L2.0 RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS
L2.0L2.0.1 Zadatak
RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS
U Laboratoriji za maine alatke vebati rukovanje i runo
upravljanje mainama alatkama tipa MAS (mainama alatkama sa runim
upravljanjem). Obuhvaeni su procesi obrade struganjem, buenjem i
glodanjem. U toku vebe se radi na tri radna mesta (RM) po grupama i
rasporedu rada koji se sastavlja prilikom zakazivanja ove vebe.
Tree radno mesto je na dve maine. Ta radna mesta su: Radna mesta: 1
RM1: Univerzalni strug. Priprema radnih mesta: Pripremljen
pripremak po radionikom crteu i Planu obrade. Pripremljeni alati po
Planu alata. RM2: Univerzalna 2 Pripremljeni pomoni pribori po
Planu baziranja. horizontalna glodalica. Pripremljena merna
sredstva sa priborom za eventualnu proveru RM3: Radijalna builica,
njihove merne nesigurnosti. 3 pa produkcioni strug. Pripremljena
uputstva za bezbedno rukovanje mainama. Primedba: Po potrebi se
ovako moe pripremiti i radno mesto sa brusilicom za ravno bruenje
i/ili radno mesto sa brusilicom za okruglo bruenje. Glavni dopunski
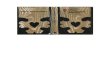
materijal je povezan u prezentaciji LV_1_1.ppt. Izgledi radnih
mesta pokazani su na SC2.0.1: gore levo je pokazano radno mesto sa
univerzalnim strugom, gore desno sa produkcionim strugom, dole levo
sa univerzalnom horizontalnom glodalicom i dole desno sa radijalnom
builicom. Glodalica se koristi sa glavom eono glodanje. Podaci o
ovim mainama i njihovoj opremi daju se prilikom pripreme za ovu
vebu. Uz to se podrazumevaju i dokumenti sa pravilima za bezbedno
rukovanje mainama na svakom ovom radnom mestu i Kuni red
Laboratorije za maine alatke.
SC2.0.1 Detalji sa radnih mesta za vebu L2.0 1 od 9
MAINE ALATKE. C:PRAKTIKUM. C2. POKAZNE LABORATORIJSKE VEBE
Svako od ova tri radna mesta istovremeno je i prilika da se
bolje razumeju postavke zadataka ijom se izradom vri razrada novog
gradiva. Na produkcionom strugu mogu da se vide detalji koji nisu
svojstveni obradi na univerzalnom strugu. Radom na strugu,
glodalici i builici valja uoiti razlike koje se odnose na
pribliavanje zadatoj meri na izratku. U obradi na strugu i
glodalici se dolazak na potrebnu meru vri postepeno i korienjem
mernog sistema na maini. U obradi buenjem jednom burgijom ta mera
zavisi od prenika burgije, njene otrine, valjanosti draa alata i
drugog, a ne od uvebanosti rukovaoca maine i njenog kvaliteta. Plan
rada: Veba treba da se odvija u dva dela. U prvom se vri priprema
za laboratorijski rad, a u drugom je rad na mainama. Detalji su
sledei: A) Deo prvi: Priprema za izvoenje vebe. Potrebno je da se
izvri tehnoloka priprema vebe. Student je tada u ulozi tehnologa
mainske obrade. Treba da obavi: Popisivanje tehnikih karakteristika
maine. Popisivanje potrebnih alata, pribora i pripremaka.
Popisivanje potrebnih instrumenata za merenje obratka. Uoavanje
rasporeda sredstava za zatitu na radu i propisa za bezbedan rad u
Laboratoriji za maine alatke. Upoznavanje sa instruktorima za sva
planirana radna mesta. Pripremu elemenata reima obrade za dobijene
maine kada reava ova tri zadatka: 1. Zadatak OBRADA STRUGANjEM Na
univerzalnom/produkcionom strugu obrauje se izradak prenika 45 od
ipkastog polufabrikata. Materijal pripremka: .1530. Duina gotovog
dela je manja od 100mm. Potrebno je: Odrediti reime obrade prema
PREPORUENIM VREDNOSTIMA (korak i broj obrta) za zahvat uzduno grubo
i fino struganje i izvriti naznaenu obradu. Alat: strugarski no od
brzoreznog elika ( = 90 , 1 = 5 , r = 1 mm). 2. Zadatak OBRADA
GLODANjEM Na univerzalnoj glodalici obrauje se ravna povrina na
visini 30 do 50 mm od prizmatinog polufabrikata (irina gotovog dela
je manja od 100 mm, duina gotovog dela je manja od 200 mm).
Materijal pripremka: .1530. Potrebno je: Odrediti reim obrade prema
PREPORUENIM VREDNOSTIMA (brzinu pomonog kretanja i broj obrta) za
zahvat eono grubo glodanje i izvriti naznaenu obradu. Alat:
vretenasto glodalo 36 od brzoreznog elika ( z = 6 ). 3. Zadatak
OBRADA BUENjEM Na radijalnoj builici obrauju se rupe na dubinu 20
mm. Materijal pripremka: .1530. Potrebno je: Odrediti reim obrade
prema PREPORUENIM VREDNOSTIMA (korak i broj obrtaja) za zahvat
buenje rupe i izvriti naznaenu obradu. Alat: zavojna burgija 18 od
brzoreznog elika. Napomena: buenje se vri jednom burgijom i to 18.
Prethodno je ve izvreno zabuivanje. B) Deo drugi: Rad u
Laboratoriji za maine alatke po rasporedu koji se utvruje na
pripremi za izvoenje vebe. Planirani posao je: Postavljanje pomonog
pribora na mainu i pripremka u pribor. Postavljanje alata u dra
alata, pa u nosa alata. Priprema mernih sredstava potrebnih za rad.
Priprema maine tako da glavno i pomona kretanja imaju proraunate
i/ili odabrane brzine. Sprovoenje planirane procedure obrade sa
uzastopnim pozicioniranjima, radnim kretanjima i merenjima do
dobijanja izratka zahtevanog kvaliteta obrade. Sastavljanje
Izvetaja o radu na svakom radnom mestu.
L2.0.2 VodiDo dolaska u Laboratoriju potrebno je izvriti
tehnoloku pripremu i formirati radne listove za svako radno mesto
posebno. To je za kolske potrebe tehnoloka dokumentacija. U Dodatku
ovog dokumenta i u dopunskom materijalu za ovu vebu dati su primeri
obrazaca za te radne listove i njihovo popunjavanje. Za kolske
potrebe mogu da se koriste samo tablice preporuenih reima obrade
umesto detaljnog izraunavanja elemenata tih reima. Primer jedne
jednostavne tablice preporuenih reima data je u dopunskom
materijalu. Podrazumeva se da su svi prenosnici na svim mainama sa
stupnjevitom promenom brzina. Preporuuje se i da se ustanovi merna
nesigurnost pripremljenog mernog sredstva. 2 od 9
L2.0 RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS
Uobiajeno je da kolsko projektovanje tehnologije mainske obrade
rezanjem sadri sledee aktivnosti: Izbor pripremka. Izbor alata.
Izbor maine alatke. Izbor (standardnih) pribora. Izbor reima
obrade. Tako se ovde direktno koriste znanja steena na predmetu
Tehnologija mainske obrade. Tom znanju sada treba dodati znanje o
bezbednom rukovanju mainom alatkom sa runim upravljanjem, o
pripremi datog obradnog sistema za rad po projektovanoj
tehnologiji, o pravilima za postizanje zahtevanog kvaliteta obrade
i o pripremi mernog instrumenta i merenju obraenog mainskog dela. U
Laboratoriji za maine alatke na svakom radnom mestu studentu su
dostupna uputsva za rad na tom radnom mestu kojih se on ima
pridravati. Uvebavanjem i kontrolisanjem pozicioniranja alata prema
obratku student moe stei izvesnu vetinu u postizanju uobiajenog
kvaliteta obrade. Odreivanjem merne nesigurnosti jednog mernog
sredstva treba stei naviku da se za svako obavljeno merenje ima
neka orijentacija o valjanosti rezultata dobijenih tim merenjem.
Prilikom sastavljuanjem Izvetaja sa vebe dobija se prilika da se
uoe i koncizno saopte zakljuci o dogaajima u mainskoj obradi u
kojima je student uestvovao kao tehnolog mainske obrade, rukovaoc
maine alatke i kontrol mainske obrade.
L2.0.3 Uputstvo za radO pozicioniranjima i radnim kretanjima.
Pre poetka obrade alat prema obratku treba postaviti tako da se
predstojeom obradom ostvari mera na obratku koja je propisana za
taj zahvat. To je pozicioniranje. Tada se iskazuje vetina rukovaoca
maine da na svojoj maini dostie projektovani kvalitet obrade. Valja
vebati pozicioniranje po dolasku na radno mesto imajui u vidu i
ovo: Merni sistem na maini nije apsolutni. Uvek se za zateenu
poziciju alata odreuje koliko alat treba pomeriti na osnovu merenja
mere na obratku koja je dobijena obradom alatom u zateenoj
poziciji. To znai da se na poetku obrade jednim alatom mora izvriti
probna obrada na mestu gde na pripremku ima dovoljno dodatka.
Dodatak se ustanovljava merenjem pripremka. Dubina rezanja se
zauzima posle ouavanja da je alat uao u zahvat sa obratkom prilikom
tog probnog pozicioniranja. Ostvarenu meru u tom probnom prolazu
treba izmeriti i tako stvoriti osnovu za dalja relativna merenja.
Merni sistem se moe postaviti na tekuu nulu u svakoj zateenoj
poziciji alata. Tako se izbegava preraunavanje mera. Zauzima se
samo potrebna korekcija pozicije. Skala mernog sistema je podeena
prema maini na kojoj se koristi. Merenjem valja ustanoviti koliko
se alat prema obratku pomera kada se na skali registruje jedna
jedinica mere na strugu, builici, glodalici, brusilici za ravno
bruenje i brusilici za okruglo bruenje. Aktuator za pozicioniranje
alata prema obratku obino je zavojno vreteno sa navrtkom. Svakako
treba oekivati da tu ima zazora. Valja uvebati pozicioniranje uvek
u istom smeru da se ti zazori ponite uvek u tom smeru. Valja jo i
uvebati popravku pozicioniranja kada se u pozicioniranju prekorai
pozicija u uobiajenom smeru: vraanjem alata dovoljno nazad i
ponovnim pozicioniranjem u odabranom smeru. Prilikom pozicioniranja
na glodalici i izbora suprotnosmernog i istosmernog metoda glodanja
treba neizostavno obratiti panju na uticaj zazora u aktuatoru da se
ne desi da glodalo pokua da podvue obradak za veliinu neponitenog
zazora i tako izazove i havariju. Tanost i/ili kvalitet mernog
sistema usaglaen je sa uobiajenim kvalitetom obrade koji je dostian
na uoenoj maini. Radna kretanja maina vri za vreme same obrade. Za
njih rukovaoc podeava prenosnike tako da brzine tih kretanja budu
kako je propisano u pripremljenoj tehnolokoj dokumentaciji i da sa
njima kvalitet obrade bude zadovoljavajui, a obradni sistem
stabilan. U radnim kretanjima uvek su aktivna glavno kretanje, jer
ono, po definiciji, ostvaruje proces obrade i bar jedno od pomonih
kretanja. Radom na svim radnim mestima treba uoiti razlike radnih
kretanja koje potiu od prirode prenosnika odabrane maine. Tipina su
ova dva sluaja: Maina alatka sa razdvojenim pogonima i uzajamno
nezavisnim kretanjima, kakva je glodalica. Tada je mera glavnog
kretanja jedan obrt u jedinici vremena, a mera pomonog kretanja
jedan milimetar u jedinici vremena. Tako su brzine ova dva kretanja
iskazana uzajamno nezavisno, svedeno na jedinicu vremena, obini
jedan minut. Maina alatka sa zajednikim pogonom i uzajamno zavisnim
kretanjima, kakve su strugovi i builice. Tada je mera glavnog
kretanja i dalje jedan obrt u jedinici vremena. Meutim, jedinica
mere pomonih kretanja je korak po jednom obrtu glavnog kretanja. I
ovde je jedan minut uobiajena jedinica mere za vreme. O alatu i
priboru. Studenti ne otre alate taman i da je to potrebno. Koriste
se alati sa izmenljivim ploicama kada god to moe. Korienje pomonih
pribora je rutinsko. Treba pratiti uputstva Instruktora. 3 od 9
MAINE ALATKE. C:PRAKTIKUM. C2. POKAZNE LABORATORIJSKE VEBE
dreivanju merne nesigurnosti mernog sredstva po preporuci
VDI/DGQ 3441, odeljak 6.4: Za merenje prenika D1 na probnim
delovima preporuuje se mikrometar sa pokazivaem sa dovoljnim tanou.
Za odreivanje njegove merne nesigurnosti u Laboratoriji treba imati
24 cilindrina kontrolnika poznate nominalne mere. Svaki kontrolnik
treba da ima naznaen svoj redni broj u toj grupi od 24 komada i
oznaeno merno mesto gde se meri prenik D1. Mikrometar treba
podesiti na nominalnu meru kontrolnika i izvriti dva uzastopna
merenja svih kontrolnika po redosledu njihovog rednog broja.
Odstupanja prenika tih kontrolnika od nominalne mere upisuju se u
tablicu. Primer je pokazan u TC2.0.1. Tako se dobijaju dve grupe od
po 24 rezultata merenja. I jedna i druga grupa podele se po rednom
broju na po tri podgrupe od po 8 rezultata. Za svaki par rezultata
merenja za jedan redni broj izrauna se i u TC2.0.1 upie razlika
odstupanja izmeu prvog i drugog merenja. Zatim se odredi irina
intervala R za svaku podgrupu. Izrauna se srednja vrednost R = 9.3
= 3.1m . Primeni se metod irina intervala da bi se izraunala irina
intervala kao R = 3 3 = 3 .1 = 1.08 m , gde je standardna
devijacija za rasturanje razlika kao s R = R dn 2.85
d n = 2.847 2.85 poznati podatak za podgrupe sa po 8 elemenata u
metodu irina intervala (ovde jepreuzet iz preporuke VDI/DGQ 3441,
odeljak 6.2.2). Na osnovu toga se izraunava i standardna devijacija
= 1.08 = 0.76 m . merne nesigurnisti mernog instrumenta kao s RI =
s R 2 2 TC2.0.1 Odstupanja od nominalne mere prenika kontrolnika u
dva uzastopna merenja. Preuzeto iz preporuke VDI/DGQ 3441, odeljak
6.4.Odstupanje u drugom merenju [m] Odstupanje u drugom merenju [m]
Odstupanje u drugom merenju [m] Razlika [m] izmeu prvog i drugog
merenja Razlika [m] izmeu prvog i drugog merenja Odstupanje u prvom
merenju [m] Razlika [m] izmeu prvog i drugog merenja -2.6 +1.0 +0.7
+2.6 -0.8 -1.1 +1.0 -0.3 Odstupanje u prvom merenju [m] Odstupanje
u prvom merenju [m] irina intervala R[m] irina intervala R[m] irina
intervala R[m] 5.2
Redni broj kontrolnika
Redni broj kontrolnika
1 2 3 4 5 6 7 8
14.6 20.8 11.6 19.1 24.1 12.0 19.3 14.2
13.7 19.6 10.9 19.0 22.0 12.0 18.5 14.4
+0.9 +1.2 +0.7 +0.1 +2.1 0.0 +0.8 -0.2
2.3
9 10 11 12 13 14 15 16
13.5 17.8 12.6 11.7 12.4 17.0 15.3 13.8
12.0 18.1 11.5 10.6 12.7 15.7 14.1 14.1
+1.5 -0.3 +1.1 +1.1 -0.3 +1.3 +1.2 -0.3
Redni broj kontrolnika 17 18 19 20 21 22 23 24
1.8
23.5 19.4 15.5 14.6 15.0 16.2 14.8 16.7
26.1 18.4 14.8 12.0 15.8 17.3 13.8 17.0
Za ukupnu mernu nesigurnost mernog instrumenta uzima se oblast
irine 4 sRI , sa verovatnoom od 95%. Ako je tako odreena merna
nesigurnost mernog instrumenta vea od 20% potrebne tanosti
ispitivanog struga, odnosno, od tolerancije obratka, ako je ona
zadata, onda se mora koristiti taniji merni instrument, a ako to
nije mogue, onda treba uraunati mernu nesigurnost mernog
instrumenta u radnu nesigurnost ispitivane maine na sledei nain: s
R = s R 2 s RI2 2
, gde je sR standardna devijacija radne nesigurnosti
maine umanjena za uticaj velike merne nesigurnosti mernog
instrumenta, sR 2 standardna devijacija izraunata pomou izmerenih
prenika na probnim delovima i sR I standardna devijacija merne
nesigurnosti mernog instrumenta. Ako se u toku ispitivanja ustanovi
da je merna nesigurnost mernog instrumenta velika svakako se mora
nai uzrok tome, a onda ta grka smanjiti, ili se mora promeniti
merno sredstvo, ili primeniti neki taniji metod merenja probnih
delova.O radnim mestima u celini. Ilustracija radnih mesta za ovu
vebu pokazana je na SC2.0.2. Valja obratiti panju i na ove detalje:
Na popis kretanja na maini koja su za pozicioniranje i koja su
radna, a onda i kretanja koja imaju merni sistem za put i koja ga
nemaju. Na bliskost raspoloivih brzina tih kretanja standardnim
vrednostima i/ili nekoj standardnoj promeni. Na merenje pomeraja na
maini i na princip inkrementalnog merenja pomeranja alata prema
obratku do dostizanja zadate mere izratka. Uoiti skale i kazaljke i
mehanizame za podeavanje njihovog izajamnog poloaja.
4 od 9
L2.0 RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS
Na vrstu ponuenog sredstva za merenje obratka i njegovu
usaglaenost sa tanou maine. Na ocenu da li je zahtevani kvalitet
obrade adekvatan raspoloivoj maini. Na pojedinanu i na serijsku
izradu jednog istog mainskog dela i na razlike procedura
pozicioniranja alata prema obratku, obrade i merenja obratka u ta
dva tipa organizacije mainske obrade. Na grubu i finu obradu u
sprezi sa inkrementalnim merenjem i dostizanjem zadatog kvaliteta
obrade. Na mogunost ostvarivanja adekvatno zadate mere i na maini
koja ima zazore u aktuatorima, znajui da zazore nemaju samo stare
maine, odnosno, da zazora moe i biti ako je planirani proces na
maini sa adekvatnim optereivanjem aktuatora. Na obradu na probnu
meru M1, potom na naredne prolazne mere (M2 ...) i na zavrnu meru
MT. Na (sigurnu) putanju, kojom se vri pozicioniranje alata prema
obratku (pre procesa obrade) i na putanju kojom se ostvaruju oblik
i mera izratka (u procesu obrade). Na rezultat rada na ovoj vebi:
Izradadak zadovoljavajue mere koju je potvrdio i jo neko od
prisutnih.
SC2.0.2 Postavka rada u Laboratoriji na laboratorijskoj vebi
L2.0O sastavljanju izvetaja. Izvetaj se postepeno kompletira. Posle
pripreme za izvoenje ove vebe moe se ve pripremiti osnovna
tehnoloka dokumetacija. Nju je mogue saeti na etiri obrasca za
radne listove za svaku vrstu maine posebno. Primeri obrazaca dati
su u Dodatku, odeljak L2.0.4. Mogue je koristiti i uzore iz
dopunskog materijala, ali i samostalno formirane obrasce. Za vreme
rada u Laboratoriji za maine alatke prikupljaju se i ureuju podaci
o mernim sredstvima i o ostvarenoj tanosti obrade. To se takoe
unosi u radne listove. Po potrebi se dodaju i komentari, podsetnici
i slino to moe biti od koristi za vreme izrade zadataka i za zavrnu
prezentaciju elaborata sa laboratorijskih vebi.
5 od 9
MAINE ALATKE. C:PRAKTIKUM. C2. POKAZNE LABORATORIJSKE VEBE
L2.0.4 DodatakMainski fakultet Beograd KaProM MAINE ALATKE
Laboratorijske vebe
RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS RADNI LIST
Obrazac: MA.L.1.01.1
List 1/1
RADIONIKI CRTE
MAINA: UNIVERZALNI STRUG
PLAN BAZIRANjA
PLAN ALATA RB1 2 3 4
Alat
Dra alata
Smer M3/4
Napomena
RB1 2 3
Zahvat
PLAN OBRADE Alat Pribor
Reim
IZVETAJ O KONTROLI
Ostalo:
Broj ind.
Ime i prezime
Datum
Overio
6 od 9
L2.0 RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS Mainski
fakultet Beograd KaProM MAINE ALATKE Laboratorijske vebe
RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS RADNI LIST
Obrazac: MA.L.1.01.2
List 1/1
RADIONIKI CRTE
MAINA: RADIJALNA BUILICA
PLAN BAZIRANjA
PLAN ALATA RB1 2 3 4
Alat
Dra alata
Smer M3/4
Napomena
RB1 2 3
Zahvat
PLAN OBRADE Alat Pribor
Reim
IZVETAJ O KONTROLI
Ostalo:
Broj ind.
Ime i prezime
Datum
Overio
7 od 9
MAINE ALATKE. C:PRAKTIKUM. C2. POKAZNE LABORATORIJSKE VEBE
Mainski fakultet Beograd KaProM MAINE ALATKE Laboratorijske
vebe
RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS RADNI LIST
Obrazac: MA.L.1.01.3
List 1/1
RADIONIKI CRTE
MAINA: UNIVERZALNA GLODALICA
PLAN BAZIRANjA
PLAN ALATA RB1 2 3 4
Alat
Dra alata
Smer M3/4
Napomena
RB1 2 3
Zahvat
PLAN OBRADE Alat Pribor
Reim
IZVETAJ O KONTROLI
Ostalo:
Broj ind.
Ime i prezime
Datum
Overio
8 od 9
L2.0 RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS Mainski
fakultet Beograd KaProM MAINE ALATKE Laboratorijske vebe
RUKOVANJE I RUNO UPRAVLJANJE MAINAMA TIPA MAS RADNI
LISTBRUENjE
Obrazac: MA.L.1.01.4
List 1/1
RADIONIKI CRTE
MAINA: BRUSILICA ZA RAVNO
PLAN BAZIRANjA
PLAN ALATA RB1 2 3 4
Alat
Dra alata
Smer M3/4
Napomena
RB1 2 3
Zahvat
PLAN OBRADE Alat Pribor
Reim
IZVETAJ O KONTROLI
Ostalo:
Broj ind.
Ime i prezime
Datum
Overio
9 od 9