Embed Size (px)
Citation preview

2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
77
TALAŞ FORMUNA BAĞLI OLARAK 7075 Al ALAŞIMININ İŞLENEBİLİRLİK
PARAMETRELERİNİN UYGUNLUĞUNUN TESPİT EDİLMESİ
Hasan KAYA, [email protected], Kocaeli Üniversitesi, KOCAELİ
Abdulkadir CENGİZ, [email protected], Kocaeli Üniversitesi, KOCAELİ
Mehmet UÇAR, [email protected], Kocaeli Üniversitesi, KOCAELİ
ÖZET
Bu çalışmada, 1800C sıcaklıkta 1, 6, 12, 24 saat sürelerinde yaşlandırma işlemine tabi
tutulmuş 7075 alüminyum alaşımının talaşlı işlenebilirliği incelenmiş ve elde edilen talaş
formlarına göre en uygun işlenebilirlik parametrelerinin belirlenmesine çalışılmıştır.
Deneylerde, torna tezgahı kullanılmış olup, kesme hızı, devir sayısı ve malzeme çapı gibi
parametreler değiştirilerek talaş kaldırma esnasında oluşan sıcaklık değişimleri, kesici
takımda oluşan aşınma ve talaş formları incelenmiştir. Deneyler sonucunda, uygulanan
işlenebilirlik parametrelerine bağlı olarak; helisel, karışık, burgu ve şerit olmak üzere dört tip
talaş elde edilmiştir. Helisel talaş formunda yüzey bitirme işlemleri, yüzey kalitesi açısından
son derece uygun iken diğer talaş formları için düşük yüzey kalitesi gözlenmiştir.
Anahtar Kelimeler: 7075 Al, işlenebilirlik, talaş tipleri, ısıl davranış.
ABSTRACT
In this study, machinability of 7075 aluminum alloy was aged at a temperature of 1800C for 1,
6, 12, 24 hours and was investigated and obtained by chip form to determine the most
appropriate parameters of machinability was tried. During experiments, lathe was used,
parameters such as cutting speed, rotation speed and material diameter were changed to
explore by during the machining on temperature changes, wearing on the cutting tool and
chip forms. As a result of experiments were applied to depend on the machinability
parameters; to helical, mixed, drill and strip were obtained four types chips. Surface finishing
in helical chip form while extremely convenient in terms of surface quality for another chip
forms lower surface quality was observed.
Keywords: 7075 Al, machinability, chip forms, heat treatment.
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
78
1.GİRİŞ
İşlenebilirlik talaşlı imalat için önemli bir kavramdır. Talaşlı işlenebilirlik proses ve malzemeyi
birlikte ihtiva eden bir sistem özelliği olarak düşünülmelidir. Malzemeleri işlenebilirlik
açısından genel bir sıralamaya koymak mümkün değildir. Genellikle biçimlendirme ve diğer
çeşitli şekillendirme proseslerinde talaşlı işlem çalışmaları gerekmektedir [Seker U, Kurt A,
Ciftci I., 2002]. İşlenebilirlik bu anlamda, malzemelerin daha kolay ve daha az maliyet ile
işlenebilmesi konusunda yardımcı olmaktadır. Özellikle kesici takım için; takım ömrü, işlenen
parçadaki yüzey kalitesi ve kesme hızı optimum değerleri konusunda yardımcı olmaktadır.
Malzemenin sertliği, sünekliği, yüzey gerilmeleri, iç yapıdaki alaşım metalinin türü, işleme
öncesi malzemenin geçirdiği ısıl işlem gibi unsurlar işlenebilirliği etkiler. Tornalama işlemleri
talaşlı imalatın büyük bir kısmını içermektedir. İdeal talaşlı işleme özelliklerinin
sağlanmasında, malzemenin mekanik özelliklerinin yanında kesme hızı ve kesici uç
geometrisi gibi işleme parametreleri etkili olmaktadır [Aydın, B., Özçatalbaş, Y., 2002, Trent,
E.M., 1998, Metals Park, Volume III, 1967]. Talaşlı işlem özelliklerinin ideal oranlarda
sağlanabilmesi amacıyla, malzemenin kesme hızlarına, kesici uç geometrilerine ve mekanik
özelliklerine dikkat edilmelidir [American Society for Metals, 1967, Özçatalbaş Y, Aydın B.,
2006].
Alüminyumun en geniş kullanım alanları denildiğinde, askeri amaçlı hafif zırhlı araçlar, deniz
botları, yolcu ve askeri uçaklar, otomobil saçları ve motor blokları, pek çok irili ufaklı
endüstriyel makine parçaları akla ilk gelenler arasında yer almaktadır [European Standard
EN 50183, 2000, Davies,G., 1988]. Yoğunluk oranına bağlı olarak yüksek direnci amacıyla,
havacılık endüstrisinde oldukça geniş uygulama alanlarına sahip olan alüminyum alaşımları
[Zhao T, Jiang Y., 2008], son yıllarda havacılık endüstrisinde ısı davranışları konusunda da
dikkate değer bir davranış göstermiştir. Isıl işleme bağlı olarak yüksek dayanım özellikleri
sergileyen alüminyum alaşımları içerisinde 7XXX serisi 7075 Al alaşımları dikkati
çekmektedir. [R. Clark Jr, B. Coughran, I.Traina, A.Hernandez, T.Scheck, C.Etuk, J.Peters,
E.W.Lee, J.Ogren, O.S.Es-Said., 2005]. 7xxx serileri içerisinde çinko %1-8 arasındaki miktarı
ile temel alaşım elementini içerir ve daha ufak yüzde oranlarında magnezyum ikinci sırada
bulunur. Bu iki alaşım çifti ısıya dayanıklı ve çok yüksek dayanımlara sahip bir alaşımı
oluştururlar. Genellikle diğer elementler, bakır ve krom gibi çok ufak miktarlarda
bulunmaktadır. 7xxx serisi alaşımlar, hava çerçevesi yapıları, hareketli cihazlar ve diğer
oldukça yüksek gerilime maruz parçalarda kullanılmaktadırlar [ASM Handbook, 1990]. 7075
Al alaşımları için T6 temper sıcaklığı optimal sıcaklık davranış olarak sayılmaktadır
[http://www.alcoa.com/adip/catalog/pdf/Cold_Finished_Alloy_7075.pdf, 2010]. Bu ısıl
davranış, 4800C’ de 1 saatlik solüsyon uygulaması gerektirir. Solüsyon uygulaması ardından
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
79
suda hızlı soğutma ve son olarak ta çeşitli süreler için yaşlandırma sertleştirmesi yapılır.
7075 Al T6 alaşımları için, en sık ve geniş olarak kullanılan yöntem bu şekilde olmaktadır.
Sunulan çalışmada, talaşlı imalat endüstrisinde özel bir kullanım alanına sahip olan 7075 Al
alaşımının yaşlandırma ısıl işlemine bağlı olarak, talaşlı işleme özellikleri ve elde edilen talaş
formlarına göre etkilerinin araştırılması amaçlanmıştır.
2. MALZEME VE DENEYSEL ÇALIŞMA
Bu çalışmada, 50mm çapında, 1000mm uzunluğunda 7075Al alaşımlı silindirik malzeme
kullanılmıştır. Ticari saflıkta 7075 Al malzemesi başlangıç numunesi olarak kullanılmıştır.
Silindirik malzeme; 150mm uzunluklarında kesilerek deneysel çalışmalarda kullanılması
amacıyla 5 adet iş parçası elde edilmiştir. İş parçalarından ilki referans numunesi olarak
alınmıştır. Referans numunesi 5320C sıcaklıkta 2 saat ısıl işleme tabi tutulmuş olup
soğutulması yine fırın atmosferinde yapılmıştır. Diğer ısıl işlemler ise; sırası ile 1, 6, 12 ve
24saat sürelerinde 1800C sıcaklıkta fırında bekletilerek solüsyona alınmış ve ardından oda
sıcaklığındaki suda soğutulmuştur. Yaşlandırma işlemi biten malzemelerin sertlik testleri
yapılmıştır. Soğutma işlemleri bitip yaşlandırılan malzemeler torna tezgahında 314, 220, 137,
104, 66 ve 42 m/dak’ lık kesme hızında işlenebilirlik testlerine tabi tutulmuştur. İşlenebilirlik
testleri için uç açısı 70 olan Böhler tarafından CCGT 120408-270 geometrisine sahip kesici
takım kullanılmıştır. Kesme derinliği 1,2mm, ilerleme ise 0,2mm olarak her numune için
standart değer olarak alınmıştır. İşlenebilirlik çalışmasında, işleme anında oluşan kesici
takım ve numune arasındaki sıcaklık değerleri Flir marka termal kamera ile yapılmıştır. Her
bir numuneye ait talaş kesitleri, işleme sonunda alınarak uygun talaş kesitinin belirlenmesi
için karşılaştırmaları yapılmıştır. Kesici takımda oluşan aşınma ve yapışma görüntüleri
incelenmiştir. Elde edilen sonuçlar termal kamera sonuçları ile karşılaştırılarak talaş
formlarının 7075 Al alaşımlarının işlenebilirlik parametrelerindeki etkisine dair bir yaklaşımda
bulunulmuştur.
3. DENEY SONUÇLARI VE TARTIŞMA
3.1. Metalurjik parametrelerin etkisi
Isıl davranış, 7xxx serisi Al döküm malzemelerin işlenebilirliği ve mekanik özelliklerinin
zenginleştirilmesinde kullanılan en önemli kontrol faktörlerinden biridir [LI Jin-feng, PENG
Zhuo-wei, LI Chao-xing, JIA Zhi-qiang, CHEN Wen-jing, ZHENG Zi-qiao., 2008]. Sertlik,
alaşımın işlenebilirlik kabiliyetinin belirlenmesinde en önemli metalurjik parametrelerden
biridir. Aslında, Al alaşımları, diğer pek çok metal ve alaşımlarından farklıdır. Öyle ki
alüminyumun işlenebilirliği genellikle sertlik olarak artış gerektirir [Jorstad J.,1980]. Şekil 1’

2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
80
de referans numunesi ve farklı sürelerde yaşlandırılmış iş parçalarının sertlik grafikleri
verilmiştir. 7075 Al alaşımının sertliği referans numunesinde 102 HV iken, bu değer 1 saat
yaşlandırma etkisi ile 211 HV’ lik bir sertlik değerine ulaşmıştır. Yaşlandırma sıcaklığı 1800C
olup, en yüksek sertlik değeri şekil 1’de gösterildiği gibi 1 saatlik yaşlandırma süresinde elde
edilmiştir. 6 saatlik, 12 saatlik ve 24 saatlik yaşlandırma sürelerinde ise sırasıyla 207-209-
208 HV sertlik değerleri elde edilmiştir. 7XXX serisi Al alaşımlarının yüksek dayanım
kazanması ve bu dayanımı muhafaza etmesi için, ısıl davranışlarına dikkat edilir. Chen ve
arkadaşları[CHEN Kang-hua, ZHANG Zhuo, LIU Hong-wei, LI Song, HUANG Lan-ping,
2003, CHEN Kang-hua, HUANG Lan-ping., 2003] ile Huang ve arkadaşları [HUANG L P,
CHEN K H, LI S, SONG M., 2007, HUANG Lan-ping, CHEN Kang-hua, LI Song, LIU Hong-
wei., 2005] yüksek sıcaklıkta ön ısıtma olarak isimlendirdikleri yaşlandırma işlemini yapmışlar
ve çalışmaları sonucunda malzemenin daha yüksek dayanımlar kazandığını belirtmişlerdir.
Campbell ve arkadaşları ise yaptıkları 7XXX serisi malzeme üzerindeki çalışmalarında, iş
parçalarının sertleştirilmesinde ısıl işlemlerin yanı sıra kesme hızının da deformasyon
katmanları oluşturarak, sertliğin artışında bir ilişki teşkil ettiğini belirtmişlerdir [C.E. Campbell,
L.A. Bendersky, W.J. Boettinger, R. Ivester., 2006]. Sertlik değerinde oluşan artışın 7xxx
serisi Al-Zn-Mg alaşımlarında çözündürme ısıl işlemi ve su verme işlemi sonrasında
uygulanan yaşlandırma safhasıyla birlikte çökelme mukavemetlenmesi olmaktadır. Aşırı
doymuş katı eriyiğin yaşlandırılmasında oluşan çökelme mukavemetlenmesi genellikle; Aşırı
doymuş katı eriyik-GP(Guinier-Preston) bölgeleri-η’(MgZn2)- η(MgZn2) şeklinde
gözlenmektedir [Dr. Erdoğan M., 2001, C.E. Campbell, L.A. Bendersky, W.J. Boettinger, R.
Ivester., 2006, G. Thomas, J. Nutting, 1959, J. Gjonnes, C.J. Simensen, 1970].
Şekil 1 Başlangiç Malzemesi ve Yaşlandirilan Malzemelerin Sertlik Değerleri.
Oluşan yaşlandırma işlemleri sonrasındaki GP bölgeleri ise, malzemenin sertlik değerlerinde
şekilde1’ de görüldüğü gibi gözlenebilir bir artışa sebep olmaktadır. GP bölgeleri ve küçük
kısımlar halindeki η’ fazı yaşlandırma işlemi sırasında oluşur. Aşırı yaşlandırma oluştuğu
durumlarda ise η fazı dayınım oranında bir düşme oluşturur[C.E. Campbell, L.A. Bendersky,
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
81
W.J. Boettinger, R. Ivester., 2006, G. Thomas, J. Nutting, 1959, E.Bergsmark, C.J.
Simensen, P.Kofstad, 1989].
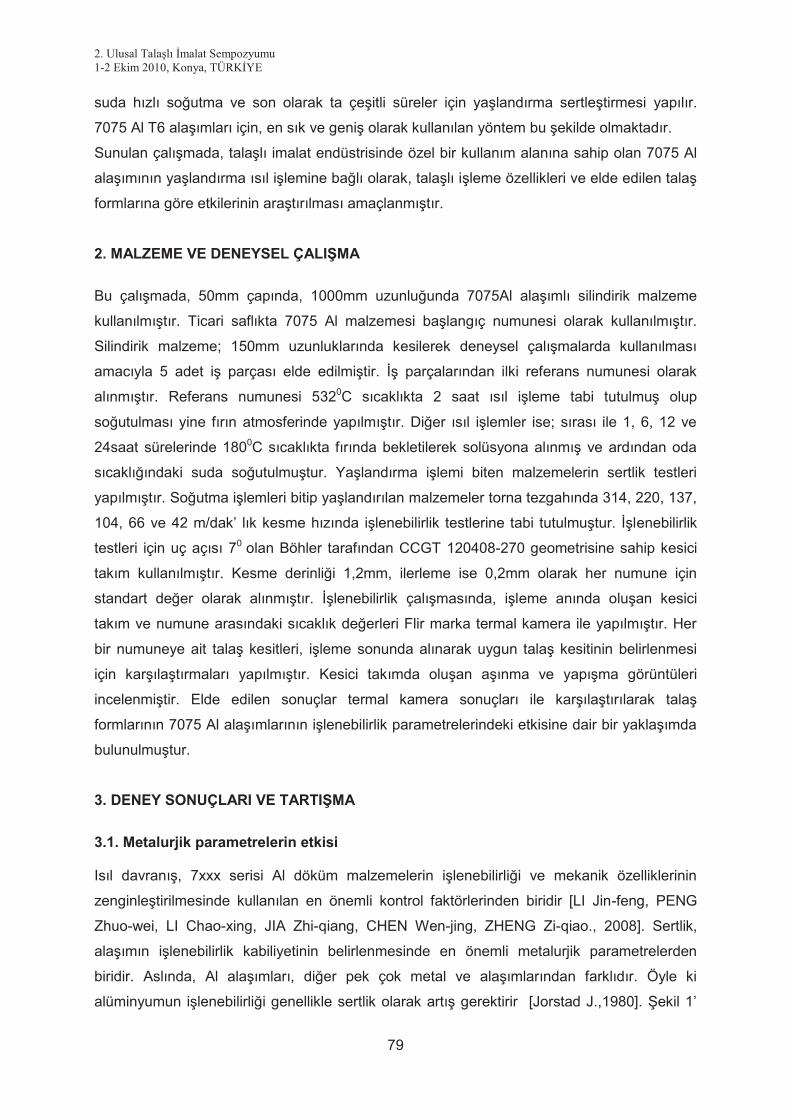
Şekil 1’ de verilen başlangıç malzemesi ve yaşlandırılan malzemelerin sertlik değerleri,
malzemenin işleme sırasındaki yüzey kalitesine de etki etmektedir. Şekil 2’ de aynı kesme
hızlarında başlangıç malzemesi ile yaşlandırılmış malzemenin işlenebilirliğinde kullanılan
kesici takım görüntüleri verilmiştir.
a - Başlangıç Malzemesi- 660 devir b- 180
0C 6 Saat Yaşlandırılmış- 660 devir
Şekil 2 7075 Alaşımını Işlemede Kullanılan Kesici Takım Görüntüleri.Al
Şekil 2’ de görüldüğü gibi başlangıç malzemesini işlemek amacıyla kullanılan kesici takımda
yapışmanın etkisi ile yüzeyde oluşan sıvanmalar görülmektedir. Sertlik değerlerinden de
görüldüğü gibi başlangıç malzemesi, yaşlandırılmış alaşımlara göre düşük sertlik değerine
sahiptir ve işlenebilirlik sırasında sünek bir davranış göstermektedir. Sünek bir davranış
gösteren başlangıç malzemesinden alınan talaş formlarının karmaşık ve şerit şeklinde
olduğu şekil 3’ te görülmektedir. İstenmeyen formda çıkan talaş tipleri, yüzey kalitesinde de
önemli bir bozulmaya sebebiyet vermiştir. Trent’ inde yapmış olduğu çalışmada 7075 Al
alaşımını işlemede kullanılan kesici takım görüntülerinden yaşlandırma işlemi uygulanan
malzemelerde, kesme hızına bağlı kesme kuvvetlerinin birbirine çok yakın değerler içerdiği
görülmektedir [Trent EM., 1989]. Boothroyd ve arkadaşının yapmış olduğu çalışma
sonucunda ise; kesme hızı artışı ile yüzey pürüzlülük değerlerindeki azalma, kesme hızı
artışı ile yüzeye talaş yapışması biçimindeki eğilimin azalması ile açıklanabileceği şeklinde
belirtilmiştir [Boothroyd G, Knight WA., 2006]. 7075 Al alaşımı üzerine yapılan çalışma
sonucunda ise yaşlandırılmış malzemelerin talaş formlarının, başlangıç malzemesine göre
kabul edilebilirlik oranın daha iyi olduğu, yaşlandırılmış alaşımlar içerisinde ise 6 saat
yaşlandırılan malzemenin daha iyi talaş formları gösterdiği görülmüştür. Ancak 314m/dak ve
220m/dak’ lık en yüksek kesme hızlarında elde edilen talaş formlarının karmaşık şekilli
oldukları 137, 104, 66 ve 42 m/dak’ lık kesme hızından sonra elde edilen talaş formlarının
helisel nitelikli kabul edilebilir talaş formları olduğu görülmüştür. Elde edilen sonuçlar
neticesinde yüksek kesme hızları, daha iyi yüzey kalitesi sonucunu, her malzeme için
doğrulamamaktadır. Dolayısı ile yapılan çalışma ile ilişkili olarak, istenilen bir yüzey kalitesi
1 mm 1 mm

2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
82
için kullanılan alaşımın işlenebilirliğinde uygun devirlerin seçilmiş olması, malzemenin sertliği
ile de ilişkili bir biçimde ortaya konulmaktadır.
3.2. Talaş Formlari Ve Termal Sicakliklar
İşlenebilirlik sırasında, malzemelere uygulanan yaşlandırma işlemine bağlı olarak kesici
takım ile işleme anında oluşan sıcaklık değerleri de termal kamera ile gözlemlenmiştir.
Yapılan gözlem değerlendirmeleri sonucunda, referans malzemesi ve yaşlandırılan
malzemeler arasındaki sıcaklık farklılıkları çapta oluşan değişimlere ve kesme hızlarına bağlı
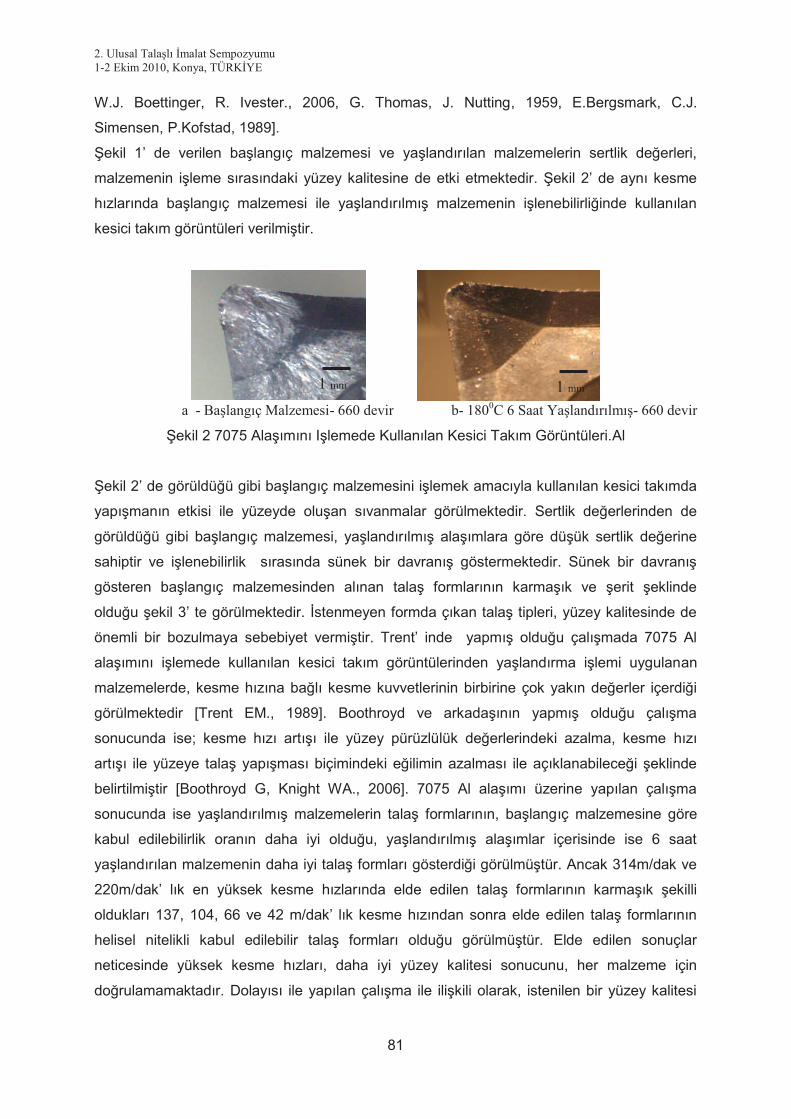
olarak incelenmiştir. Şekil 3’ te başlangıç ve yaşlandırılmış malzemeler için farklı çaplarda
işlenebilirlik sonrasında elde edilen talaş formları verilmiştir. Şekil 4’ te ise işlenebilirlik
sırasında oluşan sıcaklık verilerinin bulunduğu termal kamera görüntüleri verilmiştir.
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
83
a1- Başlangıç Malzemesi Kesme Hızı: 314 m/dak.
a2- Başlangıç Malzemesi Kesme Hızı: 220 m/dak.
a3-Başlangıç Malzemesi Kesme Hızı: 137 m/dak.
a4-Başlangıç Malzemesi Kesme Hızı: 104 m/dak.
a5-Başlangıç Malzemesi Kesme Hızı: 66 m/dak.
a6-Başlangıç Malzemesi Kesme Hızı: 42 m/dak.
b1-1800C de 1saatyaşlandırılmış
Kes. Hızı: 314 m/dak.
b2-1800C de 1saatyaşlandırılmış
Kes.Hızı: 220 m/dak.
b3-1800C de 1saatyaşlandırılmış
Kes.Hızı: 137 m/dak
b4-1800C de
1saat yaşlandırılmış Kes. Hızı: 104 m/dak.
b5-1800C de
1saat yaşlandırılmış Kes.Hızı: 66 m/dak.
b6-1800C de
1saat yaşlandırılmış Kes.Hızı: 42 m/dak.
c1-1800C de 6saatyaşlandırılmış
Kes. Hızı: 314 m/dak.
c2-1800C de
6saat yaşlandırılmış Kes.Hızı: 220 m/dak.
c3-1800C de
6saat yaşlandırılmış Kes.Hızı: 137 m/dak.
c4-180
0C de 6saatyaşlandırılmış Kes. Hızı: 104 m/dak.
c5-1800C de
6saat yaşlandırılmış Kes.Hızı: 66 m/dak.
c6-1800C de
6saat yaşlandırılmış Kes.Hızı: 42 m/dak.
10 mm 10 mm
10 mm 10 mm
10 mm 10 mm
10 mm 10 mm 10 mm
10 mm
10 mm 10 mm 10 mm
10 mm
10 mm
10 mm 10 mm 10 mm
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
84
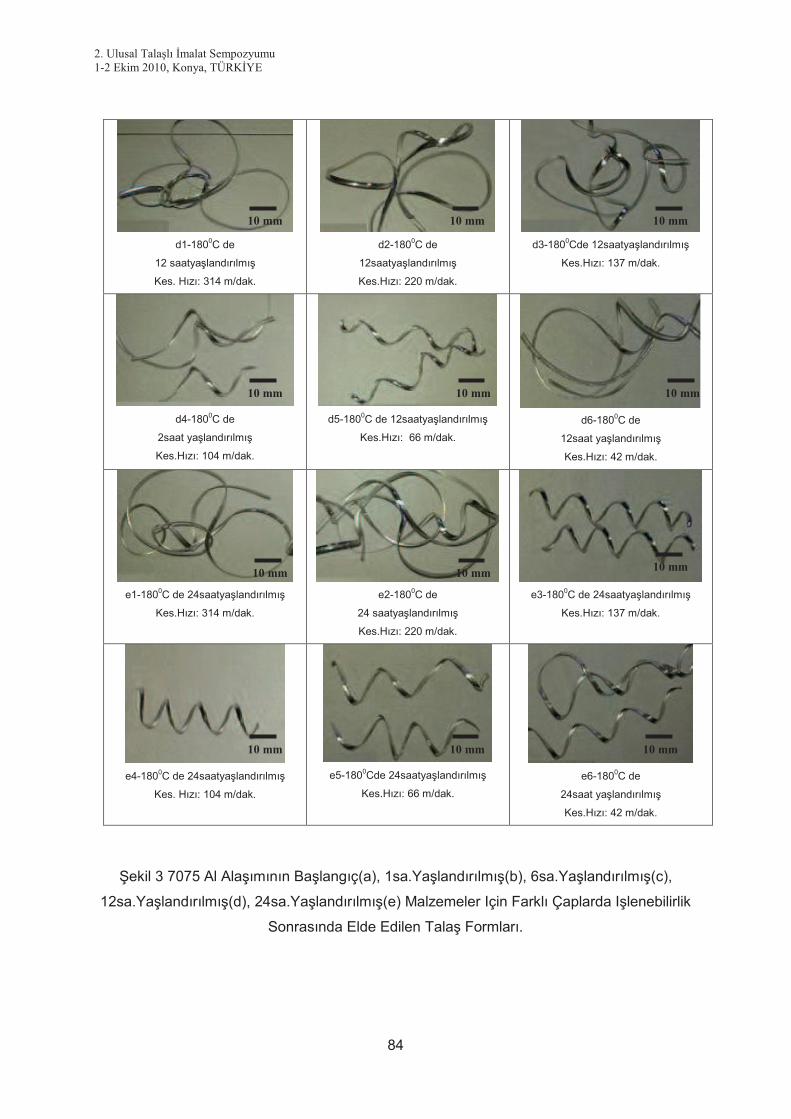
Şekil 3 7075 Al Alaşımının Başlangıç(a), 1sa.Yaşlandırılmış(b), 6sa.Yaşlandırılmış(c),
12sa.Yaşlandırılmış(d), 24sa.Yaşlandırılmış(e) Malzemeler Için Farklı Çaplarda Işlenebilirlik
Sonrasında Elde Edilen Talaş Formları.
d1-1800C de
12 saatyaşlandırılmış
Kes. Hızı: 314 m/dak.
d2-1800C de
12saatyaşlandırılmış
Kes.Hızı: 220 m/dak.
d3-1800Cde 12saatyaşlandırılmış
Kes.Hızı: 137 m/dak.
d4-1800C de
2saat yaşlandırılmış
Kes.Hızı: 104 m/dak.
d5-1800C de 12saatyaşlandırılmış
Kes.Hızı: 66 m/dak.
d6-1800C de
12saat yaşlandırılmış
Kes.Hızı: 42 m/dak.
e1-1800C de 24saatyaşlandırılmış
Kes.Hızı: 314 m/dak.
e2-1800C de
24 saatyaşlandırılmış
Kes.Hızı: 220 m/dak.
e3-1800C de 24saatyaşlandırılmış
Kes.Hızı: 137 m/dak.
e4-1800C de 24saatyaşlandırılmış
Kes. Hızı: 104 m/dak.
e5-1800Cde 24saatyaşlandırılmış
Kes.Hızı: 66 m/dak.
e6-1800C de
24saat yaşlandırılmış
Kes.Hızı: 42 m/dak.
10 mm 10 mm
10 mm
10 mm
10 mm 10 mm
10 mm 10 mm 10 mm
10 mm 10 mm 10 mm
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
85
Talaş tipleri incelendiğinde, genellikle kabul edilebilir ve kabul edilemez şeklinde talaş tipleri
iki kısımda incelenmiş ve kabul edilebilir olan talaşlarda iyi veya değil şeklinde
gruplandırılmıştır. a1, a2, b1, b2, b3, c1, c2, d1, d2, d3, d6, e1,e2 resimleri karışık formlu
talaşları, a3, d4, d5, e5, e6 resimleri burgu formundaki talaşları, a4 resmi şerit formundaki
talaşı, a5, a6, b4, b5, b6, c3, c4, c5, c6, e3, e4 resimleri ise helisel formlu talaşları
göstermektedir. Karışık, burgu ve şerit formlu talaşlar kabul edilemez talaşlar şeklinde
değerlendirilirken, helisel talaşlar ise kabul edilebilir şeklinde değerlendirilmektedir [Altıntas
Y., 2000]. Şekil 3’ te de görüldüğü gibi, talaş formları, karışık, helisel, burgu ve şerit olmak
üzere dört farklı grupta görülmüştür. Başlangıç numunesinden elde edilen talaş formları
genellikle karmaşık şekilli olup, şerit formunda ve düşük kesme hızlarında ise helisel formda
oldukları dikkati çekmektedir. Ancak kabul edilebilir talaş formundaki helisellik başlangıç
malzemesinde işleme sonrasında çok kötü bir yüzey bitirme göstermektedir. Bunun
sebebinin ise talaş formuna bakıldığında testere dişleri şeklinde kötü ve pürüzlü bir talaş
oluşturduğu ayrıca yapışma etkisinin de çok fazla oldu görülmektedir. Şekil 3’ te verilen Talaş
formu ve buna bağlı olarak yüzey kalitesi açısından en iyi sonuçlar 6 saat yaşlandırılan
alaşımda görülmektedir. Helisel bir formda elde edilmiş talaşlar, yüzey bitirme kalitesi
açısından da dikkate değer bir görüntü sergilemiştir. Verilen talaş formu örnekleri ile
kullanılan 7075 Al alaşımının işleme hızlarına bağlı olarak ne tür bir yüzey kalitesi ile
karşılaşılacağı, en uygun yüzey kalitesinin hangi devirde elde edileceği, yaşlandırma etkisinin
talaş formları üzerindeki değişimleri konularında yardımcı olmaktadır.
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
87
1800C de
6saatyaşlandırılmış
Kes. Hızı: 314 m/dak.
1800C de
6saat yaşlandırılmış
Kes.Hızı: 220 m/dak.
1800C de
6saat yaşlandırılmış
Kes.Hızı: 137 m/dak.
1800C de
6saatyaşlandırılmış
Kes. Hızı: 104 m/dak.
1800C de
6saat yaşlandırılmış
Kes.Hızı: 66 m/dak.
1800C de
6saat yaşlandırılmış
Kes.Hızı: 42 m/dak.
1800C de
12 saatyaşlandırılmış
Kes. Hızı: 314 m/dak.
1800C de
12saatyaşlandırılmış
Kes.Hızı: 220 m/dak.
1800Cde
12saatyaşlandırılmış
Kes.Hızı: 137 m/dak.
1800C de
12saat yaşlandırılmış
Kes.Hızı: 104 m/dak.
1800C de
12saatyaşlandırılmış
Kes.Hızı: 66 m/dak.
1800C de
12saat yaşlandırılmış
Kes.Hızı: 42 m/dak.

2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
88
1800C de
24saatyaşlandırılmış
Kes.Hızı: 314 m/dak.
1800C de
24 saatyaşlandırılmış
Kes.Hızı: 220 m/dak.
1800C de
24saatyaşlandırılmış
Kes.Hızı: 137 m/dak.
1800C de
24saatyaşlandırılmış
Kes. Hızı: 104 m/dak.
1800Cde
24saatyaşlandırılmış
Kes.Hızı: 66 m/dak.
1800C de
24saat yaşlandırılmış
Kes.Hızı: 42 m/dak.
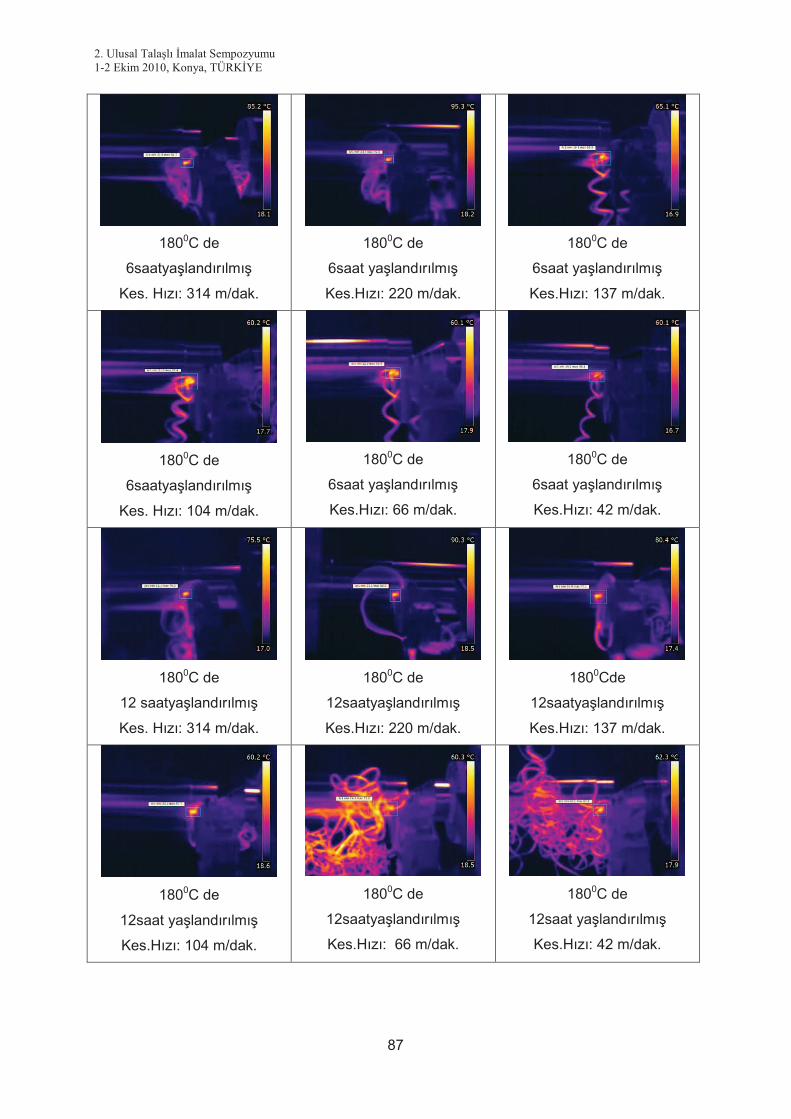
Şekil 4. 7075 Al Alaşımının Işleme Anındaki Termal Kamera Görüntüleri.
Şekil 4’ te verilen termal kamera görüntülerinde, işleme anındaki sıcaklık değerleri
incelendiğinde, başlangıç malzemesini işlerken oluşan sıcaklığın diğer numuneleri işlemeye
göre daha yüksek olduğu görülmektedir. Ortalama bir değer olarak 104m/dak’ lık bir kesme
hızında, başlangıç malzemesinde, 84,60C olan işleme anındaki sıcaklık değeri sırası ile 1-6-
12-24 saatlik yaşlandırma süreleri sırasında 69,90C – 57,40C – 57,70C ve 73,90C sıcaklıklara
ulaşmıştır. Sıcaklık değerlerindeki değişim, işlenen malzemelerin sertlik değerleri ile
ilişkilendirilmektedir. Özellikle başlangıç malzemesinin, sünek karakterli olması ve yüzeye
yapışma şeklinde talaş kaldırma göstermesi, işleme anında yüksek sıcaklık değerlerinin
oluşmasına sebep olmuştur. 7075 Al alaşımının işlenmesi sırasında elde edilen termal
görüntülerine ilave olarak çıkan talaş tipleri de, malzemeleri işlerken karşılaşılabilecek
zorlukları, yüzey kalitesinin sebeplerini, kesici takım aşınmasının maruz kaldığı sebepleri
açıklamada oldukça net bir bilgi vermektedir.
4. SONUÇ
Bu çalışmada, ideal talaş tipi baz alınarak, farklı sürelerde yaşlandırılmış 7075 Al alaşımları
için en uygun işleme parametrelerinin belirlenmesine çalışılmıştır. Bu işlem, torna tezgahı
kullanılarak, her bir deney sonunda elde edilen talaş formunun ideal talaş formuyla
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
89
kıyaslanmasıyla gerçekleştirilmiştir. Yaşlandırma işlemleri öncesinde ve sonrasında
malzemelerde oluşan sertlik değerleri, işleme sırasında termal sıcaklık değişimleri, işleme
sonrasında talaş formları ve kesici takımda oluşan aşınma görüntüleri incelenmiştir. Yapılan
çalışma ile ilgili olarak şu sonuçlara varılabilmektedir:
a. 7075 Al alaşımının sertlik değerleri referans malzemesi ile yaşlandırma sonrası değerleri
arasında büyük bir fark ile ortaya çıkmaktadır. Başlangıç malzemesinin sertliği ile 1 saat
yaşlandırılan malzemenin sertlik değerleri iki katından fazla bir değer ile ölçülmüştür. 1
saatlik yaşlandırma süresinin ardından yapılan diğer yaşlandırma sürelerinde ise birbirlerine
yakın sertlik değerleri elde edilmiştir.
b. 7075 Al alaşımlarının işlenebilirlik sonrası talaş formları dört grupta toplanmıştır. Karışık,
şerit, burgu ve helisel formlarda elde edilen talaş formları, kabul edilebilir ve edilemez
şeklinde gruplandırılmıştır. Helisel talaş formu dışındakiler istenmeyen talaş formu olarak
değerlendirilmiştir. Kabul edilebilir talaş formlarında, yüzey kalitesi açısından bitirme işlemleri
son derece uygun iken diğer talaş formları için elde edilen yüzey kaliteleri oldukça düşük
gözlenmiştir. Başlangıç malzemeleri genel itibari ile karmaşık ve şerit formlu talaş tipine
sahip iken yaşlandırılan alaşım malzemelerinde ise karmaşık ve helisel formlu talaşlar
hakimdir. Al 7075 malzemesi için ideal talaş formunun elde edildiği değer olan 6 saatlik
yaşlandırma zamanı, istenilen malzemeyi işlemede ihtiyaç duyulan yüzey kalitesini elde
etmemizde yardımcı olmaktadır. Bunun sebebinin malzemenin ideal yaşlandırma süresine
bağlı olarak yapısının, işlenmeye elverişli durumu ile açıklayabiliriz. İdeal talaş tipi, 6 saat
yaşlandırmaya tabi tutulmuş ve 207HV sertliğine sahip Al 7075 malzemesinde 104m/dak
kesme hızında görülmüştür.
c. Alınan termal kamera sonuçlarına göre yaşlandırma yapılmamış malzemeyi işlerken elde
edilen sıcaklık sonuçlarının yaşlandırma sonrası işlemeye tabi tutulan tüm malzemelerden
daha yüksek olduğu ölçülmüştür. Bunun en büyük sebebinin yumuşak malzemenin kesme
anındaki talaşın yapışması olduğu kesici takım üzerine yapışan talaş örneklerinde
gözlenmiştir.
d. Ayrıca, bu çalışma öncü bir çalışma niteliğinde olup, farklı ilerleme miktarı ve talaş derinliği
parametrelerin etkisi için ileriki çalışmaların yapılması gerekmektedir.
KAYNAKÇA
1. Seker U, Kurt A, Ciftci I., (2002), “Design and Construction of a Dynamometer for
Measurement of Cutting Forces During Machining With Linear Motion”. Mater
Des;23:153-9.
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
90
2. Aydın, B., Özçatalbaş, Y., (2002), “AA2014 Alaşımının İşlenebilirliğine Yaşlanma
Süresinin Etkisi”, 11.Uluslararası Metalurji ve Malzeme Kongresi, syf. 405-412,
İstanbul.
3. Trent, E.M., (1998), Metal Cutting, Tanner Ltd, London.
4. American Society for Metals, Metals Park, (1967), “Aluminum, Fabrication and
Finishing”, Volume III, Ohio.
5. American Society for Metals, Metals Park, (1967), “Aluminum, Fabrication and
Finishing” Volume III, Ohio, pg. 611.
6. Özçatalbaş Y, Aydın B., (2006), “Mekanik Özellik ve Kesme Geometrisinin AA2014
Alaşımının İşlenebilme Özelliklerine Etkileri”, Gazi Ünv.Müh.Mim.Fak.Der., Cilt 21,
No1,21-27.
7. European Standard EN 50183, (January 2000), Conductors for Overhead Lines,
Aluminium-Magnesium-SiliconAlloyWires,.
8. Davies,G., (1988), “Aluminium Alloy [6201, 6101A] Conductors”, International
Conference on Overhead Line Design and Construction: Theory and Practice 28-30
Nov, London UK, pg. 93-97.
9. Zhao T, Jiang Y., (2008), “Fatigue of 7075-T651 Aluminum Alloy”. International
journal of fatigue 30 834-849.
10. R. Clark Jr, B. Coughran, I.Traina, A.Hernandez, T.Scheck, C.Etuk, J.Peters,
E.W.Lee, J.Ogren, O.S.Es-Said., (2005), On the Correlation Of Mechanical And
Physical Properties of 7075-T6 Al Alloy”, Engineering failure analysis 12 520-526.
11. ASM Handbook, (1990), “Properties and Selection: Nonferrous Alloys and Special-
Purpose Materials”, Edited by: ASM International Handbook Commitee, Volume 2,
pg. 137-138.
12. http://www.alcoa.com/adip/catalog/pdf/Cold_Finished_Alloy_7075.pdf., (2010)
“Particle cracking damage evolution in 7075 wrought aluminum alloy, Harris
JJ.,11/18/2005”, Erişim Tarihi: 16.08.2010.
13. LI Jin-feng, PENG Zhuo-wei, LI Chao-xing, JIA Zhi-qiang, CHEN Wen-jing,
ZHENG Zi-qiao., (2008), “Mechanical Properties, corrosion behaviours and
microstructures of 7075 aluminum alloy with various aging treatments”, Transaction of
Nonferrous Metals Society of China 18 755-762.
2. Ulusal Talaşlı İmalat Sempozyumu
1-2 Ekim 2010, Konya, TÜRKİYE
91
14. Jorstad J., (1980), “Influence of aluminum casting alloy metallurgical factors on
machinability”. In: Society of automotive engineers, 400 Commonwealth Dr.,
Warrendale, PA; (Report, 15 pages).
15. CHEN Kang-hua, ZHANG Zhuo, LIU Hong-wei, LI Song, HUANG Lan-ping.,
(2003), “Effect of near-solvus precipitation on the micro structure and properties of
7055 aluminum alloy” [J]. J Cent South Univ. Technol, 34(2): 114-118.
16. CHEN Kang-hua, HUANG Lan-ping., (2003), “Effect of high-temperature pre-
precipitation on microstructure and properties of 7055 aluminum alloy [J]”. Trans
Nonferrous Met Soc China, 13(4): 750-754.
17. HUANG LP,CHEN KH,LI S,SONG M.,(2007),”Influence of high-temperature pre-
precipitation on local corrosion behaviors of Al-Zn-Mg alloy”[J].Scripta
Materialia,56(4):305-30
18. HUANG Lan-ping, CHEN Kang-hua, LI Song, LIU Hong-wei., (2005), “Effect of
high-temperature pre-precipitation on microstructure, mechanical property and stress
corrosion cracking of Al-Zn-Mg aluminum alloy [J]”. The Chinese Journal of
Nonferrous Metals, 15(2): 727-733. (in Chinese)
19. C.E. Campbell, L.A. Bendersky, W.J. Boettinger, R. Ivester., (2006),
“Microstructural characterization of Al-7075-T651 chips and work pieces produced by
high-speed machining”, Materials Science and Engineering A 430 15–26.
20. Dr. Erdoğan M, (2001), “Mühendislik Alaşımlarının Yapı ve Özellikleri, Demir Dışı
Alaşımlar”, Cilt 2,pp.372,373.
21. G. Thomas, J. Nutting, (1959), “Precipitation on Dislocations in Aluminium-4%
Copper Alloys”, Acta Metallurgica", Volume 7, Issue 7, July 1959, pg. 515-516.
22. E.Bergsmark, C.J. Simensen, P.Kofstad, (1989), “The oxidation of molten
aluminum, Materials Science and Engineering: A, Volumes 120-121”, Part 1,15
November 1989, pg. 91-95.
23. Trent EM., (1989), Metal Cutting. 3rd ed. London: Butterworths Press.
24. Boothroyd G, Knight WA., (2006), Fundamentals of machining and machine tools.
3rd ed. Taylor and Francis;.
25. Altıntas Y., (2000), “Manufacturing Automation-Metal Cutting Mechanics”, Machine
Tool Vibrations, and Cnc Design, Cambridge University Press.





























