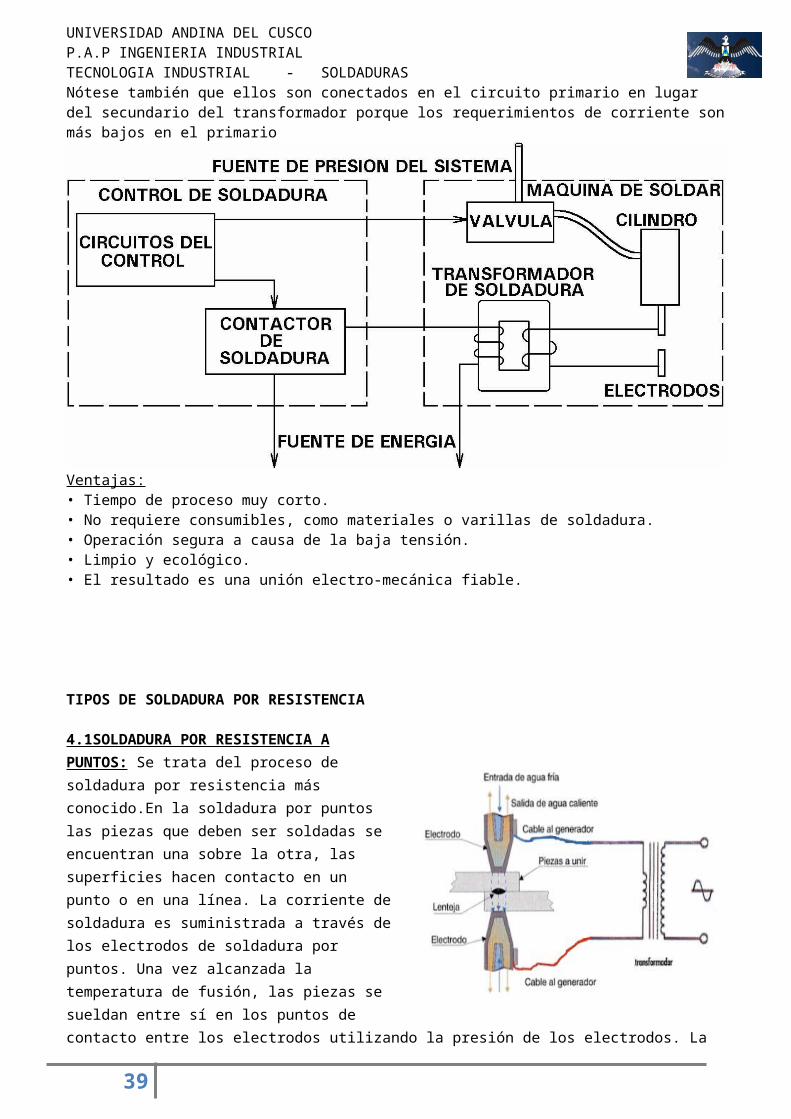
¿Cómo está conectado el control de soldadura a la máquina de soldar?Puesto que el control provee el control a la corriente de sol-dar y al movimiento de la máquina, debe producir dos señales de control; una para encender y apagar los SCR o ignitrones (para la corriente del control) y otra para encender y apagar una válvula eléctrica operada con aire (para el control de la máquina). Los SCR y los ignitrones realizan una función básicamente de cambio de manera que son conectados en serie con su carga. Nótese también que ellos son conectados en el circuito primario en lugar del secundario del transformador
31
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASporque los requerimientos de corriente son más bajos en el primario
Ventajas:• Tiempo de proceso muy corto.• No requiere consumibles, como materiales o varillas de soldadura.• Operación segura a causa de la baja tensión.• Limpio y ecológico.• El resultado es una unión electro-mecánica fiable.
TIPOS DE SOLDADURA POR RESISTENCIA
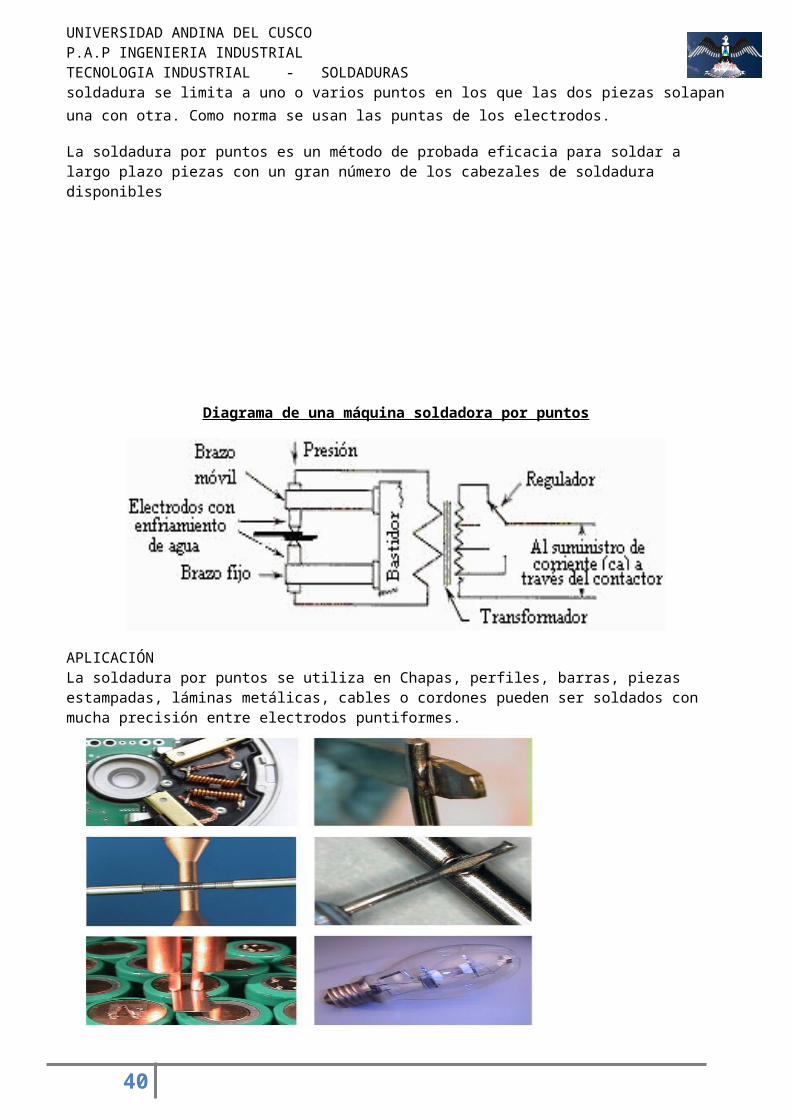
4.1SOLDADURA POR RESISTENCIA A PUNTOS: Se trata del proceso de soldadura por resistencia más conocido.En la soldadura por puntos las piezas que deben ser soldadas se encuentran una sobre la otra, las superficies hacen contacto en un punto o en una línea. La corriente de soldadura es suministrada a través de los electrodos de soldadura por puntos. Una vez alcanzada la temperatura de fusión, las piezas se sueldan entre sí en los puntos de contacto entre los electrodos utilizando la presión de los electrodos. La soldadura se limita a uno o varios puntos en los que las dos piezas solapan una con otra. Como norma se usan las puntas de los electrodos.
La soldadura por puntos es un método de probada eficacia para soldar a largo plazo piezas con un gran número de los cabezales de soldadura disponibles
32

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Diagrama de una máquina soldadora por puntos
APLICACIÓNLa soldadura por puntos se utiliza en Chapas, perfiles, barras, piezas estampadas, láminas metálicas, cables o cordones pueden ser soldados con mucha precisión entre electrodos puntiformes.
Ventajas
El método de soldadura por resistencia permite la unión exacta, segura y rápida de una gran variedad de tipos de materiales y formas.
Para evitar deformaciones no deseadas en la parte externa de la pieza, el electrodo de contacto está concebido en este proceso de tal manera que se produzca el mayor área de contacto posible.
El uso de cabezales de soldadura múltiple es una solución viable para producir múltiples contactos de soldadura por puntos para lograr así una mayor fuerza de unión y aumentar la precisión.
4.2SOLDADURA POR RESISTENCIA POR COSTURA
33
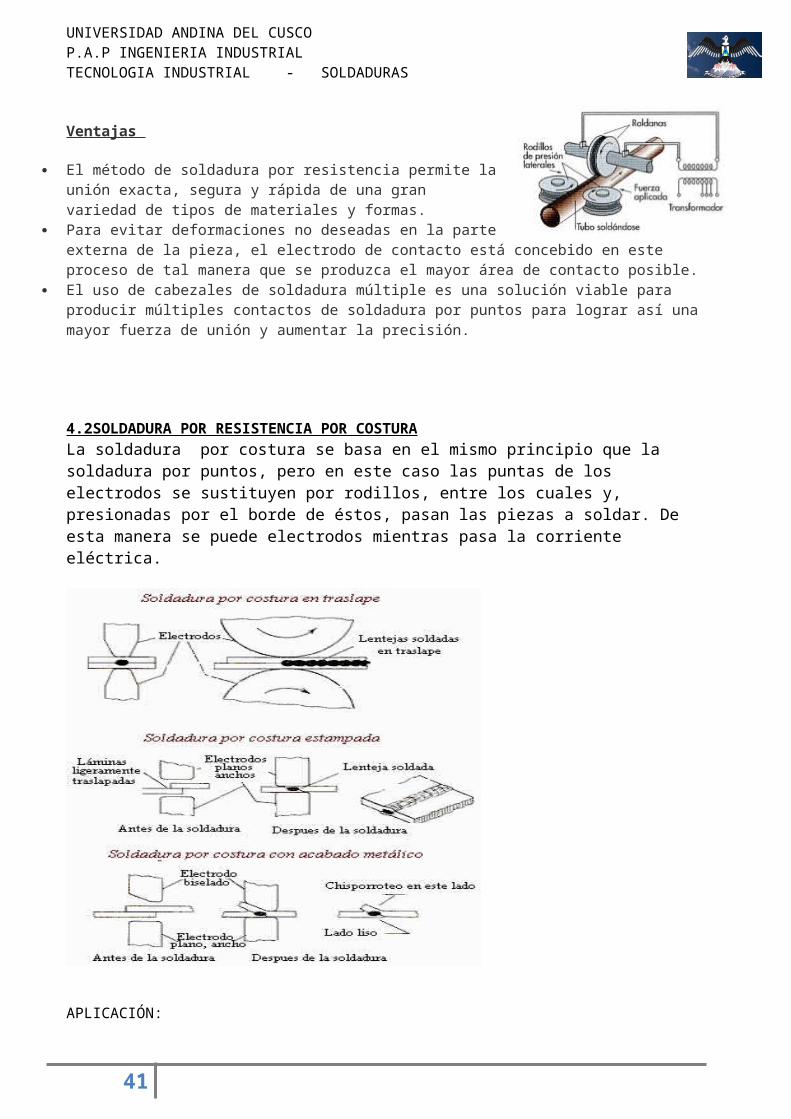
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASLa soldadura por costura se basa en el mismo principio que la soldadura por puntos, pero en este caso las puntas de loselectrodos se sustituyen por rodillos, entre los cuales y, presionadas por el borde de éstos, pasan las piezas a soldar. De esta manera se puede electrodos mientras pasa la corriente eléctrica.
APLICACIÓN:
Es la destinada a la "costura" de láminas impenetrables.
4.3SOLDADURA POR RESISTENCIA A PROYECCION: La soldadura se realiza por contacto de la pieza con resaltes o puntos especialmente rugosos de diferente forma en esta se producen varios puntos a la vez en cada ocasión que se genera el proceso. Los puntos están determinados por la posición de un conjunto de puntas que hacen contacto al mismo tiempo.
APLICACIÓN: Soldadura de proyección sobre hojas metálicas de cerrojos y tornillos. Soldadura de barras accionadores como alambres o varillas.
34

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Soldadura de proyección de tuberías en T o uniones cruciformes como grifos. La soldadura cruzada de alambre (mallas) es un ejemplo de soldadura por proyección.
4.4SOLDADURAS POR RESISTENCIA A TOPE: La soldadura a tope consiste en la unión de dos piezas con la misma sección, éstas se presionan cuando está pasando por ellas la corriente eléctrica, con lo que se genera calor en la superficie de contacto. Con la temperatura generada y la presión entre las dos piezas se logra la unión. Los extremos a soldar se colocan a tope y cuando se aplica presión sobre dichos extremos, se hace pasar la corriente, se ensanchan las zonas soldadas, fluyendo los materiales base hacia el exterior.
APLICACIÓN:
Es la usada comúnmente para la unión de hilos o alambres
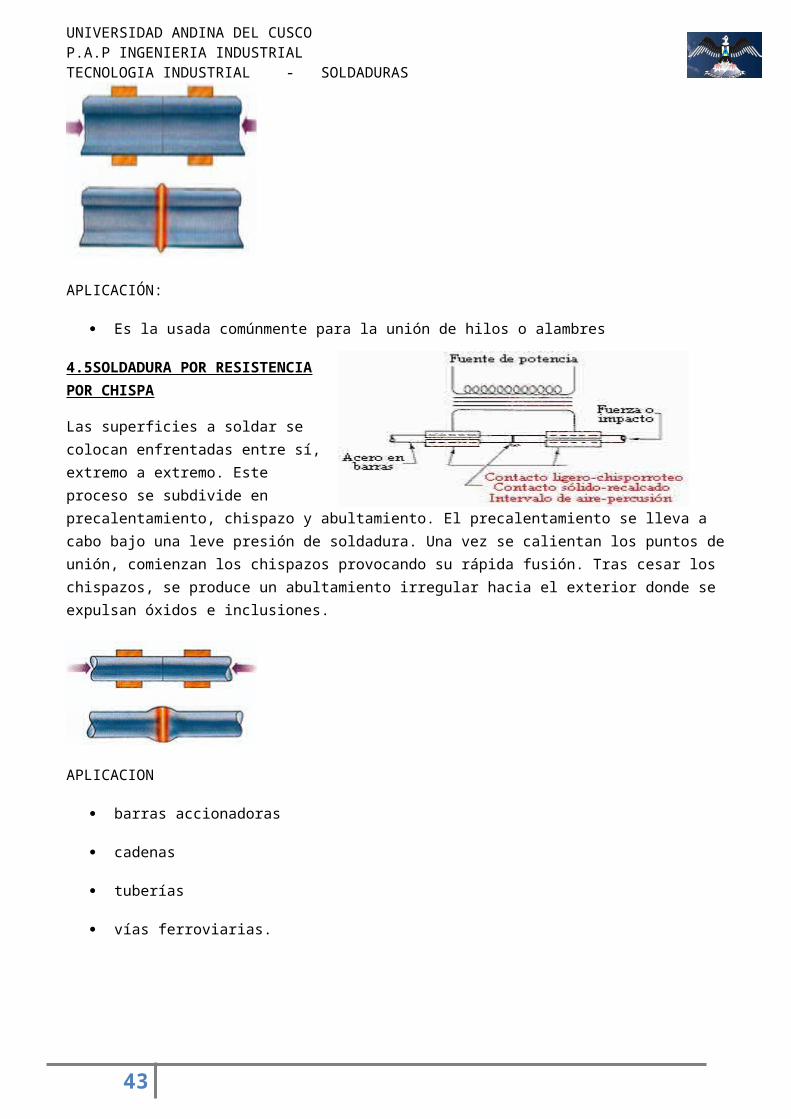
4.5SOLDADURA POR RESISTENCIA POR CHISPA
Las superficies a soldar se colocan enfrentadas entre sí, extremo a extremo. Este proceso se subdivide en precalentamiento, chispazo y abultamiento. El precalentamiento se lleva a cabo bajo una leve presión de soldadura. Una vez se calientan los puntos de unión, comienzan los chispazos provocando su rápida fusión. Tras cesar los chispazos, se produce un abultamiento irregular hacia el exterior donde se expulsan óxidos e inclusiones.
APLICACION
barras accionadoras
cadenas
tuberías
vías ferroviarias.
35
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
5.-SOLDADURAS POR ARCO
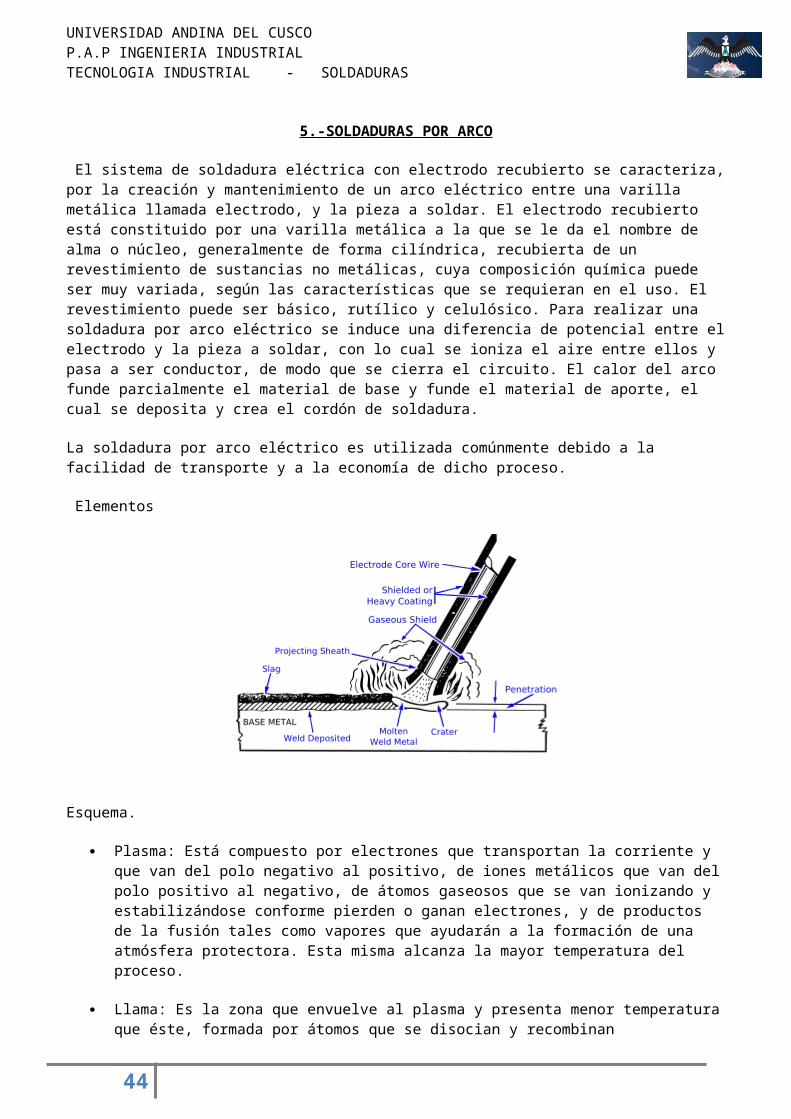
El sistema de soldadura eléctrica con electrodo recubierto se caracteriza, por la creación y mantenimiento de un arco eléctrico entre una varilla metálica llamada electrodo, y la pieza a soldar. El electrodo recubierto está constituido por una varilla metálica a la que se le da el nombre de alma o núcleo, generalmente de forma cilíndrica, recubierta de un revestimiento de sustancias no metálicas, cuya composición química puede ser muy variada, según las características que se requieran en el uso. El revestimiento puede ser básico, rutílico y celulósico. Para realizar una soldadura por arco eléctrico se induce una diferencia de potencial entre el electrodo y la pieza a soldar, con lo cual se ioniza el aire entre ellos y pasa a ser conductor, de modo que se cierra el circuito. El calor del arco funde parcialmente el material de base y funde el material de aporte, el cual se deposita y crea el cordón de soldadura.
La soldadura por arco eléctrico es utilizada comúnmente debido a la facilidad de transporte y a la economía de dicho proceso.
Elementos
Esquema.
Plasma: Está compuesto por electrones que transportan la corriente y que van del polo negativo al positivo, de iones metálicos que van del polo positivo al negativo, de átomos gaseosos que se van ionizando y estabilizándose conforme pierden o ganan electrones, y de productos de la fusión tales como vapores que ayudarán a la formación de una atmósfera protectora. Esta misma alcanza la mayor temperatura del proceso.
Llama: Es la zona que envuelve al plasma y presenta menor temperatura que éste, formada por átomos que se disocian y recombinan desprendiendo calor por la combustión del revestimiento del electrodo. Otorga al arco eléctrico su forma cónica.
Baño de fusión: La acción calorífica del arco provoca la fusión del material, donde parte de éste se mezcla con el material de aportación del electrodo, provocando la soldadura de las piezas una vez solidificado.
Cráter: Surco producido por el calentamiento del metal. Su forma y profundidad vendrán dadas por el poder de penetración del electrodo.
36
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Cordón de soldadura: Está constituido por el metal base y el material de aportación del electrodo y se pueden diferenciar dos partes: la escoria, compuesta por impurezas que son segregadas durante la solidificación y que posteriormente son eliminadas, y sobre el espesor, formado por la parte útil del material de aportación y parte del metal base, la soldadura en sí.
Electrodo: Son varillas metálicas preparadas para servir como polo del circuito; en su extremo se genera el arco eléctrico. En algunos casos, sirven también como material fundente. La varilla metálica a menudo va recubierta por una combinación de materiales que varían de un electrodo a otro. El recubrimiento en los electrodos tiene diversa funciones, éstas pueden resumirse en las siguientes:
o Función eléctrica del recubrimientoo Función física de la escoriao Función metalúrgica del recubrimiento
Funciones de los recubrimientos
Función eléctrica del recubrimiento
La estabilidad del arco para la soldadura depende de una amplia serie de factores como es la ionización del aire para que fluya adecuadamente la electricidad. Para lograr una buena ionización se añaden al revestimiento del electrodo productos químicos denominados sales de sodio, potasio y bario los cuales tienen una tensión de ionización baja y un poder termoiónico elevado. El recubrimiento, también contiene en su composición productos como los silicatos, los carbonatos, los óxidos de hierro y óxidos de titanio que favorecen la función física de los electrodos, que facilitan la soldadura en las diversas posiciones de ejecución del soldeo.
Función metalúrgica de los recubrimientos
Además de las funciones de estabilizar y facilitar el funcionamiento eléctrico del arco y de contribuir físicamente a la mejor formación del cordón, el recubrimiento tiene una importancia decisiva en la calidad de la soldadura. la soldadura de arco
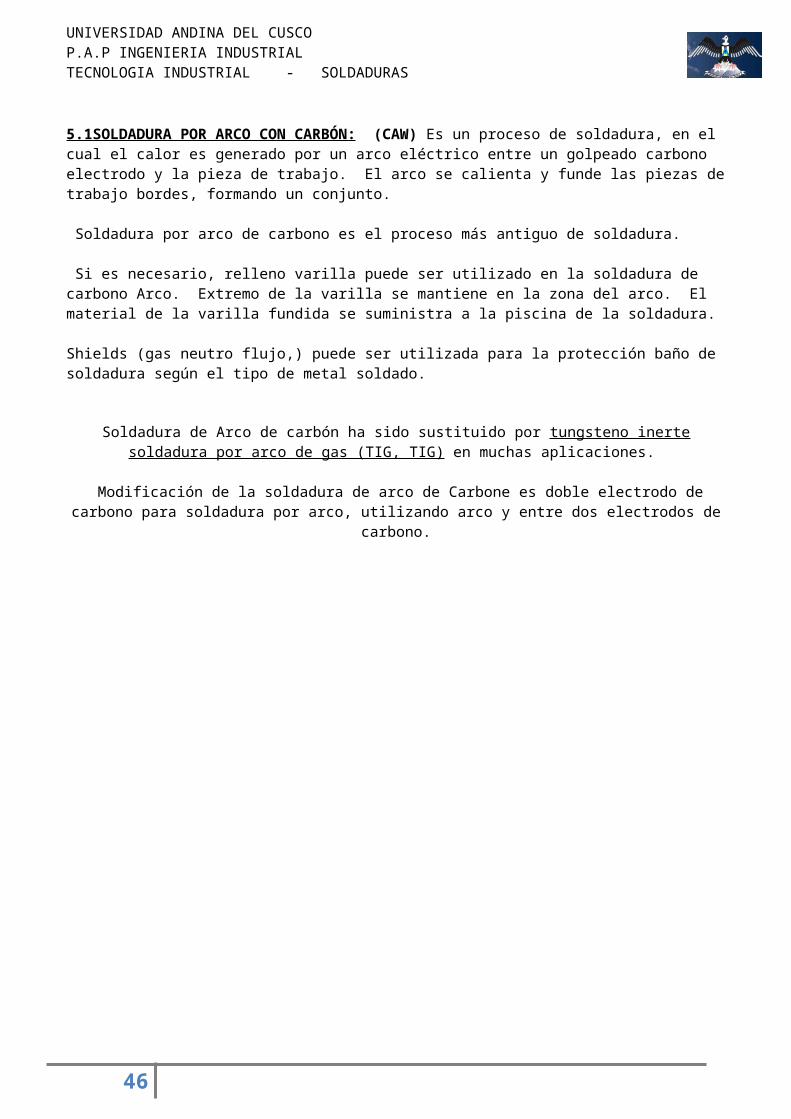
5.1SOLDADURA POR ARCO CON CARBÓN: (CAW) Es un proceso de soldadura, en el cual el calor es generado por un arco eléctrico entre un golpeado carbono electrodo y la pieza de trabajo. El arco se calienta y funde las piezas de trabajo bordes, formando un conjunto.
Soldadura por arco de carbono es el proceso más antiguo de soldadura.
Si es necesario, relleno varilla puede ser utilizado en la soldadura de carbono Arco. Extremo de la varilla se mantiene en la zona del arco. El material de la varilla fundida se suministra a la piscina de la soldadura.
Shields (gas neutro flujo,) puede ser utilizada para la protección baño de soldadura según el tipo de metal soldado.
Soldadura de Arco de carbón ha sido sustituido por tungsteno inerte soldadura por arco de gas (TIG, TIG) en muchas aplicaciones.
Modificación de la soldadura de arco de Carbone es doble electrodo de carbono para soldadura por arco, utilizando arco y entre dos electrodos de carbono.
37
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
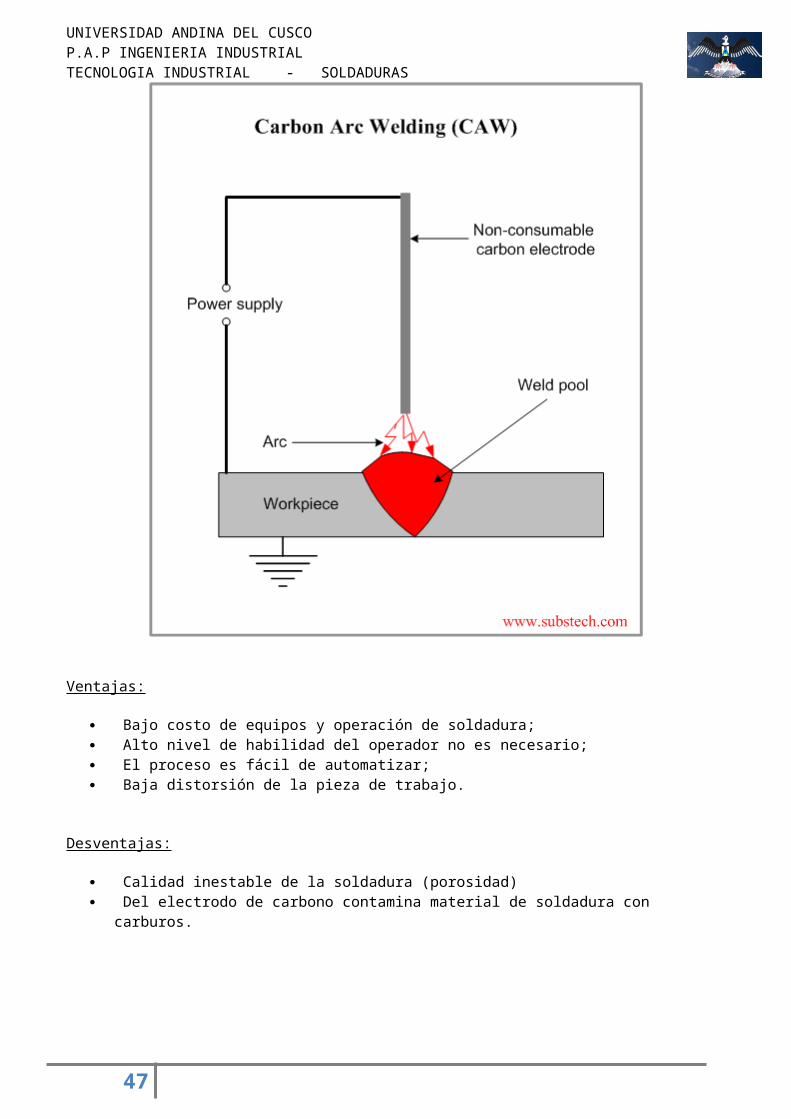
Ventajas:
Bajo costo de equipos y operación de soldadura; Alto nivel de habilidad del operador no es necesario; El proceso es fácil de automatizar; Baja distorsión de la pieza de trabajo.
Desventajas:
Calidad inestable de la soldadura (porosidad) Del electrodo de carbono contamina material de soldadura con carburos.
5.2SOLDADURA DE ARCO METALICO CON ELECTRODO REVESTIDO: El proceso de la soldadura manual por arco eléctrico con electrodo revestido (SMAW, del inglés Shielded Metal ArcWelding) comienza con el cebado o establecimiento del arco entre el extremo del electrodo y la pieza a soldar.
38
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASUna vez conseguido el mantenimiento y estabilización del arco, el calor generado funde el revestimiento y la varilla metálica del electrodo, a la vez que la combustión del revestimiento sirve para originar una atmósfera protectora que impide la contaminación del material fundido.
Así, las gotas de metal fundido procedentes de la varilla metálica del electrodo van a depositarse en el baño de fusión rodeadas de escoria. Esta escoria, por efecto de la viscosidad, flota en el baño protegiéndolo contra un enfriamiento rápido y de la contaminación del aire circundante.
Una vez frío el cordón, se procede a eliminar esta escoria que queda como una especie de costra en la superficie del cordón.
Para aplicaciones donde se requiera mejorar el rendimiento, manteniendo la estabilidad del arco, se pueden emplear electrodos donde se combina el revestimiento de rutilo con otros componentes, como la celulosa (electrodos rutilo-celulósicos) o la fluorita (electrodos rutilo-básicos).
Debido a la gran estabilidad del arco que presenta este tipo de revestimiento en los electrodos, se hace posible su empleo tanto con corriente alterna (CA) como con corriente continua (CC) en polaridad directa o inversa. Tiene gran aplicación cuando los espesores a soldar son reducidos.
Equipo de soldadura
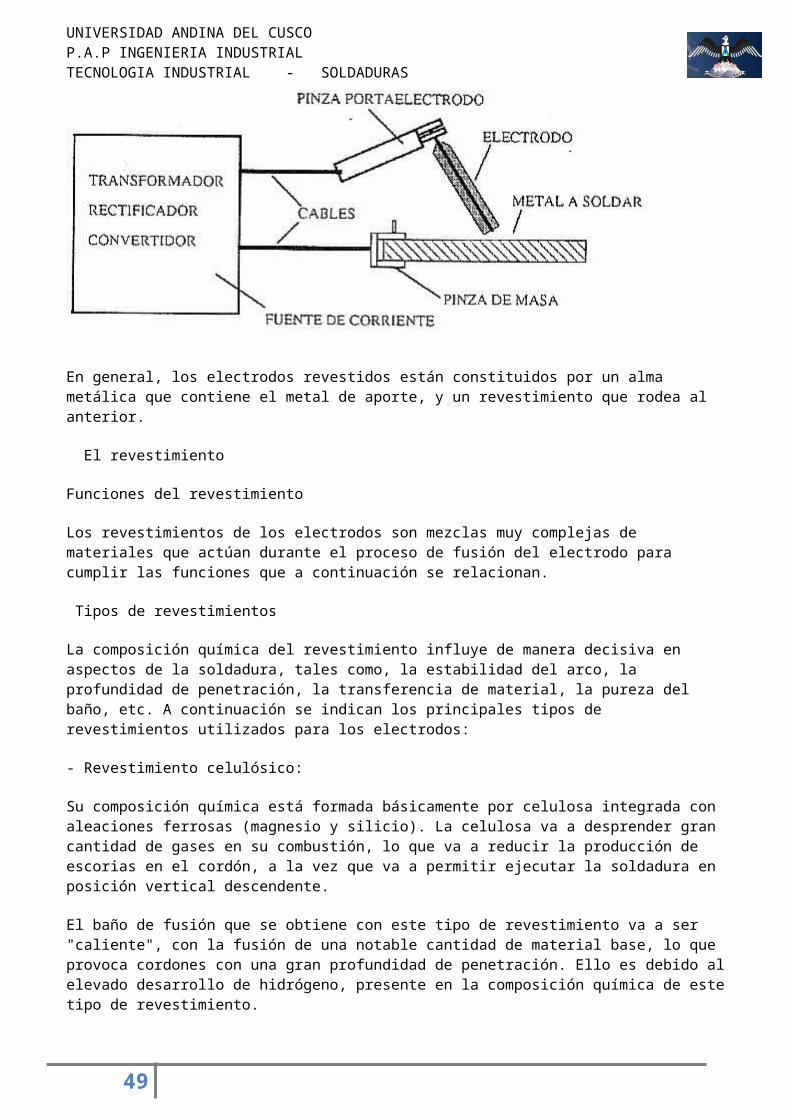
Básicamente, el equipo de soldadura está compuesto por los siguientes elementos:
- una fuente de corriente continua o alterna;
- pinza portaelectrodo y pinza de masa;
- cables de conexión;
- electrodos revestidos.
En general, los electrodos revestidos están constituidos por un alma metálica que contiene el metal de aporte, y un revestimiento que rodea al anterior.
El revestimiento
Funciones del revestimiento
39
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASLos revestimientos de los electrodos son mezclas muy complejas de materiales que actúan durante el proceso de fusión del electrodo para cumplir las funciones que a continuación se relacionan.
Tipos de revestimientos
La composición química del revestimiento influye de manera decisiva en aspectos de la soldadura, tales como, la estabilidad del arco, la profundidad de penetración, la transferencia de material, la pureza del baño, etc. A continuación se indican los principales tipos de revestimientos utilizados para los electrodos:
- Revestimiento celulósico:
Su composición química está formada básicamente por celulosa integrada con aleaciones ferrosas (magnesio y silicio). La celulosa va a desprender gran cantidad de gases en su combustión, lo que va a reducir la producción de escorias en el cordón, a la vez que va a permitir ejecutar la soldadura en posición vertical descendente.
El baño de fusión que se obtiene con este tipo de revestimiento va a ser "caliente", con la fusión de una notable cantidad de material base, lo que provoca cordones con una gran profundidad de penetración. Ello es debido al elevado desarrollo de hidrógeno, presente en la composición química de este tipo de revestimiento.
En general, las características mecánicas de la soldadura que se obtienen con este tipo de revestimientos son óptimas, aunque el aspecto final del cordón pueda ser mejorable. Ello es debido a la casi total ausencia de la protección líquida ofrecida por este revestimiento, lo cual va a impedir una modelación óptima del baño durante su solidificación.
Para electrodos que utilicen este revestimiento, la corriente de soldadura, dada la escasa estabilidad del arco, es normalmente en corriente continua (CC) con polaridad inversa.
- Revestimiento ácido:
Su composición química se basa principalmente en óxidos de hierro, y en aleaciones ferrosas de manganeso y silicio. Va a generar un baño muy fluido, lo que no va a permitir ejecutar la soldadura en determinadas posiciones. Por otro lado, este tipo de revestimiento no va a dotar al flujo de un gran poder de limpieza en el material base, por lo que puede generar grietas en el cordón.
Su aplicación se centra fundamentalmente en aceros de bajo contenido en carbono, azufre y fósforo. La escoria que produce se elimina fácilmente y presenta una estructura esponjosa.
Las características mecánicas que va a presentar el cordón son aceptables, aunque de resiliencia baja. Este tipo de revestimiento va a garantizar una buena estabilidad del arco, lo que los hace idóneos tanto para el empleo de corriente alterna (CA) como para la corriente continua (CC).
- Revestimiento de rutilo:
En su composición química predomina un mineral denominado rutilo, compuesto en un 95% de bióxido de titanio, que ofrece mucha estabilidad y garantiza una óptima estabilidad del arco y una elevada fluidez del baño, lo que se traduce en un buen aspecto final del cordón de soldadura.
El revestimiento de rutilo, en cualquier caso, va a garantizar una fusión dulce, de fácil realización, con formación abundante de escoria de una consistencia viscosa y de fácil eliminación, lo cual va a permitir un buen deslizamiento, sobre todo en posición plana. Se aconseja su uso para aquellos casos donde el material base no presente muchas impurezas, debido a que estos revestimientos no tienen efectos limpiadores. Además, no secan bien y por lo tanto pueden desarrollar mucho hidrógeno ocluido en el cordón de soldadura.
APLICACIONES:
40
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASEn acero
En general, si el acero es de composición fácilmente reconocible, pueden utilizarse los electrodos de rutilo, por su mayor facilidad de cebado, de soldadura y por la buena estética del cordón.
En la práctica, la soldadura de los aceros con un nivel medio o elevado de carbono (>0.25%) puede provocar la formación de defectos estructurales. Se aconseja la aplicación del procedimiento por electrodo sobretodo para la soldadura de juntas con espesores medios-grandes y utilizando electrodos básicos. En estos casos se obtiene una alta calidad de la soldadura junto a una buena resistencia a la rotura.
La soldadura de tubos de acero se ejecuta utilizando electrodos celulósicos, donde es necesaria una elevada penetración y que sea fácil trabajar el electrodo. Se aconseja siempre el biselado, con ángulo de bisel suficiente para una casi completa introducción del electrodo en la ranura de soldadura.
En materiales especiales: En relación a los materiales especiales, como aceros inoxidables, aluminios y sus aleaciones, y fundición, se utilizan electrodos específicos.
Los aceros inoxidables se sueldan en corriente continua (CC) con polaridad inversa. Se utilizan electrodos específicos que se diferencian por la composición metalúrgica del material a soldar (presencia de cromo (Cr) y de níquel (Ni) en porcentajes variables).
El aluminio y las aleaciones ligeras se sueldan en corriente continua (CC) con polaridad inversa. La máquina debe estar dotada de una dinámica de cebado más bien elevada para garantizar el encendido del electrodo. Se utilizan también en este caso electrodos especiales, que se diferencian por la composición metalúrgica del material a soldar (presencia de magnesio (Mg) y del silicio (Si) en porcentajes variables).
La fundición se suelda en corriente continua (CC) con polaridad inversa. La mayor parte de las estructuras y órganos mecánicos en fundición se obtienen por fusión, por lo tanto, la soldadura se usa para corregir posibles defectos de fusión y para reparaciones. Se utilizan electrodos especiales y el material base debe calentarse adecuadamente antes de la utilización.
5.3SOLDADURA POR ARCO CON NUCLEO DE FLUJO: La soldadura FCAW (Flux CoredArcWelding) es un tipo de soldadura por arco eléctrico. Para realizar una soldadura por arco eléctrico se induce una diferencia de potencial entre un electrodo y las piezas a soldar, con lo cual se ioniza el aire entre ellos y pasa a ser conductor, de modo que se cierra el circuito y se crea el arco eléctrico. El calor del arco funde parcialmente el metal base y funde el material de aporte, el cual se deposita gota a gota y crea el cordón de soldadura.
La soldadura FCAW
En el caso del proceso FCAW, el electrodo es fundible; es decir que el extremo del electrodo se funde por el calor del arco. Se usa un electrodo en forma de un alambre continuo que es alimentado por un sistema automático. El electrodo es tubular y se compone de un revestimiento de un acero lleno de un flujo (mezcla de polvo mineral y metálico).
41

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASEl flujo se funde para formar una escoria líquida que, por su densidad, se coloca por encima del baño fundido y que tiene tres funciones: eléctrica, física y metalúrgica. Su función eléctrica es iniciar y estabilizar el arco eléctrico, mientras que sus funciones físicas son las de modificar la viscosidad y la tensión superficial del baño (factores que controlan la transferencia de las gotas del electrodo fundido) y la de proteger la zona fundida de la eventual absorción de gases o agua. Juega también un papel metalúrgico ya que posibilita el intercambio de elementos entre el baño fundido y la escoria: adición de elementos de aleación al baño fundido o eliminación de los componentes nocivos del baño fundido. La escoria se elimina después del proceso de soldadura.El revestimiento del electrodo actúa de material de aporte y es de un acero. Como la soldadura tiene menor tenacidad que el metal base ya que hay más oxigeno en la soldadura (que viene del aire o del flujo del electrodo), se suele aumentar el contenido de níquel del revestimiento del electrodo. Así el porcentaje de austenita es más importante y la tenacidad mejorada.Se utiliza una protección del baño fundido mediante una atmósfera gaseosa.
Fig. 5: La soldadura FCAW: gracias al calor generado por el arco (1),el núcleo del electrodo funde gota a gota (2), protegido por el gas (3) que es conducido por un tubo que rodea al electrodo (4). El baño fundido (5) está protegido por la escoria (6). Después del pasaje del arco el baño fundido se solidifica (7) y se quita la escoria una vez solidificada (8)
Este proceso de soldadura permite soldar piezas en el rango de espesores de 1mm a5mm con una sola pasada. Se suele hacer varias pasadas para soldar las piezas.
Ventajas: Tiene una gran velocidad de deposición Genera muy pocos salpicones Se logran hacer espesores bastante gruesos Es fácil de realizar porque se puede soldar en cualquier posición (horizontal o vertical) y el electrodo se
autoalimenta se puede usar para todo un rango de aleaciones
Desventaja El mayor inconveniente de este proceso de soldadura es que la tenacidad lograda en el cordón de
soldadura es mucho más baja respecto al metal base y comparada con los otros tipos de soldaduras.
5.4SOLDADURA POR ARCO METAL GAS MIG/MAG: Proceso de soldadura al arco, donde la fusión se produce por calentamiento con un arco entre un electrodo de metal de aporte continuo y la pieza, donde la protección del arco se obtiene de un gas suministrado en forma externa.
42
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
En el sistema MIG, un sistema de alimentación impulsa en forma automática y velocidad predeterminada el alambre-electrodo hacia el trabajo o baño de fusión, mientras la pistola de soldadura se posiciona a un ángulo adecuado y se mantiene una distancia tobera-pieza, generalmente de 10 mm.
El sistema MIG posee cualidades importantes al soldar aceros como: proteger el metal líquido de la contaminación atmosférica y ayudar a estabilizar el arco.
Tipos de procesos MIG:
Semiautomático: La tensión de arco (voltaje), velocidad de alimentación del alambre, intensidad de corriente (amperaje) y flujo de gas se regulan previamente. El arrastre de la pistola de soldadura se realiza manualmente.
Automático: Todos los parámetros, incluso la velocidad de soldadura, se regulan previamente, y se aplican en forma automática.
43
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Robotizado: Se utiliza a escala industrial. En este caso, todos los parámetros y las coordenadas de localización de la unión a soldar; se programan mediante una unidad específica para este fin. La soldadura la realiza un robot al ejecutar la programación.
Equipo básico para el proceso MIG:
1.- Una máquina soldadora
2.- Un alimentador que controla el avance del alambre a la velocidad requerida.
3.-Una pistola de soldar para dirigir directamente el alambre al área de soldadura.
4.-Un gas protector, para evitar la contaminación del baño de soldadura.
5.-Un carrete de alambre de tipo y diámetro específico.
44
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Ventajas:
No genera escoria. 2.- Alta velocidad de deposición. 3.- Alta eficiencia de deposición. 4.- Fácil de usar. 5.- Mínima salpicadura. 6.- Aplicable a altos rangos de espesores. 7.- Baja generación de humos. 8.- Es económica. 9.- La pistola y los cables de soldadura son ligeros haciendo más fácil su manipulación. 10.- Es uno de los más versátiles entre todos los sistemas de soldadura. 11.- Rapidez de deposición. 12.- Alto rendimiento. 13.- Posibilidad de automatización.
5.5SOLDADURA POR ARCO SUMERGIDO: Utiliza un electrodo metálico continuo y desnudo. El arco se produce entre el alambre y la pieza bajo una capa de fundente granulado que se va depositando delante del arco.Tras la soldadura se recoge el fundente que no ha intervenido en la operación.Mecanismo del proceso de soldadura por Arco Sumergido (SAW)El hilo y el metal base se funden bajo una capa de flux. Esta capa protege el metal de soldadura de contaminación y concentra el calor en el interior de la unión. El flux que se ha fundido nada a través del baño de soldadura, desoxidando y limpiando el metal depositado. Se forma entonces, una escoria de protección, que cubre y mantiene el nuevo cordón de soldadura.
45
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASCaracterística de ArcoModo CV y CCDebido a la amplia gama de diámetros de hilo que pueden ser utilizados en Arco Sumergido, este proceso puede trabajar en modo CV o CC:
Modo Voltaje Constante (CV): Este modo es adecuado para con hilos de diámetro pequeño. Ofrece buena estabilidad de arco y reactividad ya que mantiene la velocidad del hilo ( ) constante y variando la corriente a fin de mantener el voltaje en el punto de trabajo. Este modo garantiza una tasa de deposición constante.
Modo Corriente Constante (CC): Este modo se utiliza con diámetros mayores. Varía la velocidad del hilo a fin de mantener el ajuste del voltaje y dela corriente (Amps). Este modo garantiza una penetración constante.Polaridad del hiloLa soldadura por arco sumergido (SAW) puede llevarse a cabo en:✓DC+ para obtener la máxima penetración✓DC- para obtener la máxima tasa de deposición✓AC para dar una solución intermedia entre DC+ y DC-✓AC para limitar el efecto de soplo magnético
Características avanzadas Tiempo de Cebado: El encendido del arco puede mejorarse
ajustando la velocidad de hilo en el cebado. Control Inicio de Arco / Control Cráter: Inicio y parada de la
soldadura son siempre 2 períodos de transición. Los parámetros de soldadura pueden ajustarse de manera distinta durante estas secuencias de soldadura, para controlar la penetración y el relleno.
Tiempo de Burnback: Esta función previene el pegado del hilo al final dela soldadura.
APLICACIONES• Industria ligera y pesada con productos no aleados• Recipientes a presión con productos de baja aleación• Todos los grados de fabricación de tubos• Offshore con productos de baja aleación• Industria de procesos con productos de baja y alta aleación
Materiales• Acero al carbono
46
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS• Acero inoxidable• Aleaciones base NíquelRequerimientos de los equipos• Robustez• Comportamiento excepcional durante la soldadura• Alto factor marcha• Versatilidad en el modo de soldadura• Modularidad
Diversidad de procesos SAW
5.6SOLDADURA POR ARCO A GAS TUNGSTENO: Es un proceso de soldadura , en el cual calor necesario para la fusión se obtiene del arco formado entre un electrodo de tungsteno NO consumible y la pieza de trabajo
La zona afectada por el calor, el metal líquido y el electrodo de tungsteno están protegidos por una atmósfera de gas inerte. El arco alcanza temperaturas de 35,000 ºF El electrodo de tungsteno solo sirve para formarlo y si se requiere metal de aporte tiene que adicionarse externamente El baño de soldadura es apantallado por un gas inerte ( argón , helio, nitrógeno ) proteger el metal fundido de la contaminación atmosférica. El calor producido por el arco funde las piezas de trabajo bordes y se une a ellas, la varilla puede ser utilizada,
si es necesario. Inerte de tungsteno para soldadura por arco de gas produce una soldadura de alta calidad de la mayoría de
los metales. Fundente no se utiliza en el proceso.
47
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Ventajas
Composición de soldadura esté próxima a la del metal padre; Alta calidad de soldadura estructura Eliminación de la escoria no es necesario (no hay escoria); Distorsiones térmicas de las piezas de trabajo son mínimos debido a la concentración de calor en la
zona pequeña.
Desventajas
Tasa de soldadura de baja Relativamente caro Requiere alto nivel de destreza operadores.
5.7SOLDADURA POR ARCO DE PLASMA: La soldadura por plasma es un proceso muy similar al de soldadura TIG. Es un sistema más desarrollado que el método de soldadura TIG, que proporciona un aumento de la productividad.
En el sistema de soldadura por plasma hay dos flujos independientes de gas, el gas plasmágeno que fluye alrededor del electrodo de tungsteno, formando el núcleo del arco plasma y el gas de protección el cual proporciona la protección al baño de fusión.
La soldadura por plasma – PAW – se presenta en tres modalidades:
1. Soldadura microplasma, con corrientes de soldadura desde 0.1 Amp. hasta 20 Amp.2. Soldadura medioplasma, con corrientes de soldadura desde 20 Amp. hasta 100 Amp.3. Soldadura Keyhole, por encima de los 100 Amp. en el cual el arco plasma penetra todo el espesor del material a soldar.
48
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
La diferencia fundamental estriba en la forma que adopta el arco eléctrico, dado que en el proceso T.I.G. éste se crea libremente entre el electrón y la pieza, y tiene una forma cónica. En el caso del proceso P.A.W., el arco eléctrico pasa por un orificio de constreñimiento situado en la boquilla de la pistola, que da lugar a una columna de plasma de forma cilíndrica que concentra una gran densidad de energía.
El nivel de energía conseguido a través del arco de plasma permite, en determinados casos, aumentar las velocidades de soldadura; en otros, aumenta el nivel de penetración de los cordones y, en general, permite una gran estabilidad del arco, desde valores inferiores a un Amperio (micro-plasma) hasta valores superiores a 300 Amperios (macro-plasma), así como un mejor control de la distorsión
COMPOSICION:
Está compuesto por tres elementos principales y varios complementos auxiliares con las siguientes características:
Equipo compacto de corriente alterna/continua, control de onda cuadrada modelo Transting AC/DC-350A de la firma BOC/ESAB y regulación de 5-325 Amperios.
Control PW-300 de la firma ESAB para regulación de los parámetros del arco de plasma (gases y energía).
Pistola P.T.W. 300 de aplicación automática para soldadura por plasma hasta 300 Amperios al 100% de F. U. refrigerada por agua.
Completan la instalación una serie de complementos como alimentador de hilo, mando a distancia, carro de desplazamiento lineal, mesa giratoria, gases, etc. que son requeridos en función de la aplicación del trabajo
RECARGUE POR PLASMA DE ARCO TRANSFERIDO (P.T.A.)
El principio de funcionamiento del procedimiento de recargue por Plasma de Arco Transferido (P.T.A.) con aportación de aleación micro-pulverizada está basado en la formación entre el cátodo refractario y la pieza a recargar de una columna de plasma de Argón mantenida por un arco eléctrico.
El arco eléctrico así creado libera una alta densidad de energía que permite alcanzar temperaturas lo bastante elevadas como para controlar la fusión de las aleaciones que se utilizan como recubrimiento y depositarias en la superficie de la pieza, reduciendo al mínimo la dilución entre ambos materiales.
Tanto el arco de plasma como la aleación depositada están protegidos durante el proceso de recargue por una atmósfera de gas reductor que mejora las características del recubrimiento.
49
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
APLICACIÓN
Principalmente, se utiliza en uniones de alta calidad tales como en construcción aeroespacial, plantas de procesos químicos e industrias petroleras.
Soldadura longitudinal de tubos de diferentes aleaciones aplicada en instalaciones automatizadas con altas velocidades de producción cercanas a 1 m/min en función del espesor.
Soldadura orbital de tuberías por refusión de bordes en tubos de hasta 6 mm de espesor con una sola pasada.
Fabricación de recipientes de acero inoxidable para almacenamiento de diferentes productos
Soldadura de fuertes espesores a una sola pasada de materiales tales como titanio, cobre, níquel y aleaciones cromo-níquel utilizando la técnica de Keyhole llegando a obtenerse valores de 15 mm en el caso de las aleaciones de titanio.
Soldadura de convertidores catalíticos de tubos de escape para automoción
Macrografía de unión realizado con plasmaen aleación base Titanio de 17 mm. de
espesor (1 sola pasada).
5.6SOLDADURA POR ARCO DE ESPARRAGOS: La soldadura con espárragos consiste en unir espárragos metálicos, o piezas de ese tipo, a otras piezas de acero mediante el calor de un arco eléctrico. Por lo general se emplea una pistola de soldadura a fin de establecer y controlar el arco y aplicar presión a las partes que se van a unir. En el extremo por soldar, el espárrago está equipado con un casquillo de cerámica, el cual contiene el fundente y escuda en forma parcial la soldadura mientras está fundida.
50

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
6.-OTROS PROCESOS:
6.1SOLDADURA ALUMINOTERMICA: La soldadura aluminotérmica es un procedimiento de soldadura utilizado
en carriles de vías férreas. Se basa en el proceso, fuertemente exotérmico, de reducción del óxido de hierro
por el aluminioUtiliza como fuente de calor para fundir los bordes de las piezas a unir y metal de aportación elhierro líquido y sobrecalentado que se obtiene de la reacción química se produce entre el óxido de hierro yel aluminio de la cual se obtiene la alúmina (óxido de aluminio), hierro y una muy alta temperatura.3 Fe3O4 + 8 Al 4 Al2O3 + 9 Fe + calorLa alúmina forma una escoria en la parte superior de la unión evitando la oxidación.Para efectuar la soldadura se realiza un molde de arena alrededor de la zona de soldadura y se vierte el metal fundido en él.
Reacción en proceso, momentos antes de que el metal fundido fluya hacia el hueco entre los extremos de los carriles.
Soldadura aluminotérmica terminada.
51

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASAPLICACIÓN
La soldadura aluminotérmica es uno delos procedimiento de soldadura utilizado en carriles de vías férreas.
6.2 SOLDADURA POR RAYO LÁSER: La soldadura por rayo láser es un proceso de soldadura por fusión que
utiliza la energía aportada por un haz láser para fundir y recristalizar el material o los materiales a unir,
obteniéndose la correspondiente unión entre los elementos involucrados. En la soldadura láser no existe
aportación de ningún material externo y la soldadura se realiza por el calentamiento de la zona a soldar.
Robot realizando una soldadura
Mediante espejos se focaliza toda la energía del láser en una zona muy reducida del material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla entre el material vaporizado y el gas protector (formación de plasma). La capacidad de absorción energética del plasma es mayor incluso que la del material fundido, por lo que prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a soldar.
La alta presión y alta temperatura causadas por la absorción de energía del plasma, continúa mientras se
produce el movimiento del cabezal arrastrando la “gota” de plasma rodeada con material fundido a lo largo de
todo el cordón de soldadura.
De ésta manera se consigue un cordón homogéneo y dirigido a una pequeña área de la pieza a soldar, con lo
que se reduce el calor aplicado a la soldadura reduciendo así las posibilidades de alterar propiedades químicas
o físicas de los materiales soldados.
52

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASDependiendo de la aplicación de la soldadura, el láser de la misma puede ser amplificado en una mezcla de itrio, aluminio, granate y neodimio, si se requiere un láser de baja potencia, o el amplificado por gas como el dióxido de carbono, con potencias superiores a los 10 kilovatios y que por tanto son empleados en soldaduras convencionales y pueden llegar hasta los 100 kilovatios.
Los sistemas de varios kilovatios en continua se utilizan para secciones gruesas lo que hace que la soldadura pueda llegar a ser más profunda. Para evitar la formación de burbujas de oxígeno durante la fase liquida del material se utilizan algún tipo de gas inerte, como pueden ser el argón o el helio. De esta forma se produce un poco de porosidad, dejando escapar dichas burbujas.
Sirve para soldar relaciones de ancho-profundidad de entre 4-10.
Funcionamiento del rayo láser
Los átomos o moléculas del material fluorescente son excitados por bombardeo con luz o energía eléctrica (a) y se colocan en niveles de energía más altos (b). Se ven debilitados por emisión espontánea y la mayor parte de los fotones emitidos que se encuentran desplazados a lo largo del eje del tubo generan más potencia por emisión estimulada de otros átomos excitados siendo así amplificada la luz (d). En el espejo reflectante (e) los fotones se reflejan hacia atrás a lo largo del tubo para poder ser mayormente amplificados. (f) En la ventana de salida algunos fotones se reflejan para continuar amplificándose y el resto se transforman formando el haz saliente. Las etapas anteriores se producen casi simultáneamente.
53

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASCaracterísticas del proceso
El láser de alta potencia utilizado para la soldadura se trata de un dispositivo que amplifica la radiación en una determinada longitud de onda y la emite como haz coherente, casi paralelo, el cual puede enfocarse para producir una cierta cantidad de energía capaz de fundir en material con el cual se está trabajando. Esta densidad de energía puede ser del mismo tipo de un haz de electrones, utilizado para la soldadura. El nombre de láser está formado por las letras iniciales del proceso de este tipo de radiaciones: light amplification by stimulate de mission of radiation.
Funcionamiento del láser
Dentro del campo de soldadura por rayo láser podemos encontrar varios tipos como:
Láser de estado sólido. Láser de gas.
54
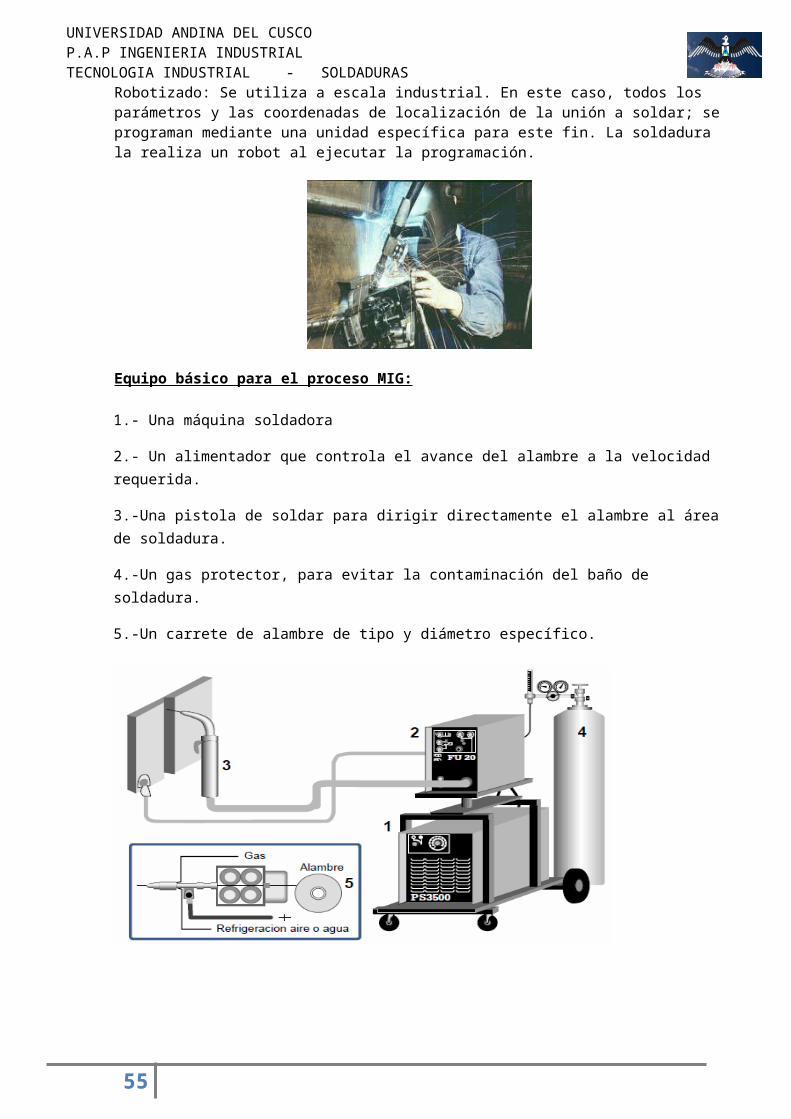
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASLáser de estado sólido
Uno de los materiales más corrientes para este tipo de láser y también capaz de entregar una potencia elevada es el ion de cromo en un cristal de rubí. Otro material para este tipo de láser en estado sólido es el granate de itrio y aluminio dopado con neodimio o YAG. Otra forma de carácter práctico de láser puede consistir en una varilla de rubí de 10 mm de diámetro y 110 mm de largo con sus extremos rectificados con una gran precisión y pulidos. El cristal puede ser irradiado mediante un tubo de descarga de xenón. Los iones de cromo en el cristal emiten radiación estimulada, por esto, la que va en un sentido axial se refleja hacia un lado y otro entre los extremos de éste. La intensidad de radiación se eleva y el haz del láser es irradiado por el extremo que se encuentra menos pulido.
Los altos niveles de energía para poder producir el haz del láser solo pueden lograrse de manera intermitente, para poder realizar este proceso de intermitencia en el láser descargaremos una batería de condensadores a través del tubo de descarga de xenón. Estos condensadores se encuentran cargados a un voltaje entre 1,2 y 4,4 KV. La intensidad luminosa del tubo se eleva en 1 ms a su valor máximo y desciende de forma exponencial dentro de un periodo de 10 ms. En aproximadamente 5 ms se produce la emisión de luz coherente dentro de una serie de impulsos. El rendimiento total obtenido es del 1% con una salida entre 3 y 55 julios.
Todo esto nos permite obtener una concentración de energía por encima de los 109 W/mm2, el cual es un nivel muy óptimo para poder fundir el material. Cuando trabajamos con estas densidades de energía este proceso se puede utilizar también para el taladrado de agujeros y cortado en piezas. Para poder soldar con el láser la energía producida no debe llegar más rápida de lo que puede ser conducida como calor; esto exige un impulso menos agudo y más sostenido que se consigue aumentando la inductancia del tubo o empleando una conducción de retardo.
El láser de rubí es utilizado para taladrar cojinetes de rubí para relojes e hilera a escala microscópica.
Láser de gas
El láser más beneficioso para la soldadura y el corte es el CO2, el medio emisor para este tipo de láser es una mezcla de anhídrido carbónico, nitrógeno y helio. Puede trabajar continuamente y ha sido desarrollado para la entrega de bajos vatios e incluso por encima de 20 KW. La radiación se encuentra en la región del infrarrojo lejano del espectro, obteniendo una longitud de onda de unos 10,6 μm. Uno de los lasers más típicos de CO2 está comprendido por un tubo de vidrio por el cual circula una mezcla de gas con electrodos en cada extremo los cuales producen una descarga de alto voltaje. En uno de los extremos del tubo se encuentra alojado un espejo reflectante de superficie dorada enfriado por agua, mientras que en el extremo opuesto hay una ventana reflectante en parte, el espacio entre ambas recibe el nombre de cámara del láser. En las ventanas se utilizan rodajas de arseniuro de germanio o galio en montajes enfriados por agua.
El rendimiento del 10 al 25% se traduce en que del 75 al 90% de la energía de la descarga se disipa en el gas. Un incremento de la temperatura del gas causaría la desestabilización del anhídrido carbónico y una caída en energía de salida, por ello debe hacerse circular continuamente a través del tubo permitiendo que parte del calor que se produce tenga contacto con las paredes de vidrio las cuales deben ser enfriadas con agua. Este proceso es llamado láser de flujo axial lento y en él, el gas puede deshacerse o reciclarse mediante un intercambiador de calor.
Si el gas es transportado a través del tubo del láser de alta velocidad mediante un soplante, la pérdida de calor producida en las paredes es muy pequeña y por tanto es despreciable, por ello éstas no necesitan ser enfriadas por agua, pero todo el calor en exceso deberá de reducirse mediante un intercambiador en algún punto del circuito del gas; este es el láser de flujo axial rápido y el gas es recirculado por un soplante. Los láser de flujo axial lento pueden suministrar alrededor de 50-70W por metro de longitud de la cámara, sin embargo los láser de flujo axial rápido pueden general hasta 600W por metro. Son posibles otras disposiciones en las cuales el gas pasa transversalmente a través de la línea de descarga y permiten cavidades ópticas más cortas y mayores potencias de salida. Por encima de los 2,8KW no pueden emplearse ventanas de salida reflectantes
55
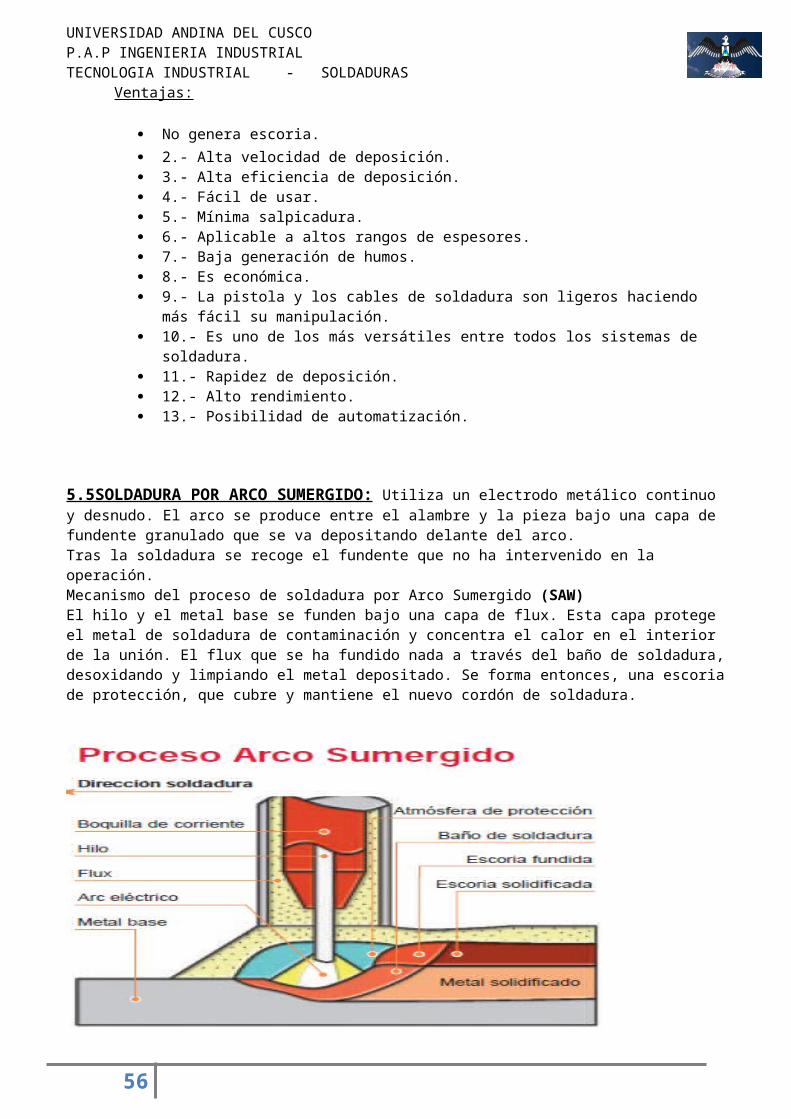
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASporque se ven sometidas a excesivo calor, y en su lugar se emplea una batería de espejos con una ventana de aluro no reflectante, totalmente transmisora, o una abertura.
Cuando la densidad de potencia en el punto enfocado del láser excede de 12KW/mm2, tiene lugar un cambio en la cantidad de energía absorbida por la superficie. Por debajo de dicha cifra una cantidad generosa de energía que llega a la superficie se refleja, pero una vez se ha superado el nivel de umbral, el rayo láser incide con características perforantes, produciendo una transferencia de calor mejorada. Para realizar cordones lisos, es necesario proteger el baño mediante un gas inerte observándose que cuando es utilizado helio para este fin el plasma obtenido, es menos visible que cuando es utilizado argón.
La soldadura en la práctica no es fiable por debajo de un nivel de potencia de 1,7KW, pero a mayor potencia la capacidad de penetración es de unos 2,5mm/KW. Por ello un nivel de potencia de 5KW introduce dentro de la capacidad del láser una gama amplia de posibles aplicaciones. El corte con láser de CO2 se realiza mediante un chorro de gas coaxial con el rayo láser. Esto se obtiene haciendo pasar el rayo láser a través de una cámara que termina en una boquilla de aproximadamente 1,2mm de diámetro. La cámara se encuentra llena de gas a presión y tanto el gas como el rayo láser salen a través de la boquilla, la cual se encuentra por encima de la superficie a cortar entre 1 y 2mm. Cuando se cortan metales férreos se ve aprovechada la reacción exotérmica entre el metal y el oxígeno para obtener energía extra. Los óxidos fundidos producidos se desechan a través de la pieza por la presión del chorro de oxígeno. Si la velocidad de corte es muy baja la reacción de oxidación se mantiene por sí misma y por esto obtenemos el resultado de un corte irregular. A velocidades muy altas el ancho de corte es controlado por el láser, mediante el cual se obtiene un ancho de 0,6mm. Este es un proceso de corte de baja deformación. El grosor que se podrá cortar dependerá de la potencia del láser y este puede ser de hasta 14mm con 2,3KW.
Para la realización de corte de materiales no metálicos deberemos ayudarnos mediante un chorro de gas coaxial, pero no de oxígeno porque no nos proporcionará una reacción exotérmica con tales materiales. No obstante es factible utilizar un chorro de nitrógeno, aire o gas inerte, que deseche los productos de descomposición y vapores producidos por el calor del láser.
Métodos para la realización de la soldadura por rayo láser
La soldadura por rayo láser se puede realizar de dos formas distintas:
Por conducción: En este tipo de soldaduras la profundidad de la zona fundida va aumentando a medida que aumenta la conductividad térmica y la intensidad de la radiación.
Es utilizada para la soldadura de chapas de espesor pequeño
Por penetración profunda: Esta soldadura posee un gran rendimiento ya que se consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, por la acción del vapor recalentado y se mantiene al material fundido en el sitio deseado gracias al efecto de la tensión superficial, gravedad y otra serie de factores.
Este tipo de soldadura, como ya hemos citado con anterioridad, debido a su afectación térmica reducida, no se necesita material de aporte y es fácilmente automatizable por esto se convierte en fundamental a la hora de realizar soldaduras en los que la calidad requerida es alta y no se desean grandes deformaciones dimensionales. Además, los materiales soldados no necesitan un tratamiento posterior para eliminar tensiones. Esta facilidad de proceso (automatización) hace que la velocidad del proceso sea de hasta 6 veces superior a otros procesos de soldadura.
56
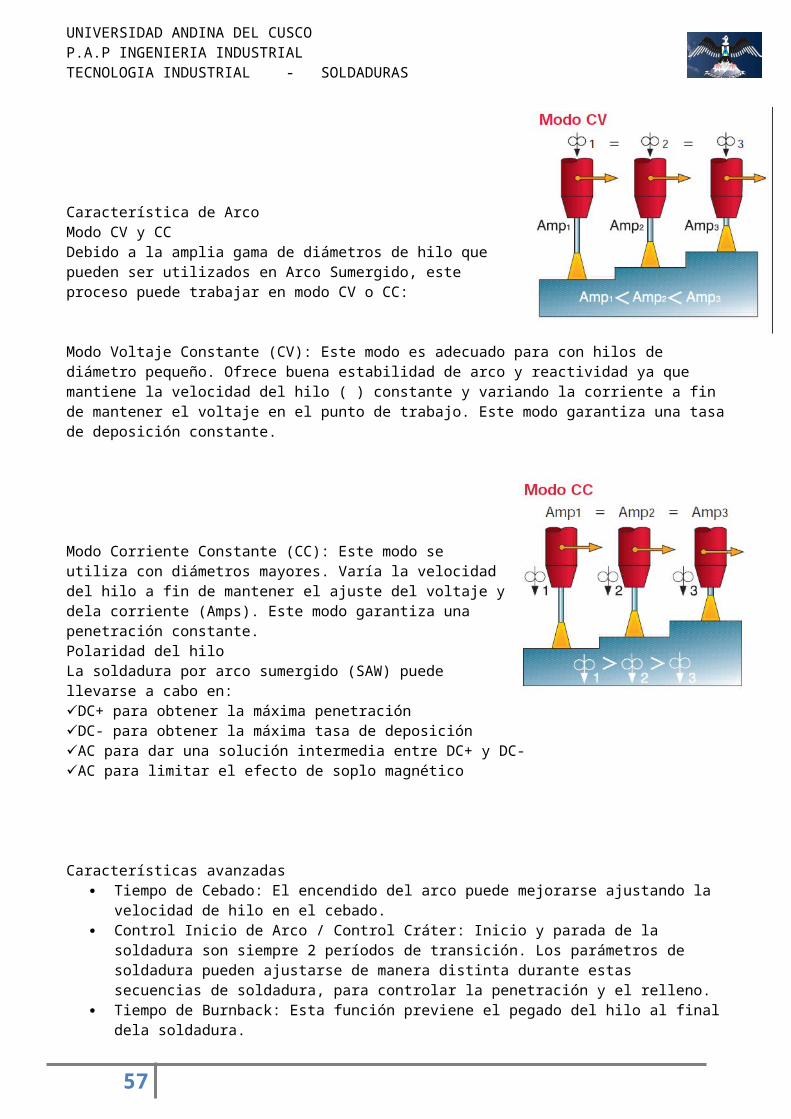
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASAPLICACIONES:
Se utiliza, principalmente, para soldar:
Piezas de transmisiones en la industria automotriz.
Piezas unitarias grandes.
Series grandes y con buenos acabados.
Piezas de electrodomésticos.
Piezas para la industria aeronáutica de aluminio, titanio o níquel.
Industria del ferrocarril.
Recipientes a presión.
Industria alimentaria, a la hora de realizar embalaje de alimentos, cuchillas de corte.
Para instrumental médico y quirúrgico.
Odontología
Ventajas
Se puede transmitir por el aire, por lo que no se requiere un vacío.
Es un proceso fácilmente automatizable por el hecho de que los rayos se pueden conformar, manipular y enfocar ópticamente usando fibras ópticas.
Este tipo de soldadura no genera rayos X.
Produce muy poca distorsión y tiene una tendencia muy pequeña a la fusión incompleta, a las salpicaduras y a las porosidades.
No hay desgaste de herramienta, al no estar en contacto con la zona a soldar
Se puede controlar fácilmente la profundidad de penetración
Desventajas
El inconveniente es el precio de los equipos, que es muy elevado. Al ser equipos muy automatizados y altamente precisos requieren una tecnología muy alta
6.3 SOLDADURA POR INDUCCION: Esta soldadura se produce al aprovechar el calor generado por la resistencia que se tiene al flujo de la corriente eléctrica inducida en las piezas a unir. Por lo regular esta soldadura se logra también con presión. Consiste en la conexión de una bobina a los metales a unir, y debido a que en la unión de los metales se da más resistencia al paso de la corriente inducida en esa parte es en la que se genera el calor, lo que con presión genera la unión de las dos piezas. La soldadura por inducción de alta frecuencia utiliza corrientes con el rango de 200,000 a 500,000 Hz de frecuencia, los sistemas de soldadura por inducción normales sólo utilizan frecuencias entre los 400 y 450 Hz.
57
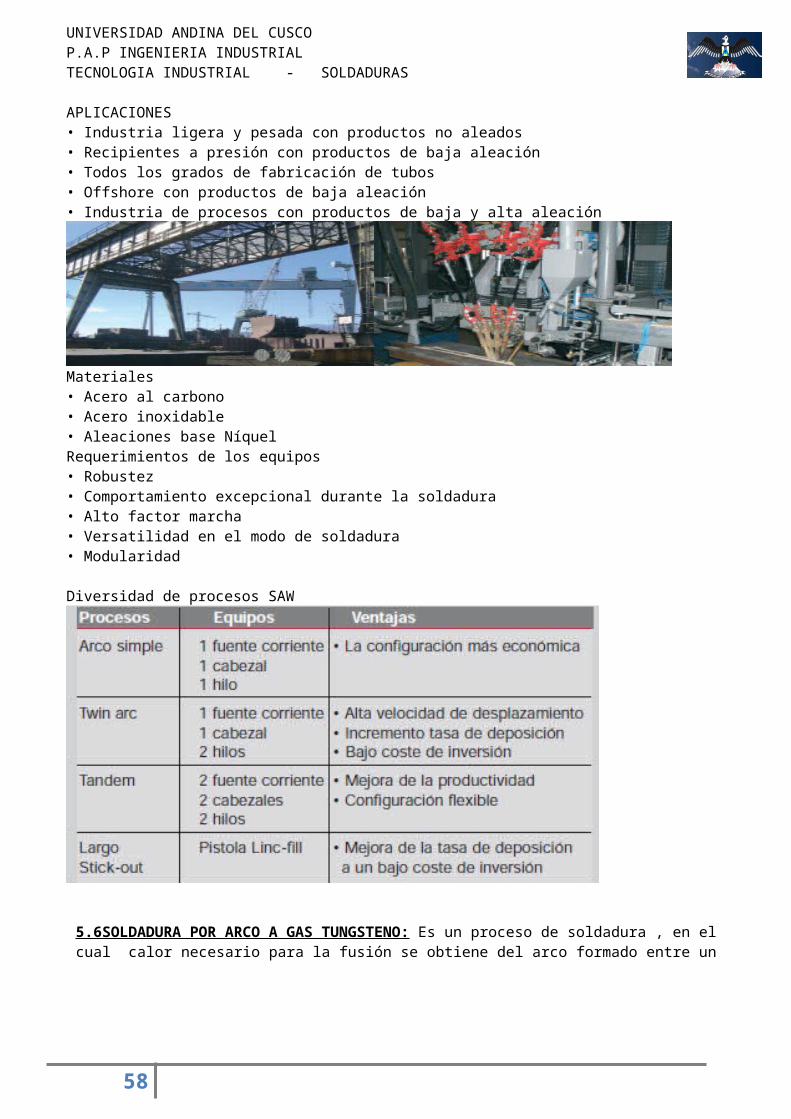
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
En este proceso se calientan las superficies de los componentes que han de unirse hasta la temperatura de aplicación que es suministrada por inducción utilizando una bobina inductora o de trabajo.El metal de aporte se coloca previamente en la junta cuidadosamente diseñada y la bobina se acomoda de manera que todos los componentes de la junta alcancen la temperatura de soldadura al mismo tiempo.
Induction welding relies on a generator and an to deliver electromagnetic energy to the interface. Soldadura por inducción se basa en una frecuencia de radio y un generador de bobina de inductancia para entregar energía electromagnética a la articulación de la interfaz. It does so with the help of conductive thermoplastic compounds placed within the joint. Lo hace con la ayuda de compuestos termoplásticos conductores colocados dentro de la articulación. Highly filled with ferromagnetic materials and formulated for compatibility with the mating part, these susceptor compounds absorb the electromagnetic energy from the work coil. [2] Muy lleno de materiales ferromagnéticos y formulados para la compatibilidad con la parte de acoplamiento, estos compuestos susceptibles a absorber la energía electromagnética de la bobina de trabajo
Perforados comunes de metal que se emplean en la soldadura por inducción.
58
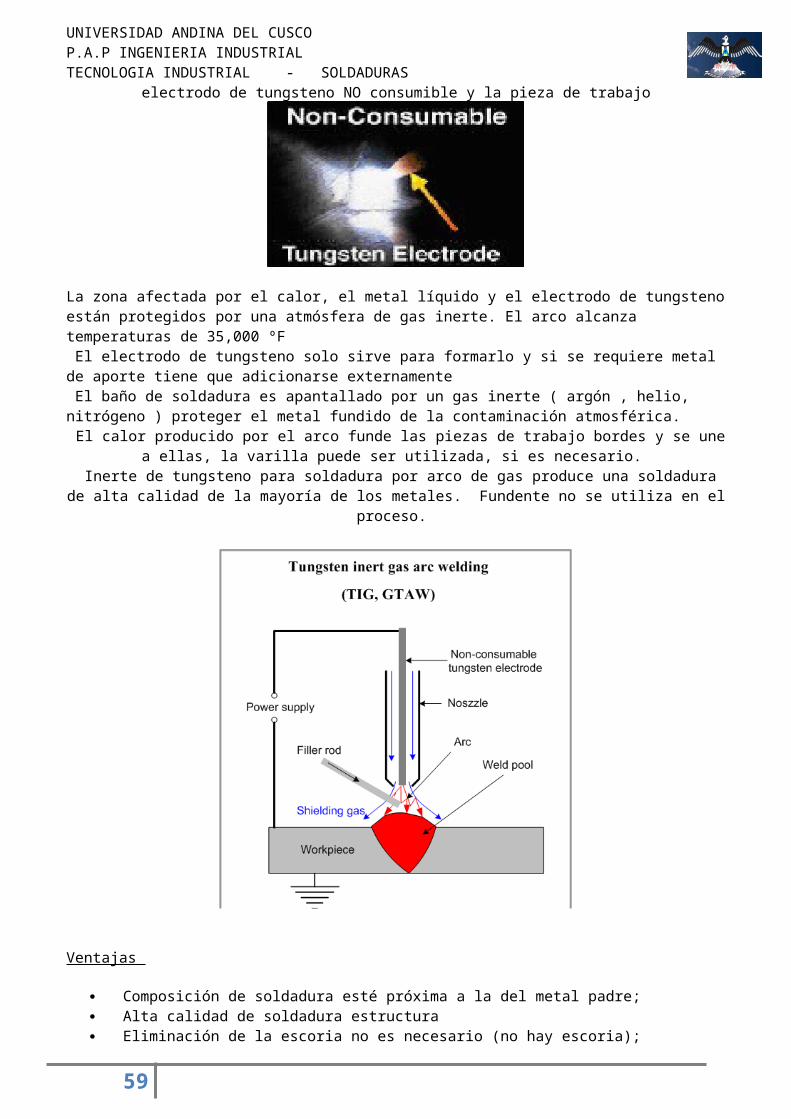
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Colocación y diseño de las bobinas para soldadura fuerte por inducción
6.4SOLDADURA POR ELECTROESCORIA : La soldadura por electroescoria es un proceso de soldadura por fusión, con protección de escoria. Esta técnica se utiliza para una soldadura por colada continua. Utiliza un equipo parecido al de soldadura por arco.
Se caracteriza por la utilización de electrodos, y de un mecanismo con zapatas. El metal líquido que se forma en este proceso es retenido por las zapatas de cobre que se refrigeran por agua. Estas zapatas están colocadas una en la parte delantera; y la otra en la parte trasera de la zona de soldadura.
En este proceso de soldadura no existe arco, y el alambre se va fundiendo a medida que es sumergido en la escoria fundida. Es entonces cuando se funde el metal base y se solidifica el metal que está fundido y retenido por las zapatas. El carro, los electrodos y las zapatas se mueven verticalmente provocando de este modo la soldadura.
59
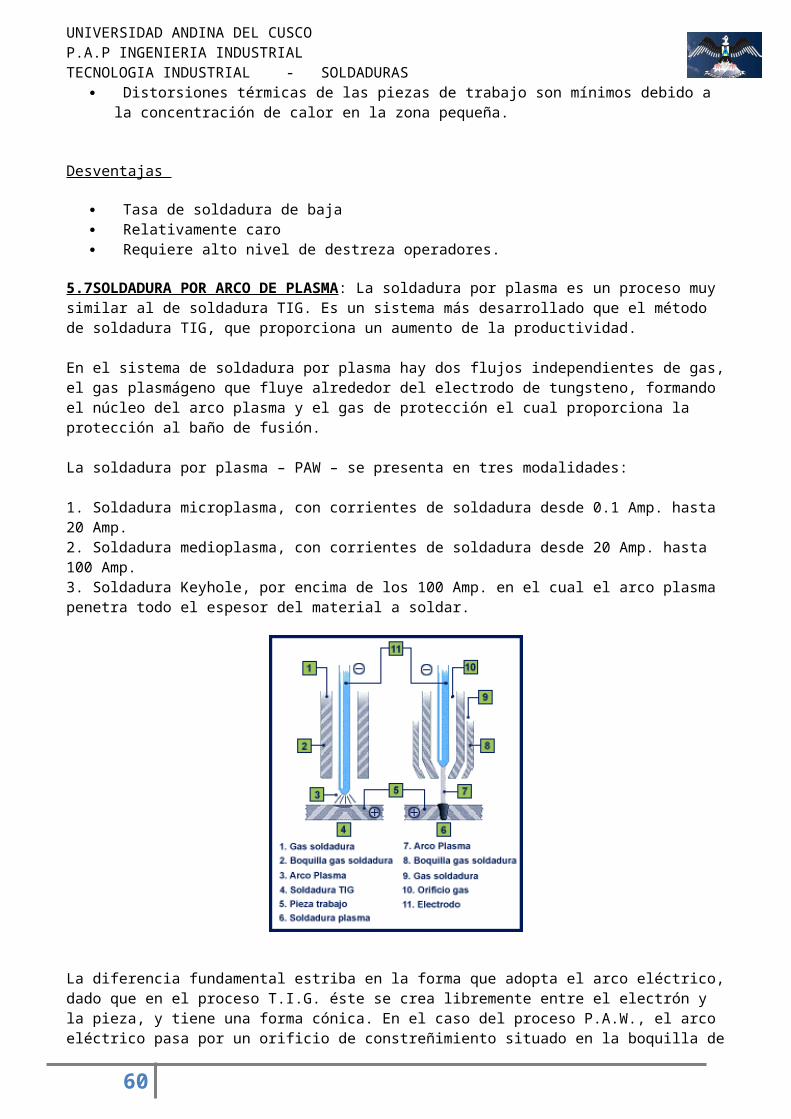
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASProcesos y características
La soldadura por electroescoria utiliza una orientación vertical del dispositivo, el cabezal de soldadura utiliza un movimiento de avance , donde unas zapatas de cobre enfriadas con agua, hacen de contenedor de la escoria fundida, que funde ya que se genera un arco eléctrico entre la pieza que va a ser soldada y un electrodo consumible. Se utilizarán uno o más electrodos dependiendo del grosor de la chapa. La escoria hace de protector del proceso de soldadura.
Las chapas están colocadas en posición vertical con una separación paralela que va de los 31.75 a 34.92 mm. Las zapatas de cobre delanteras y traseras tienen una separación paralela de modo que forman un molde rectangular en el cual se desarrolla el proceso de soldadura. En la parte inferior de esta ranura se encuentra la zapata de arranque, que inicia el proceso mediante la formación de un arco con uno, dos o tres alambres continuos según el espesor de las chapas del material a soldar. El arco se mantiene el tiempo adecuado para que se produzca la suficiente escoria líquida (suele ser entre 30 y 50 mm de profundidad).
Cuando hay la suficiente escoria líquida, se eleva la intensidad de corriente y se disminuye la tensión. El proceso cambia a soldadura total de escoria eléctrica. El calor generado en la escoria líquida para formar la soldadura, es producido al disiparse la energía en la capa de escoria. La temperatura del baño de escoria es elevada y se encuentra entre los 1750 y los 2000 °C. La solidificación de la soldadura es progresiva desde la parte inferior hasta la superior, existiendo siempre metal fundido sobre el metal a soldar. La escoria permanece en la parte superior debido que su densidad es menor que la del metal fundido.
Las reacciones de la escoria se producen en el electrodo por la relación entre el área y el volumen, además de las corrientes producidas por la escoria. Se usan fuentes de alimentación de corriente continua para realizar la soldadura por este proceso.
Tipos de soldadura por electroescoria:
La soldadura por electroescoria tiene dos variantes:
Soldadura con aportación de hilo continuo: El hilo de aportación es alimentado por la corriente.
Soldadura con aportación de hilo continuo y tobera consumible: Utiliza una tobera consumible.
Los consumibles que se pueden utilizar son:
Alambre.
Flux.
Tobera.
Existen dos modos de implementar el proceso de soldadura por electroescoria. El primer sistema es mediante el empleo de un dispositivo automático acoplado en una columna vertical permitiendo elevar las zapatas y el cabezal de soldadura a medida que la soldadura va progresando desde la zona inferior hasta la superior. Los problemas de esta primera opción son el alto coste que supone y el gran peso del dispositivo. Además la superficie lateral debería ser tan lisa como se pudiera para que el desplazamiento de las zapatas fuera más fácil.
En el segundo sistema se emplea una guía consumible para llevar el alambre hacia la zona de fusión del material. Este guía debe estar aislada eléctricamente para evitar que se produzcan arcos erráticos. Además, esta guía se va consumiendo a medida que la soldadura va progresando con lo que contribuye al volumen de metal depositado. Las ventajas de este método son que no necesita de un dispositivo de elvación para el
60
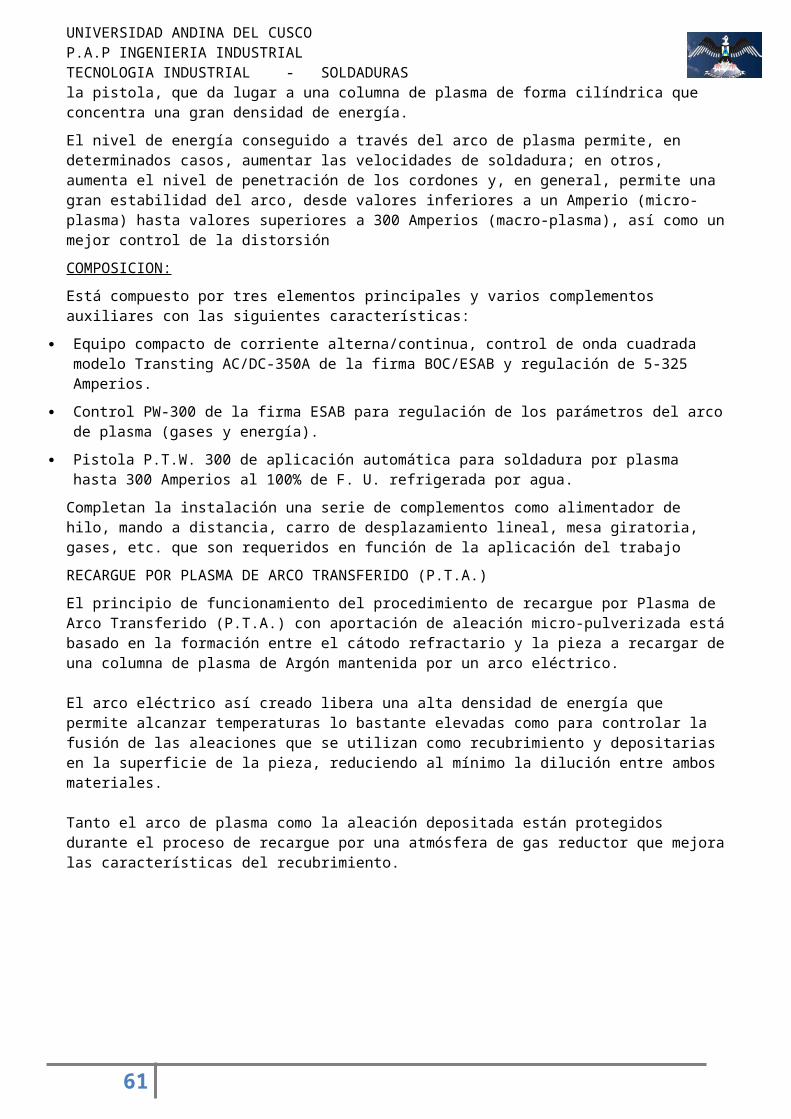
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAScabezal ya que no existen partes móviles. Si la guía tiene la sección transversal suficientemente grande la velocidad de adición de aporte puede ser aumentada considerablemente. Si se desean agregar elementos de aleación, se puede variar la composición de la guía consumible. Como este método es auto-regulabe se puede aumentar la velocidad de soldadura reduciendo el espacio entre las chapas a soldar.
APLICACIONES
Las aplicaciones más comunes son en el sector de la metalurgia , sector de la creación de puentes, naves industriales y maquinaria muy pesada. También se utiliza para soldar paredes gruesas, juntas en grandes hornos, y para soldar aceros inoxidables. Es muy común en la industria naval, para la unión de chapas gruesas de acero al carbono. También es empleado para la unión de chapas en vertical y para grandes secciones de piezas de fundición y forja de acero, aluminio y titanio. Los espesores de estas chapas están comprendidos entre 20 y 350 mm.
La soldadura por electroescoria es un proceso de soldadura que produce coalescencia de metales con escoria fundida que derrite el metal de aporte y las superficies de las piezas de trabajo que se van a soldar. La escoria protege el charco de soldadura, moviéndose a todo lo ancho de la unión conforme avanza la soldadura. El proceso inicia con un arco que calienta un fundente granulado y lo funde para formar la escoria. En seguida la escoria conductora extingue el arco y se mantiene fundida por la resistencia que se opone el paso de corriente eléctrica entre el electrodo y las piezas de trabajo.
Ventajas Gran velocidad de soldadura que se puede alcanzar. El proceso se puede auto-regular. Soldadura de buena calidad. Gran rendimiento en el aporte de material. Se pueden conseguir grandes tasas de aporte de material
(entre 15 y 20 kg/h) Productividad elevada. Bajos costes de preparación de los equipos. Las máquinas utilizadas para la soldadura por
electroescoria se pueden preparar con una cepilladora o una máquina de oxicorte, siendo esta preparación más económica que la de otros procesos de soldadura.
La posibilidad de realizar el proceso en una sola pasada permite un ahorro de tiempo considerable comparado con soldaduras de múltiples pasadas.
Capacidad elevada para soldar metales gruesos. Se produce una mínima tensión transversal.
Desventajas Tiene un coste alto. La gran cantidad de energía que se utiliza. Además la energía producida provoca un enfriamiento lento
causando un crecimiento de grano en la zona afectada térmicamente. Necesidad de una zona lisa para el fácil desplazamiento de las zapatas. Hay casos de fractura frágil en la zona soldada. Se debe a que la resistencia al impacto no es lo
suficiente elevada en la zona afectada térmicamente y no puede soportar el agrietamiento a temperatura baja.
61
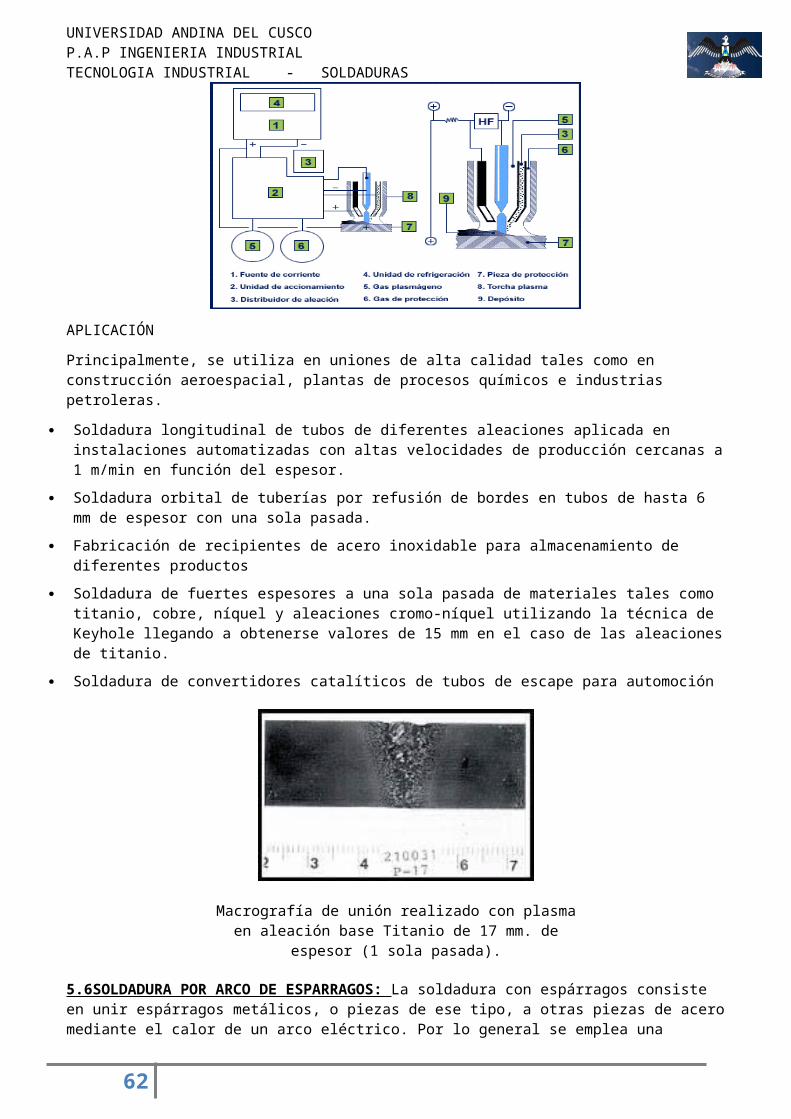
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
6.5SOLDADURA POR HAZ DE ELECTRONES: La soldadura por haz de electrones es un proceso de soldadura
de fusión, que se logra mediante el contacto de la pieza a soldar con un haz de electrones de alta densidad
energética. El haz de electrones es de pequeño diámetro y elevada intensidad energética, lo cual permite
atravesar grandes espesores de material (hasta 65 milímetros de una sola pasada aproximadamente). El
principio de soldadura se puede explicar mediante el efecto Keyhole (también denominado como ojo de
cerradura).
Características de la soldadura por haz de electrones
Capacidad para hacer soldaduras profundas y con cordones de soldadura estrechos en una sola pasada.
Soldadura casi uniforme y limpia, debido a que se realiza en un ambiente de vacío, lo cual evita la formación de óxidos y nitruros.
Cantidad reducida de calor transmitida a la pieza, por lo que su microestructura se ve menos alterada que mediante otros procedimientos.
No se necesita metal de aportación. Las velocidades de soldadura son muy elevadas (hasta 2000 mm/min). Permitir la unión de una gran diversidad de materiales e incluso de multitud de materiales distintos
entre sí. El coste de los equipos es elevado. Genera rayos X, lo que requiere extremar las precauciones.
Proceso de soldadura
El proceso de soldadura mediante haz de electrones se efectúa en una cámara de vacío. Encima de dicha cámara se encuentra una pistola de electrones. Las piezas a soldar se colocan en un manipulador motorizado dentro de la cámara de vacío produciendo así soldaduras axiales o lineales. La pistola de haz de electrones, consta de un cátodo y un ánodo entre los que se genera una diferencia de potencial y se induce el paso de corriente. Debajo del ánodo, hay una lente magnética, para dirigir el haz de electrones hacia la zona de soldadura.
Equipo necesario
Cámara de vacíoLa forma más usual de la cámara de trabajo es la cúbica, ya que se puede trabajar con piezas de diferente
62

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASforma, aunque para piezas específicas como tubulares se puede diseñar una cámara de trabajo con forma cilíndrica. La cámara de trabajo se ha de diseñar conforme a la pieza a trabajar. Para generar la presión de trabajo en su interior se emplean diferentes tipo de bombas de vacío: rotativas, difusoras y turbomoleculares.Pistola de haz de electronesEn la pistola de electrones se encuentra el cátodo, formado por una banda de Wolframio, por la cual fluye una fuerte corriente alcanzando grandes temperaturas (2500 °C) que emitirá una corriente de electrones. Por debajo de la pistola se encuentra un anillo ánodo que acelera los electrones hasta un 50-70% la velocidad de la luz.La pistola se conecta a un sistema de potencia, el cual genera la diferencia de potencial necesaria entre cátodo y ánodo. Estos sistemas se pueden clasificar en dos tipos: Equipos de baja tensión (15-60kV) y Equipos de alta tensión (100-200kV).
Clasificación
En función del grado de vacío que existe en la cámara donde se realiza el proceso, el soldeo por haz de electrones se clasifica en:Soldeo de alto vacíoEl vacío practicado en la cámara es del orden de 0,13-13 MPa.Es un procedimiento idóneo para:
Conseguir uniones y zonas afectadas por la temperatura de reducidas dimensiones. Soldeo de metales reactivos con el oxígeno y nitrógeno, al trabajar a vacío. Soldeo de metales de gran espesor, debido a su gran poder de penetración.
APLICACIONES
Industria aeroespacial. Industria automotriz: soldadura de engranes y turbocompresor. Construcción e ingeniería: válvulas, sierras, tanques blindados...
Industria energética: calderas nucleares, recipientes para desechos nucleares, turbinas de vapor
Ventajas:
La productividad es mayor al reducirse el tiempo de bombeo. El equipo es más barato, al no ser necesaria una bomba difusora (imprescindible para obtener el alto
vacío).
Desventajas:
La limitación del tamaño de la pieza a soldar, pues la cámara de vacío tiene un espacio útil reducido. La baja producción, ya que requiere altos tiempos de bombeo para alcanzar el vacío. La alta concentración de aire en la cámara aumenta la divergencia del haz de electrones y en
consecuencia la soldadura presenta cordones más anchos y de menor espesor.
63
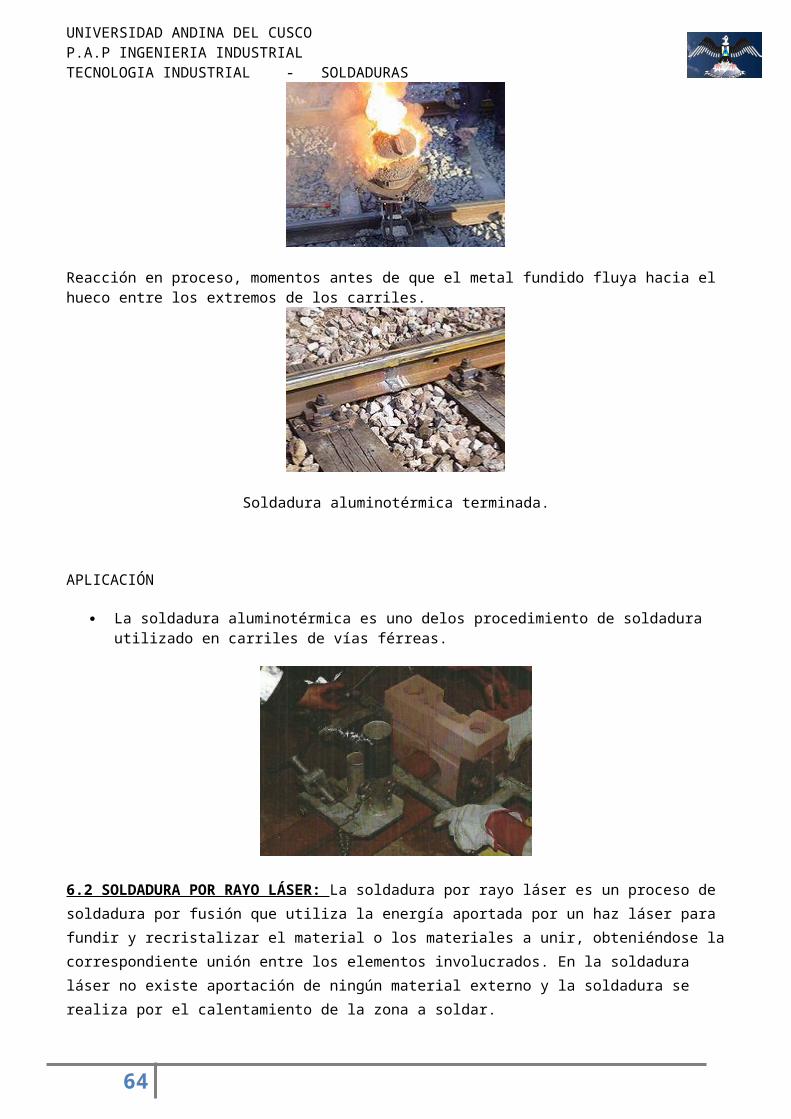
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
7-SOLDADURA AL ESTADO SOLIDO:
Este tipo de soldadura se refiere a los procesos de unión en los cuales la fusión proviene de la aplicación de presión solamente, o una combinación de calor y presión si se usa calor, la temperatura del proceso está por debajo del punto de fusión de los metales que se van a soldar no se utiliza un metal de aporte en los procesos de estado sólido.
7.1SOLDADURA ULTRASONICA:La soldadura ultrasónica no utiliza productos consumibles, se realiza rápidamente, consume poca energía, no producen gases ni olores nocivos al ambiente y puede ser controlada electrónicamente para asegurar un control de calidad en la línea de producción.
Cuando se unen materiales por medio de soldadura ultrasónica, a las partes a ser unidas se les aplican simultáneamente una fuerza estática, la cual mantiene en posición las piezas y facilita la unión, y una fuerza dinámica (vibración ultrasónica), la cual genera la fricción que produce el calor necesario para “soldar” los materiales a unir. Este procedimiento es usado en las industrias tanto para unir plásticos como para unir metales.
Fig. 1. Diferencias en los procesos de soldadura ultrasónica.
(a) Para plásticos, (b) Para metales.
7.1.1SOLDADURA ULTRASÓNICA DE PLÁSTICOSLa soldadura ultrasónica de plásticos ha sido usada por muchos años. Cuando se sueldan termoplásticos las vibraciones son introducidas verticalmente. El incremento térmico en el área de unión es producida por la absorción de las vibraciones mecánicas de alta frecuencia (20 a 70kHz), la reflexión de las vibraciones en el área de contacto y la fricción entre las superficies de las partes. En el área de contracción, se produce calor por la fricción de tal manera que el material se plastifica localmente, forjando una conexión entre ambas partes en un corto período de tiempo.El pre requisito es que ambas piezas de trabajo tengan un punto de fusión cercano. La calidad de la unión es muy uniforme porque la transferencia de energía y el calor interno liberado permanecen constantes y se limitan al área de unión. Para obtener un óptimo resultado las áreas a unir son preparadas para hacerlas adecuadas a la unión ultrasónica. La soldadura ultrasónica puede ser utilizada para unir firmemente o embeber partes de metal con o en plástico.
64

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Fig. 2. Máquina para soldar plásticos ultrasónicamente, marca STAPLA, modelo K1
7.1.2SOLDADURA ULTRASÓNICA DE METALES Mientras que en la unión ultrasónica de plásticos las vibraciones de alta frecuencia son usadas para incrementar la temperatura y así lograr la plastificación del material; la unión ultrasónica de metales es un proceso completamente diferente: las vibraciones mecánicas son introducidas horizontalmente, las partes a ser soldadas no son calentadas hasta el punto de fusión, sino que son conectadas gracias a la aplicación de presión y vibraciones mecánicas de alta frecuencia.Durante la soldadura ultrasónica de metales, un proceso complejo es iniciado el cual involucra fuerzas estáticas, fuerzas cortantes de oscilación y un moderado incremento de temperatura en el área a soldar.La magnitud de estos factores depende del grosor de las piezas a unir, de su estructura superficial y de sus propiedades mecánicas.Las piezas de trabajo son localizadas entre una pieza fija, esto es, el yunque, y el dispositivo generador de las vibraciones ultrasónicas denominado “Sonotrode” o “horn”, el cual oscila horizontalmente a alta frecuencia (usualmente 20, 35 o 40 kHz) durante el proceso de soldado.La frecuencia de oscilación más comúnmente usada (frecuencia de trabajo) es 20 kHz. Esta frecuencia está sobre el rango audible del oído humano y permite el mejor uso posible de la energía. Para procesos de soldadura en los que se requiere sólo una pequeña cantidad de energía, puede ser usada una frecuencia de trabajo de 35 ó 40 kHz.El sonotrode y el yunque tienen superficies ásperas o tienen generalmente superficies fresadas con estrías cruzadas para apretar las piezas que se ensamblarán y prevenir deslizamientos indeseables.Se aplica presión estática perpendicularmente a la interfaz a soldar. Luego se sobrepone la fuerza cortante oscilante de alta frecuencia (ultrasonido). Las fuerzas dentro de los objetos deben mantenerse por debajo del límite de elasticidad para que las piezas no se deformen. Si las fuerzas sobrepasan un valor de umbral dado, ocurrirá una deformación local en los materiales a unir.Las piezas se compactan ligeramente en la superficie debido a la fuerza de sujeción antes de conectar
Fig. 3. Esquema de un sistema típico de soldadura ultrasónicapara metales. 1.- Sonotrode: transductor piezoeléctrico, fuente de la vibración ultrasónica, 2 y 3.-
Partes a ser unidas, 4.- Yunque: plancha de acero, 5.- área a ser soldada
La soldadura ultrasónica del metal es local y limitada a las fuerzas de corte y al desplazamiento de las capas intermedias. Sin embargo, una fusión no ocurre si la fuerza de presión, la amplitud y el tiempo de la soldadura son ajustados correctamente. Los análisis microscópicos usando microscopios ópticos y electrónicos hacen evidente la recristalización, la difusión y otros fenómenos metalúrgicos. Sin embargo, no proporcionan ninguna evidencia de fusión (interfaz fundida).El uso de sensores térmicos altamente sensibles en las capas intermedias muestran un aumento inicial de la temperatura con una posterior disminución constante de la misma.La temperatura máxima obtenida depende de los ajustes que se hagan a los controles del equipo de soldadura.Un aumento en la energía ultrasónica conduce a un aumento de la máxima temperatura posible.
65
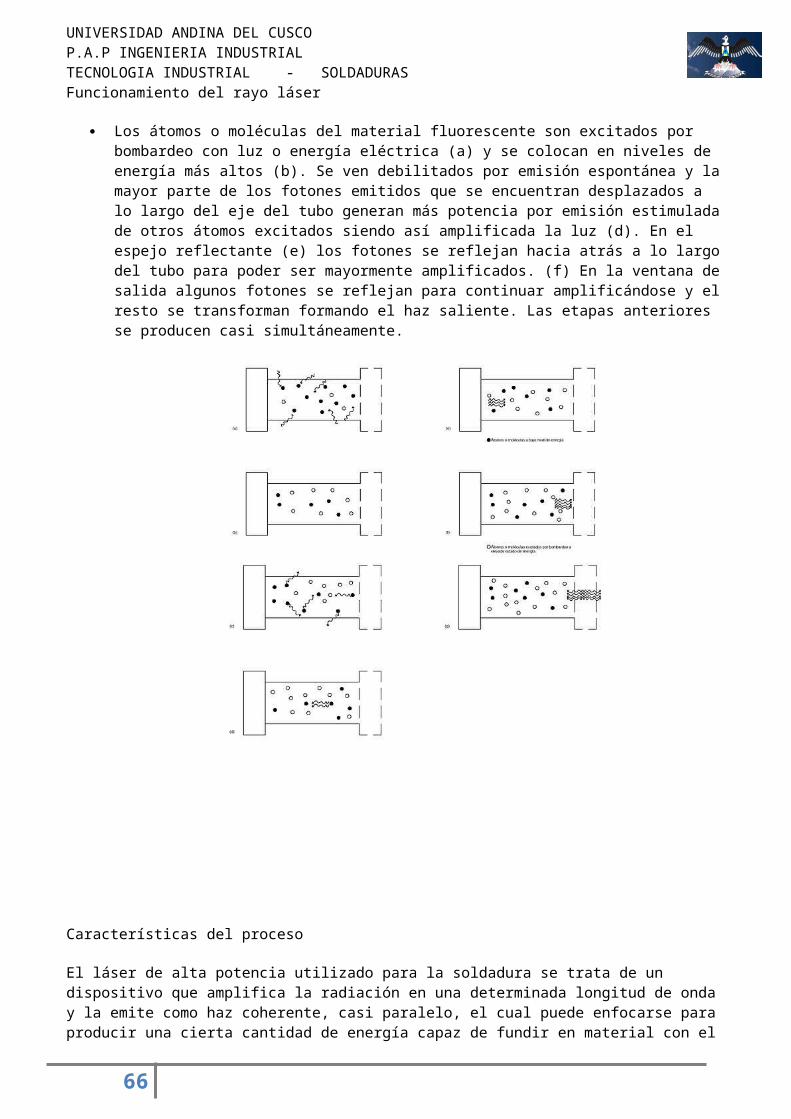
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASUn aumento en la fuerza estática conduce a un aumento de la temperatura inicial, pero al mismo tiempo limita la posible temperatura máxima. Por lo tanto, el perfil de temperatura puede ser manejado, dentro de ciertos límites, haciendo los ajustes apropiados en la máquina.
Fig. 6. Unidad marca STAPLA modelo UTA3000 para soldar Terminales
La soldadura ultrasónica de metales no produce una adhesión superficial en los metales. Se ha probado que las uniones son sólidas, homogéneas y duraderas.
APLICACIONES Las aplicaciones de la soldadura ultrasónica crecen y la oferta en el mercado de máquinas adecuadas al uso industrial aumenta cada año.A manera de ejemplo presentamos a continuación una serie aplicaciones ya consolidadas a nivel industrial de la soldadura ultrasónica de metales
Industria: Aparatos domésticos.Disco de aluminio unido a elemento de calentamiento de aluminio.
Industria: Automotriz.Cable de cobre 20 AWG unido a una terminal de latón recubierta de níquel.
Industria: Automotriz.Cable de cobre unido a terminal de cobre.
66
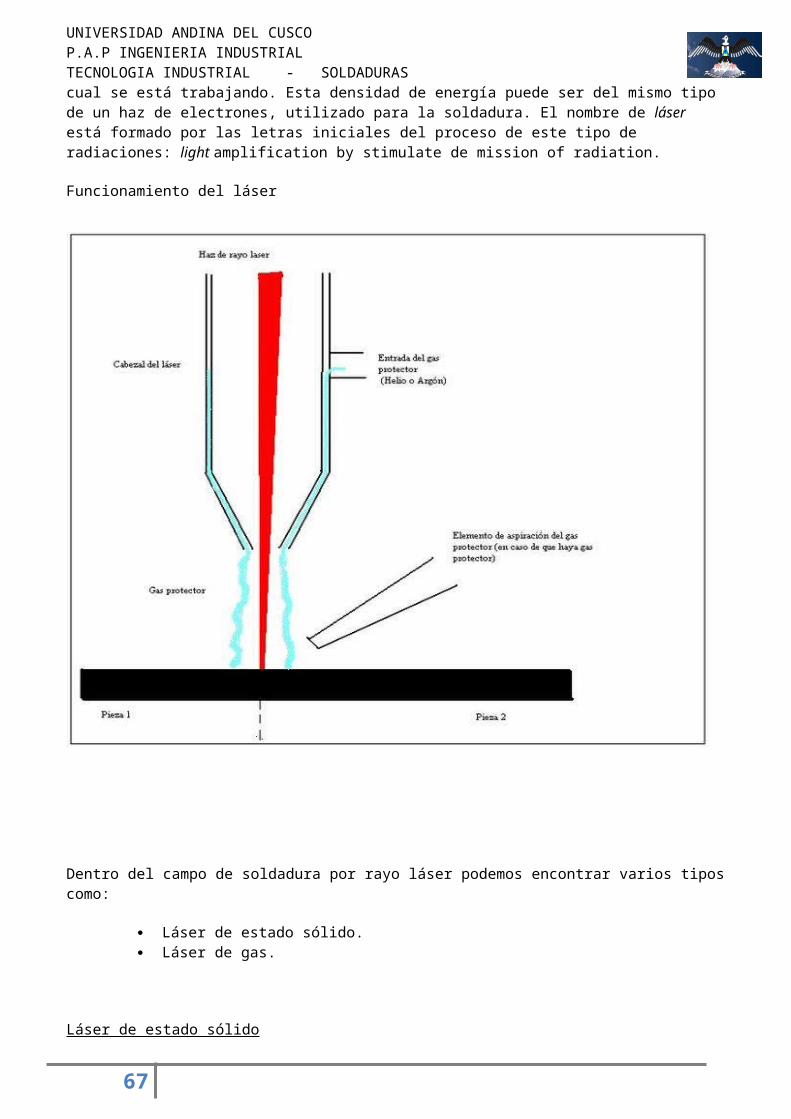
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Industria: Automotriz.Cable de cobre 20 AWG unido a un cable de cinta plana
Industria: Eléctrica-comunicaciones.Cable de cobre 12 AWG unido a una placa de latón recubierta de níquel.
Industria: Comunicaciones.Alambres de cobre 18 AWG unidos a terminales de placasde latón recubiertas de oro.
Industria: Electrónica-cableado.Alambre de cobre 10 AWG unidos a terminales de latón.
Industria: Electrónica-cableado.Alambre de cobre 14 AWG unido a terminal de cobre.
67

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASIndustria: Acero/fundición.Alambre de cobre unido a un anillo de cobre.
Industria: Eléctrica.Cable trenzado de cobre unido a brazo de contacto delatón.
Industria: Solar.Intercambiador de calor.Aletas de cobre unidas a tubos de cobre.
Industria: Electrónica-capacitores.Hojas múltiples de aluminio unidas a remache de aluminio
Industria: Eléctrica.Cable de cobre 6 AWG unido a barra de latón recubiertade níquel.
Industria: Refrigeración.Corte y soldado de tubos de cobre.
68
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Ventajas La soldadura ultrasónica de metales une muchas combinaciones de metales disímiles, como cobre con aluminio. Los tiempos usuales de ciclo son menores de 1 segundo. La calidad de soldadura es alta y uniforme. Las ligas son normalmente más fuertes que las juntas
hechas con soldadura o por resistencia. No hay efectos adversos al ambiente. Necesidad moderada de habilidad y entrenamiento del operador para producir uniones de alta calidad
uniforme. La soldadura ultrasónica de metales no utiliza consumibles potencialmente peligrosos, como soldadura
o fundente. No hay acumulación de calentamiento ni fusión, de modo que no se provoca fragilización ni zonas
afectadas por el calor. La conductividad eléctrica es normalmente superior que la obtenida con conexiones trenzadas o
soldadas. Cantidades moderadas de oxidación o contaminación superficial no afectan la cantidad de la conexión.
Desventajas La soldadura ultrasónica de metales se restringe a soldadura de solapa; no puede hacer soldaduras de
cordón. Sólo se pueden soldar piezas con espesores menores a 3mm. Sólo puede unir superficies planas o con curvatura mínima, excepto para unir alambres. No es adecuada para unir partes estañadas. El costo de capital es usualmente mayor que para el de soldadura ordinaria.
7.2SOLDADURA POR FRICCIÓN La soldadura por fricción es un proceso de fase total de penetración sólida, el cual puede ser implementado en la unión de laminas de metal ,la soldadura por fricción, un cilindro de sección plana y un rotor perfilado, son suavemente aproximados a las áreas a juntar las cuales son enfrentadas de tope. Las partes tienen que ser aseguradas a una mesa de respaldo para evitar que sean separadas por la fuerza a la que son sometidas. El calor de la fricción entre el cilindro rotatorio de alta resistencia al desgaste y las piezas a ser soldadas causan que los materiales se suavicen sin llegar al punto de fusión permitiendo al cilindro rotatorio seguir la línea de soldadura a través de las piezas a trabajar. El material pastificado es transferido al riel de borde del cilindro y forjado por el contacto directo del soporte y el rotor perfilado. En el proceso de enfriamiento, el proceso deja a su paso un cordón de fase sólida entre las dos piezas.
69
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
La soldadura por fricción puede ser usada para unir laminas de aluminio y planchas sin la necesidad de usar material de aporte o ningún tipo de gases y materiales de un espesor de 1.6 hasta 30 mm pueden ser soldados con total penetración, sin porosidad o evasiones internas. Soldaduras altamente integrales y de muy baja distorsión pueden ser logradas con éxito en la mayoría de las aleaciones de aluminio, incluyendo aquellas consideradas "difíciles de soldar" con las técnicas regulares.
Entre los materiales que han sido soldados exitosamente con Fricción hasta la actualidad se incluye una gran variedad de aleaciones de aluminio (las series 2xxx, 5xxx, 7xxxx, 8xxx) y las aleaciones Al-Li son las mas recientes, la soldadura por fricción también ha demostrado ser efectiva en la unión de Plomo, Cobre, Magnesio y hasta aleaciones de Titanio
Los nuevos métodos de soldadura por fricción se están implementando de una manera cada más extendida en la fabricación de motores aeronáuticos. Los procesos de unión en estado sólido proporcionan una soldadura de alta calidad y beneficios económicos. Tras la aceptación a nivel global de la soldadura por fricción rotativa (Rotary Friction Welding, RFW), la industria aeronáutica está actualmente implementando la soldadura por fricción lineal (Linear Friction Welding, LFW). Los procesos de soldadura por fricción son sustancialmente más automatizados, y su repetibilidad es incomparable con respecto a los procesos de soldadura manual. Asimismo, son procesos generalmente muy tolerantes a cambios en los parámetros de soldadura sin comprometer la calidad, por lo que su fiabilidad es casi absoluta. Uno de esos procesos en especial, la soldadura por fricción lineal, se usa para unir una gran variedad de formas complejas. Es un proceso muy atractivo técnica, comercial y medioambientalmente.
Turbina de gas.
La industria de las turbinas de gas está volcada en una continua mejora de sus capacidades técnicas en términos de obtención de mayores estándares de eficiencia y seguridad, así como en cumplir con las futuras legislaciones medioambientales. Es perfectamente viable mejorar los motores aeronáuticos en referencia a la reducción de consumo de combustible y la reducción en las emisiones de gases y ruido. Los costes de ciclo de vida y la mejora en la fiabilidad dependen de los logros en actividades de investigación y desarrollo en los procesos y en los materiales utilizados.
70

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
La industria de las turbinas de gas está volcada en una continua mejora para obtener mayores estándares de eficiencia y seguridad.
Los diseños más avanzados de compresores y turbina son críticos para obtener estos objetivos. Recientes e innovadores diseños de rotores y los previstos conceptos de motores de Alto Bypass o Very High Bypass Ratio (VHBR) se basan en velocidades de rotación sustancialmente mayores en los compresores de baja presión y mayores temperaturas en cada fase del motor. La fiabilidad, durabilidad y resistencia térmica de los diseños convencionales son inadecuadas para los futuros motores VHBR. Los convencionales injertos de unión entre las palas y el disco son habitualmente los factores que limitan la vida útil de un componente rotante en un compresor debido a los daños por la fatiga y la fricción en la unión mecánica. Eliminando esa unión mecánica e introduciendo un blisk completo, el problema de la fatiga en ese punto desaparece obteniendo también un menor peso en el componente.
Turbina de motor.
Soldar titanio
Las aleaciones de titanio de alta resistencia son de gran interés en la construcción de estructuras y componentes que requieran un peso mínimo, especialmente en el sector aeronáutico. Para aplicaciones de alto rendimiento se requiere de una mayor combinación de dureza y resistencia, y por esta razón se han desarrollado los procesos de soldadura en estado sólido. La soldadura por fricción permiten también la unión de aleaciones disimilares de aluminio, dando de este modo el mejor uso a las propiedades específicas de cada aleación.
El titanio es un material muy caro dada la complejidad del refinado y del proceso metalúrgico y a la enorme cantidad de energía que se requiere para su obtención. Los plazos de entrega son muy grandes y es muy complejo de mecanizar. Es por todo ello que se está sustituyendo la práctica habitual de mecanizar un bloque sólido hasta la forma deseada por la unión de partes más pequeñas próximas a la forma final. Se obtienen en algunos casos ahorros de hasta el 70% del costo de materia prima, dado que las virutas generadas en el mecanizado se consideran material a perder.
71
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Proceso de mecanizado de turbina.
Las características del proceso de soldadura por fricción relacionadas con el propio material y las ventajas al soldar aleaciones de titanio son principalmente las siguientes:
La baja conductividad térmica confina la temperatura generada en el proceso de soldadura por fricción a la zona de soldadura, donde es necesaria.
El rango de temperatura en el que las aleaciones de titanio pueden procesarse en caliente a altas velocidades de deformación es relativamente estrecho. Ello minimiza el tiempo de soldadura ayudando al control del proceso.
En aleaciones como la Ti-6Al-4V, la microestructura se determina por el propio proceso cinético. Así, las microestructura formadas tienen las mismas propiedades mecánicas que los materiales de origen, como las propiedades tensiles y la fatiga.
La ventana de aceptación de la calidad de la soldadura por fricción es muy amplia, lo que favorece a los fabricantes. Ello ayuda a la repetibilidad y a la fiabilidad del proceso, con muy pocas piezas defectuosas.
A diferencia de las soldaduras por arco o láser, en la soldadura por fricción no se requiere de gas de protección ni aporte alguno, a la vez que cualquier contaminación mínima en la superficie es expulsada como flash en el propio proceso.
Piezas de titanio.
Los procesos de soldadura por fricción han sido probados para un amplio rango de aleaciones de titanio, incluyendo las aleaciones en desarrollo como los Gamma Aluminuros. Es posible soldar aleaciones disimilares entre sí, permitiendo al fabricante diseñar y realizar composiciones estructurales a medida. Supone, por tanto, invertir el proceso: en lugar de reducir un bloque de materia prima a una parte, se ‘construye’ un todo con varias partes. La posibilidad de realizar la soldadura por fricción próxima a la forma final descubre unas posibilidades presentes y futuras enormes. Si hoy ya es posible soldar diferentes aleaciones de titanio en diferentes partes de la estructura, ya se está desarrollando la inclusión de otras partes que no sean de titanio en la pieza. Es más que factible integrar más de un proceso e fricción o utilizar procesos adicionales.
72
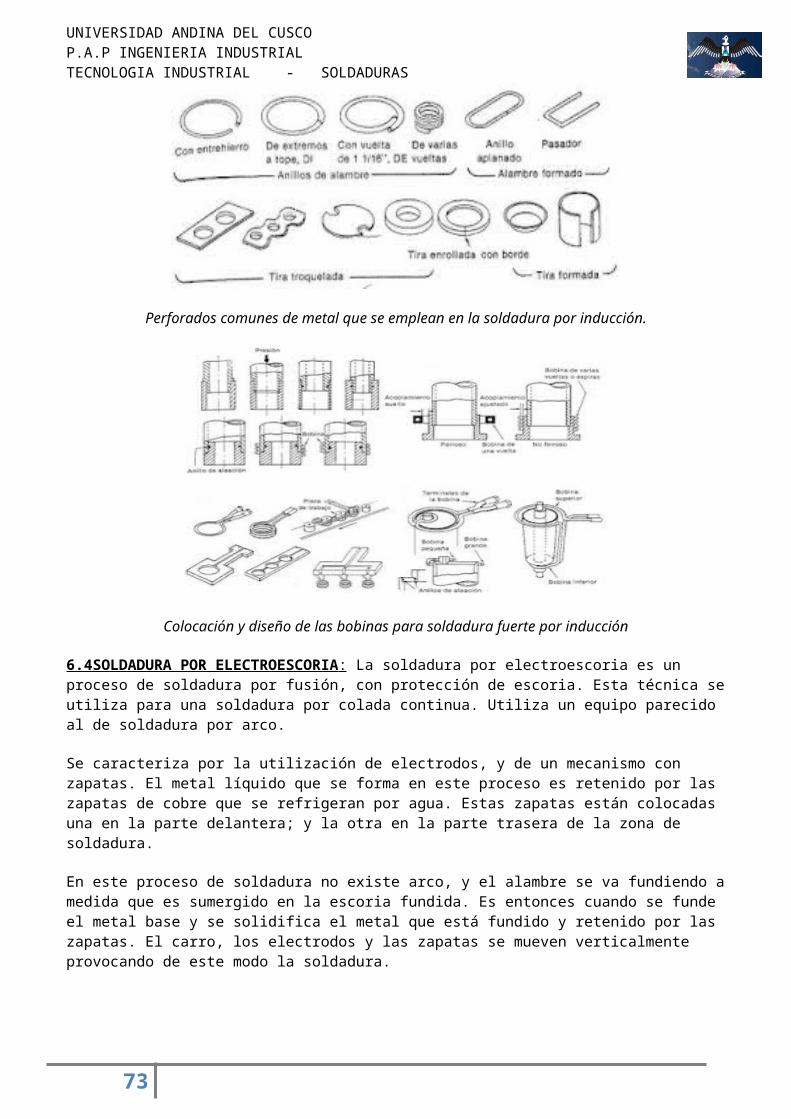
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Soldadura por fricción rotativa.
El concepto proceso de soldadura por fricción supone la unión de dos materiales, disimilares entre sí, mediante un cambio de estado de los materiales sin llegar a fundirlos; es decir, sin cambiar sus características metalúrgicas. Con la temperatura generada en la fricción entre ambos componentes, los materiales se ablandan alcanzando un momento plástico. En ese momento se aplica una fuerza suficiente y contante durante un espacio de tiempo suficiente para forjar un nuevo material (la intersección) hasta que éste vuelve a estabilizarse.
Línea de producción de ejes de camión.
Soldadura por fricción rotativa
La temperatura de fricción se obtiene rotando un componente axialmente simétrico contra otro estático y bien sujeto, aplicando una cierta cantidad de fuerza. Después de unos instantes (segundos), el punto de unión alcanza la temperatura óptima cesando la rotación y aplicando una mayor cantidad de fuerza que forja y consolida la unión. Durante el proceso se combinan los parámetros velocidad de rotación, desplazamiento, tiempo, temperatura y fuerza para obtener la soldadura de los diversos materiales. La soldadura por fricción rotativa es mucho más eficiente en términos de energía en comparación a los procesos de soldadura más competitivos. No se requiere de consumibles como el hilo de relleno, flux o gases para el escudo de protección, incluso para los materiales medioambientalmente tan sensibles como el titanio. La soldadura por fricción rotativa se divide en dos variantes: ‘direct drive’ (control directo) e inercia.
73

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Brocas y tubos de prospección petrolífera.
En el caso ‘direct drive’, el componente en rotación está constantemente controlado por un motor eléctrico o hidráulico, que se frena cuando se va a aplicar la fuerza de forja. Este proceso es ideal para soldar aceros, logrando una total precisión de posicionado (en giro y concéntrico) así como en el largo total de la pieza. Se aplica de manera masiva en el sector de las prospecciones petrolíferas de gas y en la fabricación de múltiples componentes en la automoción (ejes, pistones, varillas, airbags, etc.).
Proceso de soldadura por fricción lineal.
La alternativa es la soldadura por inercia, donde el componente en rotación está anclado a un volante de inercia. Se acelera este volante hasta alcanzar la velocidad deseada, consumiendo después en la fricción toda la energía cinética acumulada para calentar el punto de unión. Este proceso es menos preciso en el posicionado que el ‘direct drive’ y consume más energía, pero es el proceso ideal para unir elementos de mayor dureza como aceros al manganeso o el titanio y para grandes piezas en las que se requiere más superficie de soldadura.
Las aleaciones de titanio responden muy bien a este tipo de soldadura. Las uniones resultantes poseen una dureza al impacto y una resistencia tensil comparable a los materiales procesados. Exhiben, por tanto, una combinación de dureza y resistencia muy superior al de los procesos de soldadura por fusión. Uno de los máximos potenciales de este proceso es la fabricación de compuestos intermetálicos de titanio y aluminio.
74
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Máquina de soldadura por fricción lineal E100 de Thompson Friction Welding.La soldadura por fricción lineal es aplicada por los fabricantes de motores aeronáuticos para construir discos con palas (‘blisks’) para turbinas. Es aplicable para unir aleaciones de titanio en la etapa del compresor y aleaciones direccionalmente solidificadas o basadas en cristales simples de níquel en la fase de la turbina. El proceso es considerado el camino a seguir en la fabricación rápida y de bajo coste de ‘blisks’ de titanio. Los fabricantes de motores aeronáuticos y otras turbinas de gas no dudan en invertir en soldadura por fricción lineal.Soldadura por fricción lineal
Motor de Airbus A380 de Rolls-Royce Trent 900.
El proceso de soldadura por fricción lineal es, en principio, bastante sencillo. Ambas partes son friccionadas hasta obtener el momento plástico de ambos materiales para después aplicar la fuerza de forja que consolida la unión. Una de las partes oscila con una amplitud y frecuencia determinadas, mientras que la otra permanece fija en un soporte ad hoc. Analizando en profundidad el proceso se encuentra, sin embargo, la complejidad del mismo. Se toman en consideración seis variables cuya combinación dará los parámetros necesarios para cada material y aplicación. Los parámetros máximos reflejados son los obtenidos por el modelo E100 de la británica Thompson Friction Welding, y son:
Frecuencia de Oscilación Lineal: es el número de ciclos completos en un segundo, medida en Hercios (Hz), valores de 15-100 Hz.
Amplitud de Oscilación Lineal: la distancia entre el extremo y el punto de referencia, medida en milímetros. Así, una amplitud de 2 milímetros es el resultado de un movimiento de ± 2 milímetros con respecto al punto 0 de referencia. Valores de 0,5-5 mm.
Fuerza de Presión: medida en N/mm² o kN, la responsable de realizar la fricción. Valores de 50-1.000 N/mm².
Duración del proceso de fricción o ‘burn off’: gestiona tanto el material en forma de flash consecuencia de la fricción (medido en milímetros) como el tiempo de la fricción (medido en segundos). Los valores más frecuentes oscilan entre 1-5 milímetros y 1-5 segundos respectivamente.
Tiempo de Parada: medido en segundos, se refiere al tiempo que se requiere hasta la total parada en el punto cero de la oscilación. Valores 0,1-2 segundos.
Fuerza de forja: la cantidad de presión a ejercer para la completa consolidación de la unión, inmediatamente después de detenerse la oscilación. Se aplica durante un tiempo determinado y varía según el material y la superficie a soldar. Valores de 50-10.000 kN.
Esta tecnología ha sido probada y aplicada en virtualmente todas las aleaciones utilizadas en I+D+i como el titanio, el aluminio, aleaciones basadas en níquel y acero al carbono e inoxidable entre otras. Se utiliza para unir una gran variedad de perfiles complejos obteniendo una excelente funcionalidad. Es ideal para producción masiva como para series cortas de componentes especiales y limitados. Se aplica en los sectores de la alta velocidad, tanto ferroviaria como aeronáutica. Ello ha ayudado a empresas como Rolls Royce a desarrollar los nuevos ‘blisks’ de turbinas como la equipada en el Airbus A380.
75

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
Blisk de la turbina del motor, cortesía Rolls&Royce.
7.3SOLDADURA POR FORJA:
Es el proceso de soldadura más antiguo. El proceso consiste en el calentamiento de las piezas a unir en una fragua hasta su estado plástico y posteriormente por medio de presión o golpeteo se logra la unión de las piezas. En este procedimiento no se utiliza metal de aporte y la limitación del proceso es que sólo se puede aplicar en piezas pequeñas y en forma de lámina. La unión se hace del centro de las piezas hacia afuera y debe evitarse a como de lugar la oxidación, para esto se utilizan aceites gruesos con un fundente, por lo regular se utiliza bórax combinado con sal de amonio.
76
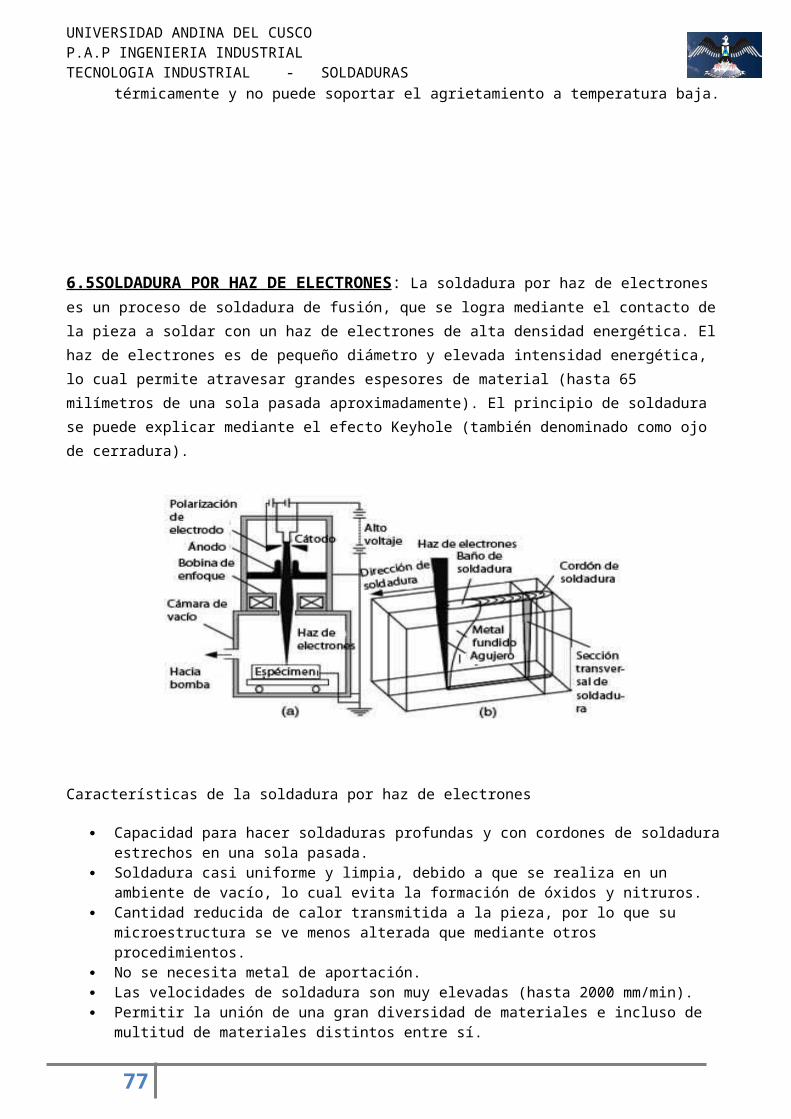
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
7.4SOLDADURA POR FUSIÓN: Este método, se realiza mediante la combinación de calor y presión. La temperatura que se emplea para este proceso está por debajo del punto de fusión de los metales que se van a soldar; además de que no se emplea ningún metal de aporte.
Por medio de calor se funden los metales base; lo cual da como resultado una soldadura autógena; aunque en ocasiones se añade a la combinación algún metal ‘de aporte’, que como su nombre lo dice proporcionará volumen y resistencia a la unión soldada.
7.5SOLDADURA POR EXPLOSIÓN: Soldadura por explosión es un proceso de estado sólido de soldadura, que utiliza una detonación explosiva controlada para forzar dos metales juntos a alta presión. The resultant composite system is joined with a durable, metallurgical bond. El sistema compuesto resultante se unió con una unión duradera, metalúrgico.
Explosive welding under high velocity impact was probably first recognized by Garl in 1944. Between that and now the process has been developed fully with large applications in the manufacturing industry.It has been found to be possible to weld together combinations of metals, which are impossible, by other means.Se ha encontrado que es posible para unir combinaciones de metales, que son imposibles, por otros medios. The ProcessEl Proceso
This is a solid state joining process. Este es un proceso de unión en estado sólido. When an explosive is
detonated on the surface of a metal, a high pressure pulse is generated. Cuando un explosivo se detonó en la
superficie de un metal, un pulso de alta presión se genera. This pulse propels the metal at a very high rate of
speed. Este pulso impulsa el metal a una velocidad muy alta de la velocidad. If this piece of metal collides at an
angle with another piece of metal, welding may occur. Si esta pieza de colisiona de metal en un ángulo con
otra pieza de metal, soldadura puede ocurrir. For welding to occur, a jetting action is required at the collision
interface. Para la soldadura que se produzca, una acción de chorro se requiere en la interfaz de colisión. This
jet is the product of the surfaces of the two pieces of metals colliding. Este chorro es el producto de las
superficies de las dos piezas de metales que chocan. This cleans the metals and allows to pure metallic
surfaces to join under extremely high . Esto limpia los metales puros y permite superficies metálicas a unir
bajo una presión extremadamente alta. The metals do not commingle, they are atomically bonded. Los
metales no se mezclan, se atómicamente unido. Due to this fact, any metal may be welded to any metal (ie
copper to steel; titanium to stainless). Debido a este hecho, cualquier metal puede ser soldado a cualquier
77
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURASmetal (es decir, - cobre al acero;. Titanio a inoxidable). Typical impact pressures are millions of psi. Fig. Las
presiones típicas de impacto son millones de psi. Fig. 1 shows the explosive welding process. 1 muestra el
proceso de soldadura explosiva.
Explosives Explosivos
The commonly used high explosives are – Los explosivos comúnmente utilizados son altos
Explosive Explosivo Detonation m/s Velocidad de
detonación, m / s
RDX (Cyclotrimethylene trinitramine, C 3 H 6 N 6 O 6 RDX (trinitramina ciclotrimetileno, C 3 H 6 N 6 O 6
8100 8100
PETN (Pentaerythritol tetranitrate, C 5 H 8 N 12 O 4 ) PETN (tetranitrato de pentaeritritol, C 5 H 8 N 12 O 4)
8190 8190
TNT (Trinitrotoluene, C 7 H 5 N 3 O 6 ) TNT (trinitrotolueno, C 7 H 5 N 3 O 6)
6600 6600
Tetryl (Trinitrophenylmethylinitramine, C 7 H 5 O 8 N 5 ) Tetril (Trinitrophenylmethylinitramine, C 7 H 5 O 8 N 5)
7800 7800
Lead azide (N 6 Pb) Azida de plomo (Pb N 6) 5010 5010
78
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
DetasheetDetasheet
7020 7020
Ammonium nitrate (NH 4 NO 3 ) Nitrato de amonio (NH 4 NO 3) 2655 2655
Applications APLICACIONES
1. 1) Joining of pipes and tubes. La unión de tubos y tuberías.
2. 2) Major areas of the use of this method are heat exchanger tube sheets and pressure vessels.Las
principales áreas de la utilización de este método son de calor chapas de tubos intercambiadores y
recipientes a presión.
3. 3) Tube Plugging. Tubo de Conexión.
4. 4) Remote joining in hazardous environments. Unirse a distancia en entornos peligrosos.
5. 5) Joining of dissimilar La unión de metales diferentes Aluminium to steel, Titanium alloys to Cr –
Ni steel, Cu to stainless steel, Tungsten to Steel, etc. - Aluminio al acero, aleaciones de titanio en Acero
Cr - Ni, Cu de acero inoxidable, tungsteno al acero, etc
6. 6) Attaching cooling fins. Colocación de las aletas de refrigeración.
7. 7) Other applications are in chemical process vessels, ship building industry, cryogenic industry, etc.
Otras aplicaciones son en los vasos de procesos químicos, la industria de construcción naval, la
industria criogénica.
Advantages Ventajas
Can bond many dissimilar, normally unweldable metals.Pueden unirse muchos metales diferentes,
normalmente insoldables.
Minimum fixturing/jigs. Fixturing mínima / plantillas.
Simplicity of the process. La simplicidad del proceso.
Extremely large surfaces can be bonded.Superficies muy grandes se pueden unir.
5 No effect on parent properties. No tiene efecto sobre las propiedades de los padres.
7) Small quantity of explosive used.Pequeña cantidad de explosivo utilizado.
Limitations Desventajas
The metals must have high enough impact resistance, and ductility. Los metales deben tener una alta resistencia suficiente impacto, y la ductilidad.
Noise and blast can require operator protection, vacuum chambers, buried in sand/water. El ruido y la onda expansiva puede exigir la protección del operador, cámaras de vacío, enterrado en la arena / agua.
The use of explosives in industrial areas will be restricted by the noise and ground vibrations caused by the explosion. El uso de explosivos en las zonas industriales se verá restringida por las vibraciones del ruido y de tierra causados por la explosión.
79

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
The geometries welded must be simple – flat, cylindrical, conical. Las geometrías de soldadura debe ser simple - plana, cilíndrica, cónica.
7.6SOLDADURA EN FRIO : En la soldadura en frío, se aplica presión a las piezas mediante matrices o rollos. Debido a la deformación plástica que tiene lugar, es necesario que al menos una de las piezas a ensamblar sea dúctil (pero preferiblemente las dos). Antes de la soldadura, la interfaz es desgrasada, con cepillo de alambre, y frotada para sacar las manchas de óxido.
La soldadura en frío es el procedimiento más extendido para el encolado o pegado que permite unir los tubos y accesorios de fontanería en general. Cuando se utiliza PVC, las uniones por el procedimiento de soldadura en frío, disuelven el material de las superficies a unir.
Los resultados que se obtienen con el procedimiento de pegado pueden compararse a los obtenidos por la soldadura tradicional, ya que el pegamento que se utiliza produce una unión sólida, estanca y permanente
Se pueden distinguir dos métodos:
- Abocardando el extremo del tubo de manera que se forme una copa para recibir el extremo liso del otro tubo.
- Utilizando manguitos exteriores y bien calibrados interiormente. Este procedimiento es el más avanzado y por lo tanto, el que se recomienda emplear siempre que sea posible.
.
Está indicada para soldar juntas de tubo y accesorios de cualquier material, tales como codos, reductores, uniones universales y otros tipos de accesorios, evitando los tradicionales sistemas de soldadura al calor, con la consiguiente reducción de costes.
Sus tipos
En las uniones encoladas de tubos de plástico deben utilizarse adhesivos especiales que cumplan con las exigencias técnicas que establecen las normas. Los detergentes y los pegamentos para encolar tubos de plástico se presentan en botes o latas. Los fabricantes de tubos pueden asesorar con respecto al adhesivo más adecuado en cada caso y su modo de empleo.
La resina de silicona es muy recomendable para rellenar uniones de dos o más accesorios como sellador muy seguro, pero no cumple funciones tan variadas como los
adhesivos especiales, debido a que su capacidad de resistencia es menor.
APLICACIONES
La soldadura en frío puede ser utilizada para unir piezas pequeñas hechas de metales blandos y dúctiles.
Ventajas
- Permite altas tolerancias de mecanizado.
- Resiste elevadas temperaturas, hasta 120º.
80
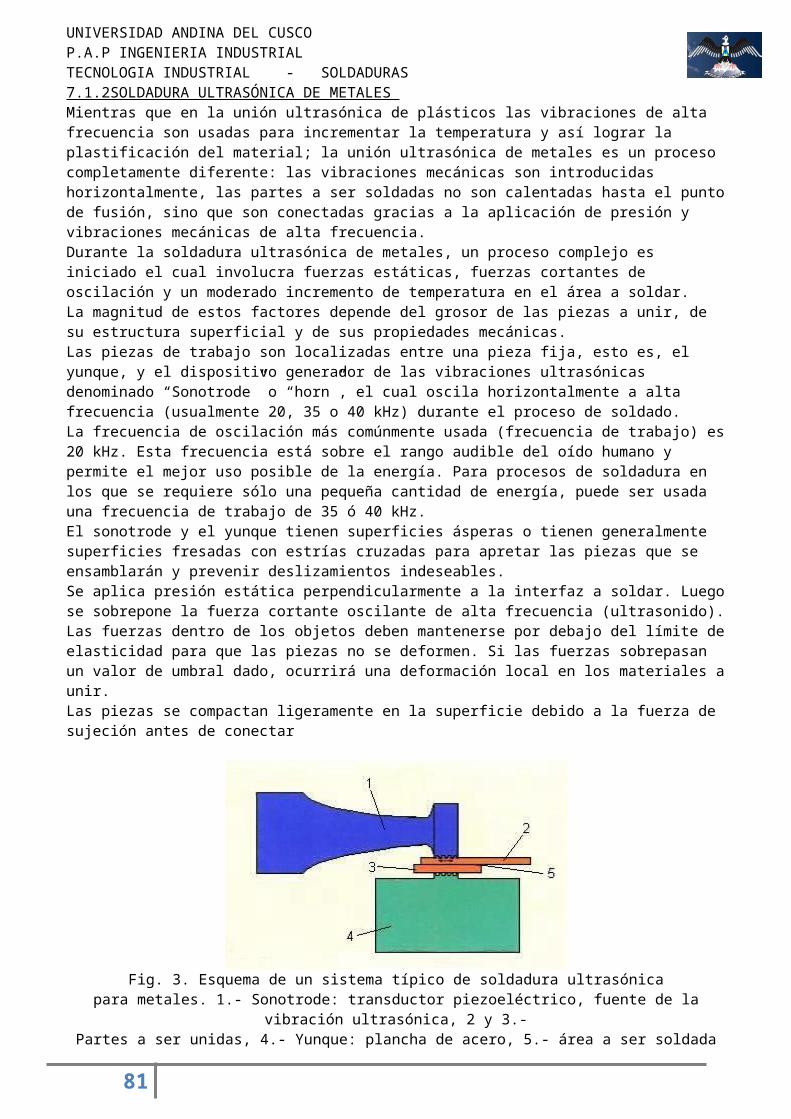
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS- Es altamente resistente a la corrosión, vibraciones, agua, grasas, aceites, hidrocarburos, gas e incluso productos químicos.
- Puede ser tratada (taladrada, triturada, pintada, etc.) después de 30 minutos sin un pre-tratamiento
Prácticas generales de seguridad
.
81
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
82
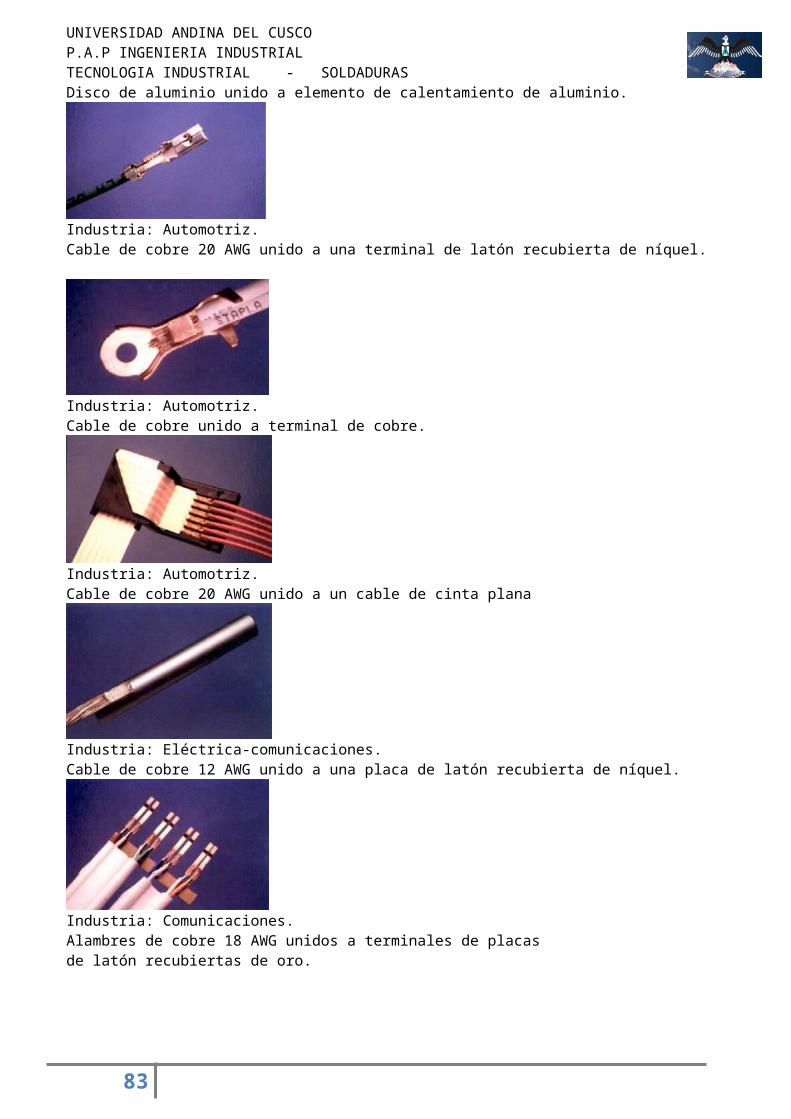
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
83

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
84
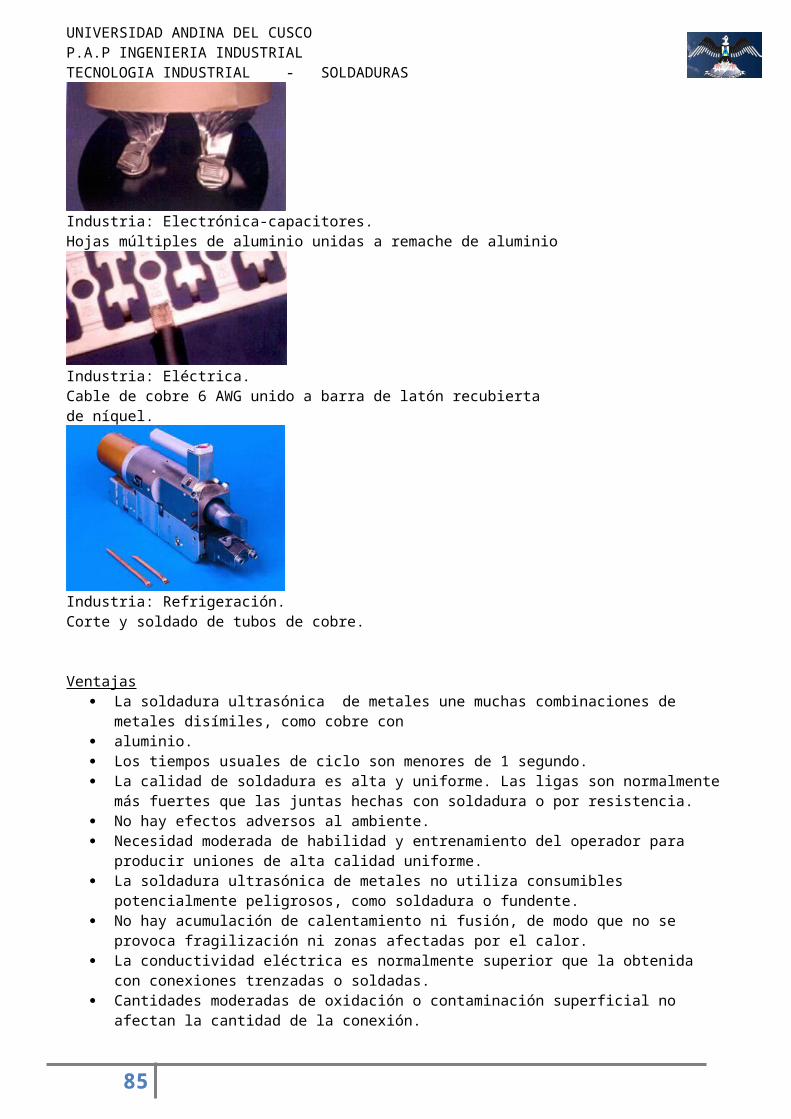
UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
CONCLUSIONES:
Los efectos de la soldadura resultan determinantes para la utilidad del material soldado.
El metal de aportación y las consecuencias derivadas del suministro de calor pueden afectar a las propiedades de la pieza soldada
La ciencia de la soldadura se ocupa de estudiar los medios prácticos, para producir uniones átomo a átomo a través de superficies metálicas preexistentes y en un número suficiente para otorgar resistencia mecánica satisfactoria.
El campo de aplicación de la soldadura depende del material a soldar, de su espesor, de los requisitos que debe satisfacer la costura y de la construcción, la selección del proceso mas favorable, adecuado y económico de soldadura presupone el conocimiento de la manera de ejecutarla y sus peculiaridades.
Para una óptima soldadura todas las superficies o aquellas partes, que serán sometidas a la soldadura, deben limpiarse cuidadosamente, quitando toda la herrumbre, escamas de óxido, aceite, grasa u otros materiales extraños, para ello la limpieza mecánica de las superficies no es suficiente y deberá hacerse una limpieza química.
La humedad en los recubrimientos es un inconveniente porque el hidrógeno generado puede causar porosidad en la soldadura. Los poros pueden estar en el interior de la soldadura o pueden alcanzar la superficie justo cuando el metal se solidifica, formando poros visibles.
La utilización de un metal de aporte adecuado, produce una soldadura ligeramente convexa y en algunas aleaciones mejora el nivel de ferrita, lo cual aumenta la resistencia al agrietamiento.
En las soldaduras sujetas a ambientes corrosivos severos, a menudo es necesario que la aleación de las soldaduras sea de un grado más alto que la del material de base a ser unido, para dar una resistencia a la corrosión similar.
Los aceros inoxidables se pueden soldar por la mayoría de los procesos comerciales de soldadura. Estos procesos pueden ofrecer ventajas no obtenibles en los procesos de soldadura con electrodos, MIG y TIG, y deberían ser tenidos en cuenta para altas producciones o fabricaciones especiales.
Las soldaduras por arco también producen gases como ozono y óxidos de nitrógeno. Se ha manifestado preocupación en la soldadura con consumibles de acero inoxidable y aceros de alta aleación debido al cromo, y en menor grado al níquel, presentes en los humos de soldadura. Una buena ventilación minimizará estos riesgos a la salud.
85

UNIVERSIDAD ANDINA DEL CUSCOP.A.P INGENIERIA INDUSTRIALTECNOLOGIA INDUSTRIAL - SOLDADURAS
BIBLIOGRAFIA MANUAL DE SOLDADURA GRUPO OERLIKON http://WWW.sprl.uov.es/pdf/anexo 7gpames.pdf http://www.prodmet.com/inoxidables/inoxidables.htm Euro-inox (http://www.euro-inox.com), Welding of stainless steels, Materials and Applications
Series, Volume 3. http://www.jumbo.ch/fr/tuyaux/la_soudure_electrique4.cfm
86





























