Embed Size (px)
Citation preview

T-6.
OBRADA BUŠENJEM
Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
CILJEVI UČENJA:
1. Razumete proizvodne operacije u obradibušenjem.
2. Planirate alate u obradi bušenjem.3. Objasnite otpore i snagu pri rezanju.4. Planirate režime obrade u obradi
brušenjem.5. Razumete rad mašina u obradi bušenjem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
129Mašine u obradi bušenjem4.
128Režim obrade u obradi bušenjem3.
127Otpori i snaga rezanja2.
121Proizvodne operacije i alati1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Bušenje je postupak izrade i obrade otvora i rupa.
Glavno obrtno i pomoćno pravolinijsko kretanje izvodi alat.
Glavno kretanje je definisano:
•brzinom rezanja (V, m/min) ili
•brojem obrta (n, o/min), a
Pomoćno kretanje je definisano :
•korakom (S, mm/o – aksijalnim pomeranjem alata za jedan obrt alata)
•brzinom pomoćnog kretanja (Vp= n·S, mm/min).
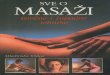
Osnovna kretanja i rezni sloj u obradi bušenjema) Bušenje b) Proširivanje c) Razvrtanje

Бушење
•бушење,•проширивање бургијом,•проширивање проширивачем и•развртање.
dr = Dr = Dn
dp = Dp ≤ Dr - δ2
db = Db ≤ Dp - δ1
db > 30mmdb1 = Db1 ≈ 0.6·Db
ar = (Dr - Dp) / 2ap = (Dp - Db) / 2ab = (Db - Db1) / 2
δ1/2
δ2/2
Dr
Dp
Db
Db1
Dn Db1 Db
Dp Dr

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Geometrijski parametri obrade
Širina i debljina reznog sloja pri bušenju su:
Površina poprečnog preseka reznog sloja:
Dubina rezanja u obradi proširivanjem i razvrtanjem je:
dok su dodaci za obradu:δ1 - dodatak za obradu proširivanjem,δ2 - dodatak za obradu grubim razvrtanjem iδ3 - dodatak za obradu finim razvrtanjem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Proizvodne operacije u obradi bušenjem
Pored osnovnih operacija (bušenja, proširivanja, upuštanja i razvrtanja)bušenjem se mogu realizovati i druge operacije izrade i obrade otvora irupa kao što su: zabušivanje, bušenje dubokih otvora (duboko bušenje)i izrada navoja.
Bušenje otvora i rupa se izvodi u punom materijalu jednim alatom ili, kodvećih prečnika, stepenasto u nekoliko faza, burgijama različitog prečnika
Proizvodne operacije bušenja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Bušenje otvora spiralnim burgijama je efikasno kod otvoramanje dubine (odnosa dubine i prečnika otvora l/D ≤ 5).
Za otvore veće dubine primenjuje se postupak dubokog bušenja,korišćenjem burgija za duboko bušenje (topovske burgije).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Naknadna i konačna obrada otvora ostvaruje se operacijama proširivanja irazvrtanja, koje obezbeđuju ostvarenje zadatih dimenzija otvora ipropisanog kvaliteta površina.
Proizvodne operacije proširivanja i razvrtanja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Obrada krajeva otvora se izvodi upuštanjem.
Sve operacije upuštanja imaju za cilj obezbeđenje pravilnog naleganjavijaka različitog tipa (poravnavanje čeone površine i upuštanje glavevijaka).
Ravno upuštanje se primenjuje za obradu čeone površine otvora kroz kojiprolazi vijak sa ravnim sedištem (šestougaone glave i sl.), cilindrično zaimbus vijak, a konično za vijak sa konusnom glavom.
Proizvodne operacije upuštanja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Zabušivanje pre bušenja otvora ili gnezda za centriranje se koristi prebušenja ili pre obrade osovina i vratila.
Zabušivanje pre bušenja obezbeđuje centriranje i pravilno vođenjespiralne burgije. Izvodi se zabušivačima sa jednostrukim konusom.
Zabušivanje gnezda za centriranje, na vratilima i osovinama, obezbeđujepravilno centriranje i stezanje osovina i vratila u obradi struganjem ibrušenjem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Izrada unutrašnjeg navoja se ostvaruje korišćenjem jednostrukih ureznika.
Pre izrade navoja buši se otvor čiji prečnik odgovara unutrašnjem prečnikunavoja.
Izrada unutrašnjeg navoja na bušilici

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alati u obradi bušenjemZa bušenje otvora i rupa koriste se burgije, zabušivači i burgije za duboko bušenje.Burgije su definisane standardima.
Prema obliku dele se na: ravne i spiralne (sa cilindričnom i koničnom drškom),specijalne.
Prema vrsti alatnog materijala burgije se dele na burgije od brzoreznog čelika i sapločicama od tvrdog metala,
Prema postupku izrade na burgije izrađene glodanjem, valjanjem i brušenjem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Za proširivanje i upuštanje otvora koriste se proširivači i upuštači.
Prema obliku razvrstavaju se na:
spiralne proširivače sa cilindričnom i koničnom drškom, vratne, sa vođicama,nasadne, sa pločicom od tvrdog metala, specijalne i sl. odnosno cilindrične, konične,specijalne upuštače itd.
Alati za proširivanje i upuštanje otvora

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alati za razvrtanje
Razvrtači se dele na: ručne i mašinske,
Prema konstrukciji na: podešljive i nepodešljive,
Prema vrsti alatnog materijala na: razvrtače od brzoreznog čelika i sapločicama od tvrdog metala,
Prema obliku na: cilindrične i konične

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
U savremenim proizvodnim uslovima sve češće se koriste burgije (alati)sa izmenjivim pločicama od tvrdog metala, rezne keramike i supertvrdih materijala ili burgije (alati) poboljšanih karakteristika, sa prevlakama
Savremeni alati sa izmenjivim pločicama

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
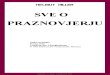
Spiralna burgija se sastoji od drške, vrata, tela i vrha.Drška obezbeđuje pozicioniranje, centriranje i stezanje burgije. Može biticilindrična (za burgije prečnika do 20 mm) ili konična (za burgije prečnikapreko 5 mm).Vrat se koristi za upisivanje osnovnih karakteristika burgije (materijal iprečnik).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Telo čini cilindrični deo, koji odgovaranominalnom prečniku burgije.
Na telu se nalaze dva naspramna zavojnažljeba za odvođenje strugotine.
Zavojni žljebovi su složenog profila izrađenitako da obrazuju konično centralno jezgrozamišljenog prečnika od oko 2/15 D navrhu burgije, sa povećanjem prečnika kavratu burgije.
Reznu geometriju spiralne burgije,kao dvosečnog alata, pored uglovareznog klina (α, β i γ), definišu iuglovi:
2 ϕ - ugao vrha spiralne burgije,ψ - ugao nagiba pomoćnog sečiva iω - ugao uspona spirale - zavojnice.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Radni deo proširivača i razvrtača se sastoje od dva dela: reznog ikalibrirajućeg.Rezni deo, u vidu konusa sa uglom vrha 2ϕ, obezbeđuje uklanjanje viškamaterijala, a kalibrirajući vođenje alata, kalibrisanje otvora i održavanjedimenzija (prečnika) alata nakon oštrenja (pomeranjem reznog dela premadršci alata).
Geometrija alata za proširivanje

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Geometrija alata za razvrtanje
Rezni deo, u vidu konusa sa uglom vrha 2ϕ, obezbeđuje uklanjanje viškamaterijala, a kalibrirajući vođenje alata, kalibrisanje otvora i održavanjedimenzija (prečnika) alata nakon oštrenja (pomeranjem reznog dela prema dršcialata)

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
129Mašine u obradi bušenjem4.
128Režim obrade u obradi bušenjem3.
127Otpori i snaga rezanja2.
121Proizvodne operacije i alati1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
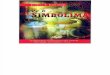
Rezultujući otporrezanja u obradibušenjem se razlaže natri komponente:
F1 - glavni otpor rezanja,F2 - otpor prodiranja,F3 - otpor pomoćnomkretanju.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
otpor pomoćnom kretanju:
obrtni moment (moment uvijanja):
gde su:
•Cf, Cm, x1, y1, x i y - konstanta i параметри обрадљивости(eksponenti otpora),•D, mm - prečnik burgije•S, mm/o - korak.
Osnovne komponente rezultujućeg otpora rezanja:

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Snage mašine:Na osnovu obrtnog momenta u obradi bušenjem:
definiše se snaga mašine:
pri čemu su:
•η - mehanički stepen iskorišćenja snage mašine i•n, o/min - broj obrta alata.
Snaga mašine se orijentaciono može proveriti i na osnovu specifičnesnage rezanja preko izraza:
gde su, pored poznatih veličina: q, cm3/min - specifična proizvodnost obradei p, kW/cm3 min - prosečna specifična snaga rezanja.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
129Mašine u obradi bušenjem4.
128Režim obrade u obradi bušenjem3.
127Otpori i snaga rezanja2.
121Proizvodne operacije i alati1.

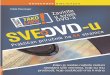
Основни елементи процеса резања - бушење
Брзина резања [m/min]
Број обрта алата n [о/min]
Брзина помоћногкретања
vs = n·s [mm/min]
Корак-померање алатаза један обрт алата
s [mm/о]
Главно време обраде [min]
Производност [mm3/min]
Ход алата- дубинабушења
L [mm]
Нападни угао κr [o]
Дужина сечива уконтакту
[mm]
vs n
κr
D
b1
s/2L
gde su, pored poznatihveličina:L = l + e + l1, mm – hod alatаl, mm - dubina obrade;e = 2 - 5 mm - prilaz alata i l1≈ D/3, mm - izlaz alata.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Brzina rezanja u obradi bušenjem predstavlja obimnu brzinu alata na spoljašnjemprečniku:
Izbor brzine rezanja se vrši na bazi:•preporuka•proračunom.
Preporučena brzina rezanja se bira u funkcijimaterijala predmeta obrade, jačine materijalana kidanje, koraka, prečnika burgije i sl.,najčešće na osnovu preporuka proizvođača.
Proračun (provera) brzine rezanja se izvedi sobzirom na iskorišćenje:
•postojanosti alata i•snage mašine.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
129Mašine u obradi bušenjem4.
128Režim obrade u obradi bušenjem3.
127Otpori i snaga rezanja2.
121Proizvodne operacije i alati1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Mašine u obradi bušenjem - bušilice se
mogu razvrstati na različite načine.
Prema položaju glavnog vretena na:
• horizontalne
• vertikalne bušilice
Prema broju glavnih vretena na:
• jednovretene i
• viševretene bušilice.
Jednovretene bušilice su namenjene
pojedinačnoj i serijskoj proizvodnji. Ovoj
grupi bušilica pripadaju:
stone, stubne, radijalne, univerzalne
radijalne i koordinatne bušilice.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Stona bušilica
qSluži za bušenje malih rupa, prečnika do 10 mm.qZbog malog prečnika moraju da raspolažu velikim brojevima obrta, radipostizanja potrebne brzine rezanja.qPomoćno kretanje se uglavnom obavlja ručno, pomoću ručice.qPoluautomatska bušilica - glavno vreteno obavlja radni hod i vraća se,nakon čega se pomoćno kretanje zaustavlja
•Opis proizvoda:
•snaga motora: 300 W / 220 V ~ 50 Hz•maksimalni prečnik bušenja u čeliku: Ø 13 mm•dubina ulaganja: 104 mm•hod vretena: 50 mm•broj obrtaja vretena: 520 - 2620 o/min•broj brzina: 5•prihvat stezne glave: konus B 16•dimenzije radnog stola: 160 x 160 mm•zakretanja radnog stola: ± 45° / 360°•maksimalno rastojanje od vretena do stola: 240 mm•dimenzije radnog stola na postolju: 135 x 175 mm•maksimalno rastojanje od vretena do postolja: 325 mm•prečnik stuba: 46 mm•gabariti (dxšxv): 420x220x580 mm•neto težina: 19 kg

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Bušilica stona B20 trofazna
•snaga motora: 550 W / 400 V - 50 Hz•maksimalni prečnik bušenja u čeliku: 20 mm•dubina ulaganja: 170 mm•hod vretena: 80 mm•broj obrtaja vretena: 210 - 2220 o/min•broj brzina: 12•izbor smera okretanje vretena: levo / desno•dimenzije radnog stola: 275 x 275 mm•zakretanje radnog stola: +/- 45 i 360 stepeni•maksimalno rastojanje od vretena do stola: 450 mm•dimenzije radnog stola na postolju: 205 x 200 mm•maksimalno rastojanje od vretena do postolja: 635 mm•prečnik stuba: 70 mm•gabariti (dxšxv): 700x300x990 mm•neto težina: 53 kg

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
•proizvođač: OPTIMUM, Nemačka•broj burgija u setu: 25 kom.•dimenzije burgija: 1 / 1.5 / 2 / 2.5 / 3 /3.5 / 4 / 4.5 / 5 / 5.5 / 6 / 6.5 / 7 / 7.5 / 8/ 8.5 / 9 / 9.5 / 10 / 10.5 / 11 / 11.5 / 12 /12.5 / 13 mm•titanijumska prevlaka•tvrđe od burgija od tvrdog metala•bolji rezultati obrade•veća izdržljivost•pakovanje: metalna kutija
Burgije spiralne za metal set

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Stubna bušilica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
•Napon: 400 V - 50 Hz•Snaga: 1100 W (S2 15 min)•Broj obrtaja: 160-3000 /min (16brzina)•Smer obrtanja: levi-desni•Zakretanje radne ploče: -45° do +45°•Prihvat burgije: Ø 3-25 mm•Glava: B16•Hod vretena: 200 mm•Dimenzije postolja: 520 x 305 mm•Dimenzije radne površine: 335 x 335mm•Ukupna visina: 1670 mm•Težina: 89 kg
Stubna stona bušilica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
•Napon: 400 V ~ 50 Hz
•Snaga: 630 watts (S2 15 min.)
•Brzina motora: 1,400 min-1
•Radna brzina: 12 koraka 120-2,450 min-1
•Rotiranje table: -45° to +45°
•Debljine burgije: Ø 3 mm to Ø 16 mm
•Težina: 38 kg
•Dimenzije: 770x430x210 mm

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Radijalna bušilica
•Za bušenje težih radnih predmeta, većihdimenzija - pri bušenju više rupa, radnipredmet ne mora da se pomera za svakurupu.•Pogonski elektromotor, za pogon glavnogvretena se nalazi na nosaču alata.•Glavno vreteno vrši vertikalno pomoćnokretanje.•Nosač alata se pomera radijalno, dužkonzole bušilice, u odnosu na stub.•Konzola se može kretati u vertikalnompravcu duž zavojnog vretena (posebanelektromotor) i da se obrće oko stuba.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Radijalna bušilica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Radijalna bušilica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Koordinatna bušilica obezbeđuje bušenje odnosno obradu prema zadatimkoordinatama centra otvora, u skladu sa programom utvrđenimkoordinatama.
Zahteva posebne uslove, u pogledu mikroklime, i obezbeđuje visok kvalitetobrade.
Mašine u obradi bušenjem
Osnovne eksploatacijske karakteristike jednovretenih bušilica (značajne ipri izboru i nabavci mašina) su:
•koeficijent preciznosti Cmp i tačnosti mašine Cmpk,•pogonska snaga mašine P i mehanički stepen iskorišćenja snage η,•raspon brojeva obrta nmin - nmax•geometrijski faktor promene prenosnika glavnog kretanja ϕn,•raspon koraka Smin - Smax i geometrijski faktor promene prenosnika•pomoćnog kretanja ϕS,•gabariti predmeta obrade (maksimalni prečnik i dubina bušenja) i sl.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Koordinatna bušilica
1. Omogućava bušenje rupa na tačnom međusobnom odstojanju bezprethodnog merenja i obeležavanja na radnom predmetu.
2. Zahtevaju se posebni radni uslovi zbog tražene preciznosti.3. Može se koristiti kao glodalica za uzdužno glodanje.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Viševretene bušilice su namenjene masovnoj proizvodnji.To su: redne, bušilice sa viševretenom glavom i viševretene bušilice.
Šema viševretene bušilice

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Bušilica sa viševretenom glavom
Jednovretena bušilica, adaptirana za istovremeno bušenje sa više vretena

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Šematski prikaz redne bušilice

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Agregatne bušilice

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
HVALA NA PAŽNJI