Embed Size (px)
Citation preview
1
OPERAÇÕES UNITÁRIAS 1
SÓLIDOS PARTICULADOS 2:
- REDUÇÃO DE TAMANHO
PROF. DR. FÉLIX MONTEIRO PEREIRA

Grão de trigo Grão de milho Grão de soja
Processo Processo Processo
Farinha de trigo Farinha de milho (fubá) Farinha de soja2
3
� Para certas aplicações, muitos materiais sólidos seapresentam em tamanhos muito grandes que exigem suaredução para ser processados.
� Os sólidos podem ser reduzidos no seu tamanho por vários métodos: � A compressão (compactação;
esmagamento). Geralmente a redução de tamanho em uma industria exige uma combinaçãodestas operações em uma certa seqüência .
� O impacto (choque).
� O atrito superficial (esfregar).
� O corte por facas (cisalhamento agudo).
�Os equipamentos usados para reduzir o tamanho de sólidos são chamados de: Esmagadores, Moendas ou Moinhos e Trituradores ou Britadores
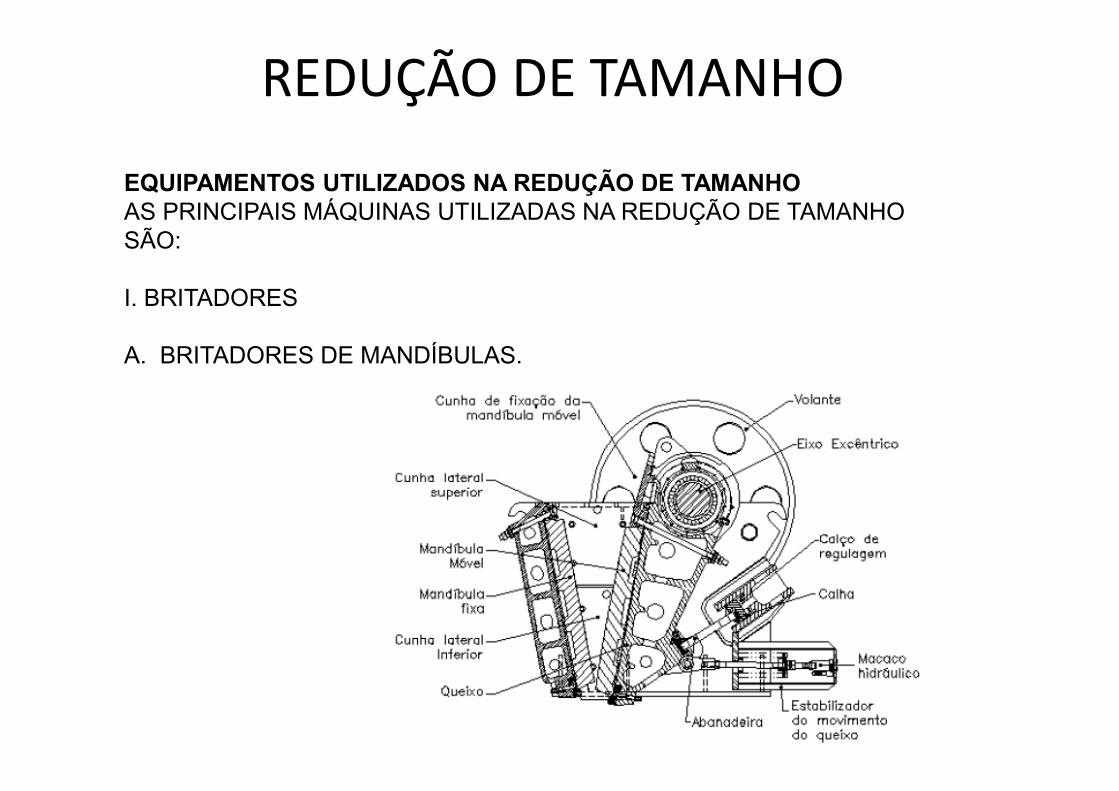
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
I. BRITADORES
A. BRITADORES DE MANDÍBULAS.
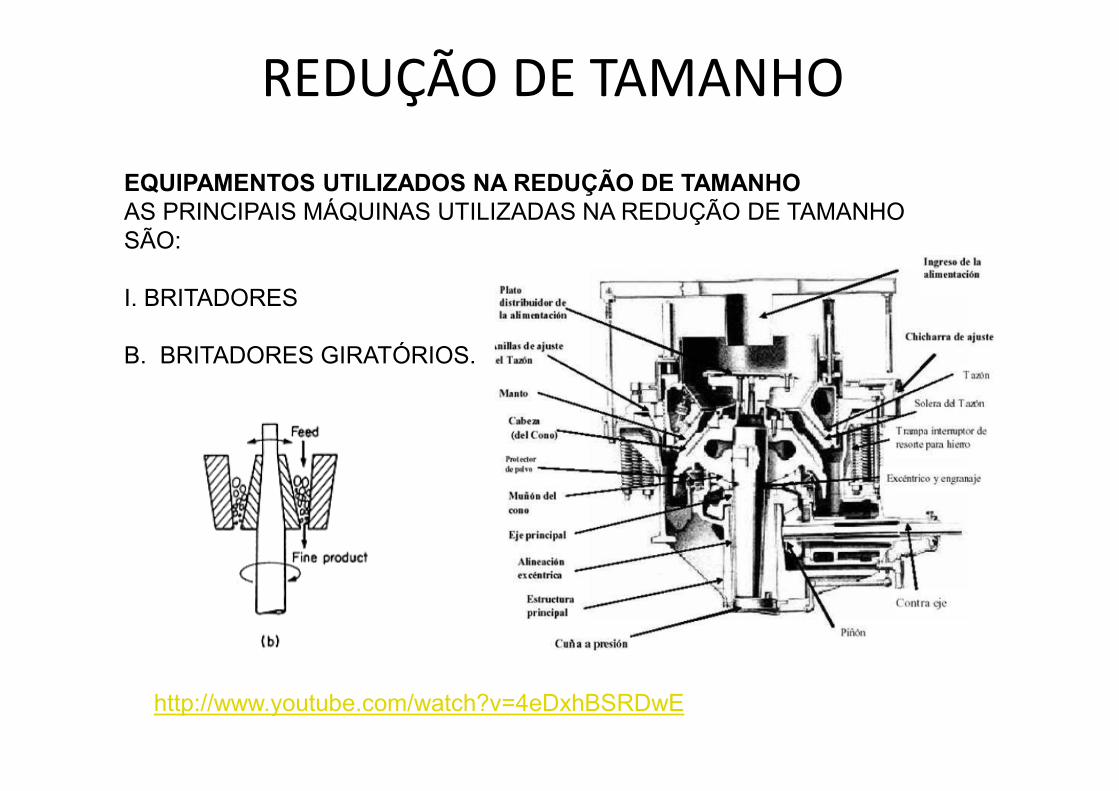
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
I. BRITADORES
B. BRITADORES GIRATÓRIOS.
http://www.youtube.com/watch?v=4eDxhBSRDwE
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
I. BRITADORES
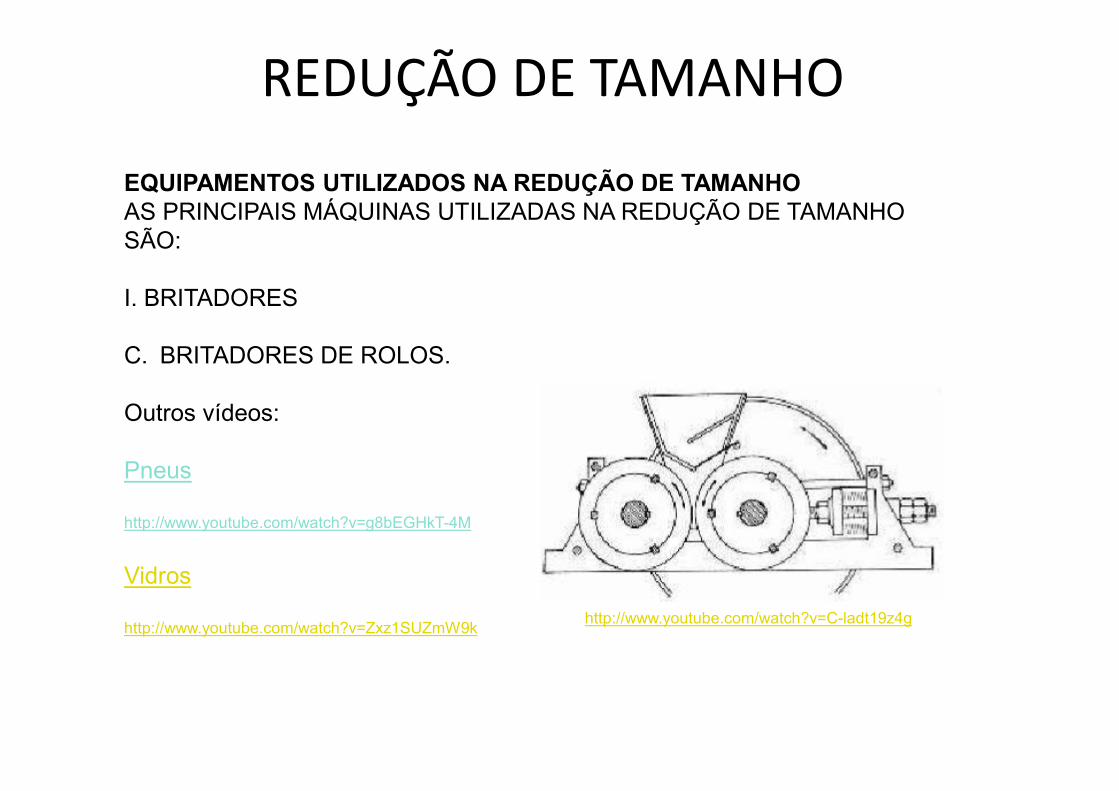
C. BRITADORES DE ROLOS.
Outros vídeos:
Pneus
http://www.youtube.com/watch?v=g8bEGHkT-4M
Vidros
http://www.youtube.com/watch?v=Zxz1SUZmW9khttp://www.youtube.com/watch?v=C-ladt19z4g
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
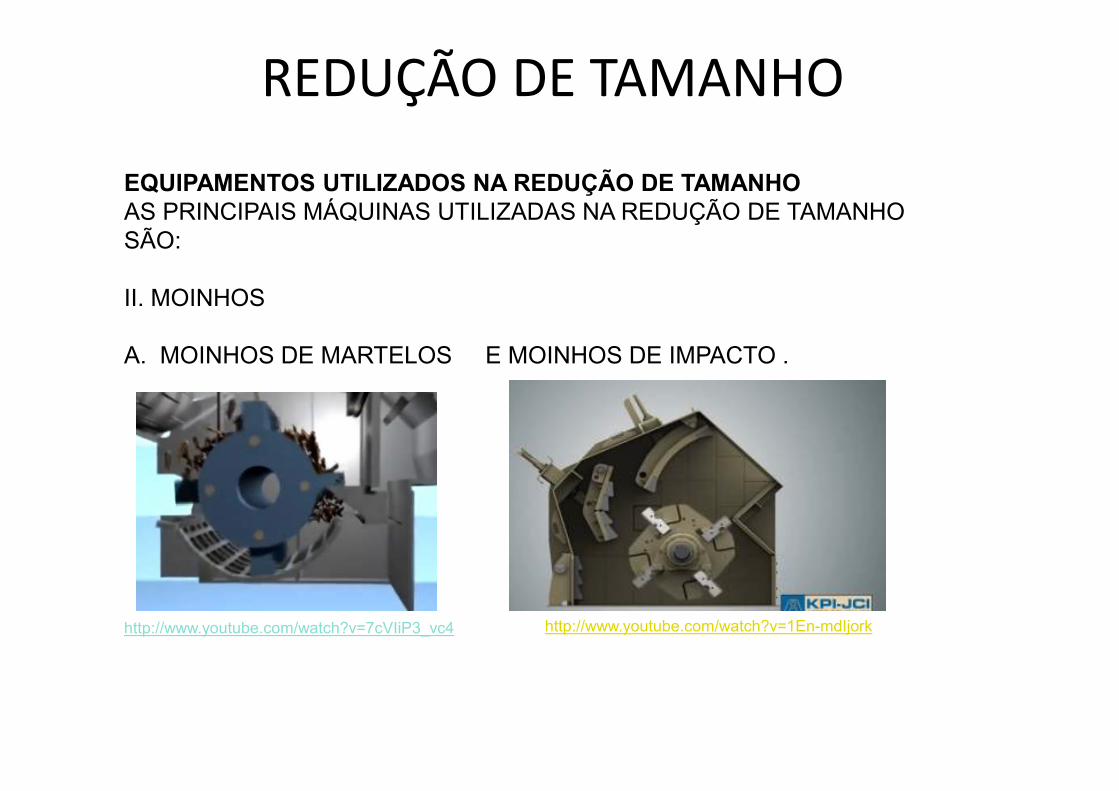
II. MOINHOS
A. MOINHOS DE MARTELOS E MOINHOS DE IMPACTO .
http://www.youtube.com/watch?v=7cVIiP3_vc4 http://www.youtube.com/watch?v=1En-mdIjork
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
II. MOINHOS
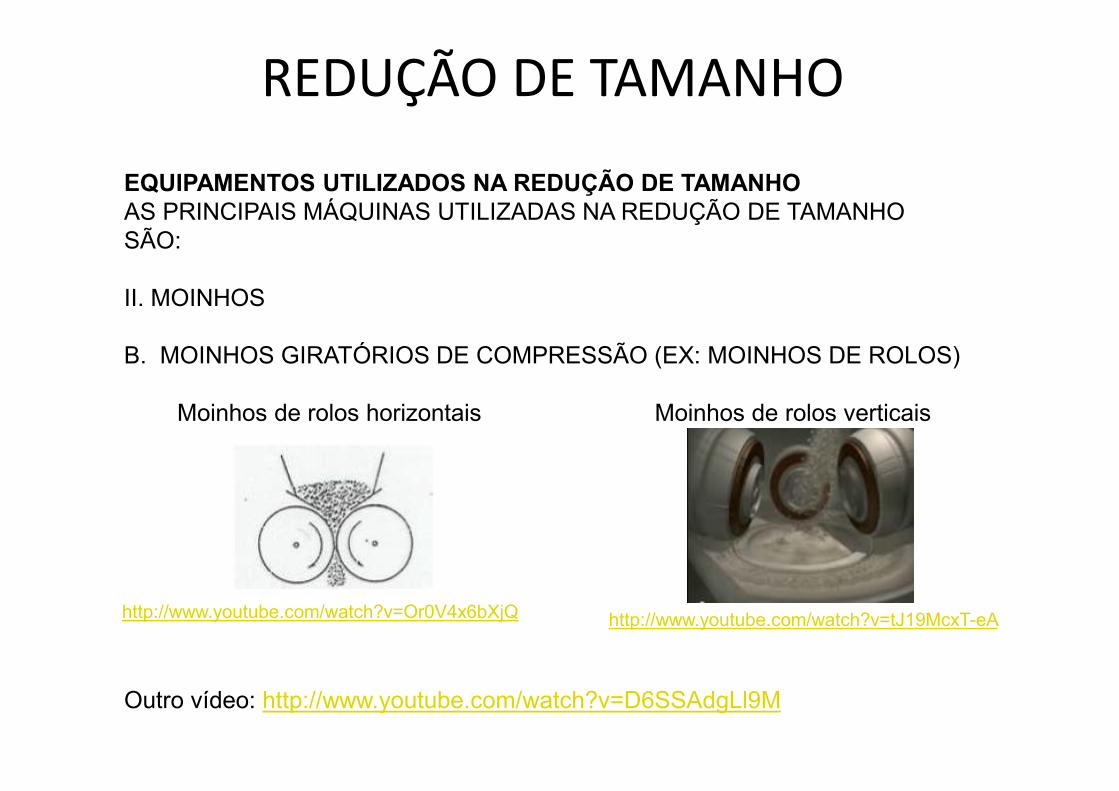
B. MOINHOS GIRATÓRIOS DE COMPRESSÃO (EX: MOINHOS DE ROLOS)
Moinhos de rolos horizontais Moinhos de rolos verticais
Outro vídeo: http://www.youtube.com/watch?v=D6SSAdgLl9M
http://www.youtube.com/watch?v=Or0V4x6bXjQ http://www.youtube.com/watch?v=tJ19McxT-eA

REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
II. MOINHOS
C. MOINHOS DE FRICÇÃO
Outros vídeos
(Fricção pigmento) Moinho Hoover Muller:http://www.youtube.com/watch?v=B9jVmbYldLE
(Fricção) Moinho de disco:http://www.youtube.com/watch?v=S3OqIUPGCQA http://www.youtube.com/watch?v=H3RCAfgfCv0

REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
II. MOINHOS
D. MOINHOS GIRATÓRIOS (DE BOLAS, DE PEDRAS, DE BARRAS, DE TUBOS...)
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
II. MOINHOS
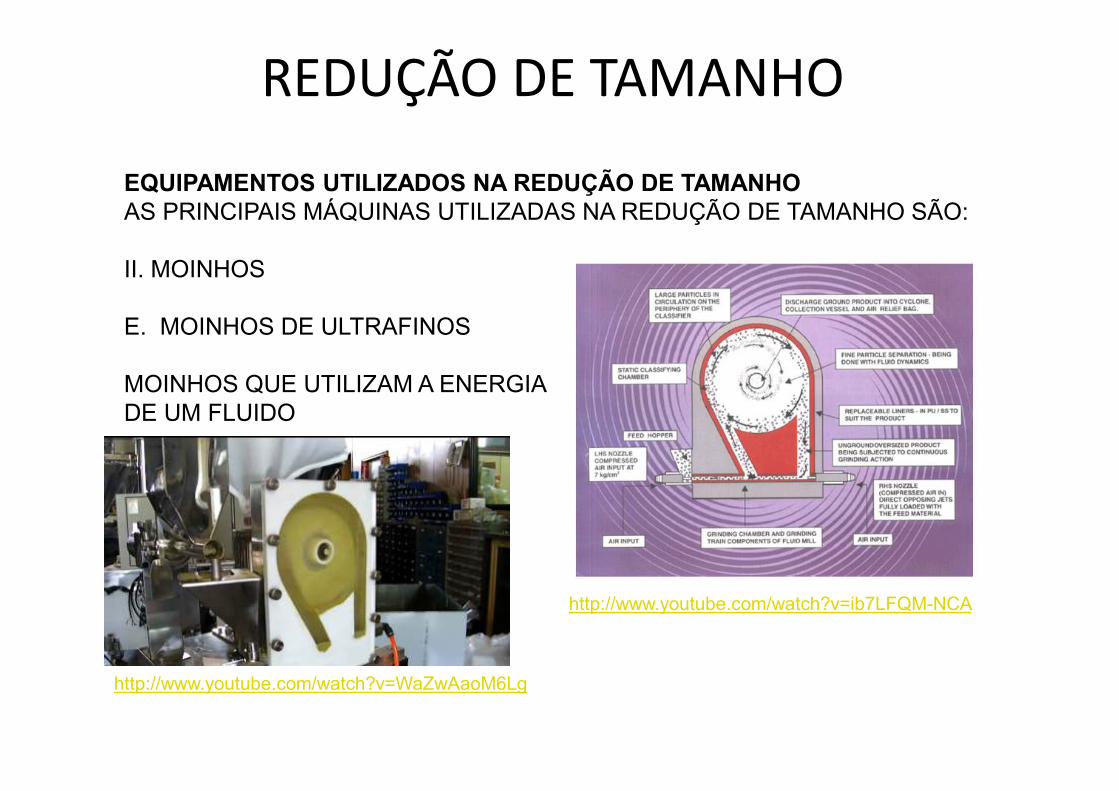
E. MOINHOS DE ULTRAFINOS
MOINHOS QUE UTILIZAM A ENERGIADE UM FLUIDO
http://www.youtube.com/watch?v=ib7LFQM-NCA
http://www.youtube.com/watch?v=WaZwAaoM6Lg
REDUÇÃO DE TAMANHO
EQUIPAMENTOS UTILIZADOS NA REDUÇÃO DE TAMANHOAS PRINCIPAIS MÁQUINAS UTILIZADAS NA REDUÇÃO DE TAMANHO SÃO:
III. MÁQUINAS CORTADORAS
CORTADORAS DE MACHADOS, DE QUADRADOS E DE TIRAS, etc...
Valmart Automação Industrial SC700 Automatizada
ART XR4800 CNC Router Cutting 105mm Closed Cell Foam
Cortadora a Laser
Multi procesadora, industrial, cortadora, ralladora y cubicadora GS10 de Kronen
REDUÇÃO DE TAMANHO
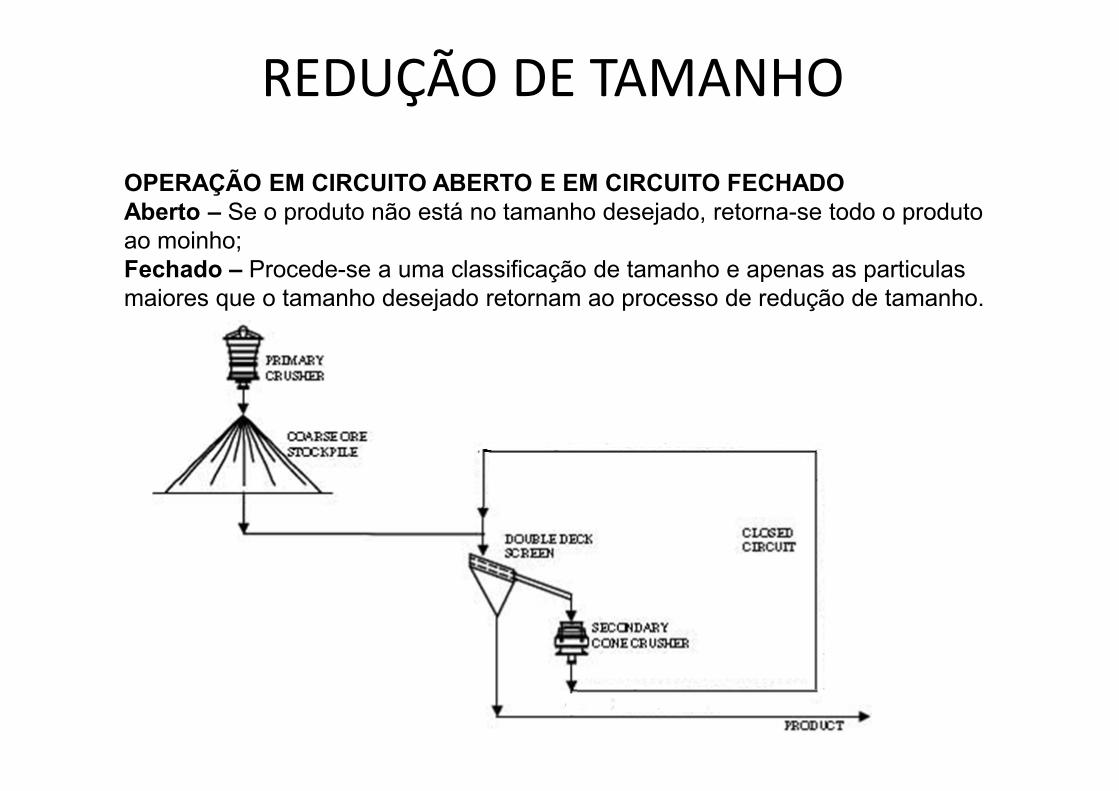
OPERAÇÃO EM CIRCUITO ABERTO E EM CIRCUITO FECHADOAberto – Se o produto não está no tamanho desejado, retorna-se todo o produto ao moinho;Fechado – Procede-se a uma classificação de tamanho e apenas as particulasmaiores que o tamanho desejado retornam ao processo de redução de tamanho.
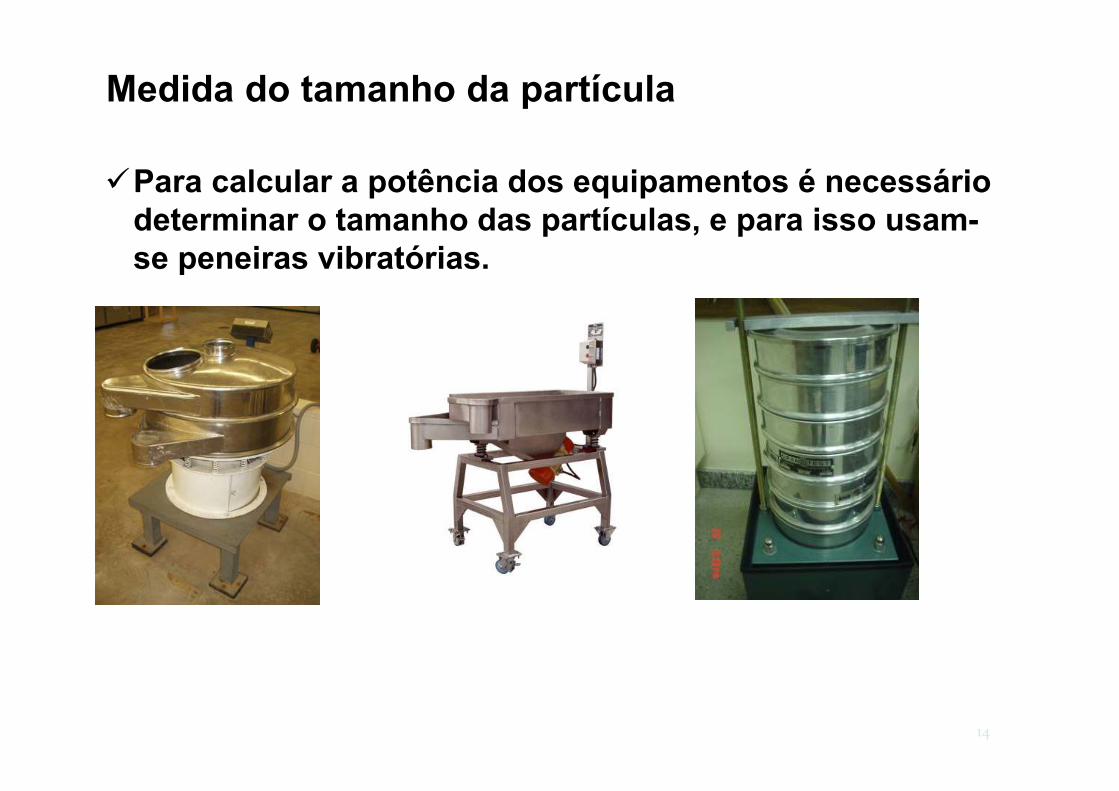
Medida do tamanho da partícula
�Para calcular a potência dos equipamentos é necessário determinar o tamanho das partículas, e para isso usam-se peneiras vibratórias.
Peneiras vibratórias de planta piloto ou pequena indústria
Peneiras vibratórias de laboratório
14
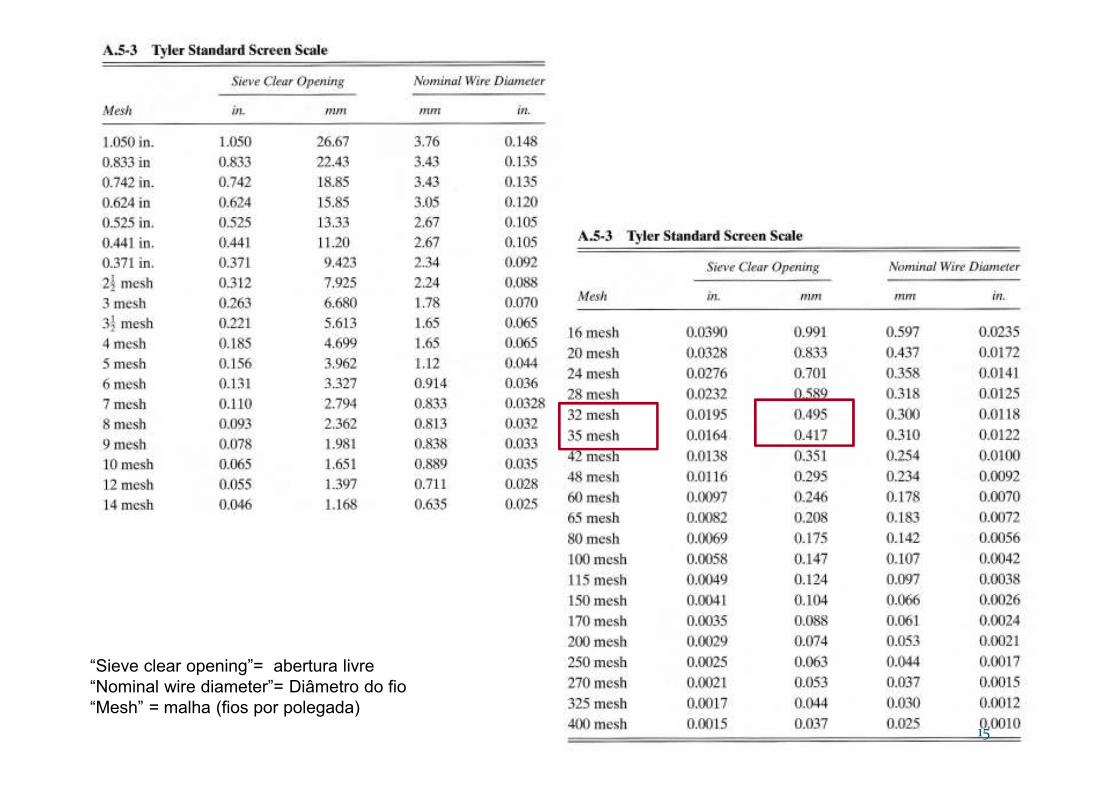
“Sieve clear opening”= abertura livre“Nominal wire diameter”= Diâmetro do fio“Mesh” = malha (fios por polegada)
15
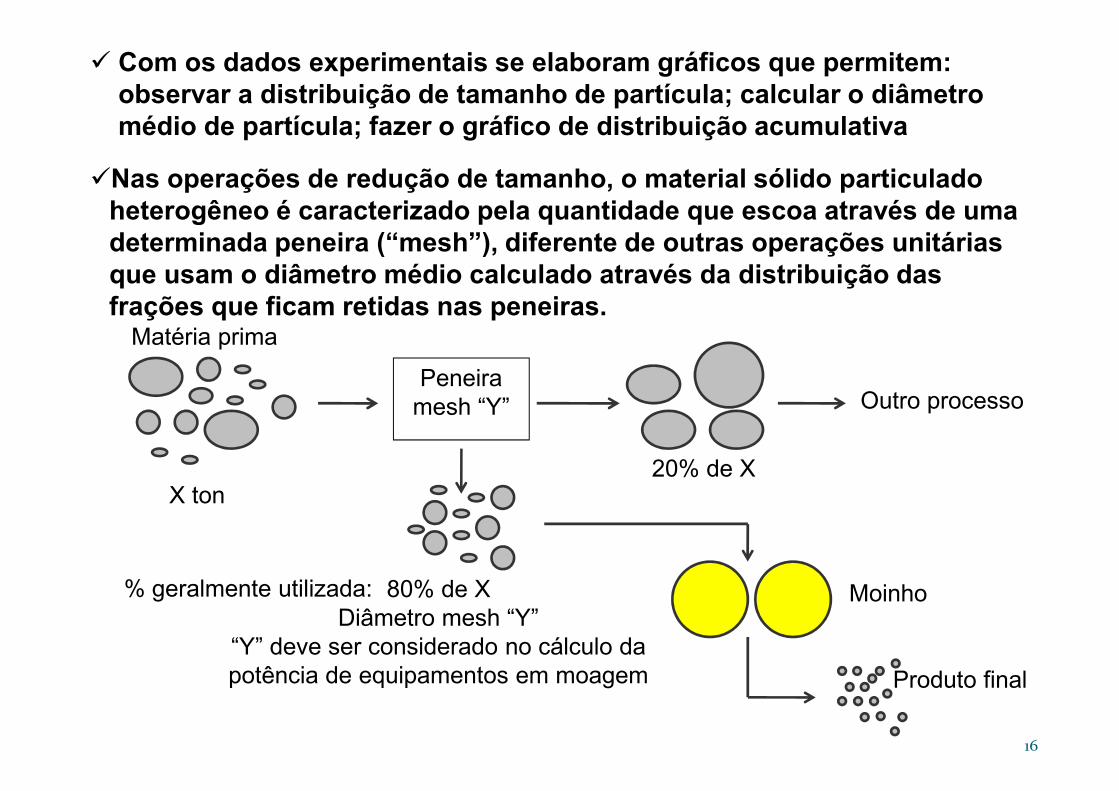
� Com os dados experimentais se elaboram gráficos que permitem: observar a distribuição de tamanho de partícula; calcular o diâmetro médio de partícula; fazer o gráfico de distribuição acumulativa
�Nas operações de redução de tamanho, o material sólido particulado heterogêneo é caracterizado pela quantidade que escoa através de uma determinada peneira (“mesh”), diferente de outras operações unitárias que usam o diâmetro médio calculado através da distribuição das frações que ficam retidas nas peneiras.
Peneira mesh “Y”
80% de XDiâmetro mesh “Y”
“Y” deve ser considerado no cálculo da potência de equipamentos em moagem
X ton20% de X
Moinho
Outro processo
Produto final
Matéria prima
% geralmente utilizada:
16
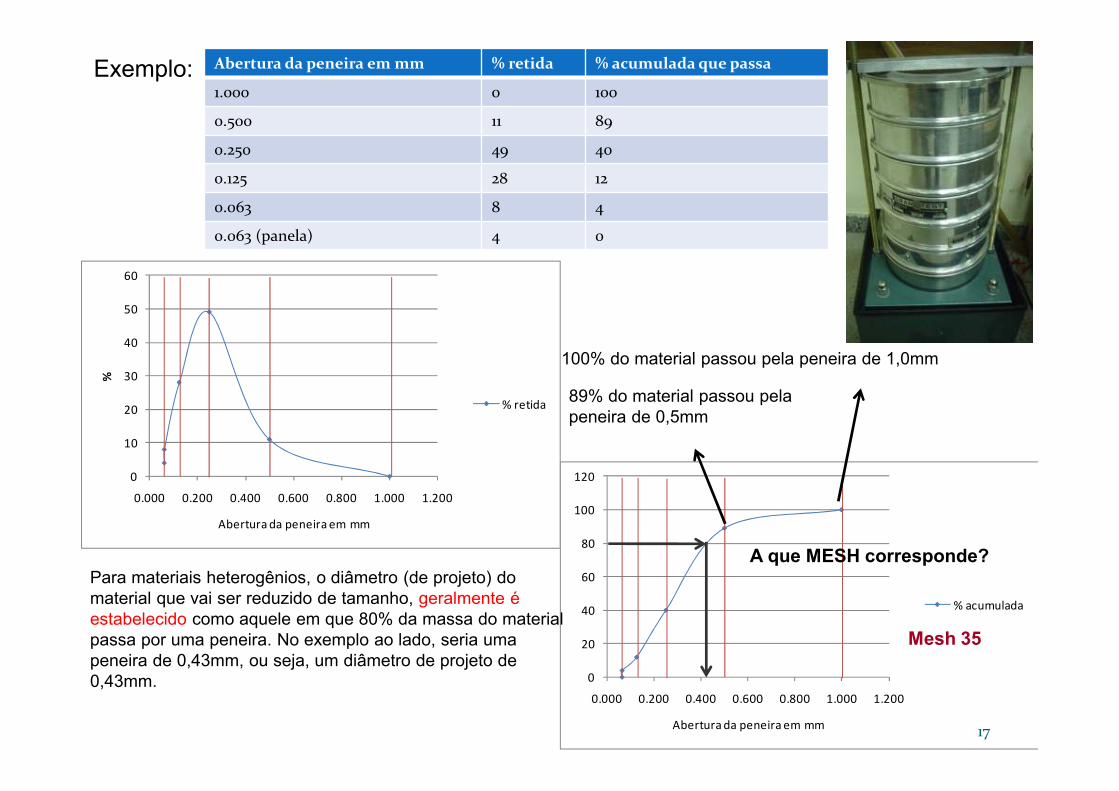
Abertura da peneira em mm % retida % acumulada que passa
1.000 0 100
0.500 11 89
0.250 49 40
0.125 28 12
0.063 8 4
0.063 (panela) 4 0
Exemplo:
0
10
20
30
40
50
60
0.000 0.200 0.400 0.600 0.800 1.000 1.200
%
Abertura da peneira em mm
% retida
0
20
40
60
80
100
120
0.000 0.200 0.400 0.600 0.800 1.000 1.200
Abertura da peneira em mm
% acumulada
Para materiais heterogênios, o diâmetro (de projeto) do material que vai ser reduzido de tamanho, geralmente é estabelecido como aquele em que 80% da massa do material passa por uma peneira. No exemplo ao lado, seria uma peneira de 0,43mm, ou seja, um diâmetro de projeto de 0,43mm.
100% do material passou pela peneira de 1,0mm
89% do material passou pela peneira de 0,5mm
17
A que MESH corresponde?
Mesh 35
2. Potência necessária para a redução de tamanho
Precisa-se de energia para vencer a resistência interna do material e fragmentá-lo.
18
A energia necessária para gerar uma fenda (corte oufratura) no sólido depende do tipo de material (tamanho,dureza, umidade, plasticidade, etc.) e do tipo deequipamento de redução de tamanho.
Os parâmetros no cálculo de redução de tamanho são:a) a quantidade de energia usadab) o tamanho inicial da partículac) o tamanho da nova partícula formada
Existe um modelo geral para explicar o fenômeno da redução de tamanho. A partir desse modelo, vários pesquisadores desenvolveram leis para predizer a potência requerida pelos moinhos, entre eles:Rittinger, Kick e Bond.
A escolha do modelo geral ou da lei particular depende de ensaios práticos. Uma escolha correta resulta em uma aproximação de até 2% na estimativa da potência necessária.
Existem vários modelos teóricos para predizer o valor da energia necessária para reduzir o tamanho de partículas sólidas ... porém não são muito confiáveis e tem que ser feitos testes práticos para escolher o modelo adequado. Os modelos mais importantes serão discutidos aqui.
19
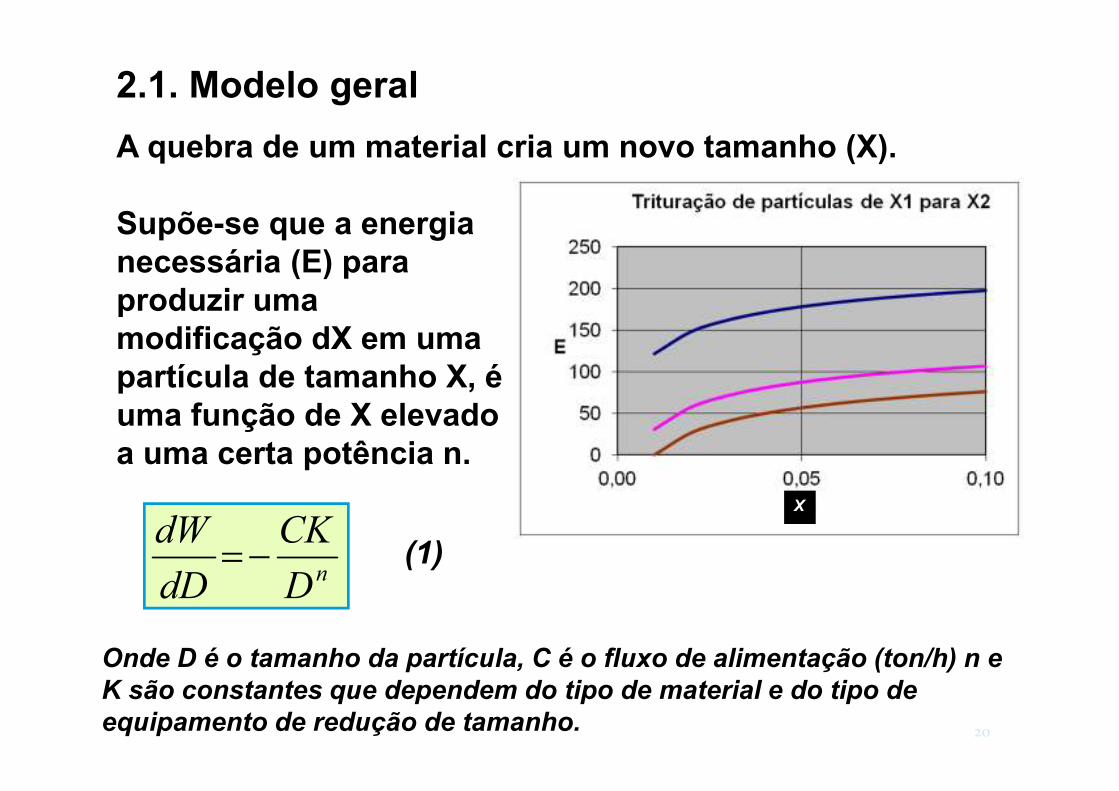
Supõe-se que a energia necessária (E) para produzir uma modificação dX em uma partícula de tamanho X, é uma função de X elevado a uma certa potência n.
nD
CK
dD
dW−=
Onde D é o tamanho da partícula, C é o fluxo de alimentação (ton/h) n e
K são constantes que dependem do tipo de material e do tipo de
equipamento de redução de tamanho.
(1)
2.1. Modelo geral
A quebra de um material cria um novo tamanho (X).
X
20
(2)
−
−=
−− 1
1
1
2
11
1nn
DDn
CKW
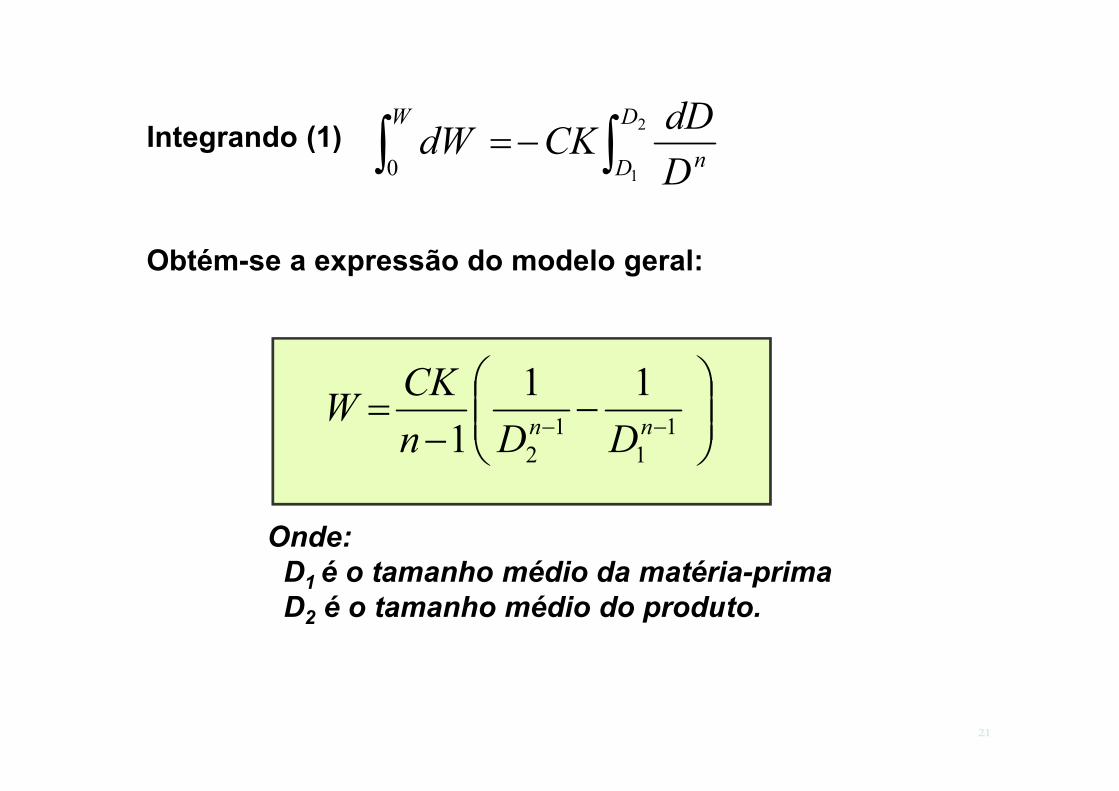
Onde:
D1 é o tamanho médio da matéria-prima
D2 é o tamanho médio do produto.
Integrando (1) ∫∫ −=2
10
D
Dn
W
D
dDCKdW
Obtém-se a expressão do modelo geral:
21
(3)
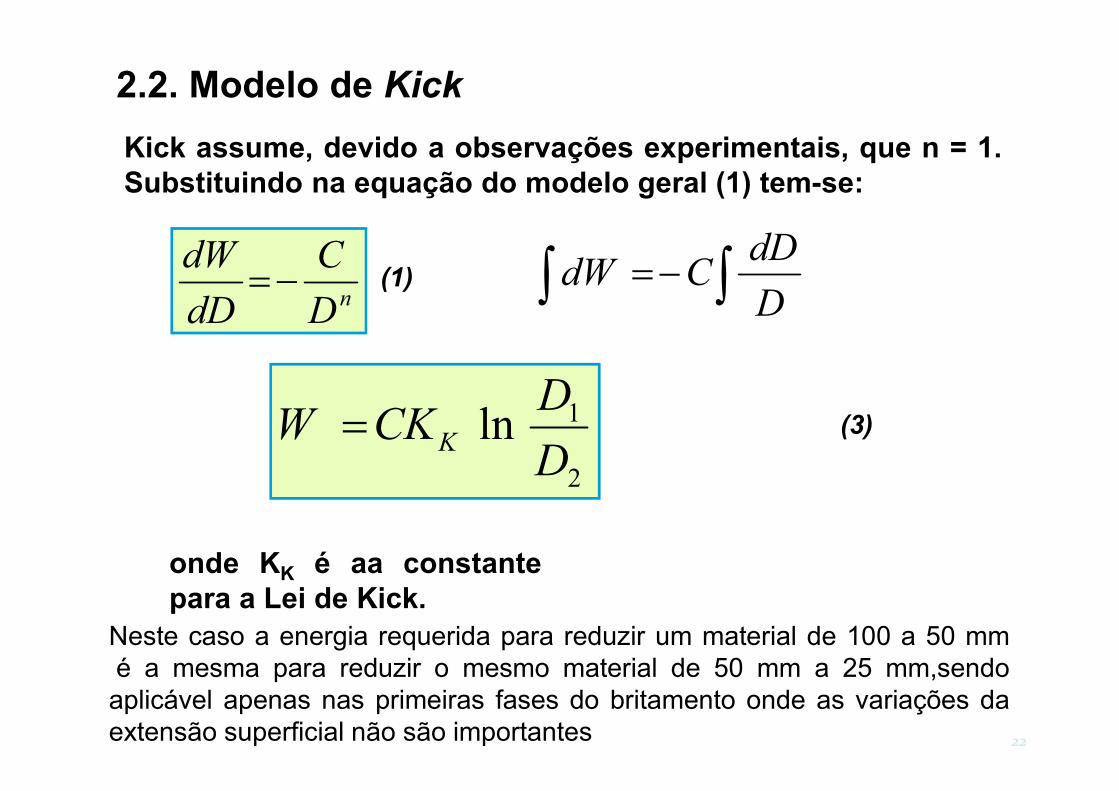
Kick assume, devido a observações experimentais, que n = 1.Substituindo na equação do modelo geral (1) tem-se:
2
1lnD
DCKW
K=
onde KK é aa constantepara a Lei de Kick.
Neste caso a energia requerida para reduzir um material de 100 a 50 mmé a mesma para reduzir o mesmo material de 50 mm a 25 mm,sendoaplicável apenas nas primeiras fases do britamento onde as variações daextensão superficial não são importantes
∫∫ −=D
dDCdW
2.2. Modelo de Kick
(1)n
D
C
dD
dW−=
22
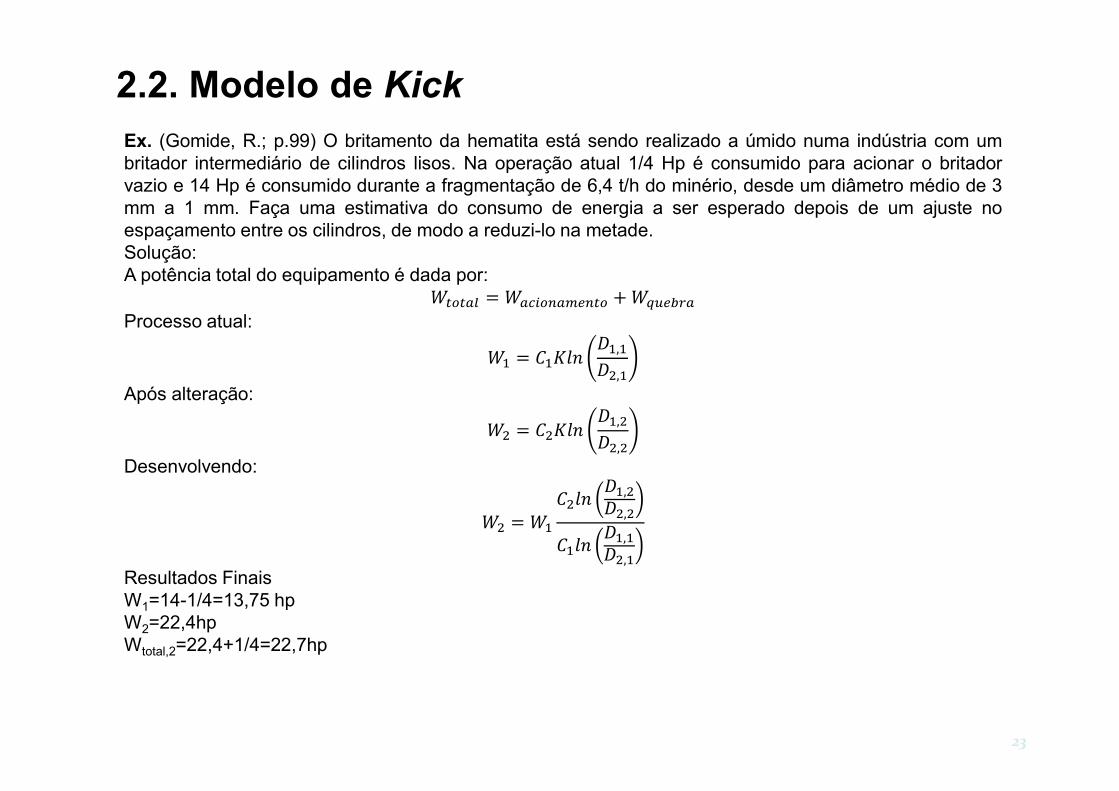
Ex. (Gomide, R.; p.99) O britamento da hematita está sendo realizado a úmido numa indústria com umbritador intermediário de cilindros lisos. Na operação atual 1/4 Hp é consumido para acionar o britadorvazio e 14 Hp é consumido durante a fragmentação de 6,4 t/h do minério, desde um diâmetro médio de 3mm a 1 mm. Faça uma estimativa do consumo de energia a ser esperado depois de um ajuste noespaçamento entre os cilindros, de modo a reduzi-lo na metade.Solução:A potência total do equipamento é dada por:
������ = ��������� +� �����
Processo atual:
�� = �������,�
��,�Após alteração:
�� = �������,�
��,�Desenvolvendo:
�� = ��
������,���,�
������,���,�
Resultados FinaisW1=14-1/4=13,75 hpW2=22,4hpWtotal,2=22,4+1/4=22,7hp
2.2. Modelo de Kick
23
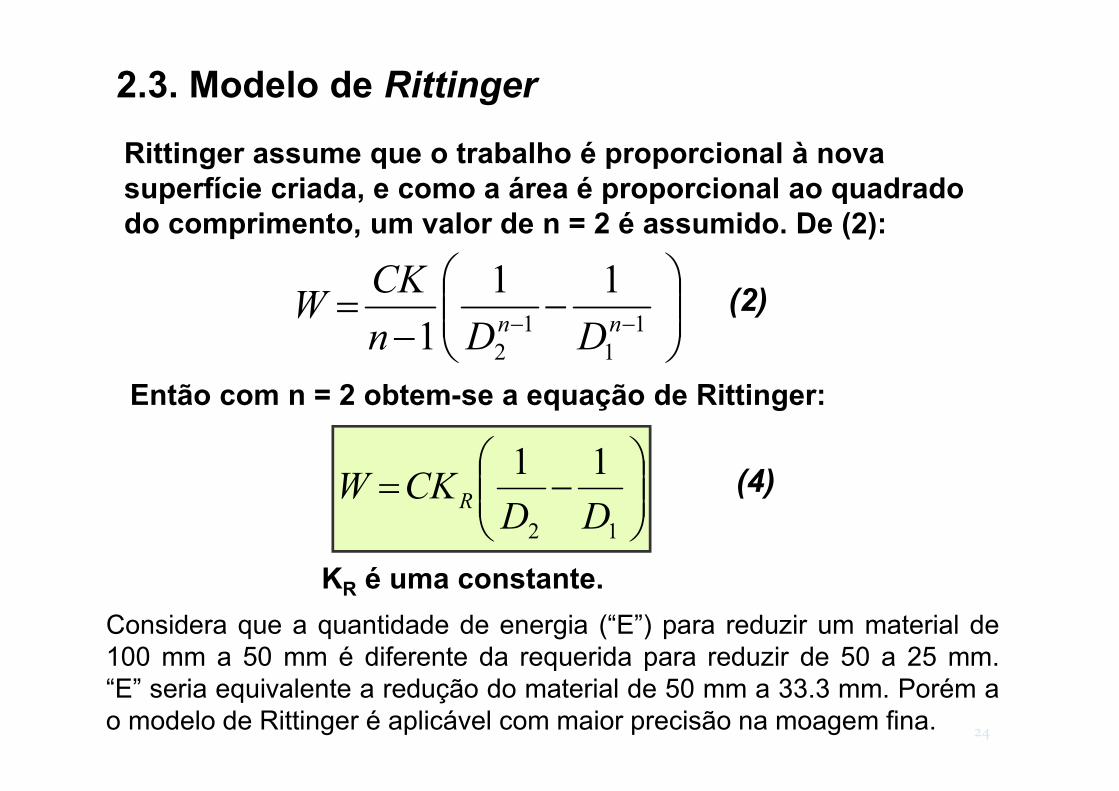
Então com n = 2 obtem-se a equação de Rittinger:
(4)
KR é uma constante.
−=
12
11
DDCKW
R
−
−=
−− 1
1
1
2
11
1nn
DDn
CKW
Considera que a quantidade de energia (“E”) para reduzir um material de100 mm a 50 mm é diferente da requerida para reduzir de 50 a 25 mm.“E” seria equivalente a redução do material de 50 mm a 33.3 mm. Porém ao modelo de Rittinger é aplicável com maior precisão na moagem fina.
Rittinger assume que o trabalho é proporcional à nova superfície criada, e como a área é proporcional ao quadrado do comprimento, um valor de n = 2 é assumido. De (2):
2.3. Modelo de Rittinger
(2)
24
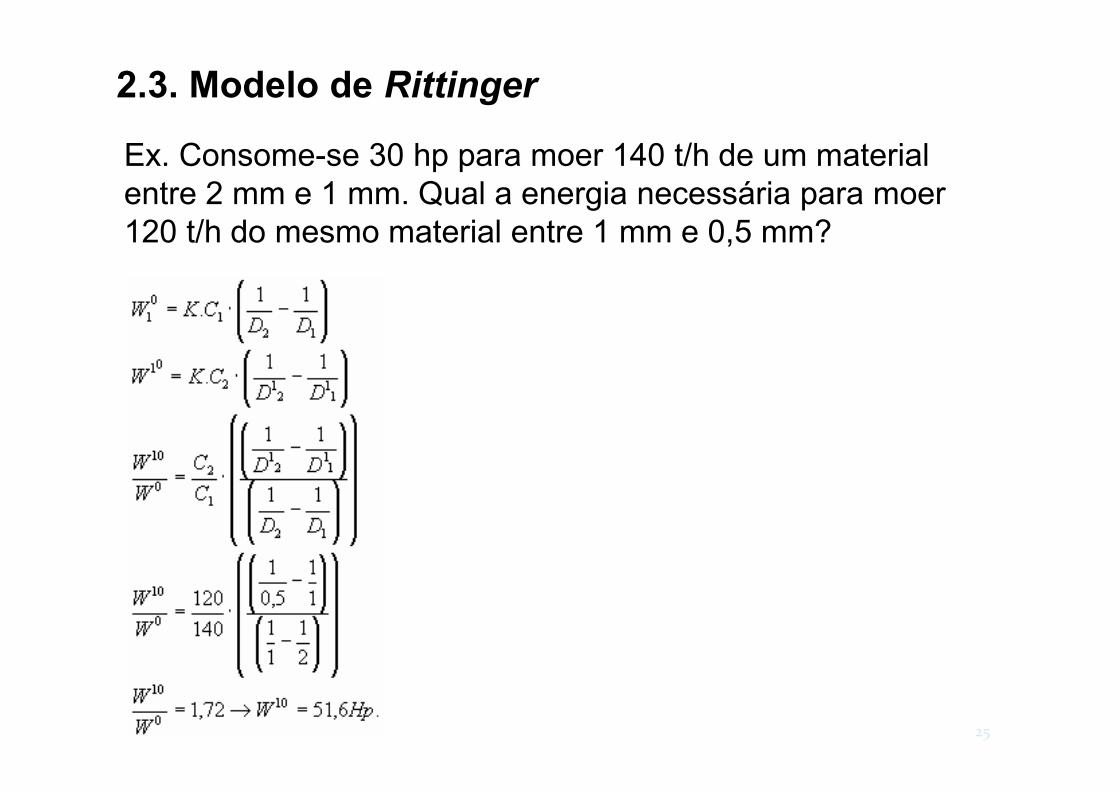
Ex. Consome-se 30 hp para moer 140 t/h de um material entre 2 mm e 1 mm. Qual a energia necessária para moer 120 t/h do mesmo material entre 1 mm e 0,5 mm?
2.3. Modelo de Rittinger
25
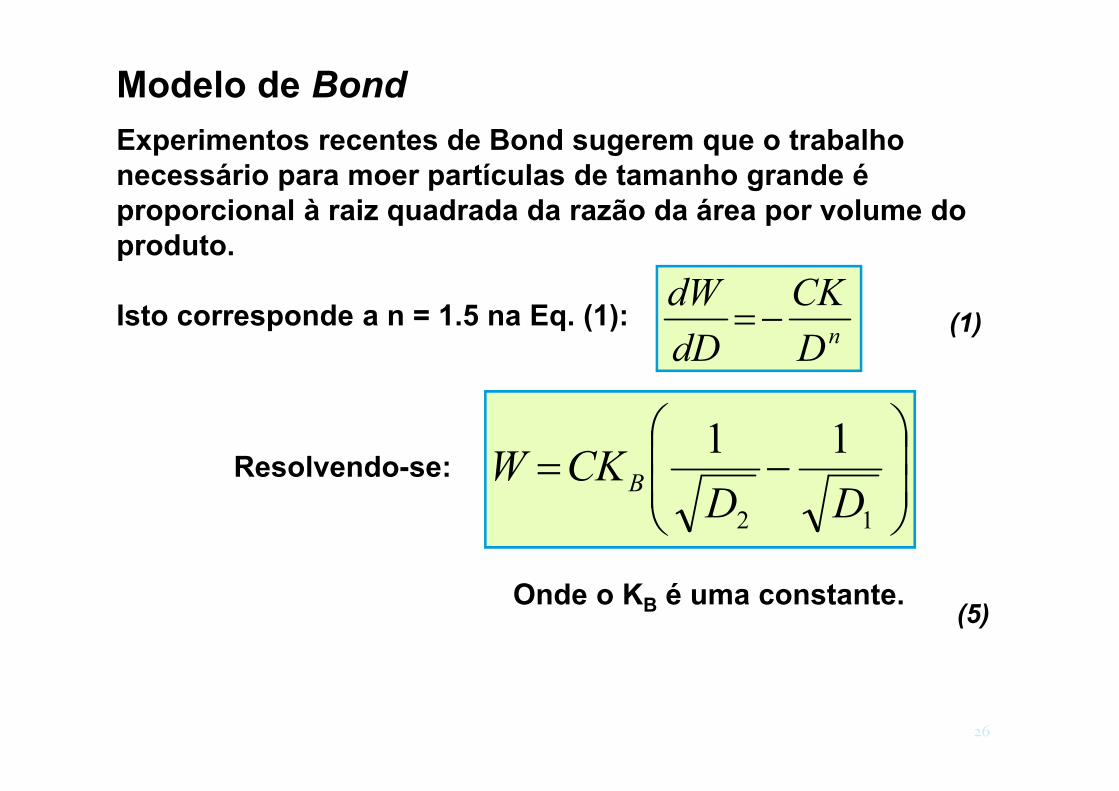
Experimentos recentes de Bond sugerem que o trabalho necessário para moer partículas de tamanho grande é proporcional à raiz quadrada da razão da área por volume do produto.
Isto corresponde a n = 1.5 na Eq. (1):
−=
12
11
DDCKW
B
(5)Onde o KB é uma constante.
Resolvendo-se:
Modelo de Bond
nD
CK
dD
dW−= (1)
26
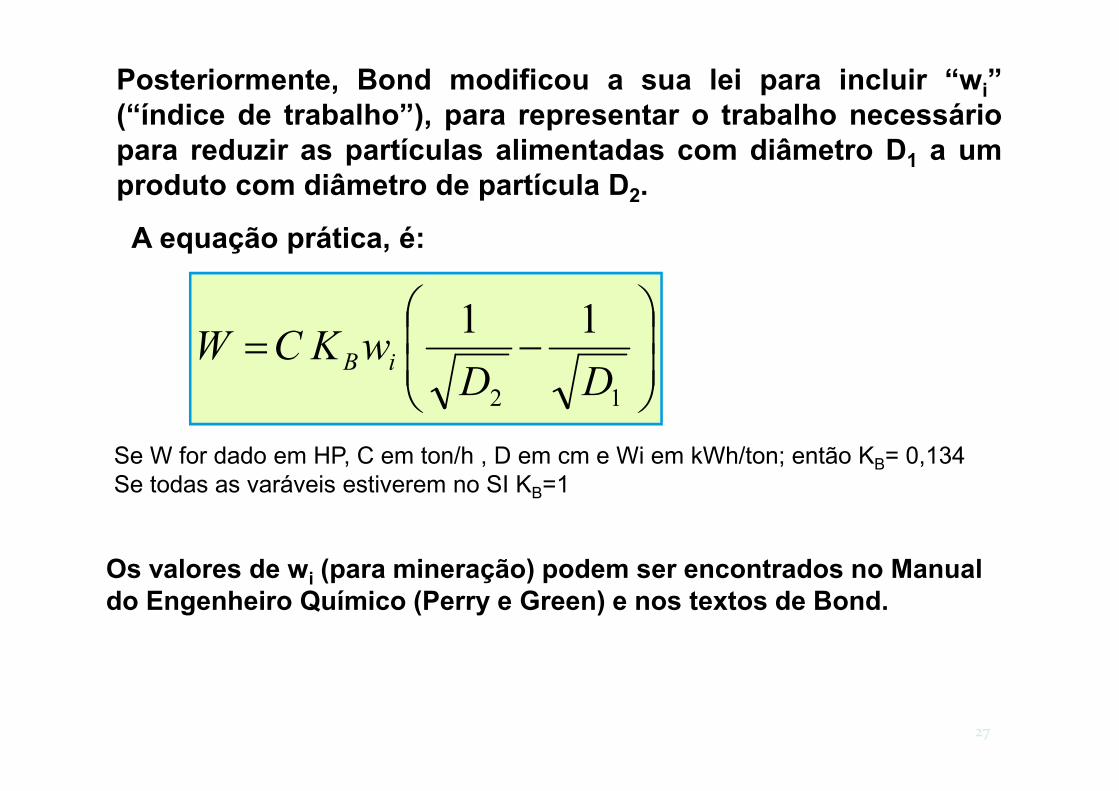
Posteriormente, Bond modificou a sua lei para incluir “wi”(“índice de trabalho”), para representar o trabalho necessáriopara reduzir as partículas alimentadas com diâmetro D1 a umproduto com diâmetro de partícula D2.
−=
12
11
DDwKCWiB
Os valores de wi (para mineração) podem ser encontrados no Manual do Engenheiro Químico (Perry e Green) e nos textos de Bond.
A equação prática, é:
(6)
27
Se W for dado em HP, C em ton/h , D em cm e Wi em kWh/ton; então KB= 0,134Se todas as varáveis estiverem no SI KB=1
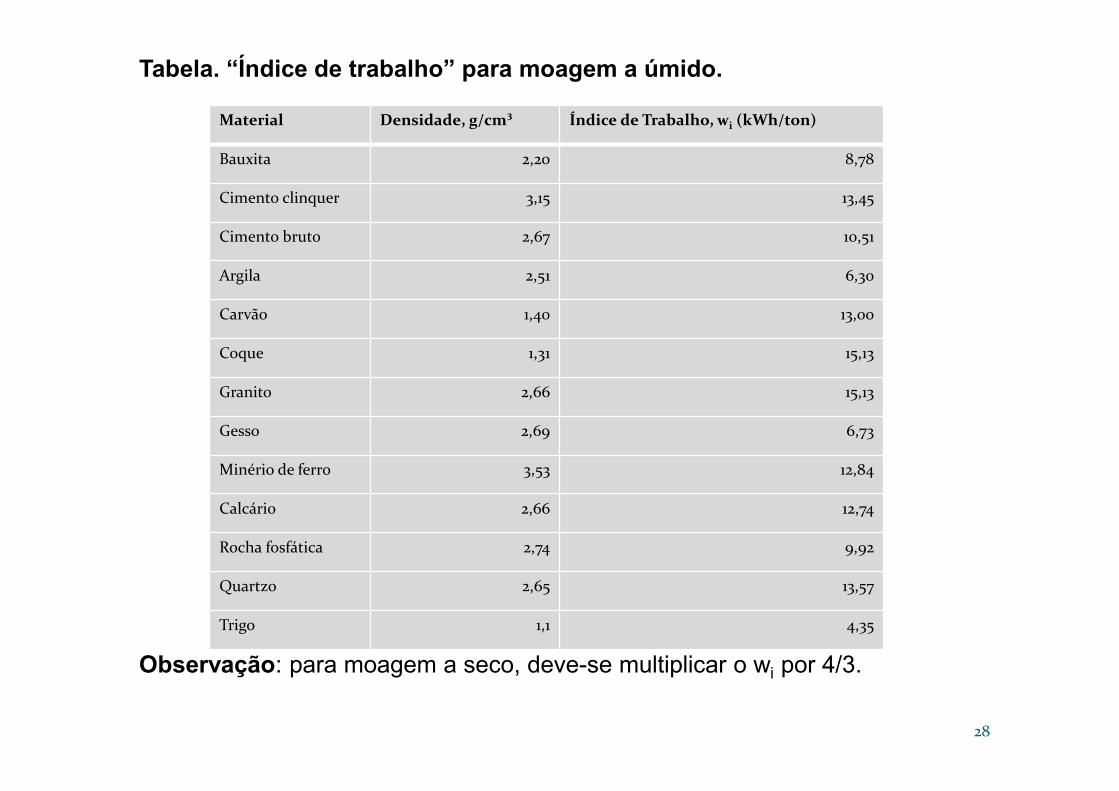
Material Densidade, g/cm³ Índice de Trabalho, wi (kWh/ton)
Bauxita 2,20 8,78
Cimento clinquer 3,15 13,45
Cimento bruto 2,67 10,51
Argila 2,51 6,30
Carvão 1,40 13,00
Coque 1,31 15,13
Granito 2,66 15,13
Gesso 2,69 6,73
Minério de ferro 3,53 12,84
Calcário 2,66 12,74
Rocha fosfática 2,74 9,92
Quartzo 2,65 13,57
Trigo 1,1 4,35
Tabela. “Índice de trabalho” para moagem a úmido.
Observação: para moagem a seco, deve-se multiplicar o wi por 4/3.
28
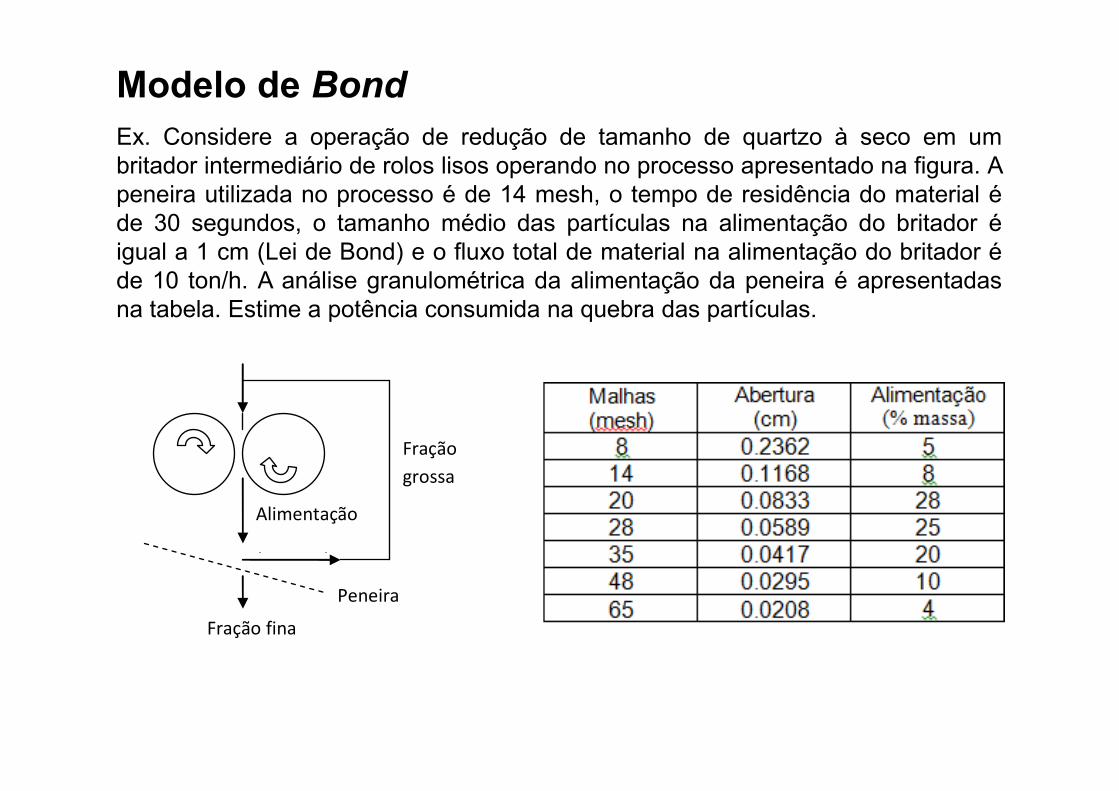
Ex. Considere a operação de redução de tamanho de quartzo à seco em umbritador intermediário de rolos lisos operando no processo apresentado na figura. Apeneira utilizada no processo é de 14 mesh, o tempo de residência do material éde 30 segundos, o tamanho médio das partículas na alimentação do britador éigual a 1 cm (Lei de Bond) e o fluxo total de material na alimentação do britador éde 10 ton/h. A análise granulométrica da alimentação da peneira é apresentadasna tabela. Estime a potência consumida na quebra das partículas.
Modelo de Bond
Fração
grossa
Fração fina
Peneira
Alimentação
(peneira)



























![1 Aula Pratica Redução de Tamanho TA [Modo de Compatibilidade]](https://img.pdfslide.tips/doc/110x75/563db84e550346aa9a927931/1-aula-pratica-reducao-de-tamanho-ta-modo-de-compatibilidade.jpg)
