Embed Size (px)
Citation preview

Surface Hardening of Ferritic Spheroidal Graphite Cast Ironby Friction Stir Processing+1
Koichi Imagawa1,+2, Hidetoshi Fujii1, Yoshiaki Morisada1,Yasufumi Yamaguchi2 and Shoji Kiguchi3
1Joining and Welding Research Institute, Osaka University, Ibaraki 567-0047, Japan2Komatsu, Ltd., Hirakata 573-1011, Japan3School of Science and Engineering, Kinki University, Osaka 557-8502, Japan
A ferrite-based spheroidal graphite cast iron (FCD450) is difficult to harden using a conventional surface hardening method, because thecarbon content in the matrix is very low. In order to solve this problem, the friction stir processing (FSP) was used in this study as a newhardening method for cast irons. The authors have clarified in a previous study that the pearlite-based cast iron, such as FC300 and FCD700, canbe hardened using the friction stir processing and that there are several advantages, such as a higher hardness and no required post surfacemachining. In this study, it was clarified that a Vickers hardness of about 700HV is obtained due to the formation of fine martensite even in theferrite-based spheroidal graphite cast irons, although the optimal process range is much narrower than that of the pearlite-based cast iron due tothe requirement of both the heat input for diffusion of the carbon into the matrix and the high cooling rate for the martensitic transformation.[doi:10.2320/matertrans.F-M2012817]
(Received November 8, 2011; Accepted May 10, 2012; Published July 25, 2012)
Keywords: surface modification, hardness, friction stir processing, cast iron, martensite
1. Introduction
Cast iron is used in various industrial applications, such asautomobile parts, dies, and machine tool parts due to itsexcellent strength and fracture toughness. The surface ofthese parts are usually hardened by frame hardening,1)
induction hardening,2) electron-beam hardening,3) laser hard-ening,4,5) etc. The surface hardening is indispensable in orderto extend their lifetime. However, it is very difficult to usethese techniques for ferrite-based cast iron which has a lowcarbon content in the matrix. The low carbon content leads toa deficient hardness and thickness of the hardened layer.Therefore, the microstructure of the ferrite-based cast iron isgenerally changed to pearlite by heat treatment before thesurface hardening. On the other hand, there are some reportssuggesting that an annular martensite layer around thegraphite in ferrite-based cast iron can improve the wearresistance.57)
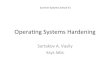
Friction Stir Processing (FSP) is a solid state process,which can tailor the microstructure by severe plasticdeformation and frictional heat. A schematic illustration ofFSP is shown in Fig. 1. The principal of FSP is the same asthat of the Friction Stir Welding (FSW).8) It can modify thevarious properties of the material surface by the frictionalheat generated by pressing the cylindrical tool against thebase materials with a high rotating speed. In the processedregion, the tool rotating direction and tool traveling directionare the same on the advance side (AS), while the other side iscalled the retreating side (RS). The frictional heat can begenerated very locally, and the heat input in the surroundingarea is suppressed. Accordingly, a large cooling rate can beobtained by FSP. Additionally, the deformation can besuppressed due to the low heat input compared with
conventional welding methods. For aluminum alloys, FSWhas been widely studied by many researchers.911)
The authors clarified that the pearlite-based cast iron, suchas FC300 and FCD700, can be hardened due to the formationof fine martensite by the FSP.12,13) However, the main phaseof these materials is pearlite. There is no report about thesurface hardening of ferrite-based cast iron. In this study, theFSP conditions are optimized for the surface hardening forferrite-based cast iron (FCD450), and the changes in themicrostructure and hardness by FSP are investigated.
2. Experimental Procedure
A 5mm thick ferrite-based spheroidal graphite cast iron(FCD450) plate was used as the work-piece. The chemicalcomposition and the microstructure of the base material areshown in Table 1 and Fig. 2, respectively. The microstructureof the base metal is ferrite which has hardness of 180200HV. Mg was added in order to produce spheroidalgraphite particles. The surface of the FCD450 plate wasmodified by FSP in order to form the hardened layer. The tool
Pressure
Traveling
ToolRotation
Base material
ASRS
Fig. 1 Schematic illustration of Friction Stir Processing (FSP).
+1This Paper was Originally Published in Japanese in J. JFS 82 (2010) 674679.
+2Graduate Student, Osaka University
Materials Transactions, Vol. 53, No. 8 (2012) pp. 1456 to 1460©2012 Japan Foundry Engineering Society

shape for the FSP is shown in Fig. 3. The tool shape isdifferent from the common tool that consisted of a shoulderand a probe. The tool without a probe was used so as not tochange the shape of the graphite by stirring of the probe inthe cast iron.12,13) The tool tilt angle of 3° was adopted. Thetool rotation speed and the tool traveling speed were variedfrom 9001500 rpm and 50150mm/min, respectively. Arshielding gas was used during the FSP. The hardness of thematrix was measured on a cross section (01.5mm depth)using a micro-Vickers hardness tester. The microstructurewas observed using an optical microscope and a lasermicroscope.
3. Results and Discussion
3.1 Surface appearanceFigure 4 shows the surfaces of the friction stir processed
FCD450 plates at the rotation speed of 900 rpm and varioustraveling speeds. While the FSP was carried out at a constantrotation speed and traveling speed, the applied load wasincreased from 2 ton (2000 kgf ) to 5 ton (5000 kgf ). Thedefect was formed during the early stage of the FSP for allsamples because the lack of heat input led to cutting of theplate. Additionally, the width of the modified region wassmaller than the tool diameter (about 2023mm) when theheat input was insufficient. The width of the modified regionbecame narrower according to the increment of the traveling
speed. It is considered that the tool was lifted during theprocess under the low heat input condition of the hightraveling speed. Especially, groove-like defects were clearlyobserved in the middle part of the modified region for thesample processed at 150mm/min and low applied loads.These results revealed that the high applied load, whichprovided a suitable heat input, was important for obtainingthe large modified region.
Based on the results, the constant applied load of 5 ton(5000 kgf ) was used for the FSP. Figure 5 shows the surfaceappearances of the FSPed samples. A large flash was formedon the sample processed at 1500 rpm and 50mm/min dueto the excess heat input. On the other hand, there wereexfoliation and roughening on the surface for the sampleprocessed at 1500 rpm and 150mm/min due to the lack ofheat input. Ideal modified regions could be obtained underthe FSP conditions of 1200 rpm and 50mm/min, and1500 rpm and 100mm/min. Based on these results, it isconsidered that the optimization of the FSP condition isnecessary to control the heat input in order to prevent defectsand increase the modified region.
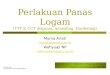
3.2 Vickers hardnessFigure 6 shows the effect of the traveling and rotating
speeds of the tool on the Vickers hardness of the modifiedregion. The hardness increases to 800HV in the large regionwith 12mm width and 1.2mm depth for the sampleprocessed at 900 rpm and 50mm/min. However, the depthof the hardened region with high hardness decreased due tothe low heat input for the sample processed at 900 rpm and
20 mµ
Fig. 2 Microstructure of base material.
Shoulder only
This study
ShoulderProbe
Common tool
Fig. 3 Tool shape.
2ton 3ton 4ton 4.5ton 5ton
2ton 3ton 4ton 4.5ton 5ton
2ton 3ton 4ton 4.5ton 5ton
50mm/min
100mm/min
150mm/min
Surface AppearanceTraveling Load
Speed
Fig. 4 Effect of traveling speed and applied load on appearance of FSPedFCD450 (Rotation Speed: 900 rpm).
50mm/min
100mm/min
150mm/min
Traveling Surface AppearanceRotation
1200rpm
50mm/min
100mm/min
150mm/min
1500rpm
Speed Speed
Fig. 5 Appearance of various FSPed FCD450 (Rotation Speed: 1200 and1500 rpm, Load: 5 ton).
Table 1 Chemical compositions of base material (mass%).
C Si Mn P S Mg
FCD450 3.86 2.35 0.3 0.016 0.015 0.041
Surface Hardening of Ferrite-Based Cast Iron by FSP 1457

100mm/min. Additionally, there were some low hardnessregions from the center to the RS. The hardness distributionof the sample processed at 900 rpm and 150mm/min, thecondition which provided the minimal heat input in thisstudy, was similar to that of the sample processed at 900 rpmand 100mm/min.
The modified region with high and uniform hardness waslarge for the sample processed at 900 rpm and 50mm/min.On the other hand, the depth of the modified region increasedby the increment of the rotating speed. However, there was alow hardness region near the surface for the sample processedat 1200 rpm and 50mm/min. Although the modified regionwas large for the sample processed at 1500 rpm and 50mm/min, the condition which provided the maximal heatinput, the hardness increased to only 400600HV.
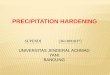
3.3 MicrostructureFigure 7 shows the microstructure and EDX mappings of
the cross section of the sample processed at 900 rpm and100mm/min. The elongated particles can be identified asdeformed graphite by the EDX mapping of element C. Plasticflow occurs before the base material is sufficiently softeneddue to the insufficient heat input, therefore a deformedgraphite structure was formed.
As shown in Fig. 6, the sample processed at 900 rpm and50mm/min showed an obvious hardness increase. However,the sample processed at 1500 rpm and 50mm/min showedno obvious hardness increase. Figure 8 compares the micro-structure of these two samples. Figure 8(a) shows themicrostructure of the samples processed at 900 rpm and50mm/min, which has a hardness value larger than 700HV.Very fine martensite was formed and caused the remarkable
increase in the hardness. On the other hand, in the sampleprocessed at 1500 rpm and 50mm/min, as shown inFig. 8(b), the pearlite structure was formed due to the highheat input caused by the high rotation speed and low coolingrate caused by the low traveling speed. Thus, the hardnessincrease was not sufficient.
When the heat input is low and the temperature rise is justabove the A1 transformation temperature, the hardnessincrease in the sample is obvious. On the contrary, when
Traveling speedR
otat
ion
spee
d90
0rpm
1200
rpm
1500
rpm
50mm/min 100mm/min 150mm/min
Excess heat input Suitable heat input Low heat input
Vickers hardness ,HV
24mm
ASRS
ASRS
ASRS
ASRS
ASRS
AS
AS
AS
ASRS
RS
RS
RS
2.5m
m
Fig. 6 Effect of processing conditions on Vickers hardness.
(a) (b)
(c) (d)
(a) C
(b) Si
(c) O
(d) Fe
Fig. 7 Cross-sectional microstructure and EDX mappings of FSPedFCD450 near the center surface (900 rpm, 100mm/min).
K. Imagawa, H. Fujii, Y. Morisada, Y. Yamaguchi and S. Kiguchi1458

the heat input is high, the sample’s hardness is not sufficientlyincreased due to the insufficient cooling rate. There exists anoptimal range of heat input in order to obtain a uniformhardness increase in a large hardened layer.
3.4 Revolution pitchAs discussed in 3.13.3, the optimal range of the heat input
was important for the FSP in order to harden the FCD450plate. The “revolution pitch”, which was defined by thefollowing equation, was used in order to clarify the optimalrange of the heat input.14)
Revolution pitch ¼ V=N
where V and N are the traveling speed and rotating speed,respectively. The revolution pitch is the traveling distance perone rotation of the tool. The high revolution pitch valuemeans a low heat input during the process. Table 2 shows therelationship between the revolution pitch and optimal processrange. The optimal process range was defined as the processcondition which led to the hardened layer with more than1mm of depth. The optimal condition for the FCD450was 0.0420.067mm/r. On the other hand, it was 0.0560.300mm/r for the pearlite-based cast iron. The optimalprocess range of ferrite-based cast iron was narrowercompared with that of the pearlite-based cast iron. Although0.042mm/r was out of the optimal process range of thepearlite-based cast iron due to excess heat input, it wasadequate for the ferrite-based cast iron. As shown in Fig. 9,the narrow optimal process range of the ferrite-based castiron, which has a low carbon content in matrix, is reasonablefor the following reasons. (a) Maximal solubility limit of thematrix for carbon should be increased by austenitizing usingthe FSP, (b) nodular graphite is the carbon source for the
Martensite Pearlite
(b)(a)
–12 –10 –8 –6 –4 –2 0 2
Dep
th fr
om s
urfa
ce,m
m
4 6 8 10 12
00.40.8
–0.4–0.8–1.2
Distance from center,mm–12 –10 –8 –6 –4 –2 0 2
Dep
th fr
om s
urfa
ce,m
m4 6 8 10 12
00.40.8
–0.4–0.8–1.2
Distance from center,mm
Vikers hardness,HV
0 100 200 300 400 500 600 700 800 900 Vikers hardness,HV
0 100 200 300 400 500 600 700 800 90010 mµ 10 mµ
Fig. 8 Microstructures of FSPed FCD450. (a) Rotation speed: 900 rpm, Traveling speed: 50mm/min (b) Rotation speed: 1500 rpm,Traveling speed: 50mm/min.
Table 2 Relationship between revolution pitch and optimal process range.
Rotation speed[rpm]
Traveling speed[mm/min]
Revolution pitch[mm/r]
Heat input for hardness
1500 50 0.033 Excess heat input
1200 50 0.042
Optimal heat input900 50 0.056
1500 100 0.067
1200 100 0.083
Insufficient heat input
1500 150 0.100
900 100 0.111
1200 150 0.125
900 150 0.167
Tool
Frictional heat and stiringRapid heating
Diffusion of carbon from graphite to matrix
Low carbon content in matrix
Rapid coolingMartensitic transformation
Spheroidal graphite
Martensite
Ferrite
Austenite
(a) (b)
(c) (d)
Fig. 9 Processes required for hardening of Ferrite-based cast irons in FSP.
Surface Hardening of Ferrite-Based Cast Iron by FSP 1459

matrix, (c) a high cooling rate is needed for the martensitictransformation, and (d) both a sufficient heat input fordiffusion of the carbon into the matrix and high cooling ratefor the martensitic transformation were required to harden theferrite-based cast iron. Therefore, the optimal process rangeof the ferrite-based cast iron was narrower than that for thepearlite-based cast iron.
The FSP is very useful for the surface hardening of theferrite-based cast iron because the high cooling rate can beobtained by the local heating. Ferrite-based cast iron can behardened by the FSP at the revolution pitch of 0.042mm/rwhich leads to the excess heat input for the pearlite-basedcast iron because the thermal conductivity of ferrite (7180W/mK) is higher than that of perlite (50W/mK).
4. Conclusions
The Friction Stir Processing was used in this study asa new method of surface hardening for cast irons. Thefollowing conclusions can be drawn:(1) The Friction Stir Process is very useful for the surface
hardening of ferrite-based cast iron because the rapidheating and the following rapid cooling can be obtainedby this method. Therefore, after FSP, it is possible toform a hardened layer on the ferrite-based cast iron.
(2) By performing FSP with the optimal heat input, Vickershardness of about 700HV is obtained even for theferrite-based cast irons due to fine martensite formation.
(3) The optimal process range of ferrite-based cast iron ismuch smaller than that of the pearlite-based cast ironsdue to the requirement of both the sufficient heat inputfor diffusion of the carbon into the matrix and the highcooling rate for the martensitic transformation.
Acknowledgments
This research was supported by Japan Science andTechnology Agency (JST) under Collaborative ResearchBased on Industrial Demand “Heterogeneous StructureControl: Towards Innovative Development of MetallicStructural Materials”, and by the Grobal COE, and by theJapan Society for Promotion of Science, and by the ISIJResearch Promotion Grant, and by the Japan FoundryEngineering Society.
REFERENCES
1) K. Ogawa: J. Japan Soc. Precision Eng. 30 (1964) 794802.2) J. D. Kim and J. K. Ji: Mater. Sci. Tech. 176 (2006) 1923.3) M. Bielawski and A. Furmanek: Vacuum 41 (1990) 21812183.4) F. Fouquet and E. Szmatula: Mater. Sci. Eng. 98 (1988) 305308.5) M. Tsujikawa, M. Hino, M. Kawamoto and K. Okabayashi: IMONO 64
(1992) 613618.6) M. Tsujikawa, T. Mori, A. Ikenaga and K. Okabayashi: IMONO 52
(1992) 400404.7) J. H. Hong, M. Tsujikawa, A. Ikenaga, M. Kawamoto and K.
Okabayashi: IMONO 57 (1985) 767772.8) W. M. Thomas: Interntational Patent Appl. No. PCT/GB92/02203 and
GB Patent Appl. No. 9125978.8 (1991) U.S. Patent No. 5,460,317.9) S. R. Sharma, Z. Y. Ma and R. S. Mishra: Scr. Mater. 51 (2004) 237
241.10) Z. Y. Ma, S. R. Sharma and R. S. Mishra: Scr. Mater. 54 (2006) 1623
1626.11) H. J. Liu, H. Fujii and K. Nogi: Mater. Sci. Tech. 20 (2004) 399
402.12) Y. Yamaguchi, H. Fujii, S. Kiguchi and K. Nogi: J. JFS 80 (2008) 15
21.13) H. Fujii, Y. Yamaguchi, S. Kiguchi and K. Nogi: Mater. Trans. 49
(2008) 28372843.14) T. Hashimoto, S. Jyogan, K. Nakata, Y. G. Kim and M. Ushio: Proc. 1st
Int. FSW Symp., Thousand Oaks, USA, 1416 June (1999) CD-ROM.
K. Imagawa, H. Fujii, Y. Morisada, Y. Yamaguchi and S. Kiguchi1460