Embed Size (px)
Citation preview
123
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
sowie Deponieaspekte im neuen Kreislaufwirtschaftspaket – am Beispiel eines deutschen Stahlunternehmens –
Jutta Möller und Heinz-Peter Eisen
1. Wesentliche Schritte der Stahlerzeugung .................................................125
2. Stofffluss der Schlackenprodukte und Kreislaufstoffe bei TKSE...........127
2.1. Hochofenschlacken .....................................................................................1282.1.1. Hüttensand ...................................................................................................1282.1.2. Hochofenstückschlacke ..............................................................................129
2.2. Stahlwerksschlacke ......................................................................................1292.2.1. Baustoffe .......................................................................................................1302.2.2. Konverterkalk feucht/körnig .....................................................................1302.2.3. LiDonit .........................................................................................................1302.2.4. Wasserbausteine ..........................................................................................131
2.3. Interne Kreislaufführung ...........................................................................131
3. Stoffstromkonzept für eisenhaltige Kreislaufstoffe .................................132
3.1. OxyCup ........................................................................................................132
3.2. Hochofenroute .............................................................................................1343.2.1. Sinteranlage ..................................................................................................1343.2.2. Hochöfen ......................................................................................................134
3.3. Stahlwerk ......................................................................................................134
4. Mengenströme erzeugter Nebenprodukte und Kreislaufstoffe .............134
4.1. Hochofen ......................................................................................................135
4.2. Stahlwerk ......................................................................................................136
5. Deponie ........................................................................................................137
6. Zusammenfassung ......................................................................................137
Jutta Möller, Heinz-Peter Eisen
124
Rech
t | S
trat
egie
| W
irts
chaf
t
Am 2. Dezember 2015 hat die Europäische Kommission die Mitteilung Den Kreislauf schließen – Ein Aktionsplan der EU für die Kreislaufwirtschaft (KOM(2015) 614 – Circular Economy Package) veröffentlicht. Ziel ist die Schaffung einer stärker kreislauf-orientierten Wirtschaft. Dabei soll der Wert von Produkten, Stoffen und Ressourcen innerhalb der Wirtschaft möglichst lange erhalten werden, verbunden mit möglichst geringen Mengen Abfall.
Zeitgleich mit der Mitteilung wurde eine Reihe von Vorschlägen für die Änderung abfallrechtlicher Vorschriften vorgelegt, unter anderem der Abfallrahmenrichtlinie (KOM(2015) 595) und Deponierichtlinie (KOM(2015) 594).
Stahl entspricht aufgrund seiner Eigenschaften den Wertmaßstäben des Europäischen Abfallrechts in besonderer Weise, da er bei gleichbleibender Qualität und nur geringen Verlusten zu 100 Prozent recycelbar ist. Die Stahlindustrie erfüllt die Anforderungen weitgehend und begrüßt deshalb das Ziel, die Kreislaufwirtschaft zu stärken.
Im Sinne von Kreislaufwirtschaft und Ressourceneffizienz sind aber auch der positive und etablierte Einsatz von industriellen Nebenprodukten und Sekundärrohstoffen weiter zu ermöglichen bzw. zu fördern. Hier sind metallurgische Schlacken aus der Eisen- und Stahlindustrie zu nennen, die z.B. als Rohstoff in der Zementindustrie oder als Ersatzbaustoff breite Verwendung finden. Diese gängige Praxis droht durch die geplante deutsche Ersatzbaustoffverordnung bedroht zu werden. Es besteht die Gefahr, dass etablierte Verwendungsmöglichkeiten eingeschränkt und gleichzeitig die Verwertung von Abfällen erschwert wird.
Der Rohstoffbedarf der Stahlindustrie hat sich durch Prozessoptimierungen deutlich verändert. Wurden ursprünglich für die Herstellung einer Tonne Roheisen neben den Eisenerzen noch 1.000 kg Koks benötigt, beträgt der Bedarf heute nur noch 320 bis 340 kg Koks und 180 kg Kohle, die direkt in den Hochofen eingeblasen wird. Neben dieser Halbierung des Reduktionsmittelbedarfes konnte die erzeugte Schlackenmenge ebenfalls signifikant von 1.000 kg auf 250 bis 300 kg je Tonne Roheisen gesenkt werden.
Die stetige Optimierung und Weiterentwicklung der Produktionsprozesse führte zur deutlichen Verringerung des Rohstoff- und Energiebedarfes. Ein wesentlicher Beitrag kommt dabei der konsequenten Aufbereitung und Wiederverarbeitung der erzeugten Nebenprodukte und Kreislaufstoffe zu. Die Grundsätze der Kreislaufwirtschaft sind fester Bestandteil der Stahlerzeugung und werden aus ökologischen, wie auch wirt-schaftlichen Gründen stetig weiter entwickelt.
Im Folgenden soll gezeigt werden, wie die Vorgaben des Kreislaufwirtschaftspakets der EU in der deutschen Stahlindustrie umgesetzt werden.
Die Stahlerzeugung in Deutschland bewegte sich in den vergangenen Jahren zwischen 40 und 45 Millionen t/a. thyssenkrupp Steel Europe ist daran im mehrjährigen Mittel mit einem Anteil von etwas über dreißig Prozent beteiligt. Die Roheisen- und Stahl-erzeugung ist in Duisburg konzentriert, die Warmband- und Kaltwalzwerke befinden sich neben Duisburg auch in Bochum und Dortmund. Darüber hinaus befinden sich an 10 weiteren Standorten in Europa Anlagen zur Weiterverarbeitung der Produkte.
125
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
Der Schwerpunkt hinsichtlich der Erzeugung der Kreislaufstoffe und Nebenprodukte ist eng an die Roheisen- und Stahlerzeugung gekoppelt. Unter ökologischen Ge-sichtspunkten ist eine größtmögliche Ressourcen-Nutzung sinnvoll, sei es durch die Vermarktung von Nebenprodukten oder den Wiedereinsatz von Kreislaufstoffen in den Produktionsaggregaten.
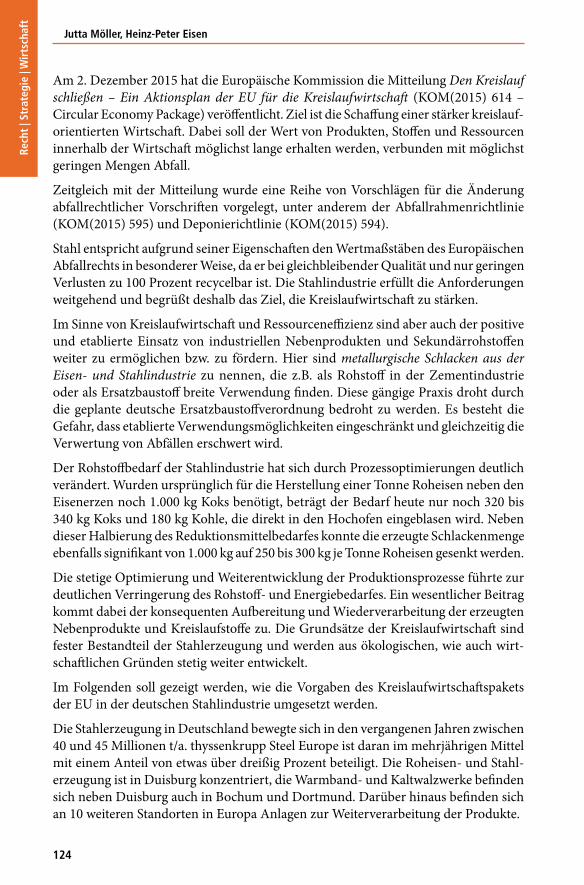
In der europäischen Abfallrahmenrichtlinie, die durch das Kreislaufwirtschaftsgesetz (KrWG) in deutsches Recht umgesetzt wurde, ist der Vorrang der Abfallvermeidung vor der Abfallverwertung festgelegt. Erst als letzte Alternative soll die umweltverträgliche Beseitigung erfolgen. Neu eingeführt wurden außerdem Definitionen für Nebenpro-dukte (§4 KrWG) sowie das Ende der Abfalleigenschaft (§5 KrWG).
Recycling
Abfälle imProduktionsprozess
vermeidenEndablagerunginerter Stoffe
Stoffe oder Energieim externen
Stoffkreislauf
Wieder-verwendungRecycling in der
Produktion
Produkte
2.
Gebrauch3.
1.
Abfällezur Beseitigung
5.
Abfällezur Verwertung
4.
Bild 1: Kreislaufwirtschaft bei der Stahlerzeugung
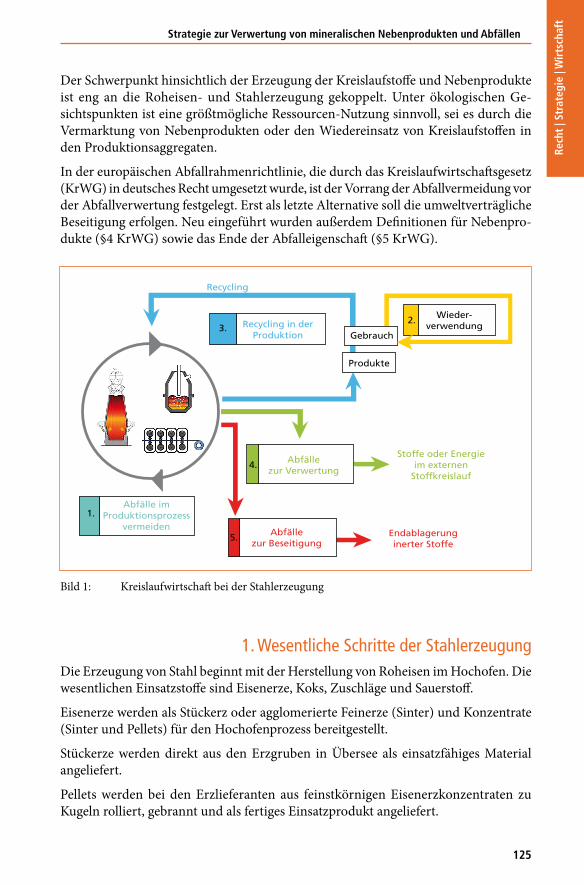
1. Wesentliche Schritte der StahlerzeugungDie Erzeugung von Stahl beginnt mit der Herstellung von Roheisen im Hochofen. Die wesentlichen Einsatzstoffe sind Eisenerze, Koks, Zuschläge und Sauerstoff.
Eisenerze werden als Stückerz oder agglomerierte Feinerze (Sinter) und Konzentrate (Sinter und Pellets) für den Hochofenprozess bereitgestellt.
Stückerze werden direkt aus den Erzgruben in Übersee als einsatzfähiges Material angeliefert.
Pellets werden bei den Erzlieferanten aus feinstkörnigen Eisenerzkonzentraten zu Kugeln rolliert, gebrannt und als fertiges Einsatzprodukt angeliefert.
Jutta Möller, Heinz-Peter Eisen
126
Rech
t | S
trat
egie
| W
irts
chaf
t
KohleSauerstoff
SchrottKokerei
KoksFeinerze
Sinter
SinteranlagePellets, Stückerz
Zuschläge
Kohle, Sauerstoff
Heißwind
Roheisen
LD Konverter
Rohstahl
Strangguss
BrammenHochofen
Produkte
Oberflächenveredelung Org. Beschichtung
Kaltwalzwerk Warmband Warmwalzwerk
Bild 2: Wesentliche Schritte der Stahlerzeugung
Zur Erzeugung des schwammförmigen Sinters dient die werkseigene Sinteranlage. Diese wird räumlich nahe dem Hochofen betrieben und erfüllt neben der Verarbeitung von Feinerzen eine wichtige Funktion als Aggregat für die interne Kreislaufführung und damit Abfallvermeidung für eisenhaltige Reststoffe.
Da Kohle aufgrund hoher Anteile an flüchtigen Komponenten und mangelnder Fes-tigkeit nicht für den Einsatz im Hochofen geeignet ist, wird sie in einer Kokerei in einem Hochtemperaturprozess unter Luftabschluss zu Koks verarbeitet. Koks erfüllt als Reduktionsmittel und Stützgerüst im Hochofen wichtige Aufgaben zur wirtschaft-lichen Erzeugung von Roheisen.
Vervollständigt wird die Einsatzstoffpalette des Hochofens durch kohlenstoffhaltige Zusatzreduktionsmittel und sauerstoffangereicherten Heißwind, die gemeinsam über die Blasformen in den Unterofen eingeblasen werden.
Aus dem Hochofen werden über das Stichloch Roheisen und Schlacke entnommen. Diese beiden Produkte werden über ein Rinnensystem voneinander getrennt und der weiteren Verarbeitung zugeführt.
Roheisen wird mit Transportbehältern, sogenannten Pfannen, zum Stahlwerk trans-portiert. Im Konverter wird das flüssige Roheisen zusammen mit Stahlschrott unter Sauerstoffzufuhr zu Stahl umgewandelt. Dazu muss der Kohlenstoffgehalt (C) des
127
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
Roheisens von 4,5 Prozent C auf unter 2,06 Prozent abgesenkt werden. In Abhän-gigkeit des Kohlenstoffgehaltes und weiterer im Eisen gelöster Elemente werden unterschiedliche Stahlgüten mit den entsprechenden Qualitätseigenschaften herge-stellt. Der frisch erzeugte, flüssige Stahl wird anschließend im Stranggußverfahren abgegossen. Die dabei entstehenden Brammen oder Knüppel werden in Walzwerken zu unterschiedlichen Walzprodukten verarbeitet je nach späterem Einsatzzweck einer weiteren Oberflächenbehandlung unterzogen.
Massenbilanz zur Erzeugung einer Tonne Rohstahl
Für die Erzeugung einer Tonne Roheisen werden etwa 1.500 kg Eisenerze und Zu-schläge benötigt. Unter Zuschlägen versteht man z.B. Kalkstein, Kies und Olivin, die zur Einstellung der Schlackenchemie benötigt werden.
Die Erzeugung des Reduktionsgases erfolgt aus der Vergasung von Koks, eingeblase-nen Zusatzreduktionsmitteln wie Staubkohle oder Öl mit Sauerstoff. Die erforderliche Menge an Reduktionsmitteln liegt in Abhängigkeit der jeweiligen Qualität zwischen 460 und 500 kg je Tonne Roheisen.
Je Tonne Roheisen werden im Hochofenprozess etwa 300 kg Hochofenschlacke sowie 1.400 m³ Hochofengas produziert.
Bei der nachfolgenden Verarbeitung des Roheisens im Stahlwerk werden in Abhän-gigkeit der zu erzeugenden Stahlqualitäten unterschiedliche Mengen an Legierungs-mittel verarbeitet. Die im Stahlwerksprozess erzeugten Schlackenmenge beträgt etwa 120 kg/t Rohstahl. Daneben werden etwa 90 m³ Kohlenmonoxid (CO) je Tonne Stahl gewonnen, die in der Konverterabsaugung in Anwesenheit großer Falschluftmengen partiell zu CO2 aufoxidiert werden.
Insgesamt stellen Schlacken den größten Anteil der festen Nebenprodukte der Stahler-zeugung dar. Auf ihre weitere Verwendung wird nachfolgend detailliert eingegangen.
2. Stofffluss der Schlackenprodukte und Kreislaufstoffe bei TKSEDie metallurgischen Schlacken der Roheisen- und Stahlproduktion werden mit Aus-nahme der direkt am Hochofen zu Hüttensand verarbeiteten Hochofenschlacke in Pfannen abgestochen und in Beete zwecks Abkühlung gekippt. Die Weiterverarbeitung und Aufbereitung der Rohschlacken zu veritablen, vermarktbaren Produkten erfolgt in den mit Brech- und Siebstrecken sowie Magnetscheidern ausgestatteten Anlagen unserer Konzerntochter tk MSS (thyssenkrupp Mill Services & Systems). Dabei wird sorgfältig auf die Vermeidung von Verunreinigungen oder Vermischungen zwischen den unterschiedlichen Schlackenarten geachtet, um einen maximalen Grad an Ver-marktung und sinnvoller Nutzung in den Produktionsaggregaten zu gewährleisten, was die Minimierung der zu deponierenden Anteile absichert.
Jutta Möller, Heinz-Peter Eisen
128
Rech
t | S
trat
egie
| W
irts
chaf
t
2.1. HochofenschlackenIm Prozess der Roheisenerzeugung werden etwa 300 kg Schlacke pro Tonne Roheisen gewonnen. Die sogenannte Hochofenschlacke bildet sich aus der im Eisenerz bzw. Sinter und Pellets enthaltenen Gangart, den mineralischen Rückständen aus dem Koks sowie weiteren, gezielt für die Schlackenführung zugesetzten Zuschlagstoffen wie Kalkstein und/oder Dolomit. Die daraus entstehende Gesteinsschmelze wird als Hochofenschlacke gemeinsam mit dem Roheisen aus dem Hochofen abgestochen.
2.1.1. Hüttensand
Die Hochöfen in den Werken Hamborn und Schwelgern sind jeweils mit einer Granu-lationsanlage zur Herstellung von so genanntem Hüttensand ausgerüstet. Bei diesem Verfahren wird die schmelzflüssige Hochofenschlacke unmittelbar nach dem Abstich durch einen Hochdruck-Wasserstrahl schlagartig abgekühlt. Die erzeugten kleinen Schlackepartikel erstarren hierbei in einem glasartigen Gefüge.
Die Verwendung von Hochofenschlacke in Form von Hüttensand als Zementrohstoff hat sich weltweit etabliert. Allein in den eigenen Hochofenwerken werden jährlich mehrere Millionen Tonnen Hüttensand produziert. Der Abbau entsprechender Mengen Primär-rohstoffe, wie Kalkstein aus Steinbrüchen, kann so nachhaltig vermieden werden. Im Vergleich mit der Herstellung von Portlandzementen auf der Basis von Kalkstein ergibt sich zudem eine Einsparung von etwa einer Tonne CO2 je Tonne Zement.
Zemente, die unter Verwendung von Hüttensand hergestellt werden, weisen eine Reihe von technologischen Vorteilen gegenüber anderen Zementen auf. Durch die spezifischen
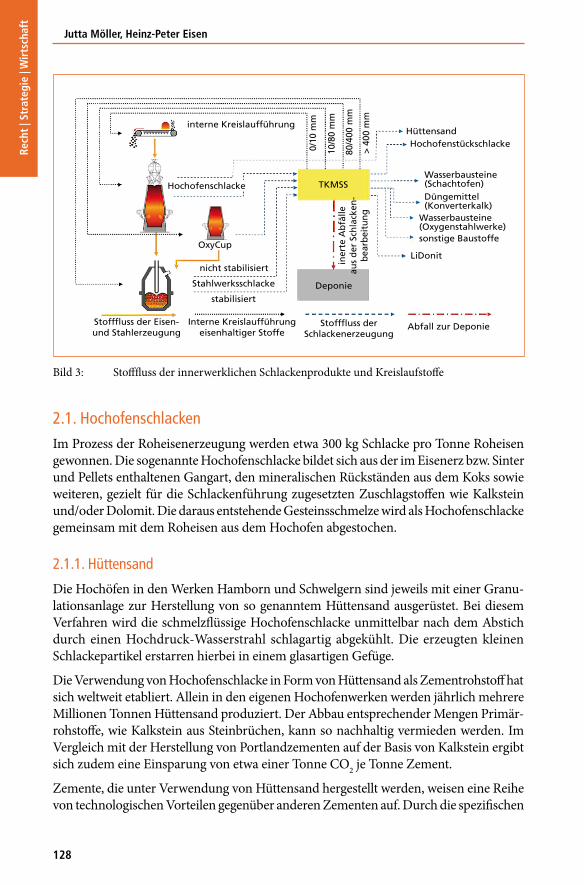
interne Kreislaufführung
Stofffluss der Eisen-und Stahlerzeugung
Interne Kreislaufführungeisenhaltiger Stoffe
Stofffluss derSchlackenerzeugung
Abfall zur Deponie
OxyCup
nicht stabilisiert
Stahlwerksschlacke
stabilisiert0/
10 m
m
10/8
0 m
m
80/4
00 m
m
> 4
00 m
m
HüttensandHochofenstückschlacke
Wasserbausteine(Schachtofen)Düngemittel(Konverterkalk)
Wasserbausteine(Oxygenstahlwerke)sonstige Baustoffe
LiDonit
TKMSS
Deponie
iner
te A
bfä
lleau
s d
er S
chla
cken
-b
earb
eitu
ng
Hochofenschlacke
Bild 3: Stofffluss der innerwerklichen Schlackenprodukte und Kreislaufstoffe
129
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
Abbindevorgänge im Hochofenzement ist dieser insbesondere für große Bauwerke wie Staudämme, Brücken und Schleusen geeignet, da hier als Folge des langsameren Abbinde-verhaltens keine Rissbildung auftritt. Zusätzlich weist er eine gute chemische Resistenz auf.
2.1.2. Hochofenstückschlacke
Ein geringer Anteil der Hochofenschlacke wird mittels Transportpfannen flüssig in Schlackenbeete abgegossen, um dort auf Umgebungsbedingungen abzukühlen. Die Hochofenschlacke erstarrt dabei – analog wie magmatische Gesteine – unter Ausbildung eines kristallinen Gefüges.
Die Herstellung und Verwendung von Hochofen-Stückschlacke als Straßenbaustoff ist mittlerweile nur noch von nachrangiger Bedeutung, da die Granulation zu Hüttensand vorrangig (> 95 Prozent) betrieben wird.
2.2. StahlwerksschlackeDer Rohstahl für die Herstellung von Kohlenstoffstählen zur Erzeugung von Qualitäts-flachstahlprodukten wird in unseren beiden Stahlwerken nach dem Linz-Donawitz-Ver-fahren (LD-Verfahren) hergestellt. Dabei wird der im kohlenstoffgesättigten Roheisen enthaltene Kohlenstoff durch das sogenannte Frischen mit Sauerstoff aufoxidiert und geht in die Gasphase über. Gleichzeitig werden einzelne unedle Elemente aufoxidiert und bilden gemeinsam mit den für die Schlackenführung gesondert zugegebenen Zuschlagstoffen, wie Kalkstein und Dolomit, die Schlacke.
Die schmelzflüssige LD-Schlacke wird analog zur Hochofenstückschlacke in Beete abge-gossen und erstarrt dort gleichfalls kristallin. Nach der Abkühlphase wird die Schlacke aus dem Schlackenbeet aufgenommen und durchläuft einen mehrstufigen trockenen Aufbereitungsprozess. Die Aufbereitung entspricht mit einer Kombination aus Zerklei-nerungs- und Siebstufen der Verfahrenstechnik bei Natursteinen. Zusätzlich werden durch Magnetscheidung die eisenhaltigen Kreislaufstoffe, die verfahrensbedingt in der Schlacke enthalten sind, abgetrennt und in den Produktionsprozess zurückgeführt.
In den Stahlwerken Beekerwerth und Bruckhausen werden neben Stahl auch mine-ralische Produkte aus LD-Schlacke mit definierten Zielanalysen erzeugt. Aufgrund der chemisch-physikalischen Eigenschaften der LD-Schlacke wurden in den letzten 50 Jahren mehrere Produkte entwickelt, die in den entsprechenden Marktsegmenten gut etabliert sind:
• BaustoffefürdenoffenenStraßen-,Wege-undLandschaftsbau,
• Kalkdünger–Konverterkalkfeucht/körnig(KoKafk),
• LiDonitausstabilisierterLD-Schlacke,
• Wasserbausteine.
Die speziellen Eigenschaften der einzelnen Produkte und die Anforderungen werden nachfolgend erläutert.
Jutta Möller, Heinz-Peter Eisen
130
Rech
t | S
trat
egie
| W
irts
chaf
t
2.2.1. Baustoffe
Für den Bau offener Straßen und Wege sowie für die Herstellung von Landschafts-bauwerken, wie beispielsweise Lärmschutzwälle oder die Profilierung von Deponien für die nachfolgende Oberflächenabdichtung, hat sich die klassische LD-Schlacke als Gesteinskörnung der Fraktion 0 bis 65 mm in der Praxis bewährt. Dies stellt den mengenmäßig größten dar.
Die gute Eignung für die vorgenannten Anwendungsbereiche ergibt sich aus den hydraulischen Eigenschaften der LD-Schlacke, die zu einer Verfestigung und einem Abbinden der Schlacke an der Oberfläche führen. Einschränkungen in der Verwendung ergeben sich durch den verfahrensbedingt noch enthaltenen Freikalkgehalt, der die Anwendung z.B. im Straßenbau mit Asphaltdeckschichten aufgrund der unzureichen-den Raumstabilität ausschließt.
2.2.2. Konverterkalk feucht/körnig
Aufgrund der bei der Stahlherstellung im Konverterprozess erforderlichen Zugabe von Kalkstein und/oder Dolomit enthält die erzeugte LD-Schlacke einen Anteil von ungebundenem Kalk, dem so genannten Freikalk, von etwa 15 Prozent. In Zusam-menarbeit unter anderem mit dem FEhS-Institut, wurde ein Verfahren entwickelt, um diesen Kalkgehalt für die Anwendung als Kalkdünger in der Landwirtschaft zu nutzen. Die Verwendung von Hüttenkalken zu landwirtschaftlichen Zwecken hat bereits eine mehr als hundertjährige Tradition. Durch Verfahrensumstellungen und eine verän-derte Rohstoffbasis vom früheren Thomasverfahren zur Stahlherstellung stehen die damaligen phosphathaltigen Thomasdünger heute jedoch nicht mehr zur Verfügung.
Durch Absieben der Fraktion < 10 mm wird in der LD-Schlackenaufbereitung ein Vor-produkt gewonnen, das zunächst einem mehrmonatigen Reifeprozess unterzogen wird. Im abschließenden Herstellungsschritt wird in einer weiteren Siebstufe das Endprodukt Konverterkalkfeucht/körnig(KoKafk)gewonnen.DiesesDüngemittelunterliegtderwerkseigenen Produktionskontrolle (WPK) mit Eigen- und Fremdüberwachung und ist nach deutschem Düngemittelrecht entsprechend zugelassen.
DieimMarktabsetzbareMengeKoKafkauseigenerProduktionwirddurchdieErwei-terung des zugehörigen Logistikkonzepts mit verstärkter Nutzung von Binnenschiffen für den Transport zukünftig noch weiter ausgebaut.
2.2.3. LiDonit
Um eine raumbeständige LD-Schlacke zu erzeugen, wurde in den 1980er Jahren ein Verfahren zur Schlackenstabilisierung entwickelt. Diese neue Technik wurde zunächst im Technikumsmaßstab erprobt und anschließend eine entsprechende großtechnische Anlage nach diesem Verfahren entwickelt und gebaut.
Kern des Verfahrens ist die Behandlung der schmelzflüssigen Schlacke in der Schla-ckenpfanne, direkt nach dem Abstich aus dem Konverter, in einem gesonderten
131
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
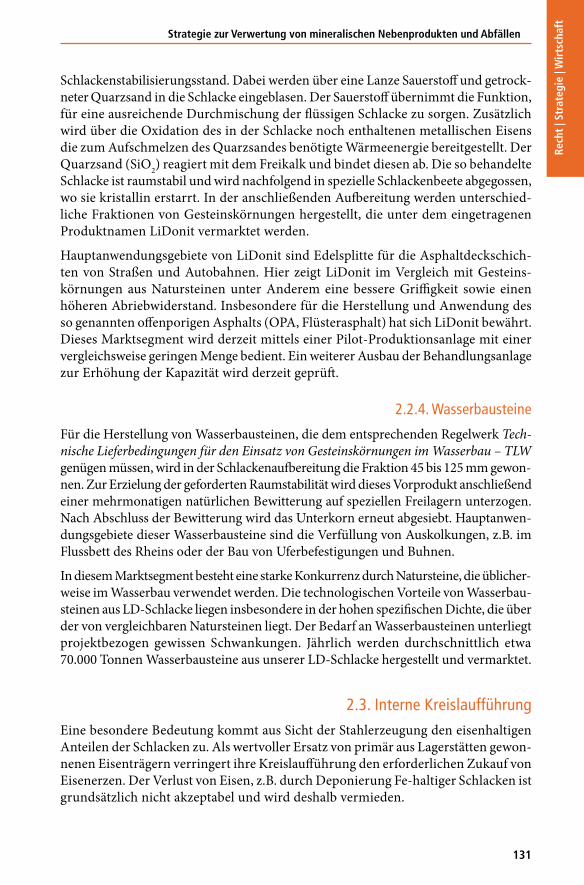
Schlackenstabilisierungsstand. Dabei werden über eine Lanze Sauerstoff und getrock-neter Quarzsand in die Schlacke eingeblasen. Der Sauerstoff übernimmt die Funktion, für eine ausreichende Durchmischung der flüssigen Schlacke zu sorgen. Zusätzlich wird über die Oxidation des in der Schlacke noch enthaltenen metallischen Eisens die zum Aufschmelzen des Quarzsandes benötigte Wärmeenergie bereitgestellt. Der Quarzsand (SiO2) reagiert mit dem Freikalk und bindet diesen ab. Die so behandelte Schlacke ist raumstabil und wird nachfolgend in spezielle Schlackenbeete abgegossen, wo sie kristallin erstarrt. In der anschließenden Aufbereitung werden unterschied-liche Fraktionen von Gesteinskörnungen hergestellt, die unter dem eingetragenen Produktnamen LiDonit vermarktet werden.
Hauptanwendungsgebiete von LiDonit sind Edelsplitte für die Asphaltdeckschich-ten von Straßen und Autobahnen. Hier zeigt LiDonit im Vergleich mit Gesteins-körnungen aus Natursteinen unter Anderem eine bessere Griffigkeit sowie einen höheren Abriebwiderstand. Insbesondere für die Herstellung und Anwendung des so genannten offenporigen Asphalts (OPA, Flüsterasphalt) hat sich LiDonit bewährt. Dieses Marktsegment wird derzeit mittels einer Pilot-Produktionsanlage mit einer vergleichsweise geringen Menge bedient. Ein weiterer Ausbau der Behandlungsanlage zur Erhöhung der Kapazität wird derzeit geprüft.
2.2.4. Wasserbausteine
Für die Herstellung von Wasserbausteinen, die dem entsprechenden Regelwerk Tech-nische Lieferbedingungen für den Einsatz von Gesteinskörnungen im Wasserbau – TLW genügen müssen, wird in der Schlackenaufbereitung die Fraktion 45 bis 125 mm gewon-nen. Zur Erzielung der geforderten Raumstabilität wird dieses Vorprodukt anschließend einer mehrmonatigen natürlichen Bewitterung auf speziellen Freilagern unterzogen. Nach Abschluss der Bewitterung wird das Unterkorn erneut abgesiebt. Hauptanwen-dungsgebiete dieser Wasserbausteine sind die Verfüllung von Auskolkungen, z.B. im Flussbett des Rheins oder der Bau von Uferbefestigungen und Buhnen.
In diesem Marktsegment besteht eine starke Konkurrenz durch Natursteine, die üblicher- weise im Wasserbau verwendet werden. Die technologischen Vorteile von Wasserbau-steinen aus LD-Schlacke liegen insbesondere in der hohen spezifischen Dichte, die über der von vergleichbaren Natursteinen liegt. Der Bedarf an Wasserbausteinen unterliegt projektbezogen gewissen Schwankungen. Jährlich werden durchschnittlich etwa 70.000 Tonnen Wasserbausteine aus unserer LD-Schlacke hergestellt und vermarktet.
2.3. Interne KreislaufführungEine besondere Bedeutung kommt aus Sicht der Stahlerzeugung den eisenhaltigen Anteilen der Schlacken zu. Als wertvoller Ersatz von primär aus Lagerstätten gewon-nenen Eisenträgern verringert ihre Kreislaufführung den erforderlichen Zukauf von Eisenerzen. Der Verlust von Eisen, z.B. durch Deponierung Fe-haltiger Schlacken ist grundsätzlich nicht akzeptabel und wird deshalb vermieden.
Jutta Möller, Heinz-Peter Eisen
132
Rech
t | S
trat
egie
| W
irts
chaf
t
Die Separation der eisenhaltigen Fraktion erfolgt in den Aufbereitungsanlagen mittels Magnetscheidern. Die weitere Verwendung in den Produktionsanlagen ist von den jeweiligen Korngrößen abhängig. Als Kriterium für die Trennschnitte wird die typische Größe der Einsatzstoffe in den jeweiligen Produktionsaggregaten gewählt.
Feinkörniges Material bis maximal 10 mm wird den Mischbetten der Sinteranlage zugeführt. Die nächst gröbere Fraktion zwischen 10 und 80 mm kann direkt in den Hochofen chargiert werden. Grobstückiges Material mit Größen zwischen 80 bis 400 mm ist als Einsatzmaterial für den OxyCup geeignet. Die Anteile über 400 mm Durchmesser, hierbei handelt es sich überwiegend um Eisen- und Stahlbären, finden ihren Einsatz in den Konvertern des Stahlwerks.
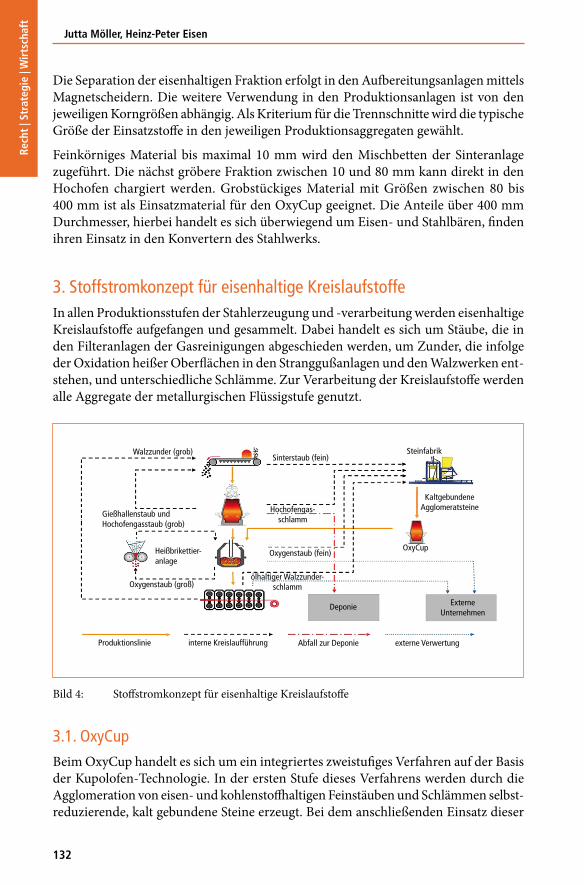
3. Stoffstromkonzept für eisenhaltige KreislaufstoffeIn allen Produktionsstufen der Stahlerzeugung und -verarbeitung werden eisenhaltige Kreislaufstoffe aufgefangen und gesammelt. Dabei handelt es sich um Stäube, die in den Filteranlagen der Gasreinigungen abgeschieden werden, um Zunder, die infolge der Oxidation heißer Oberflächen in den Stranggußanlagen und den Walzwerken ent-stehen, und unterschiedliche Schlämme. Zur Verarbeitung der Kreislaufstoffe werden alle Aggregate der metallurgischen Flüssigstufe genutzt.
Walzzunder (grob)
Gießhallenstaub undHochofengasstaub (grob)
Heißbrikettier-anlage
Oxygenstaub (groß)
Produktionslinie interne Kreislaufführung Abfall zur Deponie externe Verwertung
Deponie ExterneUnternehmen
Sinterstaub (fein)
Hochofengas-schlamm
Oxygenstaub (fein)
ölhaltiger Walzzunder-schlamm
Steinfabrik
OxyCup
KaltgebundeneAgglomeratsteine
Bild 4: Stoffstromkonzept für eisenhaltige Kreislaufstoffe
3.1. OxyCupBeim OxyCup handelt es sich um ein integriertes zweistufiges Verfahren auf der Basis der Kupolofen-Technologie. In der ersten Stufe dieses Verfahrens werden durch die Agglomeration von eisen- und kohlenstoffhaltigen Feinstäuben und Schlämmen selbst-reduzierende, kalt gebundene Steine erzeugt. Bei dem anschließenden Einsatz dieser
133
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
Agglomeratsteine in einem OxyCup Shaft Furnace werden die Eisenoxidanteile redu-ziert und aufgeschmolzen. Das gewonnene Roheisen wird direkt in den vorhandenen Produktionsanlagen der klassischen integrierten Route weiterverarbeitet. Neben den Agglomeratsteinen und den Zuschlagstoffen können dem OxyCup noch metallische Kreislaufstoffe bis zu einem Durchmesser von 400 mm zugeführt werden. Dies sind z.B. sogenannte Bären. Darunter versteht man grobe, metallische Anbackungen, die Transportgefäßen wie Pfannen und Rinnen anhaften.
Mit dieser Technologie soll in Kombination mit dem Stoffstrommanagement der Weg zu einem Zero waste Konzept eröffnet werden.
Um eine optimale Durchgasung der Schüttsäule im Ofen zu erreichen, die für einen effizienten und gleichmäßigen Betrieb des OxyCup werden die Schlämme und Stäube in der Steinfabrik agglomeriert. Die gepressten, kaltgebundenen Agglomeratsteine enthalten bereits alle Stoffe, die für eine Reduktion der Eisenoxide im Stein erforderlich sind. Neben dem Kreislaufstoff und dem Binder enthält er daher noch den benötigten Kohlenstoffträger.
Mit dem OxyCup steht ein Aggregat zur Verfügung, dessen ausschließliche Aufgabe die Verwertung von Kreislaufstoffen ist. Ziel ist es, den Eisenanteil aus den Kreislaufstoffen als Roheisen zu gewinnen. Darüber hinaus sollten aber auch die neu entstehenden Co-Produkte, das sind die Schlacke und das Prozessgas, sowie die aus der Gasreinigung abgeschiedenen Stäube und Schlämme einer Nutzung zugeführt werden. Dies ist unter dem Gesichtspunkt einer umweltneutralen Kreislaufführung dieser Stoffe innerhalb der Eisen- und Stahlerzeugung von zentraler Bedeutung.
Um das Entstehen von Abfällen zu vermeiden, werden Stäube aus der Gießhallen-entstaubung des OxyCup Shaft Furnace in die Agglomeratsteinerzeugung dem Schachtofen zurückgeführt.
Die Schlämme aus der Gichtgasreinigung des OxyCup sowie der Hochöfen werden versuchsweise in der Agglomeratsteinfertigung eingesetzt. Ziel ist es, durch eine optimierte Kreislaufführung eine Zinkkonzentration zu erreichen, die eine stoffliche Verwertung in einer Zinkhütte technisch und wirtschaftlich zulässt. Diese bereits durch die Genehmigung nach BImSchG berücksichtigte Verfahrensweise befindet sich derzeit in der betrieblichen Erprobung.
Die erzeugten Prozessgase des Schachtofens werden zum Teil für die Heißwinderzeu-gung im Rekuperator genutzt und Überschussmengen werden in das Gasnetz der tk SE eingespeist und verstromt.
Die als Nebenprodukt des Schachtofens entstehende Schlacke wird in einer nutzbaren Qualität erzeugt und bestätigt damit den Anspruch des OxyCup-Verfahrens auf ein nachhaltiges, umweltverträgliches Aggregat zur Kreislaufführung von Stoffen aus der Eisen- und Stahlerzeugung. Die gute Qualität der OxcCup-Schlacke verdeutlicht, dass die Kreislaufführung nicht im Widerspruch zu einer hohen Umweltverträglichkeit steht.
Die Anlage ermöglicht die vollständige stoffliche Nutzung wertvoller Kreislaufstoffe in der Produktionskette eines integrierten Hüttenwerkes.
Jutta Möller, Heinz-Peter Eisen
134
Rech
t | S
trat
egie
| W
irts
chaf
t
Die Umsetzung dieses weltweit einzigartigen Zero-Waste-Konzepts mit der Erzeugung der Produkte Roheisen, Schlacke und Gichtgas sowie geringer Mengen zukünftig stoff-lich verwertbarer, zinkreicher Schlämme führt zu einer sowohl unter ökologischen als auch ökonomischen und sozialen Gesichtspunkten nachhaltigen Abfallvermeidung bzw. Abfallverwertung.
3.2. Hochofenroute
3.2.1. Sinteranlage
Das zentrale Aggregat zur Verarbeitung von Kreislaufstoffen in der Roheisenerzeugung ist die Sinteranlage. Der Sinterprozess ist ein Agglomerationsverfahren für feinkörnige Einsatzstoffe. Neben Feinerz und Zuschlägen werden die am Hochofenprozess abge-schiedenen Stäube der Gasreinigung und der Gießhallen der Einsatzstoffmischung beigemischt. Ein weiterer wertvoller Eisenträger ist der in den Walzwerken durch Ober-flächenoxidation der heißen Brammen entstehende Walzzunder. Dieser grobkörnige und gleichzeitig ölfreie Zunder kann ebenfalls in der Sinteranlage verarbeitet werden.
3.2.2. Hochöfen
Der produzierte Sinter besitzt eine schwammartige Struktur mit einer großen und somit gut reduzierbaren Oberfläche. Die vorgegebene chemische Zusammensetzung des Sinters wird durch den Einsatz von kalzium-, silizium- und magnesiumhaltigen Zuschlägen optimal an die Anforderungen im Hochofenprozess angepasst. Zur Scho-nung natürlicher Ressourcen werden neben den eisenhaltigen Kreislaufstoffen der Fraktion 10 bis 80 mm auch solche eingesetzt, die die entsprechenden Komponenten zur Einstellung der Schlacke beinhalten. Dies sind z.B. unterschiedliche Schlacken oder Pfannenausbruch aus den Gießbetrieben.
3.3. StahlwerkDie beim Blasprozess in den Konvertern des Stahlwerks anfallenden Stäube werden nach Grob- und Feinfraktion separiert. Während die Feinstäube aus den Elektrofiltern der Steinfabrik des OxyCups zugeführt werden, lassen sich die groben Oxygenstäube aus den Abhitzekesseln in einer Heißbrikettieranlage kompaktieren und können als Kühlschrott im Konverter eingesetzt werden.
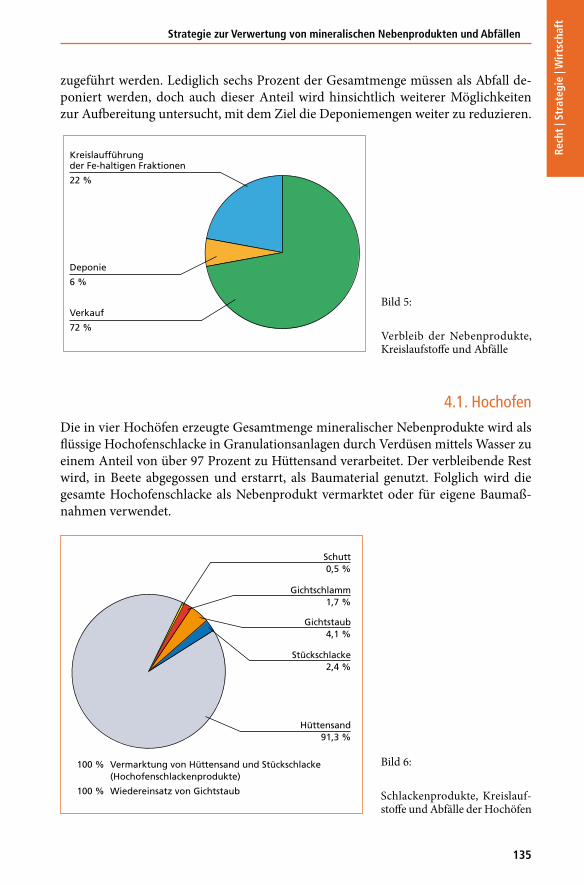
4. Mengenströme erzeugter Nebenprodukte und KreislaufstoffeNeben Stahl als Hauptprodukt werden jährlich etwa sechs Millionen Tonnen Neben-produkte und Kreislaufstoffe erzeugt. Mit einem Anteil von über siebzig Prozent wird der Großteil davon als Hüttensand vom Hochofen oder unterschiedlichen Produkten aus Stahlwerksschlacken, wie zuvor beschrieben, verkauft. Etwa ein Viertel der Menge besteht aus eisenhaltigen Kreislaufstoffen und kann erneut dem Produktionszyklus
135
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
zugeführt werden. Lediglich sechs Prozent der Gesamtmenge müssen als Abfall de-poniert werden, doch auch dieser Anteil wird hinsichtlich weiterer Möglichkeiten zur Aufbereitung untersucht, mit dem Ziel die Deponiemengen weiter zu reduzieren.
Deponie
6 %
Verkauf
72 %
Kreislaufführung der Fe-haltigen Fraktionen
22 %
Schutt0,5 %
Gichtstaub4,1 %
Hüttensand91,3 %
Gichtschlamm1,7 %
Stückschlacke2,4 %
100 % Vermarktung von Hüttensand und Stückschlacke (Hochofenschlackenprodukte)
100 % Wiedereinsatz von Gichtstaub
Bild 5:
Verbleib der Nebenprodukte, Kreislaufstoffe und Abfälle
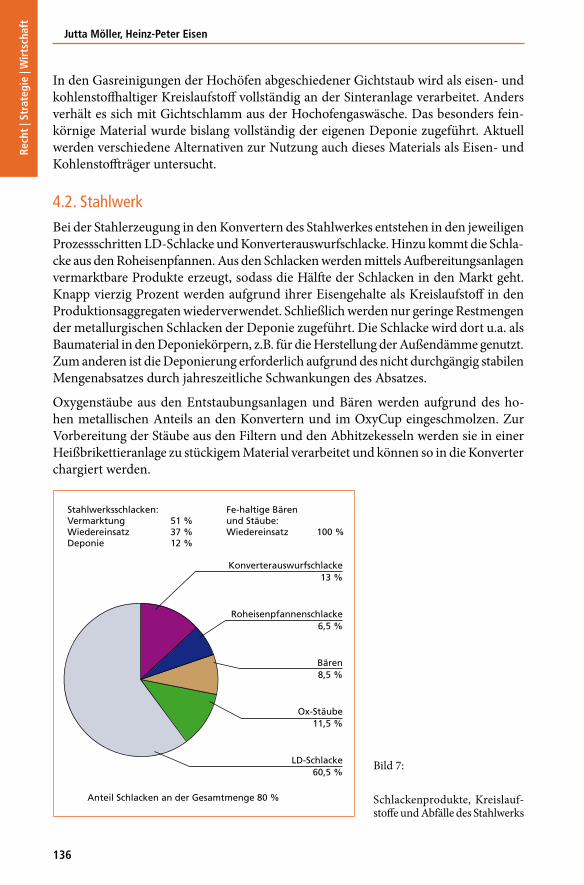
4.1. HochofenDie in vier Hochöfen erzeugte Gesamtmenge mineralischer Nebenprodukte wird als flüssige Hochofenschlacke in Granulationsanlagen durch Verdüsen mittels Wasser zu einem Anteil von über 97 Prozent zu Hüttensand verarbeitet. Der verbleibende Rest wird, in Beete abgegossen und erstarrt, als Baumaterial genutzt. Folglich wird die gesamte Hochofenschlacke als Nebenprodukt vermarktet oder für eigene Baumaß-nahmen verwendet.
Bild 6:
Schlackenprodukte, Kreislauf-stoffe und Abfälle der Hochöfen
Jutta Möller, Heinz-Peter Eisen
136
Rech
t | S
trat
egie
| W
irts
chaf
t
In den Gasreinigungen der Hochöfen abgeschiedener Gichtstaub wird als eisen- und kohlenstoffhaltiger Kreislaufstoff vollständig an der Sinteranlage verarbeitet. Anders verhält es sich mit Gichtschlamm aus der Hochofengaswäsche. Das besonders fein-körnige Material wurde bislang vollständig der eigenen Deponie zugeführt. Aktuell werden verschiedene Alternativen zur Nutzung auch dieses Materials als Eisen- und Kohlenstoffträger untersucht.
4.2. StahlwerkBei der Stahlerzeugung in den Konvertern des Stahlwerkes entstehen in den jeweiligen Prozessschritten LD-Schlacke und Konverterauswurfschlacke. Hinzu kommt die Schla-cke aus den Roheisenpfannen. Aus den Schlacken werden mittels Aufbereitungsanlagen vermarktbare Produkte erzeugt, sodass die Hälfte der Schlacken in den Markt geht. Knapp vierzig Prozent werden aufgrund ihrer Eisengehalte als Kreislaufstoff in den Produktionsaggregaten wiederverwendet. Schließlich werden nur geringe Restmengen der metallurgischen Schlacken der Deponie zugeführt. Die Schlacke wird dort u.a. als Baumaterial in den Deponiekörpern, z.B. für die Herstellung der Außendämme genutzt. Zum anderen ist die Deponierung erforderlich aufgrund des nicht durchgängig stabilen Mengenabsatzes durch jahreszeitliche Schwankungen des Absatzes.
Oxygenstäube aus den Entstaubungsanlagen und Bären werden aufgrund des ho-hen metallischen Anteils an den Konvertern und im OxyCup eingeschmolzen. Zur Vorbereitung der Stäube aus den Filtern und den Abhitzekesseln werden sie in einer Heißbrikettieranlage zu stückigem Material verarbeitet und können so in die Konverter chargiert werden.
Konverterauswurfschlacke13 %
Bären8,5 %
LD-Schlacke60,5 %
Roheisenpfannenschlacke6,5 %
Ox-Stäube11,5 %
Anteil Schlacken an der Gesamtmenge 80 %
Stahlwerksschlacken: Vermarktung 51 %Wiedereinsatz 37 %Deponie 12 %
Fe-haltige Bärenund Stäube:Wiedereinsatz 100 %
Bild 7:
Schlackenprodukte, Kreislauf-stoffe und Abfälle des Stahlwerks

137
Strategie zur Verwertung von mineralischen Nebenprodukten und Abfällen
Rech
t | S
trat
egie
| W
irts
chaf
t
5. DeponieDer Anteil zu deponierender Mengen an produktionsspezifischen Abfällen konnte in den zurückliegenden Jahren durch konsequente Vermarktung und Erweiterung der Möglichkeiten zur Kreislaufführung metall- und kohlenstoffhaltiger Materialien aus den unterschiedlichen Produktionsstufen auf 6,5 Prozent gesenkt werden. Diese ver-bleibende Restmenge setzte sich aus unmagnetischen Schlacken, Gichtschlamm und Abfällen aus der Aufbereitung feuerfester Materialien zusammen.
Genutzt wurde dafür die werkseigene Deponie nördlich von Duisburg in Dinslaken. Die derzeit zur Genehmigung anstehende Erweiterung der Deponie – Zuordnungskriterien der Deponieklasse I (DK I) – sichert langfristig die Entsorgung nicht vermarktbarer und nicht sinnvoll wiederverwertbarer Fraktionen.
Parallel dazu werden intensive Studien vorangetrieben, um besonders die Kreislauf-führung und externe Verwertung des Gichtschlamms von den Hochofengaswäschen zu ermöglichen. Desweiteren werden Schlackenprodukte mit Vermarktungspotential zielgerichtet entwickelt, um sich dem Ziel Zero Waste weiter anzunähern.
6. ZusammenfassungBei der Produktion von jährlich 12 Millionen Tonnen Stahl werden prozessbedingt feste Nebenprodukte und Kreislaufstoffe erzeugt. Von diesen Mengen werden aufgrund marktorientierter Entwicklung von Nebenprodukten in den vergangenen Jahrzehn-ten und erfolgreicher Vermarktung sowie laufend verbesserter Kreislaufführung zur Nutzung als Werkstoff bzw. Rohstoff in den Produktionsprozessen 94 Prozent der wertschöpfenden Nutzung zugeführt.
Langfristig ist vor dem Hintergrund der Verknappung von Deponieraum die Ent-wicklung und Anwendung weiterer Aufbereitungsverfahren unumgänglich. Auch wenn bereits gute Erfolge erzielt werden konnten, sind noch nicht alle Stoffkreisläufe geschlossen.
Der Werkstoff Stahl hat seit jeher einen guten Namen als unbegrenzt recycelbarer Werkstoff mit herausragenden Eigenschaften. Die bei seiner Herstellung erzeugten Ne-benprodukte stellen heute wichtige Alternativen zur Schonung natürlicher Ressourcen dar und finden mit einem breiten Anwendungsspektrum Verwendung als Baumaterial, Rohstoff für die Zementerzeugung und als Düngemittel in der Landwirtschaft.
Die Eisen- und Stahlindustrie hat damit die im Circular Economy Package der EU formulierten Ziele einer optimierten Kreislaufwirtschaft bereits in vorbildlicher Weise umgesetzt, wie am vorliegenden Beispiel dargestellt wurde.
Nachhaltige Baustoffl ösungen
Weitere Informationen unter: +49 211 938885–0 // [email protected]
remexit® ist als Recyclingbaustoff ideal geeignet für
Frostschutzschichten oder Schottertragschichten im
Oberbau von Straßen. Der begleitende Erdbau kann
mit granova® Hausmüllverbrennungsasche nachhaltig
gestaltet werden.
Die vielseitigen Anwendungsgebiete von HMV-Asche im Straßen- und Erdbau fi nden Sie auf dem informativen granova®-Spring-würfel. Bestellen Sie kostenlos Ihr Exemplar
unter gw.remex-solutions.de
mineralische-Nebenprodukte-u-Abfaelle_Anz_granova_remexit_GW_155x235_endv.indd 1 24.05.16 11:53


![GEBRUIKERSHANDLEIDING Claudia EcoDesign Digi · 2019. 5. 17. · CLAUDIA EcoDesign Digi ELEKTRISCH Hoogte [mm] Lengte [mm] Vermogen [W] 400 760 400 500 760 500 600 760 600 400 1190](https://img.pdfslide.tips/doc/110x75/5fd07fb5cad71a4eed297b89/gebruikershandleiding-claudia-ecodesign-digi-2019-5-17-claudia-ecodesign-digi.jpg)




![Take-3000-Installationsanleitung-Spiegelschrank-7 · A [mm] 500 mm 600 mm 800 mm 1.000 mm 1.200 mm Ø6mm B [mm] 400 mm 500 mm 700 mm 900 mm 1.100 mm](https://img.pdfslide.tips/doc/110x75/5e1a362e3bfd1320474f235f/take-3000-installationsanleitung-spiegelschrank-7-a-mm-500-mm-600-mm-800-mm-1000.jpg)











![UNJUK KERJA MODEL KINCIR ANGIN PROPELER …1].pdfvariasi kemiringan sudu. Ukuran kincir dibuat dua variasi, yaitu sudu dengan ukuran 400 mm x 150 mm dan 400 mm x 100 mm. Panjang sudu](https://img.pdfslide.tips/doc/110x75/5f9771f61c32a515fd44cc4a/unjuk-kerja-model-kincir-angin-propeler-1pdf-variasi-kemiringan-sudu-ukuran-kincir.jpg)









