Embed Size (px)
DESCRIPTION
Poster explaining hydrotreated biodiesel process.
Citation preview
Rizki E.1,2, Evita Emaniatin P. R.1, Zarrah Duniani1 & R. Sutontro1
1PT Pertamina (Persero), Research & Development - Refining DirectorateJl. Raya Bekasi KM20, Pulogadung, East Jakarta13920 - [email protected]
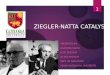
IntroductionThe use of alternative, sustainable resources of energy for the transportation sector has been increasing as a consequence of the concern over limited fossil fuel resources and global warming from CO2 emissions. Nowadays the main biodiesel fuel product are FAME (Fatty Acid Methyl Ester) derived from palm oil. This type of fuel have some disadvantages which limit its use in an unmodified diesel engine. Indonesia is one of the biggest palm oil producer and exporter. Realizing this fact, Pertamina has started to develop a process to convert vegetable oil into biodiesel. The process function is to remove oxygen to transform renewable organic material into pure hydrocarbon (n-parafin), which is basically the same component as those present in fossil derived diesel fuel, eliminating all limitation related to FAME. Isomerization step is required to further enhance the cold properties of the fuel produced, which is critical in an engine cold start up in cold climate countries, by transforming some of the n-parafin into iso-parafin. This process has a promising future to be easily integrated into an existing refinery infrastructure.
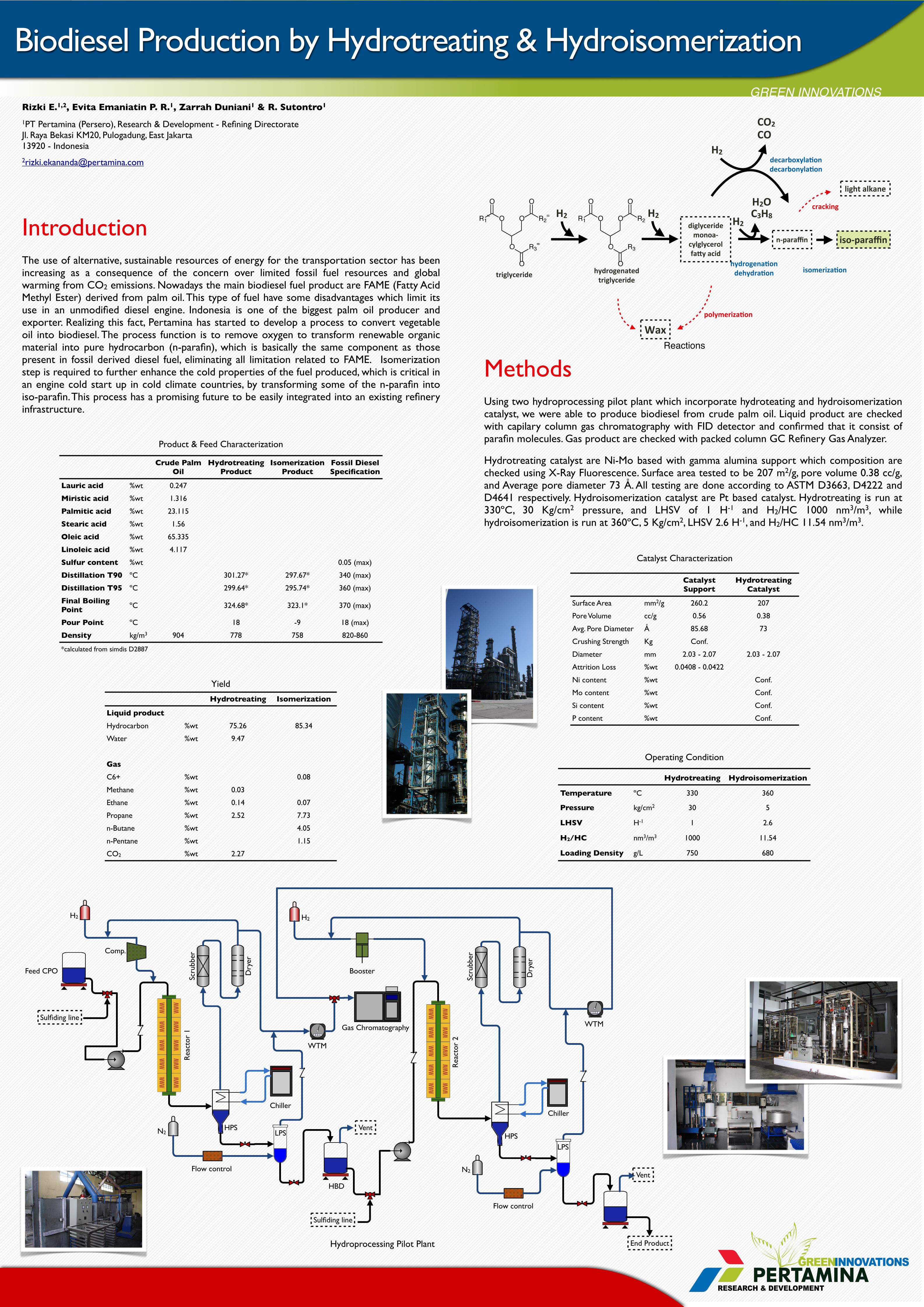
MethodsUsing two hydroprocessing pilot plant which incorporate hydroteating and hydroisomerization catalyst, we were able to produce biodiesel from crude palm oil. Liquid product are checked with capilary column gas chromatography with FID detector and confirmed that it consist of parafin molecules. Gas product are checked with packed column GC Refinery Gas Analyzer.
Hydrotreating catalyst are Ni-Mo based with gamma alumina support which composition are checked using X-Ray Fluorescence. Surface area tested to be 207 m2/g, pore volume 0.38 cc/g, and Average pore diameter 73 Å. All testing are done according to ASTM D3663, D4222 and D4641 respectively. Hydroisomerization catalyst are Pt based catalyst. Hydrotreating is run at 330ºC, 30 Kg/cm2 pressure, and LHSV of 1 H-1 and H2/HC 1000 nm3/m3, while hydroisomerization is run at 360ºC, 5 Kg/cm2, LHSV 2.6 H-1, and H2/HC 11.54 nm3/m3.
GREEN INNOVATIONS
Biodiesel Production by Hydrotreating & Hydroisomerization
RESEARCH & DEVELOPMENT
GREENINNOVATIONS
Product & Feed CharacterizationProduct & Feed CharacterizationProduct & Feed CharacterizationProduct & Feed CharacterizationProduct & Feed CharacterizationProduct & Feed Characterization
Crude Palm Oil
Hydrotreating Product
Isomerization Product
Fossil Diesel Specification
Lauric acid %wt 0.247
Miristic acid %wt 1.316
Palmitic acid %wt 23.115
Stearic acid %wt 1.56
Oleic acid %wt 65.335
Linoleic acid %wt 4.117
Sulfur content %wt 0.05 (max)
Distillation T90 ºC 301.27* 297.67* 340 (max)
Distillation T95 ºC 299.64* 295.74* 360 (max)
Final Boiling Point ºC 324.68* 323.1* 370 (max)
Pour Point ºC 18 -9 18 (max)
Density kg/m3 904 778 758 820-860
*calculated from simdis D2887*calculated from simdis D2887*calculated from simdis D2887*calculated from simdis D2887*calculated from simdis D2887*calculated from simdis D2887
H2
triglyceride hydrogenated triglyceride
diglyceridemonoa-‐
cylglycerolfa3y acid
light alkane
n-‐paraffin iso-‐paraffin
isomeriza8on
H2
hydrogena8ondehydra8on
H2OC3H8H2
decarboxyla8ondecarbonyla8on
H2
CO2CO
polymeriza8on
Wax
cracking
ChillerChiller
HPSHPS
Flow control
Flow control N2
N2
H2 H2
Booster
Gas Chromatography
WTM
WTM
Feed CPO
HBD
End Product
Vent
Vent
Comp.
Sulfiding line
Sulfiding line
Rea
ctor
1
Rea
ctor
2
Scru
bber
Scru
bber
Dry
er
Dry
er
LPS
LPS
Operating ConditionOperating ConditionOperating ConditionOperating Condition
Hydrotreating Hydroisomerization
Temperature ºC 330 360
Pressure kg/cm2 30 5
LHSV H-1 1 2.6
H2/HC nm3/m3 1000 11.54
Loading Density g/L 750 680
Hydroprocessing Pilot Plant
Reactions
Catalyst CharacterizationCatalyst CharacterizationCatalyst CharacterizationCatalyst Characterization
Catalyst Support
Hydrotreating Catalyst
Surface Area mm2/g 260.2 207
Pore Volume cc/g 0.56 0.38
Avg. Pore Diameter Å 85.68 73
Crushing Strength Kg Conf.
Diameter mm 2.03 - 2.07 2.03 - 2.07
Attrition Loss %wt 0.0408 - 0.0422
Ni content %wt Conf.
Mo content %wt Conf.
Si content %wt Conf.
P content %wt Conf.
YieldYieldYieldYield
Hydrotreating Isomerization
Liquid product
Hydrocarbon %wt 75.26 85.34
Water %wt 9.47
Gas
C6+ %wt 0.08
Methane %wt 0.03
Ethane %wt 0.14 0.07
Propane %wt 2.52 7.73
n-Butane %wt 4.05
n-Pentane %wt 1.15
CO2 %wt 2.27