Embed Size (px)
Citation preview
TIPOS DE CORTE
Corte por plasma
El fundamento del corte por plasma se basa en elevar la temperatura del material a cortar de una forma muy localizada y por encima de los 30.000 °C, llevando el gas utilizado hasta el cuarto estado de la materia, el plasma, estado en el que los electrones se disocian del átomo y el gas se ioniza (se vuelve conductor)
El procedimiento consiste en provocar un arco eléctrico estrangulado a través de la sección de la boquilla del soplete, sumamente pequeña, lo que concentra extraordinariamente la energía cinética del gas empleado, ionizándolo, y por polaridad adquiere la propiedad de cortar. La ventaja principal de este sistema radica en su reducido riesgo de deformaciones debido a la compactación calorífica de la zona de corte. También es valorable la economía de los gases aplicables, ya que a priori es viable cualquiera, si bien es cierto que no debe de atacar al electrodo ni a la pieza.
El equipo necesario para aportar esta energía consiste en un generador de alta frecuencia alimentado de energía eléctrica, gas para generar la llama de calentamiento (argón, hidrógeno, nitrógeno), y un portaelectrodos y electrodo que dependiendo del gas puede ser de tungsteno, hafnio o circonio.
Por la vertiente eléctrica del equipo, la normas de seguridad aplicables son las correspondientes a esta maquinaria, considerando adicionalmente los gases que puedan desprenderse en el proceso por suciedad de la pieza.
El corte con plasma a diferencia del oxicorte, tiene un espectro de aplicación sobre materiales más amplio. Especialmente se puede destacar la versatilidad para corte de metales en calibres delgados, lo cual con oxicorte no es posible considerando aspectos como la calidad de corte y el efecto negativo sobre la la estructura molecular al verse afectada por las altas temperaturas y metales ferrosos al cromo niquel (aceros inoxidables), además del aluminio y el cobre. Adicionalmente, el corte con plasma es un proceso que brinda mayor productividad toda vez que la velocidad de corte es mayor, dependiendo del calibre del material hasta 6 veces mayor, lo cual entrega una razón de costo-beneficio mejor que el oxicorte
Láser
Un láser (de la sigla inglesa LASER: Light Amplification by Stimulated Emission of Radiation (amplificación de luz por emisión estimulada de radiación) es un dispositivo que utiliza un efecto de la mecánica cuántica, la emisión inducida o estimulada, para generar un haz de luz coherente de un medio adecuado y con el tamaño, la forma y la pureza controlados.
El corte laser es una herramienta de precisión, fácilmente ajustable, y que no necesita contacto mecánico con la pieza. Nos permite cortar piezas de alta precisión a una altísima velocidad de corte; además es un proceso rápido y silencioso orientado al corte de chapas finas de metal, madera, plástico, tela o cerámica, con un mínimo de pérdida de material y sin distorsiones.
Es de resaltarse que este tipo de corte se lleva a cabo con un altísimo nivel de precisión, lo que permite realizar tareas sumamente avanzadas y delicadas.
El corte laser controlado por computador (CNC) es una forma rápida, precisa y de alta repetibilidad de crear piezas de todas las formas y tamaños en planchas de los más diversos materiales.
Corte con chorro de agua
El corte con chorro de agua (en inglés jet-cutting) es una de las variedades de la hidrodemolición, que consiste en el corte de materiales con agua a extrema presión, combinando dicha presión con la incorporación de algún material abrasivo, tales como el carborundo (Carburo de silicio), el corindón o la sílice.[1]
Esta técnica consiste en la proyección sobre el soporte a cortar de un chorro de agua a una presión de entre 2.500 y 3.000 bares, con un flujo de agua de entre 20 y 40 l.p.m., incorporando por efecto Venturi un árido abrasivo al chorro de agua.
Uso
Su uso se dirige principalmente hacia la obra civil y la edificación campo en el que se emplea cada vez más frecuentemente en el corte de hormigón armado, chapas metálicas, etc. Mucho más indicado aún, es su empleo en obras civiles relacionadas con refinerías, fábricas de disolventes y similares, en las que un ambiente inflamable desaconseja el uso de otros sistemas de corte como el corte con discos o hilo de diamante que, al existir la posibilidad de generar chispas, podrían producir incendios o explosiones.
PLASMA ALUMINIO:
No descarte el plasma para cortar aluminio
By Michael Bishop
July 23, 2009
El corte con plasma no es nuevo, pero como cualquier tecnología, tiene su parte de nuevos desarrollos. En cualquier discusión sobre cómo cortar metal, está presente junto con el láser y el chorro de agua. Aunque la tecnología queda mal parada cuando la discusión gira en torno al corte de aluminio.
El corte con plasma ha existido por décadas, pero las primeras máquinas de corte por plasma eran rudimentarias en términos tanto de control de la máquina como del sistema de accionamiento, así como la tecnología en sí, dijo Al Julian, vicepresidente de mercadeo de W.A. Whitney, una división de MegaFab, Rockford, Illinois Los fabricantes de sistemas de corte por plasma han hecho mejoras a la tecnología en los últimos años, pero muchos usuarios finales aún cortan con las antiguas máquinas o compran máquinas que no tienen las actualizaciones más recientes. Como resultado, algunas percepciones del corte por plasma no están actualizadas, dijo.
"Hay diferencias diametrales entre los sistemas de tecnología antigua y los sistemas actuales", dijo Julián. "Quienes están familiarizados con los sistemas de tecnología antigua pueden optar por no investigar la tecnología actual del corte por plasma debido a que su punto de referencia del corte por plasma está muy por abajo de sus expectativas. Realmente es una cuestión de formación".Muchos fabricantes tienen las siguientes ideas erróneas sobre cambiar a plasma para cortar aluminio.
Idea errónea No. 1—El aluminio no es un buen candidato para cortarse con plasma porque el material no puede aguantar la flama; por ejemplo, la porosidad es evidente en el borde de corte.
Ésta es una cuestión de selección de gas, dijo Bob Fernicola, gerente de negocios de corte con plasma, de ESAB Welding & Cutting Products, Florence, South Carolina El cortar aluminio con aire produce un borde tosco recubierto con óxido de aluminio. Gases diferentes—usualmente una mezcla argón/hidrógeno—son más recomendables para aluminio.
"Con la selección adecuada de gases, usted puede obtener un borde muy estético en aluminio con plasma", dijo Fernicola.
Aaron Brandt, gerente de ingeniería de Hypertherm's Mechanized Systems Div., Hanover, New Hampshire., estuvo de acuerdo.
"En términos de porosidad, los fabricantes pueden cortar aluminio con diferentes combinaciones de gas", dijo Brandt. "Para material muy delgado, la gente con frecuencia usará aire/aire, y ciertamente querrá considerar en su borde cuestiones de soldadura, pero también puede cortar con gases combustibles, los cuales evitan la oxidación. Y en esos casos, usted obtiene bordes listos para soldar".
Los fabricantes de sistemas de corte por plasma hacen máquinas que pueden cortar a velocidades muy altas por ampere, y como resultado las nuevas máquinas minimizan la cantidad de entrada de calor en el borde de corte, dijo Brandt.
Esto reduce el sobre-quemado y permite a los fabricantes optimizar la velocidad de corte contra la potencia.
"Muchos fabricantes cortan aluminio con plasma con mucho éxito, y ha habido mucho desarrollo de los procesos de aluminio que usan diferentes tipos de gas, pero incluso cortar con aire directo—lo cual es muy común—da excelentes resultados", dijo Julian. "Para la gente que corta placa de aluminio, como para vehículos militares o traileres o vagones de tren, es una práctica bien aceptada".
Idea errónea No. 2—El cortar con plasma placa de aluminio no es recomendable porque la tecnología no puede cumplir altas tolerancias.
Cuando la gente dice que los sistemas de corte por plasma no pueden cumplir altas tolerancias, usualmente se refiere a máquinas de los años 1980s y principios de los 90s, explicó Brandt. Esta idea errónea no se limita al corte de aluminio—la gente sigue teniendo esa idea errónea acerca del corte con plasma en general, incluso en acero suave, agregó. Sin embargo, dependiendo del espesor de la parte y de los requerimientos de productividad, el proceso usualmente puede optimizarse para cumplir las tolerancias requeridas.
"La gente no se ha dado cuenta de lo mucho que ha cambiado el plasma, aun en los últimos cinco o seis años", dijo Brandt. "Con los sistemas más recientes de plasma de alto desempeño, estamos alcanzando excelentes tolerancias en todos los espesores y materiales de placa. La variación de ángulos en aluminio realmente es bastante buena, incluso comparada con acero suave e inoxidable".
Julian dijo que el corte con plasma no es tan preciso como el corte con láser, pero muchas industrias no requieren tolerancias que pudieran necesitar un láser.
"En las industrias de vehículos militares y vagones de tren, generalmente no están buscando alcanzar más menos cinco milésimas, y nosotros podemos alcanzar más menos 15 ó 20 en corte con plasma, lo cual está dentro de las tolerancias establecidas dentro de esas industrias", dijo Julian.
Los nuevos sistemas de plasma de alta precisión pueden alcanzar tolerancias cercanas a las de un sistema de corte láser, dijo Fernicola. A menos que la aplicación requiera tolerancias dentro de unas cuantas milésimas de pulgada, el plasma puede cortar con buenos resultados.
Idea errónea No. 3—Cortar con plasma placa de aluminio deja un desorden difícil de limpiar sobre la superficie del material.
"Cuando el corte con plasma se configura apropiadamente, no debe haber escoria superficial o alguna otra cosa que limpiar más que en cualquier otro proceso", dijo Julian. Hay diferentes tipos de aluminio, pero para la mayoría de los fabricantes de partes no debería haber ningún problema mayor sobre la superficie del aluminio".
Como la porosidad en el borde de corte, la condición de la superficie también es una cuestión de selección de gas, de acuerdo con Fernicola.
"Si usted corta con aire, va a tener mucho óxido de aluminio grueso y un borde superficial áspero", dijo. "Si usted corta con gases inertes, con la selección de gas adecuada puede obtener una estética superficie lisa".
Idea errónea No. 4—Cortar placa de aluminio con láser es más económico que cortar con plasma.
Los láseres obtienen su velocidad de una reacción exotérmica cuando cortan acero suave. La reacción exotérmica usa oxígeno como el gas auxiliar, pero esto conduce a problemas en el procesamiento del aluminio. El oxígeno no puede usarse para cortar aluminio con láser—en su lugar se requiere nitrógeno a alta presión.
"Debido a eso, usted no obtiene el beneficio de la reacción exotérmica, por lo que las velocidades de corte son mucho más lentas y usted usa una tremenda cantidad de nitrógeno, hasta el punto donde los costos de operación del corte son mucho más altos", dijo Julian. "Por lo que es todo lo opuesto en aluminio—el corte con plasma ofrece enormes beneficios de costo sobre los láseres".
El corte por láser también requiere una inversión en equipo mucho más alta, dijo Fernicola. Los talleres de fabricación tienen que comprar el equipo láser en sí, así como cajas de protección. A menos que la aplicación requiera una calidad de borde muy alta o una precisión extremadamente alta, el plasma es probablemente el proceso más económico, dijo. Los láseres también son más limitados que el plasma en los espesores que pueden cortar: alrededor de 3/4 de pulgada máximo para láseres y 6 pulgadas para plasma.
En algunas aplicaciones el corte por láser realmente tiene beneficios en el costo—especialmente en placa delgada o en volúmenes muy grandes—pero cuando un taller corta placa más gruesa que alrededor de 1/4 de pulgada, el corte por plasma es más recomendable desde una perspectiva de costo de operación, de acuerdo con Brandt. Además, los negocios normalmente calculan sus costos de operación en términos de costo por hora, pero tiene más sentido calcularlos en términos de costos por metro.
"Si usted ve solamente el costo por hora, perderá el elemento de productividad", dijo Brandt. "Usted no está pagando por tiempo, está pagando por partes—es por eso que el costo por metro es una forma mucho mejor para comparar el costo de operación".
Idea errónea No. 5—Se requiere un operador experimentado para vigilar constantemente la operación del corte con plasma que involucra aluminio.
De acuerdo con Brandt, la mayoría de los sistemas mecanizados de corte con plasma tienen controles que permiten a la máquina operar, mantener la altura de separación adecuada, y controlar el movimiento de la máquina automáticamente.
Fernicola dijo que no se requiere un operador para aluminio más de lo que se requiere con cualquier otro tipo de metal, excepto en una situación específica: cuando el aluminio se corta con plasma usando una mesa de agua, la mesa necesita diseñarse de forma que evite la acumulación de burbujas de hidrógeno bajo la capa causada por el aluminio fundido que cae en el agua. Debido a que el aluminio tiene una alta afinidad por el oxígeno, puede disociar parte del agua y crear las burbujas de hidrógeno.
"La mesa de agua tiene que estar diseñada adecuadamente de forma que la escoria en el agua sea agitada, para que las burbujas de hidrógeno puedan disiparse y no seacumulen debajo de la placa", dijo Fernicola. "Aparte de eso, es lo mismo que cortar cualquier otro material".
Ajuste fino del Proceso
Al determinar qué proceso usar para cortar aluminio, los fabricantes deben determinar qué resultados son más importantes. La productividad debe de ser la consideración más importante para algunos talleres, la limpieza del borde para otros. Muchos sistemas de plasma son capaces de cortar mediante procesos múltiples, por lo que pueden ser ajustados finamente para cumplir los requerimientos de la aplicación, explicó Brandt.
Por ejemplo, un sistema de plasma de alto amperaje puede cortar aluminio de 1/4 de pulgada de espesor en varias formas, como de 45 a 260 amperes y mezclas de aire/aire o argón/hidrógeno. Amperajes y gases diferentes proveen resultados diferentes, como una mayor productividad, un buen acabado de borde, o altas tolerancias.
Los fabricantes pueden cortar a 130 amperes con argón/hidrógeno si desean un buen equilibrio de productividad y calidad, así como un borde listo para soldar. Si sólo desean hacer un corte rápido y plano para aplicar al borde tratamientos posteriores al corte, pueden cortar a 260 amperes lo más rápido que puedan. Pueden elegir entre muchos niveles de gas y muchos niveles de corriente, y la decisión usualmente es dictada por la priorización de los resultados deseados.
PLASMA DURALUMINIO
Duraluminio
Los duraluminios son un conjunto de forja de aluminio, cobre, magnesio y silicio Pertenecen a la familia de las aleaciones aluminio-cobre (1998) Presentan una elevada resistencia mecánica a temperatura ambiente, sin embargo, su resistencia a la corrosión, soldabilidad y aptitud para el anodizado son bajas. Se emplean en la industria aeronáutica y de automoción. El duraluminio fue descubierto accidentalmente por el alemán Alfred Wilm en 1906.
NISSAN
<!-- MakeFullWidth0 --><!-- MakeFullWidth1 --><!-- MakeFullWidth2 --><!-- MakeFullWidth3 --><!-- MakeFullWidth4 --
><!-- MakeFullWidth5 --><!-- MakeFullWidth6 --><!-- MakeFullWidth7 --><!-- MakeFullWidth8 --><!-- MakeFullWidth9 --
><!-- MakeFullWidth10 --><!-- MakeFullWidth11 --><!-- MakeFullWidth12 --><!-- MakeFullWidth13 --><!-- MakeFullWidth14 --><!-- MakeFullWidth15 --><!-- MakeFullWidth16 --><!-- MakeFullWidth17 --><!--
MakeFullWidth18 --><!-- MakeFullWidth19 -->
€459.00 €343.22
+ Gastos de envío
1
Cubrecarter duraluminio 8 mm para Nissan Terrano II
Protector de carter fabricado en duraluminio de 8 mm. El corte se realiza mediante plasma. Los anclajes están fabricados en acero con acabado en epoxi al horno en color negro y la tornillería es de inoxidable.
Con esto podemos saber que si se puede cortar este material con plasma y se utiliza para el sector automotriz este método también lo usa Toyota Suzuki.
PLASMA ACERO INOXIDABLE:
Plasmacorte
¿Qué es el plasmacorte?El fundamento del corte por plasma se basa en elevar la temperatura del material a cortar de una forma muy localizada superando inclusive los 30.000ºC. El procedimiento consiste en llevar el gas utilizado hasta el cuarto estado de la materia (plasma), estado en el que los electrones se disocian del átomo y el gas se ioniza volviéndolo conductor. Luego se provoca un arco eléctrico a través de la sección de la boquilla del soplete, esta es sumamente pequeña, lo que concentra extraordinariamente la energía cinética del gas empleado, ionizándolo, y por polaridad adquiere la propiedad de cortar.
VentajasCalidad: La ventaja principal de este sistema radica en su reducido riesgo de deformaciones debido a la compactación calorífica de la zona de corte. También es valorable la economía de los gases aplicables.Cama de agua: El agua evita la contaminación de los materiales por contaminación con el aire y evita cualquier tipo de deformación de las piezas por disipación de temperatura.Variedad: El corte con plasma tiene un espectro de aplicación muy amplio. Especialmente se puede destacar la versatilidad para el corte de metales en calibres delgados y la posibilidad de cortar Aceros al Carbono, Aceros Inoxidables, Alumino y Cobre.Velocidad: El corte con plasma es un proceso que brinda mayor productividad dada su alta velocidad de corte, lo cual entrega una relación de costo-beneficio que en ocasiones supera al oxicorte
FigurasCon el plasma podemos realizar cualquier tipo de figuras, tanto en acero al carbono como en inoxidable y aluminio.
TubosMediante un sistema incorporado al CNC, tenemos la posibilidad de cortar tubos, ya sea vaciados o rebajes para acoples.
BiseladoCon el objeto de reducir o bien, saltear por completo el lento proceso de mecanizado, podemos entregar las piezas con los bordes biselados.
ProducciónNuestros equipos cuentan con múltiples estaciones de corte, reduciendo tiempo de entrega y costos.
LASER ALUMINIO:
Corte por laser del aluminio
El corte por láser es uno de los métodos más extendidos para cortar el aluminio. Mediante el método de corte
por láser del aluminio es posible recortar tanto de chapas como perfiles de aluminio de espesores hasta 8 mm
de espesor.
Las aleaciones de chapa susceptibles de corte por laser son aquellas aleaciones de aluminio-magnesio. Las
aleaciones comerciales más habituales que se cortan por láser son la 5754(AlMg3) y la 5083 (AlMg4,5).
El cuanto a los perfiles de aluminio, las máquinas de corte por láser existentes son capaces de cortar las
aleaciones más habituales en extrusión, como son la 6082 (Al M g Si 1) o la 6063 (Al Mg Si 0,5).
LASER POR DURALUMINIO:
Este método también se puede ya que si se puede con el aluminio y el duraluminio es una aleación de
LASER PARA ACERO INOXIDABLE
El corte por laser es una herramienta de precisión, fácilmente ajustable, y que no necesita contacto mecánico con la pieza. Nos permite cortar piezas de alta precisión a una altísima velocidad de corte; además es un proceso rápido y silencioso orientado al corte de chapas finas de metal, madera, plástico, tela o cerámica, con un mínimo de pérdida de material y sin distorsiones.
Es de resaltarse que este tipo de corte se lleva a cabo con un altísimo nivel de precisión, lo que permite realizar tareas sumamente avanzadas y delicadas.
El corte laser controlado por computador (CNC) es una forma rápida, precisa y de alta repetibilidad de crear piezas de todas las formas y tamaños en planchas de los más diversos materiales con un acabado perfectoCorte laser, materiales en que se aplica
• Acero inoxidable • Acero carbono • Aluminio • Cobre • Bronce • Acrilico • Madera • Otros
CHORRO DE AGUA PARA ALUMINIO
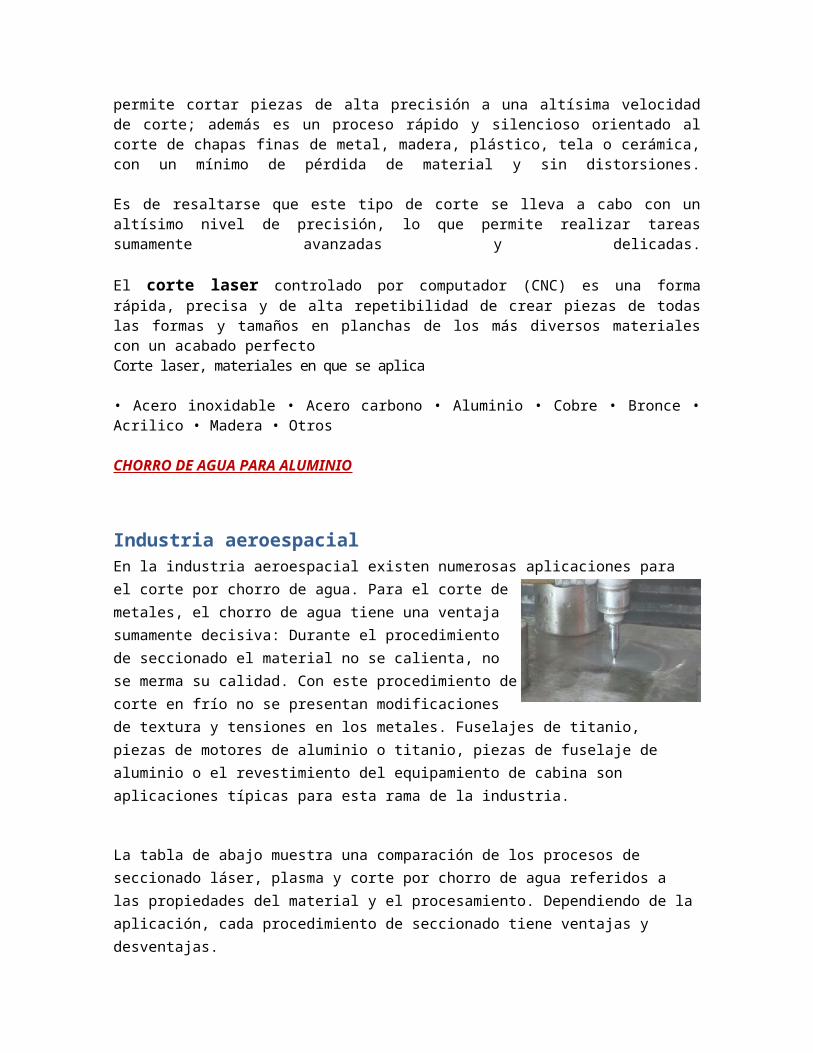
Industria aeroespacialEn la industria aeroespacial existen numerosas aplicaciones para el corte por chorro de agua. Para el corte de metales, el chorro de agua tiene una ventaja sumamente decisiva: Durante el procedimiento de seccionado el material no se calienta, no se merma su calidad. Con este procedimiento de corte en frío no se presentan modificaciones de textura y tensiones en los metales. Fuselajes de titanio, piezas de motores de aluminio o titanio, piezas de fuselaje de aluminio o el revestimiento del equipamiento de cabina son aplicaciones típicas para esta rama de la industria.
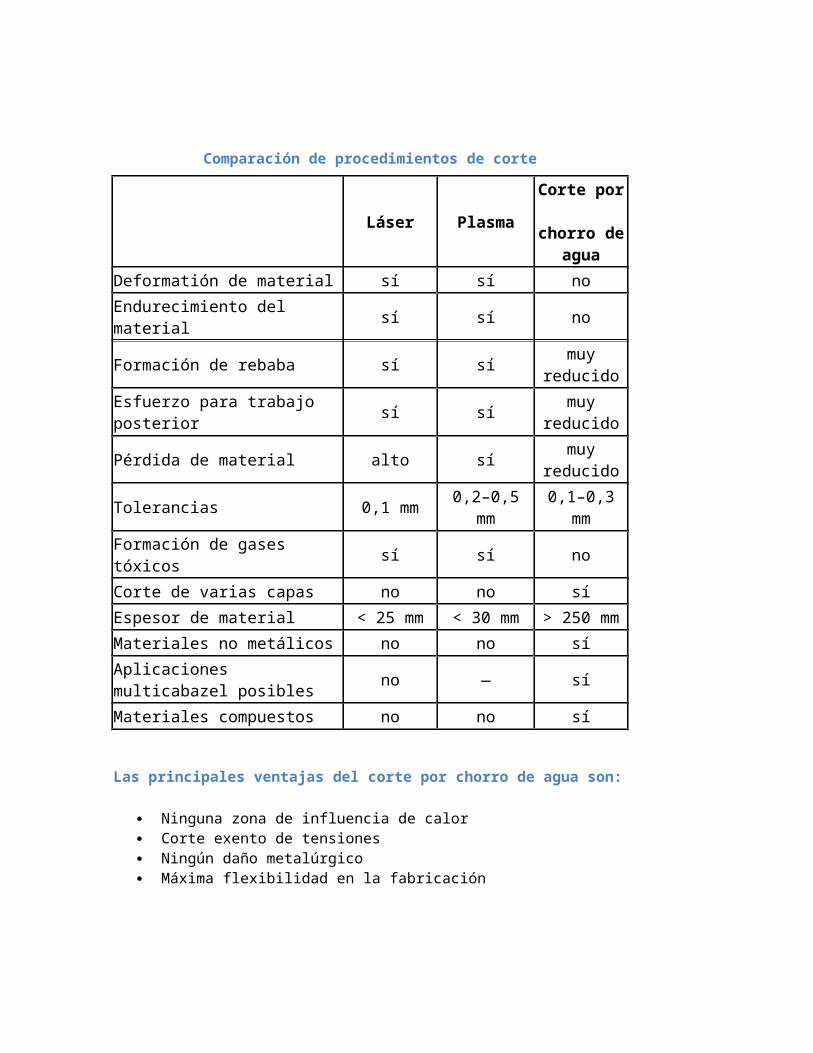
La tabla de abajo muestra una comparación de los procesos de seccionado láser, plasma y corte por chorro de agua referidos a las propiedades del material y el procesamiento. Dependiendo de la aplicación, cada procedimiento de seccionado tiene ventajas y desventajas.
Comparación de procedimientos de corte
Láser PlasmaCorte por chorro de
agua
Deformatión de material sí sí no
Endurecimiento del material sí sí no
Formación de rebaba sí sí muy reducido
Esfuerzo para trabajo posterior sí sí muy reducido
Pérdida de material alto sí muy reducido
Tolerancias 0,1 mm 0,2–0,5 mm 0,1–0,3 mm
Formación de gases tóxicos sí sí no
Corte de varias capas no no sí
Espesor de material < 25 mm < 30 mm > 250 mm
Materiales no metálicos no no sí
Aplicaciones multicabazel posibles no — sí
Materiales compuestos no no sí
Las principales ventajas del corte por chorro de agua son:
Ninguna zona de influencia de calor Corte exento de tensiones Ningún daño metalúrgico Máxima flexibilidad en la fabricación
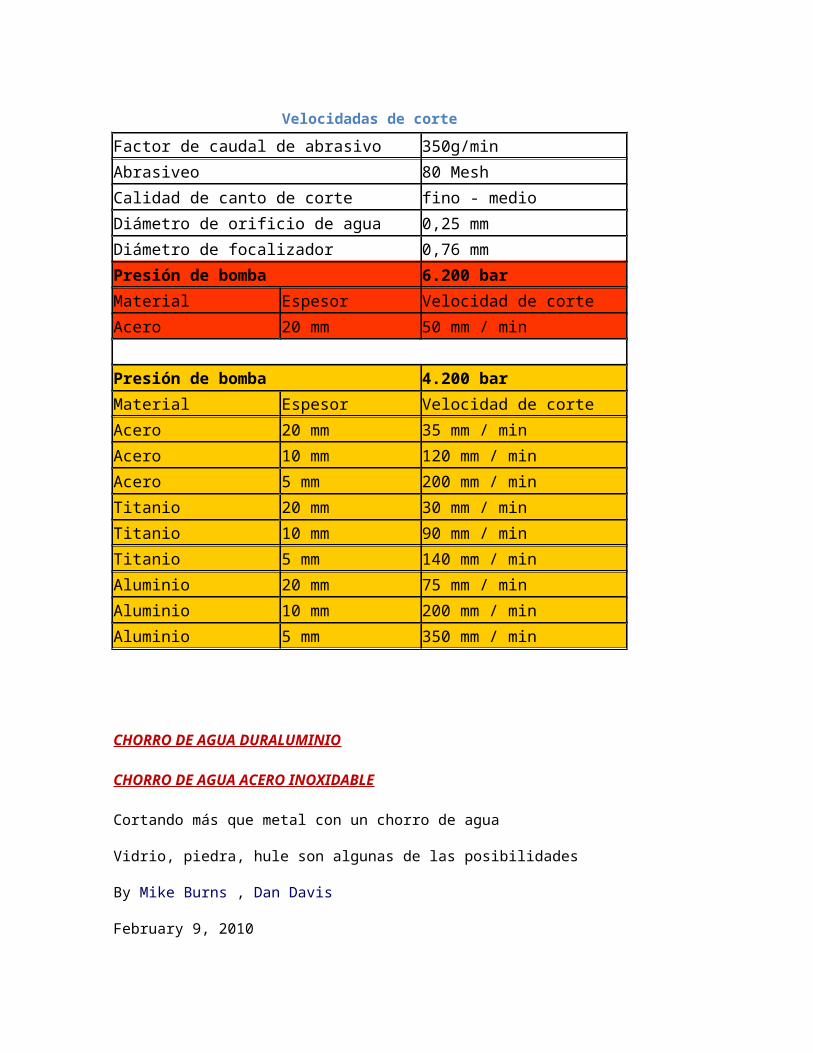
Velocidadas de corte
Factor de caudal de abrasivo 350g/min
Abrasiveo 80 Mesh
Calidad de canto de corte fino - medio
Diámetro de orificio de agua 0,25 mm
Diámetro de focalizador 0,76 mm
Presión de bomba 6.200 bar
Material Espesor Velocidad de corte
Acero 20 mm 50 mm / min
Presión de bomba 4.200 bar
Material Espesor Velocidad de corte
Acero 20 mm 35 mm / min
Acero 10 mm 120 mm / min
Acero 5 mm 200 mm / min
Titanio 20 mm 30 mm / min
Titanio 10 mm 90 mm / min

Titanio 5 mm 140 mm / min
Aluminio 20 mm 75 mm / min
Aluminio 10 mm 200 mm / min
Aluminio 5 mm 350 mm / min
CHORRO DE AGUA DURALUMINIO
CHORRO DE AGUA ACERO INOXIDABLE
Cortando más que metal con un chorro de agua
Vidrio, piedra, hule son algunas de las posibilidades
By Mike Burns , Dan Davis
February 9, 2010
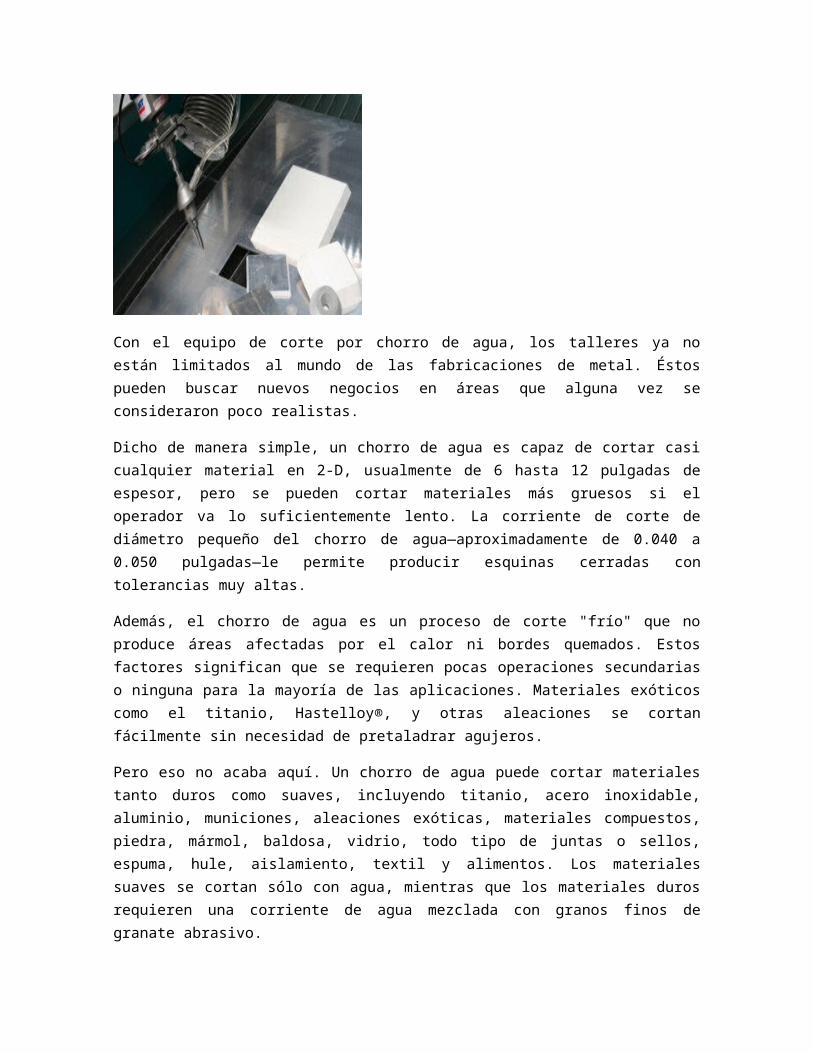
Con el equipo de corte por chorro de agua, los talleres ya no están limitados al mundo de las fabricaciones de metal. Éstos pueden buscar nuevos negocios en áreas que alguna vez se consideraron poco realistas.
Dicho de manera simple, un chorro de agua es capaz de cortar casi cualquier material en 2-D, usualmente de 6 hasta 12 pulgadas de espesor, pero se pueden cortar materiales más gruesos si el operador va lo suficientemente lento. La corriente de corte de diámetro pequeño del chorro de agua—aproximadamente de 0.040 a 0.050 pulgadas—le permite producir esquinas cerradas con tolerancias muy altas.
Además, el chorro de agua es un proceso de corte "frío" que no produce áreas afectadas por el calor ni bordes quemados. Estos factores significan que se requieren pocas operaciones
secundarias o ninguna para la mayoría de las aplicaciones. Materiales exóticos como el titanio, Hastelloy®, y otras aleaciones se cortan fácilmente sin necesidad de pretaladrar agujeros.
Pero eso no acaba aquí. Un chorro de agua puede cortar materiales tanto duros como suaves, incluyendo titanio, acero inoxidable, aluminio, municiones, aleaciones exóticas, materiales compuestos, piedra, mármol, baldosa, vidrio, todo tipo de juntas o sellos, espuma, hule, aislamiento, textil y alimentos. Los materiales suaves se cortan sólo con agua, mientras que los materiales duros requieren una corriente de agua mezclada con granos finos de granate abrasivo.
En estos días en que los talleres de fabricación están buscando protección contra las altas y bajas de estar vinculados demasiado cerca a un segmento manufacturero, los dueños de los talleres deben ver a las máquinas cortadoras de chorro de agua como una llave a la diversificación. Estos talleres podrían estar cortando vidrio, piedra y espuma tan fácilmente como cortar metales.
Una clara comprensión del corte de vidrio
El corte de vidrio es una aplicación adecuada para un chorro de agua. Sin ningún cambio de configuración o herramental, un fabricante puede pasar de cortar chapa metálica a cortar vidrio delicado. De hecho, un chorro de agua puede cortar el vidrio laminado antibalas más fuerte en el mercado—el cual puede tener un espesor de 4 pulgadas.
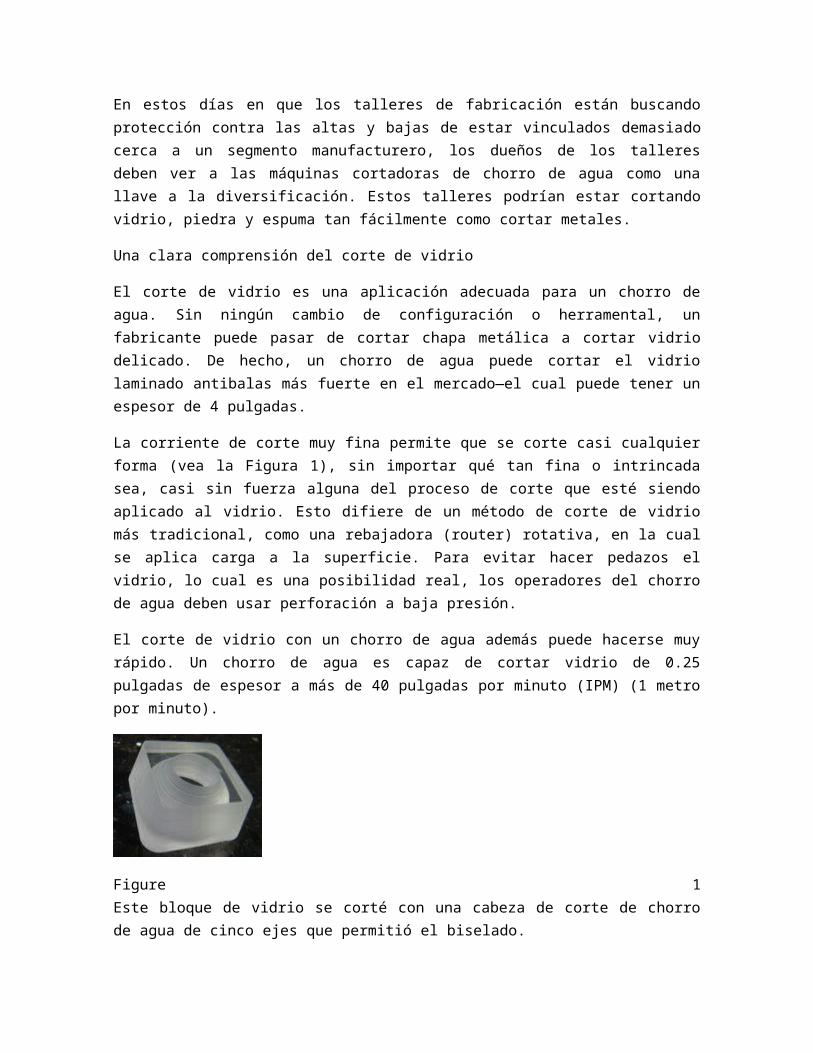
La corriente de corte muy fina permite que se corte casi cualquier forma (vea la Figura 1), sin importar qué tan fina o intrincada sea, casi sin fuerza alguna del proceso de corte que esté siendo aplicado al vidrio. Esto difiere de un método de corte de vidrio más tradicional, como una rebajadora (router) rotativa, en la cual se aplica carga a la superficie. Para evitar hacer pedazos el vidrio, lo cual es una posibilidad real, los operadores del chorro de agua deben usar perforación a baja presión.
El corte de vidrio con un chorro de agua además puede hacerse muy rápido. Un chorro de agua es capaz de cortar vidrio de 0.25 pulgadas de espesor a más de 40 pulgadas por minuto (IPM) (1 metro por minuto).
Figure 1Este bloque de vidrio se corté con una cabeza de corte de chorro de agua de cinco ejes que permitió el biselado.
Al cortar vidrio con un chorro de agua, un operador usa el mismo abrasivo, muy probablemente granate, que al cortar metal. Sin embargo, el operador usa menos abrasivo. Al cortar metal, se consume 1 lb. (0.45kg) de abrasivo, al cortar vidrio se consumen de 0.25 lb a 0.50 lb (113 a 227g).
Como en el corte de metal, el chorro de agua deja unas cuantas milésimas de pulgada de inclinación en el material de vidrio. Esto no es de gran importancia para los clientes pues los métodos de corte tradicional usualmente dejan 0.50 pulgadas de inclinación. El chorro de agua abrasivo además deja un acabado de alta calidad, libre de fallas, fracturas diminutas y astillas.
Un chorro de agua con una cabeza de corte de cinco ejes puede biselar y chaflanar vidrio, lo cual es difícil de hacer con métodos de corte tradicionales.
¿Para qué tipo de aplicaciones podría cortar vidrio un taller? El vidrio cortado con chorro de agua se usa comúnmente en figuras recortadas, agujeros de protecciones contra salpicaduras, duchas sin armazón, espejos, y otras aplicaciones arquitectónicas. Con un chorro de agua, los fabricantes pueden cortar radios, contornos y perfiles de cualquier forma. Puede cortar un radio interior hasta de un valor de 0.020 pulgadas a 0.030 pulgadas.
Los datos concretos del corte de piedra
Un tamaño pequeño de corriente de chorro de agua y una capacidad de perforación de baja presión lo hacen también adecuado para corte de piedra. Con presiones sumamente altas, hasta de 60,000 PSI, una corriente de chorro de agua puede manejar un material hasta de 6 pulgadas de espesor.
La velocidad a la cual una máquina de corte por chorro de agua puede cortar piedra depende de la calidad del corte deseado y del color del material. Por ejemplo, el granito negro es muy duro y requiere una velocidad de corte lenta, y el granito amarillo es menos denso. Una máquina de corte por chorro de agua puede cortar una encimera de granito de 1.25 pulgadas de espesor a una velocidad de 5 IPM a 12 IPM (12.7 a 30.5cm por minuto), y una protección contra salpicaduras de 0.75 pulgadas de espesor a una velocidad de 8 IPM a 15 IPM (20.3 a 38.1cm por minuto).
Una vez más, el granate es el abrasivo de elección para cortar piedra. Se consume aproximadamente la misma cantidad de abrasivo al cortar piedra que la que se usa al cortar metal.
Quizás la consideración más importante para un taller que está contemplando el corte de piedra es el manejo del material. Las losas de piedra son pesadas, pero deben manejarse con cuidado. Una superficie estropeada no es aceptable para el cliente.
Además, las losas, que usualmente son de 5 pies por 6 pies (1.5m x 1.8m) ó 6 pies por 7 pies (1.8m x 2.1m), tienen que moverse en la posición vertical. Si se mueven en la posición horizontal, las losas se rompen o fracturan bajo su propio peso.
He ahí por qué un taller debe considerar actualizaciones de manejo de material cuando trabaja con materiales de piedra. Pueden usarse levantadores de ventosas, pero las losas siguen corriendo
un gran riesgo de fracturarse. Algunos sistemas de manejo de material están diseñados especialmente para mover las losas en la posición vertical y luego moverlas lentamente con brazos hidráulicos a la posición horizontal sobre la cama de corte. La capacidad máxima de carga de dicho equipo típicamente es de 1,100 libras (499kg).
La ligera inclinación que una máquina de corte por chorro de agua podría dejar no representa un problema para la mayoría de las aplicaciones de corte de piedra. De todos modos usualmente se requiere pulido, pero con un chorro de agua no se requerirá tanto tiempo para acabado secundario.
Debido a que el chorro de agua produce un corte muy limpio, un taller no necesita preocuparse de rectificar después del corte para que la piedra cumpla con las especificaciones exactas. El software de programación ayuda a la máquina de corte por chorro de agua a proporcionar un corte de piedra a las dimensiones exactas requeridas.
¿Qué tipo de aplicaciones para piedra podría cortar un taller? Los usos finales obvios pueden verse por toda la casa—encimeras de cocina y baño, protecciones contra salpicaduras, pisos (vea la figura 2), y accesorios para diseño de jardines.
Figure 2Una máquina de corte por chorro de agua y un buen paquete de software de programación hacen del corte de incrustaciones decorativas de piedra un trabajo simple.
Cuando el hule da con el chorro de agua
El corte por chorro de agua también es adecuado para muchos materiales de espuma, hule, plástico, de aislamiento y tejidos, y un taller no tiene que preocuparse de los dolores de cabeza por el manejo de material asociados con material con superficie sensible como el vidrio y la piedra.
Un programador puede planear un nido muy cerrado, y debido a la fina corriente de corte del chorro de agua, se pueden obtener buenos rendimientos de los materiales. Un chorro de agua puede manejar corte en pila, con un espesor de hasta 8 pulgadas (20.3cm).
El beneficio real que ofrece el chorro de agua para cortar estos materiales es la velocidad. Cabezas múltiples de corte combinadas con sistemas de alimentación de banda transportadora pueden lograr velocidades de corte de casi 1,000 IPM (25.4 metros por minuto).
Típicamente, esos materiales de hule, espuma y similares se cortan usando un dado de regla de acero, el cual tiene que ser diseñado y construido para cada trabajo de corte. Un chorro de agua reemplaza la necesidad del dado, el cual puede costar miles de dólares.
Los talleres que cortan plásticos no tienen que preocuparse por el proceso de corte interactuando con el material y liberando humos tóxicos. La naturaleza fría de la corriente del chorro de agua elimina la posibilidad de tales interacciones.
Corte de materiales no metálicos en el futuro
El corte de materiales no metálicos se va a incrementar en el futuro, especialmente conforme la gente se dé más cuenta de las tendencias globales. Por ejemplo, el uso de vidrio como un elemento arquitectónico en edificios tanto comerciales como residenciales en Asia y en Europa eclipsa el uso en E.U. El vidrio tintado se usa ampliamente en Asia y en Europa como protección contra salpicaduras en comparación con materiales de piedra.
Además, más componentes aeroespaciales se están haciendo de materiales compuestos en lugar de metal. Boeing, por ejemplo, dio a conocer que su 787 Dreamliner se hará en su mayor parte de material compuesto.
Un fabricante con una máquina de corte por chorro de agua puede aprovechar estas tendencias, mientras que corta simultáneamente la hoja y placa metálica que le ayudó a construir el negocio.
PREGUNTA
Es la pregunta escuchada en el mundo de la fabricación en metal. ¿Cuál tecnología de corte de metal es la mejor?
Desafortunadamente, la respuesta a la pregunta no puede ser cubierta en una declaración simple. La respuesta depende del metal que se va a cortar, del espesor del metal, de como define el cliente un corte de calidad, y de que tan rápido tiene que hacerse el trabajo.
Con tantas variables, ¿qué tiene que hacer un gerente de taller de fabricación en metal cuando está buscando una comparación honesta de las tecnologías? Los manufactureros de máquinas herramienta se dan cuenta de la confusión que puede confrontar a los fabricantes, y es por eso que la comparación directa de las tecnologías de corte de metal tiene tanto sentido. Las mismas partes, los mismos escenarios de costos, y resultados diferentes-todo con la intención de darle a los fabricantes en metal una visión mucho más clara.
Reglas para la ComparaciónSe seleccionaron dos partes para lacomparación del corte de metal. La parte A (vea la Figura 1) es una placa rectangular con tres hoyos interiores. La parte B (vea la Figura 2) es una parte de una rueda dentada con un hoyo interior.
Ambas partes se cortaron en acero suave y aluminio a espesores variables: calibre 16 (0.060 pulgadas), 1/2 pulgada y 1 pulgada.
vPara la base de esta comparación, los costos operativos incluyen consumibles, gas, electricidad, y mantenimiento planeado. Los costos de mano de obra no se incluyeron porque los salarios difieren dramáticamente en todo E.U.
Los costos de capital se dividieron en dos escenarios diferentes: una renta de dos años a 2,000 horas de operación por año, la cual cubre una operación de un turno, y una renta de seis años a 6,000 horas por año, la cual cubre una agenda de 24 horas al día, tres turnos. Ambas rentas se calcularon con un interés del 8 por ciento.
Tecnologías Usadas en la Comparación
En esta comparación de corte de metal se usaron tecnologías de corte con oxicombustible, plasma, láser y chorro de agua.
Corte con Oxicombustible. En este método de corte de metal, se usa un soplete para calentar el metal a temperatura de ignición. El chorro de oxígeno con el que se apunta al metal reacciona con el metal en un proceso químico, oxidando al acero y soplándolo para formar el corte. El calor es realmente un subproducto del proceso.
El corte por oxicombustible se usa principalmente para cortar acero suave en espesores de 3/8 de pulgada a 12 pulgadas. La tecnología no se considera práctica para aluminio o acero inoxidable, pero puede usarse para titanio.
La tecnología tiene una zona muy grande afectada por el calor en comparación con las otras tecnologías de corte, y no es tan precisa, típicamente ±0.0625 a ±0.125 pulgadas, aunque un control cuidadoso del proceso puede resultar en parámetros de tolerancia mucho más estrictos.
La tecnología ha mejorado enormemente en años recientes con los avances técnicos. Los sopletes de alta velocidad han resultado en velocidades de corte un 20 por ciento más rápidas que las de las generaciones previas. Las puntas sensoras de altura y la regulación de gas CNC mantienen las operaciones de corte por oxicombustible funcionando de manera eficiente.
El corte con oxicombustible tiene un muy bajo costo de capital—alrededor de $125,000 por una máquina de una sola cabeza—y el precio para agregar cabezas múltiples—tantas como la altura—no es tan grande como el costo de una máquina de una sola cabeza. Además, puede agregarse tecnología de automatización para permitir operación sin atender con antorchas múltiples.
Corte por Plasma. Cuando un gas se calienta a una temperatura extremadamente alta, éste se ioniza. En este punto, el gas ionizado, eléctricamente conductor, puede ser llamado plasma.
Cuando se envía una alta velocidad de plasma a una pieza de trabajo metálica, con ésta se envía un arco eléctrico. El calor del arco funde el metal que se va a cortar, y el chorro de gas ionizado sopla el metal fundido.
Para propósitos de esta comparación, se usaron sistemas de plasma de alta densidad, también conocidos como sistemas de alta definición. Esta tecnología produce un mucho mejor corte en metal porque la más reciente tecnología de boquillas reduce dramáticamente el arco para entregar mucha más densidad de energía.
El corte por plasma puede brindar una variedad de velocidades y calidad de corte, dependiendo del material que se vaya a cortar, del espesor del material, de la calidad deseada del corte, y de la velocidad de corte requerida. La capacidad para ajustar el amperaje de la máquina, de 30 a 260, permite esta flexibilidad.
Una sencilla regla de dedo: mientras más potencia le dé, más rápido cortará el metal con plasma. Las velocidades de corte son menos afectadas por el espesor del material que otros procesos. De hecho, el corte por plasma es efectivo para aluminio, particularmente aluminio grueso.
Debido a que el corte con plasma no es tan preciso como otras tecnologías de corte de metal, puede no ser capaz de entregar una serie de hoyos funcionales. El ancho mayor de la muesca afecta la definición de la parte. Es por eso que la tecnología con frecuencia se equipara con el
herramental de punzonado. Sin embargo, el corte con plasma de alta densidad puede dar tolerancias de ±0.010 pulgadas a ±0.015 pulgadas en procesos estrechamente monitoreados.
Las máquinas de corte por plasma que pueden brindar muchos de estos beneficios cuestan en todos lados desde $150,000 a $300,000 por máquina. También se cuenta con manejo automatizado de material para estas máquinas de corte por plasma.
Corte por Láser. Un resonador láser emite un rayo de luz de baja divergencia con una longitud de onda bien definida que, cuando se enfoca a un punto pequeño, es capaz de cortar metal. La mayoría de las máquinas de corte por láser encontradas en los talleres de fabricación en metal son impulsadas por un resonador de CO2 y su potencia va de 1.5 kW a 6 kW.
En algún momento, los láseres se limitaron a cortar metal de chapa delgada. Sin embargo, debido al surgimiento de resonadores láser más poderosos, los láseres ahora se usan comúnmente para cortar aceros más gruesos, normalmente hasta de 1.5 pulgadas. La máquina de corte láser de 4kW usada para esta comparación tuvo pocos problemas al cortar partes de acero y aluminio, salvo por uno. La máquina no pudo procesar el aluminio de 1 pulgada debido a su mayor reflectancia, comparado especialmente con el aluminio más delgado serie 5000 ó 6000.
Las máquinas de corte láser son opciones populares en los talleres de fabricación porque éstas cambian de un metal a otro realmente rápido y pueden manejar varios espesores con un simple cambio en el ajuste del foco. Los láseres tienen además una zona afectada por el calor muy pequeña debido a que el láser puede enfocarse muy estrechamente.
La tecnología de control del corte láser ha mejorado, haciendo el manejo del proceso de corte mucho más simple. Los cabezales de corte se ajustan para mantener una altura consistente mientras cortan. El foco cambia automáticamente cuando se introduce un nuevo material. Una longitud constante del rayo se mantiene en algunas máquinas con óptica volante, ayudando a brindar desempeños consistentes del corte. La entrega de gas auxiliar se ajusta conforme el láser se mueve a la siguiente tarima. La mayoría de los sistemas viene con cambiadores de tarima básicos, que permiten a los operadores montar la siguiente hoja mientras el corte continúa en otra hoja.
Las máquinas de corte láser son herramientas de fabricación muy flexibles, capaces de entregar corte a tolerancias muy altas, pero también son dispositivos muy complejos. Eso resulta en precios para las máquinas en todos lados de $400,000 a más de $1 millón. Con esa etiqueta de precio, no muchos talleres de fabricación estarían considerando una renta de dos años.
Corte por Chorro de Agua. Llámelo simplemente erosión rápida. El corte por chorro de agua se basa en una bomba de agua de alta presión para empujar agua a través de una boquilla donde el agua se mezcla con un abrasivo, como granate u óxido de aluminio. La combinación del chorro de agua a alta velocidad y los abrasivos erosiona el material al cual se apunta la boquilla.
El corte por chorro de agua es adecuado para aquellos talleres que desean cortar una variedad de sustancias, no sólo metales. Los chorros de agua pueden usarse para cortar materiales tan diversos como vidrio y hule.
Cuando se trata de metales, el corte por chorro de agua es popular porque produce un corte sin zona afectada por el calor. El material no se distorsiona alrededor del corte, por lo que el resultado final es un muy buen acabado superficial.
Una máquina de corte por chorro de agua puede cortar fácilmente chapa metálica delgada y hasta de 12 pulgadas de espesor, de ser necesario. Obviamente, conforme el chorro de agua corta materiales más gruesos, las tolerancias bajan mientras que los tiempos de corte aumentan.
La capacidad para hacer cortes precisos es otro atractivo beneficio del corte por chorro de agua. Los fabricantes pueden cortar partes pequeñas con una tolerancia de ± 0.001 pulgadas o mejor, y partes grandes con una tolerancia de ±0.003 pulgadas a ±0.005 pulgadas.
La bomba del chorro de agua está en el corazón del sistema de corte. Básicamente, mientras más pueda aumentar un fabricante la presión del chorro de agua, más rápido puede hacer el corte. Las bombas de accionamiento directo más pequeñas tienen una eficiencia de alrededor del 90 por ciento y pueden producir hasta 55,000 PSI. Las bombas intensificadoras más grandes tienen una eficiencia de alrededor del 60 por ciento y pueden producir hasta 87,000 PSI.
Los avances en bombas y otras áreas, como la tecnología que permite que una boquilla de chorro de agua se ajuste automáticamente durante el corte para una precisión mayor de la parte, han ayudado a hacer el corte por chorro de agua una tecnología de corte de metal mucha más competitiva. Cabezales múltiples de corte por chorro de agua y preparación automatizada del material ayudan a hacerla todavía más competitiva.
El precio de los sistemas estándar va de $60,000 a $300,000.
Comparación de Tiempo
Antes de que se hicieran las comparaciones del corte, todas las partes coincidieron en dos verdades básicas:
1. Decidir sobre un proceso de corte de metal se reduce a costo por parte y calidad de la parte cortada.
2. El cliente va a ser el juez de la calidad de la parte.
Con eso en mente, los participantes en esta comparación coincidieron en que, dependiendo del sistema de accionamiento, los láseres y chorros de agua brindaban el más alto grado de precisión de partes. Los sistemas de corte por plasma fueron los siguientes, y el corte por oxicombustible fue suficientemente preciso para muchas aplicaciones.
Cuando se trató de tiempo de procesado de partes para la Parte A, los láseres probaron ser los más rápidos cuando se trató de cortar aluminio y acero de calibre delgado (vea la Figura 3). El plasma fue muy competitivo tanto en aluminio como en acero, en los diversos espesores. El chorro de agua probó su valor en corte de aluminio.
El procesar la Parte B fue un tanto más difícil para algunas tecnologías de corte (vea la Figura 4), pero los resultados globales fueron similares que aquéllos para procesar la Parte A.
Con respecto a los costos de partes, el corte por plasma sobresale en todos los espesores de la Parte A en aluminio (vea la Figura 5). Las otras tecnologías de corte de metal son mucho más competitivas cuando la atención se concentra en la Parte A en acero (vea la Figura 6).
El costo por parte para cortar la Parte B en aluminio (vea la Figura 7) presentó una reducción casi general en comparación con el corte de la Parte A en aluminio. Lo mismo puede decirse para el corte de la Parte B en acero, en comparación con el corte de la Parte A en acero (vea la Figura 8).
http://www.thefabricator.com/article/lasercutting/entendiendo-las-tecnologias-de-corte-de-metal
TIPOS DE SOLDADURA
SOLDADURA PARA ALUMINIO
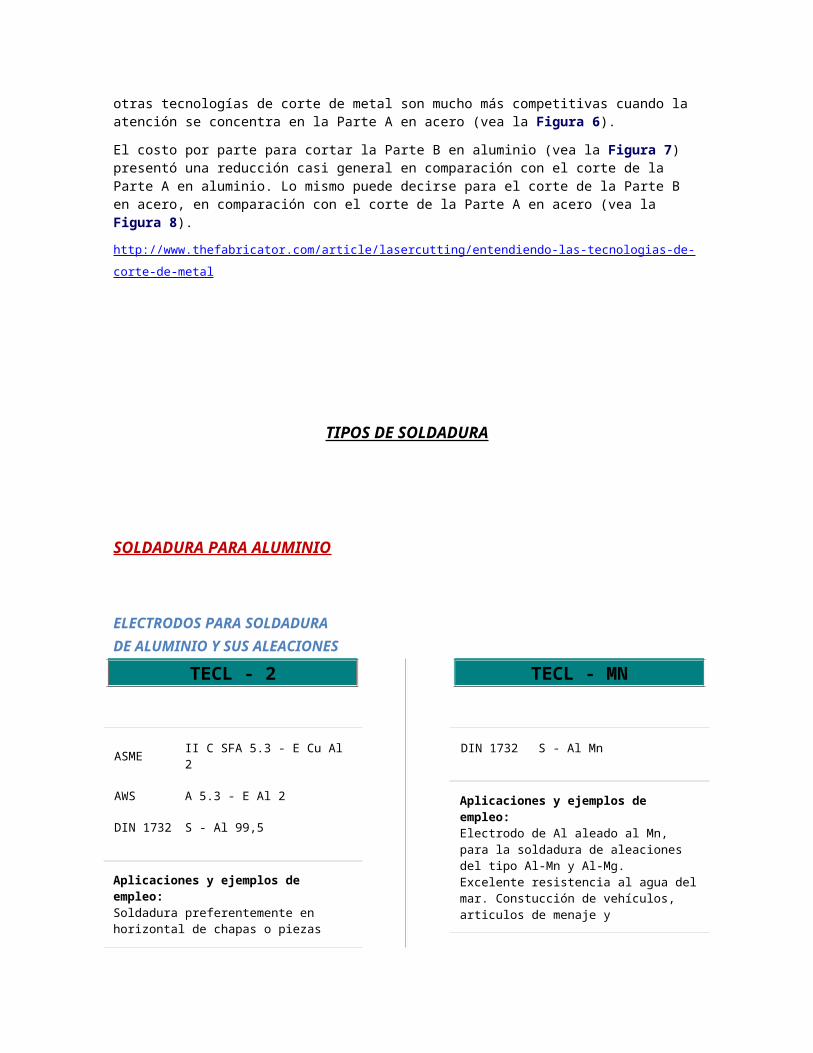
ELECTRODOS PARA SOLDADURA DE ALUMINIO Y SUS ALEACIONES
TECL - 2
ASME II C SFA 5.3 - E Cu Al 2
AWS A 5.3 - E Al 2
DIN 1732 S - Al 99,5
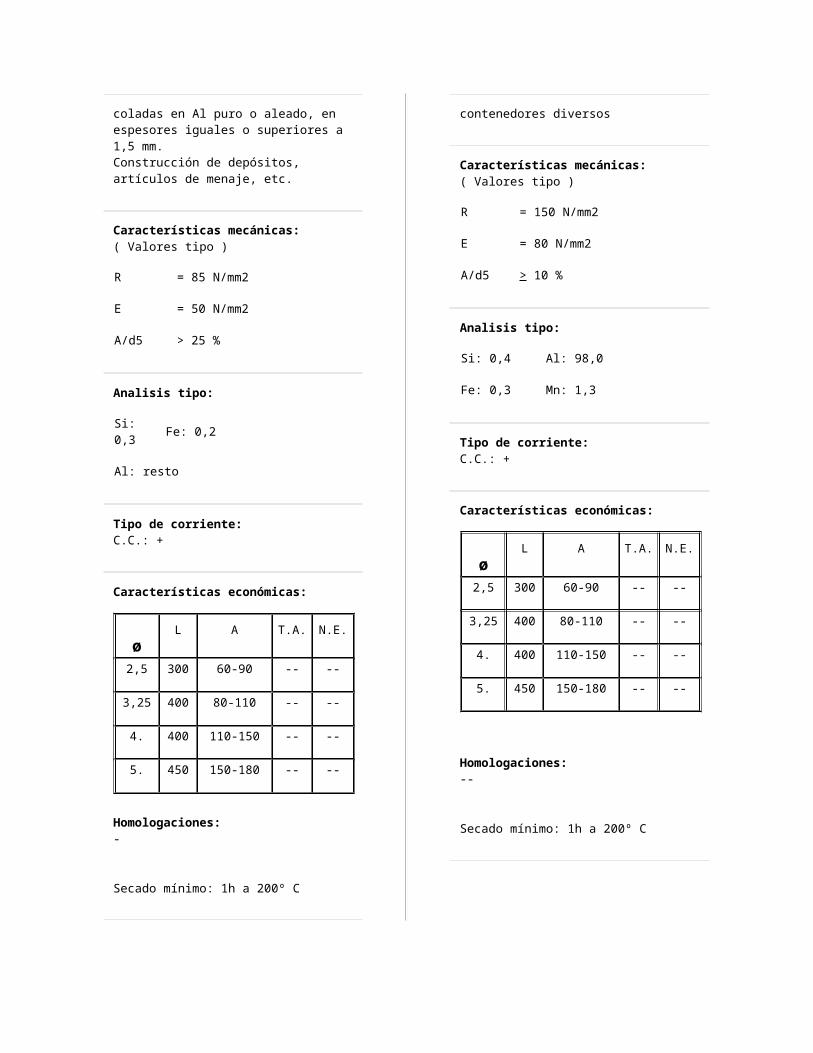
Aplicaciones y ejemplos de empleo:Soldadura preferentemente en horizontal de chapas o piezas coladas en Al puro o aleado, en espesores iguales o superiores a 1,5 mm.Construcción de depósitos, artículos de menaje, etc.
Características mecánicas:( Valores tipo )
R = 85 N/mm2
E = 50 N/mm2
A/d5 > 25 %
Analisis tipo:
Si: 0,3 Fe: 0,2
Al: resto
Tipo de corriente:C.C.: +
Características económicas:
TECL - MN
DIN 1732 S - Al Mn
Aplicaciones y ejemplos de empleo:Electrodo de Al aleado al Mn, para la soldadura de aleaciones del tipo Al-Mn y Al-Mg.Excelente resistencia al agua del mar. Constucción de vehículos, articulos de menaje y contenedores diversos
Características mecánicas:( Valores tipo )
R = 150 N/mm2
E = 80 N/mm2
A/d5 > 10 %
Analisis tipo:
Si: 0,4 Al: 98,0
Fe: 0,3 Mn: 1,3
Tipo de corriente:C.C.: +
Características económicas:
øL A T.A. N.E.
2,5 300 60-90 -- --
øL A T.A. N.E.
2,5 300 60-90 -- --
3,25 400 80-110 -- --
4. 400 110-150 -- --
5. 450 150-180 -- --
Homologaciones:-
Secado mínimo: 1h a 200º C
3,25 400 80-110 -- --
4. 400 110-150 -- --
5. 450 150-180 -- --
Homologaciones: --
Secado mínimo: 1h a 200º C
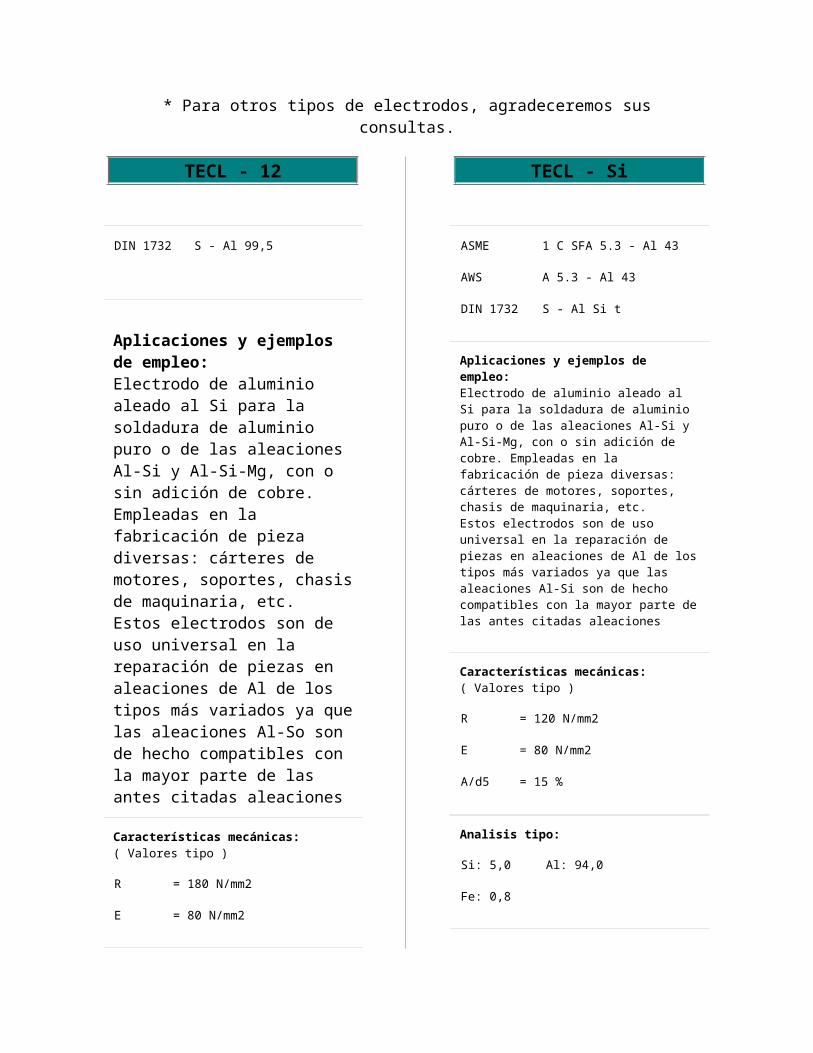
* Para otros tipos de electrodos, agradeceremos sus consultas.
TECL - 12
DIN 1732 S - Al 99,5
Aplicaciones y ejemplos de empleo:Electrodo de aluminio aleado al Si para la soldadura de aluminio puro o de las aleaciones Al-Si y Al-Si-Mg, con o sin adición de cobre. Empleadas en la fabricación de pieza diversas: cárteres de motores, soportes, chasis de maquinaria, etc.Estos electrodos son de uso universal en la reparación de piezas en aleaciones de Al de los tipos más variados ya que las aleaciones Al-So son de hecho compatibles con la mayor parte de las antes citadas aleaciones
TECL - Si
ASME 1 C SFA 5.3 - Al 43
AWS A 5.3 - Al 43
DIN 1732 S - Al Si t
Aplicaciones y ejemplos de empleo:Electrodo de aluminio aleado al Si para la soldadura de aluminio puro o de las aleaciones Al-Si y Al-Si-Mg, con o sin adición de cobre. Empleadas en la fabricación de pieza diversas: cárteres de motores, soportes, chasis de maquinaria, etc.Estos electrodos son de uso universal en la reparación de piezas en aleaciones de Al de los tipos más variados ya que las aleaciones Al-Si son de hecho compatibles con la mayor parte de las antes citadas aleaciones
Características mecánicas:
Características mecánicas:( Valores tipo )
R = 180 N/mm2
E = 80 N/mm2
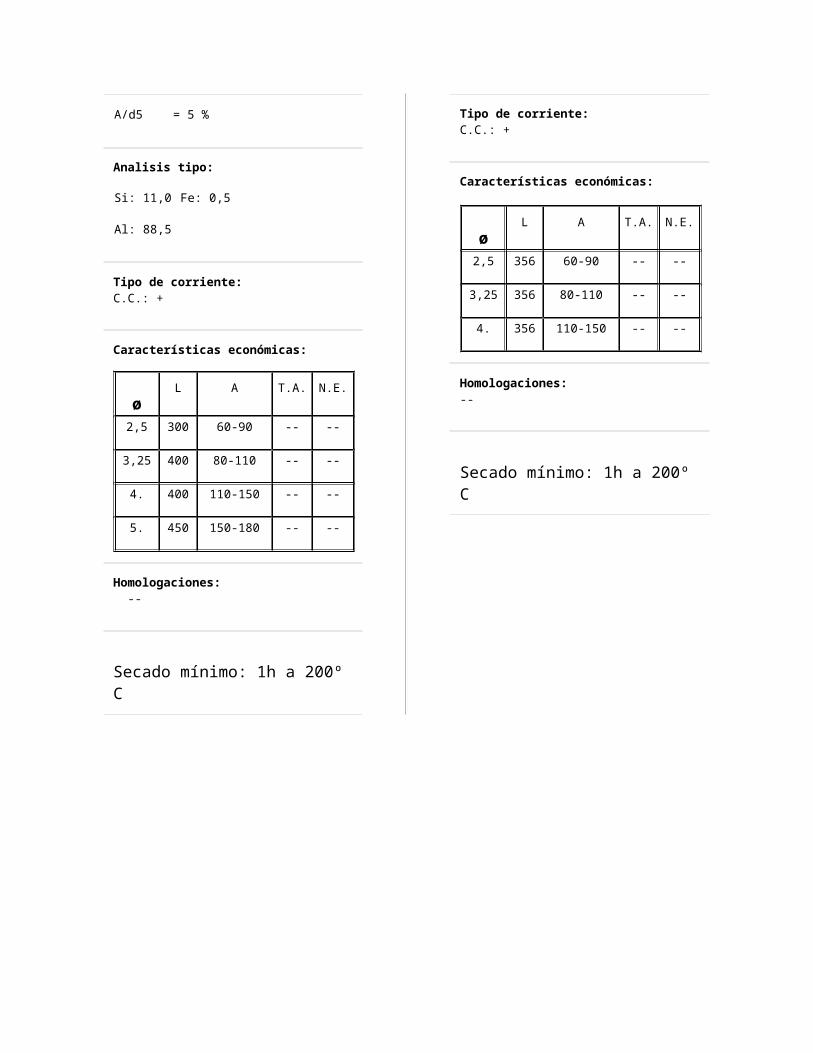
A/d5 = 5 %
Analisis tipo:
Si: 11,0 Fe: 0,5
Al: 88,5
Tipo de corriente:C.C.: +
Características económicas:
øL A T.A. N.E.
2,5 300 60-90 -- --
3,25 400 80-110 -- --
4. 400 110-150 -- --
5. 450 150-180 -- --
Homologaciones: --
Secado mínimo: 1h a 200º C
( Valores tipo )
R = 120 N/mm2
E = 80 N/mm2
A/d5 = 15 %
Analisis tipo:
Si: 5,0 Al: 94,0
Fe: 0,8
Tipo de corriente:C.C.: +
Características económicas:
øL A T.A. N.E.
2,5 356 60-90 -- --
3,25 356 80-110 -- --
4. 356 110-150 -- --
Homologaciones:--
Secado mínimo: 1h a 200º C
HILOS TUBULARES << OPEN ARC >> SOLDATEC
Los alambres Soldatec << Open Arc >> son alambres tubulares destinados al recargue semi-automático en arco abierto, es decir, sin polvo y sin protección gaseosa.
Permite la reparación y la utilización de un gran nombre de piezas y procuran velocidades de deposición por lo menos dos veces más grandes que a aquellas obtenidas en arco sumergido y dos a cuatro veces más grandes que aquellas obtenidas en el recargue con electrodos normales.
RECOMENDACIONES
Para obtener una calidad del metal depositado, es coveniente mantener la extremidad de la antorcha a una distancia de 35 a 40 mm. de la pieza a recarga. Todos los alambres dan un depósito sano con un margen de ajuste de corriente bastante considerable.
Si aumentamos esta distancia, aumentamos la velocidad de deposición pero disminuye la penetración.
Todos los alambres rellenos << Open Arc >> se sueldan con corriente continua en el polo positivo.
Todas las fuentes de corriente continua convencionales son aceptables.
Las durezas que damos para cada depósito son valores tipos; modificaciones de ajuste de los parámetros de soldadura y la velocidad de enfriamiento del depósito pueden ocasionar diferencias.
ALAMBRES TUBULARES PARA EL RECARGUE EN ARCO SUMERGIDO
INDICACIONES GENERALES DE SOLDADURA
Las condiciones específicas de soldadura son dictadas por las exigencias de cada aplicación particular, pero algunas normas generales forman la base de todo un buen proceso automático de recargue.
La superficie del metal deberá estar bien limpia antes de soldar y libre de toda grasa, moho, conchas o suciedad. Defectos existentes y grietas tendrán que ser separados.
Sobre las piezas en acero al C, un precalentamiento, postcalentamiento y enfriamiento lento serán necesarios, si queremos reducir las grietas y las deformaciones. Un precalentamiento a unos 250º C es recomendado. Temperaturas más elevadas pueden ser necesarias sobre algunas piezas críticas o sobre acero de base a alta tenor en C.
Se puede trabajar en corriente continua o alterna. En corriente continua, se conecta el electrodo al polo positivo o al negativo, la velocidad del depósito aumenta de más o menos 15 % y, a corriente igual, se
obtienen cordones más espesos.
MANERAS DE PRACTICAR LA SOLDADURA
Los valores de dureza de las 1.ª, 2.ª, 3.ª pasadas para los alambres tubulares son típicos; los varios parámetros de la soldadura pueden dar valores más altos o más débiles. La dureza del depósito depende de los dos factores principales siguientes:
1.El análisis. Este puede variar según el metal base, el fluxo, la corriente, el paso de soldeo, el espesor y el prefil del cordón de soldadura. Fluctuaciones de análisis pueden cambiar la estructura metálica en su conjunto y otras propiedades tales como la resistencia a la fisuración.
2.La velocidad del enfriamiento. En general más rápido es el enfriamiento, más la dureza es alta.
Estos factores y la variedad de las condiciones de soldadura dadas para cada aplicación en particular, subrayan la importancia de estudiar cuidadosamente cada aplicación para determinar exactamente el proceso de soldadura más adecuado.
Artículo publicado en la revista Welding Design and Fabrication.
Traducción de la publicación en la Web de Lincoln Electric por Silvia Caballero
Selección del Equipo, Preparación del material, Técnica de soldadura, .......
Siga los métodos prácticos aquí presentados para seleccionar el equipo, preparar los materiales base, aplicar la técnica adecuada e inspeccionar visualmente las soldaduras para asegurar una alta calidad al soldar aleaciones de aluminio por el procedimiento MIG y TIG.
Incluso para los expertos en la soldadura de aceros, el soldeo de las aleaciones de aluminio puede presentar un verdadero desafío.
La mayor conductividad térmica y el menor punto de fusión de las aleaciones de aluminio pueden fácilmente producir perforaciones a menos que los soldadores sigan los procedimientos prescritos.
También la alimentación del alambre durante el soldeo MIG (GMAW) presenta un reto debido a que el alambre es más blando que el acero, tiene una resistencia más baja y tiende a enredarse en los rodillos de arrastre.
Para superar estos retos, los operarios necesitan seguir los métodos prácticos y las guías aquí indicadas.
Soldadura MIG :
Preparación del metal base : Para soldar el aluminio, los operarios deben limpiar cuidadosamente el material base y eliminar cualquier óxido de aluminio y contaminación por hidrocarburos procedentes de lubricantes o disolventes de corte.
El óxido de aluminio en la superficie del material funde a 2038ºC mientras que el aluminio, metal base de debajo, funde a 649ºC. Por ello, cualquier óxido que quede en la superficie del metal base inhibirá la penetración del metal de aporte en la pieza.
Para eliminar los óxidos de aluminio, utilizar un cepillo de alambre de acero inoxidable o disolventes y soluciones decapantes. Si se usa un cepillo de acero inoxidable, cepillar solo en una dirección. Tener cuidado de no cepillar demasiado enérgicamente, ya que pueden incrustarse los óxidos en la pieza. Usar solo el cepillo para piezas de aluminio; no limpiar aluminio con un cepillo que haya sido utilizado para acero inoxidable o acero al carbono. Cuando se usen soluciones químicas decapantes, asegurarse de que han sido eliminadas de la pieza antes de soldar.
Para minimizar el riesgo de que los hidrocarburos de aceites o soluciones de corte entren en la soldadura, eliminarlos con un desengrasante. Verificar que el desengrasante no contenga hidrocarburos.
Precalentamiento : El precalentamiento de la pieza de aluminio puede ayudar para evitar la fisuración de la soldadura. La temperatura de precalentamiento no debe exceder de 110ºC. Usar un indicador de temperatura para prevenir sobrecalentamiento.
Además, colocar puntos de soldadura al principio y al final de la zona a soldar ayudará la eficacia del precalentamiento. También debe precalentarse una pieza de aluminio grueso cuando se suelda a una pieza delgada. En el caso de problemas de fusión insuficiente en el inicio, la solución puede ser la adición de chapas de inicio y fin de soldadura.
La técnica del empuje : Con aluminio, utilizar una técnica de empuje en lugar de arrastre, alejando la pistola fuera de baño, se conseguirá menor contaminación en la soldadura, y mejor acción limpiadora y cobertura de gas de protección.
Velocidad de avance : La soldadura del aluminio necesita ser realizada “caliente y rápida”. A diferencia del acero, la alta conductividad térmica del aluminio determina el uso de ajustes de amperajes, tensiones y velocidades de avance más altos. Si la velocidad de avance es demasiado baja, el soldador corre el riesgo de perforar la chapa, en especial, si es chapa delgada.
Gas de protección : El Argón, debido a su buena acción limpiadora y perfil de la penetración, es el gas de protección más comúnmente usado para la soldadura del aluminio. En la soldadura de las aleaciones de aluminio de la serie 5XXX un gas de protección mezcla de argón con helio, con un máximo del 75% de helio, minimizará la formación de óxido de magnesio.
Alambre de soldadura : Seleccionar un alambre de aluminio que tenga una temperatura de fusión similar a la del material base. Cuanto más pueda el operario acercarse al rango de fusión del metal, más fácil será soldar la aleación. Emplear alambres de 1,2 o 1,6 mm de diámetro. Cuanto mayor sea el diámetro del alambre, más fácil es la alimentación. Para soldar material delgado, un alambre de 0,9 mm de diámetro combinado con un procedimiento de soldadura pulsado con una baja velocidad de alimentación, de 250 a 760 cm/min. (100 a 300 in/min.), dará buenos resultados.
Soldaduras de forma convexa : En la soldadura del aluminio, la fisuración del cráter causa la mayoría de defectos. La fisuración proviene del alto valor de la dilatación térmica del aluminio y de las considerables contracciones que ocurren cuando se enfrían las soldaduras. El riesgo de fisuración es más grande con cráteres cóncavos, dado que la superficie del cráter se contrae y rompe cuando se enfría. Por ello, debe rellenarse el cráter de manera que quede convexo (formando un montículo). Al enfriarse la soldadura, la forma convexa del cráter compensará las fuerzas de contracción.
Selección del equipo : Cuando se selecciona una fuente de corriente para la soldadura MIG del aluminio, hay que considerar en primer lugar el método de transferencia : arco spray o arco pulsado.
Para el soldeo con arco spray puede utilizarse equipos de corriente constante (cc) y de tensión constante (cv). El arco spray toma un chorro minúsculo de metal fundido y lo pulveriza a través del arco desde el alambre hasta el metal base. Para aluminio grueso que requiere corrientes de soldeo superiores a 350 A, los equipos de corriente constante, cc, producen resultados óptimos.
La transferencia por arco pulsado se lleva a cabo, generalmente, con un equipo de tecnología inverter. Los equipos más recientes llevan instalados procedimientos de arco pulsado basados en el tipo y diámetro de alambre. En el MIG pulsado, una gota de metal de aporte se transfiere desde el alambre a la pieza en cada pulso de corriente. Este proceso proporciona menos salpicaduras y velocidades de avance más rápidas que las del soldeo por arco spray. También se tiene mejor control del aporte térmico (heat input), mayor facilidad de soldeo en posición y permite al operario soldar material delgado a bajas velocidades de alimentación y corrientes.
Devanador : El método preferido para la alimentación del alambre de aluminio, a largas distancias es el método push-pull (empujar y arrastrar) que emplea un devanador cerrado para proteger el alambre del ambiente. Un motor de velocidad variable y par constante en el devanador ayuda a empujar y guiar el alambre a través de la pistola a una fuerza y velocidad constantes. Un motor de alto par en la pistola arrastra el alambre y mantiene constantes la velocidad de alimentación y longitud de arco.
En algunos talleres, los soldadores utilizan los mismos devanadores para alambre de acero y de aluminio. En este caso, el uso de espirales de plástico o Teflon ayudará a asegurar una alimentación suave y constante. Para los tubos guía, usar tubos de salida tipo cincel y tubos de entrada de plástico para mantener el alambre lo más cerca posible de los rodillos de arrastre y prevenir enredos del alambre.
Durante el soldeo, mantener la manguera de la pistola lo más recta posible para minimizar la resistencia a la alimentación. Verificar la correcta alineación entre los rodillos de arrastre y los tubos guía para prevenir el raspado del aluminio.
Utilizar rodillos de arrastre diseñados para aluminio. Ajuste la tensión del rodillo de arrastre para suministrar una tasa de alimentación constante. Tensión excesiva deformará el alambre y causará rugosidad y alimentación errática; tensión demasiado pequeña dará alimentación irregular. Ambas condiciones pueden conducir a un arco inestable y porosidad en la soldadura.
Pistolas de soldadura : Para el soldeo del aluminio utilizar una espiral independiente para la pistola. Para evitar calentamiento del alambre, intentar restringir ambos finales de la camisa para eliminar separaciones entre la camisa y el difusor de gas de la pistola.
Cambiar las camisas a menudo para minimizar el potencial abrasivo del óxido de aluminio que causa problemas de alimentación.
Utilizar boquillas de contacto 0,4 mm. más grandes que el diámetro del alambre que se utilice, ya que las boquillas calientes se dilatan en forma oval y probablemente limitarían la alimentación del alambre. Generalmente, cuando una corriente de soldadura supera los 200 A, se debe utilizar una pistola refrigerada por agua para minimizar el aumento de temperatura y reducir las dificultades de la alimentación.
SOLDADURA ACERO INOXIDABLE
Consejos para soldadura de acero inoxidable
La soldadura eléctrica de aceros inoxidables resistentes al calor y a la corrosión
La creciente demanda de la industria y especialmente de la industria química por aceros con altas propiedades mecánicas y físicas bajo condiciones de corrosión y altas temperaturas, originó el desarrollo de los aceros inoxidables.
Los aceros inoxidables son aleaciones con base de fierro que contienen un mínimo de 11% de cromo (exceptuando los de la clase 500 como 502, 505, etc.), repartido uniformemente a través de la aleación.
La característica sobresaliente de los aceros inoxidables es su capacidad para formar fácilmente una película de óxido de cromo la que actúa como protección constante contra la corrosión. Esta capa de óxido es muy delgada; sin embargo es bastante estable y de gran adherencia. Si se rompe o destruye se forma de nuevo instantáneamente y continúa su acción protectora. Al incrementar el contenido de cromo en el acero se aumenta la resistencia a la corrosión ya que la película protectora es enriquecida proporcionalmente.
Bajo condiciones de exposición a altas temperaturas (entre 650 y 700ºC) la película se vuelve más gruesa formando un sello compacto e impenetrable con las propiedades de alta resistencia al calor que se requieren.
El cromo también produce notables efectos físicos. Aceros conteniendo cantidades de cromo en exceso desarrollan fragilidad como resultado del crecimiento de grano después de exposiciones a altas temperaturas. Por esta razón los aceros al cromo (que algunos no consideran entre los inoxidables), imponen ciertas limitaciones para soldarse. Todos los aceros inoxidables al cromo son magnéticos bajo cualquier condición (p. ej.: tipos 410, 430, 502).
Las adiciones de níquel en aceros inoxidables son siempre complementarias al cromo. Sin embargo, estas adiciones afectan profundamente los aceros resultantes. La resistencia a la corrosión se aumenta notablemente ya que la película protectora conteniendo cromo y níquel es mucho más resistente a la corrosión que en el caso de los aceros inoxidables al cromo cuyas películas superficiales contienen únicamente cromo.
Lo fundamental para la mayoría de los tipos de corrosión a los cuales están sujetos los aceros inoxidables es el hecho de que las sales halógenas, principalmente cloruros, penetran fácilmente la película pasiva y permiten que se presenten ataques corrosivos. Adiciones del 2 al 4% de molibdeno aumentan la resistencia a los ácidos no oxidantes, particularmente al ácido sulfúrico de baja concentración.
Las adiciones de níquel también imparten otras importantes propiedades físicas a los aceros inoxidables.
Si la aleación contiene suficientes cantidades de níquel, el acero inoxidable resulta antimagnético, no es templable por tratamiento térmico y es muy tenaz y dúctil. Retiene su alto grado de ductilidad en aplicaciones a altas temperaturas y posee excelente soldabilidad.
Estas valiosas propiedades, combinadas con su sobresaliente resistencia a la corrosión, hacen que los aceros inoxidables al cromo-níquel sean útiles para una amplia variedad de aplicaciones.
Hay algunos otros elementos que están siempre presentes en pequeñas cantidades (trazas) o que se agregan para algún propósito específico. Entre estos mencionamos principalmente manganeso, silicio, cobre y aluminio, que agregados en cantidades suficientes, introducen modificaciones en las principales características de un acero inoxidable. Un elemento que no hemos mencionado todavía es el carbono, el cual es muy importante. Mientras que el carbono aumenta la resistencia mecánica del acero inoxidable y permite, en el caso de los tipos al cromo, que se templen por medio de un tratamiento térmico, reduce la ductilidad, resistencia a la corrosión y tenacidad, especialmente a bajas temperaturas.
Ya que el carbono tiene una mayor afinidad con el cromo de la que tiene con el hierro, los dos se combinan fácilmente y su presencia es bastante notoria cuando se suelda porque en la soldadura necesariamente se emplean altas temperaturas. A medida que el acero se enfría pasa a través de un rango de sensibilización el cual se localiza entre 480 y 815ºC. La sensibilización es causada por la precipitación del carbono que normalmente se encuentra disuelto hacia los límites de los granos en forma de carburo de cromo.
Esta precipitación de carburos causa a su vez una reducción del cromo en los límites de grano. Ya que los carburos de cromo son aleaciones inestables, producen una estructura frágil indeseable, de baja resistencia mecánica y que es destruida con relativa facilidad por el calor o la corrosión. En efecto, una excesiva reducción local del contenido de cromo puede originar corrosión intercristalina y eventualmente la desintegración del metal.
Para muchas aplicaciones, el efecto del carbono es tan importante que se requieren medidas de protección especiales para asegurar soldaduras satisfactorias.
Como una regla, existen tres posibilidades a seguir:
1. Usar electrodos con extra bajo contenido de carbono, como por ejemplo el electrodo UTP 6820 MoLc.
2. Calentar la unión soldada a 1000ºC, temperatura a la cual el carbono se disuelve, y después enfriar rápidamente en agua. De esta manera no habrá tiempo suficiente para que se formen nuevos carburos de cromo. Sin embargo, en la mayoría de los casos, este procedimiento es impracticable debido al tipo, forma o diseño de la pieza a soldar.
3. Usar soldaduras resistentes a la sensibilización.
Elementos como el columbio, tantalio y titanio tienen una gran afinidad con el carbono. Estos metales forman carburos inofensivos antes de que el cromo pueda unirse con el carbono. Además, estos carburos están distribuidos uniformemente en el acero y evitan la formación de los carburos perjudiciales en los límites de grano, ya que vuelven al material estable en relación a los carburos, independientemente de tratamientos térmicos. Estos elementos se conocen como "estabilizadores” y los aceros inoxidables así tratados se conocen como aceros “estabilizados”. Ya que los elementos estabilizadores no afectan la fabricación, trabajo o propiedades físicas resuelven uno de los más serios problemas en la aplicación de aceros inoxidables. Debido a esto los grados estabilizados se han vuelto indispensables en un gran número de aplicaciones. Aunque estos elementos estabilizadores pueden ser agregados en el núcleo, (el titanio no puede transferirse a través del arco) también pueden estar contenidos en el revestimiento. Los electrodos UTP 6820 MoLc tienen bajo contenido de carbono y están estabilizados además con columbio y tantalio asegurando de esta manera buenos resultados en donde fisuras y corrosión intergranular deben evitarse.
Para soldar aceros resistentes a altas temperaturas, UTP ha desarrollado el electrodo UTP 68H para soldar en toda posición aceros inoxidables del tipo 25/20. El depósito resiste temperaturas constantes hasta de 1200ºC. El mismo electrodo deposita una aleación que conserva su estructura auténtica aun al soldar aceros no aleados, a pesar de la dilución con el metal base.
Los aceros inoxidables austeníticos (no magnéticos) se caracterizan por las siguientes propiedades físicas adicionales que afectan los procedimientos para soldarlos:
1. El coeficiente de expansión es 50% mayor que el de acero al bajo carbono, por lo que deberá tomarse en cuenta la mayor dilatación térmica aumentando ligeramente la abertura entre las partes por soldar, punteando para evitar alabeos y usar guías y abrazaderas siempre que sean posibles.
2. La conductibilidad térmica es la mitad de la del acero al bajo carbono y este factor (debido a la disipación de calor más lenta) contribuye a causar distorsión al crear esfuerzos desiguales.
Finalmente, los aceros inoxidables austeníticos no son templables y no responden a tratamientos térmicos.
Los aceros inoxidables al cromo se dividen en 2 tipos, martensíticos (tratables térmicamente), y ferríticos, siendo el factor decisivo la proporción de cromo a carbono.Debido a su balance de aleación, los tipos martensíticos tienden a endurecerse y fragilizarse después de ser soldados. A menos que se tomen las debidas precauciones, estos aceros pueden fracturarse.
Es recomendable precalentar a aproximadamente 250ºC y evitar sobrecalentamientos durante la soldadura. En muchos casos se recomienda un poscalentamiento a aproximadamente 600 - 650ºC.
El coeficiente de dilatación de aceros inoxidables tanto martensíticos como ferríticos es inferior al del acero al bajo carbono. El alabeo en la soldadura es, por lo tanto, correspondientemente menor.
La conductibilidad térmica, dependiendo del contenido de cromo en la aleación, varía de la mitad a la tercera parte de la del acero al bajo carbono.
Entre la línea de productos UTP se cuenta con electrodos para soldar aceros inoxidables al cromo, tales como el UTP64Ti para soldar acero inoxidable del tipo AISI 502, UTP 66 para soldar AISI 410 y UTP 6601 para soldar AISI 430.
En muchos casos, cuando no es posible dar los tratamientos térmicos, los tipos al cromo se sueldan con un electrodo austenítico, UTP 68H, debido a que sus depósitos no se endurecen, obteniéndose una junta elástica. Algunas veces la unión es hecha con un electrodo austenítico y las capas superiores se sueldan con un tipo al cromo similar al metal base.
Antes de hacer una recomendación, es absolutamente necesario determinar el uso final que se dará a la soldadura terminada, particularmente en aplicaciones donde el efecto del níquel en el metal depositado pueda ser objetable desde el punto de vista de posibles ataques de corrosión.
Referencia Clase AWS
Descripción 84Ficha Técnica
CROMARCO 308L-16
E308L 16EL CROMARCO 308L-16 se usa para soldar aceros de las clases AISI 304 y 304L. Pueden emplearse también para la soldadura de aceros AISI 204, 301, 302, 308 y 308L.
CROMARCO 308L-16.pdf
CROMARCO 308L-16
PREMIUM E308L 16
EL CROMARCO 308L-16 se usa para soldar aceros de las clases AISI 304 y 304L. Puede emplearse también para la soldadura de aceros AISI 204, 301, 302, 308 y 308L.
CROMARCO 308L-16
PREMIUM.pdf
CROMARCO 309-16
E309 16
Esta diseñado para soldadura de aleaciones tipo 309, se usa en la unión de aceros al carbono con inoxidable. Tiene propiedades de resistencia a la corrosión a temperatura ambiente. Resiste la oxidación severa a la alta temperatura. Es muy usado para unir aleaciones al 12% de Cromo con aceros al carbono. Otra aplicación es la soldadura de Clad Steel, tipo AISI 304.
CROMARCO 309-16.pdf
CROMARCO 309L-16
PREMIUM E309L 16
Esta diseñado para soldadura de aceros inoxidables tipo AISI 309L y 309. Tiene propiedades de resistencia a la corrosión a temperatura ambiente. Resiste la oxidación severa a la alta temperatura. Es muy usado para uniones disímiles entre aceros inoxidables y aceros al carbono o de baja aleación. Otra aplicación es la unión de soldadura. Clad Steel, tipo AISI 304L y 304.
CROMARCO 309L-16
PREMIUM.pdf
CROMARCO 309Mo-16
E309Mo-16
Esta fabricado para unir aceros inoxidables austeníticos con aceros al carbono. Puede utilizarse para reparaciones de Clad Steel tipo AISI 316.
CROMARCO 309Mo-16.pdf
CROMARCO 309LMo-16 PREMIUM
E309MoL-16
Ideal para uniones disímiles entre los aceros inoxidables y aceros al carbono o de baja aleación. Se utiliza también para la unión de aceros AISI 309 MoL y para reparaciones de Clad Steel tipo AISI 316 y 316L.
CROMARCO 309LMo-16
PREMIUM.pdf
CROMARCO 310-16
E310-16 Este electrodo se utiliza para soldar acero de la clase AISI 310. Por su alta resistencia a la temperatura, se usa en la construcción de hornos y equipos de procesos químicos.
CROMARCO 310-16.pdf
CROMARCO 312-16
E312-16
El Cromarco 312-16 se utiliza para la unión de aceros inoxidables con aceros al carbono y otros tipos de uniones disímiles. Se usa también como colchón para recubrimientos duros. En reconstrucción de dientes de engranajes, piñones, ejes, etc.
CROMARCO 312-16.pdf
CROMARCO 312-16
PREMIUM
El Cromarco 312-16 se utiliza para unión de aceros inoxidables con aceros al carbono y otros tipos de uniones disímiles. Se usa también como colchón para recubrimientos duros. En reconstrucción de dientes de engranajes, piñones, ejes, etc.
CROMARCO 312-16
PREMIUM.pdf
CROMARCO 316L-16
E316L-16 Para soldar aceros inoxidables AISI 316 y 316L. La resistencia al "Pitting" hace esta aleación útil en la industria textil, de papel e industrias químicas.
CROMARCO 316L-16.pdf
CROMARCO 316L-16
PREMIUM
Para soldar aceros inoxidables AISI 316 y 316L. La resistencia al "Pitting" hace esta aleación útil en la industria textil, de papel e industrias químicas.
CROMARCO 316L-16
PREMIUM.pdf
CROMARCO 347-16
E347-16 Para soldar aceros inoxidables AISI 347 y 321. Pueden utilizarse también en las mismas aplicaciones del Cromarco 308L-16
CROMARCO 347-16.pdf
CROMARCO 410-16
E410-16
Usado para soldar aceros inoxidables de tipo AISI 410. Sirve para revestir aceros al carbono dando características de resistencia a la corrosión y abrasión. Las aleaciones del tipo 410 tienen propiedades de resistencia a la corrosión y oxidación hasta temperaturas de 810ºC. El deposito endurece con el enfriamiento al aire, por lo tanto requiere precalentamiento (150-260ºC) y tratamiento térmico después de la soldadura (840-870ºC).
CROMARCO 410-16.pdf
http://www.westarco.com/paginas/AceInox.htm





























