Embed Size (px)
Citation preview
2006:185 CIV
E X A M E N S A R B E T E
Strategier för effektivarematerialförsörjningvid Scania Axlar
Jörgen Grahn Olov Johansson
Luleå tekniska universitet
Civilingenjörsprogrammet Industriell ekonomi
Institutionen för Industriell ekonomi och samhällsvetenskapAvdelningen för Industriell logistik
2006:185 CIV - ISSN: 1402-1617 - ISRN: LTU-EX--06/185--SE
- Strategier för effektivare materialförsörjning -
FÖRORD Detta examensarbete avslutar vår utbildning till civilingenjörer i industriell ekonomi vid Luleå tekniska universitet. Examensarbetet har en tydligt logistisk, men kanske inte för de av oss som inte är logistiker lika tydligt logisk inriktning och är utfört vid Scania Axlar i Falun under perioden september 2005 till februari 2006. Att utföra vårt examensarbete vid det eminenta företaget Scania har hela tiden varit vår ambition och vi är väldigt nöjda att ha fått privilegiet att arbeta där. Att det blev just Scania Axlar och Falun är mer en lycklig omständighet. När vi skickade in våra ansökningar i april 2005 kunde vi aldrig tro, men hoppades givetvis, att Falun några månader senare skulle bli vår bostadsort. Detta är naturligtvis inget som vi ångrar då vi under hela tiden som examensarbetet har fortgått har trivts som fiskar i vattnet vid såväl företaget som i staden.
En stor anledning till att vi har trivts så bra är troligtvis det väldigt trevliga bemötande som vi fått av alla som vi har haft kontakt med både i arbetet och även privat. I och med detta vill vi även passa på att tacka alla de personer som har hjälpt oss under arbetets gång och utan deras hjälp hade vi aldrig klarat av att ”axla” det arbete som examensarbetet vid Scania Axlar har inneburit. Ett särskilt tack vill vi dock rikta till:
Vår eminenta handledare vid Scania Axlar, Agnes Asplund. Utan hennes hjälp och engagemang hade vi inte suttit här med ett färdigt arbete idag.
Projektets styrgrupp, med logistikchef Peter Magnusson i spetsen. De har hela tiden sett till att vi har jobbat med rätt saker och lett oss in på rätt spår när vi ibland varit lite snett ute.
Alla truckförare vid framaxelline som har visat ett stort tålamod med vårt arbete och accepterat att testa de tokiga förslag som vi har kommit med.
Vår handledare vid Luleå tekniska universitet, Rolf Forsberg. Han har bistått oss vid rapporttekniska frågor och även gett oss värdefulla tips på vägen.
Slutligen vill vi tacka för våra fortsatta anställningar inom Scania som examensarbetet har bidragit till och vi kommer att bidra så gott vi kan till att Scania även i fortsättningen ska vara en lastbilstillverkare i världsklass.
Falun den 20 februari 2006.
Jörgen Grahn Olov Johansson
________________ ________________
- Strategier för effektivare materialförsörjning -
SAMMANFATTNING Examensarbetet är utfört på uppdrag av logistikavdelningen vid Scania Axlar i Falun. I Falun sker tillverkning av alla fram-, bak-, stöd- och kardanaxlar till hela europaproduktionen av Scanias lastbilar och bussar.
Efterfrågan på Scanias produkter är för närvarande mycket god och volymerna förväntas öka ytterligare under kommande år. Detta ska ske genom en kombination av en större världsmarknad på tunga lastbilar och högre marknadsandelar för Scania. Denna produktionsökning får givetvis även genomslag på volymerna som produceras vid Scania Axlar. Utmaningen för logistikavdelningen ligger i att förenkla och effektivisera sina processer för att klara av de volymökningar som väntas. Syftet med examensarbetet är att för logistikavdelningen ta fram standarder och metoder för att effektivisera materialförsörjningen, det vill säga flödet av förbrukningsartiklar till produktionsline.
Under projektets gång identifierades att den största effektiviseringspotentialen låg i att förbättra truckförarnas arbetssätt. Det arbetssätt som de använder idag består till stor del av ett flertal arbetsuppgifter som måste utföras och som upptar en relativt stor andel av truckförarnas arbetstid men som inte tillför något slutvärde för kunden. Utöver det upptar dessutom ren väntetid en betydande andel tid. Om dessa arbetsuppgifter kan undvikas och väntetiden minskas minskar slöseriet i processen och effektiviteten ökar. Detta projekt har arbetat fram två olika förslag på alternativa arbetsmetoder för truckförarna just för att uppnå detta och effektivisera materialförsörjningsprocessen. Dessa arbetssätt testades sedan i skarpt läge på en produktionsline.
Testen visar att båda arbetssätten som har tagits fram leder till en effektivisering av materialförsörjningen. Det första arbetssättet, ”Uppgiftsbaserad arbetsindelning”, bedöms dock ha allt för stora brister för att i dagsläget kunna rekommenderas till Scania. Utifrån de brister som upptäcktes togs det andra arbetssättet, ”Områdesbaserad arbetsindelning”, fram.
Även detta arbetssätt har ett fåtal brister men om dessa kan avhjälpas kan arbetssättet med relativt enkla medel implementeras och upprätthållas. Detta skulle leda till en avsevärd effektivisering jämfört med dagens arbetssätt. Främst reduceras mantimmar, men även kapitalbindning och ytbehov effektiviseras.
Projektduon rekommenderar Scania Axlar att i ett första steg implementera ”Områdesbaserad arbetsindelning” för materialförsörjningen. Då fås ett standardiserat arbetssätt som till en betydande del stödjer Scanias produktionssystem och väl uppfyller syftet med projektet, det vill säga en effektivisering av materialförsörjningen. Arbetssättet bör dock successivt omarbetas efter implementeringen. Det som framförallt ska eftersträvas är att med bibehållen flexibilitet kunna dra nytta av truckförarnas erfarenheter, men samtidigt styra upp dessa hårdare genom tydligare arbetsbeskrivningar för att uppnå ett mer standardiserat arbetssätt för ytterligare effektivisering.
- II -
- Strategier för effektivare materialförsörjning -
ABSTRACT This thesis work is commissioned by the logistic department at Scania Axles in Falun. The workshop in Falun produces all the axles for Scania CVs European production of trucks and buses.
The demand for Scania CVs products is currently very high and the volumes are expected to increase further during the following years. This will happen by a combination of a larger world market for heavy trucks and growing market shares for Scania. These increasing volumes will for sure also affect the production volumes at Scania Axles. The challenge for the logistic department is mainly to simplify their processes and make them more efficient so that the increasing volumes can be managed. The purpose of this thesis work is to develop standards and methods to make the material supply more efficient.
The biggest potential for increased efficiency was identified in the work methods for the forklift drivers. Their work contains several time-consuming tasks that must be performed but these tasks do not add any value for the end customer. In addition pure “waiting time” stands for a considerable large part of all time spent. If these non-value-added tasks can be avoided and the waiting time can be reduced the waist in the process would decrease and the efficiency would increase. This project has developed two different suggestions for alternative work methods for the forklift truck drivers that would accomplish this. These work methods were tested and evaluated on an existent production line.
The test results show that both work methods leads to a more efficient material supply process. The first work method, “Task based work classification”, contains too many flaws to be recommended to Scania. In order to improve these flaws the other work method, “Area based work classification”, where developed.
This work method also has a few minor insufficiencies. However, if these can be eliminated the work method rather easily can be implemented. This would lead to a considerable efficiency improvement compared to the way the forklift drivers work today. The improvement would mostly come from reduced working hours, but also the binding of capital is reduced.
The authors recommend Scania Axles in a first step to implement “Area based work classification” in their material supply process. By this a standardised way to work that in many ways supports Scania CVs production system and well fulfils the purpose of this thesis work is accomplished. This work method should be further developed after the implementation. This work should strive for an increased flexibility and to make use of the forklift drivers’ experiences, but simultaneously rule these harder. This can be done with the use of clearer work descriptions to achieve a more standardised work method and for a further increase in efficiency.
- III -
- Strategier för effektivare materialförsörjning -
INNEHÅLLSFÖRTECKNING 1. INLEDNING ....................................................................................................................................... 1
1.1. Bakgrund till projektet................................................................................................................. 1 1.2. Definition av projektuppgift ........................................................................................................ 2 1.3. Syfte med projektet ...................................................................................................................... 2 1.4. Avgränsningar............................................................................................................................. 3
2. METOD ............................................................................................................................................... 4 2.1. Forskningsstrategi....................................................................................................................... 4 2.2. Undersökningsstrategier ............................................................................................................. 5 2.3. Datainsamling ............................................................................................................................. 6 2.4. Validitet och reliabilitet............................................................................................................... 8
3. TEORETISK REFERENSRAM ..................................................................................................... 10 3.1. Logistik ...................................................................................................................................... 10 3.2. Effektivitet och produktivitet...................................................................................................... 10 3.3. Lean Production och Just-In-Time (JIT) ................................................................................... 11 3.4. Scania Production System (SPS) ............................................................................................... 12 3.5. Produktionslayout ..................................................................................................................... 12 3.6. Arbetsstudier ............................................................................................................................. 13 3.7. ABC – klassificering.................................................................................................................. 14 3.8. Multipel ABC – klassificering ................................................................................................... 15
4. FÖRETAGSBESKRIVNING .......................................................................................................... 17 4.1. Scania AB .................................................................................................................................. 17 4.2. Scania Axlar .............................................................................................................................. 19 4.3. Logistikavdelningens roll vid Scania Axlar............................................................................... 19 4.4. Scanias produktionssystem, SPS................................................................................................ 20
5. NULÄGESBESKRIVNING............................................................................................................. 24 5.1. Monteringen av axlar ................................................................................................................ 24 5.2. Materialförsörjningen vid framaxelline .................................................................................... 25 5.3. Emballagetyper ......................................................................................................................... 25 5.4. Fasadsystem .............................................................................................................................. 26 5.5. Furneringens arbetsmetod......................................................................................................... 30 5.6. Furneringens arbetsinnehåll ..................................................................................................... 33 5.7. Artiklar vid framaxelline ........................................................................................................... 38
6. ANALYS............................................................................................................................................ 41 6.1. Slöseri i furneringens arbetsmetod............................................................................................ 41 6.2. Slöseri inom materialhanteringen ............................................................................................. 42 6.3. Analys för fortsatt arbete........................................................................................................... 44
7. ALTERNATIVA ARBETSSÄTT.................................................................................................... 47 7.1. Arbetssätt 1 –Uppgiftsbaserad arbetsindelning ........................................................................ 47 7.2. Arbetssätt 2 – Områdesbaserad arbetsindelning ...................................................................... 52
8. SLUTSATSER OCH REKOMMENDATION............................................................................... 58 9. FÖRSLAG TILL IMPLEMENTERINGSMETOD FÖR SCANIA AXLAR.............................. 62
9.1. Klassificering ............................................................................................................................ 62 9.2. Uppbyggnad av fasad................................................................................................................ 62 9.3. Bestämning av furneringsområden............................................................................................ 63
- IV -
- Strategier för effektivare materialförsörjning -
10. DISKUSSION ............................................................................................................................... 64 10.1. Utfört arbete .............................................................................................................................. 64 10.2. Tillvägagångssätt ...................................................................................................................... 65 10.3. Förslag till fortsatt arbete ......................................................................................................... 65
REFERENSER ........................................................................................................................................... 68 Skriftliga .................................................................................................................................................. 68 Muntliga .................................................................................................................................................. 69
BILAGOR BILAGA A……………….FREKVENSSTUDIEPROTOKOLL BILAGA B……………….FASADSYSTEMENS RELATIVA FÖREKOMST BILAGA C……………….SAMMANSTÄLLNING FREKVENSSTUDIERESULTAT BILAGA D…….………...GRUND TILL OCH METOD FÖR ARTIKELKLASSIFICERINGEN BILAGA E……………….”UPPGIFTSBASERAD ARBETSINDELNING” BILAGA F……………….”OMRÅDESBASERAD ARBETSINDELNING” BILAGA G……………….ALTERNATIVA FURNERINGSPRINCIPER BILAGA H……………….BILD AV VERKTYGET FÖR BALANSERING AV POSITIONER
- V -
- Inledning -
1. INLEDNING Scania Commercial Vehicles (CV) AB är ett med de flesta mått mätt stort, multinationellt industriföretag vars kärnverksamhet är tillverkning av tunga lastbilar och bussar. I denna bransch tillhör Scania CV det absoluta toppskiktet i världen och de konkurrerar med bra produkter med god kvalitet. Scania CV har verksamhet på ett flertal orter i Sverige och även utomlands. I Sverige är merparten av produktionen förlagd till Södertälje. En av de övriga orterna är Falun och där tillverkas axlar till hela europaproduktionen av lastbilar och bussar. Detta projekt utförs vid denna produktionsenhet, som härmed benämns Scania Axlar, på avdelningen logistik och underavdelningarna logistikutveckling och internflöde logistik.
Vid Scania Axlar tillverkas fram-, bak-, stöd- och kardanaxlar vid ett flertal produktionsliner. Dessutom finns inom anläggningen en omfattande skärande bearbetning av axelkomponenter samt ett flertal förmonteringsenheter. Fabrikslokalerna som används är över 100 år gamla och k-märkta och består av ett stort antal sektioner som är åtskilda med fasta mellanväggar som inte kan eller får flyttas. Denna kombination av många och trånga sektioner samt ett flertal produktionsliner och bearbetningsavsnitt som ska försörjas med material gör att det krävs omfattande materialtransporter. Det medför också ett komplext logistikflöde inom anläggningen.
1.1. Bakgrund till projektet Inom Scania CV råder ständiga krav på förbättringar. En produktivitetshöjning på 6-8 procent per år är kravet på varje produktionsenhet, inklusive Scania Axlar. Denna nivå bedöms vara nödvändig för att Scania CV ska kunna behålla sin ledande position, eftersom konkurrensen hela tiden blir hårdare i branschen. Dessa produktivitetsförbättringar sker både genom stora strukturförändringar och investeringar likväl som genom små dagliga förbättringar. Ingen avdelning undantas från detta förbättringsarbete, inte heller logistikavdelningen.
Efterfrågan på Scania CVs produkter är för närvarande god och förväntas öka betydligt under kommande år. Detta ska ske genom en kombination av en större världsmarknad på tunga lastbilar och högre marknadsandelar för Scania CV. Denna produktionsökning får givetvis även genomslag på de volymer som produceras vid Scania Axlar. Ett bra sätt att höja produktiviteten är genom att klara volymökningarna som förväntas utan att nyanställa personal, vilket även är något som logistikavdelningen förväntas göra i rimlig utsträckning. Detta ska givetvis ske utan att stress och arbetsbelastning ökar, alltså genom smartare och inte genom hårdare arbete.
På produktionssidan arbetas det också hårt med förändringar. I effektiviseringssyfte planeras bland annat en sammanslagning av två stora produktionsliner. Det kommer då att krävas förändrade materialförsörjningsprinciper för att klara av den förändrade linen. Den kommer att få betydligt mindre plats för material samtidigt som materialförbrukningen kommer att öka. Det finns fler exempel på liknande förändringar, som alla ställer högre krav på logistikavdelningen.
- 1 -
- Inledning -
All verksamhet vid Scania CV ska ske med bas i Scanias Produktions System (SPS). SPS beskrivs mer ingående under kapitel 4.4. senare i rapporten, men lite om idéerna bakom är värda att nämna redan här. Enligt en av grundprinciperna ska Scania CVs verksamhet ha ett normalläge. Vad detta innebär i detalj beskrivs i 4.4, men både när arbete sker enligt detta normalläge men även vid avvikelser ska arbetet ske efter ett standardiserat och dokumenterat arbetssätt. Det är något som delvis saknas i materialförsörjningen idag.
Normalläget ska även baseras på en bestämd takt och ett utjämnat och balanserat flöde. I dagsläget ser det inte ut så heller i materialförsörjningen. Det finns ingen takt, och eftersom dokumenterade arbetsmetoder saknas är det svårt att uppnå ett utjämnat och balanserat flöde. Denna brist får även till följd att det är svårt att mäta och utvärdera arbetsbelastningen för olika arbetspositioner, vilket resulterar i svårigheter att strukturerat arbeta med ständiga förbättringar.
Utmaningen för logistikavdelningen ligger således i att förenkla och effektivisera sina processer för att i första hand klara av de rejäla volymökningar som väntas. Utöver det ska även nya materialförsörjningsprinciper tas fram för att klara av att tillgodose behoven från den förändrade och effektiviserade monteringen samtidigt som metoderna i större utsträckning måste anpassas till SPS. Det är troligt att dessa materialförsörjningsprinciper kommer att kräva större arbetsinsatser från logistikavdelningen vilket ytterligare skärper kravet på effektiviseringar, så att resurser även kan frigöras till sådant arbete. Ett flertal tänkbara sådana materialförsörjningsprinciper presenteras i bilaga G.
1.2. Definition av projektuppgift Utifrån ovan beskrivna bakgrund med problem och utmaningar uppstod detta projekt. Ansvariga vid logistikavdelningen kände att de själva saknade resurser att arbeta med alla dessa frågor. Därför tillsattes detta examensarbete.
Målet är att utifrån en omfattande kartläggning av verksamheten analysera dagens materialförsörjningsprocess gentemot framtidens krav och utifrån analysen ta fram, testa och utvärdera några förslag till alternativa metoder för effektivare intern materialförsörjning. Det är även tänkt att under projektet hinna genomföra ett pilotprojekt av dessa framarbetade metoder.
Utifrån vad som beskrivits ovan har en huvudfrågeställning framtagits i samarbete med Scania Axlar.
1.2.1. Huvudfrågeställning Den fråga som examensarbetet har som mål att besvara är:
Hur kan den interna materialförsörjningen till framaxelline effektiviseras?
Anledningen till varför en specifik line, framaxelline, ska effektiviseras är en del av projektets avgränsningar. Se vidare under kapitel 1.4.
1.3. Syfte med projektet Mer specifikt är syftet med detta examensarbete att ta fram standarder och metoder för att effektivisera flödet av förbrukningsartiklar till produktionsline. Arbetet ska ske med bas i
- 2 -
- Inledning -
Scanias Produktions System (SPS) och ta i beaktande faktorer som buffertnivåer, emballage, ställage, signalsystem samt olika materialförsörjares arbetssätt. Hänsyn ska också tas så att de framarbetade resultaten blir tillämpliga på framtida, ökade produktionsvolymer. Avsikten är även att resultatet ska vara tillämpbart på andra produktionsliner än framaxelline och även på framtida nybyggda liner.
1.4. Avgränsningar Examensarbetet avgränsar sig från att kartlägga och studera andra liner än framaxelline, vilket nämnts tidigare. Eventuella skillnader vid implementering av förbättringsförslag på de andra linerna jämfört med framaxelline kommer inte heller att tas i beaktande. Det är även på denna line som pilotprojektet ska utföras. Detta är inte en avgränsning som projektduon satt upp, utan den specifika linen blev utvald av projektansvariga vid logistikfunktionen.
Det logistiska flödet fram till och inom centrallagret ingår ej i examensarbetet och ej heller flödet av axlar från line. Denna avgränsning har kommit till för att projektet inte ska bli för stort. Liknande avgränsningen ovan är detta dock egentligen inte en avgränsning som projektduon satt upp. Ansvariga för projektet på Scania har alltid haft för avsikt att avgränsa arbetet till den interna materialförsörjningen, och detta uppnås genom denna avgränsning.
Emballage har tagits med i syftet av projektet som en faktor att ta i beaktande vid effektiviseringsarbetet. Det är nämligen tänkbart att ett effektivare flöde skulle kunna uppnås genom förändrade emballage av vissa eller alla artiklar. Ett sådant arbete är dock tidsödande, och detta projektets tidsspann och resurser bedöms inte vara tillräckliga för detta. Därför avgränsar sig projektduon från att titta på behovet av förändrade emballage.
Projektduon avgränsar sig även på eget bevåg från att studera transporterna från centrallagret till materiallämningsplats närmare line. Dessa transporter utförs idag med automatiserade, förarlösa truckar. Att analysera och utvärdera deras arbetsmetod är ett stort och komplext område som dessutom inte liknar övrigt arbete som ska utföras i projektet.
- 3 -
- Metod -
2. METOD För att uppfylla syftet och kunna svara på projektets huvudfrågeställning behövs effektiva forsknings- och undersökningsstrategier. I detta kapitel presenteras de strategier som använts. För att kunna motivera detta val presenteras närmast under 2.1. de alternativa forskningsstrategier som brukar särskiljas samt när dessa bör användas. Sedan kommer en liknande framställan av undersökningsstrategier under 2.2. Kapitlet fortsätter sedan med en genomgång av de datainsamlingsmetoder som använts i detta projekt, och avslutas med en diskussion kring validitet och reliabilitet samt vilka åtgärder som vidtagits för att höja dessa.
2.1. Forskningsstrategi Vetenskaplig forskning kan vanligen delas in i två delar, en vetenskaplig och en metodisk del. Arbetet i den vetenskapliga delen kan ha två olika angreppssätt, antingen det deduktiva eller det induktiva sättet (Olsson & Sörensen, 2001). Även den metodiska delen av forskningen kan bedrivas enligt två olika metoder. Dessa benämns kvantitativ respektive kvalitativ metod (Sörqvist, 2004).
2.1.1. Induktivt vs. deduktivt angreppssätt Olsson & Sörensen menar att det finns det två olika angreppssätt för att bedriva det vetenskapliga arbetet. Vid ett deduktivt angreppssätt kommer de slutsatser som dras ifrån allmänna principer. Oftast används vedertagna teorier för att bevisa hypoteser som ställts upp utifrån observationer i verkligheten.
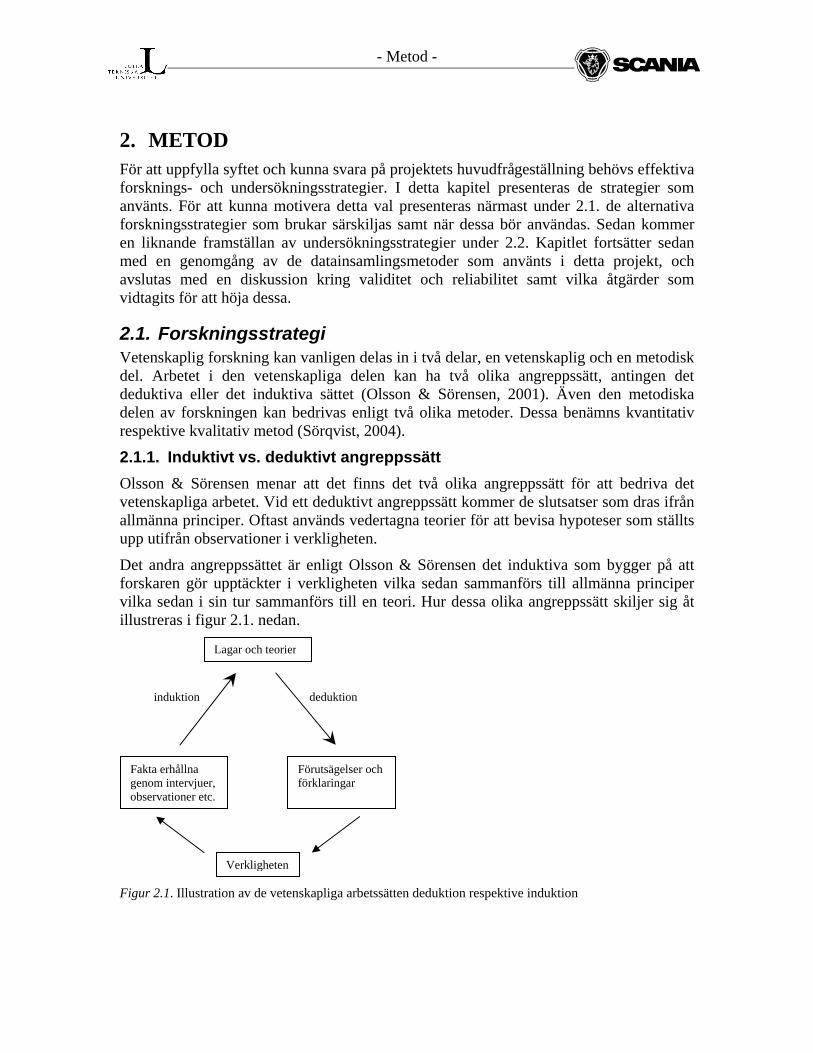
Det andra angreppssättet är enligt Olsson & Sörensen det induktiva som bygger på att forskaren gör upptäckter i verkligheten vilka sedan sammanförs till allmänna principer vilka sedan i sin tur sammanförs till en teori. Hur dessa olika angreppssätt skiljer sig åt illustreras i figur 2.1. nedan.
Lagar och teorier
deduktion induktion
Förutsägelser och förklaringar
Fakta erhållna genom intervjuer, observationer etc.
Verkligheten
Figur 2.1. Illustration av de vetenskapliga arbetssätten deduktion respektive induktion
- Metod -
2.1.2. Kvantitativ vs. kvalitativ metod Den finns som sagt två olika linjer för den metodiska delen av forskningen, men det är absolut ingen självklarhet att de ska användas var och en för sig. Patel & Tebelius (1987) menar att en forskning som är kvantitativt inriktad oftast även har kvalitativa inslag.
Kvantitativa metoder innebär att forskaren försöker få en omfångsrikare bild av det område som ska studeras. Detta kännetecknas av att datamaterialet som samlas in kan kvantifieras och behandlas med statistiska verktyg (Sörqvist).
De kvalitativa metoderna bygger istället på att forskaren skapar sig en djupare förståelse för det ämne som skall studeras (ibid).
2.1.3. Vald forskningsstrategi I detta examensarbete har det vetenskapliga arbetet främst använt det induktiva angreppssättet. Arbetet bygger till stor del på kartläggning av arbetssätt och metoder vid internlogistiken. Dessa har sedan analyserats och utifrån detta sammanförts till nya principer för materialförsörjning.
I det metodiska arbetet har vi använt oss av såväl den kvantitativa som den kvalitativa linjen i detta projekt. Genom att genomföra observationer, som beskrivs nedan under 2.2.1, har en djupare förståelse för materialförsörjningen och framförallt truckförarnas arbetssätt erhållits och detta är en del av den kvalitativa metoden. Kvantitativa metoder har till exempel använts vid kartläggning och insamling av data, som har skett med ett flertal datainsamlingsmetoder från många källor.
2.2. Undersökningsstrategier Det finns många olika undersökningsstrategier att välja mellan, till exempel fallstudie, surveyundersökning, experiment och aktionsforskning. Beroende på vilken forskningsstrategi som valts är vissa av ovanstående mer passande än andra. Enligt Yin (1994) är det viktigaste att ta i beaktande vid val av undersökningsstrategi vilken typ av fråga/frågor som resultatet av undersökningen ska ge svar på.
Detta examensarbete har utförts i form av en fallstudie. Fallstudien har genomförts genom en ingående studie på materialförsörjningen. Syftet var att få en så bra och heltäckande bild av den processen som möjligt. Fallstudien som strategi ansågs även lämplig eftersom det rörde sig om förändringar i processen som skulle studeras, samt att den passar bra ihop med en induktiv forskningsstrategi.
Fallstudier är enligt Olsson & Sörensen (2001) den gemensamma benämningen på de metoder som används för att ingående studera ett fall, en grupp, en person eller en social enhet. Vid fallstudier används också oftast flera olika datainsamlingsmetoder beroende på hur forskningen är uppbyggd. De olika datainsamlingsmetoder som har använts i detta examensarbete beskrivs nedan under kapitel 2.3.
Patel & Tebelius (1987) betonar också att en fallstudie utförs på en mindre grupp och att den utgår från ett helhetsperspektiv för att få så täckande information som möjligt. Vidare fortsätter Patel & Tebelius med att syftet med fallstudier oftast är att studera processer och förändringar, vilket ytterligare understryker behovet av att använda sig av olika
- 5 -
- Metod -
datainsamlingsmetoder. Fallstudien är på detta sätt passande för undersökningar där en detaljerad uppfattning om processer av olika slag önskas och då förståelse för vad som är viktigt att undersöka saknas.
2.3. Datainsamling Sörqvist (2004) menar att mätning och insamling av data har en central betydelse i förbättringsarbetet. Vidare påpekar Sörqvist att om en förståelse för verksamhetens processer, producerade varor och tjänster samt förekommande variationer, problem och brister uppnås så kan bra lösningar identifieras och rätt beslut fattas.
Olsson & Sörensen (2001) talar om två typer av insamling av data nämligen informationsinsamling och datainsamling. Informationsinsamlingen syftar till insamling av sekundärdata. Sörqvist definierar sekundärdata som sådan information/data som redan har samlats in av någon annan. Datainsamlingen syftar å andra sidan till insamlandet av primärdata (Olsson & Sörensen). Primärdata är sådan information som forskaren själv samlar in med hjälp av någon vedertagen insamlingsmetod (ibid).
I detta projekt har i stor utsträckning bedrivits både datainsamling och informationsinsamling. Informationsinsamling har använts vid kartläggning av de artiklar som används vid line och datainsamling har använts vid kartläggning av materialförsörjarnas arbetssätt. För att samla in dessa data har ett antal olika metoder används. Främst har observationer, intervjuer, processkartläggning och benchmarking använts. Dessa metoder presenteras här nedan.
2.3.1. Observationer Sörqvist menar att vid observationer studeras aktuella beteenden medan de inträffar. Observationsmetoden kan användas i olika syften men vanligast används den som grund för vidare studier med andra tekniker (Patel & Tebelius, 1987).
Sörqvist beskriver vidare två olika sätt att genomföra observationerna direkt eller indirekt. Direkta observationer sker genom att den så kallade observatören personligen studerar den aktuella situationen. Detta kan antingen ske genom observatörens aktiva deltagande eller i form av en avskild betraktelse. Den indirekta observationen kan exempelvis ske via att observatören antingen betraktar situationen genom en inspelad video eller att observatören gör avläsningar på ett tekniskt instrument, såsom en termometer.
Medan Sörqvist nöjer sig med denna relativt enkla indelning går Olsson & Sörensen ett steg till och gör ytterligare en indelning av observationer i strukturerade och ostrukturerade. De strukturerade observationerna förutsätter att forskaren har ett väl preciserat problem. Detta innebär att situationer och beteenden som ska ingå i observationen är planerade. Vidare ska forskaren i förväg utarbeta ett så kallat kategorischema som innehåller ett antal kategorier som täcker in de variabler som ska observeras. Ostrukturerade observationer innebär att man gör observationerna i utforskande syfte, för att på så sätt inhämta så mycket information som möjligt kring ett problemområde. Detta kräver dock att observatören är väl förberedd både teoretiskt och empiriskt.
- 6 -
- Metod -
Enligt Sörqvist är den främsta fördelen med observationer som metod att man studerar faktiska beteenden och inte bara åsikter och attityder, något som Patel & Tebelius också framhåller. De tillägger dessutom att observationen med automatik sätts in i sitt rätta sammanhang i samma ögonblick som händelserna inträffar. Dessutom innebär observationer att undersökningar kan genomföras även när individer är ovilliga till att lämna information som till exempel vid intervjuer (ibid).
De främsta nackdelarna enligt Sörqvist blir dock att det är svårt att få kunskaper om bakomliggande orsaker och att tolkningen av resultatet ofta är svår att göra. Patel & Tebelius framhåller några ytterligare nackdelar bland annat menar de att det är svårt att veta om de beteenden som studeras är representativa för företeelsen och om de verkligen sker spontant. Vidare menar de att forskaren måste ta hänsyn till att individerna som observeras oftast kan förändra sitt beteende, medvetet eller omedvetet, från det normala.
Observationerna som utförts i detta projekt har framförallt utförts med en arbetsmätningsteknik som benämns frekvensstudier. Denna teknik presenteras i kapitel 3.6.1. i teoriavsnittet. Frekvensstudier är en form av direkt och strukturerad observation. Det kategorischema som används kallas för frekvensstudieprotokoll, och finns i bilaga A.
2.3.2. Intervjuer Intervjuer innebär att intervjuaren direkt ställer frågor till en respondent som ska svara på dessa. Det sker alltså en kommunikation mellan intervjuare och respondent som omväxlande fungerar som sändare och mottagare (Sörqvist). Även intervjuer kan delas in i kvalitativa (djupintervjuer) och kvantitativa (personliga och telefonintervjuer) (ibid). Den typ av intervjuer som använts i detta projekt är framförallt personliga intervjuer.
En risk vid intervjuer är dock att respondenten blir influerad av intervjuaren och medvetet eller omedvetet anpassar sina svar efter intervjuarens frågor och förväntningar. Detta kallas för intervjuareffekten (Patel & Tebelius). Detta är något som kan undvikas genom att i frågemallen undvika frågor av ledande och hypotetisk karaktär.
2.3.2.1 Personliga intervjuer Vid personliga intervjuer träffar intervjuaren respondenten personligen och ställer frågor. Oftast är frågorna standardiserade och frågorna ställs på samma sätt till samtliga respondenter (Sörqvist).
Sörqvist syn på personliga intervjuer är att de generellt sett har en stor flexibilitet och eftersom de bygger på ett personligt deltagande från intervjuaren blir det lätt att ställa följdfrågor och därmed få svar på invecklade frågor som kräver en förklaring. Intervjuaren kan dessutom använda sig av visuella hjälpmedel som diagram och bilder.
Sörqvist anger även en del nackdelar med personliga intervjuer. För det första förhindrar dessa att respondenten kan vara anonym vilket främst kan bli ett problem vid känsliga frågor. Dessutom menar Sörqvist att de i regel är ganska resurskrävande i form av såväl tid som pengar.
2.3.3. Processkartläggning För att skapa en förståelse för de olika aktiviteter som förekommer i en process och hur de hänger ihop är det lämpligt att göra en kartläggning av processen. Enligt Sörqvist kan
- 7 -
- Metod -
arbetet lämpligen inledas med att en översiktlig beskrivning av processen tas fram. Denna kan senare eventuellt brytas ner i ett mer detaljerat flödesschema. Vidare anser han att det är viktigt att processen beskrivs som den verkligen fungerar och inte hur den borde fungera. Eventuella uppslag på förbättringar som dyker upp under kartläggningen menar Sörqvist enbart ska dokumenteras inför senare analys och inte genomföras på en gång.
Processkartläggning har här använts för att skapa en grundläggande förståelse för materialförsörjningsprocessen.
2.3.4. Benchmarking Benchmarking eller processjämförelse, som det brukar kallas på svenska, är ett arbetssätt för att försöka hitta möjligheter till processförbättringar. Enligt Bergman & Klefsjö (2001) är processjämförelser något som är en systematisk del av förbättringsarbetet hos många framgångsrika företag. Grundidén är en noggrann jämförelse mellan två eller flera processer. Dessa kan vara en av de egna processerna och en annan, identisk, eller liknande process antingen hos en annan organisation eller hos en annan division inom den egna organisationen. Bergman & Klefsjö påpekar även att processjämförelser är mycket mer än att kopiera. Det krävs en djup självanalys och en förmåga att kunna överföra arbetssätten och teknikerna till den egna organisationen. Vidare menar de att den främsta förutsättningen för att en organisation verkligen ska lyckas med en processjämförelse är att organisationen har en utvecklad processyn.
Scania Axlar har en utvecklad processyn, och projektet har vid flertalet tillfällen använt sig av benchmarking för att få tips och idéer. De processer som studerats är interna materialförsöjningsprocesser vid andra Scaniaproduktionsenheter som i stort liknar den vid Scania Axlar, men som praktiskt utförs med andra metoder.
Sörqvist menar att en viktig fördel med processjämförelse är att man kan få fram ny information och kunskaper som stjälper de valda sanningar som är inarbetade i den egna verksamheten. En annan viktig styrka enligt Sörqvist är att processjämförelser bygger på något som verkligen är praktiskt genomförbart och inte på enbart vidlyftiga fantasier. Detta innebär alltså att även om de idéer som hittas är radikala och innovativa så kan de betraktas som realistiska och genomförbara.
2.4. Validitet och reliabilitet Wallén (1996) skriver att validitet speglar huruvida det som mäts verkligen representerar det som mätningen avser att mäta och att inget ovidkommande påverkar resultatet. Vidare förklarar Wallén att validitet därmed kan definieras som frihet från systematiska fel. En undersökning som har hög validitet ger således information om vad som efterfrågas (Olsson & Sörensen, 2001).
Enligt Wallén anger reliabiliteten ifall olika mätningar av samma slag och på samma objekt ger samma värden. På samma sätt som för validitet förklarar Wallén att reliabilitet innebär att en undersökning är fri från slumpmässiga fel. Olsson & Sörensen förklarar att en undersökning med hög reliabilitet ger ett liknande eller exakt överensstämmande resultat om mätningar sker vid olika tidpunkter men med samma metoder.
- 8 -
- Metod -
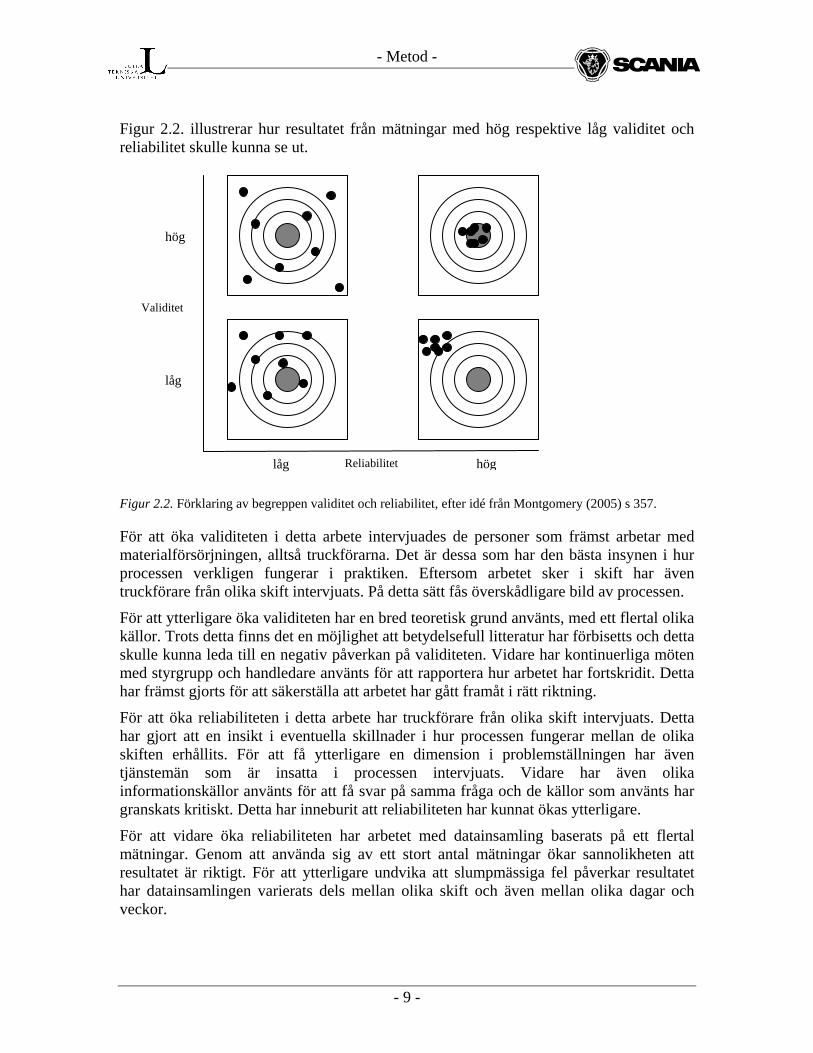
Figur 2.2. illustrerar hur resultatet från mätningar med hög respektive låg validitet och reliabilitet skulle kunna se ut.
hög
Validitet
låg
höglåg Reliabilitet
Figur 2.2. Förklaring av begreppen validitet och reliabilitet, efter idé från Montgomery (2005) s 357.
För att öka validiteten i detta arbete intervjuades de personer som främst arbetar med materialförsörjningen, alltså truckförarna. Det är dessa som har den bästa insynen i hur processen verkligen fungerar i praktiken. Eftersom arbetet sker i skift har även truckförare från olika skift intervjuats. På detta sätt fås överskådligare bild av processen.
För att ytterligare öka validiteten har en bred teoretisk grund använts, med ett flertal olika källor. Trots detta finns det en möjlighet att betydelsefull litteratur har förbisetts och detta skulle kunna leda till en negativ påverkan på validiteten. Vidare har kontinuerliga möten med styrgrupp och handledare använts för att rapportera hur arbetet har fortskridit. Detta har främst gjorts för att säkerställa att arbetet har gått framåt i rätt riktning.
För att öka reliabiliteten i detta arbete har truckförare från olika skift intervjuats. Detta har gjort att en insikt i eventuella skillnader i hur processen fungerar mellan de olika skiften erhållits. För att få ytterligare en dimension i problemställningen har även tjänstemän som är insatta i processen intervjuats. Vidare har även olika informationskällor använts för att få svar på samma fråga och de källor som använts har granskats kritiskt. Detta har inneburit att reliabiliteten har kunnat ökas ytterligare.
För att vidare öka reliabiliteten har arbetet med datainsamling baserats på ett flertal mätningar. Genom att använda sig av ett stort antal mätningar ökar sannolikheten att resultatet är riktigt. För att ytterligare undvika att slumpmässiga fel påverkar resultatet har datainsamlingen varierats dels mellan olika skift och även mellan olika dagar och veckor.
- 9 -
- Teoretisk referensram -
3. TEORETISK REFERENSRAM I detta kapitel presenteras de teorier som har använts i arbetet. Kapitlet inleds, efter en kort definition av logistik, med en utredning av effektivitet och produktivitet samt hur framgångsrika företag arbetar med att bli effektivare. Slutligen presenteras teori för arbetsstudier samt ABC-klassificering.
3.1. Logistik Ordet logistik omfattar ett vitt spännande område, vars betydelse och definition dessutom kontinuerligt förändras (Storhagen, 2003). Från dess första betydelse i näringslivet som begränsades till och jämställdes med de fysiska aktiviteterna transportering, lagring och hantering har definitionen utvecklats till att idag täcka in betydligt mer. Aronsson, Ekdahl & Oskarsson (2003) menar att logistik på 2000-talet i hög grad handlar om att förändra de befintliga flödena och processerna för att uppnå förbättringar och effektiviseringar inom områdena kostnader, kapitalbindning, flexibilitet, tid och leveransservice. Storhagen definierar logistik genom att säga att det handlar om att skapa flödeseffektivitet, att utveckla flödena och göra dem effektivare.
3.2. Effektivitet och produktivitet Definitionerna för och skillnaderna mellan produktivitet och effektivitet skiljer sig mellan olika författare. Lumsden (1998) anser att effektivitet handlar om att göra rätt saker, medan produktivitet handlar om att göra saker rätt. Produktivitet definieras i detta fall som
InflödeUtflödetoduktivite =Pr
Högre utflöde med befintligt inflöde leder därmed till högre produktivitet. Storhagen (2003) påpekar dock här att hög produktivitet i denna bemärkelse inte ska vara något självändamål, för tillverkas fel saker blir dessa inte sålda och då är det höga utflödet direkt oönskat. Detta är vad Lumsden kallar för effektivitet; att göra rätt saker. Storhagen däremot har en bredare definition av produktivitet, och det Lumsden benämner effektivitet anser Storhagen går in under begreppet produktivitet. Storhagen pratar då om ett nytt synsätt på begreppet. Han anser här att produktivitet handlar om att skapa bästa möjliga relation mellan resursförbrukning och faktisk försäljning.
Detta överensstämmer väl med den definition av effektivitet som ges i Nationalencyklopedin. Den definitionen lyder: ”Effektivitet avser i ekonomiska sammanhang förhållandet mellan insatserna i en verksamhet och verksamhetens resultat.”
Härav är det tydligt att begreppen effektivitet och produktivitet flyter ihop. Detta blir ännu tydligare när Scania CVs (2000) syn på ordet effektivitet tas i beaktande. Scania delar upp effektivitetsbegreppet i två typer, nämligen skenbar och verklig effektivitet. En effektivisering kan visserligen åstadkommas genom att eliminera slöseri och därigenom producera mer. Detta är det som Lumsden benämner som ökad produktivitet. Denna effektivisering är dock enligt Scania CV skenbar om produktionsökningen medför att produktionen överstiger efterfrågan.
- Teoretisk referensram -
Vid en verklig effektivisering kan produktionen, trots sänkta kostnader, ligga kvar på samma nivå och matcha efterfrågan. Enligt Scania CV så leder en förändring till en effektivisering enbart om den leder till sänkta kostnader. Det handlar således med Scanias synsätt om att balansera utflödet mot efterfrågan och sedan minska inflödet så mycket som möjligt för att erhålla hög, verklig effektivitet.
Mattsson (2002) menar på liknande sätt att en effektivisering enbart är av intresse för ett företag om den på något sätt bidrar till ökad konkurrensförmåga eller lönsamhet för företaget.
Lönsamhetspåverkande effektivitet kan enligt Mattsson separeras i inre och yttre effektivitet. Inre effektivitet är ett mått på hur väl interna processer och rutiner fungerar i ett företag medan yttre effektivitet avser hur väl de möjligheter som finns på marknaden tillvaratas. Att förbättra den inre effektiviteten ur ett materialflödesperspektiv handlar mycket om att eliminera olika former av slöseri och icke värdeskapande aktiviteter (ibid).
Detta, att effektivisera genom att eliminera slöseri, är även något som kan utläsas ur övrig litteratur. Både Lumsdens och Storhagens definitioner bygger på att en process blir effektivare genom att det slöseri som finns inbakat i processen elimineras. Genom att eliminera slöseri kan en verksamhet uppnå samma resultat men med minskade insatser.
3.3. Lean Production och Just-In-Time (JIT) En modern och allt vanligare metod för att förbättra effektiviteten och eliminera slöseri i en organisation är att arbeta med Lean Production och Just-In-Time. Lean Production är ett uttryck som myntades för första gången efter en stor studie som utfördes av Massachusetts Institute of Technology på bilindustrins utveckling i Japan i slutet av 80-talet. I huvudsak studerades Toyota, och begreppet Lean Produktion utgör en västerländsk tolkning av de filosofier och arbetssätt som genomsyrar Toyotas verksamhet och deras produktionssystem Toyota Production System som vanligen benämns TPS (Sörqvist, 2004). Idag är Toyota en av världens mest framgångsrika biltillverkare. Att de lyckats med det kan till stor del tillskrivas deras numera välkända TPS (Aronsson, Ekdahl & Oskarsson, 2003). Detta produktionssystem är också följaktligen ett av de mest framgångsrika, beundrade och efterhärmade Lean Production – systemen i världen (Krajewski & Ritzman, 2004).
Sörqvist skriver att Lean Production består av övergripande strategier och filosofier gällande hur en verksamhet skall drivas på ett resurssnålt och kundorienterat sätt, kompletterat med ett antal konkreta verktyg och metoder som används för att uppnå hög effektivitet. Krajewski & Ritzman påpekar här att verktygen och metoderna är väldigt viktiga för produktionssystemets framgång att uppnå hög effektivitet, men att de inte är nyckeln till systemet. Viktigast för att uppnå framgång med Lean Production är att ha rätt företagskultur. Toyota har under 50 år byggt upp en lärande organisation för att nå framgång med sitt TPS (ibid).
En av hörnstenarna i Lean Production och TPS är Just-In-Time (Aronsson et al). Vollman, Whybark & Berry (1997) menar till och med att TPS på många sätt är världens mest avancerade JIT - system. Filosofin bakom JIT är att eliminera allt som är onödigt, där allt onödigt är sådant som adderar kostnader utan att tillföra värde (Storhagen, 2003).
- 11 -
- Teoretisk referensram -
Det är inom arbetet med ständiga förbättringar i syfte att just eliminera icke värdeskapande aktiviteter och slöseri som Toyotas lärande organisation har blivit så framstående (Krajewski & Ritzman).
Tankarna bakom JIT kan också beskrivas på ett mer konkret plan. Som namnet antyder är målet att göra saker och ting i rätt tid, till exempel att producera och leverera färdigvaror just i tid för att säljas, att förmontera enheter just i tid för att slutmonteras, att tillverka detaljer just i tid för att bli förmonterade enheter och att köpa in material just i tid för att kunna tillverka detaljerna (Storhagen).
3.4. Scania Production System (SPS) Som tidigare nämnts arbetar allt fler företag med Lean Production världen över. Sverige är inget undantag. Ett av de företag som kommit långt och uppnått fina resultat är Scania CV med sitt Scania Production System (SPS) (Sörqvist, 2004). SPS är ett produktionssystem som i mycket liknar TPS, och Scania har lyckats utforma och implementera detta system genom ett mångårigt nära samarbete med Toyota (ibid). En beskrivning av de filosofier och prioriteringar som bygger upp SPS, samt hur Scania CV arbetar för att implementera och upprätthålla dessa finns under företagspresentationen i kapitel 4.4.
3.5. Produktionslayout Enligt Lumsden (1998) är den vanligaste indelningsgrunden gällande flödesstruktur för ett producerande system dess layout. Här nämns tre olika huvudlayouter, funktionell layout, flödesorienterad layout och produktionsorienterad layout. För montering är däremot flödesorientering en mer använd indelningsgrund enligt Lumsden. Han skiljer här på de två huvudprinciperna seriesystem och parallellsystem. Med beteckningen seriesystem avses ett monteringsavsnitt som har arbetsstationerna placerade efter varandra så att hela flödet passerar alla stationer. För ett sådant system används ofta den engelska beteckningen line, enligt Lumsden. Andersson använder istället benämningen löpande band, men de två författarna avser samma typ av monteringssystem.
3.5.1. Line Det finns två huvudtyper av liner, driven och odriven. Lumsden anger hur flödet kontrolleras som den avgörande faktorn för huruvida en line ska betraktas som driven eller odriven. Han säger att vid en odriven line bestämmer operatören när ett objekt ska in till respektive lämna arbetsstationen. En driven line däremot flyttar objektet utan operatörens påverkan, antingen kontinuerligt eller intermittent. Vid en kontinuerligt driven line förflyttas objektet oupphörligt medan montören arbetar, medan vid en intermittent line står det stilla en stund på monteringsstationen och förflyttas sedan till nästa enligt Lumsden. Det tidsintervall som montören har till förfogande för att hinna med sina uppgifter, oavsett om det är en kontinuerligt eller intermittent driven line, benämns takt.
- 12 -
- Teoretisk referensram -
3.6. Arbetsstudier Begreppet arbetsstudier kan enligt Andersson, Audell, Giertz & Reitberger (1992) delas upp i två olika underområden, metodstudier respektive arbetsmätning. Johansson (1967) nämner även han dessa två områden som huvudområden inom ämnet arbetsstudier.
Bägge ovan nämnda huvudområden syftar till att genom noggrann analys göra metodutvecklingar. Arbetsmätning beskrivs mer ingående nedan. Metodstudier syftar enligt Andersson et al till att eliminera arbetsmoment och därigenom sänka tillverkningskostnader och höja produktiviteten. Johansson definierar metodstudier bland annat som en systematisk undersökning i avsikt att uppnå lägre produktionskostnad, högre produktivitet samt mindre ansträngning och mindre risk för olycksfall i arbetet.
3.6.1. Arbetsmätning Arbetsmätning kan utföras genom tillämpandet av ett flertal olika tekniker. Johansson tar upp fyra olika, av vilka de två viktigaste är frekvensstudier samt arbetsmätning med stoppur, så kallad stoppursstudie. Enligt Aft (1992) passar de olika teknikerna olika bra i olika situationer. Stoppursstudier passar bra vid repetitiva arbeten med kort cykeltid och stort antal repetitioner. Många andra arbeten som saknar dessa egenskaper lämpar sig bättre för frekvensstudier, till exempel arbeten inom underhåll, materialförsörjning med mera (ibid).
3.6.1.1 Stoppursstudier Denna arbetsmätning är en metod för att med hjälp av ett stoppur bestämma den tid som är nödvändig för att utföra ett arbete. Avsikten är att fastställa arbetsinnehållet i en specificerad arbetsuppgift genom att mäta tiden som erfordras för att utföra den vid ett standardiserat förfarande av en van arbetare (Johansson). Traditionellt är hjälpmedlet som använts ett klassiskt stoppur, men Aft påpekar att det idag finns ett flertal olika elektroniska hjälpmedel för att mäta tid som alternativ till stoppuret.
Första steget innan man kan påbörja stoppursmätningar är att dela in arbetet i operationssteg. Andersson et al anser att dessa steg bör vara lämpligt långa tidsmässigt. Johansson påpekar att varje arbetssteg bör vara så kort som det är möjligt för en tränad tidtagare att klocka. Operationsstegens gränser bör också vara naturliga och lätta att uppfatta. Är gränsen mellan två steg oklar, kan det nämligen vara svårt att göra konsekventa avläsningar av stoppuret med felaktiga mättider som följd (ibid).
När operationsstegen identifierats påbörjas stoppursmätningen av de respektive stegen. Johansson påpekar att det är viktigt att tidtagningen upprepas tills man är övertygad om att de erhållna värdena kan representera arbetets normala fortskridande. Hur många mätningar som behöver göras för att resultatet med en viss säkerhetsnivå ska ligga inom ett visst intervall kan givetvis även beräknas med matematiska metoder. Aft påpekar dock att det i många fall krävs orimligt många mätningar för att med säkerhet veta att de erhållna mättidernas medelvärde inte avviker från sanningen, och därför påpekar han att man istället får använda erfarenhet och sunt förnuft för att avgöra antalet mätningar.
- 13 -
- Teoretisk referensram -
3.6.1.2 Frekvensstudier Frekvensstudier är en arbetsmätning som grundar sig på slumpmässiga observationer av definierade händelser för beräkning av händelsernas relativa förekomst (Andersson et al). Målsättningen med en frekvensstudie är oftast att undersöka hur stor del av en arbetsdag som upptas av de till arbetet associerade arbetsuppgifterna (Aft). Under studieperioden gör man ett stort antal slumpmässiga ögonblicksobservationer, och vid varje studietillfälle noteras vad som sker i just det ögonblicket. Den andel av det totala antalet observationer då en viss arbetsuppgift utförs är direkt proportionell mot denna arbetsuppgifts andel av den totala arbetstiden (Johansson). Andersson et al påpekar dock att observationerna ska utföras på ett sådant sätt att statistiska metoder kan användas för beräkning av den sannolika säkerheten i de erhållna andelarna. Denna står givetvis i relation till det totala antalet observationer som görs. Ju större antal observationer som ligger till grund för bedömningen desto säkrare kan man vara på resultatet (ibid).
För att få ett korrekt resultat krävs att observationerna sker helt slumpmässigt. Johansson beskriver två huvudtyper av frekvensstudier, slumpintervallmetoden samt konstantintervallmetoden. Den förstnämnda bygger på användandet av slumptalstabeller för framtagandet av observationernas tidpunkter. Den andra typen, konstantintervallmetoden, använder sig av konstanta intervall mellan observationerna. För att få slumpmässighet förutsätts istället att det studerade arbetet i sig själv innehåller tillräcklig variation.
3.7. ABC – klassificering ABC-klassificering är en metod för att åtskilja mer betydelsefulla produkter, lagerhållna artiklar, leverantörer eller kunder med mera från mindre betydelsefulla. Klassificeringen bygger på den så kallade 80/20-regeln som exempelvis innebär att 20 procent av företagets produkter står för 80 procent av företagets försäljning eller att 20 procent av leverantörerna står för 80 procent av leveranserna (Storhagen, 2003). Utifrån denna princip identifieras de viktigaste elementen för att kunna fokusera insatserna på dessa. Aronsson, Ekdahl & Oskarsson (2003) menar att genom sortering och klassificering av artiklarna i olika grupper kan respektive grupp styras på bästa sätt. Vidare fortsätter Aronsson et al. med att klassificeringen även kan handla om prioriteringar, det vill säga ett sätt att prioritera resurserna till de element där de gör mest nytta.
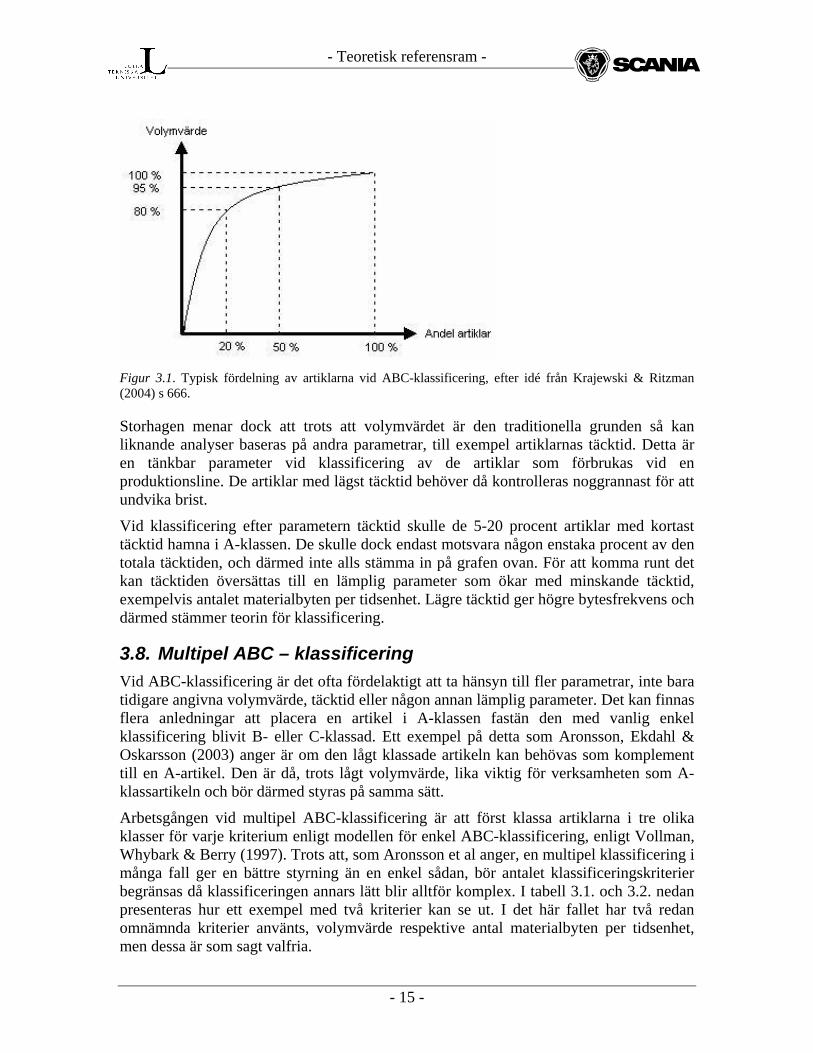
Vid ABC-klassificering av lagerhållna artiklar baseras klasserna enligt Vollman, Whybark & Berry (1997) vanligen på artiklarnas volymvärde, det vill säga den mängd som förbrukas under ett år av en viss artikel multiplicerat med värdet för densamma. De tre klasser som artiklarna indelas i kallas klass A, B respektive C. A-klassen är en till antalet liten klass (5-20 % av artiklarna) med de artiklarna med högst volymvärde enligt det exempel som Aronsson et al anger. B-klassen är något större (10-30 % av artiklarna) och C-klassen innehåller ofta mer än 50 procent (50-85 % av artiklarna) och står totalt för cirka fem till femton procent av volymvärdet enligt Aronsson et al.
Se figur 3.1. för en graf över den typiska fördelningen av klasserna vid ABC-klassificering.
- 14 -
- Teoretisk referensram -
Figur 3.1. Typisk fördelning av artiklarna vid ABC-klassificering, efter idé från Krajewski & Ritzman (2004) s 666.
Storhagen menar dock att trots att volymvärdet är den traditionella grunden så kan liknande analyser baseras på andra parametrar, till exempel artiklarnas täcktid. Detta är en tänkbar parameter vid klassificering av de artiklar som förbrukas vid en produktionsline. De artiklar med lägst täcktid behöver då kontrolleras noggrannast för att undvika brist.
Vid klassificering efter parametern täcktid skulle de 5-20 procent artiklar med kortast täcktid hamna i A-klassen. De skulle dock endast motsvara någon enstaka procent av den totala täcktiden, och därmed inte alls stämma in på grafen ovan. För att komma runt det kan täcktiden översättas till en lämplig parameter som ökar med minskande täcktid, exempelvis antalet materialbyten per tidsenhet. Lägre täcktid ger högre bytesfrekvens och därmed stämmer teorin för klassificering.
3.8. Multipel ABC – klassificering Vid ABC-klassificering är det ofta fördelaktigt att ta hänsyn till fler parametrar, inte bara tidigare angivna volymvärde, täcktid eller någon annan lämplig parameter. Det kan finnas flera anledningar att placera en artikel i A-klassen fastän den med vanlig enkel klassificering blivit B- eller C-klassad. Ett exempel på detta som Aronsson, Ekdahl & Oskarsson (2003) anger är om den lågt klassade artikeln kan behövas som komplement till en A-artikel. Den är då, trots lågt volymvärde, lika viktig för verksamheten som A-klassartikeln och bör därmed styras på samma sätt.
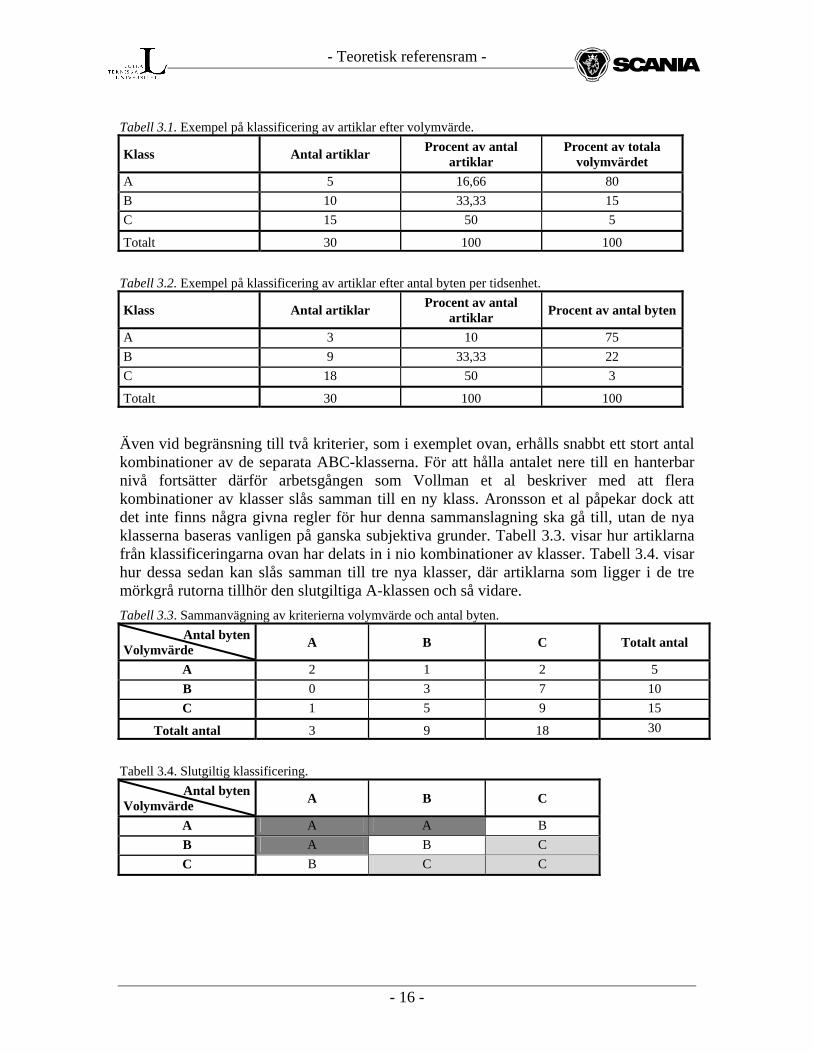
Arbetsgången vid multipel ABC-klassificering är att först klassa artiklarna i tre olika klasser för varje kriterium enligt modellen för enkel ABC-klassificering, enligt Vollman, Whybark & Berry (1997). Trots att, som Aronsson et al anger, en multipel klassificering i många fall ger en bättre styrning än en enkel sådan, bör antalet klassificeringskriterier begränsas då klassificeringen annars lätt blir alltför komplex. I tabell 3.1. och 3.2. nedan presenteras hur ett exempel med två kriterier kan se ut. I det här fallet har två redan omnämnda kriterier använts, volymvärde respektive antal materialbyten per tidsenhet, men dessa är som sagt valfria.
- 15 -
- Teoretisk referensram -
Tabell 3.1. Exempel på klassificering av artiklar efter volymvärde.
Klass Antal artiklar Procent av antal artiklar
Procent av totala volymvärdet
A 5 16,66 80 B 10 33,33 15 C 15 50 5
Totalt 30 100 100 Tabell 3.2. Exempel på klassificering av artiklar efter antal byten per tidsenhet.
Klass Antal artiklar Procent av antal artiklar Procent av antal byten
A 3 10 75 B 9 33,33 22 C 18 50 3
Totalt 30 100 100
Även vid begränsning till två kriterier, som i exemplet ovan, erhålls snabbt ett stort antal kombinationer av de separata ABC-klasserna. För att hålla antalet nere till en hanterbar nivå fortsätter därför arbetsgången som Vollman et al beskriver med att flera kombinationer av klasser slås samman till en ny klass. Aronsson et al påpekar dock att det inte finns några givna regler för hur denna sammanslagning ska gå till, utan de nya klasserna baseras vanligen på ganska subjektiva grunder. Tabell 3.3. visar hur artiklarna från klassificeringarna ovan har delats in i nio kombinationer av klasser. Tabell 3.4. visar hur dessa sedan kan slås samman till tre nya klasser, där artiklarna som ligger i de tre mörkgrå rutorna tillhör den slutgiltiga A-klassen och så vidare. Tabell 3.3. Sammanvägning av kriterierna volymvärde och antal byten. Antal byten Volymvärde A B C Totalt antal
A 2 1 2 5 B 0 3 7 10 C 1 5 9 15
Totalt antal 3 9 18 30
Tabell 3.4. Slutgiltig klassificering. Antal byten Volymvärde A B C
A A A B B A B C C B C C
- 16 -
- Företagsbeskrivning -
4. FÖRETAGSBESKRIVNING Efter beskrivning av vald metod och presentation av använda teorier fortsätter rapporten i detta kapitel med en mer utförlig presentation av företaget Scania CV än den som gavs i kapitel 1. Vidare beskrivs verksamheten vid Scania Axlar i Falun och hur den är uppbyggd. Därefter ges en introduktion till logistikavdelningens ansvarsområden vid anläggningen i Falun och hur den är organiserad. Dessa delar är beskrivna på en mer översiktlig nivå, och är framförallt till för läsarens allmänna förståelse.
Kapitlet avslutas sedan med en mer ingående beskrivning av Scanias Produktions System, SPS. Som nämndes i syftet till examensarbetet ska allt arbete i projektet ske med bas i just SPS. Det är därför av vikt att klargöra hur SPS är uppbyggt samt vilka principer och värderingar som är viktiga att ta i beaktande för förståelse för det arbete som har utförts i projektet och presenteras senare i rapporten.
All information som beskriver företaget är hämtad från Scania CVs hemsida, www.scania.com, eller från Scanias årsredovisning för 2004 vilken finns för nedladdning på samma hemsida. Större delen av information om SPS kommer från Scania CVs egen informationsbroschyr ”Scanias Produktions System” som kan beställas från utbildningsverkstaden vid Scania Axlar.
4.1. Scania CV AB De två helt separata företagen Scania och Vabis grundades i Malmö år 1901 respektive i Södertälje år 1891. Dessa företag lade grunden till det som nästan ett sekel senare skulle bli dagens Scania CV då de 1911 gick samman och bildade Scania-Vabis, vilket senare skulle komma att bli Scaniadivisionen inom Saab-Scaniagruppen. I mitten av 1990-talet blev Scania slutligen ett självständigt bolag och företaget och produkterna fick samma namn.
Scania är idag en av de världsledande tillverkarna av tunga lastbilar, bussar samt industri- och marinmotorer. Förutom detta erbjuder Scania även sina kunder en mängd tjänster och serviceprodukter. Bland annat kan kunderna teckna olika typer av service- och underhållskontrakt till sina bilar.
Scania bedriver verksamhet i över hundra länder i bland annat Europa, Latinamerika, Asien och Afrika. Totalt har Scania drygt 29 000 anställda i koncernen runt om i världen varav ca 12 000 är verksamma i Sverige. Dessutom arbetar ungefär 20 000 i Scanias fristående försäljnings- och servicemarknadsorganisation. I Sverige har företaget majoriteten av verksamheten inklusive sitt huvudkontor förlagt till Södertälje, vilket även nämndes i kapitel 1. Där tillverkas bland annat växellådskomponenter och motorer, och där finns även en av tre slutmonteringsanläggningar. De andra slutmonteringarna ligger i Holland (Zwolle) och Frankrike (Angers). Scania har utöver Södertälje även produktionsanläggningar på andra ställen i Sverige, bland annat axeltillverkningen i Falun där detta projekt är utfört. De övriga ligger i Oskarshamn (hytter), Sibbhult (växellådor och retarder) och Luleå (rambalkar och bakaxelbryggor).
- Företagsbeskrivning -
4.1.1. Vision Scanias vision lyder: ”Scania ska vara det ledande företaget i sin bransch genom att skapa bestående värden för sina kunder, anställda, aktieägare och övriga intressenter”.
4.1.2. Affärsidé Scanias affärsidé är att erbjuda sina kunder fordon och tjänster av hög kvalitet för kvalificerade varu- och persontransporter på väg. Genom fokus på kundens behov, hög kvalitet i produkter och tjänster samt respekt för individen, skapar Scania mervärde för kunderna och växer med uthållig lönsamhet.
Scanias verksamhet är inriktad på att utveckla och tillverka fordon som ska vara marknadsledande vad gäller prestanda och driftsekonomi över fordonets livscykel, kvalitet samt miljöegenskaper.
Scanias försäljnings- och serviceorganisation ska förse kunderna med fordon och tjänster som ger bästa tillgänglighet till lägsta kostnad med bibehållna miljöegenskaper över fordonets ekonomiska livslängd.
4.1.3. Strategier Scanias verksamhet är fokuserad på fordon för tunga transporter vilket är det segment där visserligen kraven men även marginalerna och lönsamheten är som högst. Eftersom kraven är höga och fordonen körs långa sträckor är en stor andel av de sålda fordonen högspecificerade, vilket kunden är villig att betala mer för än för en standardprodukt. Detta höjer marginalerna i detta segment jämfört med lättare fordon. Dessutom körs fordon i det tunga segmentet långa sträckor och har en hög nyttjandegrad vilket ger stora möjligheter till serviceaffärer för Scania CV. Av flera skäl, bland annat för att möjliggöra produktion av högspecificerade fordon, tillverkas alla Scania CVs fordon mot kundorder.
Scania CV använder sig av ett så kallat modulbaserat produktsystem. Varianter på en viss artikel är framtagna för att i möjligaste mån passa ihop med alla varianter av andra artikeltyper. Tack vare detta kan kunden relativt fritt specificera egenskaper på sitt fordon och Scania kan ändå på ett kostnadseffektivt sätt kan montera ihop alla komponenter som krävs för dessa egenskaper. Detta är ett konkurrensmedel för Scania eftersom kunden får bättre driftsekonomi ju mer anpassat fordonet är för verksamheten.
De många olika varianterna på komponenter gör att antalet olika fordon som Scania kan bygga blir nästan oändligt stort. Modulsystemet är väldigt viktigt för Scania och för deras utveckling, produktion och produktkvalitet. Det förenklar dessutom reservdelshållningen, vilket bidrar till en högre servicegrad och underlättar utbildningen av mekaniker.
En viktig del av Scanias verksamhet är serviceorganisationen, eftersom Scanias kunder ofta använder sina fordon dygnet runt och därmed kräver snabb tillgång till underhåll och reparationer under hela dygnet. Scania har därför en stor serviceorganisation utspridd över hela världen.
Scania har inriktat sig på marknader som har bedömts ha goda förutsättningar för en långsiktig tillväxt, främst Europa, Asien och Sydamerika.
- 18 -
- Företagsbeskrivning -
4.2. Scania Axlar Scania startade 1975 sin verksamhet i Falun och den anläggningen har idag knappt 700 anställda. Figur 4.1. visar ett flygfoto över produktionsanläggningen i Falun.
Figur 4.1. Produktionsanläggningen i Falun.
Till en början tillverkades enbart vissa axelartiklar men Scania Axlar har under åren utvecklats till att idag vara en komplett leverantör av fram-, bak- och kardanaxlar till Scania CVs produktion av såväl lastbilar som bussar.
Produktionen kan delas in i två huvudområden; bearbetning och montering. Bearbetningen består till största delen av skärande bearbetning, det vill säga svarvning, borrning, fräsning, gängning med mera. Den är till stor del automatiserad och sker i så kallade fleroperationsceller. Monteringen är helt manuell och sker vid så kallade löpande band eller liner. På Scania Axlar finns det tre separata stora produktionsliner samt ett par mindre. Axlarna monteras i sekvens vilket innebär att varje axel byggs i den ordning de ska monteras på slutmonteringsorterna, vilket i sin tur styrs av inkomna kundorder.
Förutom dessa kärnverksamheter finns även ett antal stödjande verksamheter, bland annat logistikavdelningen som också bara benämns logistik.
4.3. Logistikavdelningens roll vid Scania Axlar Dagligen levereras och skickas gods som uppgår till ungefär 700 ton, till och från produktionsanläggningen. Detta ställer stora krav på logistikavdelningen då en av dess huvuduppgifter är att se till så att detta flöde fungerar så effektivt och störningsfritt som möjligt. För att klara detta arbete sysselsätter avdelningen drygt 100 personer. Logistik är processorienterad och består av flera underavdelningar. Varje underavdelning har ett speciellt ansvarsområde, kopplat mot materialflödet till, inom och från fabriken. Se figur 4.2. för logistiks underavdelningar och deras respektive ansvarsområden.
- 19 -
- Företagsbeskrivning -
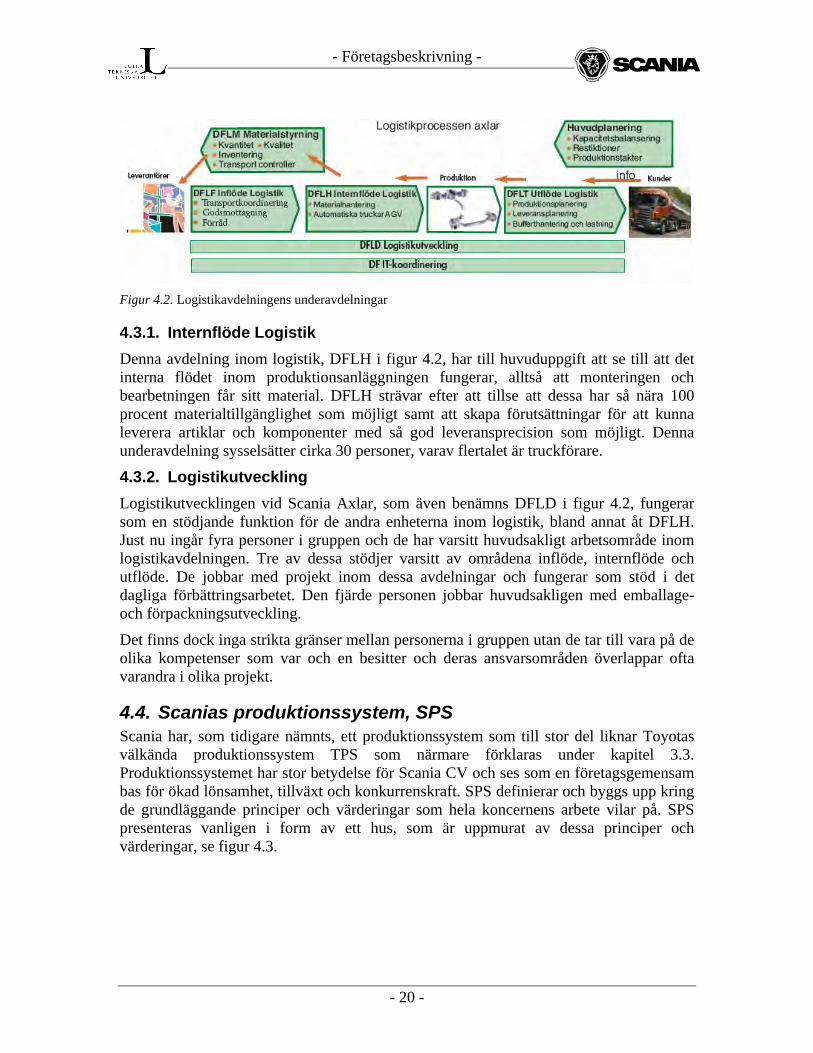
Figur 4.2. Logistikavdelningens underavdelningar
4.3.1. Internflöde Logistik Denna avdelning inom logistik, DFLH i figur 4.2, har till huvuduppgift att se till att det interna flödet inom produktionsanläggningen fungerar, alltså att monteringen och bearbetningen får sitt material. DFLH strävar efter att tillse att dessa har så nära 100 procent materialtillgänglighet som möjligt samt att skapa förutsättningar för att kunna leverera artiklar och komponenter med så god leveransprecision som möjligt. Denna underavdelning sysselsätter cirka 30 personer, varav flertalet är truckförare.
4.3.2. Logistikutveckling Logistikutvecklingen vid Scania Axlar, som även benämns DFLD i figur 4.2, fungerar som en stödjande funktion för de andra enheterna inom logistik, bland annat åt DFLH. Just nu ingår fyra personer i gruppen och de har varsitt huvudsakligt arbetsområde inom logistikavdelningen. Tre av dessa stödjer varsitt av områdena inflöde, internflöde och utflöde. De jobbar med projekt inom dessa avdelningar och fungerar som stöd i det dagliga förbättringsarbetet. Den fjärde personen jobbar huvudsakligen med emballage- och förpackningsutveckling.
Det finns dock inga strikta gränser mellan personerna i gruppen utan de tar till vara på de olika kompetenser som var och en besitter och deras ansvarsområden överlappar ofta varandra i olika projekt.
4.4. Scanias produktionssystem, SPS Scania har, som tidigare nämnts, ett produktionssystem som till stor del liknar Toyotas välkända produktionssystem TPS som närmare förklaras under kapitel 3.3. Produktionssystemet har stor betydelse för Scania CV och ses som en företagsgemensam bas för ökad lönsamhet, tillväxt och konkurrenskraft. SPS definierar och byggs upp kring de grundläggande principer och värderingar som hela koncernens arbete vilar på. SPS presenteras vanligen i form av ett hus, som är uppmurat av dessa principer och värderingar, se figur 4.3.
- 20 -
- Företagsbeskrivning -
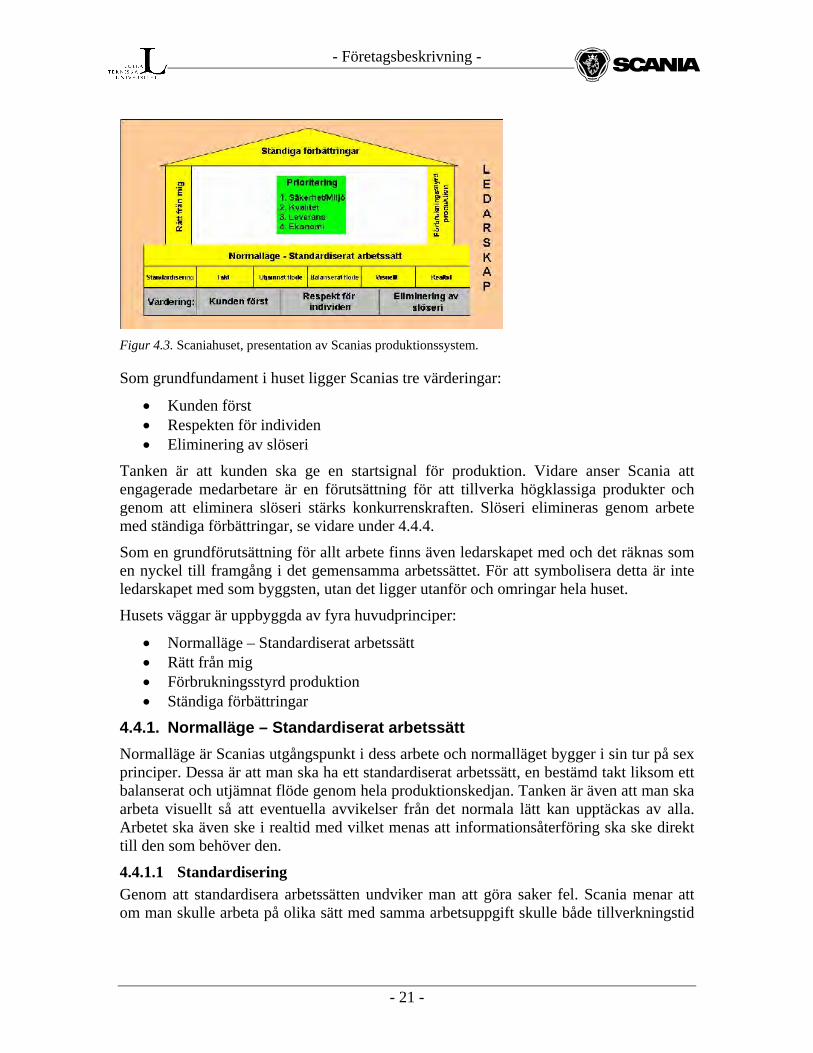
Figur 4.3. Scaniahuset, presentation av Scanias produktionssystem.
Som grundfundament i huset ligger Scanias tre värderingar:
• Kunden först • Respekten för individen • Eliminering av slöseri
Tanken är att kunden ska ge en startsignal för produktion. Vidare anser Scania att engagerade medarbetare är en förutsättning för att tillverka högklassiga produkter och genom att eliminera slöseri stärks konkurrenskraften. Slöseri elimineras genom arbete med ständiga förbättringar, se vidare under 4.4.4.
Som en grundförutsättning för allt arbete finns även ledarskapet med och det räknas som en nyckel till framgång i det gemensamma arbetssättet. För att symbolisera detta är inte ledarskapet med som byggsten, utan det ligger utanför och omringar hela huset.
Husets väggar är uppbyggda av fyra huvudprinciper:
• Normalläge – Standardiserat arbetssätt • Rätt från mig • Förbrukningsstyrd produktion • Ständiga förbättringar
4.4.1. Normalläge – Standardiserat arbetssätt Normalläge är Scanias utgångspunkt i dess arbete och normalläget bygger i sin tur på sex principer. Dessa är att man ska ha ett standardiserat arbetssätt, en bestämd takt liksom ett balanserat och utjämnat flöde genom hela produktionskedjan. Tanken är även att man ska arbeta visuellt så att eventuella avvikelser från det normala lätt kan upptäckas av alla. Arbetet ska även ske i realtid med vilket menas att informationsåterföring ska ske direkt till den som behöver den.
4.4.1.1 Standardisering Genom att standardisera arbetssätten undviker man att göra saker fel. Scania menar att om man skulle arbeta på olika sätt med samma arbetsuppgift skulle både tillverkningstid
- 21 -
- Företagsbeskrivning -
och kvalitet variera. Standarderna försöks oftast utformas i enlighet med den bäst kända lösningen för det momentet.
4.4.1.2 Takt Takten speglar hur stor efterfrågan är på marknaden och takten är konstant tills en ny balansering genomförs. Vid kortsiktiga volymförändringar justerar Scania Axlar produktionstiden genom att förlänga eller förkorta personalens arbetstid, och det är endast vid långsiktiga, bestående volymförändringar som takten justeras.
4.4.1.3 Utjämnat flöde På grund av det stora antalet varianter av artiklar och det faktum att dessa i regel inte kräver exakt lika stor arbetsinsats så försöker Scania att jämna ut flödet. För att öka effektiviteten och använda utrustningen optimalt så fördelas de mer arbetskrävande varianterna jämnt över tiden.
4.4.1.4 Balanserat flöde Genom att fördela aktiviteterna jämnt mellan och inom arbetsstationerna i flödet åstadkoms förutsättningar för att takten kan genomsyra hela systemet, vilket gör att flödet blir balanserat.
4.4.1.5 Visuellt Scania arbetar aktivt med att skapa visuella system. Genom att göra saker visuellt så är det lätt att upptäcka vad som avviker från det normala. Detta görs bland annat genom processuppföljning på informationstavlor och genom användandet av visuella buffertar.
4.4.1.6 Realtid Att agera i realtid innebär att man undviker fördröjningar i produktionssystemet. Med detta menas bland annat direkt återföring av information till den som orsakat eventuella fel så att de snabbt kan rättas till.
4.4.2. Rätt från mig Rätt från mig innebär att man ska göra rätt från början. På Scania ska verktyg som är ändamålsenliga användas och såväl instruktioner som metoder ska vara utformade så att det i princip är omöjligt att göra fel. Arbete sker för att alla processer ska se sitt arbete som en produkt och nästa steg i processen som dess kund. Meningen med detta är att alla medarbetare ska känna ett ansvar för att ”kunden” ska ha förtroende för deras produkter även i fortsättningen. Alla Scanias medarbetare ska även vara sin egen kontrollant och därmed kan det onödiga merarbetet att tillkalla en speciell kontrollant undvikas.
Även om arbetsmomenten utförs på ett riktigt sätt kan det uppstå fel som beror på externa störningar. Därför säger SPS att alla ska vara uppmärksamma på avvikelser och se till så att produktionen inte fortgår när ett fel upptäcks. När ett fel åskådliggjorts ska ett arbete inledas för att undvika att felet inträffar igen.
4.4.3. Förbrukningsstyrd produktion Med förbrukningsstyrd produktion menas att det är efterfrågan som ska bestämma hur många lastbilar som ska produceras. Därmed blir det indirekt kunden som styr när Scania ska börja producera. Detta är något som går igenom hela produktionskedjan. Meningen är
- 22 -

- Företagsbeskrivning -
att det inte ska produceras mer än vad nästa produktionssteg behöver. När efterföljande steg i produktionen signalerar ett behov startar tillverkningen. För att detta ska fungera menar Scania att det krävs att de har en lämplig definierad nivå på buffertar. På så sätt elimineras slöseri i form av såväl överproduktion som väntetid. Det är genom buffertnivåerna som det märks huruvida det finns tillräckligt med material för produktionen. Genom att fastställa ”max- och mingränser” kan en avvikelse från det normala upptäckas. Förbrukningsstyrd produktion innebär även arbete med små satsstorlekar och korta genomloppstider. Vidare sker ett kontinuerligt arbete med att reducera ställtider i maskiner.
4.4.4. Ständiga förbättringar För att uppnå ständiga förbättringar ska arbetet främst ske för att skapa ett nytt och bättre normalläge främst genom att minska slöseriet. Inom Lean Produktion och TPS finns sju former av slöseri definierade. Dessa har även Scania tagit till sig i SPS, och dessa är:
• Överproduktion • Onödiga arbetsmoment • Onödiga rörelser och förflyttningar • Onödiga transporter • Onödiga lager • Fel, omarbetningar och kassationer • Väntetid
Genom att arbeta med ständiga förbättringar avser Scania att upptäcka och göra sig av med dessa former av slöseri för att sedan använda de frigjorda resurserna till mer produktiva uppgifter. Genom ordning och reda, processuppföljning med mera görs slöseriet synligt. Slöseri kan också uppdagas när en störning inträffar, ett läge går från normalt till onormalt.
När slöseri uppmärksammats ska genast ett arbete inledas för att eliminera slöseriet. Är det en avvikelse som synliggjort slöseriet ska en lösning tas fram så att problemet inte inträffar igen. Denna lösning blir sedan en ny standard för arbetsmomentet, och denna nya förbättrade standard utgör sedan det nya normalläget.
- 23 -
- Nulägesbeskrivning -
5. NULÄGESBESKRIVNING En del av målet med detta projekt är att analysera dagens process gentemot framtidens krav och utifrån denna analys ta fram, testa och utvärdera några förslag till alternativa metoder för effektivare intern materialförsörjning. För att kunna analysera nuläget måste detta givetvis först beskrivas. Detta arbete har sammanställts och presenteras här nedan.
Det inleds med en beskrivning av hur Scania Axlar monterar sina axlar och fortsätter sedan med en genomgång av materialförsörjningen. För att kunna klara denna genomgång presenteras de olika emballage som används samt hur de ställage som emballagen ställs upp i vid line kan utformas. Kapitlet avslutas sedan med en genomgång av truckförarnas arbetssätt.
5.1. Monteringen av axlar Vid Scania Axlar i Falun tillverkas som tidigare nämnts alla typer av fram-, bak- och stödaxlar till Scania CVs lastbilar och bussar. Utöver det tillverkas även alla kardanaxlar. Kardanaxelproduktionen berörs dock inte av detta arbete och behandlas därför inte vidare. Lastbärande axlar tillverkas som nämndes i kapitel 1 vid tre stora tillverkningsliner samt ett par mindre. Vid den första större linen tillverkas de vanliga typerna av framaxlar och styrda stödaxlar (framaxelline), vid den andra tillverkas skivbromsade högvolymsbakaxlar (skivline) och vid den sista tillverkas övriga drivna bakaxlar samt vissa typer av stödaxlar (kombiline). De mindre linerna tillverkar uddaaxlar, tillexempel drivna framaxlar, hissbara stödaxlar och individuella hjulupphängningar till långfärdsbussar. Dessa tre liner berörs inte heller av detta arbete och behandlas inte vidare i rapporten.
De tre stora linerna har alla en flödesorientering som är uppbyggd som ett seriesystem, normalt benämnt line. Detta begrepp förklaras närmare under teoriavsnitt 3.5. Två av linerna är så kallade intermittent drivna liner, och den sista är kontinuerligt driven. Framaxelline är en av de två intermittent drivna linerna, och här är takttiden cirka tre minuter. Detta är avsevärt kortare än för de två andra. Takttiden innebär att varje tillverkningsstation har den tiden på sig att klara av sina arbetsuppgifter innan axeln transporteras vidare till nästa station.
På varje line finns det ett flertal olika tillverkningspositioner, som alla utför olika monteringsuppgifter. Flertalet av dessa är dock alternativa så varje axel behöver inte stanna på varje position. Exempelvis finns en position som monterar trumbromsnav och den efterföljande monterar istället skivbromsnav. Alla stationer är därför inte bemannade hela tiden, utan montörerna flyttar mellan vissa stationer beroende på vilken axeltyp som ska tillverkas.
Monteringen på dessa tillverkningsliner liksom på stora delar av Scania Axlar sker i sekvens efter kundorder. I enlighet med kundorder startar tillverkningen av aktuell axel med att korrekt axelbalk eller axelbrygga läggs på linen. Det finns ett flertal olika typer av sådana som alla går på samma line. Sedan monteras efterhand de olika ingående komponenter som behövs för att bygga upp en komplett axel allt enligt kundens önskemål. På grund av Scania CVs modulsystem, som beskrivits under 4.1.3, finns det ett
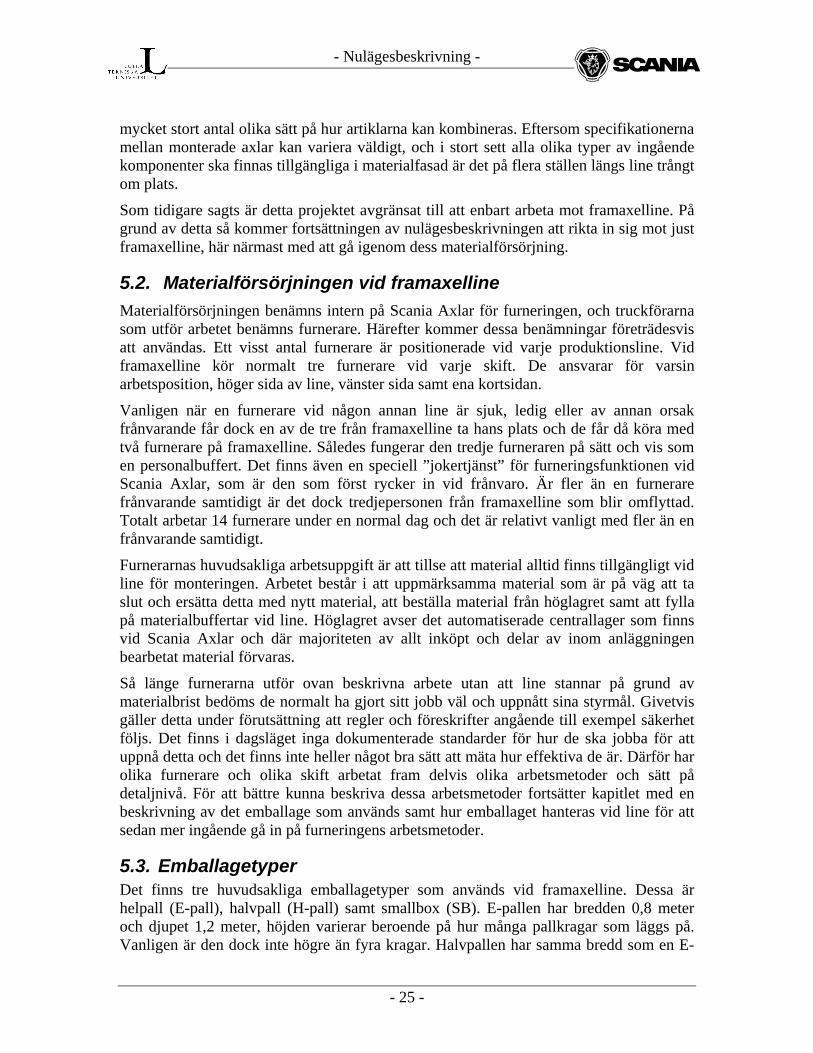
- Nulägesbeskrivning -
mycket stort antal olika sätt på hur artiklarna kan kombineras. Eftersom specifikationerna mellan monterade axlar kan variera väldigt, och i stort sett alla olika typer av ingående komponenter ska finnas tillgängliga i materialfasad är det på flera ställen längs line trångt om plats.
Som tidigare sagts är detta projektet avgränsat till att enbart arbeta mot framaxelline. På grund av detta så kommer fortsättningen av nulägesbeskrivningen att rikta in sig mot just framaxelline, här närmast med att gå igenom dess materialförsörjning.
5.2. Materialförsörjningen vid framaxelline Materialförsörjningen benämns intern på Scania Axlar för furneringen, och truckförarna som utför arbetet benämns furnerare. Härefter kommer dessa benämningar företrädesvis att användas. Ett visst antal furnerare är positionerade vid varje produktionsline. Vid framaxelline kör normalt tre furnerare vid varje skift. De ansvarar för varsin arbetsposition, höger sida av line, vänster sida samt ena kortsidan.
Vanligen när en furnerare vid någon annan line är sjuk, ledig eller av annan orsak frånvarande får dock en av de tre från framaxelline ta hans plats och de får då köra med två furnerare på framaxelline. Således fungerar den tredje furneraren på sätt och vis som en personalbuffert. Det finns även en speciell ”jokertjänst” för furneringsfunktionen vid Scania Axlar, som är den som först rycker in vid frånvaro. Är fler än en furnerare frånvarande samtidigt är det dock tredjepersonen från framaxelline som blir omflyttad. Totalt arbetar 14 furnerare under en normal dag och det är relativt vanligt med fler än en frånvarande samtidigt.
Furnerarnas huvudsakliga arbetsuppgift är att tillse att material alltid finns tillgängligt vid line för monteringen. Arbetet består i att uppmärksamma material som är på väg att ta slut och ersätta detta med nytt material, att beställa material från höglagret samt att fylla på materialbuffertar vid line. Höglagret avser det automatiserade centrallager som finns vid Scania Axlar och där majoriteten av allt inköpt och delar av inom anläggningen bearbetat material förvaras.
Så länge furnerarna utför ovan beskrivna arbete utan att line stannar på grund av materialbrist bedöms de normalt ha gjort sitt jobb väl och uppnått sina styrmål. Givetvis gäller detta under förutsättning att regler och föreskrifter angående till exempel säkerhet följs. Det finns i dagsläget inga dokumenterade standarder för hur de ska jobba för att uppnå detta och det finns inte heller något bra sätt att mäta hur effektiva de är. Därför har olika furnerare och olika skift arbetat fram delvis olika arbetsmetoder och sätt på detaljnivå. För att bättre kunna beskriva dessa arbetsmetoder fortsätter kapitlet med en beskrivning av det emballage som används samt hur emballaget hanteras vid line för att sedan mer ingående gå in på furneringens arbetsmetoder.
5.3. Emballagetyper Det finns tre huvudsakliga emballagetyper som används vid framaxelline. Dessa är helpall (E-pall), halvpall (H-pall) samt smallbox (SB). E-pallen har bredden 0,8 meter och djupet 1,2 meter, höjden varierar beroende på hur många pallkragar som läggs på. Vanligen är den dock inte högre än fyra kragar. Halvpallen har samma bredd som en E-
- 25 -
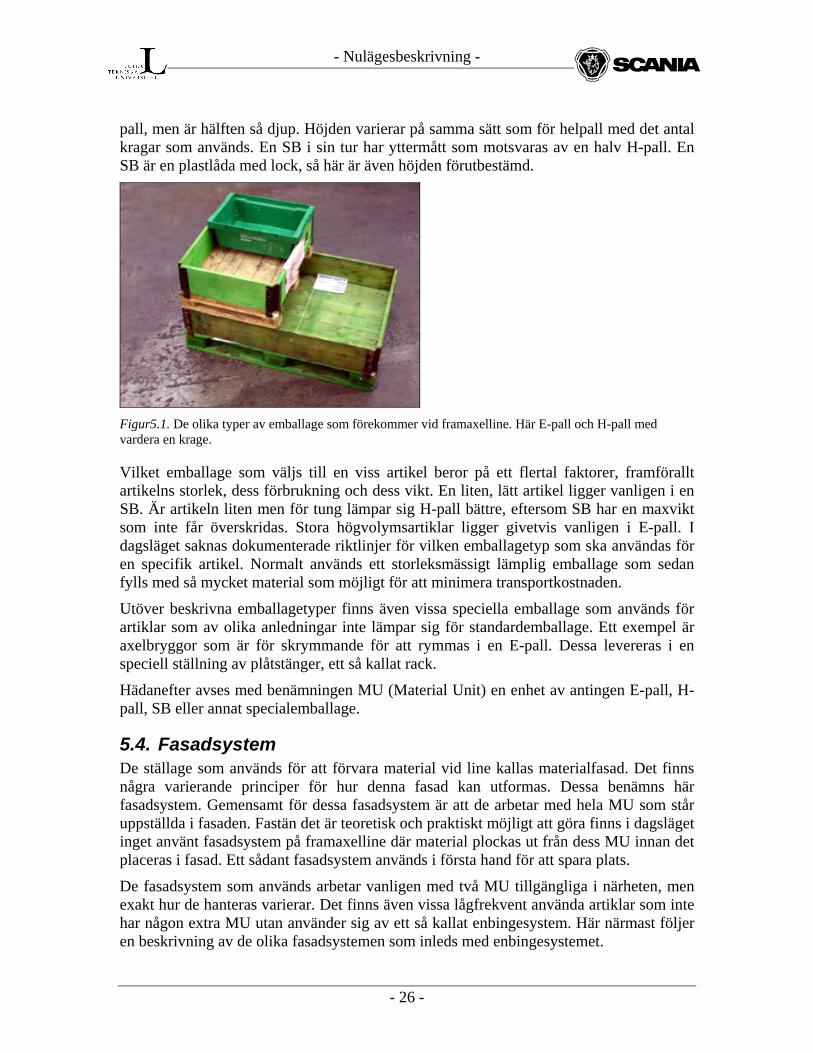
- Nulägesbeskrivning -
pall, men är hälften så djup. Höjden varierar på samma sätt som för helpall med det antal kragar som används. En SB i sin tur har yttermått som motsvaras av en halv H-pall. En SB är en plastlåda med lock, så här är även höjden förutbestämd.
Figur5.1. De olika typer av emballage som förekommer vid framaxelline. Här E-pall och H-pall med vardera en krage.
Vilket emballage som väljs till en viss artikel beror på ett flertal faktorer, framförallt artikelns storlek, dess förbrukning och dess vikt. En liten, lätt artikel ligger vanligen i en SB. Är artikeln liten men för tung lämpar sig H-pall bättre, eftersom SB har en maxvikt som inte får överskridas. Stora högvolymsartiklar ligger givetvis vanligen i E-pall. I dagsläget saknas dokumenterade riktlinjer för vilken emballagetyp som ska användas för en specifik artikel. Normalt används ett storleksmässigt lämplig emballage som sedan fylls med så mycket material som möjligt för att minimera transportkostnaden.
Utöver beskrivna emballagetyper finns även vissa speciella emballage som används för artiklar som av olika anledningar inte lämpar sig för standardemballage. Ett exempel är axelbryggor som är för skrymmande för att rymmas i en E-pall. Dessa levereras i en speciell ställning av plåtstänger, ett så kallat rack.
Hädanefter avses med benämningen MU (Material Unit) en enhet av antingen E-pall, H-pall, SB eller annat specialemballage.
5.4. Fasadsystem De ställage som används för att förvara material vid line kallas materialfasad. Det finns några varierande principer för hur denna fasad kan utformas. Dessa benämns här fasadsystem. Gemensamt för dessa fasadsystem är att de arbetar med hela MU som står uppställda i fasaden. Fastän det är teoretisk och praktiskt möjligt att göra finns i dagsläget inget använt fasadsystem på framaxelline där material plockas ut från dess MU innan det placeras i fasad. Ett sådant fasadsystem används i första hand för att spara plats.
De fasadsystem som används arbetar vanligen med två MU tillgängliga i närheten, men exakt hur de hanteras varierar. Det finns även vissa lågfrekvent använda artiklar som inte har någon extra MU utan använder sig av ett så kallat enbingesystem. Här närmast följer en beskrivning av de olika fasadsystemen som inleds med enbingesystemet.
- 26 -
- Nulägesbeskrivning -
5.4.1. Enbinge Med ett enbingesystem är som redan nämnts endast en MU tillgänglig vid line. Monteringen plockar material ur denna, och när den börjar bli tom måste en ny MU framförskaffas en stund innan för att undvika brist. Kartläggningen av artiklarnas fasadsystem på framaxelline visar att en betydande andel av vissa emballage- och artikeltyper har fasadsystemet enbinge. För SB är andelen cirka 25 procent. Detta är artiklar som har väldigt låg förbrukning eller är väldigt små storleksmässigt så att täcktiden därför blir lång. Att ha två MU vid line skulle då leda till oönskvärt lång täcktid.
För H-pall är andelen enbinge närmast obefintlig men för E-pall används enbingesystem för närmare 25 procent av artiklarna. I denna artikelgrupp kan två undergrupper urskiljas. Antingen är det artiklar som trots betydande förbrukning har enbinge, men dessa har då en visuell buffert i närheten av line för materialbyte. Eller så är det extrema lågvolymsartiklar där täcktiden är längre än 10 dagar, ofta 20 dagar eller mer. Vid materialbyte beställs då dessa efter från höglager en stund innan MU:n är helt tömd, vilket ställer särskilda krav på furneringen.
5.4.2. Falsk tvåbinge Falsk tvåbinge kallas ett system som i likhet med enbingesystemet endast har en MU i förbrukningsläge i materialfasaden, men till skillnad mot enbinge även har en MU i närheten av line för att tillåta ett snabbare materialbyte. Tyvärr står denna MU ofta oåtkomlig för monteringen i ställage en bit från line, vanligtvis på andra sidan av furneringens truckkörväg vilket illustreras i figur 5.2.
Figur 5.2. Falsk tvåbinge med helpall, till vänster syns ställage med andrabingar och till höger materialfasaden på framaxelline.
Fasadsystemet falsk tvåbinge används ej överhuvudtaget för SB eftersom det inte är utrymmet i materialfasad som är begränsande för dessa. Normalt används ett system som kallas äkta tvåbinge. Detta system beskrivs nedan. Om detta leder till för lång täcktid används istället enbinge som beskrivits ovan. För H-pall däremot används relativt ofta
- 27 -
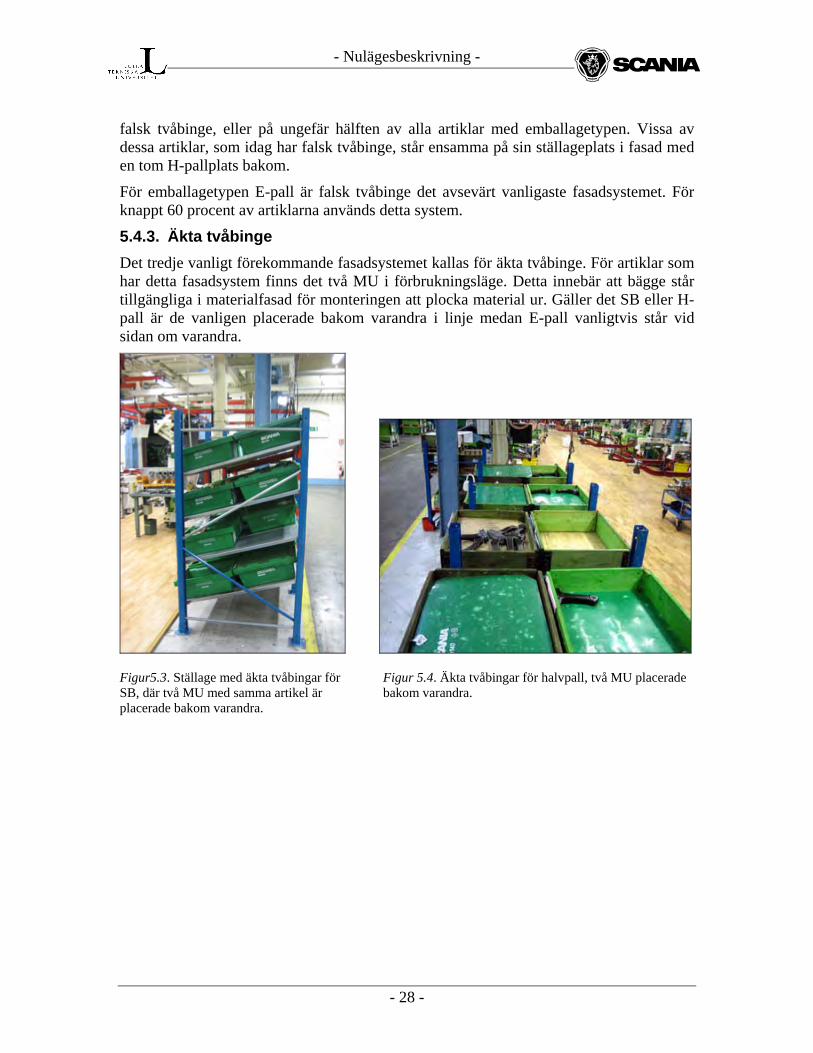
- Nulägesbeskrivning -
falsk tvåbinge, eller på ungefär hälften av alla artiklar med emballagetypen. Vissa av dessa artiklar, som idag har falsk tvåbinge, står ensamma på sin ställageplats i fasad med en tom H-pallplats bakom.
För emballagetypen E-pall är falsk tvåbinge det avsevärt vanligaste fasadsystemet. För knappt 60 procent av artiklarna används detta system.
5.4.3. Äkta tvåbinge Det tredje vanligt förekommande fasadsystemet kallas för äkta tvåbinge. För artiklar som har detta fasadsystem finns det två MU i förbrukningsläge. Detta innebär att bägge står tillgängliga i materialfasad för monteringen att plocka material ur. Gäller det SB eller H-pall är de vanligen placerade bakom varandra i linje medan E-pall vanligtvis står vid sidan om varandra.
Figur5.3. Ställage med äkta tvåbingar för SB, där två MU med samma artikel är placerade bakom varandra.
Figur 5.4. Äkta tvåbingar för halvpall, två MU placerade bakom varandra.
- 28 -

- Nulägesbeskrivning -
Figur 5.5. Äkta tvåbinge för helpall, där två MU är placerade bredvid varandra.
Att E-pall vanligen är placerade bredvid varandra beror på att på många ställen är materialfasad nämligen inte tillräckligt djup för att inrymma två E-pallar bakom varandra, som även syns i figurerna 5.3. och 5.4. Det är i normalfallet inte heller möjligt för monteringen att komma åt och plocka material ur två E-pallar som står uppställda så. Ett undantag från detta finns dock, där materialet står på linje uppställt på ett så kallat lyftbord. När den främre MU:n är slut lyfter montören upp denna, skickar den bakåt och drar fram den bakre fulla MU:n till förbrukningsläge. Se figur 5.6. och 5.7.
Figur 5.6. Tvåbinge med lyftbord i förbrukningsläge.
Figur 5.7. Lyftbord i övre läge, tömd MU skjuts bak ovanpå den fulla andrabingen.
För SB är äkta tvåbinge det absolut vanligast använda fasadsystemet, som även nämnts ovan. Det är även vanligt förekommande för H-pall. Artiklar som ligger i E-pall har dock enbart i undantagsfall äkta tvåbinge. Det finns nämligen vanligtvis inte plats för två E-pall jämsides och lyftbord används endast undantagsvis på framaxelline. Då utrymmet som krävs för en äkta tvåbinge av E-pall saknas ställs istället andrabingen i ställage en bit från line, vilket i praktiken innebär att falskt tvåbingesystem används.
Utöver de tre ovan beskrivna fasadsystemen finns det även vissa högvolymsartiklar som bedöms behöva mer material tillgängligt än två MU i anslutning till line. För dessa
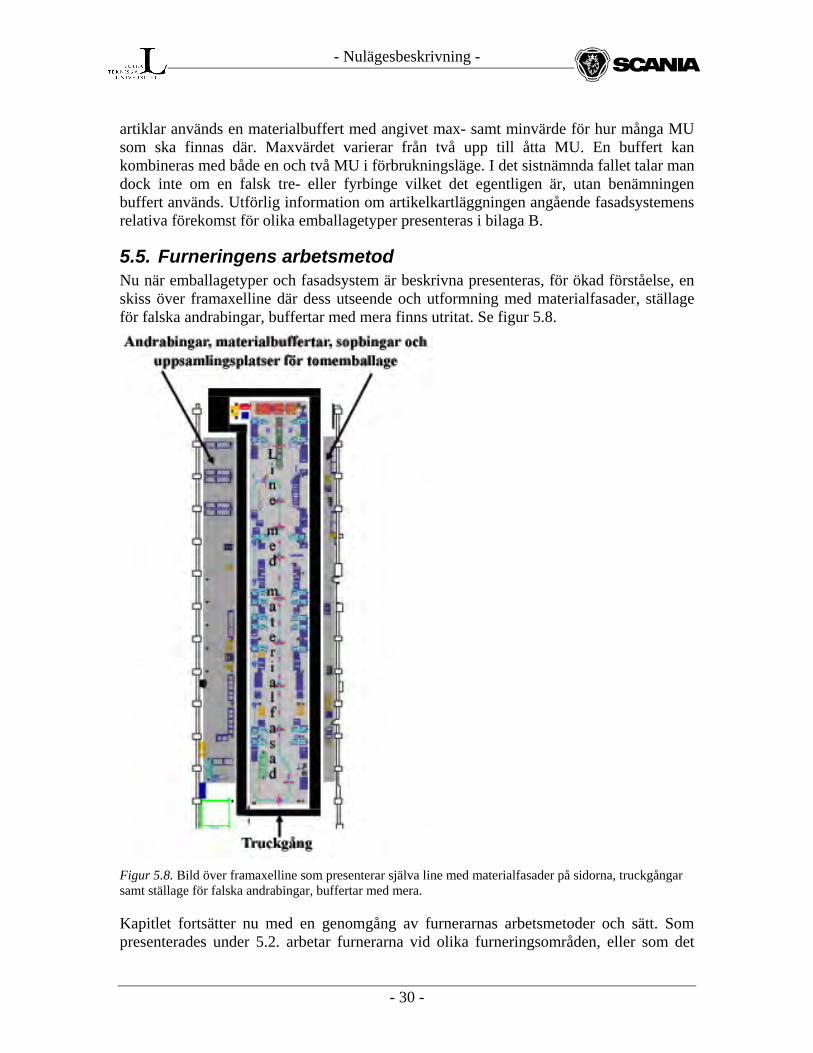
- Nulägesbeskrivning -
artiklar används en materialbuffert med angivet max- samt minvärde för hur många MU som ska finnas där. Maxvärdet varierar från två upp till åtta MU. En buffert kan kombineras med både en och två MU i förbrukningsläge. I det sistnämnda fallet talar man dock inte om en falsk tre- eller fyrbinge vilket det egentligen är, utan benämningen buffert används. Utförlig information om artikelkartläggningen angående fasadsystemens relativa förekomst för olika emballagetyper presenteras i bilaga B.
5.5. Furneringens arbetsmetod Nu när emballagetyper och fasadsystem är beskrivna presenteras, för ökad förståelse, en skiss över framaxelline där dess utseende och utformning med materialfasader, ställage för falska andrabingar, buffertar med mera finns utritat. Se figur 5.8.
Figur 5.8. Bild över framaxelline som presenterar själva line med materialfasader på sidorna, truckgångar samt ställage för falska andrabingar, buffertar med mera.
Kapitlet fortsätter nu med en genomgång av furnerarnas arbetsmetoder och sätt. Som presenterades under 5.2. arbetar furnerarna vid olika furneringsområden, eller som det
- 30 -

- Nulägesbeskrivning -
också kallas arbetspositioner. På framaxelline har de tre furnerarna var sin långsida respektive ena kortsidan på line.
Figur 5.9. Furneringsområden vid framaxelline.
Trots att, som tidigare nämnts, arbetssätten varierar på detaljnivå furnerare och skift sinsemellan och även till viss grad mellan de olika positionerna, arbetar de dock på en översiktligare nivå enligt samma metoder. Detta arbete skiljer sig mellan material som ligger i SB och övriga MU. Här beskrivs först arbetsmetoden för MU som inte är SB. Arbetet initieras då av att en MU i materialfasad blir tömd av monteringen. Denna ska då så fort som möjligt ersättas med en full MU för att undvika materialbrist vid line. Till hjälp för att upptäcka den tomma MU:n, behovet, finns det på vissa sektioner av line ett enklare signalsystem. Detta signalsystem består av orangea flaggor som monteringen reser när en MU blir tömd och som furnerarna kan se när de kör förbi den aktuella sektionen av line. Se figur 5.10. för ett exempel på hur detta signalsystem ser ut.
- 31 -

- Nulägesbeskrivning -
Figur 5.10. Signalsystem bestående av orange flagga som signalerar att en MU har blivit tömd.
När furneraren som kör på positionen upptäcker behovet är det första han gör således att byta ut den. Gäller det en artikel med falsk tvåbinge eller med en buffert i anslutning till line hämtar furneraren en ny MU där för ersättning. Om det rör sig om en artikel med enbinge eller äkta tvåbinge utan buffert måste furneraren frambringa nytt material innan byte kan utföras. Varifrån detta sker varierar från artikel till artikel, men det är något som furneraren med erfarenhet vet. Antingen beställs materialet från höglager eller hämtas från någon större visuell buffert utanför furneringsområdet. I det sistnämnda fallet tar materialhämtningen ett par minuter och utförs i samband med att behovet är identifierat. När materialet är frambringat byts den tomma MU:n ut mot den fulla. Hur beställning från höglager utförs beskrivs senare i detta kapitel.
Vid ovan beskrivna materialbyten frigörs alltid en tom MU. Den körs efter bytet till en uppsamlingsplats, där ett visst antal tomma emballage staplas på varandra. Det finns en eller flera uppsamlingsplatser för varje furneringsposition, i direkt anslutning till materialfasaden. När angiven maxnivå för uppsamlingsplatsen är uppnådd ansvarar furneraren för att transportera bort emballaget till tomemballagehanteringen.
När materialbytet är utfört och tomemballaget bortkört, är furneraren tillgänglig för ett nytt materialbyte. Så länge tomma MU finns i fasad fortsätter materialförsörjaren att byta ut dessa med samma översiktligt beskrivna metod som presenteras ovan. Som sagt, så finns avsevärda variationer hur detta utförs på detaljnivå.
När inga byten längre finns att utföra ska nytt material köras in till line för att fylla upp materialnivåerna i buffert och falsk tvåbinge. Det är av stor vikt att detta sker kontinuerligt för att ett nytt materialbyte ska kunna ske snabbt när den aktuella MU:n återigen töms av monteringen. Ersättningsmaterial kan som tidigare sagts antingen beställas elektroniskt från höglagret eller hämtas från en större visuell buffert som inte är i direkt anslutning till line.
Elektroniska beställningar sker med hjälp av handdator som varje furnerare har med sig i trucken. När furneraren skickar iväg beställningen går den in i ett system som heter SIMAS där ett uttagskommando genereras till höglagret. Detta är helautomatiserat, och i samma sekvens som materialbeställningar kommer in levereras material ut ur lagret på ett
- 32 -
- Nulägesbeskrivning -
rullband. Samtidigt som materialet hämtas ut ur lagret går också en order iväg till en ledig automatisk förarlös truck (AGV). Denna åker till höglagrets rullbana och hämtar den aktuella MU:n. Därefter transporterar den det beställda materialet till en förprogrammerad avlämningsplats i anslutning till materialfasaden vid linan. Tiden från beställning till leverans varierar beroende på belastning av systemet, men är omkring 20 till 30 minuter i genomsnitt. När materialet är levererat hämtar furneraren detta och kör det till dess aktuella position vid line.
Furneringens arbetsmetod för material som hanteras i SB skiljer sig på flera punkter från ovan beskrivna metod för övriga emballagetyper. För det första ansvarar furneringen inte för själva materialbytet. För de SB som har fasadsystemet tvåbinge, vilket är de flesta, ansvarar istället monteringen för att lyfta bort den tomma boxen och placera den på emballagesamlingsplats. Tack vare tvåbingesystemet finns fortfarande en SB tillgänglig att plocka material ur. Furneringens ansvar begränsas till att beställa nytt material från höglager, enligt samma metod som beskrivits ovan. Normalt behöver de däremot inte aktivt söka av SB-ställagen efter behov, utan behov visualiseras av den bortlyfta andrabingen. En plats i ställage blir då tom och behovet väldigt visuellt, se även figur 5.3.
Vissa SB har dock enbinge. Då måste givetvis nytt material beställas innan boxen blivit tömd för att undvika brist. Furneringen måste för dessa material aktivt söka av efter behov. Den andra stora skillnaden i hanteringen för SB är att efter utförd beställning har furneringen inte längre något ansvar för det beställda materialet. Det är istället personal vid höglagret som kör ut de beställda MU:arna med en speciell smallboxtruck och placerar dessa direkt i materialfasad.
5.6. Furneringens arbetsinnehåll Som beskrivits under 5.5. innehåller furnerarnas arbete ett avsevärt antal arbetsuppgifter. Utöver dessa arbetsuppgifter upptas arbetstiden av övriga aktiviteter, som väntetid och störningar. Vissa av dessa arbetsuppgifter och aktiviteter kan klassificeras som värdeskapande, till exempel att byta en pall vid line, medan vissa andra mer har karaktären av stöduppgifter för att klara av de värdeskapande uppgifterna medan ytterligare vissa arbetsuppgifter inte tillför något värde över huvud taget. Exempel på en stöduppgift skulle kunna vara att söka efter materialbytesbehov, det vill säga söka efter tomma MU i fasad, och en onödig aktivitet skulle tillexempel kunna vara störningar som inträffar. Det finns många olika störningar, men ett exempel skulle kunna vara att något är i vägen för trucken, till exempel en person, en annan truck eller en AGV.
Scania Axlar har i dagsläget dålig kännedom om furnerarnas beläggning samt omfattningen av de respektive arbetsuppgifterna. Under en längre tid har man använt sig av en form av arbetsstudier på monteringen och på ett framgångsrikt sätt lyckats kartlägga deras arbetsinnehåll. På sista tiden har även en tillämpning av dessa arbetsstudier på furneringen tagits fram och börjat utföras, för att försöka skapa sig en bild av beläggning och kartlägga den effektiva andelen av arbetstiden för furnerarna. De arbetsstudier som utförs är det som i teorin kallas för stoppursstudier, och är med andra ord en form av arbetsmätning. Internt på Scania Axlar benämns dock, något felaktigt, dessa studier för metodstudier trots att de alltså är en form av arbetsmätning. För en
- 33 -
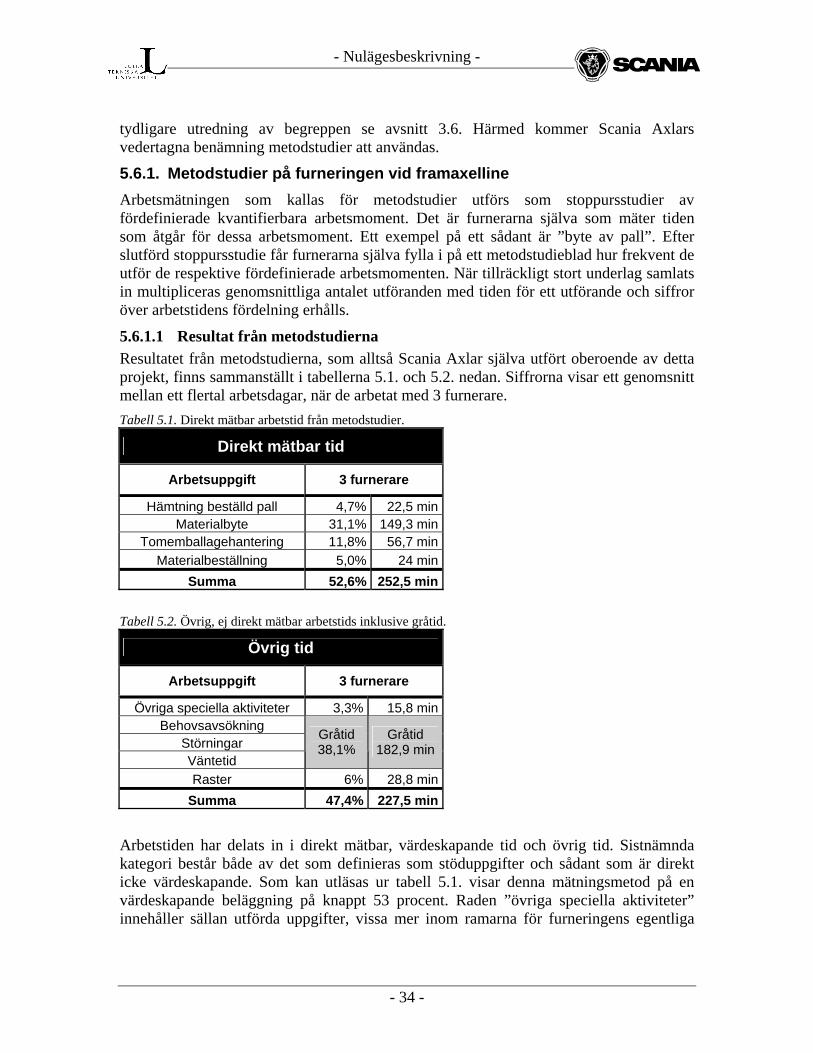
- Nulägesbeskrivning -
tydligare utredning av begreppen se avsnitt 3.6. Härmed kommer Scania Axlars vedertagna benämning metodstudier att användas.
5.6.1. Metodstudier på furneringen vid framaxelline Arbetsmätningen som kallas för metodstudier utförs som stoppursstudier av fördefinierade kvantifierbara arbetsmoment. Det är furnerarna själva som mäter tiden som åtgår för dessa arbetsmoment. Ett exempel på ett sådant är ”byte av pall”. Efter slutförd stoppursstudie får furnerarna själva fylla i på ett metodstudieblad hur frekvent de utför de respektive fördefinierade arbetsmomenten. När tillräckligt stort underlag samlats in multipliceras genomsnittliga antalet utföranden med tiden för ett utförande och siffror över arbetstidens fördelning erhålls.
5.6.1.1 Resultat från metodstudierna Resultatet från metodstudierna, som alltså Scania Axlar själva utfört oberoende av detta projekt, finns sammanställt i tabellerna 5.1. och 5.2. nedan. Siffrorna visar ett genomsnitt mellan ett flertal arbetsdagar, när de arbetat med 3 furnerare. Tabell 5.1. Direkt mätbar arbetstid från metodstudier.
Direkt mätbar tid
Arbetsuppgift 3 furnerare
Hämtning beställd pall 4,7% 22,5 minMaterialbyte 31,1% 149,3 min
Tomemballagehantering 11,8% 56,7 minMaterialbeställning 5,0% 24 min
Summa 52,6% 252,5 min Tabell 5.2. Övrig, ej direkt mätbar arbetstids inklusive gråtid.
Övrig tid
Arbetsuppgift 3 furnerare
Övriga speciella aktiviteter 3,3% 15,8 minBehovsavsökning
Störningar Väntetid
Gråtid 38,1%
Gråtid 182,9 min
Raster 6% 28,8 minSumma 47,4% 227,5 min
Arbetstiden har delats in i direkt mätbar, värdeskapande tid och övrig tid. Sistnämnda kategori består både av det som definieras som stöduppgifter och sådant som är direkt icke värdeskapande. Som kan utläsas ur tabell 5.1. visar denna mätningsmetod på en värdeskapande beläggning på knappt 53 procent. Raden ”övriga speciella aktiviteter” innehåller sällan utförda uppgifter, vissa mer inom ramarna för furneringens egentliga
- 34 -
- Nulägesbeskrivning -
arbetsuppgifter och vissa mer på gränsen. Exempel kan vara sophantering, vissa administrativa uppgifter, hantering av felaktiga axlar, så kallade justeraxlar, med mera.
Utöver denna kategori arbetsuppgifter klumpas övrig tid ihop som gråtid. Gråtiden består i verkligheten av ett flertal saker, bland annat avsökning av materialfasaden efter behov, störningar, personliga saker som toalettbesök samt väntetid.
5.6.1.2 Analys av metoden för studierna Modellen för metodstudierna har ett flertal svagheter. Eftersom furneringen själva ansvarar för att kartlägga utförandefrekvensen finns risken att enskilda utföranden faller i glömska med sämre noggrannhet som följd. De ansvarar även för stoppursmätningarna och stundtals har resultatet baserats på alltför få mätningar för tillräcklig tillförlitlighet. Vissa metodstudieblad är hittills baserade på enbart en eller två tidmätningar av vissa arbetsmoment, vilket naturligtvis borgar för otillförlitliga siffror på grund av den naturliga variationen som finns i arbetet. Då det existerar stora individuella skillnader i utförandet av mätta arbetsmoment inom furneringen blir de uppmätta tiderna ännu mer otillförlitliga, då de ofta är mätta på en och samma furnerare.
Noggrannhet och tillförlitlighet bedöms, trots att de kan tyckas bristfälliga, ofta tillräckliga för dess användningsområde av Scania Axlar själva. Modellen för studierna kommer också att utarbetas mer noggrant med tiden och få större tillförlitlighet. En större svaghet med modellen är då dess fallerande att kartlägga all arbetstid. Endast kvantifierbara arbetsuppgifter som går att tidsbestämma tas med i studien. Tidsmässigt omfattande arbetsmoment som inte uppfyller dessa kriterier, exempelvis behovssökning materialfasad, inkluderas inte. Av detta följer att en förhållandevis stor del av arbetstiden definieras som ”gråtid” och således inte är kartlagd.
För att höja validiteten och reliabiliteten samt för att kunna kartlägga hela arbetsinnehållet för furneringen, det vill säga även sådant som inte är kvantifierbart och värdeskapande, så har detta projekt utfört en annan typ av arbetsmätning, nämligen frekvensstudier, på furnerarna. Till skillnad mot metodstudierna visar frekvensstudierna även på individuella skillnader, som är av intresse för att se variationer i furnerarnas arbetsmetoder. Frekvensstudierna möjliggör även separation både av de olika arbetspositionerna samt mellan för- och eftermiddagsskiftet.
5.6.2. Frekvensstudier på furneringen vid framaxelline Frekvensstudierna, vars metod framarbetades och som genomfördes av projektduon, utfördes enligt gällande teori inom området. Den typ av studier som användes var konstantintervallmetoden, eftersom furnering är ett i hög grad slumpmässigt varierande arbete. Det finns alltså inget identifierbart samband mellan vilka arbetsuppgifter som inträffar vid en viss given tidpunkt.
5.6.2.1 Observationer från frekvensstudierna Resultatet från studierna stöder tydligt de individuella skillnader olika furnerare emellan gällande arbetssätt som tidigare har påtalats. Vissa söker aktivt efter behov och byter MU som är på väg att tömmas som förebyggande åtgärd. Detta arbetssätt leder givetvis till mindre risk för brist. Det leder också till att större andel av arbetstiden åtgår till avsökning behov samt omlastning material. Detta är arbetsuppgifter som inte räknas som
- 35 -
- Nulägesbeskrivning -
direkt värdeskapande och därmed blir den andel av arbetstiden som upptas av sådant arbete större. Det leder även till mindre väntetid.
En annan skillnad furnerarna emellan som frekvensstudierna visar är att vissa jobbar mer kontinuerligt under skiftet fast med ett lägre tempo, medan vissa andra jobbar på hårdare en period för att sedan kunna ta det lugnt en stund. Sistnämnda arbetssätt avslöjas genom större andel icke värdeskapande tid. Variationerna kan vara ganska stora, till exempel från en dag till en annan på samma position på samma skift med olika furnerare kan ren väntetid variera från ungefär 60 till 160 minuter. Det finns visserligen andra faktorer bakom den stora variationen i väntetid, men en stor del beror på furnerarnas varierande arbetssätt. På ett skift kan en furnerare som jobbar snabbt alltså få drygt en och en halv timme mer väntetid än en annan.
Som redogjorts för tidigare arbetar furnerarna vid olika geografiska furneringsområden, se figur 5.1. Frekvensstudierna visar att beläggningsgraden varierar mellan dessa olika områden. Det råder alltså obalans dem emellan. De stora skillnaderna furnerarna emellan skulle visserligen kunna förklara en del av skillnaden mellan positionerna. Om en snabbare furnerare arbetar på en viss position skulle det medföra att den positionen felvisande skulle få lägre beläggning. För att reducera detta problem, det vill säga höja reliabiliteten på mätningen, har furnerarna fått rotera på de olika positionerna under testperioden.
Beläggningsgraden varierar också mellan för- och eftermiddagsskiftet, trots att furnerarna växlar skift varannan vecka och frekvensstudierna är utförda under flera veckor. Variationen beror således inte på skillnader furnerarna emellan. Det beror troligen istället på upparbetning, det vill säga de försöker arbeta bort så mycket arbete som möjligt tidigt under dagen. Framförallt beställer de mycket material på morgonen och fyller upp nivåerna så att det ska klara sig hela dagen.
5.6.2.2 Resultat från frekvensstudierna Som tidigare nämnts är det relativt ofta som framaxelline får klara sig med endast två furnerare. Därför har frekvensstudier utförts även under dessa förutsättningar, även om metodstudieresultat saknas att jämföra med och validitet och reliabilitet därmed blir något lägre för denna mätning. Med två furnerare blir det givetvis mer jobb, eftersom samma arbetsuppgifter utförs av mindre personal, och väntetiden blir därmed mindre.
Arbetstidens fördelning mellan olika direkt och ej direkt mätbara arbetsuppgifter presenteras i tabell 5.3 och 5.4, både för 3 och 2 furnerare.
- 36 -
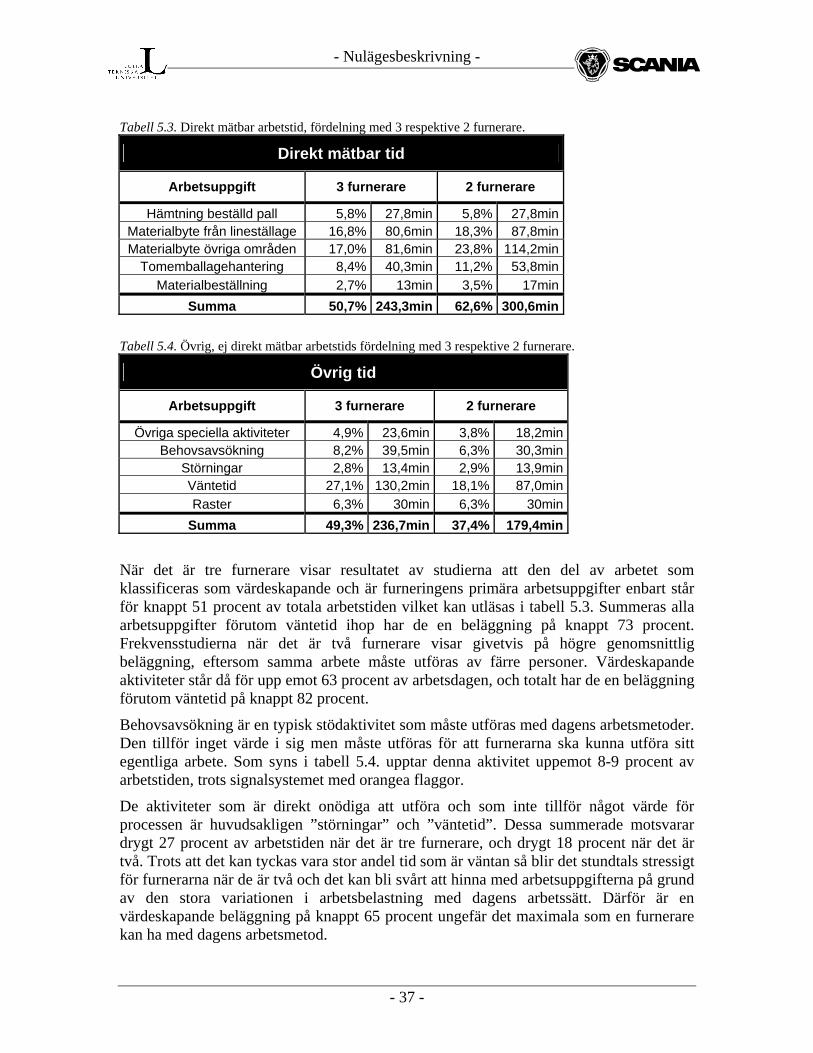
- Nulägesbeskrivning -
Tabell 5.3. Direkt mätbar arbetstid, fördelning med 3 respektive 2 furnerare.
Direkt mätbar tid
Arbetsuppgift 3 furnerare 2 furnerare
Hämtning beställd pall 5,8% 27,8min 5,8% 27,8minMaterialbyte från lineställage 16,8% 80,6min 18,3% 87,8minMaterialbyte övriga områden 17,0% 81,6min 23,8% 114,2min
Tomemballagehantering 8,4% 40,3min 11,2% 53,8minMaterialbeställning 2,7% 13min 3,5% 17min
Summa 50,7% 243,3min 62,6% 300,6min Tabell 5.4. Övrig, ej direkt mätbar arbetstids fördelning med 3 respektive 2 furnerare.
Övrig tid
Arbetsuppgift 3 furnerare 2 furnerare
Övriga speciella aktiviteter 4,9% 23,6min 3,8% 18,2minBehovsavsökning 8,2% 39,5min 6,3% 30,3min
Störningar 2,8% 13,4min 2,9% 13,9minVäntetid 27,1% 130,2min 18,1% 87,0minRaster 6,3% 30min 6,3% 30min
Summa 49,3% 236,7min 37,4% 179,4min
När det är tre furnerare visar resultatet av studierna att den del av arbetet som klassificeras som värdeskapande och är furneringens primära arbetsuppgifter enbart står för knappt 51 procent av totala arbetstiden vilket kan utläsas i tabell 5.3. Summeras alla arbetsuppgifter förutom väntetid ihop har de en beläggning på knappt 73 procent. Frekvensstudierna när det är två furnerare visar givetvis på högre genomsnittlig beläggning, eftersom samma arbete måste utföras av färre personer. Värdeskapande aktiviteter står då för upp emot 63 procent av arbetsdagen, och totalt har de en beläggning förutom väntetid på knappt 82 procent.
Behovsavsökning är en typisk stödaktivitet som måste utföras med dagens arbetsmetoder. Den tillför inget värde i sig men måste utföras för att furnerarna ska kunna utföra sitt egentliga arbete. Som syns i tabell 5.4. upptar denna aktivitet uppemot 8-9 procent av arbetstiden, trots signalsystemet med orangea flaggor.
De aktiviteter som är direkt onödiga att utföra och som inte tillför något värde för processen är huvudsakligen ”störningar” och ”väntetid”. Dessa summerade motsvarar drygt 27 procent av arbetstiden när det är tre furnerare, och drygt 18 procent när det är två. Trots att det kan tyckas vara stor andel tid som är väntan så blir det stundtals stressigt för furnerarna när de är två och det kan bli svårt att hinna med arbetsuppgifterna på grund av den stora variationen i arbetsbelastning med dagens arbetssätt. Därför är en värdeskapande beläggning på knappt 65 procent ungefär det maximala som en furnerare kan ha med dagens arbetsmetod.
- 37 -
- Nulägesbeskrivning -
Som påtalats i teoriavsnittet för frekvensstudier krävs ett stort antal observationer för att uppnå statistiskt säkerställda siffror. Det skulle till och med krävas oändligt antal observationer för att vara 100 procent säker på att siffrorna stämmer, vilket varken är rimligt eller önskvärt i detta projekt. Siffrorna presenterar ett genomsnitt för alla furnerare, alla positioner samt båda skiften. Eftersom 3 furnerare är det normala, så har majoriteten av studierna utförs under dessa premisser. Siffrorna som visar uppdelningen av arbetstiden i detta fall är baserade på ungefär 1100 observationer, vilket för detta projekt bedöms ge en tillräcklig noggrannhet och validitet. För 2 furnerare baseras siffrorna på drygt 300 observationer, vilket är i minsta laget men ger en god indikation på det verkliga läget. En utförlig presentation av resultatet från frekvensstudierna finns i bilaga C.
5.6.3. Jämförelse mellan metod- och frekvensstudieresultatet En jämförelse av resultaten som presenterats ovan från de bägge arbetsmätningarna visar på god överensstämmelse. Frekvensstudierna ger mer detaljerat resultat än metodstudierna, och således är inte allt resultat jämförbart, men de värden som återfinns i båda studierna avviker ofta bara någon enstaka procentenhet från varandra. Jämförs till exempel värdeskapande beläggning så skiljer det knappt två procentenheter. Beläggningen varierar från 50,7 procent för frekvensstudierna till 52,6 procent från metodstudierna. Skillnaden blir inte heller större än så vid jämförelse av grupper av arbetsuppgifter.
Utifrån denna relativt goda överensstämmelse dras två slutsatser. Två helt olika metoder har använts som gett liknande resultat, alltså är resultaten från dessa rättvisande och användbara. Eftersom de jämförbara resultaten har tillräcklig noggrannhet, bedöms även de siffror från frekvensstudien som inte har någon motsvarighet från metodstudierna som användbara. Det gäller framförallt uppdelningen av gråtiden samt de mätningar som utförts när de är två furnerare.
Den andra slutsatsen som dras är att metodstudier, trots sina brister som påpekats tidigare, i många fall trots det kan användas. Detta är fördelaktigt då de är betydligt mindre resurskrävande att genomföra än frekvensstudier.
5.7. Artiklar vid framaxelline Under projektet har en utförlig kartläggning av de artiklar som används på framaxelline utförts. I denna finns bland annat information om emballagestorlek, täcktid, fasadsystem, buffertstorlek med mera. Kartläggningen har analyserats mer ingående i kapitel 6.2, här följer en kortare beskrivning av de artiklar som används vid framaxelline.
Kartläggning visar att det finns cirka 220 olika artikelnummer vid framaxelline. Flertalet av dessa är såkallade variantartiklar som bara monteras på vissa axlar. Dessa tillhör därmed en specifik artikelgrupp, till exempel bromsok eller parallellstag. På varje axel monteras någon eller några artiklar från varje sådan artikelgrupp enligt orderspecifikation. Vanligtvis är en viss artikel i artikelgruppen högvolymsartikel och sen finns ofta minst en handfull artiklar som högvolymaren ersätts av på mer eller mindre udda axlar. Ett tydligt exempel på en sådan grupp av variantartiklar är bromsok. Det finns
- 38 -
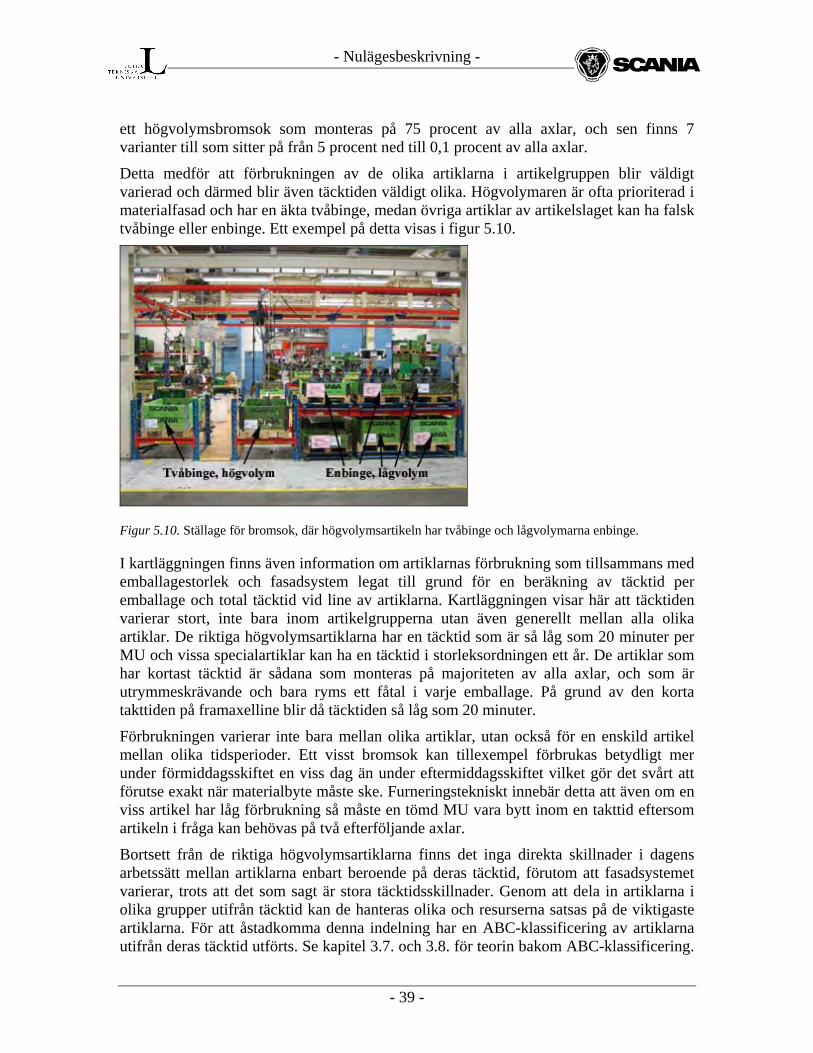
- Nulägesbeskrivning -
ett högvolymsbromsok som monteras på 75 procent av alla axlar, och sen finns 7 varianter till som sitter på från 5 procent ned till 0,1 procent av alla axlar.
Detta medför att förbrukningen av de olika artiklarna i artikelgruppen blir väldigt varierad och därmed blir även täcktiden väldigt olika. Högvolymaren är ofta prioriterad i materialfasad och har en äkta tvåbinge, medan övriga artiklar av artikelslaget kan ha falsk tvåbinge eller enbinge. Ett exempel på detta visas i figur 5.10.
Figur 5.10. Ställage för bromsok, där högvolymsartikeln har tvåbinge och lågvolymarna enbinge.
I kartläggningen finns även information om artiklarnas förbrukning som tillsammans med emballagestorlek och fasadsystem legat till grund för en beräkning av täcktid per emballage och total täcktid vid line av artiklarna. Kartläggningen visar här att täcktiden varierar stort, inte bara inom artikelgrupperna utan även generellt mellan alla olika artiklar. De riktiga högvolymsartiklarna har en täcktid som är så låg som 20 minuter per MU och vissa specialartiklar kan ha en täcktid i storleksordningen ett år. De artiklar som har kortast täcktid är sådana som monteras på majoriteten av alla axlar, och som är utrymmeskrävande och bara ryms ett fåtal i varje emballage. På grund av den korta takttiden på framaxelline blir då täcktiden så låg som 20 minuter.
Förbrukningen varierar inte bara mellan olika artiklar, utan också för en enskild artikel mellan olika tidsperioder. Ett visst bromsok kan tillexempel förbrukas betydligt mer under förmiddagsskiftet en viss dag än under eftermiddagsskiftet vilket gör det svårt att förutse exakt när materialbyte måste ske. Furneringstekniskt innebär detta att även om en viss artikel har låg förbrukning så måste en tömd MU vara bytt inom en takttid eftersom artikeln i fråga kan behövas på två efterföljande axlar.
Bortsett från de riktiga högvolymsartiklarna finns det inga direkta skillnader i dagens arbetssätt mellan artiklarna enbart beroende på deras täcktid, förutom att fasadsystemet varierar, trots att det som sagt är stora täcktidsskillnader. Genom att dela in artiklarna i olika grupper utifrån täcktid kan de hanteras olika och resurserna satsas på de viktigaste artiklarna. För att åstadkomma denna indelning har en ABC-klassificering av artiklarna utifrån deras täcktid utförts. Se kapitel 3.7. och 3.8. för teorin bakom ABC-klassificering.
- 39 -
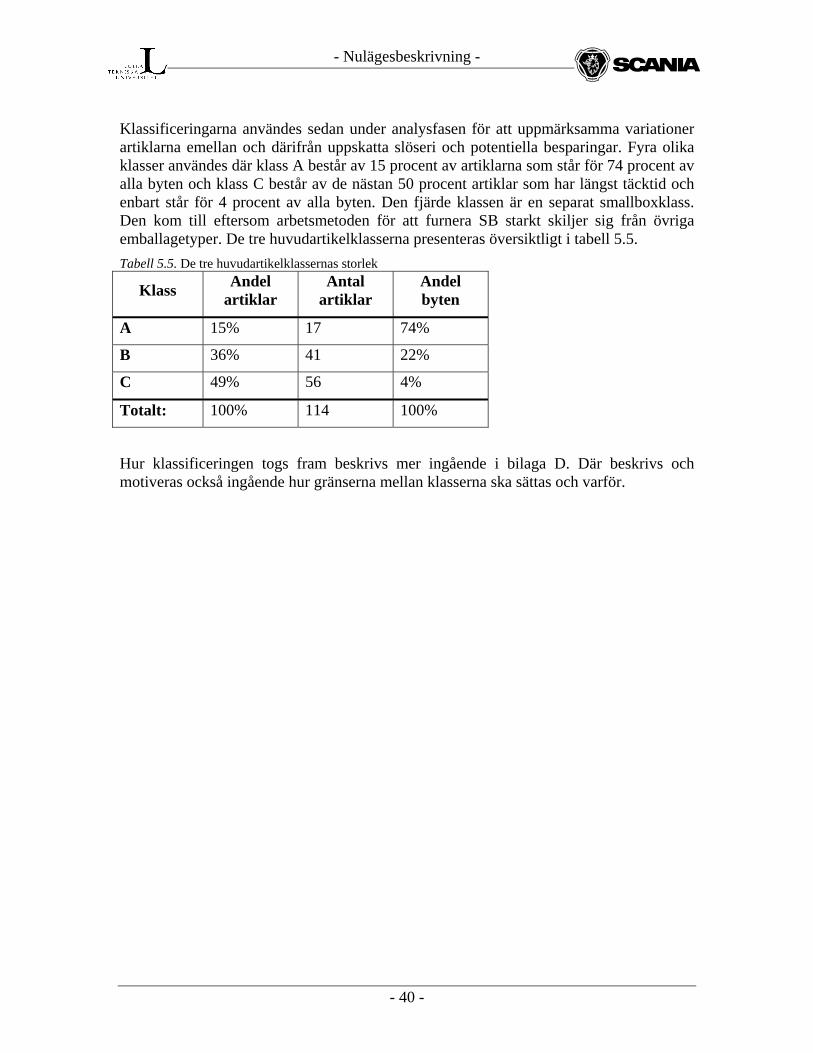
- Nulägesbeskrivning -
Klassificeringarna användes sedan under analysfasen för att uppmärksamma variationer artiklarna emellan och därifrån uppskatta slöseri och potentiella besparingar. Fyra olika klasser användes där klass A består av 15 procent av artiklarna som står för 74 procent av alla byten och klass C består av de nästan 50 procent artiklar som har längst täcktid och enbart står för 4 procent av alla byten. Den fjärde klassen är en separat smallboxklass. Den kom till eftersom arbetsmetoden för att furnera SB starkt skiljer sig från övriga emballagetyper. De tre huvudartikelklasserna presenteras översiktligt i tabell 5.5. Tabell 5.5. De tre huvudartikelklassernas storlek
Klass Andel artiklar
Antal artiklar
Andel byten
A 15% 17 74%
B 36% 41 22%
C 49% 56 4%
Totalt: 100% 114 100%
Hur klassificeringen togs fram beskrivs mer ingående i bilaga D. Där beskrivs och motiveras också ingående hur gränserna mellan klasserna ska sättas och varför.
- 40 -

- Analys -
6. ANALYS I detta kapitel analyseras det kartlagda materialet från nulägesbeskrivningen i syfte att utreda hur projektet ska gå vidare för att svara på huvudfrågeställningen och uppnå sitt syfte. Huvudfrågeställning är ”Hur kan internlogistiken till framaxelline effektiviseras?”. För att kunna svara på denna fråga måste ordet effektivisera specificeras. Enligt teori på området, se kapitel 3.2, handlar effektivisering till stor del om att eliminera slöseri. Att eliminera slöseri är även det som förbättringsarbete primärt handlar om enligt SPS, se kapitel 4.4. Detta är relevant eftersom detta projekt ska ske med bas i just SPS.
I dagsläget finns inom Scania Axlar dålig kännedom om omfattningen av slöseriet inom materialhantering och furnering. Detta kapitel inleds därför med en identifiering av detta slöseri. Först analyseras resultatet av frekvensstudierna och metodstudierna för att hitta slöseri inom furneringens arbetssätt, och sedan följer en analys av artikelkartläggningen för att identifiera slöseri inom materialhanteringen. Utifrån identifierat slöseri avslutas sedan kapitlet med en analys av hur arbetet ska fortskrida, för att kunna svara på projektets huvudfrågeställning och därmed eliminera så mycket slöseri som möjligt.
6.1. Slöseri i furneringens arbetsmetod Resultatet från frekvensstudierna har visat på ett flertal arbetsuppgifter som med dagens arbetsmetoder måste utföras och som upptar en relativt stor andel av furneringens arbetstid men som inte tillför något slutvärde för kunden. Utöver det upptar dessutom ren väntetid en betydande andel tid. Detta sammanslaget finns det således potential för effektiviseringar, det vill säga reducera slöseri. Inom en arbetsposition handlar detta mycket om att utföra mer värdeskapande arbete, antingen medelst ökad beläggning genom utförandet av fler arbetsuppgifter eller genom att klara av dagens arbetsuppgifter med mindre arbetstid.
När de jobbar med 3 furnerare på framaxelline har de en effektiv arbetstid, om alla arbetsuppgifter utom väntetid summeras ihop, som motsvarar cirka 2,2 tjänster. När de bara är två furnerare som jobbar hinner de med ändå, och utför samma arbete på totalt 1,65 tjänster. Dessa siffror erhålls genom att addera beläggningen från tabell 5.3. och 5.4. i nulägesbeskrivningen. Skillnaden kan verka anmärkningsvärd, men beror framförallt på två faktorer. Dels måste de jobba hårdare för att hinna med, de får med andra ord stressa betydligt mer vilket gör att de hinner mer men att arbetsmiljön och arbetssäkerheten sätts på spel. Och dels blir arbetet effektivare av att det finns mer att göra. En körning till en viss plats kan till exempel oftare kombineras med en returkörning för att på så sätt slippa köra med tom truck.
Att minska arbetstiden genom att helt enkelt reducera bort en person samt behålla dagens arbetsmetod skulle kunna ses som en enkel lösning att effektivisera furneringen av framaxelline. Siffrorna som presenterades ovan visar att det är möjligt att hinna med ändå. Som nämndes under kartläggningen samt i stycket ovan blir det dock stressigt att hinna med, och det är därmed ingen långsiktig lösning. Det blir ingen bra arbetsmiljö för furnerarna, de tvingas stundtals köra för fort vilket påverkar säkerheten för andra samt då de knappt hinner med ökar risken för brist mot line.
- 41 -

- Analys -
Istället för att ta bort hela den tredje tjänsten för att minska arbetstiden skulle det vara tänkbart att flytta över en del av denna till andra arbetsuppgifter inom furneringen. Med dagens arbetsmetod för furnerarna är dock detta svårt att genomföra. Skulle tredje personen bara komma och gå efter ett visst schema skulle det bli mycket att göra när han var någon annanstans och för lite att göra när han var vid line.
För att uppnå någon form av utjämnad arbetsbelastning finns två alternativ. Antingen skulle det behöva finnas speciella arbetsuppgifter för tredjepersonen som de andra två inte behöver utföra. Det saknas idag. Alternativet är att de andra två kan prioritera bland alla arbetsuppgifter och lämna det minst viktiga till när den tredje personen ska komma, men sådana prioriteringsregler saknas. Skulle de prioritera godtyckligt är risken för fel stor. Arbetsuppgifter som åsidosätts måste nämligen vara uträknade att klara sig outrättade till dess att tredje personen ansluter till line.
Att använda sig av dagens arbetssätt och minska slöseriet medelst en minskning av arbetstiden för furneringen genom att friställa en hel eller delar av en tjänst är således ingen bra väg att gå som analysen ovan har visat. Ska en effektivisering av furneringens arbetssätt utföras genom en reduktion av arbetstid kommer det att krävas andra lösningar. Den andra metoden för att effektivisera som nämnts ovan är att öka beläggningen genom fler arbetsuppgifter, i detta fall framförallt genom att öka servicen till monteringen. Detta skulle leda till mer jobb för furneringen och mindre jobb för monteringen men däremot inte direkt till en effektivare furneringsprocess. Eftersom syftet med detta projekt är att effektivisera furneringen så behandlas denna variant inte vidare.
Eftersom furneringen har en väntetid på cirka 27 procent har även truckarna denna väntetid. Då hyran för en truck är relativt hög, finns således en effektiviseringspotential även i att reducera trucktiden. För vissa arbetsuppgifter som furneringen utför idag behövs dessutom ingen truck, så truckarnas verkliga beläggning är därför än lägre än furnerarnas. Det gäller framförallt materialbeställning och vissa aktiviteter som klassas som övriga speciella aktiviteter, totalt cirka 5 procent av arbetstiden, som likväl kan utföras utan truck.
6.2. Slöseri inom materialhanteringen Artikelkartläggningen som beskrevs under kapitel 5.7. har analyserats för att identifiera slöseri och effektiviseringspotential. Den första parameter som har analyserats är fasadsystem. De respektive fasadsystemens för- och nackdelar är utredda för att kunna identifiera slöseri. Sedan följer en analys av täcktidsvariationen artiklar emellan, för att identifiera vilka konsekvenser denna variation medför.
6.2.1. Fasadsystem 6.2.1.1 Enbinge Enbinge har fördelen av att minimalt med material binds vid line och därmed hålls kapitalbindningen låg. Därmed krävs också mindre utrymme i materialfasad och ställage vid line. Att, som idag är fallet, ha enbinge av medelhögvolymsartiklar, är dock inte idealiskt ur materialförsörjningssynpunkt. Ett behov som uppstår utan furnerarens kännedom leder lätt till brist med produktionsstopp som följd. Monteringen har ingen möjlighet att komma åt nytt material och furneringen kan inte göra ett snabbt byte utan
- 42 -
- Analys -
måste åka till buffert och hämta material. Således krävs noggrann övervakning av de aktuella artiklarna. Furneraren måste antingen hålla sig i närheten då ett behov håller på att uppstå för att direkt artikeln tar slut åka och hämta ersättningsmaterial, eller så utför han bytet en stund innan behov uppstått med en onödig materialomlastning som följd. Att införa helst en äkta men om inte möjligt i alla fall en falsk tvåbinge på dessa artiklar skulle förbättra materialförsörjningsprocessen.
Användandet av enbinge på lågvolymsartiklar är inte heller idealiskt ur materialförsörjningssynpunkt. Även om täcktiden är lång krävs kontinuerlig uppmärksamhet från furneringen för att utifall behov skulle uppstå beställa nytt material. Att bara införa tvåbinge rakt upp och ner för att underlätta furneringen är dock ingen bra lösning, då täcktid och kapitalbindning skulle bli allt för stora för dessa artiklar. Kombinerat med minskade emballage, exempelvis H-pall istället för E-pall, skulle däremot tvåbinge kunna vara en bra lösning för att underlätta furnering utan att öka utrymmeskrav eller kapitalbindning. Arbetsbelastningen blir inte heller avsevärt högre då det rör sig om lågfrekvent använda artiklar.
6.2.1.2 Falsk tvåbinge Användandet av falsk tvåbinge innebär att furneraren relativt snabbt kan åtgärda ett behov genom materialbyte från ställage, vanligtvis placerat bara någon meter från line. Bytet blir således avsevärt snabbare än för ovan beskriva medelhögvolymsartiklar med enbinge där nytt material hämtas från buffert. Förfarandet kräver dock likväl att furneraren är observant på när behov är på väg att uppstå, eftersom monteringen normalt inte har tillgång till ersättningsmaterialet i den falska tvåbingen. Ett ouppmärksammat behov kan därför leda till brist och produktionsstopp, utom i vissa fall när monteringen själva kan komma åt andrabingen. Att från furneringens sida medvetet låta montören hämta material ur den falska tvåbingen är dock inget som ska ske. Det tar mycket tid i och med långa gångsträckor och resulterar ofta i icke ergonomiska lyft för montören.
En falsk tvåbinge har dessutom nackdelen jämfört med enbinge att ta mer ytor och kapital i anspråk. För vissa lågvolymsartiklar kan det därför vara fördelaktigt med enbinge istället för att på så sätt frigöra utrymme och kapital som annars är bundet i den falska andrabingen. Frigjorda ytor kan till exempel behövas bättre till de artiklar med kortast täcktid.
6.2.1.3 Äkta tvåbinge Äkta tvåbinge är ur flera aspekter det materialförsörjningsmässigt effektivaste fasadsystemet som i dag används på Scania Axlar. Furneraren har en hel täcktid på sig att uppmärksamma och åtgärda ett behov, och slipper därmed specialbevaka artikeln när behov börjar uppstå vilket är fallet för enbinge och falsk tvåbinge. Om täcktiden för en viss artikel är en timme, så räcker det egentligen om furneraren en gång per timme kontrollerar och åtgärdar eventuellt behov för artikeln. De variationer i förbrukning för variantartiklar som så avsevärt försvårar furneringen av enbinge och falsk tvåbinge tas för äkta tvåbinge effektivt upp av andrabingen och risken för brist är därmed låg.
Ett flertal artiklar som idag hanteras med en falsk tvåbinge skulle det kunna vara bättre att istället hantera med en äkta tvåbinge. Detta byte har inga större nackdelar, förutom att mer utrymme krävs direkt vid line. Under förutsättning att detta utrymme kan erhållas
- 43 -
- Analys -
leder en utbytt falsk andrabinge till en avlastning för furneringen i och med att bevakningen minskar.
Äkta tvåbingar som fasadsystem har även nackdelar. För artiklar med kort täcktid är dessa irrelevanta, men för artiklar med längre täcktid kan äkta tvåbinge uppta onödiga ytor vid line och orsaka onödigt stor kapitalbindning. Det finns ett antal artiklar vid line idag som har äkta tvåbinge och som troligen lämpligare skulle hanteras med andra fasadsystem.
Nackdelarna med högre kapitalbindning och utrymmeskrav kan dock lindras genom en minskning av emballagestorleken för artikeln. Halveras emballaget, till exempel från E-pall till H-pall, så upptar en äkta tvåbinge varken mer plats eller binder mer kapital än motsvarande enbinge av E-pallen. Nackdelen med denna metod är då istället att antalet byten som furneringen måste utföra fördubblas för artikeln, eftersom täcktiden halveras.
Således finns det för- och nackdelar med samtliga tre fasadsystem. Det går därmed inte att säga generellt att ett visst fasadsystem är bäst i alla lägen. Analysen visar att det i dagsläget på framaxelline finns ett flertal artiklar i varje fasadsystem som det med stor sannolikhet skulle vara effektivare att hantera med ett annat system.
6.2.2. Täcktidsvariation Kartläggningen av artiklarna visar som tidigare påtalats på en stor variation i emballagetäcktid mellan olika artiklar. Denna variation ledde också fram till att en ABC-klassificering utfördes. Variationen är så omfattande att de tre riktiga högvolymsartiklarna står för drygt 47 procent av alla materialbyten vid line, och de 10 mest frekvent bytta artiklarna står för över 63 procent av alla byten. Dessa 10 artiklar tar därför givetvis en stor del av furnerarnas tid och uppmärksamhet. Eftersom A-klassen står för så stor del av alla byten ska denna prioriteras högt. Detta både vad gäller plats i fasad för att rymma mycket material för att minska bytesfrekvens och bevakning samt bra plats för buffertar för att minska tiden per byte.
Ett annat problem med den stora täcktidsvariationen är att de andra artiklarna, trots lågfrekventa byten, ständigt tar viss uppmärksamhet från furnerarna. De håller hela tiden uppsikt över artikeln, då det på grund av de stora variationerna är det svårt att förutsäga förbrukningen. Genom bättre metoder för att övervaka och säkerställa nivåerna av dessa artiklar är det rimligt att furneringen bättre kan fokusera på högvolymsartiklarna.
Den stora täcktidsvariationen medför också att mycket material binds upp vid line. Eftersom en stor del av artiklarna är lågvolymsartiklar, och eftersom de kan ha mycket lång täcktid, blir det mycket material som ligger oanvänt långa tider vid line. Genom tydligare styrning och bättre rutiner borde materialhanteringen kunna bli effektivare i detta hänseende. Speciellt de artiklar som tillhör C-klassen bör prioriteras lågt gällande fasadplats och utrymmen.
6.3. Analys för fortsatt arbete Det finns således slöseri i ett flertal delar av materialförsörjningen. Detta gäller framförallt det som identifierats ovan i furneringens arbetssätt, i materialhanteringen i de fasadsystem som använts samt i täcktidsvariationen som finns artiklarna emellan. För att
- 44 -
- Analys -
hitta en angreppspunkt inför fortsatt arbete identifierades det område där slöseriet bedömdes störst, det vill säga där det fanns störst effektiviseringspotential. Här nedan följer en redogörelse för arbetsmetoden med denna identifiering.
6.3.1. Identifiering av inflöde Som beskrivs i teorin, kapitel 3.2, kan en effektivisering ofta likställas med ökad produktivitet, det vill säga högre kvot mellan utflöde och inflöde. Att öka utflödet behöver dock, som beskrivs i teorin, inte innebära en effektivisering om inte även efterfrågan ökar. Att producera mer än efterfrågan är till och med en av de sju typer av slöseri som finns upptagna i SPS (överproduktion) och som allt förbättringsarbete, inklusive detta projekt, ska syfta till att reducera. Eftersom furneringen har relativt konstant efterfrågan från monteringen, trots att takttiden kan variera något, bör istället produktiviteten och därmed effektiviteten ökas genom att reducera inflödet till materialförsörjningen med bibehållet utflöde.
De resurser som materialförsörjningsprocessen förbrukar, och som därmed är deras inflöde, är framförallt mantimmar, maskintimmar, kapital bundet i material samt ytor upptagna av fasader, buffertar med mera. Omfattningen av slöseri och därmed storleken på effektiviseringspotential uppskattades och jämfördes inom dessa fyra huvudinflöden för att hitta tidigare nämnda angreppspunkt för fortsatt arbete.
6.3.2. Minskning av inflöde Analysen av insamlad data i artikelkartläggningen visar på en viss besparingspotential, både vad gäller kapitalbindning i material vid line och buffertar och även i ytor som upptas av detta material. Denna form av slöseri är det som inom SPS benämns onödiga lager. Effektiviseringspotentialen påträffas främst för vissa artiklar som tillhör B- eller C-klassen och som har mycket material vid line. Vad gäller ytor är det dock, för att en reducering verkligen ska vara en effektivisering, väsentligt att kunna använda de frigjorda ytorna till något värdeskapande. Då de största frigjorda ytorna inte skulle uppkomma vid line, där platsen behövs, utan i ställage på andra sidan truckgången är effektiviseringspotentialen i att frigöra ytor begränsad. Gällande kapitalbindningen kan visserligen en viss verklig effektivisering åstadkommas, som dock måste jämföras med den potentiella effektiviseringen i mantimmar respektive maskintimmar.
Frekvens- och metodstudierna visar på ett avsevärt slöseri i furneringens arbetssätt. Beläggningen för furnerarna är relativt låg som tidigare har påvisats och här bedöms stor effektiviseringspotential finnas. Inom SPS talas om sju typer av slöseri. Det som är mest uppenbart i detta fall är väntetid. I första hand bör därför en effektivisering ske genom att reducera denna. I andra hand kan arbetsmetoden förfinas ytterligare för att driva ut onödiga arbetsmoment, onödiga rörelser och förflyttningar och onödiga transporter. Det finns således fyra typer av slöseri i furneringens arbetssätt. Dessa fyra tillsammans, men framförallt omfattningen av slöseriet väntetid, medför att inflödet mantimmar ska prioriteras högre än inflödena kapital och ytor.
Vid en jämförelse mellan reduktion av mantimmar och maskintimmar bedöms maskintimmar komma på andra plats. Att detta inflöde kommer efter mantimmar, trots att truckarna som tidigare påvisats har än lägre beläggning, beror på att en mantimme kostar
- 45 -

- Analys -
avsevärt mer än en maskintimme. Maskintimmar kommer dock före både kapital och ytor, och de inflödena ska således prioriteras lägst att effektivisera.
För att kunna uppnå önskat resultat, det vill säga en reduktion av mantimmar i första hand och maskintimmar i andra hand, måste, som klargjorts under 6.1. en förändring av furnerarnas arbetssätt införas. Med dagens arbetssätt byggs mycket slöseri in i systemet eftersom det inte finns någon bra metod att dela upp en furnerare mellan flera liner eller arbetsuppgifter. Två furnerare på framaxelline är som tidigare sagt för lite, och detta har Scania Axlar löst genom att tillsätta en tredje person med mycket väntetider som resultat. Arbetsmetoden i sig behöver också, som frekvensstudierna visat, en relativt stor överskottskapacitet för att fungera väl då det finns stora svängningar i arbetsbelastningen.
6.3.3. Nya arbetsmetoder för furneringen Detta projekt har följaktligen arbetat fram förslag på alternativa arbetsmetoder för furneringen som lösning på dessa problem. För att inte bli enkelspåriga togs två förslag fram som testades och jämfördes mot varandra. I arbetssätten har givetvis i möjligaste mån alla fyra inflödena tagits i beaktande för att åstadkomma så stor effektivisering som möjligt, men fokus har alltså legat på mantimmar.
- 46 -
- Alternativa arbetssätt -
7. ALTERNATIVA ARBETSSÄTT Två olika arbetssätt för furneringen tagits fram i detta projekt. Avsikten har varit att ta fram standardiserade arbetssätt, med ett normalläge som i möjligaste mån uppfyller de sex principer som Scania CV har definierat inom SPS. Detta beskrivs mer ingående i kapitel 4.4.1, men en kort repetition kan vara på sin plats här. Principerna säger att normalläget ska vara standardiserat, ha en takt, ha utjämnat och balanserat flöde, vara visuellt och ska agera i realtid. Arbetssätten avser naturligtvis också eliminera så mycket av det slöseri som identifierats i dagens arbetssätt som möjligt.
Bägge arbetssätten utgår ifrån artikelklassificeringen som framtogs under nulägesbeskrivningen och som beskrivs mer ingående i bilaga D. Genom detta kan arbetssättet på ett strukturerat sätt standardiseras, vilket är en viktig del i SPS. Furnerarna kan få tydliga direktioner gällande hur de ska utföra och prioritera sitt arbete, och standarder kan utarbetas för till exempel utformandet av materialfasader och buffertstorlekar. För de tre artikelklasserna har separata metoder tagits fram för såväl furnering, fasadsystem som buffertstyrningen. Här nedan följer en beskrivning av furnerarnas arbetsuppgifter och mer översiktligt deras metoder med de bägge arbetssätten, i bilaga D finns en beskrivning av fasadsystem och buffertstyrningen för de olika klasserna.
I bägge arbetssätten är två furnerare bundna till framaxelline på heltid, samt en tredje furnerare som vid regelbundna tidsbestämda tillfällen åker en slinga vid line och utför vissa uppgifter för att avlasta de två andra. Tanken är att klumpa ihop större delen av väntetiden som finns i dagens arbetssätt från de andra personerna till person 3, och genom att bättre planera den personens arbete kunna utnyttja den väntetiden till värdeskapande arbetsuppgifter utanför furneringen av framaxelline.
Denna indelning med tre personer är givetvis specifik för den aktuella linen, framaxelline. Eftersom arbetssätten även ska vara tillämpbara på andra liner, samt vid helt andra produktionsvolymer än dagens, måste de vara mer generella. Ett bestämt antal personer kan inte användas. Därför namnges de tre personernas arbetsområden även med positionsbenämningar.
7.1. Arbetssätt 1 –Uppgiftsbaserad arbetsindelning Arbetssätt 1 baseras på en uppgiftsbaserad arbetsindelning, och benämns härefter därför just ”Uppgiftsbaserad arbetsindelning”. Furnerarna tilldelas specifika arbetsuppgifter som de ska utföra på hela line, istället för att som idag ha ansvar för alla arbetsuppgifter på ett visst geografiskt område. Avsikten med detta är att minimera variationerna i arbetsbelastning, att utjämna flödet, och därmed kunna öka beläggningen för de två första furnerarna. För att underlätta arbetet och undvika de individuella skillnader och ad-hoc lösningar som karakteriserar dagens arbetsmetod har detaljerade arbetsbeskrivningar för varje arbetsposition tagits fram. Dessa talar om för furnerarna vad de ska göra i varje tillfälle och instruerar därmed nyanställda och vikarier samt medför att det krävs mindre erfarenhet för att kunna arbeta effektivt.
- 47 -

- Alternativa arbetssätt -
Med dagens arbetssätt måste furneringen ha stor överskottskapacitet för att kunna klara av de variationer som uppstår i arbetsbelastningen. Ofta inträffar ett flertal byten samtidigt och furneraren måste kunna klara att utföra dessa på kort tid för att undvika brist på line. Utöver byten ska de ha tid att ta hand om beställt material, fylla på sina buffertar med material samt köra bort tomemballage och sopor. Med denna arbetsmetod ligger som påpekats i kapitel 5.6.2.2. gränsen för hur hög beläggning som klaras av på knappt 65 procent, om enbart de värdeskapande aktiviteterna tas i beaktande. Ett syfte med ”Uppgiftsbaserad arbetsindelning” är att effektivisera furneringen genom att driva ut onödiga arbetsmoment, onödiga rörelser och förflyttningar samt onödiga transporter. Därigenom minskas den icke värdeskapande beläggningen, och då finns utrymme för att istället öka värdeskapande beläggning till högre än 65 procent.
7.1.1. Arbetsuppgifter I ”Uppgiftsbaserad arbetsindelning” är det person 1 som är ansvarig för att utföra i princip alla byten, eller mer exakt för att byta A- och B- klassade artiklar på line. Dessa står för 96 procent av alla byten, och det är endast dessa materialbyten som är tidskritiska. Med tidskritiska avses här att de måste utföras direkt och genom att koncentrera alla tidskritiska uppgifter på honom så kan person 2 beläggas betydligt högre än de 65 procent som är max idag, vilket förklaras vidare nedan. Genom att person 1 endast utför byten så behöver han normalt aldrig lämna line utan uppsikt, vilket han måste med dagens arbetssätt för att tillexempel köra bort tompall. Därmed är tanken att bättre kunna hålla koll på uppkomna behov och kunna åtgärda dessa snabbt.
För att arbetssättet ska bli mer generellt benämns härefter person 1 för bytesansvarig, och som bytesansvarig behöver det givetvis inte bara vara en ansvarig person även om det är lämpligt på framaxelline. Person 2 kommer på liknande sätt att benämnas påfyllnadsansvarig.
Påfyllnadsansvarig är som tidigare sagt inte ansvarig för några tidskritiska uppgifter. Han ska förse bytesansvarig med det material som han behöver för att kunna utföra byten vid line. Utöver det ansvarar påfyllnadsansvarig för att köra bort tomt emballage som bytesansvarig har ställt upp på uppsamlingsplatser samt köra bort sopbingar när dessa är fulla. Uppdelningen av arbetsuppgifter mellan bytesansvarig och påfyllnadsansvarig medför att de även har olika arbetsområden vid line, som framaxelline är utformad idag. Deras respektive arbetsområden visas i figur 7.1. och 7.2.
- 48 -
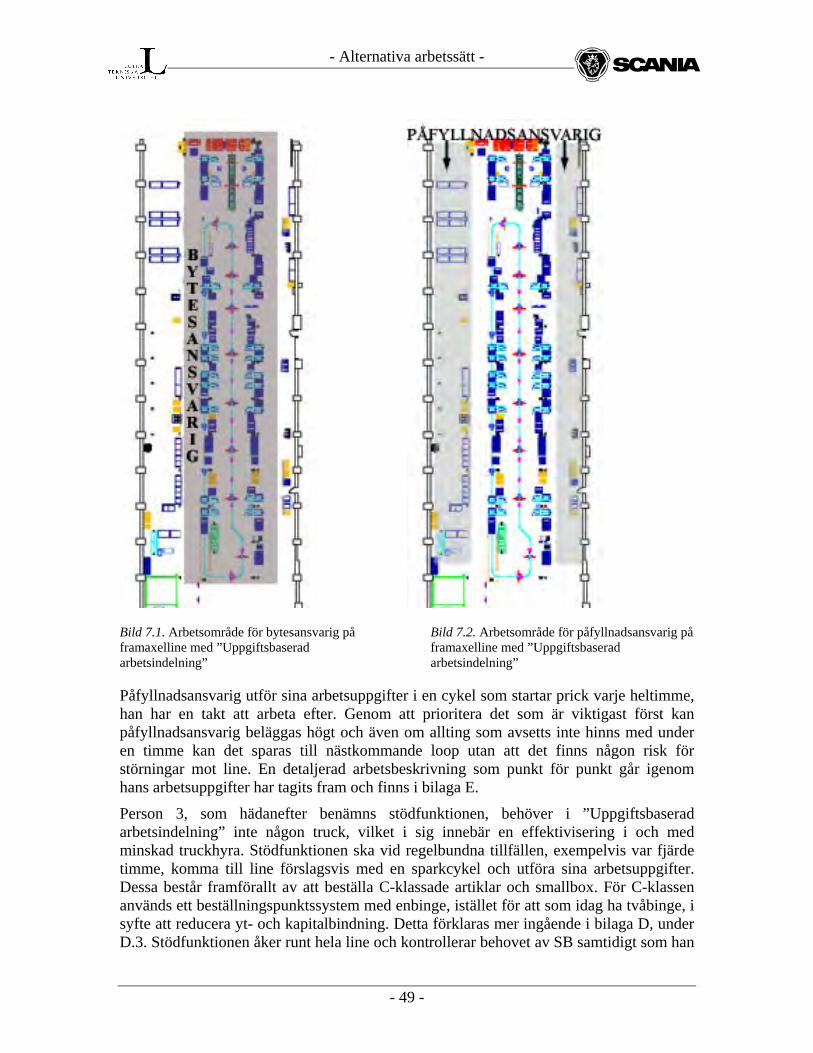
- Alternativa arbetssätt -
Bild 7.1. Arbetsområde för bytesansvarig på framaxelline med ”Uppgiftsbaserad arbetsindelning”
Bild 7.2. Arbetsområde för påfyllnadsansvarig på framaxelline med ”Uppgiftsbaserad arbetsindelning”
Påfyllnadsansvarig utför sina arbetsuppgifter i en cykel som startar prick varje heltimme, han har en takt att arbeta efter. Genom att prioritera det som är viktigast först kan påfyllnadsansvarig beläggas högt och även om allting som avsetts inte hinns med under en timme kan det sparas till nästkommande loop utan att det finns någon risk för störningar mot line. En detaljerad arbetsbeskrivning som punkt för punkt går igenom hans arbetsuppgifter har tagits fram och finns i bilaga E.
Person 3, som hädanefter benämns stödfunktionen, behöver i ”Uppgiftsbaserad arbetsindelning” inte någon truck, vilket i sig innebär en effektivisering i och med minskad truckhyra. Stödfunktionen ska vid regelbundna tillfällen, exempelvis var fjärde timme, komma till line förslagsvis med en sparkcykel och utföra sina arbetsuppgifter. Dessa består framförallt av att beställa C-klassade artiklar och smallbox. För C-klassen används ett beställningspunktssystem med enbinge, istället för att som idag ha tvåbinge, i syfte att reducera yt- och kapitalbindning. Detta förklaras mer ingående i bilaga D, under D.3. Stödfunktionen åker runt hela line och kontrollerar behovet av SB samtidigt som han
- 49 -
- Alternativa arbetssätt -
kontrollerar beställningspunkterna på C-klassen. Upptäckta behov beställs omedelbart med hjälp av handdator. När slingan är klar ansvarar stödfunktionen även för att registrera in pallflaggor.
Hans totala arbetsuppgifter tar mellan 15 och 30 minuter att utföra, vilket bedöms vara tillräckligt för att avlasta bytesansvarig och påfyllnadsansvarig så de ska hinna med sina arbetsuppgifter. När stödfunktionen är klar med dessa har han således drygt 1,5 timmar på sig att använda till andra värdeskapande arbetsuppgifter. Det finns ett flertal tänkbara arbetsuppgifter som han då kan utföra. Antingen, om ett liknande arbetssätt används på flera liner, så kan stödfunktionen åka dit och utföra samma arbetsuppgifter. Eller så kan han arbeta med någon av de i bilaga G föreslagna furneringsprinciper som troligen kommer att införas i framtiden vid materialförsörjningen på Scania Axlar. Anledningarna till att detta är troligt presenteras mer ingående i kapitel 1.1.
7.1.2. Test av ”Uppgiftsbaserad arbetsindelning” Arbetssättet som beskrivits ovan testades på framaxelline under vecka 48 år 2005. Ursprungliga planen var att jobba enligt detta under en hel vecka, det vill säga fem arbetsdagar. Testet fick dock avbrytas efter andra dagens körning. Trots detta var testet delvis en framgång. Under de två dagarna som testet pågick skapades en förhållandevis god bild av arbetssättet som testades, och frekvensstudier hanns med att utföras på eftermiddagsskiftet under dag två. Trots att större empiriskt underlag vore önskvärt, ger resultatet en hyfsat rättvisande bild. Frekvensstudierna kunde därför användas för att analysera beläggning och tidsåtgång för de olika arbetsuppgifterna.
Anledningen till att testet fick avbrytas var synpunkter från furnerarna. Före testet startade iordningställdes så mycket som möjligt enligt de materialhanteringsprinciper som finns framtagna för respektive artikelklass. Av praktiska skäl, framförallt utrymmesbegränsningar, kunde dock inte alla dessa förutsättningar uppfyllas. Exempelvis kunde inte alla A-klassade artiklar få tvåbinge, och för vissa B-klassade artiklar som idag har enbinge var det inte möjligt att byta till falsk tvåbinge. Effekterna av dessa undantag försvårade arbetssituationen både för bytesansvarig och påfyllnadsansvarig, det vill säga ledde till högre arbetsbelastning. På grund av denna högre arbetsbelastning fick de svårt att hinna med sina arbetsuppgifter. Under testets andra dag utfördes frekvensstudier på furnerarna som påvisar just denna höjda beläggning.
7.1.3. Utvärdering av ”Uppgiftsbaserad arbetsindelning” Rent principiellt var arbetssättet framgångsrikt, det visade sig fungera som avsett och line fick sitt material i tid utan brister. Grundidén med furnering utifrån artikelklassificering som bygger upp arbetssättet visade sig fungera väl, buffertnivåerna som var satta var fullt tillräckliga och beställningspunktssystemet av C-klassen visade också tecken på att fungera. Det finns dock för få observationer för att sistnämnda systems funktionalitet med säkerhet kan verifieras.
Testet fick dock avbrytas i förhand på grund av upplevd stress från furnerarna och därmed fungerade inte arbetssättet till fullo som planerat. Som nämnts tidigare var beläggningen förhöjd på grund av ouppfyllda förutsättningar. Eftersom beläggningen
- 50 -
- Alternativa arbetssätt -
dessutom medvetet var satt hög för att minimera väntetid och därmed slöseri blev effekten att furnerarna upplevde arbetssättet som väldigt stressigt.
För att utreda vilka faktorer som bidrog till den upplevda stressen, samt annat positivt och negativt med arbetssättet gjordes en noggrann utvärdering efter avslutat test. Genom intervjuer med furnerarna framkom en hel del synpunkter. Dessa kompletterades med en analys av utförda frekvensstudier och projektduons egna reflektioner. Nedan sammanställs de viktigaste reflektionerna.
Furnerarna upplevde stress både som bytesansvarig och som påfyllnadsansvarig. Bytesansvarig furnerare upplevde stress på grund av ansvaret för bägge sidorna, ibland upplevdes det som svårt att hinna med behov som uppstod. Behovsavsökningen för denna position är, helt medvetet, relativt hög med ”uppgiftsbaserad arbetsindelning”. Istället för att få väntetid ska han enligt arbetsbeskrivningen ständigt köra runt line och söka behov. Detta bidrar till känslan av stress.
Påfyllnadsansvarig har en teoretisk värdeskapande beläggning på 85 procent. Mycket talar för att denna beläggning stämmer överens med den verkliga under testperioden, även om det begränsade frekvensstudieunderlaget visar på lägre beläggning. Se bilaga C för siffrorna från frekvensstudierna. Arbetet var dock under frekvensstudieperioden upplagt på ett delvis annat sätt, där påfyllnadsansvarig arbetade mindre styrd av arbetsbeskrivningen och fick planera sitt arbete friare. Denna åtgärd infördes för att minska stressen och resulterade troligen i lägre beläggning. Den furnerare som observerades under frekvensstudien kände sig inte heller tillnärmelsevis lika stressad som påfyllnadsansvarig gjort under resten av testet. Projektduons observationer på resterande del av testet visar dock på betydligt högre beläggning då, troligtvis i samma storleksordning som den teoretiska. Med så hög beläggning blev det svårt att hinna med alla sysslor och när furneraren hamnade efter fanns ingen möjlighet att hinna arbeta ikapp.
En annan, kraftigt bidragande orsak till stressen är att den totala arbetsbelastningen ökar med detta arbetssätt jämfört med dagens arbetssätt. När de är två furnerare som arbetar med dagens arbetssätt har de en total beläggning på knappt 150 procent, medan ”Uppgiftsbaserad arbetsindelning” leder till en beläggning på cirka 170 procent. Denna ökade arbetsbelastning beror troligen på den höga standardiseringen, med detaljerade arbetsbeskrivningar för alla positioner. Furnerarna förlorar därmed möjligheten att planera sin körning i syfte att effektivisera den. Det var denna möjlighet som gavs till påfyllnadsansvarig under frekvensstudieperioden som beskrivits ovan, och genom denna åtgärd kunde beläggningen sänkas avsevärt.
Utöver stressen upplevde furnerarna även en avsaknad av helhetssyn över flödet och därmed upplevde de dålig kontroll. Eftersom bytesansvarig beställer material och påfyllnadsansvarig hämtar det beställda saknar bytesansvarig återkoppling om det beställda materialet har kommit och påfyllnadsansvarig får ingen information om hur mycket jobb han kan förvänta sig. Skulle det bli fel i en beställning kan det därför dessutom ta lång tid innan det upptäcks.
De positiva saker som furnerarna upplever stämmer överens med det som projektduon även observerat. Uppmärkningen av artiklarna med klasstillhörighet uppskattades,
- 51 -
- Alternativa arbetssätt -
eftersom det underlättade arbetet, framförallt för nyanställda och vikarier. Furnerarnas uppfattning om beställningspunktssystemet på C-klassen är också att det fungerar, samt att buffertnivåerna var fullt tillräckliga.
7.1.4. Slutsatser ”Uppgiftsbaserad arbetsindelning” har ett antal brister, som skulle behöva åtgärdas för att det ska fungera tillfredsställande. Bytesansvarig har en värdeskapande beläggning på cirka 65 procent, vilket är en rimlig nivå, men utöver det en icke värdeskapande beläggning på 18 procent. Totalt sett blir därmed beläggningen väldigt hög. Sistnämnda del härstammar mestadels från behovsavsökning, som jämfört med dagens arbetssätt är dubbelt så hög. Detta är givetvis ett steg i fel riktning, eftersom ett av syftena var att effektivisera genom att reducera onödiga arbetsmoment. Det är dock tänkbart att detta skulle kunna ske med ett effektivare signalsystem än de flaggor som används idag, vilket emellertid måste utredas vidare.
En annan, än större brist med arbetssättet, är att det är oflexibelt. Som illustrerande exempel kan nämnas påfyllnadsansvarig, som visade sig ha något för hög beläggning. Som arbetssättet är utformat finns två lösningar på detta problem. Bytesansvarig kan svårligen hjälpa till, eftersom han därmed skulle tappa fokus på line vilket bestrider syftet med arbetsindelningen. Återstår då antingen att stödfunktionen ska ha en truck och hjälpa till med vissa sysslor, men då blir effektiviseringen mindre eftersom den reducerade truckhyran uteblir. Beläggningen på hans truck skulle också bli oförsvarligt låg. Ett annat alternativ skulle vara att tillsätta ytterligare en tjänst som påfyllnadsansvarig, vilket naturligtvis inte heller är försvarbart.
Samma typ av problem skulle inträffa även för bytesansvarig om arbetssättet skulle användas på en annan line med annan arbetsbelastning. Antingen skulle han då troligen få för låg beläggning resulterande i icke värdeskapande väntetid, eller för hög beläggning vilket skulle kräva två bytesansvariga. En viktig princip i SPS är balanserat flöde, och med ”Uppgiftsbaserad arbetsindelning” uppnås svårligen detta. Framförallt är en ombalansering svårgenomförbar.
Bortsett från dessa brister är dock arbetssättet bra. Metoden fungerar, som testkörningen också har visat, och skulle bristerna åtgärdas och arbetssättet förfinas skulle det med fördel kunna användas. Slutsatsen som kan dras är dock att det i sin nuvarande utformning på grund av sin bas i SPS blir alltför oflexibelt och den höga uppstyrningen genom de detaljerade arbetsbeskrivningarna leder dessutom till högre icke värdeskapande beläggning, det vill säga mer jobb. Utifrån dessa lärdomar har Arbetssätt 2 – ”Områdesbaserad arbetsindelning” framtagits.
7.2. Arbetssätt 2 – Områdesbaserad arbetsindelning ”Områdesbaserad arbetsindelning” är lite av ett mellanting mellan ”Uppgiftsbaserad arbetsindelning” och dagens arbetsmetod. Strävan har varit att basera arbetssättet på SPS, men inte i lika hög utsträckning som ovan framförallt gällande graden av standardisering för att undvika oflexibiliteten som följer därav. Arbetssättet liknar dagens arbetsmetod i högre grad än vad ”Uppgiftsbaserad arbetsindelning” gör eftersom furnerarna har var sitt arbetsområde där de är ansvariga för alla arbetsuppgifter. De får därmed bättre överblick
- 52 -

- Alternativa arbetssätt -
och kontroll över hela processen runt materialbytet, vilket har eftersträvats efter lärdomar från förra testet. På framaxelline är det, som påtalats tidigare, två personer som är bundna till line på heltid. Dessa personers arbetspositioner benämns härmed helhetsansvariga, och visas på framaxelline i figur 7.3.
Bild 7.3. Arbetspositioner på framaxelline med ”Områdesbaserad arbetsindelning”
I likhet med ”Uppgiftsbaserad arbetsindelning” och till skillnad mot dagens arbetssätt finns en takt i arbetssättet, då helhetsansvariga arbetar i en cykel som upprepas varje timme. Under denna cykel ska så mycket som möjligt av deras arbetsuppgifter utföras, men ordningen de utförs i styrs av en prioriteringslista. När sedan timmen är slut ska det som inte hunnits med lämnas outrättat och cykeln upprepas. Stödfunktionen ansluter sedan till line för att utföra de eventuella kvarvarande arbetsuppgifter som helhetsansvariga ej hunnit med. Därmed uppnås det som är grundtanken, att klumpa ihop så mycket väntetid som möjligt till stödfunktionen. Genom att ha detta system med en prioriteringsordning kan en hög beläggning med ett utjämnat och balanserat flöde uppnås.
- 53 -
- Alternativa arbetssätt -
Varje takt inleds med att helhetsansvariga åker längs med sitt område av line och bildar sig en uppfattning om materialläget generellt, samtidigt som antingen smallbox eller C-klassade artiklar beställs efter behov. Dessa beställs omväxlande varannan timme. Efter denna beställningsrunda är utförd ska helhetsansvariga furnerare i första hand tillgodose alla eventuella bytesbehov, där B-klassade artiklar prioriteras högst. Så länge det finns artiklar att byta ska dessa byten utföras. Sedan fortsätter furnerarna efter prioriteringslistan med att hämta beställt material, fylla på buffertar och i sista hand köra bort tomemballage och sopor. Detta system med en icke tvingande prioriteringslista medför att visst eget ansvar för furnerarna tillåts. Arbetssättet blir därmed mindre standardiserat och således mindre anpassat till SPS, men istället mer flexibelt. I bilaga F presenteras arbetsbeskrivningar samt prioriteringslistor för de respektive arbetspositionerna.
Detta är tack vare ökad flexibilitet och prioriteringsordning istället för helt låsta arbetsuppgifter betydligt enklare både att balansera och att ombalansera ”Områdesbaserad arbetsindelning” än ”Uppgiftsbaserad arbetsindelning”. Detta gäller mellan totalansvariga, där balanseringen uppnås genom att dela in områdena mellan dessa, så att de får samma beläggning. Detta kan inte på samma sätt utföras mellan bytesansvarig och påfyllnadsansvarig. Arbetssättet är dessutom till en viss grad självbalanserande vid arbetsbelastningsförändringar tack vare prioriteringsordningen, det som förändras är enbart arbetsbördan för stödfunktionen. Vid tillräckligt stora förändringar kommer givetvis det totala antalet helhetsansvariga att måsta förändras.
Eftersom tidskritiska bytesbehov alltid kan uppstå kan inte furnerarna helt släppa bevakningen av line under tiden de arbetar med lågprioriterade arbetsuppgifter. För att de ska slippa åka längs med line och skanna av efter behov utöver de planerade rundorna varje heltimme kombineras ”Områdesbaserad arbetsindelning” med ett tydligt signalsystem. Detta går ut på att montörerna på line tänder en lampa som syns i truckgången när ett bytesbehov har uppstått. För att öka tydligheten används lampor i två färger, en färg för A-klass artiklar och en för B-klass, se figur 7.1. Signalsystemet medför också att normalläget blir visuellt och informationsåterföring sker i realtid. Detta innebär att arbetssättet ur dessa aspekter i högre grad än ”Uppgiftsbaserad arbetsindelning” är anpassat till SPS.
- 54 -

- Alternativa arbetssätt -
Figur 7.4. Signalsystemet med tvåfärgade lampor.
Eftersom A-klassen har tvåbinge är det endast byten av B-klassen som är tidskritiska. En tänd A-klasslampa lämnas därför lämpligen till nästa cykel börjar, men när en B-klasslampa tänds måste furneraren avbryta sina lågprioriterade sysslor och utföra bytet snarast.
Detta signalsystem har ett flertal syften och fördelar. Dels frigörs tid för furnerarna eftersom behovsavsökning upptar cirka 8 procent av arbetstiden, och därmed kan icke värdeskapande arbetstid reduceras. Dels möjliggör det ett cykliskt arbetssätt utan differentierade arbetsuppgifter. En tredje fördel är att det minskar risken för brist vid line.
7.2.1. Test av ”Områdesbaserad arbetsindelning” Arbetssättet provkördes på halva framaxelline under vecka fyra år 2006. På andra halvan av line arbetade furnerarna som vanligt med dagens arbetsmetod under testveckan och därmed arbetade endast en furnerare i taget som helhetsansvarig. Anledningen till denna uppdelning berodde på att kostnaden för uppmontering av signallampor på hela line inte kunde motiveras för endast ett test. Denna begränsning medförde dock inga praktiska hinder, testet utfördes under en hel vecka och alla furnerare som normalt arbetar på framaxelline hann testa på ”Områdesbaserad arbetsindelning”, de flesta dessutom under två dagar.
Testet var därmed framgångsrikt. Eftersom alla 6 furnerare relativt väl hann bekanta sig med arbetssättet finns mycket synpunkter att samla in och analysera. Det fanns även gott om tid att utföra frekvensstudier för analys av beläggning samt olika arbetsuppgifters tidsåtgång. Totalt utfördes frekvensstudier under fyra skift, två förmiddagsskift och två eftermiddagsskift, på totalt omkring 600 observationer.
Ett problem som uppmärksammades på ett tidigt stadium, redan veckor före provkörningen, var det faktum att testet i själva verket var två test i samma. Dels testas ett nytt arbetssätt och dels testas ett nytt signalsystem, som förvisso behövs för arbetssättet
- 55 -
- Alternativa arbetssätt -
men det omvända är inte med nödvändighet sant. Det finns därmed en potentiell svårighet att särskilja upplevelser och jämförelser mellan de båda. Detta gäller både för furnerarna men även för projektduon. Fungerar till exempel signalsystemet väl finns stora risker att även arbetssättet upplevs positivt, även om detta kanske egentligen inte alls fungerar som planerat eller vice versa.
Det uppkom även ett antal mindre problem med signalsystemet under testperioden, som måste åtgärdas innan ett liknande signalsystem kan implementeras permanent. Det rör sig främst om designen på tryckknappar och placeringen av dessa samt placeringen av lamporna på line.
7.2.2. Utvärdering av ”Områdesbaserad arbetsindelning” Projektduon upplevde att ”Områdesbaserad arbetsindelning” fungerade väl, och att testet föll väl ut. Montörerna lärde sig snabbt att hantera signallamporna, något som är en förutsättning för att systemet ska fungera. Furnerarna måste kunna lita på att lamporna tänds när behov uppstått, annars fyller de inte sin funktion. Detta skedde dock på ett föredömligt sätt. Montörerna lärde sig också snabbt att skilja på A- och B-klassen och därmed att tända rätt lampa. Furnerarna själva anser också att monteringen var bra på att signalera, även om det fanns vissa montörer som var bättre än andra.
Furnerarna upplevde signalsystemet som ett kraftfullt hjälpmedel som besparade dem avsevärt med avsökningstid. Speciellt i ändarna på line, där de sällan vistas normalt, gav lamporna stor hjälp. Frekvensstudierna visar också att behovsavsökningen sjunkit markant, från cirka sex-åtta procent utan lampor till drygt två procent med lampor. Dessa två procent uppkommer då furnerarna åker sin SB/C-klass beställningsslinga. Utöver dessa tillfällen behöver de sällan eller aldrig söka av efter behov. Furnerarna påpekar också att den uppdelning som gjordes med olika färger på lamporna för A-klass och för övriga artiklar underlättade avsevärt jämfört med ett system med enkla lampor.
Arbetssättet i sig fungerade också i riktning med vad som var avsett. Det finns dock en avsevärd frihetsgrad inbyggd i arbetssättet, vilken furnerarna i varierande grad utnyttjade. Vissa arbetade i stort enligt den entimmescykel som ”områdesbaserad arbetsindelning” bygger på, medan vissa andra arbetade mer fritt och med en mer flexibel längd på cykeln. Prioriteringsreglerna användes dock i de allra flesta fall på avsett vis, och visade sig fungera bra. Ett problem här var att furnerarna har lite för låg beläggning för att det ska fungera idealt. Det finns nämligen ofta bara en arbetsuppgift att utföra, och då finns givetvis inget behov av att prioritera. Skulle beläggningen öka genom större till exempel lägre takttid för monteringen skulle större behov finnas och därmed skulle arbetssättet fungera bättre. Furnerarna själva tror också att prioriteringsreglerna skulle komma mer till sin rätt vid högre beläggning.
Den lite för låga beläggningen medförde också att stödfunktionen som skulle avlasta helhetsansvarig furnerare inte behövdes i någon större utsträckning. Det visade sig också svårt att synkronisera helhetsansvarig och stödfunktionen, så att sistnämnda kom vid rätt tillfälle. Även om stödfunktionen kom i förutbestämd tidpunkt så arbetade helhetsansvarig furnerare, som tidigare sagts, ofta inte med exakt en timme mellan varje cykelvarv. Tillsammans med den låga beläggningen hände det därför ofta att stödfunktionen anslöt till line och till exempel körde bort tomemballage som
- 56 -
- Alternativa arbetssätt -
helhetsansvarig skulle ha hunnit med själv men ännu inte hade kört bort eftersom de inte var helt synkroniserade. Den furneraren fick därmed väntetid istället.
Furnerarna tror också att stödfunktionen skulle behövas bättre vid högre arbetsbelastning vilket skulle medföra att de i högre utsträckning skulle hålla på prioriteringsreglerna. De tror sig också kunna hålla på den uppsatta entimmescykeln om de kände att det fanns större behov för det på grund av högre arbetsbelastning.
7.2.3. Slutsatser De brister som identifierats i utvärderingen av ”Uppgiftsbaserad arbetsindelning” har detta arbetssätt eftersträvat att åtgärda. Utvärderingen visar också att detta skett. ”Områdesbaserad arbetsindelning” är betydligt flexiblare, vilket leder till större frihetsgrad för furnerarna och även lägre andel icke värdeskapande tid. Flexibiliteten medför också att arbetssättet enklare kan införas på andra produktionsavsnitt. Furnerarna uppger också att de kände att de hade bättre kontroll med detta arbetssätt än med ”Uppgiftsbaserad arbetsindelning”.
”Områdesbaserad arbetsindelning” har däremot andra brister, som bör åtgärdas innan det implementeras permanent. Det viktigaste att eftersträva är upprätthållande av takttiden, för att möjliggöra korrekt användande av prioriteringsreglerna och utnyttjande av stödfunktionen. Uppnås detta kan arbetssättet med relativt enkla medel implementeras och upprätthållas. Detta skulle leda till en avsevärd effektivisering jämfört med dagens arbetssätt. Främst reduceras mantimmar, men även kapitalbindning och ytbehov effektiviseras.
- 57 -
- Slutsatser och rekommendation -
8. SLUTSATSER OCH REKOMMENDATION Utifrån vad som diskuterats i utvärderingarna av arbetssätten i kapitel 7 presenteras här nedan de slutsatser som projektduon har dragit. Kapitlet avslutas sedan med en rekommendation till Scania Axlar för hur de på bästa sätt ska effektivisera materialförsörjningen.
Den första slutsatsen projektduon har dragit utifrån empiri och analys är att någon form av ABC-klassificering som bas för en standardisering och effektivisering av materialhantering och furnering är mycket användbart och bör eftersträvas. Genom klassificeringen kan stora delar av materialförsörjningen standardiseras, och olika artiklar effektivt prioriteras. C-klassade artiklar till exempel, som sällan förbrukas, ska prioriteras lågt och resurser ska satsas i första hand på artiklar i de andra klasserna. Finns inte plats att rymma alla artiklar i materialfasad, är det C-klassen som i första hand ska furneras med hjälp av alternativa metoder, se vidare i bilaga G.
Volymerna förändras dock kontinuerligt på många artiklar. Vissa artiklar fasas ut och andra tillkommer, så därför är det av stor vikt att underhålla och uppdatera klassificeringen. Artiklar vars volymer förändras över en klassgräns måste då märkas om och hanteras enligt reglerna för sin nya klass. För nytillkomna artiklar är också klassificeringen ett användbart hjälpmedel. När artikeln klassificerats och sedan ska beredas plats på line och i buffertar finns tydliga riktlinjer för fasadsystem och buffertstorlek, samt att furnerarna på en gång vet hur de ska hantera artikeln. Projektduons första rekommendation till Scania Axlar är således att implementera ett arbetssätt baserat på en ABC-klassificering, antingen något av de två som testats i detta projekt eller ett liknande arbetssätt. Med klassificeringen ska även de styrningsprinciper som finns beskrivna i bilaga D användas.
Beställningspunktssystemet för C–klassen som även finns beskrivet i bilaga D och användes under testet kan dock inte rekommenderas förbehållslöst. Metoden är bra i stort, de längsta täcktiderna kan halveras på ett enkelt sätt med avsevärt minskat kapital- och ytbehov för dessa artiklar. Förbehållet ligger i att vissa artiklar förbrukas stötvis, vilket medför svårigheter att beräkna beställningspunkterna. Detta problem har visat sig under testperioderna. Framförallt verkar det vara artiklar som specifikt används till bussaxlar. Vanligen tillverkas ett tiotal bussaxlar nästan direkt efter varandra, för att inte sedan tillverkas över huvudtaget på ett dygn. Några bestämda slutsatser kan inte dras, eftersom underlaget är för litet, men artiklar som har en liknande förbrukning som beskrivits ovan bör inte ha beställningspunkt alternativt ha en högre beställningspunkt än övriga artiklar. Däremot kan projektduon rekommendera beställningspunktsystemet för övriga artiklar.
Jämförs projektets två framarbetade och testade arbetssätt med varandra kan ett flertal slutsatser dras. ”Uppgiftsbaserad arbetsindelning är det som bäst stödjer SPS. Bortsett från de brister som berörts i kapitel 7.1.4. är arbetssättet bra. Det leder till en effektivisering av alla fyra inflödena till materialförsörjningsprocessen, med fokus på reduktion av mantimmar och i andra hand maskintimmar. Det erbjuder också en strukturerad metod som i hög utsträckning stödjer SPS eftersom det i mångt och mycket är baserat på det. På grund av att det är så standardiserat med arbetsbeskrivningar som
- 58 -
- Slutsatser och rekommendation -
talar om exakt vad furnerarna ska utföra i varje steg av processen leder det dock till oönskat hög icke värdeskapande beläggning.
Projektets fokus och syfte är att effektivisera furneringen, och att basera arbetet på SPS. ”Uppgiftsbaserad arbetsindelning” är i vissa fall snarare en anpassning av furneringen till SPS i första hand som leder till en effektivisering i andra hand. Visserligen reduceras de totala mantimmarna, men arbetsbelastningen blir högre totalt sett vilket fördelas ut på den kvarvarande personalen. Detta är givetvis inte den avsedda eller önskvärda riktningen att gå.
”Områdesbaserad arbetsindelning” framarbetades av två skäl. För det första för att ha två alternativa arbetssätt att utvärdera mot varandra, för att kunna dra mer kvalificerade slutsatser. Det togs även fram eftersom bristerna med ”Uppgiftsbaserad arbetsindelning” inte bedömdes kunna åtgärdas utan att helt omforma arbetssättet. Syftet var att undvika att gå i samma fällor, vilket testet av arbetssättet även har visat lyckades, och arbetssättet har färre stora brister än ”Uppgiftsbaserad arbetsindelning”.
Vissa problem med arbetsmetoden visade sig dock under testet, vilket även har diskuterats tidigare. Framförallt avses här svårigheten att hålla takttiden, vilket är av stor vikt för att till fullo dra nytta av avsedd effektivisering. Arbetssättet åstadkommer även en mindre total effektivisering jämfört med ”Uppgiftsbaserad arbetsindelning” eftersom reduktionen av mantimmar blir något mindre samt reduktionen av maskintimmar uteblir.
Att takttiden tenderar att variera beror mestadels på för stor frihetsgrad för furnerarna. En betydelsefull slutsats som därmed kan dras efter testkörningarna är att varken för liten eller för stor frihet för furnerarna att planera sin körning är idealt. Avsevärda effektiviseringar uppnås genom att till viss grad utnyttja furnerarnas erfarenhet och inom vissa gränser låta dem planera sitt arbete för att eliminera onödig truckkörning, vilket utnyttjats i ”Områdesbaserad arbetsindelning”. För stor frihet leder dock till den typen av problem som syns i sistnämnda arbetssätt med betydande avvikelser från takttiden. För liten frihet å andra sidan leder svårfrånkomligen till ökad arbetsbelastning vilket visat sig i ”Uppgiftsbaserad arbetsindelning”.
En annan slutsats som kan dras är att tack vare att ”Områdesbaserad arbetsindelning” i större utsträckning liknar dagens arbetssätt blir det enklare att implementera. Furnerarna uppgav nämligen, som tidigare omnämnts, att de upplevde en saknad av kontroll under testet av ”Uppgiftsbaserad arbetsindelning”. Denna känsla kommer visserligen troligen successivt att minska när förtroendet för och vanan vid arbetssättet blir större, men leder likväl till problem. Bland annat kan en del av stresskänslorna härledas till denna brist på kontroll. Under testet av ”Områdesbaserad arbetsindelning” uppgav furnerarna inte alls samma kontrollbrist. Därmed blir ett liknande arbetssätt enklare att implementera, i alla fall i ett första steg.
Projektduons slutsats utifrån vad som diskuterats ovan är att inget av arbetssätten är det som i deras nuvarande form ska rekommenderas till Scania Axlar. De brister som finns i ”Uppgiftsbaserad arbetsindelning” är för betydelsefulla för att negligeras. Baseringen i SPS har givetvis även ett flertal fördelar och eftersträvas ett arbetssätt som uppfyller dessa är ”Uppgiftsbaserad arbetsindelning” lämpligt, men det uppfyller dock inte till fullo
- 59 -
- Slutsatser och rekommendation -
syftet med detta projekt. ”Områdesbaserad arbetsindelning” å andra sidan är för lite standardiserat och för fritt för att kunna rekommenderas som slutgiltig lösning.
Projektduon väljer i stället att i enbart ett första steg rekommendera Scania Axlar att implementera ”Områdesbaserad arbetsindelning” för materialförsörjningen. Då fås ett standardiserat arbetssätt som till en betydande del stödjer SPS och väl uppfyller syftet med projektet, det vill säga en effektivisering av materialförsörjningen. Utvärderingen med furnerarna visar också att dessa stödjer arbetssättet och säger sig vara beredda att arbeta enligt detta vilket medför att implementeringen bedöms kunna genomföras relativt problemfritt. Hur implementeringen lämpligen kan gå till, steg för steg, beskrivs under kapitel 9.
Implementeringen av detta arbetssätt ska dock bara vara som ett första steg. Arbetssättet bör successivt omarbetas efter implementeringen. Det som framförallt ska eftersträvas är att med bibehållen flexibilitet kunna dra nytta av furnerarnas erfarenheter, men samtidigt styra upp dessa hårdare genom tydligare arbetsbeskrivningar för att uppnå ett mer standardiserat arbetssätt för ytterligare effektivisering. Detta ska ske genom utökad anpassning till SPS, utan att gå lika långt i denna strävan som gjorts i ”Uppgiftsbaserad arbetsindelning”.
Det första steget i denna process bör vara att säkerställa att den uppsatta takttiden verkligen efterlevs. I samband med detta är det också av vikt att tillse att prioriteringslistorna för arbetsuppgifterna efterlevs. Tillsammans skulle detta, som tidigare sagts, leda till en bättre utnyttjandegrad av stödfunktionen vilket skulle vara bra ur effektiviseringssynpunkt. Exakt hur detta ska gå till är dock inget som projektduon haft tid att utreda. En tänkbar väg att gå är att strama åt arbetsbeskrivningarna för furnerarna för att försvåra för dem att avvika från takttiden. De säger också själva att de, om de upplevde det tillräckligt viktigt, trodde sig kunna efterhålla takttiden bättre genom att anstränga sig hårdare. Att förbättra argumentationen och sedan noga motivera anledningarna för furnerarna kan således vara en annan väg att gå för att säkerställa takttiden.
När detta säkerställts blir nästa steg i omarbetningen och anpassningen till SPS att utveckla och standardisera arbetsmetoderna för stödfunktionen. Denna position kommer troligen ha ett flertal arbetsuppgifter i de alternativa metoder för furnering som kommer att behöva användas på sikt, se bilaga G. Positionen kommer också att ha ett antal olika liner att besöka, enligt vad som beskrivits i arbetssättet. Dessa förutsättningar kunde dock inte uppnås under testperioden, då arbetssättet endast testades på framaxelline och furneraren som var stödfunktion fick vänta sysslolös mellan sina rundor varje timme. Därför finns inga speciella arbetsmetoder eller arbetsbeskrivningar framtagna för stödfunktionen. Det är dock av avsevärd vikt att detta tas fram och upprätthålls på ett bra sätt.
Projektduon har tidigare påpekat att ”Områdesbaserad arbetsindelning” är självbalanserande. Detta stämmer dock enbart på personalen som är knuten till line, det vill säga helhetsansvariga furnerare, men inte på stödfunktionen som är den som får förändrad arbetsbelastning vid produktionsförändringar. Det är också troligt att det kommer att krävas flera personer som arbetar som stödfunktion för att hinna med alla
- 60 -

- Slutsatser och rekommendation -
arbetsuppgifter som ska utföras. Dessa furnerares arbetstid måste balanseras och utjämnas för att de ska få hög beläggning, vilket kan komma att bli krävande utifrån vilka arbetsuppgifter de ska utföra. Projektduon är dock övertygad om att det ska gå att utföra, och rekommenderar Scania Axlar att arbeta med denna fråga för ökad standardisering och effektivisering.
- 61 -
- Förslag till implementeringsmetod för Scania Axlar -
9. FÖRSLAG TILL IMPLEMENTERINGSMETOD FÖR SCANIA AXLAR
Projektduon valde i föregående kapitel att rekommendera Scania Axlar att i första hand implementera ”Områdesbaserad arbetsindelning”, för att uppnå den eftersökta effektiviseringen av framaxelline. Därför presenteras här nedan en metod för implementering av detta arbetssätt.
Syftet med arbetet var dock att framtagna förslag skulle vara tillämpbara inte enbart på framaxelline, utan även på övriga monteringsliner samt även vid ökade framtida produktionsvolymer. Att här presentera en implementeringsmetod avsedd för framaxelline skulle bli för specifikt och avsevärt försvåra en implementering någon annanstans. Den implementeringsmetod som presenteras här nedan är därför framtagen i första hand för att användas på en helt nybyggd line där alla ingående artiklar samt deras förbrukning är kända men materialfasaden ännu inte är uppbyggd. En sådan metod är även efterfrågad av Scania Axlar.
Metoden är framtagen för att i steg för steg implementera ”Områdesbaserad arbetsindelning”. Det första som måste utföras är att klassificera artiklarna.
9.1. Klassificering Eftersom klassificeringen framförallt är baserad på artiklarnas bytesfrekvens måste i första steget information om deras respektive förbrukning och emballagestorlek inhämtas. När dessa är kända kan bytesfrekvensen beräknas. Sedan kompletteras detta med varje artikels genomsnittliga förbrukning per timme. När slutligen alla dessa siffror inhämtats för alla artiklar så kan klassificeringen utföras. Hur detta går till beskrivs i detalj i bilaga D.
9.2. Uppbyggnad av fasad Utifrån klassificeringen byggs sedan materialfasaden upp, här används de principer som presenteras för respektive klass i bilaga D. A-klassen ska prioriteras högst och arbetet bör därför utgå från denna. Eftersom A-klassen ska ha en äkta tvåbinge i fasaden måste dessa artiklar först beredas denna plats. Dessa artiklar ska reserveras den ”bästa” platsen i materialfasaden, både ur monterings- och furneringssynpunkt. Förutom en äkta tvåbinge i materialfasaden måste även plats för linebuffert tilldelas. Denna bör ligga i nära anslutning till fasadplatsen för att möjliggöra snabba byten.
Härefter ska B-klassens falska tvåbingar beredas plats. Eftersom dessa artiklar förbrukas mindre frekvent kan de packas tätare, utnyttja utrymmet effektivare, genom exempelvis användande av utdragsenheter. De falska andrabingarna ska placeras så nära förbrukningsplatsen som möjligt för att minimera mängden körning för furneringen. Det är tänkbart att på fasadsektioner med mycket material eller med en stor mängd A-klassade artiklar få ont om plats. Vissa B-klassade artiklar kan då furneras med hjälp av någon av de alternativa furneringsprinciper som finns beskrivna i bilaga G för att spara utrymme.
- 62 -
- Förslag till implementeringsmetod för Scania Axlar -
Lägst i prioriteringen gällande utrymme i materialfasad kommer de C-klassade artiklarna. Dessa artiklar kan på samma sätt som B-klassen packas på ett effektivt sätt vid line för att spara utrymme. Eftersom de har lägre prioritet är det än troligare att dessa artiklar till viss del måste furneras med andra principer. För C-klassen ska det även beredas några platser per furneringsposition i ställage vid line för de andrabingar som har beställts men ännu inte bytts vid line. Hur stort detta antal bör vara beror framförallt på antalet C-klassartiklar som hanteras med originalemballaget på furneringspositionen samt vilka emballage dessa hanteras i.
Förutom de klassificerade artiklarna ska även artiklar som är förpackade i smallbox tilldelas plats i fasaden. Detta arbete sker parallellt med ovan beskrivet arbete. De viktigaste smallboxarna är det till exempel lämpligt att bereda plats för efter de A-klassade artiklarnas tvåbingar är utplacerade och så vidare. Även för smallbox finns det alternativa furneringsprinciper att tillgå vid utrymmesbrist.
När utplaceringen av artiklarna är klar måste alla artiklar märkas upp med artikelklasser, vilket motiveras i bilaga D under D.3. På utsidan märks de upp med färg och klasstillhörighet samt för C-klassen en beställningspunkt. Insidan märks upp med enbart färg. Härefter ska lämpliga områden för signallamporna bestämmas. Varje lampa har lämpligen ett område som är cirka 10 meter långt.
9.3. Bestämning av furneringsområden För att beräkna behovet av det antal furneringsområden som krävs samt för att balansera dessa finns ett speciellt verktyg framtaget, se bilaga H för en bild av hur detta är utformat. Verktyget är i form av ett Excelblad som kräver inmatning av viss data och därefter beräknar de efterfrågade värdena.
De indata som krävs är framförallt sådant som är specifikt för varje artikel, till exempel deras förbrukning, samt sådant som gäller för hela line, till exempel takttiden. När erforderlig indata finns tillgänglig matas den in i kalkylbladet som returnerar en grund för beslutsfattande gällande bemanning.
- 63 -
-Diskussion-
10. DISKUSSION Detta arbete har syftat till att, i största möjliga mån, effektivisera materialförsörjningen till produktionsline. Vilken del av detta stora område som skulle angripas stod projektduon relativt fritt att utreda och besluta, likaså vilken metod som skulle användas för arbetet. Nedan förs en diskussion om utfört arbete, det tillvägagångssätt som valdes för att utföra arbetet och slutligen föreslås alternativa vägar för fortsatt arbete.
10.1. Utfört arbete Materialförsörjning är, som tidigare konstaterats, ett stort och omfattande område. Inom ett så stort område finns givetvis otroligt mycket att arbete med i effektiviseringssyfte. Detta projekt var tvunget att hitta sin lilla del för att kunna gräva på djupet och inte bara skrapa på ytan. Studieområdet kapades därför snabbt av till de delar som har berörts i rapporten.
Trots det återstod många delområden. Här var projektduon tvungen att ta ställning till vari störst effektiviseringspotential fanns, för att kunna prioritera sitt arbete. Efter detta ställningstagande beslutades att fokusera på att effektivisera furnerarnas arbetssätt, genom att ta fram ett nytt sådant. Denna effektivisering gick även in på övriga områden i viss omfattning, men här finns mycket arbete kvar. Därför ska denna rapport enbart ses som ett hjälpmedel för hur framförallt själva truckfarandet, men även i viss mån andra behandlade områden, kan effektiviseras. Inom området har avsevärt arbete lagts ner och gott resultat uppnåtts. Det resultat som presenteras motsvarar det i projektet efterfrågade. Efter slutfört arbete är projektduon, med från utfört arbete och utvärdering vunnen kunskap och erfarenhet, övertygad om att rätt väg valdes. Rapporten ska däremot inte ses som någonting annat än just ett hjälpmedel för att effektivisera truckfarandet, även om vissa andra effektiviseringar även presenteras, och har aldrig heller gjort anspråk på att vara någonting annat än just det.
Den effektivisering som utfördes skulle, enligt projektets huvudfrågeställning, vara inriktad specifikt mot en viss line, framaxelline. Trots det har i arbetet framtagna effektiviseringar och förbättringsförslag hållits generella för att även kunna implementeras på andra monteringsområden, vilket även var ett önskemål från Scania Axlar. För att hålla ett rimligt omfång på arbetet har dock all bakomliggande analys utförts på framaxelline, och dessutom har alla tester som slutligen ledde fram till resultatet även utförts där. Det är tänkbart att analysen, om utförd på något annat monteringsområde med delvis andra förutsättningar, skulle ha pekat på andra prioriteringsområden för effektiviseringsarbetet. Att framaxelline har mycket slöseri i furneringens arbetssätt i form av hög väntetid behöver inte betyda att andra monteringsområden har det. Detta skulle i sådana fall innebära att resultatet av detta arbete inte medför lika stor effektivisering vid införande på dessa områden som på framaxelline.
Det är också tänkbart, om än inte särskilt troligt, att framtaget arbetssätt av någon anledning inte skulle fungera tillfredsställande på andra monteringsavsnitt. Arbetssättet är som sagt enbart testat på framaxelline och vid införande någon annanstans bör detta tas i
- 64 -
-Diskussion-
beaktande. Det kan krävas vissa modifieringar och en viss dos av ”trial and error” innan arbetet flyter som planerat.
10.2. Tillvägagångssätt Arbetet med detta projekt startade med en stor kartläggning av materialförsörjningen. Under detta arbete användes de datainsamlingsmetoder som presenteras i kapitel 2.3, det vill säga observationer, intervjuer, processkartläggning och benchmarking. Där presenteras även fördelar och nackdelar med de respektive metoderna, och därför tas majoriteten av dessa inte upp för närmare diskussion här.
Ett undantag är de observationer som gjordes. Dessa bedrevs till största delen i form av frekvensstudier på furnerarna. Detta är inget som Scania Axlar själva använder sig av, utan projektduon tog fram en egen, ny metod för detta. Denna bedöms intressant att diskutera lite mer ingående i detta kapitel. Studierna som bedrevs har nämligen både fördelar och nackdelar som datainsamlingsmetod om de jämförs med de metodstudier som Scania Axlar själva utför, samt vissa begränsningar i den form de utfördes i detta projekt.
Den solklara fördelen är att frekvensstudierna kartlägger all arbetstid, medan metodstudierna alltid kommer att lämna viss tid som gråtid. Det var även delvis därför frekvensstudierna utfördes. Det krävs dock avsevärda resurser för att utföra frekvensstudier eftersom själva studierna tar mycket tid, vilket talar emot denna form av arbetsstudier.
Den största begränsningen med frekvensstudierna ligger i noggrannheten, trots att den tidigare sagts vara bättre än för metodstudierna. Noggrannheten är dock enbart högre för total beläggning samt för de arbetsuppgifter som tar mycket tid, till exempel materialbyte. För arbetsuppgifter som enbart upptar någon procent av arbetstiden krävs väldigt många observationer för tillräcklig tillförlitlighet.
Metoden som användes för att samla in värden över förbrukningen av artiklarna är också värd en diskussion i detta kapitel. Scania Axlar har enbart siffror över den totala förbrukningen av en viss artikel inom fabriken, men ej över förbrukningen av den artikeln uppdelat per line. Vissa artiklar förbrukas nämligen på flera liner samtidigt. Det fanns därför inga tillförlitliga siffror att använda till grund för ABC-klassificeringen, som utgår ifrån förbrukningen vid framaxelline. Slutligen lyckades projektduon ta fram en metod för att komma åt detta, en metod som dock var både omständlig och resulterade i siffror med dålig noggrannhet.
En bättre metod för att samla in dessa siffror skulle behövas för att underlätta kommande ABC-klassificeringar. Det är inte noggrannheten som framförallt är problemet, utan det är de resurser som krävs för att manuellt ta reda på och knappa in förbrukningen för varje artikel för sig som är orimligt stora.
10.3. Förslag till fortsatt arbete Återigen kan projektduon konstatera att området som projektet behandlat är omfattande och därför finns åtskilligt arbete kvar att göra i effektiviseringssyfte. Tre huvudpunkter
- 65 -
-Diskussion-
för detta arbete har urskiljts, som bedöms extra viktiga att arbeta med och som detta projekt antingen bara ytligt eller inte över huvudtaget har berört. Av de sju former av slöseri som finns upptagna och beskrivna inom SPS är det främst tre som berörts här. Dessa är väntetid, som har varit i fokus för effektiviseringen, samt överproduktion och onödiga lager. Överproduktionen har reducerats genom striktare arbetsbeskrivningar som avsevärt försvårar för furnerarna att byta MU som ännu inte är helt tömda och lasta över material. Slöseri genom onödiga lager har minskat genom beställningspunktssystemet på C-klassen, samt genom minskning av buffertar på högvolymsartiklar.
Den första punkten som projektduon föreslår för fortsatt arbete är således att reducera de andra fyra typerna av slöseri inom furneringen. En stor del av det som i detta arbete, möjligen något tvivelaktigt, har definierats som värdeskapande arbetstid för furnerarna består av körning med tom truck. Detta måste naturligtvis ses som slöseri i form av onödiga rörelser och förflyttningar.
Flödet för många av de artiklar som finns vid line är dessutom ganska komplext. Varje enskild MU hanteras ett flertal gånger innan den slutligen hamnar i förbrukningsläge. Huruvida alla dessa hanteringssteg är nödvändiga eller inte återstår att utreda, men är detta inte fallet, vilket projektduon anser, så finns slöseri både i form av onödiga transporter samt onödiga rörelser och förflyttningar.
För att komma åt dessa former av slöseri måste en noggrann genomgång och analys av körningsmönster utföras. Under projektet utförd analys har kunnat påvisa ovan beskrivna slöseri, men eftersom väntetiden haft störst fokus inte visat på några konkreta metoder att komma åt det. Exakt hur detta ska gå till återstår alltså utreda.
Det händer också, ibland sällan och ibland mer frekvent, att furnerarna gör fel. Fel artikelnummer av en viss artikelgrupp kan tillexempel lyftas in i förbrukningsläge, vilket i bästa fall leder till extra arbete när furneraren får åtgärda felet och i värsta fall till att fel artikel monteras på en eller flera axlar med allvarligare konsekvenser som följd. Det händer också att furnerarna beställer för mycket material med onödiga lager som följd, eller att de missar att beställa eller beställer fel material med risk för brist som följd. Den här typen av fel är givetvis en form av slöseri.
Den andra punkten som projektduon föreslår Scania Axlar att arbeta med är det emballage artiklarna levereras i. Emballaget i sig behöver nödvändigtvis inte vara felaktigt på något sätt, men däremot valet av emballage kan i många fall ifrågasättas. Projektet har varit helt avgränsat från detta arbete och projektduon kan därför inte med säkerhet påvisa eventuella vinster som kan göras. Bedömningen är dock att det finns effektiviseringspotential.
Det arbete som framförallt rekommenderas är att om möjligt införa mindre emballagetyper, eller att ha lägre fyllnadsgrad i befintliga emballage, för att minska täcktid, kapitalbindning och ytbehov främst för lågvolymsartiklar. Under projektet har samma vinster uppnåtts genom att reducera antalet MU av dessa artiklar ute vid line, men inom detta område finns inga större besparingar kvar att hämta utan för ytterligare effektivisering måste emballaget ses över. Genom att arbeta med mindre emballage öppnas även möjligheter för fler äkta tvåbingar vid line, vilket avsevärt skulle underlätta furneringen. Mindre bevakning skulle då behövas och färre artiklars byten skulle vara
- 66 -
-Diskussion-
tidskritiska vilket möjliggör effektivare, mer standardiserade och mer uppstyrda arbetsbeskrivningar.
Om detta arbete visar sig framgångsrikt och många artiklars emballage kan optimeras behöver även reglerna för fasadsystem förändras. Dessa är framtagna utifrån dagens emballage och det är på grund av deras utrymmeskrav äkta tvåbinge är begränsat till A-klassen. Skulle det vara genomförbart med äkta tvåbinge även på B-klassade artiklar, tack vare minskade emballage, vore det ur flera aspekter önskvärt. Alla tidskritiska byten skulle då försvinna, och det framtagna arbetssättet fungera mycket bättre eftersom prioriteringslistan kunde följas mycket mer exakt.
Den tredje punkten för fortsatt arbete föreslås vara arbete med emballaget på de artiklar med absolut kortast täcktid och frekventast byten. Det rör sig på framaxelline om högvolymsbromsok och skivnav, men troligen finns liknande förbrukningsmönster för vissa artiklar även på andra liner. Hanteringen av dessa två artiklar på framaxelline upptar en väldigt stor del av furnerarnas arbetstid eftersom de står för 30 procent av alla materialbyten. Genom större emballage skulle bytesfrekvensen sänkas och en avsevärd mängd arbete besparas. Här bör Scania Axlar se över alternativen, antingen genom större standardemballage alternativt specialemballage för de aktuella artiklarna.
- 67 -
- Referenser -
REFERENSER
Skriftliga Aft, Lawrence S. (1992). Productivity measurement and improvement. Englewood Cliffs: Prentice Hall.
Andersson, John, Audell, Bert, Giertz, Eric & Reitberger, Göran (1992). Produktion, strategier och metoder för effektivare tillverkning. Stockholm: Nordstedts Juridik.
Aronsson, Håkan, Ekdahl, Bengt & Oskarsson, Björn (2003). Modern logistik: för ökad lönsamhet. Malmö: Liber ekonomi.
Bergman, Bo & Klefsjö, Bengt (2001). Kvalitet från behov till användning. Lund: Studentlitteratur.
Höglund, Bengt (n.d.). Effektivitet. I Nationalencyklopedin på Internet. Retrieved October 27, 2005 from http://www.ne.se.
Johansson, Sven-Åke (1967). Arbetsstudier begrepp och metodik. Stockholm: Aldus/Bonniers.
Krajewski, Lee J. & Ritzman, Larry P. (2004). Operations management: processes and value chains. Upper Saddle River: Prentice Hall.
Lumsden, Kenth (1998). Logistikens grunder: teknisk logistik. Lund: Studentlitteratur.
Mattsson, Stig-Arne (2002). Logistik i försörjningskedjor. Lund: Studentlitteratur.
Montgomery; Douglas C. (2005). Introduction to statistical quality control. Hoboken: Wiley.
Olsson, Henny & Sörensen, Stefan (2001). Forskningsprocessen: kvalitativa och kvantitativa perspektiv. Stockholm: Liber.
Patel, Runa & Tebelius, Ulla (Red.) (1987). Grundbok i forskningsmetodik: kvalitativt och kvantitativt. Lund: Studentlitteratur.
Scania CV. (2000). Scanias Produktions System. Falun: Scania CV. (Utbildningsverkstan, telefon: 023-47814)
Scania CV. (2004). Scanias Årsredovisning 2004. Retrieved January 17, 2006 from http://www.scania.com/images/6_150_sv_tcm10-75235.pdf.
Storhagen, Nils G (2003). Logistik: grunder och möjligheter. Malmö: Liber ekonomi.
Sörqvist, Lars (2004). Ständiga förbättringar. Lund: Studentlitteratur.
Vollmann, Thomas E., Berry, William L. & Whybark, D. Clay (1997). Manufacturing planning and control systems. New York: McGraw-Hill.
Wallén, Göran (1996). Vetenskapsteori och forskningsmetodik. Lund: Studentlitteratur.
Yin, Robert K. (1994). Case study research: design and methods. Thousand Oaks: Sage.
- 68 -
- Referenser -
Muntliga Flertal samtal och diskussioner har löpande skett under examensarbetets fortskridande varpå inga exakta datum kan anges. Samtliga är anställda vid Scania Axlar.
Alm, Mikael Processchef, framaxelmontering Andersson, Stefan Produktionsgruppchef, framaxelmontering Asplund, Agnes Logistikutvecklare Bruhn, Per Furnerare Davidsson, Mats Furnerare Kjellberg, Björn Produktionsgruppchef, framaxelmontering Larsson, Mikael Furnerare Liss, Sten-Olov Furnerare Magnusson, Peter Logistikchef Sabell, Magnus Furnerare Stoor, Leif Produktionsledare, internlogistik Smedberg, Ove Furnerare
- 69 -
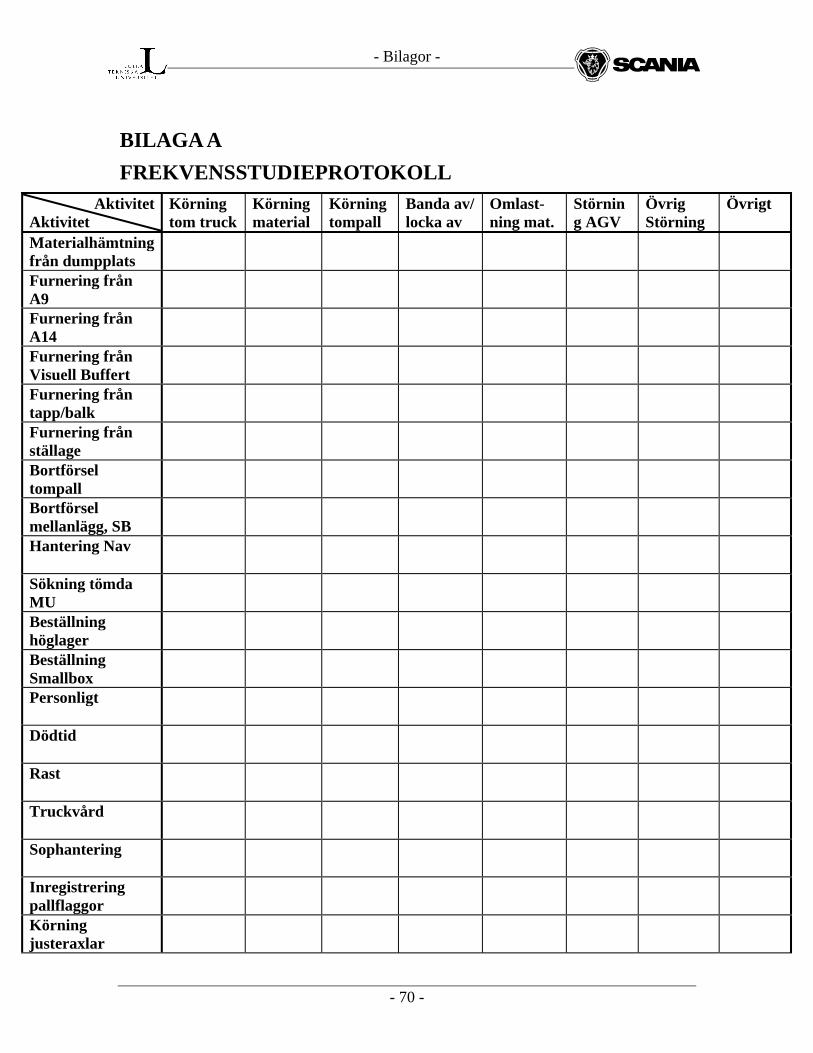
- Bilagor -
BILAGA A FREKVENSSTUDIEPROTOKOLL
Aktivitet Aktivitet
Körning tom truck
Körning material
Körning tompall
Banda av/ locka av
Omlast-ning mat.
Störning AGV
Övrig Störning
Övrigt
Materialhämtning från dumpplats
Furnering från A9
Furnering från A14
Furnering från Visuell Buffert
Furnering från tapp/balk
Furnering från ställage
Bortförsel tompall
Bortförsel mellanlägg, SB
Hantering Nav
Sökning tömda MU
Beställning höglager
Beställning Smallbox
Personligt
Dödtid
Rast
Truckvård
Sophantering
Inregistrering pallflaggor
Körning justeraxlar
- 70 -
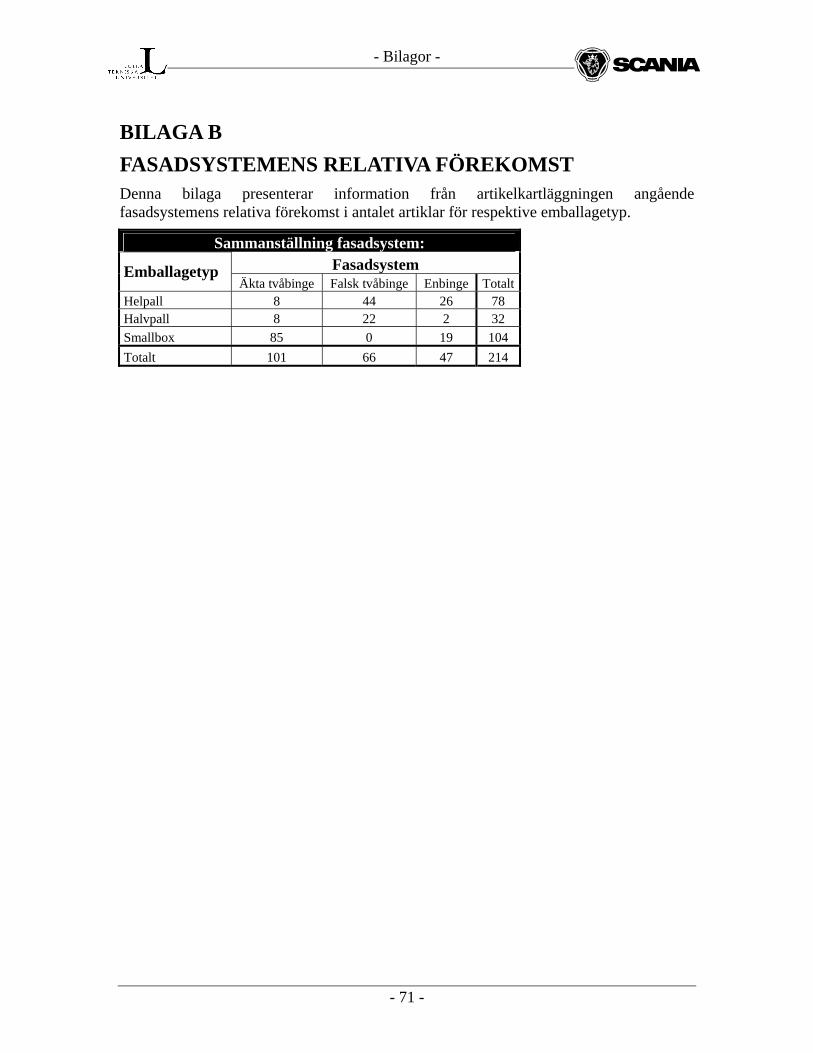
- Bilagor -
BILAGA B FASADSYSTEMENS RELATIVA FÖREKOMST Denna bilaga presenterar information från artikelkartläggningen angående fasadsystemens relativa förekomst i antalet artiklar för respektive emballagetyp.
Sammanställning fasadsystem: Fasadsystem Emballagetyp
Äkta tvåbinge Falsk tvåbinge Enbinge TotaltHelpall 8 44 26 78 Halvpall 8 22 2 32 Smallbox 85 0 19 104 Totalt 101 66 47 214
- 71 -
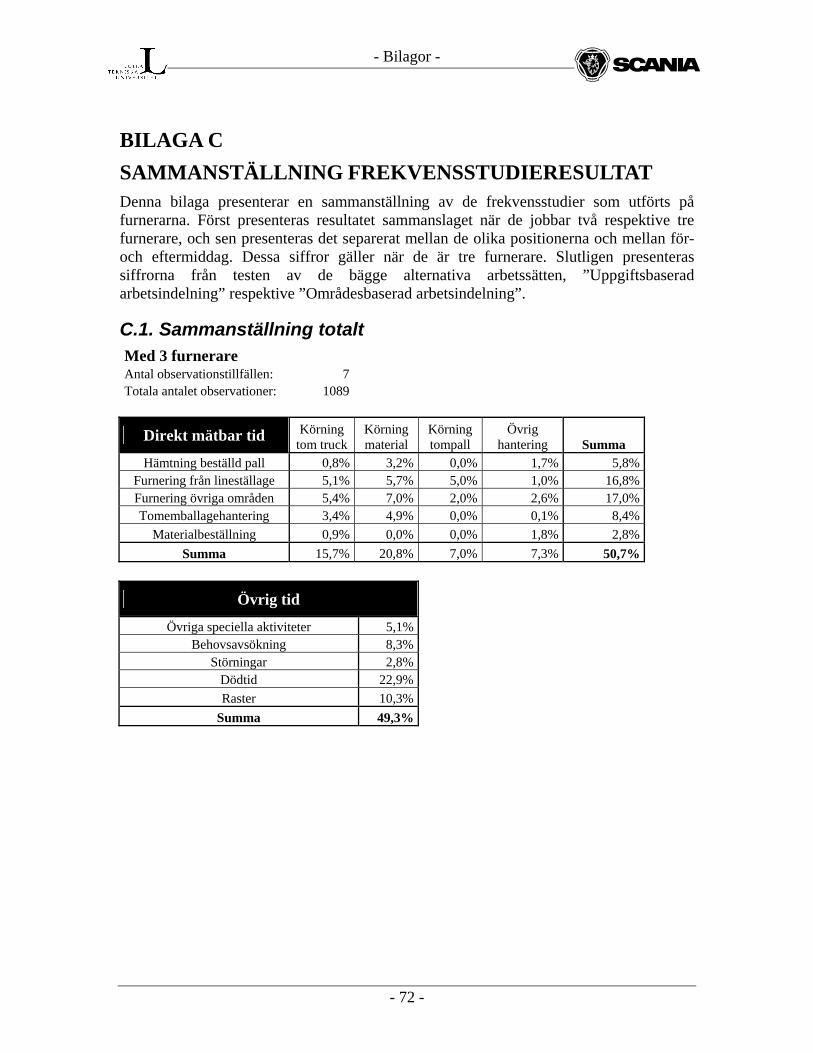
- Bilagor -
BILAGA C SAMMANSTÄLLNING FREKVENSSTUDIERESULTAT Denna bilaga presenterar en sammanställning av de frekvensstudier som utförts på furnerarna. Först presenteras resultatet sammanslaget när de jobbar två respektive tre furnerare, och sen presenteras det separerat mellan de olika positionerna och mellan för- och eftermiddag. Dessa siffror gäller när de är tre furnerare. Slutligen presenteras siffrorna från testen av de bägge alternativa arbetssätten, ”Uppgiftsbaserad arbetsindelning” respektive ”Områdesbaserad arbetsindelning”.
C.1. Sammanställning totalt Med 3 furnerare Antal observationstillfällen: 7Totala antalet observationer: 1089
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,8% 3,2% 0,0% 1,7% 5,8% Furnering från lineställage 5,1% 5,7% 5,0% 1,0% 16,8% Furnering övriga områden 5,4% 7,0% 2,0% 2,6% 17,0% Tomemballagehantering 3,4% 4,9% 0,0% 0,1% 8,4%
Materialbeställning 0,9% 0,0% 0,0% 1,8% 2,8% Summa 15,7% 20,8% 7,0% 7,3% 50,7%
Övrig tid
Övriga speciella aktiviteter 5,1%Behovsavsökning 8,3%
Störningar 2,8%Dödtid 22,9%Raster 10,3%
Summa 49,3%
- 72 -
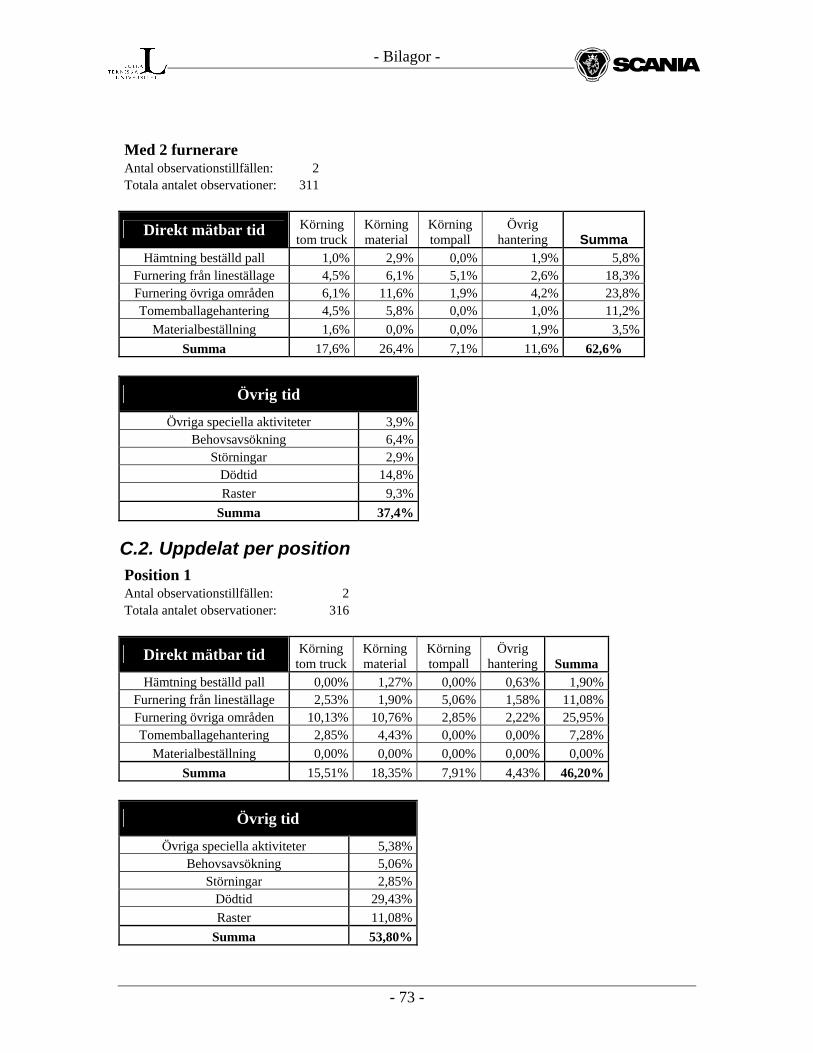
- Bilagor -
Med 2 furnerare Antal observationstillfällen: 2 Totala antalet observationer: 311
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 1,0% 2,9% 0,0% 1,9% 5,8% Furnering från lineställage 4,5% 6,1% 5,1% 2,6% 18,3% Furnering övriga områden 6,1% 11,6% 1,9% 4,2% 23,8% Tomemballagehantering 4,5% 5,8% 0,0% 1,0% 11,2%
Materialbeställning 1,6% 0,0% 0,0% 1,9% 3,5% Summa 17,6% 26,4% 7,1% 11,6% 62,6%
Övrig tid Övriga speciella aktiviteter 3,9%
Behovsavsökning 6,4%Störningar 2,9%
Dödtid 14,8%Raster 9,3%
Summa 37,4%
C.2. Uppdelat per position Position 1 Antal observationstillfällen: 2Totala antalet observationer: 316
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,00% 1,27% 0,00% 0,63% 1,90% Furnering från lineställage 2,53% 1,90% 5,06% 1,58% 11,08% Furnering övriga områden 10,13% 10,76% 2,85% 2,22% 25,95% Tomemballagehantering 2,85% 4,43% 0,00% 0,00% 7,28%
Materialbeställning 0,00% 0,00% 0,00% 0,00% 0,00% Summa 15,51% 18,35% 7,91% 4,43% 46,20%
Övrig tid
Övriga speciella aktiviteter 5,38%Behovsavsökning 5,06%
Störningar 2,85%Dödtid 29,43%Raster 11,08%
Summa 53,80%
- 73 -
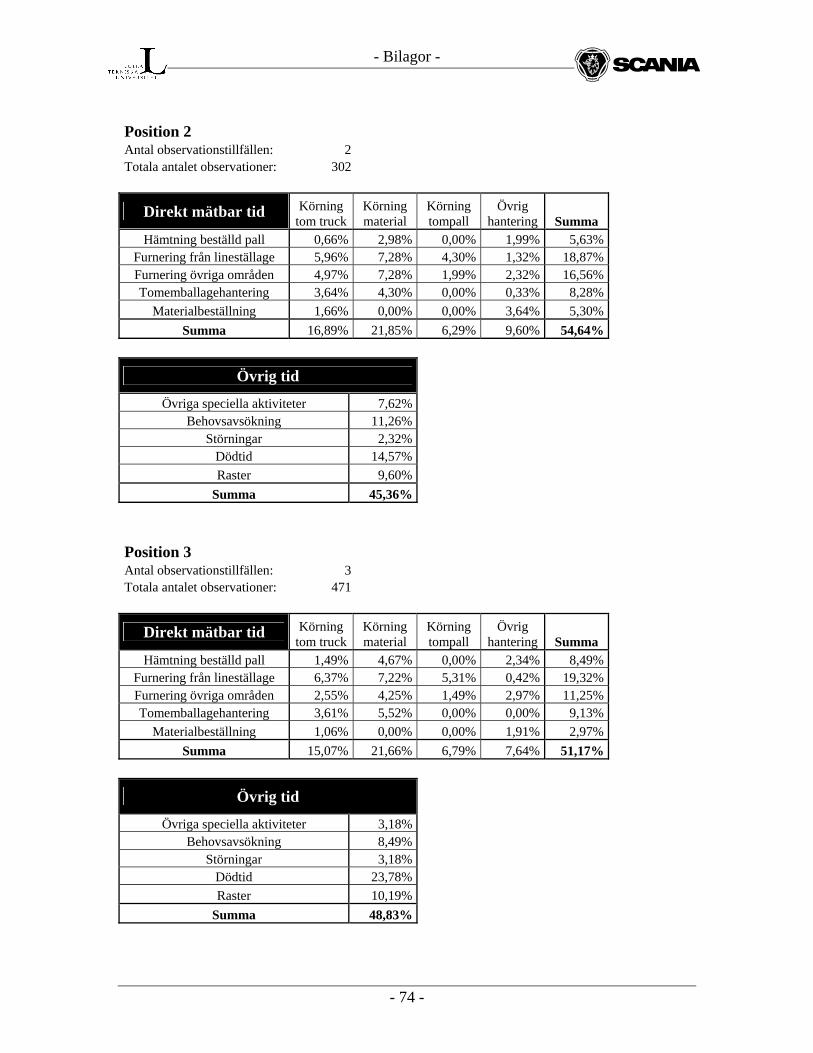
- Bilagor -
Position 2 Antal observationstillfällen: 2Totala antalet observationer: 302
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,66% 2,98% 0,00% 1,99% 5,63% Furnering från lineställage 5,96% 7,28% 4,30% 1,32% 18,87% Furnering övriga områden 4,97% 7,28% 1,99% 2,32% 16,56% Tomemballagehantering 3,64% 4,30% 0,00% 0,33% 8,28%
Materialbeställning 1,66% 0,00% 0,00% 3,64% 5,30% Summa 16,89% 21,85% 6,29% 9,60% 54,64%
Övrig tid
Övriga speciella aktiviteter 7,62%Behovsavsökning 11,26%
Störningar 2,32%Dödtid 14,57%Raster 9,60%
Summa 45,36% Position 3 Antal observationstillfällen: 3Totala antalet observationer: 471
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 1,49% 4,67% 0,00% 2,34% 8,49% Furnering från lineställage 6,37% 7,22% 5,31% 0,42% 19,32% Furnering övriga områden 2,55% 4,25% 1,49% 2,97% 11,25% Tomemballagehantering 3,61% 5,52% 0,00% 0,00% 9,13%
Materialbeställning 1,06% 0,00% 0,00% 1,91% 2,97% Summa 15,07% 21,66% 6,79% 7,64% 51,17%
Övrig tid
Övriga speciella aktiviteter 3,18%Behovsavsökning 8,49%
Störningar 3,18%Dödtid 23,78%Raster 10,19%
Summa 48,83%
- 74 -
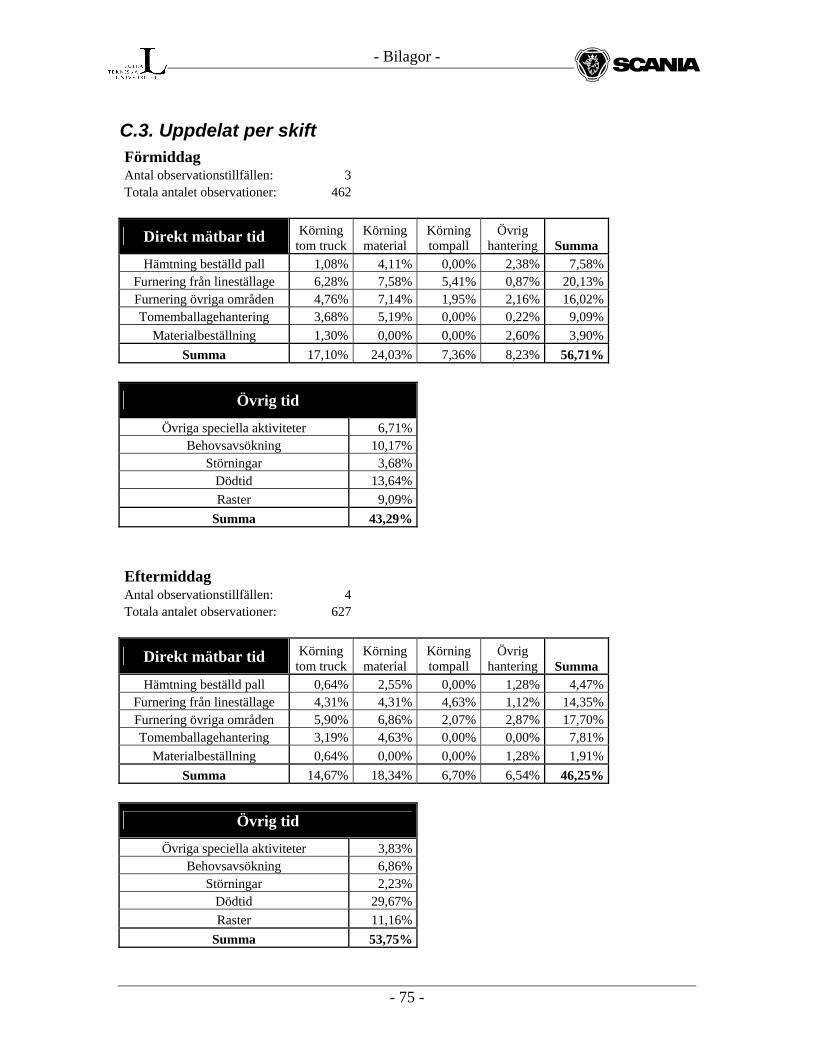
- Bilagor -
C.3. Uppdelat per skift Förmiddag Antal observationstillfällen: 3Totala antalet observationer: 462
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 1,08% 4,11% 0,00% 2,38% 7,58% Furnering från lineställage 6,28% 7,58% 5,41% 0,87% 20,13% Furnering övriga områden 4,76% 7,14% 1,95% 2,16% 16,02% Tomemballagehantering 3,68% 5,19% 0,00% 0,22% 9,09%
Materialbeställning 1,30% 0,00% 0,00% 2,60% 3,90% Summa 17,10% 24,03% 7,36% 8,23% 56,71%
Övrig tid
Övriga speciella aktiviteter 6,71%Behovsavsökning 10,17%
Störningar 3,68%Dödtid 13,64%Raster 9,09%
Summa 43,29% Eftermiddag Antal observationstillfällen: 4Totala antalet observationer: 627
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,64% 2,55% 0,00% 1,28% 4,47% Furnering från lineställage 4,31% 4,31% 4,63% 1,12% 14,35% Furnering övriga områden 5,90% 6,86% 2,07% 2,87% 17,70% Tomemballagehantering 3,19% 4,63% 0,00% 0,00% 7,81%
Materialbeställning 0,64% 0,00% 0,00% 1,28% 1,91% Summa 14,67% 18,34% 6,70% 6,54% 46,25%
Övrig tid
Övriga speciella aktiviteter 3,83%Behovsavsökning 6,86%
Störningar 2,23%Dödtid 29,67%Raster 11,16%
Summa 53,75%
- 75 -
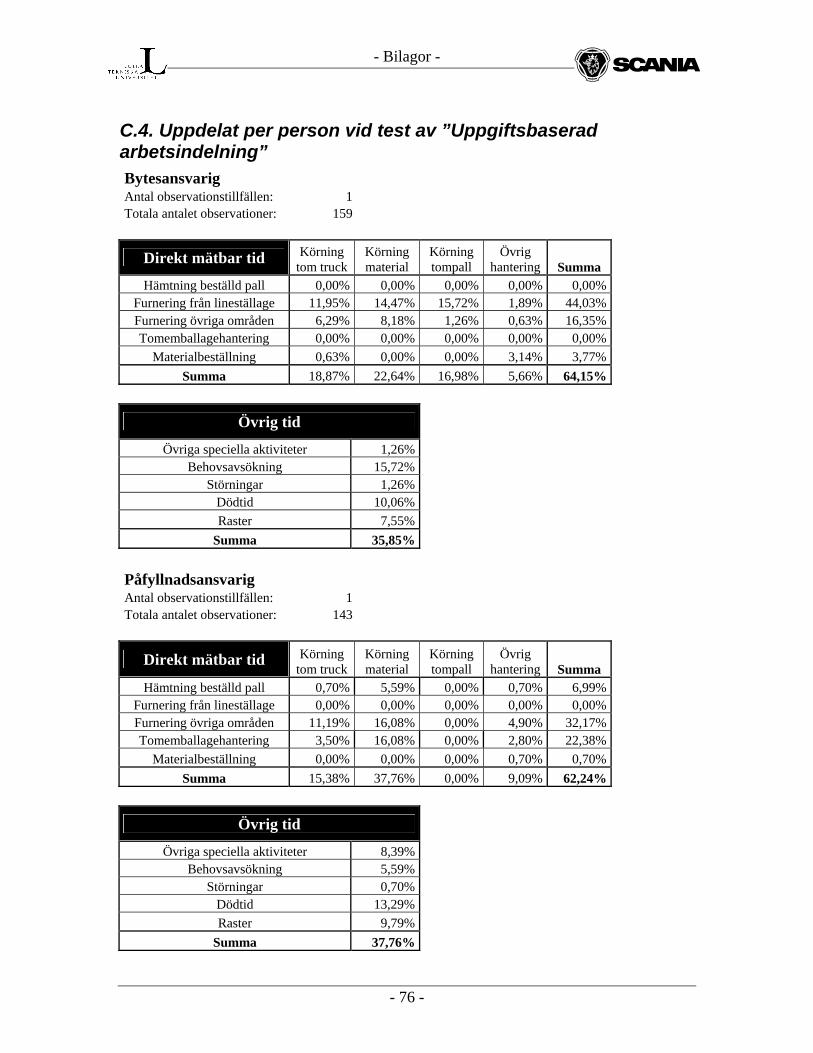
- Bilagor -
C.4. Uppdelat per person vid test av ”Uppgiftsbaserad arbetsindelning” Bytesansvarig Antal observationstillfällen: 1Totala antalet observationer: 159
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,00% 0,00% 0,00% 0,00% 0,00% Furnering från lineställage 11,95% 14,47% 15,72% 1,89% 44,03% Furnering övriga områden 6,29% 8,18% 1,26% 0,63% 16,35% Tomemballagehantering 0,00% 0,00% 0,00% 0,00% 0,00%
Materialbeställning 0,63% 0,00% 0,00% 3,14% 3,77% Summa 18,87% 22,64% 16,98% 5,66% 64,15%
Övrig tid
Övriga speciella aktiviteter 1,26%Behovsavsökning 15,72%
Störningar 1,26%Dödtid 10,06%Raster 7,55%
Summa 35,85% Påfyllnadsansvarig Antal observationstillfällen: 1Totala antalet observationer: 143
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,70% 5,59% 0,00% 0,70% 6,99% Furnering från lineställage 0,00% 0,00% 0,00% 0,00% 0,00% Furnering övriga områden 11,19% 16,08% 0,00% 4,90% 32,17% Tomemballagehantering 3,50% 16,08% 0,00% 2,80% 22,38%
Materialbeställning 0,00% 0,00% 0,00% 0,70% 0,70% Summa 15,38% 37,76% 0,00% 9,09% 62,24%
Övrig tid
Övriga speciella aktiviteter 8,39%Behovsavsökning 5,59%
Störningar 0,70%Dödtid 13,29%Raster 9,79%
Summa 37,76%
- 76 -
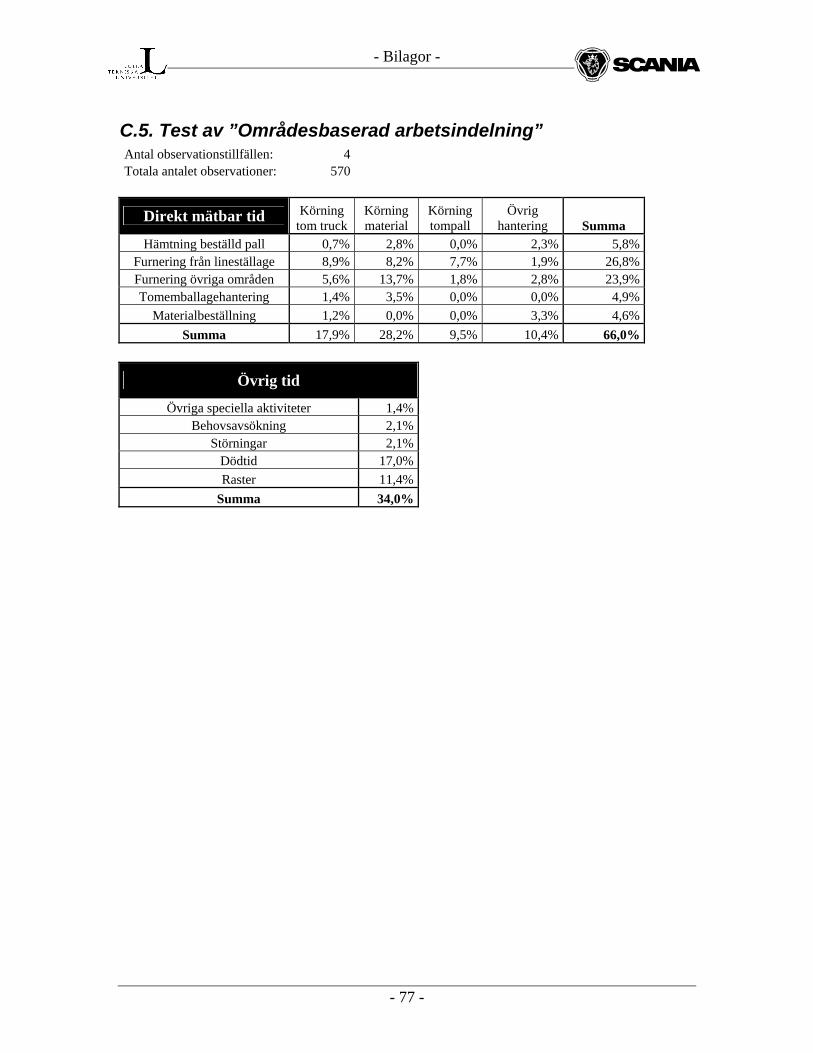
- Bilagor -
C.5. Test av ”Områdesbaserad arbetsindelning” Antal observationstillfällen: 4Totala antalet observationer: 570
Direkt mätbar tid Körning tom truck
Körning material
Körning tompall
Övrig hantering Summa
Hämtning beställd pall 0,7% 2,8% 0,0% 2,3% 5,8% Furnering från lineställage 8,9% 8,2% 7,7% 1,9% 26,8% Furnering övriga områden 5,6% 13,7% 1,8% 2,8% 23,9% Tomemballagehantering 1,4% 3,5% 0,0% 0,0% 4,9%
Materialbeställning 1,2% 0,0% 0,0% 3,3% 4,6% Summa 17,9% 28,2% 9,5% 10,4% 66,0%
Övrig tid
Övriga speciella aktiviteter 1,4%Behovsavsökning 2,1%
Störningar 2,1%Dödtid 17,0%Raster 11,4%
Summa 34,0%
- 77 -
- Bilagor -
BILAGA D GRUND TILL OCH METOD FÖR ARTIKELKLASSIFICERINGEN Denna bilaga beskriver grunden till den klassificering som är framtagen som bas till de två arbetssätten. Här beskrivs också mer detaljerat den klassindelning som nyttjades för de artiklar som idag används på framaxelline under testkörningarna av de två arbetssätten. För varje artikelklass specificerades vilket fasadsystem som ska användas. Detta presenteras och motiveras nedan.
I slutet av bilagan under D.4. finns även en lista som tydligt talar om vad som ska genomföras i varje steg för att införa en liknande klassificering.
D.1. Grunden till klassificeringen Artikelklassificeringen är gjord utifrån gällande teori på området. För flertalet av artiklarna är klassificeringen baserad på täcktiden för en MU av artikeln. Klassgränsen mellan B- och C-klassen är dock justerad utifrån medelförbrukningen per timme av de aktuella artiklarna. Här har alltså en anpassad variant av multipel ABC-klassificering använts. Det finns nämligen artiklar som har lång täcktid beroende på väldigt mycket material i en MU trots att förbrukningen kan vara relativt hög. Tas hänsyn enbart till täcktiden skulle dessa hamna i C-klassen. Den höga förbrukningen skulle då leda till en hög beställningspunkt. Furneringsmässigt är det tidskrävande att kontrollera beställningspunkten om denna är hög, samtidigt som en hög beställningspunkt även resulterar i mycket materialomlastning vid materialbyte vilket tar tid.
Det finns även artiklar som har kort täcktid på grund av väldigt lite material i en MU trots att de kan ha relativt låg förbrukning. Dessa skulle hamna i B-klassen om en klassificering utifrån endast täcktid användes. Det är dock tänkbart trots den korta täcktiden att ett system med beställningspunkt skulle fungera tillfredställande tack vare den låga förbrukningen.
Genom att väga in förbrukningen per timme i klassificeringen för att justera gränsen mellan B- och C-klassen så kan ovan beskrivna dilemman åtgärdas. De artiklar som har lång täcktid men samtidigt hög förbrukning per timme hamnar då i B-klassen istället för C-klassen. På samma sätt hamnar de artiklar som har låg täcktid och låg förbrukning i C-klassen istället för B-klassen.
D.2. Klassgränser Teori för artikelklassificering säger att A-klassen ska bestå av 5-20 procent av artiklarna. I klassificeringen som användes vid de två testkörningarna innehöll A-klassen ungefär 15 procent av artiklarna. Gränsen sattes där för att få en klar och enkel gräns gällande täcktid. Alla artiklar som har en täcktid kortare än 6 timmar hamnade då i A-klassen. Detta motsvarar 17 artiklar, som totalt står för ungefär 75 procent av alla byten.
Vid eventuellt framtagandet av en ny klassificering för framtida införande vid annan line är dessa siffror bra målsiffror. Det viktigaste att eftersträva är andelen byten, och ett bra
- 78 -
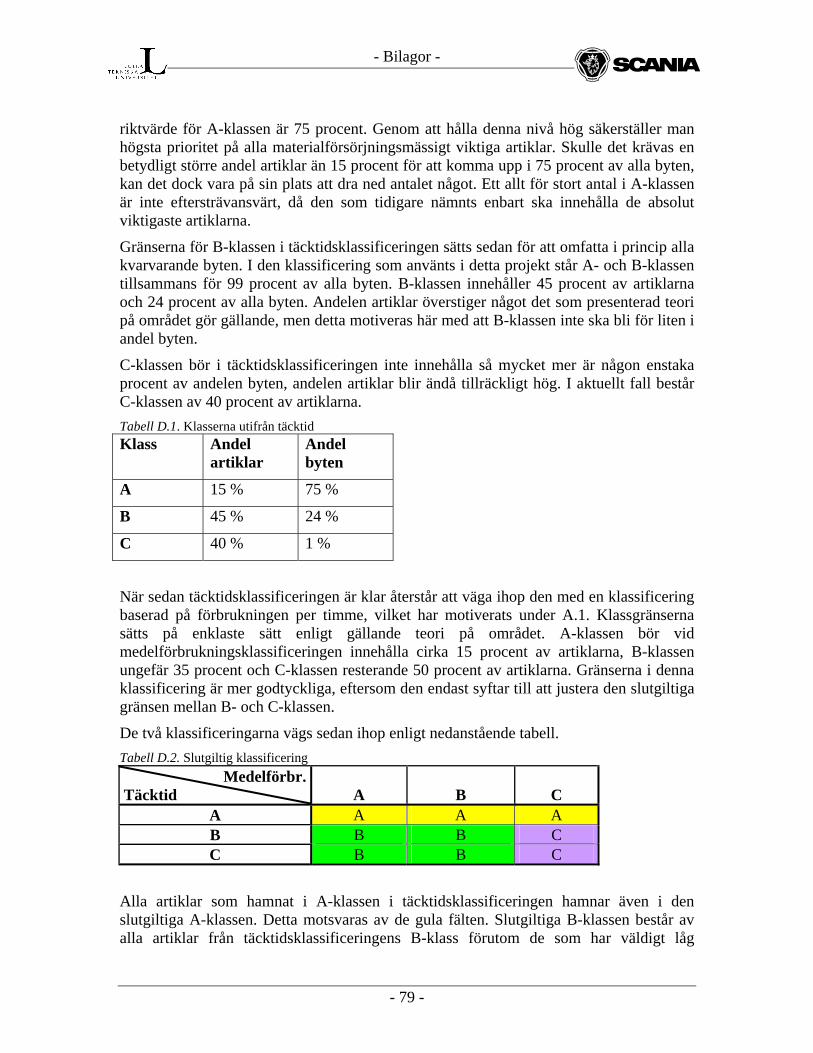
- Bilagor -
riktvärde för A-klassen är 75 procent. Genom att hålla denna nivå hög säkerställer man högsta prioritet på alla materialförsörjningsmässigt viktiga artiklar. Skulle det krävas en betydligt större andel artiklar än 15 procent för att komma upp i 75 procent av alla byten, kan det dock vara på sin plats att dra ned antalet något. Ett allt för stort antal i A-klassen är inte eftersträvansvärt, då den som tidigare nämnts enbart ska innehålla de absolut viktigaste artiklarna.
Gränserna för B-klassen i täcktidsklassificeringen sätts sedan för att omfatta i princip alla kvarvarande byten. I den klassificering som använts i detta projekt står A- och B-klassen tillsammans för 99 procent av alla byten. B-klassen innehåller 45 procent av artiklarna och 24 procent av alla byten. Andelen artiklar överstiger något det som presenterad teori på området gör gällande, men detta motiveras här med att B-klassen inte ska bli för liten i andel byten.
C-klassen bör i täcktidsklassificeringen inte innehålla så mycket mer är någon enstaka procent av andelen byten, andelen artiklar blir ändå tillräckligt hög. I aktuellt fall består C-klassen av 40 procent av artiklarna. Tabell D.1. Klasserna utifrån täcktid Klass Andel
artiklar Andel byten
A 15 % 75 %
B 45 % 24 %
C 40 % 1 %
När sedan täcktidsklassificeringen är klar återstår att väga ihop den med en klassificering baserad på förbrukningen per timme, vilket har motiverats under A.1. Klassgränserna sätts på enklaste sätt enligt gällande teori på området. A-klassen bör vid medelförbrukningsklassificeringen innehålla cirka 15 procent av artiklarna, B-klassen ungefär 35 procent och C-klassen resterande 50 procent av artiklarna. Gränserna i denna klassificering är mer godtyckliga, eftersom den endast syftar till att justera den slutgiltiga gränsen mellan B- och C-klassen.
De två klassificeringarna vägs sedan ihop enligt nedanstående tabell. Tabell D.2. Slutgiltig klassificering Medelförbr. Täcktid A B C
A A A A B B B C C B B C
Alla artiklar som hamnat i A-klassen i täcktidsklassificeringen hamnar även i den slutgiltiga A-klassen. Detta motsvaras av de gula fälten. Slutgiltiga B-klassen består av alla artiklar från täcktidsklassificeringens B-klass förutom de som har väldigt låg
- 79 -
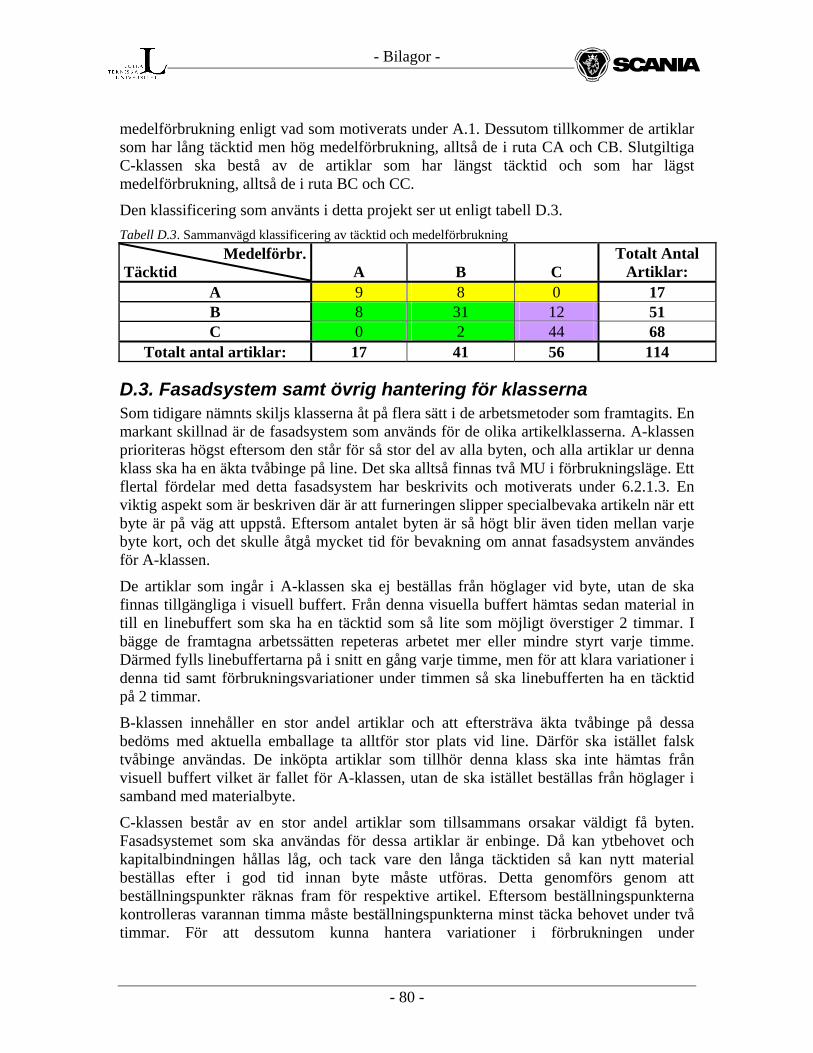
- Bilagor -
medelförbrukning enligt vad som motiverats under A.1. Dessutom tillkommer de artiklar som har lång täcktid men hög medelförbrukning, alltså de i ruta CA och CB. Slutgiltiga C-klassen ska bestå av de artiklar som har längst täcktid och som har lägst medelförbrukning, alltså de i ruta BC och CC.
Den klassificering som använts i detta projekt ser ut enligt tabell D.3. Tabell D.3. Sammanvägd klassificering av täcktid och medelförbrukning Medelförbr. Täcktid A B C
Totalt Antal Artiklar:
A 9 8 0 17 B 8 31 12 51 C 0 2 44 68
Totalt antal artiklar: 17 41 56 114
D.3. Fasadsystem samt övrig hantering för klasserna Som tidigare nämnts skiljs klasserna åt på flera sätt i de arbetsmetoder som framtagits. En markant skillnad är de fasadsystem som används för de olika artikelklasserna. A-klassen prioriteras högst eftersom den står för så stor del av alla byten, och alla artiklar ur denna klass ska ha en äkta tvåbinge på line. Det ska alltså finnas två MU i förbrukningsläge. Ett flertal fördelar med detta fasadsystem har beskrivits och motiverats under 6.2.1.3. En viktig aspekt som är beskriven där är att furneringen slipper specialbevaka artikeln när ett byte är på väg att uppstå. Eftersom antalet byten är så högt blir även tiden mellan varje byte kort, och det skulle åtgå mycket tid för bevakning om annat fasadsystem användes för A-klassen.
De artiklar som ingår i A-klassen ska ej beställas från höglager vid byte, utan de ska finnas tillgängliga i visuell buffert. Från denna visuella buffert hämtas sedan material in till en linebuffert som ska ha en täcktid som så lite som möjligt överstiger 2 timmar. I bägge de framtagna arbetssätten repeteras arbetet mer eller mindre styrt varje timme. Därmed fylls linebuffertarna på i snitt en gång varje timme, men för att klara variationer i denna tid samt förbrukningsvariationer under timmen så ska linebufferten ha en täcktid på 2 timmar.
B-klassen innehåller en stor andel artiklar och att eftersträva äkta tvåbinge på dessa bedöms med aktuella emballage ta alltför stor plats vid line. Därför ska istället falsk tvåbinge användas. De inköpta artiklar som tillhör denna klass ska inte hämtas från visuell buffert vilket är fallet för A-klassen, utan de ska istället beställas från höglager i samband med materialbyte.
C-klassen består av en stor andel artiklar som tillsammans orsakar väldigt få byten. Fasadsystemet som ska användas för dessa artiklar är enbinge. Då kan ytbehovet och kapitalbindningen hållas låg, och tack vare den långa täcktiden så kan nytt material beställas efter i god tid innan byte måste utföras. Detta genomförs genom att beställningspunkter räknas fram för respektive artikel. Eftersom beställningspunkterna kontrolleras varannan timma måste beställningspunkterna minst täcka behovet under två timmar. För att dessutom kunna hantera variationer i förbrukningen under
- 80 -
- Bilagor -
inspektionsintervallet måste dock beställningspunkterna läggas än högre. Under testerna har det antalet av en artikel som motsvarar 6 timmars förbrukning visat sig lagom för artiklar med en jämn förbrukning. Ett varningens finger måste dock höjas för sådana artiklar som inte har en jämn förbrukning, exempelvis artiklar som associeras med bussaxlar. På dessa artiklar har 6 timmar visat sig vara för lite då det kan gå ett stort antal av dessa artiklar under en begränsad del av ett skift. Dessa artiklar bör därför inte ha beställningspunktssystem, alternativt kräver de antingen extra bevakning under den tiden av skiftet som de används eller så måste beställningspunkterna höjas.
För att ha någonstans att ställa de beställda pallarna av C-klassade artiklar i väntan på byte bör det finnas ett fåtal pallplatser i ställage speciellt avsedda för detta ändamål.
Eftersom furnerarna har olika arbetsmetoder för de respektive klasserna är det viktigt att varje artikel märks upp med klasstillhörighet. Därigenom vet de direkt hur de ska agera, till exempel vid byte eller materialbeställning. En självhäftande färgad lapp sätts på materialfasaden väl synligt för furneringen i direkt anslutning till den aktuella MUn. Olika färger används för de olika klasserna, gul för A-klassen, grön för B-klassen och rosa för C-klassen. Lappen ska även med en bokstav visa artikelklassen, och för C-klassen ska även beställningspunkten finnas angiven.
Kombineras klassificeringen med det signalsystem som testades till ”Områdesbaserad arbetsindelning” måste artiklarna även märkas upp på insidan av materialfasaden för att visa för montörerna vilken lampa de ska tända. Då bör lappen med färg visa vilken lampa som är aktuell, och för att förtydliga ytterligare med en pil visa riktningen till närmaste strömbrytare. Eftersom bara gula och gröna lampor används så märks C-klassade artiklar upp på samma sätt som B-klassade på insidan av line. Eftersom de bägge bara har en MU i förbrukningsläge är de lika tidskritiska att byta, och därför ska även samma lampfärg användas.
D.4. Punktlista för implementering Steg 1, klassificering:
• Sammanställ information om artiklarnas förbrukning per dag samt antal per emballage i ”Verktyget”
• Verktyget beräknar automatiskt de gula fälten som behövs för klassificeringen. • Antal byten per skift beräknas sedan i ytterligare en kolumn genom att dividera
skifttiden angivet i timmar med täcktiden. • Medelförbrukningen per timme behöver också beräknas, detta göres genom
division av dagsförbrukningen med totala arbetstiden under en dag. • Artiklarna ska nu klassificeras, först utifrån antal byten per skift. Sortera denna
kolumn med de högsta värdena överst. Sedan placeras de 15 % översta artiklarna i A-klassen, dessa bör då stå för ungefär 75 % av alla byten. Justera antalet artiklar för att få de bägge värdena så nära dessa riktvärden som möjligt.
• Gränsen för B-klassen sätts sedan så att ungefär 98-99 % av alla byten antingen är i A- eller B-klassen. Detta bör motsvara ungefär 45 % av alla artiklar. Viktigare att eftersträva är andelen byten, inte andelen artiklar.
• C-klassen tilldelas resterande 40 % artiklar med 1-2 % av alla byten.
- 81 -
- Bilagor -
• En till klassificering utifrån medelförbrukning per timme tas fram. Sortera denna kolumn med de artiklar med högst värde överst, sedan klassificeras de på enklaste sätt med 15 % av artiklarna med högst förbrukning i A-klassen, 35 % i B-klassen och 50 % i C-klassen.
- 82 -
- Bilagor -
BILAGA E ”UPPGIFTSBASERAD ARBETSINDELNING” Denna bilaga beskriver ingående arbetssättets upplägg samt hur det tillämpades under testet. Vidare finns, i avsnitt D.2, detaljerade arbetsbeskrivningar för respektive position.
E.1. Arbetsinnehåll för de respektive furnerarna Detta arbetssätt baserar sig på att de respektive furnerarna tilldelas vissa arbetsuppgifter som de är ansvariga för. Här nedan kommer arbetssättet att beskrivas utifrån de olika furnerarnas tilldelade arbetsuppgifter.
E.1.1 Bytesansvarig (Truck) Tanken med bytesansvarig furnerare är att han ska utföra i stort sett alla byten som uppstår under ett skift. Alla byten kan ske direkt furneraren upptäcker det eftersom andrabingen antingen finns i linebuffert (A-klass) eller i ställage (B-klass och C-klass). Bytesansvarig furnerare ska hela tiden köra runt line för att aktivt leta efter behov som dyker upp. Detta innebär även att han hela tiden finns nära line och är tillgänglig om någon akut körning uppstår. När behoven uppstår ska dessa alltså åtgärdas så fort som möjligt, dock måste ett behov på en B-klassad artikel prioriteras högre än behov på en A-klassad. Detta beror naturligtvis på att A-klassen har tvåbinge och därmed är bytet inte lika akut.
När själva bytet är utfört beställer bytesansvarig en ny pall om det rör sig om en B-klassad artikel. Sedan tar furneraren med sig den tomma pallen och lämnar den på avsedd plats och fortsätter sin körning runt line för att leta efter nya behov.
E.1.2. Påfyllnadsansvarig (Truck) Påfyllnadsansvarig furnerares arbetsuppgifter uppgår främst till att serva bytesansvarig med material. Dessa arbetsuppgifter sprids även ut under en timma för att göra arbetet taktat. Arbetet påbörjas varje heltimma med att furneraren kör ett varv runt line för att kontrollera behovet av linebuffertpåfyllnad. Egentligen hur många pall av varje A-klassad artikel som ska köras in från visuellbuffert till linebuffert för att nivåerna på 2 timmars täcktid ska uppnås i dessa buffertar. Härefter, när dessa är uppfyllda fortsätter han med att hämta in material som bytesansvarig har beställt från höglagret (B- och C-klass).
När linebuffertar är uppfyllda och allt beställt material är inkört fortsätter furneraren med att köra ut tomemballage som har samlats på avsedda tomemballageplatser av bytesansvarig. Om tid finns kvar av timmen när detta är utfört så ska påfyllnadsansvarig även köra ut eventuella sopbingar som har blivit fyllda.
Vid fullgjord heltimma påbörjas slingan igen med att kontrollera behovet av påfyllnad i linebuffertar.
E.1.3. Stödfunktionen (trucklös) I detta arbetssätt är tanken att stödfunktionen ska hjälpa till och utföra sådana uppgifter som tar tid från bytes- och påfyllnadsansvarig och som dessutom inte kräver någon truck. En stor del av effektiviseringen ligger i att stödfunktionen inte under någon längre tid blir
- 83 -
- Bilagor -
bunden till någon line, utan att han även kan utföra andra arbetsuppgifter på andra ställen. Grunden ligger i att han kommer till line med jämna mellanrum, i detta fall varannan timma. Vid detta tillfälle går han ett varv runt line och kontrollerar beställningspunkterna på de C-klassade artiklarna och beställer dessa samt smallbox vid behov. Sista svängen varje skift så är det även hans uppgift att registrera in pallflaggor.
Detta arbete tar ungefär 15-30 minuter per gång vilket gör att stödfunktionen blir friställd minst 90 minuter mellan varje sväng. Detta är tid när han kan utnyttjas till annat.
E.2. Detaljerade arbetsbeskrivningar för furneringen Här nedan presenteras en utförlig arbetsbeskrivning för respektive position.
E.2.1. Bytesansvarig 1. Utgå från utsedd startplats
2. Kör medsols runt line och sök efter behov av A- (gula), B- (gröna) och C-klassade (rosa) artiklar
3. Vid utbytesbehov av A-klassad artikel, d.v.s. en helt tom pall:
3.1. Lyft ut den tomma pallen
3.2. Hämta utbytespall i anslutande ”linebuffert”
3.3. Ställ in utbytespallen på den tomma platsen i fasaden
3.4. Ta med den tomma pallen på trucken
4. Vid utbytesbehov av B- eller C-klassad artikel, d.v.s. en helt tom pall:
4.1. Lyft ut den tomma pallen
4.2. Hämta andrabingen från ställage
4.3. Ställ in andrabingen på den tomma platsen i fasaden
4.4. Om det är en B-klassad artikel: Beställ en ny andrabinge med hjälp av handdator
4.5. Ta med den tomma pallen på trucken
5. Fortsätt köra runt line medsols och sök efter behov
6. Vid ytterligare utbytesbehov ställ ned den tomma pallen och utför byte enligt punkt 3 eller 4 ovan
7. Vid passerandet av uppmärkt uppställningsplats för tomemballage, lämna av eventuella tompallar
8. Fortsätt köra runt line medsols och sök efter behov
9. Börja om vid punkt 1
- 84 -
- Bilagor -
E.2.2. Påfyllnadsansvarig 1. Vid början av varje heltimme utgå från utsedd startplats
2. Kör medsols runt line och kontrollera nivå på ”linebuffert” för aktuella artiklar med hjälp av artikelföljden i ”buffertpappret”
3. Om nivån understiger den uppmärkta så skriv ned uppfyllnadsbehovet, i antal pallar, på ”buffertpappret” för den aktuella artikeln och timmen
4. Vid återkomst till startplats kontrollera att alla linebuffertar är granskade
5. Fyll på respektive linebuffert utifrån det behov som är nedskrivet
6. Åk till valfri AGV dumpplats
7. Banda av och locka av eventuella levererade pallar
8. Kör in materialet till dess plats vid line
9. Åk till den återstående AGV dumpplatsen och upprepa punkt 7och 8
10. Avboka eventuellt material i H-ställage
11. Kör ut ett lass tomemballage från den mest fyllda uppsamlingsplatsen
12. Fortsätt enligt punkt 11 tills början på nästa heltimme eller tills ett lass är utkört från varje uppsamlingsplats
13. Kör vid behov och tid ut en sopbinge
14. Börja om på punkt 1
E.2.3. Stödfunktion 1. Var fjärde heltimme, med start 06.00, utgå från utsedd startplats
2. Åk medsols runt linan och kontrollera beställningspunkten för C –klass artiklar samt påfyllnadsbehov av smallbox
3. Saknas andrabinge på smallbox eller om beställningspunkten är tangerad eller understigen, på C-klassad artikel, beställs en ny pall/SB
4. Fortsätt enligt punkt 2
5. Om det är sista rundan på skiftet, töm uppsamlingsplats för pallflaggor och registrera in dessa
6. Återgå till lämplig aktivitet
- 85 -

- Bilagor -
BILAGA F OMRÅDESBASERAD ARBETSINDELNING” Bilaga E beskriver ingående upplägget på arbetssättet ”områdesbaserad arbetsindelning” samt hur det tillämpades under testet. Vidare finns, i avsnitt F.3, detaljerade arbetsbeskrivningar för respektive position.
F.1. Arbetsområden för de respektive furnerarna Detta arbetssätt baserar sig på att de respektive furnerarna tilldelas vissa arbetsområden som de är totalansvariga för. Här nedan kommer arbetssättet att beskrivas utifrån de olika furnerarnas tilldelade arbetsuppgifter.
F.1.1 Helhetsansvariga Helhetsansvariga furnerare har ansvaret för ett visst område av line, på liknande sätt som dagens arbetssätt. De har alltså helhetsansvar för sin del av line, vilket innebär att de ska utföra alla arbetsuppgifter som är associerade med detta område. De ska söka av området efter behov och byta dessa. Vidare ska de beställa in nytt material och även hämta in detta. De ska även se till att linebuffertarna av A-klassade artiklar inte tar slut och alltså fylla upp dessa till uppmärkt nivå. Till sin hjälp har de prioriteringslistan som är presenterad i avsnitt F.1.2.
Prioriteringslistan ska användas som stöd i arbetet för att veta vilken arbetsuppgift som ska utföras om det finns flera att välja mellan. Arbetet är taktat i entimmescykler, vilket innebär att en ny takt påbörjas varje heltimme. Timmen inleds med att furneraren åker ett varv längs med line i sitt område. Under detta varv kontrollerar furneraren antingen behovet av att beställa smallbox eller beställningspunkterna på C-klassade artiklar. Detta alterneras varje timme, ena timmen kontrollerar han smallbox och nästa C-klassen. Vid behov beställer han dessa. Tanken är även att furneraren under detta inledande varv ska bilda sig en grov uppfattning om materialläget i fasaden.
Därefter fortsätter furneraren med att byta behov som har uppstått, i första hand gröna och rosa artiklar (B- och C-klass). Dessa är prioriterade då de endast har en MU i förbrukningsläge. När alla dessa är bytta fortsätter han med att byta eventuella gula artiklar (A-klassade). Härefter fortsätter arbetet med att hämta in material. Först ska linebufferterna för A-klassen fyllas på till uppmärkta nivåer därefter kan det beställda materialet köras in. Hela tiden ska dock furneraren hålla uppsikt efter behov som dyker upp, eftersom dessa är prioriterade högre än materialpåfyllnaden så ska dessa bytas innan arbetet med påfyllnad fortsätter. Undantaget är dock A-klassen som i regel kan sparas till nästa timma då de har två MU i förbrukningsläge. Om tid finns kvar av heltimmen när materialpåfyllnaden är klar ska arbetet fortsätta med lägre prioriterade arbetssysslor, som utkörning av tompall och sopbingar. Detta är annars arbetssysslor som stödfunktionen med fördel kan utföra och dessa kan därmed lämnas till denna.
Vid ny heltimme börjar arbetet om med att helhetsansvarig furnerare kör en sväng inom sitt område och kontrollerar och beställer smallbox eller C-klass, beroende på vad som gjordes förra timmen.
- 86 -
- Bilagor -
F.1.2. Prioriteringslista för helhetsansvariga 1. Akut specialkörning
2. Byte av B- och C-klassade artiklar inklusive materialbeställning
3. Byte av A-klassade artiklar
4. Påfyllnad av linebuffert
5. Materialhämtning från dumpplats
6. Lågakut specialkörning
7. Bortförsel tompall
8. Bortförsel övrigt emballage, som lock och mellanlägg
9. Bortförsel sopbinge
F.1.3. Stödfunktion Stödfunktionen ska fungera som en extra resurs. Han kommer till line med jämna mellanrum och tar hand om de lågprioriterade arbetsuppgifter, exempelvis utförsel tomemballage, sopbingar, inregistrering pallflaggor med mera, som helhetsansvarig inte har hunnit med under sin heltimme. Tanken är att stödfunktionen varje heltimme ska komma till line och skaffa sig en uppfattning om vilka arbetsuppgifter som de övriga furnerarna har lämnat efter sig under förra timmen. Detta kan antingen ske genom att köra ett varv runt line och kontrollera vilka arbetsuppgifter som ska utföras eller så kan han genom att prata med de övriga furnerarna höra vad de behöver hjälp med. Till sin hjälp har även denna furnerare en prioriteringslista till hjälp, se avsnitt C.1.4. Denna arbetar han utifrån till alla arbetsuppgifter är utförda. När detta är gjort är hans arbete vid line klart och han kan fortsätta med andra arbetsuppgifter någon annanstans.
F.1.4. Prioriteringslista för stödfunktionen 1. Bortförsel tompall
2. Bortförsel övrigt emballage, som lock och mellanlägg
3. Utförsel av sopbinge
4. Inregistrering pallflaggor
5. Vid önskemål från övriga furnerare: Materialkörning från dumpplats till ställage
F.2. Detaljerade arbetsbeskrivningar för furneringen Här nedan presenteras en utförlig arbetsbeskrivning för respektive position.
F.3.1. Helhetsansvarig Vid start på varje ny heltimme:
1. Utgå från början alternativt slutet på line
2. Åk en gång längs med hela ditt område av line och kontrollera beställningspunkterna på C-klass alternativt beställ smallbox, detta utföres alternerande varannan timme.
- 87 -
- Bilagor -
Försök samtidigt få en överblick över materialläget generellt. Som hjälp vid C-klass beställning använd listan över alla C-klassade artiklar.
3. Utför byten enligt prioriteringslistan, det vill säga B- och C-klassade artiklar först. Byt sedan alla A-klassade artiklar som är behovssignalerade. Håll ständigt speciell uppsikt efter nytända gröna lampor (B- och C-klass).
4. När alla behov är under kontroll fortsätt enligt priolistan, fyll på buffertar och hämta in beställt material. Håll hela tiden uppsikt efter tända lampor. En grön lampa (B- eller C-klass) måste genast åtgärdas, medan en gul lampa (A-klass) inte behöver prioriteras utan med fördel vanligen kan lämnas till nästa loop.
5. När beställt material är inhämtat och buffertnivåer påfyllda fortsätt enligt priolistan, kör bort tompall och övrigt emballage. Håll fortsatt uppsikt efter tända gröna lampor.
6. Finns tid över, ta hand om lägre prioriterade arbetsuppgifter som sopbingar.
7. Börja om vid punkt 1 när ny heltimme börjar.
F.3.2. Stödfunktion Vid start på varje ny heltimme:
1. Kör runt line ett varv och leta efter arbetsuppgifter. Huvudsakligen utföres ovan nämnda uppgifter om de andra furnerarna inte haft tid. Håll i möjligaste mån på prioriteringsordningen. Undvik att rycka in på line och göra byten, beställa material med mera om inte helhetsansvarig uttryckligen ber dig.
- 88 -
- Bilagor -
BILAGA G ALTERNATIVA FURNERINGSPRINCIPER Bilaga G beskriver översiktligt de alternativa materialförsörjningsprinciper som kan komma att användas för att klara ökade tillverkningsvolymer vid Scania Axlar. De alternativ som är aktuella i dagsläget är innerenhetsfurnering, sekvensplock, satsplock, kittning och omplock. Notera att detta är alternativ som Scania Axlar, och inte projektduon, tagit fram. Detta är dock tänkbara arbetsuppgifter för stödfunktionen att utföra vid sidan om sina arbetsuppgifter i de nya arbetssätten.
G.1. Innerenhetsfurnering Vissa av artiklarna som levereras i standardemballagen, hel-, halvpall eller smallbox, är även förpackade i mindre innerenheter i dessa, exempelvis små kartonger, plastpåsar med mera. En halvpall som levereras till Scania Axlar kan i praktiken vara full av mindre kartonger med till exempel skruvar. Tanken med innerenhetsfurnering är att en del av dessa artiklar, fördelaktigt de med längre täcktid, ska furneras med innerenheter istället för i standardemballage. En mindre innerenhet tar betydligt mindre plats vid line än ett standardemballage och dessutom fås automatiskt en flerbinge eftersom ett flertal innerenheter som regel ryms efter varandra i ställage vid line. Det är alltså furnerarna som ska sköta furneringen av dessa artiklar. De ska köra runt i en slinga med jämna mellanrum och fylla på med dessa artiklar direkt i ställage.
G.2. Sekvensplock För en del av artiklarna finns det inom samma artikelgrupp ett stort antal varianter med olika efterfrågan. För varje artikelgrupp monteras någon eller några av artiklarna på varje axel helt enligt orderspecifikation. Vanligtvis är en viss artikel i artikelgruppen högvolymsartikel och sen finns oftast en handfull artiklar som högvolymaren ersätts av på mer eller mindre udda axlar. För att slippa att lågvolymsartiklarna ligger vid line och tar upp en massa värdefull plats i fasaden medan de inte behövs så kan dessa sekvensplockas. Detta innebär att alla lågvolymsvarianter av en artikelgrupp plockas i ett standardemballage i just den ordning som de ska monteras. Flera olika varianter av en artikelgrupp blandas alltså i ett emballage. Detta gör att ett flertal emballageplatser i fasaden kan friställas och istället ersättas av ett eller två, beroende på om en- eller tvåbinge eftersträvas, av emballagen med de sekvensplockade varianterna. Jobbet att plocka dessa artiklar i emballage och köra ut dessa till line skulle i så fall ligga på furnerarna.
G.3. Satsplock Ett sätt att minska ytbehovet i materialfasaden vid line är att satsplocka vissa av de ingående artiklarna. Satsplockning innebär att exempelvis några av de stora artiklarna plockas samman i en sats till en viss axel. Denna sats följer sedan med axeln under monteringen och när någon av de satsplockade artiklarna ska monteras plockas de från satsen. Detta gör att dessa artiklar inte behöver någon plats vid line och eftersom det rör sig om stora och utrymmeskrävande artiklar blir ytbesparingen väsentlig. Tanken är att det är furneringen som i detta fall ska plocka samman satsen.
- 89 -

- Bilagor -
G.4. Kittning För att undvika att furnerarna behöver hålla reda på och vara ansvariga för alla artiklar vid line, samt för att på ett smartare sätt kunna packa artiklarna vid line kan kittning användas. Kittning innebär att en del av materialfasaden, en sammanhängande sektion, lastas med en dygnsförbrukning av vissa artiklar. Lämpligen relativt små artiklar och sådana som inte har en allt för låg eller hög förbrukning. Genom att använda kittning kan artiklarna packas tätare eftersom ingen hänsyn behöver tas till traditionell furnering med truck. Dessutom behöver inte furnerarna bry sig om den sektionen som är kittad, eftersom den innehåller en dygnsförbrukning av dessa artiklar och därmed ska artiklarna räcka hela dygnet. Tanken är att kittningen ska göras av furnerare och att en ny sektion körs in exempelvis varje morgon.
G.5. Omplock Ett annat relativt enkelt sätt att minska ytbehovet i fasaden är att plocka om artiklar från ett större till ett mindre emballage. Ett exempel skulle kunna vara från en helpall till en halvpall. På detta sätt fås dessutom möjlighet att ha en tvåbinge vid line vilket ytterligare skulle minska behovet av en närvarande furnerare. Nackdelen med detta är dock att täcktiden för artikeln halveras och antalet byten för densamma dubbleras. Detta är alltså något som är mest passande för artiklar där dagens täcktid är ganska stor och en halvering av denna inte ger någon betydande påverkan på furnerarnas beläggning. Själva omplockandet från ett emballage till ett annat kan på kort sikt lämpligen göras av en furnerare, men om denna strategi ska tillämpas på längre sikt bör istället ett arbete för att få leverantören att tillämpa mindre emballage eftersträvas.
- 90 -
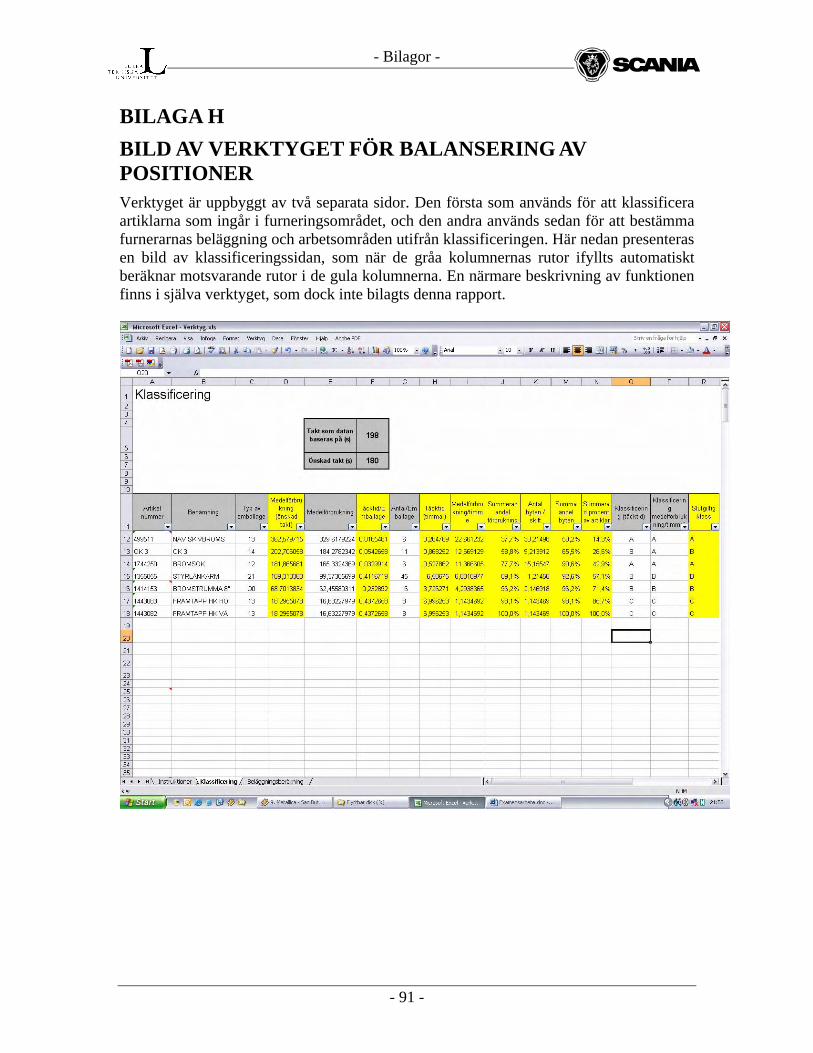
- Bilagor -
BILAGA H BILD AV VERKTYGET FÖR BALANSERING AV POSITIONER Verktyget är uppbyggt av två separata sidor. Den första som används för att klassificera artiklarna som ingår i furneringsområdet, och den andra används sedan för att bestämma furnerarnas beläggning och arbetsområden utifrån klassificeringen. Här nedan presenteras en bild av klassificeringssidan, som när de gråa kolumnernas rutor ifyllts automatiskt beräknar motsvarande rutor i de gula kolumnerna. En närmare beskrivning av funktionen finns i själva verktyget, som dock inte bilagts denna rapport.
- 91 -
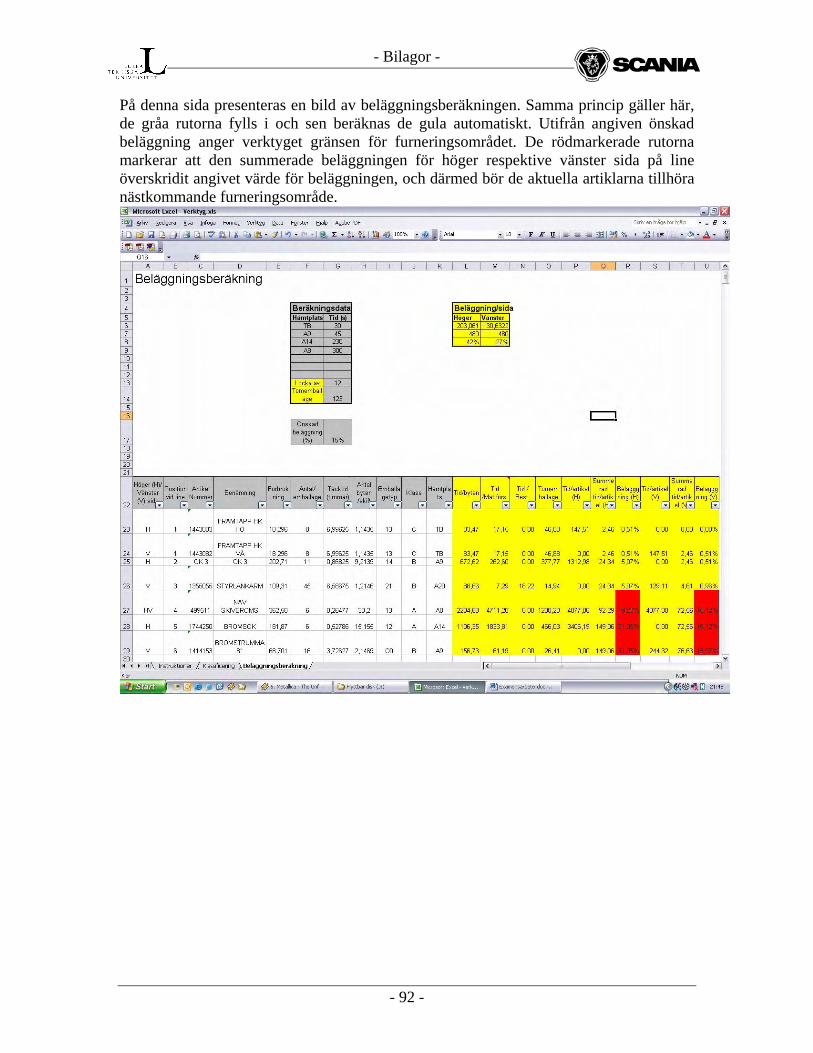
- Bilagor -
På denna sida presenteras en bild av beläggningsberäkningen. Samma princip gäller här, de gråa rutorna fylls i och sen beräknas de gula automatiskt. Utifrån angiven önskad beläggning anger verktyget gränsen för furneringsområdet. De rödmarkerade rutorna markerar att den summerade beläggningen för höger respektive vänster sida på line överskridit angivet värde för beläggningen, och därmed bör de aktuella artiklarna tillhöra nästkommande furneringsområde.
- 92 -





























