Embed Size (px)
Citation preview

TC 11/2
Zerkleinern
1 Einleitung
2 Zerkleinerungs apparate
2.1 Brecher (Grobzerkleinerung)
2.2 Mühlen (Feinzerkleinerung)
2.3 Zerkleinerungsanlage
3 Zerkleinerungsvorgänge
4 PartikelgröBenverteilung eines Haufwerks
4.1 Definitionen
4.2 Integrale Massenverteilung (Verteilungssummenkurve)
4.3 Differentielle Massenverteilung (Verteilungsdichtekurve)
4.4 Spezifische Oberfläche des Haufwerks
5 Berechnungsgrundlagen
5.1 Zerkleinerungsprozesse
5.2 Kugelmühle
5.2.1 Zeitgesetz
5.2.2 Bruchenergie von Mahlgütern
5.2,3 Bewegungsvorgänge
5.2.4 Kritische Drehzahl
5.2.5 KugelgröBe
5.2.6 Spezifischer Arbeitsbedarf
5.2.~ Leistungsbedarf, Antriebsleistung und Auslegung einer Kugel~ühle

1 Einleitung
fast alle festen Rohstoffe, Zwischen- und Endprodukte müssen
zerkleinert werden:
Erzeugen einer bestimmten KorngröBenverteilung
Erzeugen einer geforderten spezifischen Oberfläche
Aufschluß von Naturstoffen (Rohstoffen) z.B. Bauxit,um
Wertstoffe anzureichern oder Schadstoffe abzureichern
Zerkleinerungsprozesse sind sehr energieaufwendig:
weltweit ~ 5% der Welt-Elektroenergieerzeugung.
Diese Energiemengen können jedoch nur im ~o-Bereich zum
Zerkleinerungsvorgang ausgenützt werden.
~ belastet Herstellkosten, z.B. bei Zement mit 20 bis 25 %.
Tribochemie: beim ZerkleinerungsvorgaDg können auch
chemische und physikalische Vorgänge ablaufen.
Hart-Zerkleinern z.B. Zement, Glas, Carbid,
Feldspat, Quarz; (in der ehern.
Industrie vorwiegend)
Mittelhart-Zerkleiner~, z.B. Kohle,
Kalkstein
Salze,
Weich-Zerkleinern, z.B. Getreide, Graphit,
Talkum
Mohs-Härte
5 bis 10
2 bis 5

Nach den Korndurchmesser des Gutes unterscheidet man:
n Z d ex,max,80
- Grobzerkleinerung ~ Grobbrechen 3 bis 6 0{ > 50 mm
- Mittelzerkleinerung -'> Feinbrechen 4 bis 10 5< ot< 50 mm
- Schroten 5 bis 10 0,5<d<. 5 mm
- Feinmahlen 10 bis 50 50< cl< 500rm
- Feinstmahlen >50 5<q< 50hm
- Kolloidmahlen > 50 01< 5~m
~erkleinerungsgrad n z n ~
z -d in ,max,80 d ex,max,80
in im Eingangs-(Aufgabe) gut
ex im Auslaufgut, nach dem Zerkleinern
max: Größt-Korndurchmesser
d 80 : Korndurchmesser ES Siebmaschenweite durch die 80 %
des Eingangsguts durchf~llt.
Trockenmahlen: Tr~gerfluid Luft oder N2 , CO 2
Naßmahlen: Tr~gerfluid (meist) Wasser, geringerer Energie
aufwand als bei Trockenmahlung, infolge höherer
Viskosit~t; staubfrei
Feingut in Mühlen: n z sollte nicht zu groß werden, sonst
Erhöhung des Energieverbrauchs
Verschleiß nimmt zu
Verstopfung der Mühlen

Verschleiß: starker Abrieb, der das Mahlgut verunreinigt
Mahlkörper müssen nach einer gewissen Zeit ersetzt
werden.
2 Zerkleinerungsapparate
2.1 Brecher (Grobzerkleinerung)
;,/,' /~/ -</ ' c, ... obbre..c~e",
\2"'- ..... d - od&( lLe!3eLCo,..~~e..r I ~~~~~~ ~~

Hammerbrecher
Prallbrecher Walzenbrecher
Abb. -1 Maschinen für die Grobzerkleinerung a) Br~e; b) Hub-stange; c) Stützplatte; d) Druckplatte; e) Bre.:hkegel; f) Prallwerkzeug; g) Siebrost; h) Prallplatten.
i) ~dtl wdle. (({e~('(Q d,se) j) LtA.5U E) ~ l.) E)( 1 ~lt.r 1""'=_ ,----. -.--......
_ '" tU (eO "7 .Q., ~8e ClM
Einteilung der Übersicht zu Abb. ""'1
Zerkkine- Stückgröße Durchsatz Leistungs-rungsgrad Austritt bedarf
Itl: rnrn tlh kW
Kniehebel - l"&:Jc.cWu,.. - 5 bis 6 SO bis 300 8 bis 400 9 bis 170 Einschwingen- br~"'&r
Grobbrec er 5 bis 6 15 bis 60 0,5 bis 22 5 bis SO r-einbrecher 6 bis 10 t5 bis 25 3 bis 20 7 biS 32
Kegdbrecher Grobbrecher 4 bis 6 2S bis 250 12 bis 1600 14 bis 280 Feinbrecher 4 bis 20 8 bis 20 20 bis 85 20 bis 75
Hammerbrecher 4 bis 10 10 bis 40 10 bis 90 15 bis 100 Prallbrecher 4 bis 12 Sbis 40 5 bis SO 4 bis 50 Walzmbrecher 3 bis 4 1 bis 40 4 bis 70 4 bis 65

2.2 Mühlen (Feinzerkleinerung)
SiebtrommelmUhle
(Ii
--
Kollergang
RührwerksmUhle
Kugelmühlen
e.-a
" Il
Si t.IoJo~(L Tro\M "",(.lIM~~IL ~'I+ ~fvQ.Sk.~"", --..e..t
SchwingmUhle
Stiftmühle
Strahl mühle
Abb. Z. Maschinen fUr die Feinzerlleinerung a) Koller (Walze); b) Mahl
bahn; c) Austrag; d) Injektor; c= Treibmittelj~) ~f.l48Sbl:~le ~:+ K.'5 eC
. . e, tA '8e.

2.3 Zerkleinerungsanlage
Grobbrechen
(Kege\brecher)
\ \ 6rd.os~f.
\ \ ,
Feinbrechen
(Walzenfeinbrecher) I
Fe;,,Mahlen
(Kugelmühle ) /
/ ;-
/ /
Siebanlage Klassierer
Abb.3 Beispiel einer Zerkleinerungsanlage
3 Zerkleinerungsvorgänge
Bruchbeginn und Bruchausbreitung, Bruchwahrscheinlichkeit
Energiebedarf ist um 10 2 bis 10 3 höher als die spezifische freie
Grenzf1ächenenergie bei idealer, reversibler Spaltung ~
reaktive Bruchflär-hen ~ Mechanochemie
Agglomerationszustand nach Beanspruchung
noch viele Fragen ungelöst.

4 Partikelgrößenverteilung eines Haufwerks
Zerkleinerte Feststoffe stellen ein Haufwerk von Teilchen (Schütt
gut) dar, die s ich in !:!'!..5~~, ~röße und F0..E~ voneinander unter
scheiden ~ auch Unterschiede in: Sinkgeschwindigkeit, Ober
fläche, Volumen und Anzahl von Teilchen.
4.1 Definitionen
4.1.1 Teilchen- bzw. Korngröße d K (nFeinheit")
a) Korngröße d K = lichte Maschenweite eines Prüfsiebes, durch
das ein bestimmter Massenanteil (Siebdurch
gang D) des Aufgabegutes gerade noch fällt.
z.B. d SO
Unterkorn
Oberkorn
1 mm SO Massen% des Haufwerks fallen durch ein Sieb
der Maschenweite 1 mm, bzw. der Siebdurchgang
D ist SO %, wenn das Sieb die Maschweite 1 n1ID hat.
Körner mit d K < d SO ' d.h. sie können das Sieb
passieren
Körner mit d K > d SO ' d.h. sie können das Sieb
nicht passieren (und bilden den Siebrückstand R).

b) Äquivalentdurchmesser d aq und Formfaktor f (Heywood-Zahl)
d .. : Durchmesser von Kugeln, die die gleichen physikal. aq Eigenschaften aufweisen wie die tatSächlichen, völlig
unregelmaßig geformten Teilchen: z.B. volumengleiche,
oberflachengleiche Kugeln
a d .. aq
Heywoodzahl f
fa
Kugeln Sand Zement
o Kugel
Kohlenstaub Flugstaub Quarz
... , \~" .
-;::eo-:;:::j t\\.,\-'-( 1 ~
dv oder d .. aq
dV ..... KugelduFchmesser volumengI. Kugeln
dS ..... Kugeldurchmesser oberflachengI. Kugeln
= (la)
-f Maß für die Abweichung von der
Kugelform.
')
= o Kugel __ ~ __ o __
L :s :::;;1L.. \~b)
°eff (hF/
Sphärizität. f
1 1,3 bis 1,4
1,8 1,8 bis 2,1 1,2 bis 2,3 1,8 bis 4,0
Glimmerplattchen 9,3
1j

c) k.Momente der Korngrößen-Verteilungsdichtekurve q(dK)
d
dK,l ~'::Xq(dK) d dK
d .
z . B.
k= 1 (1. Moment)
k=2 (2.Moment)
oder
K,mln
d K,max
(2a)
( 2b)
Körnungs-Ana lyse (nach Korn-Feinheit um -Verteilung) erfolgt
experimentell durch:
Siebanalyse für d K ~ 60 rm für d K f: 60rm Sedimentationsanalyse, Windsichten oder
Schlämmen
4.1.2 Siebdurchgang D und Siebruckstand R
Masse der Körner, die ein Sieb der Maschenweite dK passieren (3a)
Gesamtmasse der Siebaufgabe
oder o % ~ 100 D ~ 100 %
Massenanteil, der auf den Korngrößenbereich < d K entfällt.
Masse der Körner, die auf dem Sieb der Maschenweite d K bleiben
Gesamtmasse der Siebaufgabe ( 3b)
o .c. R.f.1 oder G % ~ 100 R f. 100 %

o
Massenanteil der auf den Korngrößenbereich ~ d K entfällt.
aus (3a) und (3b) folgt: D + R 1 ( 3c )
4.2 Integrale Massenverteilung (Verteilungssummenkurve)
Abszisse:
Ordinate: normiertes Mengenmaß Q, z.B. Anzahl, Länge oder
Masse bzw. Volumen von Partikeln
Verteilungssummenkurve: Q(dK) = R(dK)
~k~k I
Abb. 4-
oder
D(dK): Durchgangscharakteristik
R(dK): Rückstandscharakteristik
Integrale Massenverteilungskurven (Massen-Verteilungs
summenkurve) eines Haufwerks
Verteilungsfunktion nach Rosin, Rammler, Sperling und Bennett - - -aus gemessenen Rückstandscharakteristiken (R R SB-Verteilung):
= e (4a)
d K statistischer Mittelwert von R(dK), statistisches Korn
mittel, Lageparameter, Mittelfeinheit, abhängig von:
Mahlgut, Zerkleinerungs apparat , Durchsatz ro, Mahlorgane
n Streuungsparameter von R(dK), Gleichmäßigkeitszahl (-faktor),
Richtungsfaktor; abhängig von: Mahlgut, Zerkleinerungs-• apparat, m des Mahlgutes.

1 19 R =
1 19 (lg R
für d K
R (dK
11\.= 4':;
L~( l~ i-)
0, ~(og
d K
d K)
/' /'
./
19 e
n Ig d K + Ig (lg e) (4b)
folgt aus Gl.(4a):
1 rv 0.368 -e "-
~ .,./
/' 0.8 /' A. ~o..vdwo..~S~ /'
/' (i ""'" t-r"er) /'
/" ./
R.r2.~B -/' /'
e\~o..de-/' OS
Abb. S R R SB-Gerade nach Gl.(4b) zur grafischen Ermittlung von n und d K,

/ /
/ /
/ /Cl.
a: fehlendes Korn
b: Kornsprung: zusätzliche Anreicherung
cl: Feinkornverarmung
c 2 : Feinkornanreicherung
Abb. ~ Abweichungen von der R R SB-Geraden
Für das Grob-Zerkleinern in Brechern ist R R SB-Gerade ungültig!
~.3 Differentielle Massenverteilung (Verteilungsdichtekurve)
Verteilungsdichtekurve
, Maximum für n'> 1
-dR q= ddK
Körnungslinien
n 2 > n 1
d R = --- ( 5 )
d K, :r,cx
J q(dK) ddK = I
d . K,m1.n
dR ddK
Häufigkeitsdichte mit der ein Korndurchmesser zwischen d K und d +dd
K K vorkommt
Abb. lr Differentielle Massenverteilungskurven (Massen-Verteilungs
dichtekurven) eines Hcufwerkes

DieVerteilungsdichtekurven beeinflussen folgende Eigenschaften
eines Haufwerkes:
FlieBf~higkeit
Raumausnutzung
Löslichkeit
Agglomerationsneigung
4.4 Spezifische Oberfl~che des Haufwerks
Oft wird in der ehern. Technik eine Produkteigenschaft von der
spezifischen Oberfläche Sv oder Sm bestimmt, die durch die Par
tikelgröBenverteiJung q(dk ) ausgedrückt werden kann:
S m
S m
d ((, /JA.#.)( J q(dK) 6 f ~ ddK
JS"1K (8a)
Massen-Verteilungsdichtekurve
Dichte des Haufwerks
massenbezogene Oberf läche des Haufwerks [~~] - m2 ] volumenbezogene Oberfl~che des Haufwerks l -
m3
Sv l~Bt sich aus den 2. und 3. Momenten der Anzahl-Verteilungs
dichtekurven qO(ds ) und qO(dv) berechnen nach:
( 8b)

Empirisch gemessene Massen-\'erteilungsdichtekurven lassen sich
oft als logarithmische Norr..alverteilungen (logarithm. Abszisse)
darstellen:
Streuungspar~~eter
a tf. (ot&()
fb)
Medianwert der Verteilungsdichtekurve, d.h. der Korn
durchmesser der sich ergibt, wenn die Fläche 50 %
beträgt:
. H e.olIOlLt -----
Manchmal, z.B. bei Getreidekörner, ist die Normalverteilung
erfüllt:
= ( :'t-)

S m
Berechnung von Sv aus dem R R S B - Netz:
Die dimensions lose Oberflächenkennzahl A:
A ==
(Be)
( 9 )
kann im RRSB-Netz am 2. (äußeren) Randmaßstab abgelesen werden:
A SV· (fit I A. e AZ lLO e 'f = __ ---l'=l_, b _________ ,,-+_....l'1'L.....--,
Aooo
L---4-- A. e.t>.. lA!'J f..W)t f -o ~f~b
2-. ~~fA,4(),p
'~b
Abb. g RRSB-Netz zur Ermittlung von Sv eines Haufwerks
5 Berechnungsgrundlagen
5.1 Zerkleinerungsprozesse
Für Einzelkörner hat man fOlgende"Zerkleinerungsgesetze" ge
funden:
= - c . ( 10)
P, c Konstanten

p
p
A m,Z
-2 v. Rittinger (1867) ~ A = c(l/d - lid. ) m,Z ex 1.n
A c(ln d. - In d ex) m,Z 1.n -1 Kick (1885)
A m,Z 2c( 11 ~ -li fd:? ex 1.n -3/2 Bond (1952) /.."
Integration von d. ~ d 1.n ex
spezifische Zerkleinerungsarbeit bzw. spezifischer
Arbeitsbedarf für eine Mahlung bezogen auf die Masse
Mahlgut
)
GIn. (10) und (11) können nicht auf die maschinelle Zerkleinerung
angewandt werden. Hierfür bessere Methode: Mathematische Simu
lation, mit der die Änderung der PartikelgröBenverteilung mit der
Zeit erfaBt wird. Es werden Massenbilanzen für jede Kornklasse i
aufgestellt, wobei die Massenabnahme ~der vorhandenen Masse m. 1
ist:
dm. 1. dt
m.(t=O) = m. " 1 1. , .J
- Vz . m. ,1. 1 +
, ..) ~A
In. 1
Massenanteil der Fraktion i
Vz . m. ,1. 1
V z . , 1. Zerkleinerungsgeschwindigkeit
(12a)
i= 1,2,3 .... n
(11a)
(llb)
(llc)
b .. 1J
Massenanteilv~n Bruchstücken der Partikeln aus Fraktion j,
die in die i-te Kornklasse fallen.(VQ..(~Lu.1A5.skoe(f, du • 1,~ct. ,fC. CP~ )
n
V z . , 1.
Anzahl der Kornklassen i, t= 1: größte Part ikel
und b .. werden experimentell bestimmt und sind in Kugel-1J
mühlen (~Abschnitt 5.2) bei Trockenmahlung et\',o'a konstant.

5.2 Kugelmühle
5.2.1 Zeitgesetz
Am At
Vz Zerkleinerungsgeschw.
Am Masse des gebildeten Feingutes
~t Zerkleinerungszeit
m jeweils vorhandene Masse des Aufgabegutes
k Z Zerkleinerungsgeschw.konstantei
q :" Ordnung des Zerkleinerungsprozessesi
( 13 )
q=f(G) : q< 0 bei sehr groBem Gi Vz f~llt q=O bei großem Gi Vz maximal
q=l bei sehr kleinem G
5.2.2 Bruchenergie von Mahlgütern
Eb Bruchenergie. rtiejenige Energie, die für ein Einzelkorn be-
stimmter Größe und eines bestimmten Stoffes zc Bruch führt.
Eb ist innerhalb der Mahlgutteilchen nicht konstant sondern es
liegt eine B~uchenergieverteilung Wi(Eb ) in form einer loga
rithmischen Normalverteilung vor:
f (dK, Material) Streuungsparameter der Verteilung
Eb Mittelwert der Verteilung
W. Bruchanteil l

(ISa)
. wor in m K das Trefferg~ied: : Anfangszerkleinerungsgeschw.
m = K
~ k. ot Lt lß~ -I t.c,;.c:US -tv...r fv'oll4 I der ~ e.fv0"ff ~ w,' rd .
(15b)
ZK: mittlere Anzahl der von einer tv1a~l-kugel getroffenen Körner
ZKu: Anzahl der Ha k l kugeln
t Ku : mittl. Umlaufdauer einer Kugel
mK : mittl. Masse eines Korns
und 3 das Energieglied darstellt:
CO CO
r: f f da- d(;"KU. j ~ E t-lt.
(15c)
worin
~ d EKu
die Verteilung der ausnutzbaren Kugelenergie darstellt, die
von EKu = Eb bis 00 integriert werden muß, da ein Korn für
EKU ~ Eb zerbricht.
Außerdem muß über die Verteilung der Bruchenergie Eb integriert
",'erden, die zwischen Eb = 0 und CO liegen kann.
-=D ~ ist also der Anteil der getroffenen Körner, der wirklich
zerkleinert wird.
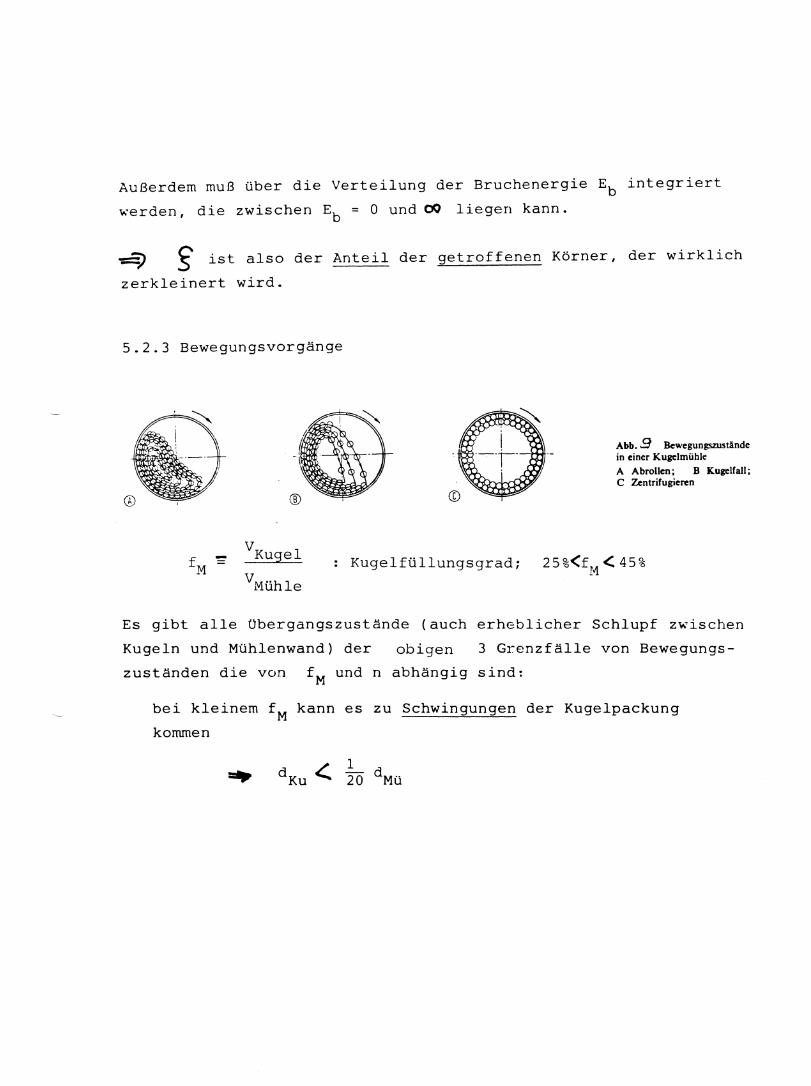
5.2.3 Bewegungsvorgänge
V Kugel
VMühle
Kugelfüllungsgrad;
Abb . .9 Bewegungszustände in einer Kugelmühle A Abrollen; B KugelfaII; C Zentrifugieren
Es gibt alle übergangszustände (auch erheblicher Schlupf zwischen
Kugeln und Mühlenwand ) der obigen 3 Grenzfälle von Bewegungs
zuständen die von f M und n abhängig sind:
bei kleinem f M kann es zu Schwingungen der Kugelpackung
kommen
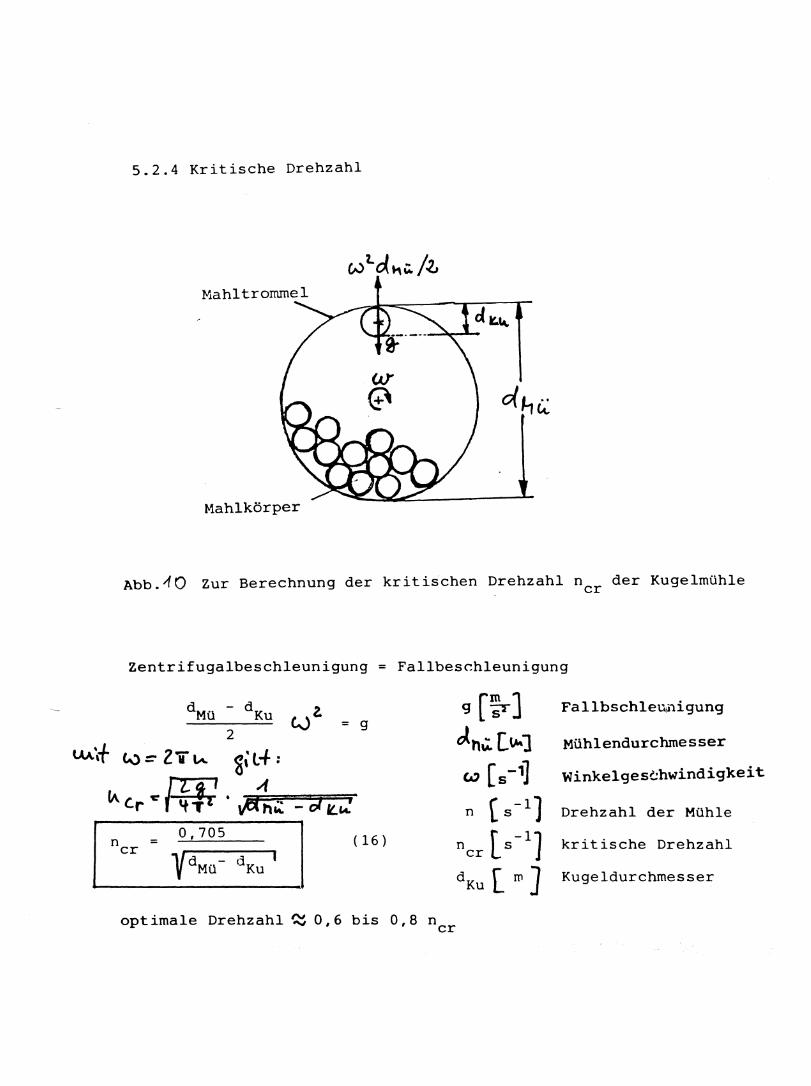
5.2.4 Kritische Drehzahl
Mahltrormnel
Hahlkörper
Abb.10 Zur Berechnung der kritischen Drehzahl n der KugelmOhle cr
Zentrifugalbeschleunigung Fallbeschleunigung
UA~t tu.:::- lii tA. g, lf :
fAc.r~r~~t'· n cr
0,705
= 9
( 16 )
optimale Drehzahl ~ 0,6 bis 0,8 n cr
g r:, ] Fallbschlel1;i1igung
otn.;. ['-"'J Mühlendurchmesser
CA) [s-1] Winkelgeschwindigkeit
n (s-l] Drehzahl der MOhle
ncr fs-1] L kritische Drehzahl
d Ku [ ID] Kugeldurchmesser

Gl.(16) ist vereinfacht:
n f(Art und Form der Trommelpanzerung, Art und cr
Form der Mahlkörper, f M)
5.2.5 Kugelgröße
Die Schlagenergie ES einer Kugel muß ausreichen/die gröbsten
Körner zu zerkleinern, andererseits soll das Feingut dadurch nicht
wieder brikettiert werden:
Nach gl.(17) kann ES durch den Kugeldurchmesser eingestellt werden,
wenn fKU und dMO festliegen. d Ku kann empirisch abgeschatzt
werden aus den Zahlenwertgleichungen:
d Ku 28 v= dK I (18a)
d K in [mm ]
d Ku in [ mm J oder
d d Ku :: 6 log K,ex (18b)
V d K, in'
d K,ex [ mm] Endkorngröße
d K . ,ln [mm1 Eingangskorngröße
und
d Ku L 1/20 dMü (18c) -

5.2.6 Spezifischer Arbeitsbedarf
Aufgrund umfangreicher Messungen nach Bond, lassen sich Kugel-
mühlen auslegen, d.h. der Arbeitsbedarf A wird bestimmt nach: m, Z
A
d K,80,in
d K,80,ex
m, Z A.
1 ( 19 )
Korndurchrnesser bei D=80 % im Eingangsgut
" " " " im Auslaufgut
A. 1
[ kWhjt] Mahlbarkeit, Arbeitsbedarf pro Masse Gut für
Tab. /f
eine Mahlung auf d = 100 ~ m K,80 ex /
~ A. 1
A. 1
Basalt 22
Zementklinker 15
Kohle 12
Koks 23
Glas 3
Eisenerz 16
Quarz, Kalkstein, 13 Feldspat
Korund 64
Bleierz, Chromerz 11
10
~
[k~ ]
1hs 18
bis 20
bis 15
bis 13
A. 1
Richtwerte für die Mahlbarkeit A. zur Anwendung der 1
Formel (19)
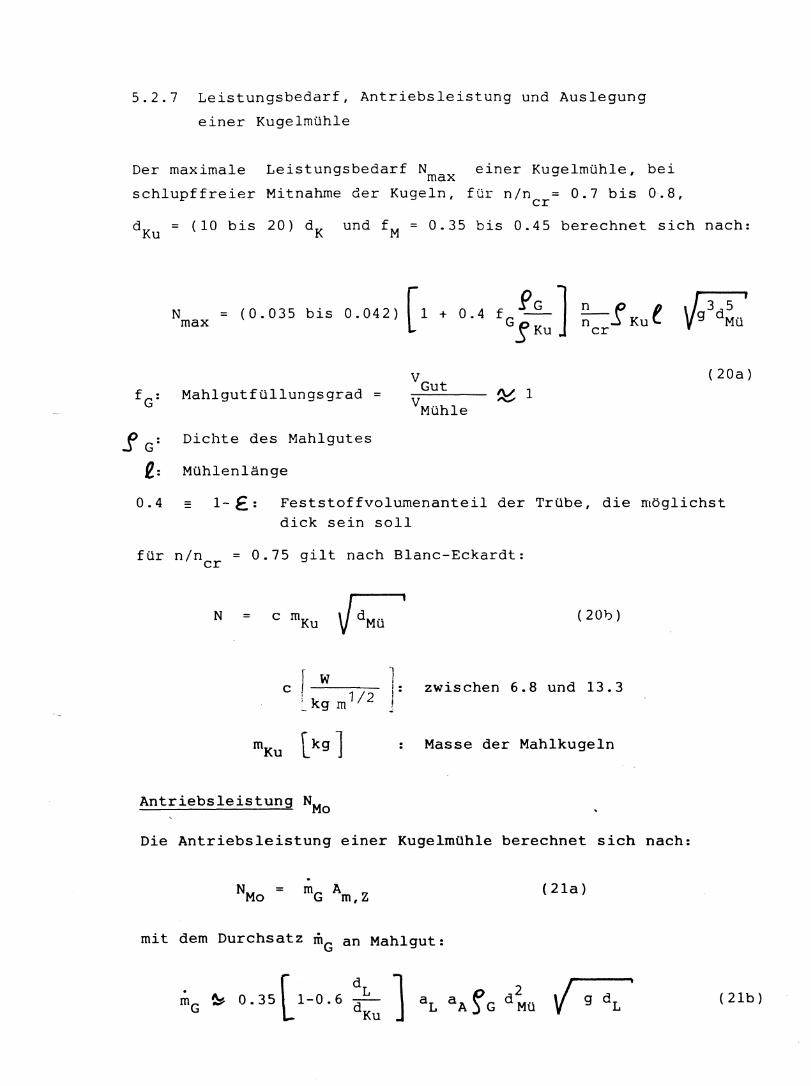
5.2.7 Leistungsbedarf, Antriebsleistung und Auslegung
einer Kugelmühle
Der maximale Leistungsbedarf N einer Kugelmühle, bei max schlupffreier Mitnahme der Kugeln, für n/n = 0.7 bis 0.8, cr
d Ku = (10 bis 20) d K und f M = 0.35 bis 0.45 berechnet sich nach:
N max (0.035 bis 0.042) [1 + 0.4 f G PG J !KU
f G: Mah1gutfüllungsgrad =
.f G: Dichte des Mahlgutes
f,: Mühlenlänge
~1
(20a)
0.4 1- E.: Feststoffvolumenantei1 der Trübe, die möglichst dick sein soll
für n/n cr 0.75 gilt nach Blanc-Eckardt:
N
f w c ~kgm1/2
Antriebsleistung NMo
-j I • I • ,
(20l))
zwischen 6.8 und 13.3
Masse der Mahlkugeln
Die Antriebsleistung einer Kugelmühle berechnet sich nach:
N = Mo mG A m, Z (21a)
mit dem Durchsatz mG an Mahlgut:
. r d L 1 mG ~ 0.35L1-0.6 d Ku ( 21b)

Durchmesser der Rundlöcher in der Austragswand
a L Flächenanteil der Rundlöcher
a G Flächenanteil der Gutaufstiegszone
Nach Gl.(21a) gilt also für die Auslegung einer Kugelmühle:
. mG und Am,Z müssen bekannt sein ~ Ermittlung von NMo
dann:
1. Berechnung von dMü aus Gl.(21b)
2. Berechnung von ..e aus Gl.( 20a) für N = NMo . max

TC 11/3
Klassieren, Sortieren und Flotieren (Trennverfahren I)
1 Einleitung
1.1 Kennzeichnung einer Trennung ( Massen-Verteilungsdichtekurven)
2 Klassieren
2.1 Sieben
2.1.1 Siebtechnik und Apparate
2.1.2 Grundbegriffe
2.1.2.1 Siebgütegrade
2.1.2.2 Durchsatz
2.1.2.3 Durchgangswahrscheinlichkeit und Trennkorngröße
2.1.2.4 Absiebungsziffer (Siebkennzahl)
2.2. Hydro- und Aeroklassieren
2.2.1 Apparate
2.2.2 Bewegungen von Feststoffpartikeln in strömenden Fluiden
2.2.2.1 Relativgeschwindigkeit als Anströmgeschw. der Partikel
2.2.2.2 Einwirkende Krafte
2.2.2.3 Berechnung von Partikelbahnen
2.2.3 Sinkgeschwindigkeit und Trennkorngröße
3 Sortieren und Flotieren
3.1 Apparate und Verfahren
3.2 Trennkorndichte

1 Einleitun~
zu den mechanischen Trennverfahren gehören folgende Prozesse: ...... _-------
- Abscheiden Nollständige Trennung von Partikeln aus Gasen oder
Flüssigkeiten) ~ TC I1/4
- Klassieren
fb I. Au erelten
- Sortieren
(Trennung der dispersen Phase nach Partikelgrößen -
oder Sink'Jeschwindigkei tsklassen in zwei oder mehr
Größenklassen) unabhängig von der Partikeldichte
(Trennung nach Feststoffdichte oder anderer physik.
bzw. ehern. Eigenschaften: Flotieren: nach Benetz
barkeit) unabhängig von der Partikelgröße.
Die Klassierverfahren umfassen:
- Sieben (Siebklassieren) : d K '> 40r m
Z d K <: 40 J..,.m (Hydroklassieren) 5 I
- Windsichten (Aeroklassieren)
- Naßklassieren
Die Sortierverfahren umfassen:
- Dichtesortieren
- Magnetsortieren (Magnetscheiden)
- Elektrosortieren (Elektroscheiden)
- Flotieren
Trocken- oder Naßsortieren
Bedeutung der Trennverfahren
- Aufbereitung für chern. Prozesse
- Abtrennung des Endproduktes
- Umweltschutz (Luftreinhaltung, Gewässerreinhaltung)

1.1 Kennzeichnung einer Trennung
~ ;t\ X.J="'1 a
MA~~ 1 X ~ -q1=
~~g
~. =-IT'I
od e.r- :
z. dT
d k, tJ-AA)(
[ q. i" 01 c:lk =--1
rJ I< I tM;'"
Mt" ~;11
I1M.J:G + ~66
X~ -r X~G, --1
Abb. -1 Massen-Verteilungsdichtekurve qin des Aufgabegutes einer idealen Trennung
mFG : Masse aller Partikel mit dK<dT
m : Masse Aufgabegut in
mGG : Masse aller Partikel mit dK'>dT
xGG ' x FG Massenanteile an ~rob~ut bzw. !ein2ut
dT TrennkorngröBe, bei der die Trennung erfolgt
ideale Trennung, die bei d T durchgeführt wird:
alle Partikel mit d K 6 d T gelangen ins Feingut
alle Partikel mit d K ~ d T gelangen ins Grobgut
X'FGa q.FG( ~k): ;~e-~Le... hQnel-1- V~/UM.{j.rctr·ch/.R-kurve. ~ de~ ~v. ~tAfs rq
X6e\ !fete, ('du) : iol. hD.~.r~ - (j--t.r1~· ljS dicß/e klJ...r I/L eier 6t'oIo~ ...... h 6C-,
'flO:~e.. ~I l.,6 : +t~cAL 3, '+, .t :
~ IA.tS f""'- It lAfS~be 'Vv..r ;Y1 6~obts I~ ~fj~be3kJ-;J;)

,- . , -4- +e... ~ e~ ---.l ..... l ... ~t-- 6VD6e.s- ---I
I
x' F€) f:1-1=C")_-...L (re; lA ß~ i-) ( (f2()..L)
Abb.:L Massen--Verteilungsdichtekurven des Aufgabegutes ,
Feingutes und Grobgutes einer realen Trennung , y",~I~ ..
x FG qFG (dK): Massen-Vertellungsdlchtekurve des Fe~ngutes FG (Massenanteile)
reQ.le. XGG qGG (dK) :'Y~ass~n-Verteilungskurve des Grobgutes GG
(Massenanteile)
d _ <:d <d K,mln,GG K K,max,FG bei realer Trennung :
Flache 1,3,5
Flache 1,3,6
-
Oberlappun~ der Verteilungsdichte-kurven des Feingutes und Grobguts ~ es gelangen sowohl Partikel vom Grobgut ins Feingut, als auch Partikel vom Feingut ins Grobgut, d.h. es kommt zu einer teilweisen Mischung von Grobund Feingut ~ unvollkommene Trennung:
Feines im Grobgut (Fehlkorn,
Grobes im Feingut (Fehlkorn,
Fehlü~erkorn)
beim Sieben
FehlutterkOrn)
Flache 1,2,3 Grobes im Grobgut (Normalkorn)
Flache 1,4,3. Feines im Feinout (Normalkorn)
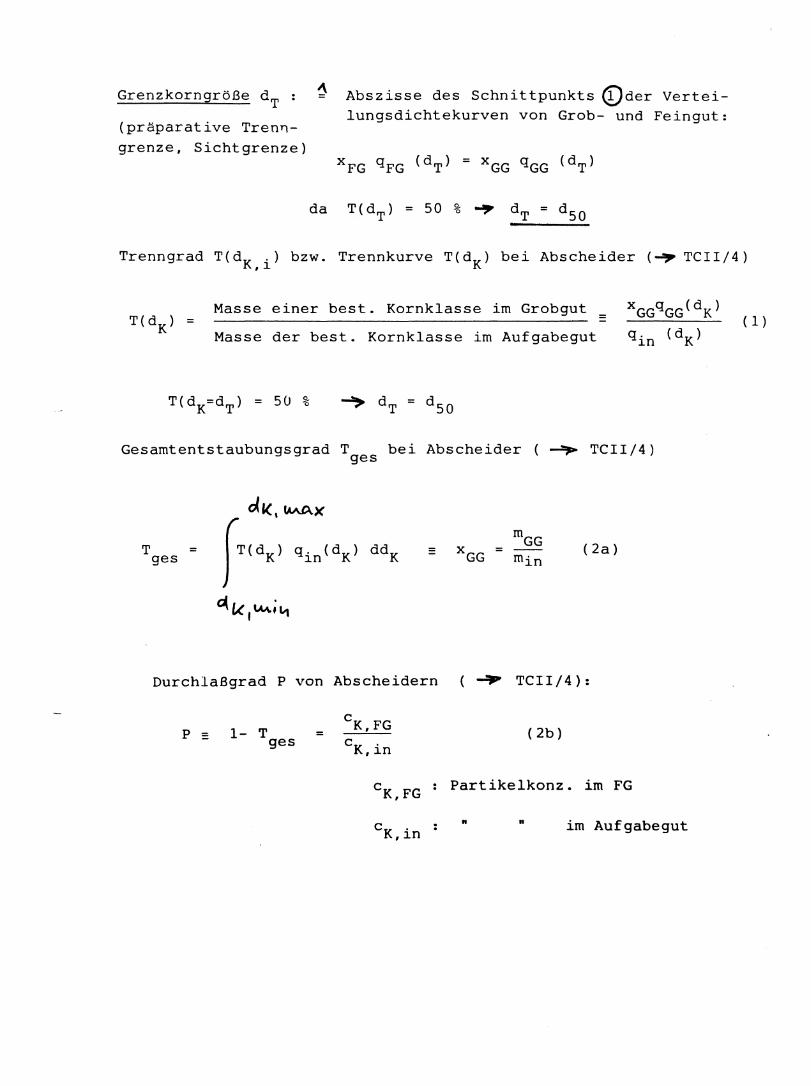
Grenzkorngröße d T :
(präparative Tren~grenze, Sichtgrenze)
~ Abszisse des Schnittpunkts Q)der Verteilungsdichtekurven von Grob- und Feingut:
Trenngrad T(dK,i) bzw. Trennkurve T(dK) bei Abscheider (~TCII/4)
Masse einer best. Kornklasse im Grobgut =
Masse der best. Kornklasse im Aufgabegut
T(d =d ) = 50 % K T
xGGqGG(dK)
qin (dK)
Gesamtentstaubungsgrad T bei Abscheider ( ~ TCII/4) ges
T ges
0(", ~X
fT ( dK) qin ( dK )
~ {.( I \M; '"
(2a)
Durchlaßgrad P von Abscheidern (~TCII/4):
P - 1- T ges = c K . ,ln
c K . ,ln
(2b)
Partikelkonz. im FG
" n im Aufgabegut
( 1 )
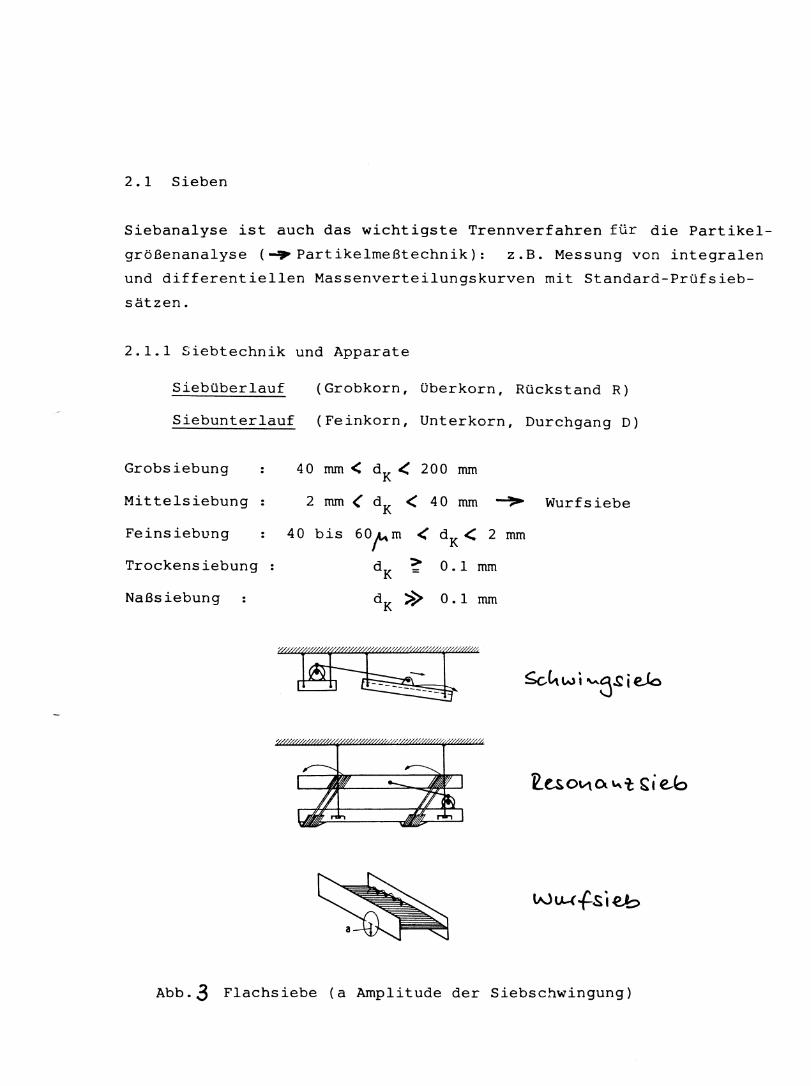
2.1 Sieben
Siebanalyse ist auch das wichtigste Trennverfahren für die Partikel
größenanalyse (~Partikelmeßtechnik): z.B. Messung von integralen
und differentiellen Massenverteilungskurven mit Standard-Prüfsieb
sätzen.
2.1.1 Siebtechnik und Apparate
Siebüberlauf (Grobkorn, überkorn, Rückstand R)
Siebunterlauf (Feinkorn, Unterkorn, Durchgang D)
Grobs iebung 40 rnrn < dK <: 200 rnrn
Mittelsiebung
Feinsiebung
Trockensiebung
Naßsiebung
2 rnrn < d K < 40 rnrn
40 bis 60r m < dK < d K > 0.1
2 rnrn
mm
d K » 0 • 1 rnrn
Wurfsiebe
Wu..<fsieb
Abb.3 Flachsiebe (a Amplitude der Siebschwingung)

Siebböden entscheidend für die Güte der Absiebung: z.B. Roste,
Lochbleche, Drahtnetze, Synthesefasergewebe, Gummi
oder Kunststoffböden, verformbare Siebböden.
2.1.2 Grundbegriffe
wirksame Kräfte sind:
- Schwerkraft
- Strömungskräfte
- StoBkräfte
- Reibungskräfte
- Haftkräfte
- Klemmkräfte
2.1.2.1 Siebgütegrade
Feinkorn im Durchgang 'S -k'-
7 = 1 4-immer Oberkörner im Druchgang FK Feinkorn im Aufgabegut
Grobkorn im Rückstand< -W~
'1 GK = 1 ...-immer Unterkörner im Rückstand
Grobkorn im Aufgabegut
2.1.2.2 Durchsatz
= f (offene Siebf läche, Siebgut [Härte, Dichte, Feucht ig
keitJ ' Siebaggregat, Siebbewegungen [ ~ Siebkennzahl KJ>
-t 'jrö~ Parnkel (dk > e) -=Fe.t...l ~ft.t~
*~ k/~' ~ FfM h'kel (eil< ~ f2.) : ~l...L iJoJ-r kon..,

2.1.2.3 Durchgangsw3hrscheinlichkeit und Trennkorngröße
feines Unterkorn mit dK/i< 0.8: WD hoch, keine Klemmgefahr
Körner mit dK/e> 1.5 WD ~ 0, keine Klemmgefahr
Grenzkorn mit 0.8 ~ dK/~ ~ 1.0 WD klein, erhöhte Klemmgefahr
Trennkorngröße d T:
WD: Durchgangswahrscheinlichkeit
,Q : lichte Maschenweite des Siebs
2.1.2.4 Absiebungsziffer (Siebkennzahl)
Für ein Einzelkorn, ohne Luftreibung, ohne gegenseitige Behinderung}
gilt für einen gleitungsfreien Abwurf von der Schwingsiebober
fläche, wenn es kreisförmige Schwingungen der Frequenz n mit der
Amplitude a ausführt~
b = a (..02 K _ a t...)2
9 = (3a)
Die Zentrifugalbeschleunigung b hängt vom AbwurfwinkelO< und
vom Neigungswinkel (b des Siebbodens ab:
b., = Gt ~ 2. ~Ii... (oL..,. f. ') - - - - - -------- tfon-rofA....fct(e..
Abb. 'f zur Herleitung der Absiebungsziffer K bei Schwingsieben,
wenn die Winkel 0< und ß berücks icht igt werden.

Analog Gl.{3a) folgt:
K _ afAil s in (pe. +ß)
g cos ß
Folgerungen aus Gl.(3b):
a 4 T2 n 2 s in (o(.+/J )
g cos ~ (3b)
1. je gröBer K umso intensiver ist Umwälzung der Körner, umso rascher wird eingeklemmtes Korn frei; allerdings zunehmende Beanspruchung des Siebes
2. je höhet"t>L, f> umso gröBer K
3. K= 3.3 : statistische Resonanz, d.h. die Wurfdauer (Flugzeit)
des Korns = Schwingungsdauer des Siebes ~ optimale Nutzung
der Antriebsenergie.
4. K = 1.4 bis 1.8 : schonende Absiebung für leicht siebbares Gut
(Nachklassieren von Steinkohle); ~= 30 bis 60°
K = 2.1 bis 2.3
K = 3.0 bis 3.2
K 5 bis 6
schonende Absiebung für schwer siebbares Gut
(Nachklassieren von Koks, Klemmgefahr);
0(, = 30 bis 60 °
Scharfe Absiebung bei schwer siebbarem Gut
mit groBen Mengen Feinkorn {Vorklassjeren von
Steinkohle, Klassieren von Erzen, Absieben
von Schotter und Splitt);O( ~ 60°
besonders schwieriges Siebgut
2.2 Hydro- und Aeroklassieren
~x~~~~!~~~!~~~~: Trennung de~ Korngemenge (Suspensionen) nach .Q.~eichfälligkeit, d.h. nach Teilchen mit gleio.her Sinkgeschwindigkeit (Absetzgeschwindigkeit)
Aeroklassieren: ebenfalls Trennung nach Teilchen gleicher ---------Sinkgeschwindigkeit

2.2 1 A . pparate
Klassierer
Spitzkastenkaskade
Spitzkasten
Rechenklassierer
Abb. S . 11. KI3~"ICrer S· on; c) Rech . ,lehter Zykl en: d) Lüfterrad .' one , e) Gegenflü I ge system· f) S , treuteller
i
a) Grobfrakt" ß ) TeLl,,( cf,Z) Feinfrak-

2.2.2 Bewegungen von Feststoffpartikeln in strömenden Fluiden
2.2.2.1 Relativgeschwindigkeit als Anströmgeschw. der Partikel
~ ~ .-1t~ 1- 'Uf. ... u.s ~ , -'-4r to .. , --. - tts
1.tf .. ... --'
p~(+ i k~l .s 'l.tf
Abb.6 ~ ~ --'
zur Definitlon von u s ' u f und u rel
Es gilt der Differenz -Vektor
I t:"rel ( 4 )
S Schwerpunkt der Partikel
Fluidgeschwindigkeit (Gas- oder Flüssigkeit)
-u. s Partikelgeschwindigkeit
-u rel Relativgeschw. zwischen Fluid und Partikel
= Anströmgeschw. der Partikel ~urch das Fluid

2.2.2.2 Einwirkende Krafte
1. Feldkräfte (Schwerkraft FG, elektrisc~~ oier ~agnetische Krafte)
= m 9 s = (5a)
V : Volumen der Partikel s
~s: Dichte c~r Partikel
m : Masse cer Partikel s
2. Druckkräfte auch dann vorhanden, wenn u 1 =0; infolgevon re
Druckgradienten
= - V grad P s
3. Tragheitskrafte (d'Alembert)
- m b = s
4. Strömungskrafte
~
(5b)
(Sc)
infolge von u 1 (Anströmgeschw.) wirken auf das Partikel eine: re ~
a) Widerstandskraft FW
.... .... b) dynamische Auftriebskraft FA d ~ ufL) senkrecht zu , yn.
c) statische Auftri.,:bskraft I FA = f f gV s I (Sd)
in Richtung von urel
und ein -d) Drehmoment M
-u rel

Für die Widerstandskraft gibt e.s nur eine näherungsweise Be
schreibung. Zunächst werden folgende Vereinfachungen angenommen:
- Die Partikel hat die Form einer Kugel, hat eine glatte Oberfläche, ist nicht deformierbar und rotiert nicht in der Strömung,
feste Wände und freie Oberflächen sind so weit entfernt, daB sie die Strömung praktisch nicht beeinflussen,
- das Fluid (Grundströmung) ist inkompressibel, weist Newtonsches FlieBverhalten auf und kann als Kontinuum betrachtet werden und ist stationär,
- die Anströrnung ist gleichförmig, laminar und stationär .
~
-=:P M=O, ..10. F A,dyn.
o
für eine Kugel (r=l) gilt:
~ 1 U~ell FW = wK(Re) A 2~f (Se)
A =lld2 K/ 4 (Projektionsfläche
R _ u rel d K e = ..y
Kinemat. zähigkeit des Fluids
Widerstandszahl der Kugel
Dichte des Fluids
für Re ~ 0.25 24
wK = Re
der Partikel)
d.h. Stokes'sches Gesetz [GIn. (Se) und (6a) ]stimmt gut mit
Experimenten überein.
bis Re ~ 100 : numerische Lösungen der Navier-Stokes-Gleichungen
für Re '> 100 nur experimentelle Ergebnisse:
24 wW ~ Re + 4 / fR; + 0.4 ( 6b)
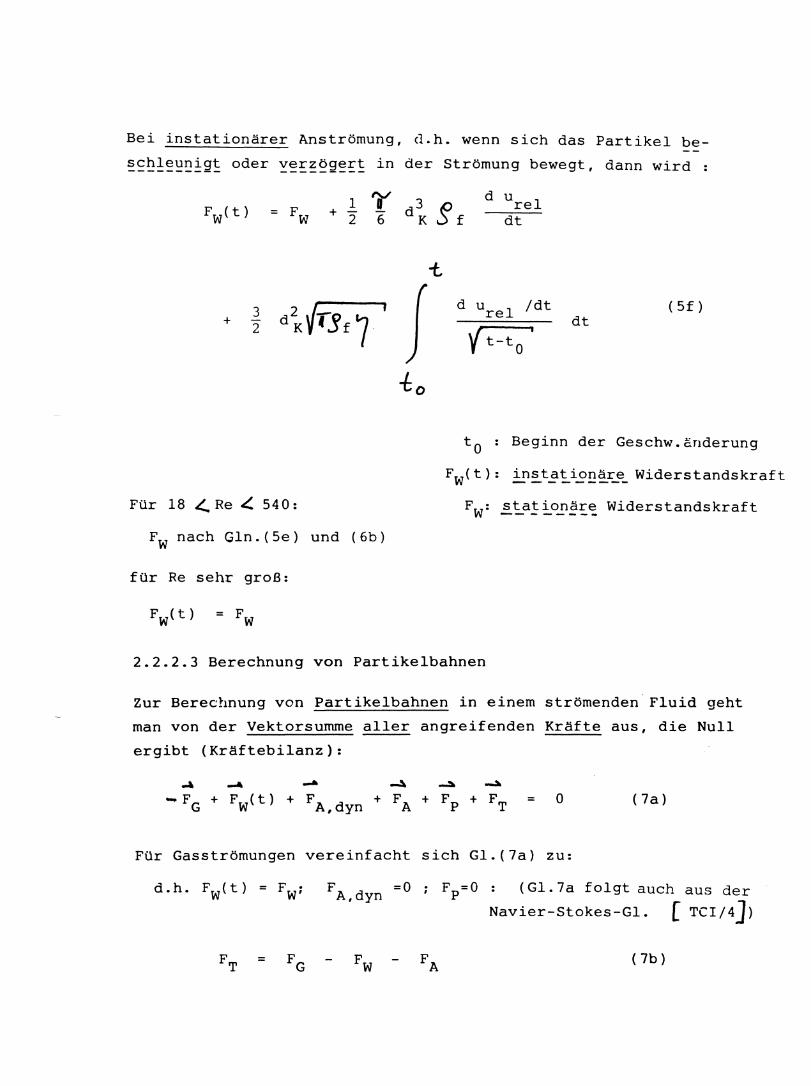
Bei instationärer Anströmung, d.h. wenn sich das Partikel be
~~~!~~~~~~ oder ~~~~~~~~~ in der Strömung bewegt, dann wird:
1 + -2
di1TJf7 3 + 2
Für 18 ~Re ~ 540:
FW nach Gln.(5e) und (6b)
für Re sehr groß:
J t o
t
d u
d u rel dt
rel /dt
Y t-t o i
(Sf) dt
t o : Beginn der Geschw.anderung
F W( t ): inst.9!.i2~~x:.e_ Widerstandskraft
FW: ~~a!~oE~~~ Widerstandskraft
2.2.2.3 Berechnung von Partikelbahnen
Zur Berechnung von Partikelbahnen in einem strömenden Fluid geht
man von der Vektorsumme aller angreifenden Kräfte aus, die Null
ergibt (Kräftebilanz):
........ - -:\....:..~
- F G + F W ( t) + FA, dyn + F A + F P + F T o
Für Gasströmungen vereinfacht sich GI.(7a) zu:
(7a)
F =0 ; Fp=O A,dyn (GI.7a folgt auch aus der
Navier-Stokes-GI. (TCI/4])
= ( 7b)

oder mit GIn. ( 5c), (5a), (5e) und (5d); wenn für v = 1'[ d 3 ge-s 6 K
setzt wird:
~s du s dt =
- -i d~ f s g - wK { d 2K ~.f f 2
u rel
Die Integration von DGL (7c) liefert die Partikelgeschw.
u (t) = s dx(t) dt , woraus durch eine weitere
Integration die Bahnkurve x(t) der Partikel folgt.
-" 3 g "6 d K
Schließlich ist zu berücksichtigen, dnß die Widerstandskraft FW auch abhängt :
- vom Wandeinfluß d.h. dem Abstand der Wände zwischen denen das Fluid strömt
- von der gegenseitigen Wechselwirkung der Partikel
2.2.3 Sinkgeschwindigkeit und Trennkorngröße
Abb.1-
fq
t r f f 'Llf
Zur Berechnung der Sinkgeschwindigkeit u f - Us _ u rel
einer Partikel
(7c)

Für den stationaren Bewegungszustand der Partikel folgt aus
GIn. (7b), (:;:, ~O)
u = u - u = Irel f s,s
4 <.f s -..Pf ) 9 d K
3 ~ f W'K( Re)
Sinkgeschwindigkeit
u s,s §tationare Partikelgeschw.
Sinkgesrhw. der Partikel
aus u = u u s,s f - rel folgt:
(8a)
(8b)
u ";> 0 s,s u f ":> u rel Partikel steigt ~Feinkorn, d K <. d T (folgt der Strömung)
u .c:::. 0 s,s
u s,s o
Trennkorngröße d T
für u f = urel ' d.h.
Partikel fallt ~Grobkorn, d K ~ d T
Partikel schwebt ~IGrenZkOrnl, d K - d T
u = 0 folgt aus Gl.(8b) mit d K - d T s,s
2 3"g f u f wK ( Re)
( 9 ) 4 (f s -ff) 9

REYNOLDS-Zahl Widerstands zahl Sinkgeschwindigkeit u rel Trennkorngröße d T m/s m
d; (!s-j'r) 18 7 Ur -1 l;,minar n ... < 1 wK - 24/He U rel - d -
18, T
(Stokes) ~s-ff) g
12 J f .y 12$f V [ Nr" [ Rf Obergang 5.( Re (1000 = 16/ Q d T wK U rel = (~B-!f)g d K = fs-ff)g uf
10 3 <'Re< 3.10 5 " 'v 3 Cfs-ff )g I
ff lurbulent 0,44 d T = 0,33 2 t~'K ,. d K u f rel ff f<ff)g (Newton)
Tab . ..., Trennkorngrößen d T nach GI.(9) und Sinkgeschwindigkeiten
urel nach GI.{8b) in Abhängigkeit vorn Strörnungszustand
Korrekturen für die Sinkgeschwindigkeit u I nach GI.(8b) bzw. re Tab.l -?> TCllj4
3 Sortieren
Trennen in: das Konzentrat (erwünschter, wertvollerer Stoff) und
in die Abgänge od. Berge (enthalten wertlose Bestandteile).
I.a. ist hierfür eine Vorklassierung auf etwa gleiche Korngröße d K erforderlich: KorngröBenverteilungskurve muß umso enger sein, je
,geringer die Dichtedifferenzen ~gsind: ~ NaBsortieren
~ ~ relativ klein) gibt i.a. bessere Stoff trennung als Trocken
sortieren (IlJ relativ groß).
Schwergut (j groß) und Leichtgut (j> klein) .

3.1 Apparate und Verfahren
l'm3 leichtgut lIJIlIJ Stahlkugeln
~t;;:'~f Cl ~:.Lu.,)
~~~-~==_-:.-c j
d . . h h ~ ~
ID Membransetzmaschine (Bauart RBMBR-SIBBTECH· N1K)
I Austrag
@ Wendelscheider (HuMPHRBY-Scheider, nach KIRCHBERO), daneben schematischer Rinnenquerschniu mit Veranschaulichung der Querströmuna
® Elektrowllzenscheider
® Schiittelherd
® Schwerflüssigkeitsscheider
~89netscheider für Fremdkörper
--~--, 1
@.' Flotationrzelle

Schnitt durch eine Flotationszelle mit BlasenfJerteilung nach dem Rotor/Stator-Prinzip
Abb. ~ Maschinen zum Sortieren von Feststoffen a) Aufgabe; b) unterer, bewegter Teil des Setzfasses; c) Membranen; d) Exzenterantrieb; e) Exzenter; f) Setzgultrllger; g) Querleisten; h) Leichtgutausläufe; i) Schwergutauslauf; j) Leichtgutrinne; k) TrUbe; I) Wasser; m) Produkt-Auffangrinnen; n) Luft; 0) lonisator; p) Bürste; _ schlechte Leiter; -0 gute Lei-ter. ~) ai!i:W .....
Rotor
Stator

Aufbereitung von Erzen u. Mineralien. Reinigen von Naturkies und Sand von organ. Stoffen, Wle Kohle, Torf, Holz, Mineralien.
Für sehr feinkörnige Feststoffgemenge, Gewinnung von Bleiglanz, Zinkblende, reinem Quarz; Abscheiden von Schwefelkies aus Kohle; großer Platzbedarf; großer Wasserbedarf, relativ kleine Leistung.
Unter dem Einfluß der Coriolis- Kräfte (-tt x W ) überlagert sich der L~ngsströmung eine Querströmung, die in der oberen Schicht nach außen, in der unteren Schicht nach innen strömt; für h~matitische Eisenerze, Schw8tmineralsande und Phosphorite; werden in großen Stückzahlen gebaut.
Für Kornbereiche zwischen d K=5 ~n bis 150 mm. Trennung durch
Trennflüssigkeit hoher Dichte mit ~~1300 bis 3500 kgjm 3 (Ferrosilicium-, Magnet- oder Schwerspat-, Ton-, Sandteilchen als Suspensoide), denn FA-gf ; keine Vorklassierung erforderlich, hoher Durchsatz, ausreichende Trennsch~rfe; Trennen von Mineralien, Sortieren von Kohle.
Trommel ist über gesamten Umfang magnetisch.
Für grobkörnige oder stOckige Stoffe bis d K ~ 160 mm. Nur bestimmte schmale Zonen wirken magnetisch. Zur Abtrennung von H~atit, Kryolith, Siderit, Eisen aus Siliciumcarbid.
Trennen trockener, feinkörniger ( O.05(dK< 3mm!) Gemenge in Nichtleiter und Leiter: zun~chst werden durch ein E-Feld (20 bis 40 kV, Gleichspannung) alle Gutteilchen gleichsinnig z.B. negativ aufgeladen. Nach dieser Zone erfolgt eine teilweise Entladung: gute Leiter werden @ geladen und wandern daher nach außen, schlechte Leiter bleiben e und haften folglich an der Walze; Sortieren von Schwermineralsande, Quarz und Feldspat,
Kabelschrott aus Fasern und Kunststoffen; Trennung von Kakao und Schalen (im Versuchsstadium).
Trennen von Gemengen aus vielen, feinsten, sehr oberfl~chenreicher Teilchen nach der unterschiedlichen Benetzbarkeit:
Hydrophile Gutteilchen werden durch Sammler (Tab.<, ) hydrophobiert:

Abb.9
--
- --- --",--- - ._---_ .. --
Prinzip der Flotation: hydrophile Erzteilchen werden durch Sa~ler hydrophob~iert und hangen sich an'-die hydrophoben Luftblasen, die durch Schau~e~stabilisiert werden. Die vom Sammler nicht hydrophob ierten Erzteilchen bleiben
'-" hydrophil und gelangen folglich nicht nach oben sondern bleiben unten liegen. Aktivat.Q1:'EtlU verbessern Chernj .so"'r~i<:)(1
der .s~~ "" l.e r an den Erzteilehen .
~,,~fte..t..: pq.rJ' i Vi~ rJ-;e. A~..ro"p.H"n .b'<.l &.\l1J'.lc.~V'q' AoIto"tHon
C'l"o( S4."" .... (lq.- CA",,<:," ClC"l nlt.~ ~ 4"~1.{ pLo +;~Gk.(\ a?~f ..... ol-i:,,"Lc.('l.
----------------D~~ROhr;~--q-d.~~-Fl~tationszelle muß die Trübe umw8lzen, sowie die
Luft vert(dlen und ansaugen. J)t~ AP~Y'4k.."A~C~",-kn ""...,~~~ ~
if\Sl~h",~ __ ,'-! kc €'1=l:~~J h.L",~ .. u kv{-b-.bl~.r(."<.q h\l; ~A-bt.;kcte-l A,.,-~ LJ \t~~L~A CJ\~ I ~~:~e : '.., ~ Vq~t\."'~ ® l.j t(o! ~~ ~~ ~
V(~"'~~ t2.o b~ lM.,o{ rh-- fUt<Sf\!.-" ~~of.c.." S ~~~ '-t~~\LAf~.,.a. L""f!. -e", f\t.~net) ~L~tc."'c.C) i.e.rblt.;l..f.·
•

Trübe in niedriger Verdünnung und annähernd richtigem pH -Wert
Säure/lauge
Aktivatoren I .----''----''-----, Pas 5 i va t or e n
K on zen t rat e----t...l~.!!l.E.!!._-l
Abfall IBe!gel Trübe
Sammler
Schäumer
-~-_.
Arbeitsgänge bei tkr Flotation
---_._------------------Trennung zahlreicher sulfidischer und oxidischer Erze (z.B. der
Fe, Cu, Ni, Co, Pb, Zn, W, Sn, Ti, Edelmetalle) von Verunreini
gungen; Kohle Graphit, Kalisalze, Feldspat, Schwerspat von Verun
reinigungen
Reini~ung vop Nahrungsmitteln: Erbsen, Weizen
phar~azeutische Stoffe: Mutterkorn-Abtrennung
pflanzliche Rohstoff-Gewinnung: Gummiharz der Wolfsmilch

_. -
Zusatz Beispiele Trennproblem
Sammler anionische: \
(1bJn~) S.
}s~ ~ Xanthogenate R-O-C-SNa (K)
(R: C2-C,-Alkyl) Dialkyldithiophosphate (RO)2 P - SNaCK)
, 11 S
(R: Ethyl, Kresyl) Xylyl ungesättigte Fettsäuren (z. B. Ölsäure) } Nich .. uIfid..,,,, Alkylsulfate R-O-SO,Na (R: CID-Cu ) Mineralien (l. B. Alkylsulfonate R-SO,Na (R: CID-CI,) Apatit, Kalk-Alkylarysulfonate R-C,H~-SO,Na spat, flußspat)
(R: C'D-C,~) ~
kationische: quartäre Ammoniumsalze Silikate, Haloge-. (R-NR;)6:lCle (R: C,-C16) nide, oxid. Zink-erze ...
nichtionische: a) unpolare: Petroleum vielseitig einsetz-
Öle bar b) polare: Vielmetallerze
S (hohe Selektivi-I tät)
Dithiocarbamate RI-NH-C-S-R2
S 8 .
Thiocarbamate RI-NH-C-O-R2
(l. B. RI: C2H" R2: i-C,H,) Thiocarbanilid (C6H,NH)zC-=S
Schäumer Terpenol (z. B. "Pine oil") } .. __ . Kresole Erzaufbereitun-Methylisobutylcarbinol (~IBC) gen Triethoxybutan Propylenglykolether Sulfidmineralien
pH-Regulierer NaOH, Na2CO" Ca(OH)z, H2S0~
Drucker Dichromat Bleiglanz (passiva toren) Stärke, Stärkederivate } verschiedene
Cellulosederivate (l. B. CMC, vergI. 6.2.2.4) Erzaufbereitun-EDTA gen
Aktivatoren CuSO~ Zinkblende ZnSO~ Blei-Zinkerze
Tab. 2. Hilfsmittel für d~ Flotation

---~---~._~~~~~~~.~~-~~~~~-:-----------------------
3.2 Trennkorndichte
In Analogie zur Trennkorngröße(GI (9» läßt sich aus
GI (8b)eine Trennkorndichte
S S'E~T (us,s::uf - urel=O, d.h. urel=uf ) berechnen nach:
2 3 lfK (Re) gf u f
4 g dK
(1 0)
U s,s =0 u f = u rel Partikel schwebt =')'Grenzkorn mit ~ K= §>.T
u s , s > 0 uf> u rel Partikel steigt äpLeichtkorn mitfK-t..fT
us,s < 0 u f <urel Partikel sinkt ~ Schwerkorn mit fK>fT
aus GI (lO) folgt:
~T = f{ufl, wobei sich u f in den Apparaten einstellen läßt.
laminar
Obergang
turbulent
Tab. 3
_ .. - --
REYNOLDS-Zahl Widerstands zahl Trennkorndichte §T (kg/m3 )
~ ----
Re < 1 wK .. 24/Re ls;.· SI' + ~g ~ 1.(~ ] (Stokes) ca ~k~
5 <Re <1000 w = 16/(R;1 3,.' 3-f + ~2.3-l. {;' (*J~ K
&
10 3 (Re(3 0 105 wK • 0,44 gT" Sf + O,l! Sf \.ltf ' 8 die. (Newton)
Trennkorndichten 3 T nach GI. (10) in Ab
hängigkeit vom Strömungszustand
..

TC 11/4
Abscheiden: Ent.s . ..::hlämmen und Entstauben (Trennverfahren 11)
1 Einleitung
2 Entschlämmen
2.1 Apparate
2.2 Absetz- und Schwarmgeschwindigkeit
2.3 Absetzleistung und spezifische Klärflächenleistung
3 Entstauben
3.1 Apparate
3.2 Theorie der Zyklone (Aero- und Hydrozyklone)
3.2.1 Trennfaktor (Beschleunigungsverhältnis)
3.2.2 Absetzgeschwindigkeit
3.2.3 Trennkorngröße (Grenzkorngröße, Druckverlust und Durchsatz)
3.2.4 Absetzzeit, Verweilzeit
3.2.5 Abscheidegrad
3.2.6 Strömunqsgeschwindigkeiten- und Verhältnisse in Hydrc- und Aerozyklonen
3.2.7 Durchmesservergleich zwischen Hydro- und Aerozyklon
3.3 Theorie der Elektrofilter
3.3.1 Abscheidevorgang
3.3.2 Wanderungs geschwindigkeit (Absetzgeschw.)
3.3.3 Spezifische Niederschlagsfläche
3.3.4 Abscheidegrad (Entstaubungsgrad, Trenngrad)
TC 11/4
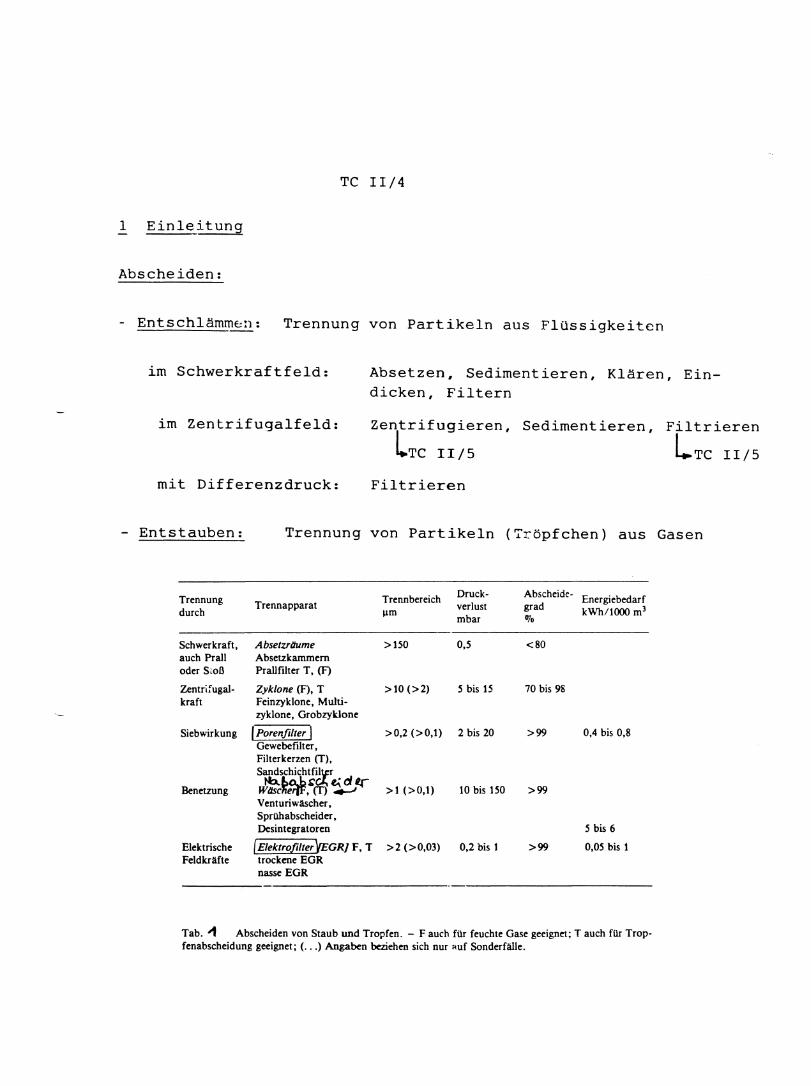
1 Einle}tung
Abscheiden:
- EntschlämmeD: Trennung von Partikeln aus Flüssigkeiten
im Schwerkraftfeld: Absetzen, Sedimentieren, Klären, Eindicken, Filtern
im Zentrifugalfeld:
mit Differenzdruck:
Zentrifugieren, Sedimentieren,
lTC 11/5
Filtrieren
Filtrieren
lTC 11/5
- Entstauben: Trennung von Partikeln (7röpfchen) aus Gasen
Trennbereich Druck- Abscheide- Energiebedarf Trennung Trennapparat verlust grad kWh/l000 m3 durch 11m mbar 070
Schwerkraft, AbsetutJume >150 0,5 <80 auch Prall Absetzkammern oder Stoß Prallfllter T, (F)
Zentrifugal- Zyklone (F), T >10(>2) 5 bis 15 70 bis 98 kraft Feinzyklone, Multi-
zyklone, Grobzyldone
Siebwirkung I Poren filter I >0,2 (>0,1) 2 bis 20 >99 0,4 bis 0,8 Gewebefllter, Filterkerzen (T),
Benetzung
SandSchichtf~T tb.k~ SO e:. d ~ wasc e ,(T) ~ >1 (>0,1) 10 bis 150 >99
Venturiwäscher, Sprühabscheider , Desintegratoren 5 bis 6
Elektrische I Elektrofilter YEGRJ F, T >2 (>0,03) 0,2 bis 1 >99 0,05 bis 1 Feldkräfte trockene EGR
nasse EGR
Tab. " Abscheiden von Staub und Tropfen. - F auch für feuchte Gase geeignet; T auch für Trop-fenabscheidung geeignet; ( ... ) Angaben beziehen sich nur "uf Sonderfälle.

Suspensionen grob fein trübe Suspensoide (Partikel in Flüssigkeit)
dK[f' m] "> 100 100 ... 0.5 0.5 ... 0.1 0.1. .. 0.001
Trennung von Suspensionen: ---..... - Entschlämrnen
Emulsionen:
Sch8ume:
Tröpfchen (disperse Phase) in einer Flüssigkeit (Dispersionsphase), Trennung in Zentrifugen
Gasblasen in einer Flüssigkeit. Schaumbildung: Flotation auf Seen und Flüssen (Umwelt); Schaumbekämpfung:
Zentrifugen, Ultraschallbestrahlung
St8ube, Rauch, Nebel (Aerosole): feste Partikel oder Tröpfchen in Gasen
Stäube / Wasser Zement Kohle Farbstoffe Fließbett- und Nebel verdüst Pigmente Flugstaubverf.
sowie bei pneu-mate Fördern
dK[r m] 40 .. 200 10 .. 100 10 •• 100 2 ..• 10 bis 5mm
Rauch/ ZnO Hütten- ölnebel NH 4Cl Kondensation V. D8mpfen; Nebel rauch H2S04 oder feste Teilchen +
Tröpfchen durch ehern. Reaktion
dJr m] 0.03 ... 0.3 0.01. .. 1 0.05 .. 1 0,1. .1 0,005 •.• 3

kritische TeilchengröBe bei Aerosolen im Schwerefeld, wegen Brown'scher Molekularbewegung.
Nebel
Staub von DUngesalzen
Kohlenstaub
Zement
Staub und Rauch in MetalihUtlen
Flugasche. Staub In Sinter- und Zerkleinerungsanlagen
Pollen
Sporen
Bakterien
Milchpulver
SI02-Staub (SilikOse veranlassend) I L-__ ~====~p~ig=m=en~te~=!------===:J
S03-Nebel
Ölnebel
! Staub In ruhender Außenluft L-____ -=~~~~~~,---~
Ruß
Tabaitrauch
Absetzkammer
==========~------------------------, Zyklone !
------------------;::::::====:::.::._=--:.::--:.::--:.:-:.:--=--:.::--:.:--=-:.::--::-.~--------- ... _---.. , Gewebefilter !
----------~====================._-----_ .. ... - ------------, Naßentstauber I
L _________ -;::::::===========~~ .. -_--_-_--_--_--_--J ------------------------------, . ____________ .. __________ .. _______ J Elektrofilter
~ __ LI.~.~.~~ __ ~m_lt_bl~oß_e_m_A~Ug~I~~~~I~-ht~.ba.~~~_~ __ ~I •.•.•. ~~~ __ L~ich_t_m_ik_ro~sk~1;~I~I~I~.~.~~~ __ ~~I~~I.~k.:r.on~e-nr.:'_kr~~,_·kOp~ ____ ~l~ ~ 1000 100 10 dK _ 1 0.1 ).I.m 0.01
Vi
Abb . .,., KorngröBenbereiche industrieller St~ube und zugehörige Abscheider
Folgerung: Abscheiden erlangt zunehmend Bedeutung im Bereich des Umweltschutzes

2 Entschlärnmen
zunehmend kontinuierlich (d.h. Rückstand wird ständig entfernt);
halbkontinuierlich: Rückstand wird periodisch entfernt
Dekantieren: Gewinnen der sich absetzenden Rückstände (z. B.
Pigmente, Mineralien, Salze)
AbschläITL'1len: Gewinnen der klaren Suspensionsflüssigkeit
2.1 Apparate
Rallmerstellllng I RäumersteIlung ]I
Ungsbecken mit Räumer
Trichterbecken Rundeindicl<er ® Abt.2 Absetzbecken - a) Einlaufschürze; b) Zulauf; c) Räumersch'ld; d) Schlc.rnmabzug; e) Krählwerk; f) gekläne FlüssigkeiL
1 für kommunale und industrielle Abwasserreinigung; quasikontinuierlich
2 für die Klärung kommunaler Abwässer
3 sehr gute Klärwirkung; bis> 130 m Durchmesser; bis 3000 t Feststoff/Tag; besonders in der Zellstoff- und Rübenzuckerindustrie; auch Mehretagen-Eindicker
4 Hydrozyklone (~TC 11/5) Durchmesser ~ 1 bis 100 cm
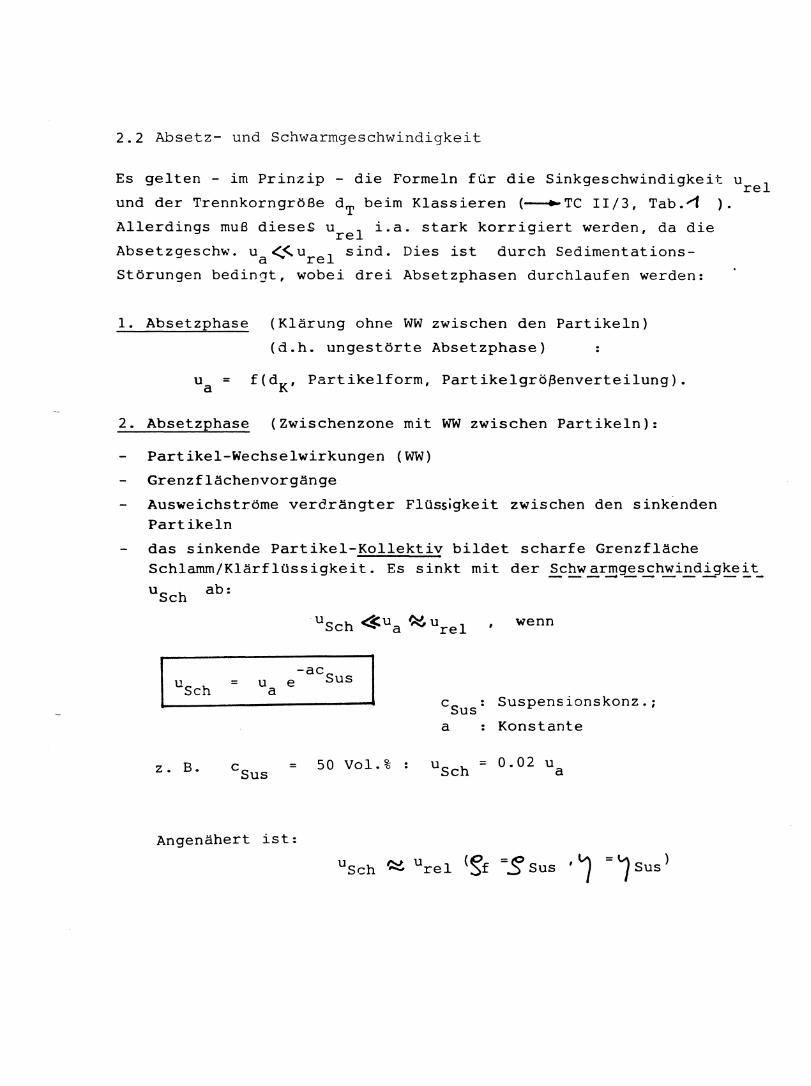
2.2 Absetz- und Schwarmgeschwindigkeit
Es gelten - im Prinzip - die Formeln für die Sinkgeschwindigkeit u I re
und der Trennkorngröße d T beim Klassieren (~TC 11/3, Tab.~ ).
Allerdings muß dieseS u I i.a. stark korrigiert werden, da die re Absetzgeschw. u <.,<. u I sind. Dies ist durch Sedimentationsa re Störungen bedingt, wobei drei Absetzphasen durchlaufen werden:
1. Absetzphase (Klärung ohne WW zwischen den Partikeln)
(d.h. ungestörte Absetzphase)
Ua = f(dK, Partikelform, Partikelgrößenverteilung).
2. Absetzphase (Zwischenzone mit WW zwischen Partikeln):
Partikel-Wechselwirkungen (WW)
Grenzflächenvorgänge
Ausweichströme verdrängter FlOssigkei t zwischen den sinkenden Partikeln
das sinkende Partikel-Kollektiv bildet scharfe Grenzfläche Schlamm/Klärflüssigkeit. Es sinkt mit der Schw1!r2!!ges..shwindigke~t_
ab:
z. B.
-ac u e Sus
a
c = 50 Vol.% Sus
Angenähert ist:
wenn
c Sus : Suspensionskonz.;
a Konstante
0.02 u a
uSch ~ u rel (~f =~ Sus 'I = I Sus )

3. Absetzphase
- Kompression (Verdichtung) des Schlammes
z. Z. nicht berechenbar ~ Absetzversuche in Standg18sern
Lithopone Disperse Feinsalz Weißpigment Rohkreide Kaolin Rotschlamm Phase ( ZnS/ BaSO 4) gemahlen Ton
USch (m/h] 2 bis 6 1,4 0,2 0,08 0,25 bis 0,3
/
für uSch < 0.05 m/h: Einsatz von Schwerkr8ften ist unwirtschaftlich
Erhöhung der Absetzgeschwindigkeit u durch: a
- ~~gu!a~io~ Bildung von Mikroflocken
- FlEck~9...: Bildung von Makroflocken
Cerreichbar durch !lock~ngs!!i:tt.!:.L (Kalkmilch, Eisenchlorid, Al-sulfat, aktive Kiesels8ure, wasserlösliche fadenförmige Polymere, wie Polyamide. Polyacrylate) sowie durch spezielle Eintragungsvorrichtungen und Paddelrührwerke.
Die flockigen Sch8ume sind sehr wasserhaltig und zerfallen teilweise
in Wehren und Kreiselpumpen.
Zusammensetzung des Schlammes Feststoffe
Feinsalz Schwerspat, fein gemahlen Al20 l . 3 H 20, gefällt Lithopone Eisenoxid-Farbe CaCO j , gefällt Rohkreide, fein gemahlen Titanweiß (TiOv Kalkmilch 8 -10"70 Kaolin, Ton
Rotschlamm (BAYER-Verf.) Feinbraunkohle
Flüssigkeit
Salzsole H 20 Aluminatlösung verd. Lösung verd. Lösung NaOH-Lösung H 20 verd. HßO,
Aluminatlösung H 20
Usc~ m/h
2 bis 6 1,0 0,15 bis 0,5 1,4 1 bis 1,2 0,15 bis 0,25 0,2 0,1 bis 0,3 0,2 0,08; 0,7 mit Cao Zusatz 0,25 bis 0,3
S m2/(t h)
2,7 bis 3,9 2,3 bIs 5 8 bis 19 20 24 40 70 70 bis 80 112 120 bis 160
185 >300
Tab. 2. Typische Werte für die Absetzgeschwindigkeit u ~ und die spezifische Klärflächenleistung s.

2.3 Absetzleistung und spezifische Klärflächenleistung
a) ~~~tö~~~Absetzphase (verdünnte Suspensionen)
. v. = k S u J.n a (la)
V. = Absetz(Durchsatz-)leistung J.n
k = Sicherheitsfaktor (k=0,7 bis 0,8)
S = Klärfläche
S 1 k
. V. --±..!l u a
u = u l: Absetzgeschw. a re
( lb)
b) bei ~~törteE Absetzphase (3. Absetzphase) gilt:
. S 1
Je V.
ln u Sch,max
u Sch,max max. Schwarmgeschwindigkeit«ua
Klärflächenbelastung q . V.
ln S
3 m
Verweilzeit (Durchflußzeit) t v
t = v
V Becken '&.
ln
b 1 h
v. l.n
b, 1, h =
( 2 )
( 3 )
( 4a)
Breite, Länge und Höhe des
Klärbeckens (4 b)
t = v bis 2h (Kommunalbereich)
Folgerung aus Gl.(la):
wegen V. NS mögl. große Klärfläche, Höhe des Beckens geht J.n
nicht ein ( ..... Mehretagen-Becken)

. spezifische Klärflächenleistung S
• S S - ------=-----~2-
V. C . t ln S,ln v
in (5 a)
c . S,ln = Feststoffkonz. der Zulaufsuspension
S ist umso besser, je kleiner der Zahlenwert von S· . 1st.
mit V·. aus ln (2) folgt aus (5 a):
S = ,
kUh c. t 2 sc ,max. S,ln v
S IV -_-.-.:....'u sch,max
~ Tab. Z
3 Entstauben
Sehr viele industrielle Prozesse sind mit der Staubent
wicklung behaftet:
Kraftwerke
Eisen- und Metallhütten
Röst- und Zementöfen
Müllverbrennungsanlagen
(5 b)
Zerkleinerungs-, Sieb- und Sintermaschinen
Gewinnung von Pigmenten, Farbstoffen, Füllstoffen

Die Abscheidung von Stäuben und Nebeln aus Gasen muß erfolgen:
- wegen Umweltschutz
um nachgeschaltete Apparate vor Erosion, Verstopfung und sonstige Schäden zu bewahren
zur Gewinnung von staubförmigen Produkten (z.B. metall
haltige Stäube)
Prinzip der Entstaubungsverfahren:
Erzeugen von urel zwischen Partikel und Trägergas durch äußere
Kräfte.
Für die Entstauberauswahl müssen u. a. beachtet werden:
geograph. Höhe und meteorologische Bedingungen am Aufstellort
Umweltschutz oder zur Materialrückgewinnung
Anzahl der Entstauber
Gastemperatur
physik., ehern. Eigenschaften des Gases und Feststoffteilchen
Rohgasstaubgehalt (g/m 3 )
Rohgas-Staubkörnung
Staubkonz. am Austritt (Sichtbarkeitsgrenze bei 50 ... 100 mg/m 3 )
(Reingasstaubgehalt)
gesetzliche Emissionswerte: ~
~ 150 mg/m 3 * 20 oe, 1 bar
Kosten, Ersatzteilbedarf und bisherige Erfahrungen bei ähnlichen Anwendungsfällen

3.1 Apparate
Absetzkammern
.. Rohgas S> Reingas -+ Staub 00. Schl3T
Einfache Abschüdevorrichtungen A Staubkammer; Bund C Umlenkabscbeider
Reingas
iJ Rohgas ... iJ'
I
Multiklon (Bauart LURGI) mit abgeknickten Reingasr Jhren 1 TrennzelJe, 2 Reingasrohr
(Vielzellenabscheider, Multizyklon)
Zyklone (Fliehkraftabscheider)
'x' ; : , '--I:.:::::i-
1" .. Rohgas S> Reingas ...... Staub
Zyklon "Ilit tangentialem Gaseintritt,
@ Gruppenanordnung von Zyklonen

Schlauchfilter
... c:::> ... Rohgas Reingas Staub
Filterkammer mit Schlauchfiltem
a Spüllufteintritt ; b Reingasklappe
Co Sewt..bCl$'Gl...I~tAott..
-a
.. Rohgas ~ Reingas -+ Trübe
Verschiedene Venturi-Bauarten
a Waschwasserzuführung
Abb·3 Staubabscheider
Wäscher (Naßentstauber)
.Jb
.. Rohgas ~ Reirgas -+ Trübe
Kaskaden-Scrubber a Wasservorhang; b Reflektor; c zum Tropfenabscheider (z. B. Naß,;yklon)
® .. Rongas ~ Reingas .... Trübe
Radialstromwäscher (Bauart LUllGl) a Flüssigkeitszufuhr durch Sprühdüse; b radialer Venturikörper; c Drallschaufeln; d Regelvorrichtung
Elektrofilter
2
~O-80 f,ev
Ro~as-
@ Grundform des Elektrofilters C g 6 t.)
1 Hochspannungserzeuger; 2 Isolator; 3 Sprühdraht; 4 RQhrelektrode; S Staubsammelbunker

1 schlechter Wirkungsgrad, nehmen viel Raum ein ~ verdrängt durch Zyklone und andere Filter
2 unkomplizierte Bauweise, hohe Betriebssicherheit, geringer Platzbedarf, niedrige Kosten, für größte Gasmengen, Grobstäube (~ 5~), hohe Rohgasstaubgehalte () mehrere 100 gjm 3 ), Vorentstaubung (zur Entlastung von Filtern), Gase können hohe Temp. aufweisen, Abscheidegrad für nicht zu hohe Anforderungen, Durchmesser (Aerozyklone): ~ 50 bis 600 cm.
3 bei sehr hohem Rohgasstaubgehalt und für sehr große Rohgasmengen, jedoch komplizierte Rohgaszuführungs- und Reingassamoelleitungen; Durchmesser der Einzelzyklone~ 1 m
4 für Entstaubung großer Gasmengen bis mehrere 100 m3 js; Durchmesser der Entstauberelemente:~5 bis 30 cm; einfache Zu- und Ableitungen, geringer Raumbedarf, niedrige Investitionskosten beliebige Grundrißformate und Bautiefen, wegen abgeknickten Reingasrohren (keine Ansatzbildung)
5 für hohe Anforderungen an den Entstaubungsgrad; für d K bis ~0.1 J'-m; Reingasstaubgehalte< 30 mgjm 3 ; Prallwirkung , Diffusion, Gravitation, elektrostatische Kräfte; das Rohgas durchströmt die Schläuche von innen nach außen; Filtergewebe soll mögl. gut gasdurchlässig sein und hohes Rückhaltevermögen für Partikel besitzen.
Luftfilter: Matten aus Metallspänen, Glas- oder ehern. Fasern, Papier
Filterkerzen: poröse, keramische, metallische oder KunststoffFormkörper; Gas strömt durch Hohlzylinder von außen nach innen; für Feinstreinigung von Gasen mit sehr geringem Staubgehalt.
6 für Feinststäube « 2 rm), die mehrere 100 mm WS Druckverlust erfordern; neben Abscheidung von Stäuben wird das Rohgas gekühlt und gasförmige Verunreini.gung absorbiert ~ Abwasserprobleme (Nebelschwaden durch im Abwasser gelöste Gase. Frostund Korrosionsschäden, Toxizität).
7 ohne bewegte Teile, hohe Entstaubungsgrade auch für Feinststäube «2rm); durch große Gasgesch\'T. von 20 bis 300 m/s intensive WW z\'lischen Gas und Waschwasse::.-; Wasserbedarf : 0.3 bis 1 Qjm 3 ,
bei Kühlung oder Auswaschung bis 5 Q; in der chem. Technik weit verbreitet.
8 für große Rohgasmengen: Venturi-Wäscher in Rechteck-Ausführung, gute Verteilung des Waschwassers über den (großen) Querschnitt durch Sprühdüse

9 Aufwand für Personal, Material, Betrieb und Wartung ist sehr gering, da Anlagen automatisiert sind; geringer Verschleiß (Erosion), da u und Ap gering sind; zahlreiche Anwendungsgebiete, weite Verbreitung z. B. chem. Industrie (S02-haltige Gasreinigung), Eisenhütten- und Stahlwerke (Gichtgas, Konverterabgase), Zementwerke, Rauchgase, Müllverbrennungsanlagen, Luftreinigung (Tabakrauch).
3.2 Theorie der Zyklone (Aero- und Hydrozyklone)
3.2.1 Trennfaktor (Beschleunigungsverhaltnis)
Pr i l.\.\~ r -~, rb.e.\
Abb. 't
V
u t,p
D
u r u
ut,f + a(r)
Jl
u
.$~k 1.l.1A.~Ö:"'w\rbel
Standardaerozyklon und Berechnungsgrundlagen
1 Rohgaseintritt; 2 Reingasaustritt über axiales Tauchrohr; 3 Staubaustritt
t,p
Luftdurchsatz
tangentiale oder Umfangsgeschw. der Partikel auf einer Kreisbahn mit dem Radius r
Durchmesser des zylindr. Wirbelraums
radiale Geschw. der Partikel
absolute Geschw. der Partikel
Umfangsgeschw. des Fluidsf(Strömung)
Zentrifugal beschleunigung in radialer Richtung
Höhe der Trennkammer

Für die Zentrifugalkraft (Fliehkraft) FF gilt:
2 2 u u t (r) FF = m a(r) = m ~ gs Vs ,p
s s r - r
Der Trennfaktor (Beschleunigungsverhaltnis) ist:
2 u t (r) ,p
Z a(r)
g
Aerozyklone:
Hydrozyklone
r g
Z ~ 4 bis 200
Z ~ 10 3 bis 104
Bemerkung zu Gl.(7):
( 7 )
( 6 )
Wegen der Gefahr von Verstopfungen liegt die untere Grenze für
den Aerozyklon-Durchmesser bei D> 5 bis 30 cm.
3.2.2 Absetzgeschwindigkeit
Bei den H~~o~~lo~e~gilt die Kraftebilanz analog zur laminaren
Sedimentation:
oder
mit wK( Re)
F = W
(8a)
24/Re[analOg GI. (8b), TeII/3 ]
a(r) Hydrozyklone (8b)
2 u t,p
worin die Fallbeschleunigung g durch a(r) _ Z g =----- ersetzt r
wurde.
Nach Gl.(8b) folgt sofort die Begründung der besseren Trennwirkung
bei größerem Z> 1, infolge erhöhtem U (NZ). a
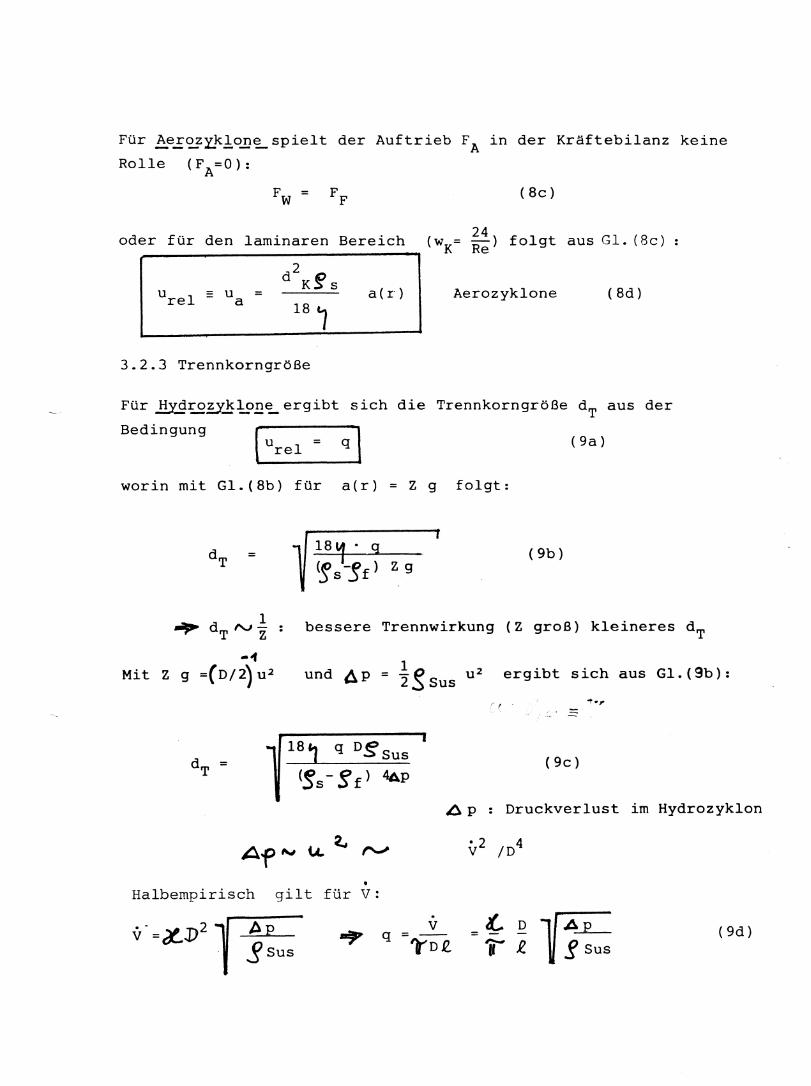
Für ~e~~~kloB~spielt der Auftrieb FA in der Kräftebilanz keine
Rolle (FA=O):
F = W
(8c)
oder für den laminaren Bereich (wK= ~!) folgt aus GI. (8c)
u a
d 2 D K;) s
3.2.3 Trennkorngröße
a(r} Aerozyklone (8d)
Für EYd~~k!9E~ergibt sich die Trennkorngröße d T aus der
Bedingung {urel = q 1 (9a)
worin mit GI.(8b} für a(r) = Z g folgt:
= 18~ . q (9b)
bessere Trennwirkung (Z groß) kleineres d T
-1 Mit Z g =(D/2)u 2
1 und A p = "2 ~ Sus u 2 ergibt sich aus GI. (9b):
18~ q Dg sus
(Ss -~ f) 4Ap
• Halbempirisch gilt für V:
-t.,
(9c)
A p : Druckverlust im Hydrozyklon
. V
'rD .e. (9d)

Gl.(9d) in Gl.(9c):
-. Ag] 'J) Lf 'y !. I
d ~ (ge) _.., !L.t!
(fS-.Pf)~ .6f T tt'r
Gl.(9c) ist noch stark
nur für einen schmalen
Hydrozyklone
Dichte der Suspension
Dichte der Flüssigkeit
vereinfacht und d l'V ~ - ~. "., f[)1 gilt T ~ (D'
Baugrößenbereich.
Im Kräftegleichgewicht Fw = FF ändert die Partikel ihre radiale
Lage nicht. Durch die axiale Geschw.-komponente des Fluids (Gas
durchfluß V, FG und Sekundärströmungen) wird sie jedoch nach unten
gedrückt und abgeschieden.
Für die Grenzkorngröße
I urel = u t,p
Mit Gl.(8d} folgt für
gilt die Bedingung:
a( r) ::
(IOa)
2 u t,p r
(lOb)
Eine genauere Berechnung führt zu:
., 3
V g.f- (Y-l; - r-,)
Ir tV 'Lltlr~S
.
Aerozyklone
Absetzweg
( lOc)
N~ 1, 5 Zahl der Umläufe des Gases um das Tauchrohr

Druckverlust und Durchsatz
mit .
(lla)
UD! fiktive 2~ial~ Gasgeschwindigkeit
W: Widerstandsziffer
V (llb)
folgt
Ap= (llc)
... für große Durchsätze steigt 6 p NV2 (D=const.) stark an.
2PI+I GröBeres D ist jedoch schlecht, da wegen a (D)~l/D der
Trennfaktor Z stark abnimmt ~ Multizyklone (Aero- oder
Hydrozyklone), d.h. Parallelschaltung vieler kleinererZyklone.
3.2.4 Absetzzeit, Verweilzeit
Für A~~zy'kloE~ gelten:
Absetzzeit t des Staubes a
t a (l2a)
Verweilzeit t v des Gases im Aerozyklon:
(l2c)
u t,p (l2b)
Staub setzt sich unvollständig ab
unnötig lange Verweilzeit
aus GIn. (12a) und (12b) folgt aus (l2c) für die Dimensionierung
von Aerozyklonen:
1 =-
1- '2..7 N \La.
tLL t (r)

T ges =
3.2.5 Abscheidegrad
Es gelten die GIn. (1), (2a), (2b) für Trenngrad T, Gesamtent-
staubungsgrad (Fraktionsentstaubungsgrad) T und Durchlaßgrad P ges
( ~TC 11/3):
T ges l~sst
c &-c,F~ LI.( I ,~
== ,.-t _ CK, .t.)(
C,< I i '" CK,FG -
c K . ,ln
( 13 )
c . K,ex· Staubkonz. im Reingas
(g/cm 3 )
Staubkonz. im Rohgas
(g/cm 3 )
sich bisher nic~t berechnen, da er von vielen Einfluß-
größen abhangt~
1
o(~
) Koagulation, Zermahlung harter
r""rt je" I Pörtikel )
T nimmt zu T,r fallt ges ges
Abb. S- Kennlinien des Fraktionsentstaubungsgrades Tges(dK)
a: theor. Entstaubungskurve (alle Körner mit d K >dT werden
abgeschieden, alle Körner mit d K < dT gelangen ins Reingas )
b,c:rea1e Kennlinien, je steiler die Kurve, umso trennscharfer

Erkl~rung für T (dK): im Bereich des Stokes'schen Gesetzes der ges
Zyklone gilt
3.2.6 Strömungsgeschwindigkeitep.- und Verh~ltnisse in Hydro- une
Aerozyklonen
Die spiralförmig kreisende Umlaufströmung (Spiralströmung, logarithmische Spirale) bildet eine stabile Wirbelsenke mit einem Luftkern an der Kegelachse, der etwa den Durchmesser des axialen
Tauchrohrs (Wirbelsucher) hat.
=r.,~Il(\;j~_.~\M Q. Y" -
wirb~
~', Vbd u.\A..\. -\c.~r Ch{ "'-'L p~ So ,0,",
~\o.CA4~t.+t-O~
Abb ~ Hydrozyklon I Suspension.eintritt (Einlauf); 2 Schlammaustrill (Unterlauf);
3 Austritt der KJa.rf1üssigkeit durch deo Wirbel.sucher (Uberlauf)
't ~ ""ok.,o Lv- (tN 'IV' b t,t~ tA(..~ u )
Das dreidimensionale Strömungsfeld , "d 1 *" welcht von elner 1 ea en
Wirbelsenke ab durch:
Zustrom
Wandreibung
innere Reibung des Fluids
Abstrom
Zyklon-Kegel
~ es gibt nur N~herungsrechnungen.
'Ll r., <. 'U..r r 2. <:::.. 'Llr,3
r. 'U... r =- COlA.S ~

Zwischen der Umfangsgeschwindigkeit u t f (f u t ) des Fluids und , , P
der radialen Koordinate r des Zyklons gilt:
PI r Hydro- und Aerozyklone
Cl: Konstante
PI = f (Anwesenheit von Partikeln)
( 14 )
= 1 reibungsfreie Wirbelströmung (Erhaltung des Drehmoments)
= 0.5
-1
0.85: reibungsbehaftete Wirbelströmung
Industriezyklone (z.B. auch Planeten, Elektronen)
starre Körper (z.B. Zentrifugen), Wirbelkern (auch Partikel in Zentrifugen, ~ TC 11/5)
GI. ( 14 ) in GI. (6) für P1=0.5:
2- 2-
~Cr) = 'U..-t tf. C'" :-CO",,"-tt-
~
'("' l. r .... -t--1 .,2. (15a) r
oder mit GI. ( 7) :
o.(r) C:::s 2- CO~.t1-
~(r) ::.- '}- r l r",+'1 -~ - ~ r2.
(15b)
Folgerung aus Gln.(15):
1. a und Z sind abhängig von r
2. Trennfaktor Z umso gröBer, je kleiner Zyklonradius und konische Verjüngung des Zyklon

6
m/s ~Kräfte-Gleichgewichtslinien (Kegelmantel) für 2 Partikel d l , d 2 ·
2
O~--------1-~~~~r 1S
m/s ')1 . 10
"1;..,f 5
O~-------+--r-~~~ 0,2
11. m/s '-Lr q1
Abb. 7L Strömungsgeschwindigkeiten im Hydrozyklon ut f Tangentialgeschwindigkeit (Umfangsgeschw.); u
, ax Axialgeschw.; u Radialgeschw.; r radiale Koordinate
r
Partikel mit dl'<: d T
Partikel mit d 2 ')dT
haben u > 0 ax
haben u ~ 0 ax
zum Oberlauf
zum Unterlauf
P I = 0.5 und GI.(14): const. (15c)
3.2.7 Durchmesservergleich zwischen Hydro- und Aerozyklon
Aus GI. (8b) und GI.(15a) folgt für Hydrozyklone H . •
~,H I'V (gs -ff) I (16a) ~ H
Aus Gl. (8d) und GI. ( 15a) folgt für Aerozyklone A . •
I ( 16b) l.la,A IV 8s r 2 A
Fürl u'a, H = ~,AI folgt aus GIn. (16a) und (16b):
r H W. = 1-- <. I (16c) r A ~s

Beispiel: .Js :::>2.10 3 kgjm 3
j f = f H20 10 3 kgjm 3
~ DHydrozyklon< DAerozyklon
3.3 Theorie der Elektrofilter
3.3.1 Abscheidevorgang
Abb.S Vereinfachte Darstellung des Abscheidevorganges 1 Hochspannungserzeuger; 2 Sprühelektrode; 3 Elektronen; 4 Neutralmoleküke; 5 ionisierte Moleküle; 6 geladenes Staubteilchen ; 7 abgeschiedenes Staubteilchen ; 8 Niec'~!"Schlagselektrode
~ r H ~ 0.71 = = r A
( l6d)
3.3.2 Wanderungsgeschwindigkeit (Absetzgeschw.)
Die Absetzgeschw. u der geladenen Staubpartikel erfolgt mit der a Kräftebilanz:
FW =
F = n (dK) e E E max
mit
E nmax(dK) 4lt'" fo =
e
FE (A:t)
(18a)
LI + 2
E -1 r
E. +2 r
FE die auf ein geladenes Teilchen wirkende Kraft im elektrischen Feld
E e
el. Feldstärke Elementarladung
absolute DielektrizIätskonstante
(18b)

max. Anzahl von Elektronen, die eine Partikel mit d K der relativen Dielektrizitatskonstanten e an ihrer
r Oberflache aufgenommen hat.
~ mit rr-= 24 IRe
r..... Fw = 3" IU d K ( 19 )
GIn. (19) und (18a) in (17):
U = a,th (20a)
u a,th theor. Absetzgeschw. (Wanderungsgeschw.) der Partikel
für Schwebeteilchen mit dK ~ 2"" m: bis 10 Ua,th + f(dK ) infolge des
elektrischen Winds
"II::::::~ I u ~ 3 bis 18 m/sl -~ a,exp _ in techno Anlagen
3.3.3 Spezifische Niederschlagsfläche
für den Röhrenfilter gilt:
f == A
= v
A Niederschlagsflache
f spezifische Niederschlagsfläche
r Radius des Röhrenfilters
Q Elektrodenlange
u f : Gasgeschwindigkeit
V : Gasvolumenstrom (Gasdurchsatz) des Rohgases
t v : Verweilzeit des Gases im Elektrofilter
( 21 )
(20b)

3.3.4 Abscheidegrad (Entstaubungsgrad, Trenngrad)
nach GI.(13) ist:
I -c K,ex c . K,ln
= I - (22)
a= 0.5 bis I : "Sicherheitsfaktor" (empirisch)
u nach GI.(20a), besser empirisch nach (20b). a
Herleitung von GI.(22) für a=l
CktL.X J d~~ _
CI(, ;"
h CI.(, L>( ... -ru~ 4
lt.(~ A = -Cu ,il.., .
V/t \I A C«.,AX. - tt{~--:-
=-;> \I • - L
Ct.{, ''-1
<t{~ A CL( I .IX. - -.
T==' '1 - -1-- V ~, ;l.. =' t-
!l GL (ZL) ~~Ir Q-/f

TC 11/5
Filtrieren, Abpressen und Zentrifugieren (Trennverfahren 111)
1 Einleitung
2 Apparate
2.1 Filterapparate
2.2 Pressen
2.3 Zentrifugen
3 Filtrieren
3.1 Filtrationsvorgänge
3.1.1 Kuchenfiltration (Oberflächenfiltration)
3.1.1.1 Grundschema
3.1.1.2 Filtrationszyklus
3.1.1.3 Betriebsweisen
3.1.1.4 zeitlicher Ablauf und Zeitbedarf des Filtrationszyklus
3.1.1.5 Anwendbarkeit
3.1.2 Tiefenfiltration (Bettfiltration)
3.1.2.1 Grundschema
3.·1.2.2 Filtrationszyklus
3.1.2.3 Betriebsweisen
3.1.2.4 Filtratdurchsatz und Partikelgröße der Suspension
3.1.2.5 Vorkommen
3.1.2.6 Anwendbarkeit
3.1.3 Siebfiltration
3.1.3.1 Grundschema
3.1.3.2 Normalfiltration und Membranfiltration im Vergleich
3.2 Theorie der Kuchenfiltration
3.2.1 Filtergleichung bei inkompressiblen Filterkuchen
3.2.2 Filtergleichung bei kompressiblen Filterkuchen
3.2.3 Entfeuchtung des Filterkuchens
3.2.4 Trenngrade(Trennwirkungsgrade)
3.3 Theorie der Osmose und Revers-Osmose

4 Zentrifugieren
4.1 Theorie der Zentrifugen
4.2 Zentrifugalfiltration
4.3 Zentrifugalsedimentation
4.3.1 Absetzgeschwindigkeit
4.3.2 überlaufzentrifugen
4.3.2.1 Klärflächenbelastung
4.3.2.2 Trennkorngröße
4.3.2.3 Äquivalente Klärfläche
4.3.2.4 Klärzeit

1 Einleitung
Filtrieren:
Trennung grober bis feinster (schwer absetzbarer) Suspensionen durch
Anlegen einer äußeren Druckdifferenz. Möglichst vollständige Ab
trennung fester Teilchen oder Tröpfchen aus einem Fluid (Gas oder
Flüssigkeit) mit Hilfe eines Filtermittels (~TC 11/4, Abscheiden):
SlA...Sp.u,wi O~ ( T~ 6e I
~l QV\..t~
Das Filtermittel ist i.a. nur für eine Komponente des Einlaufge
misches durchlässig: es hält feste Komponenten -unter Ausbildung
eines Filterkuchens - zurück und läßt das Filtrat hindurchtreten.
Trübekonz. am Eintritt
Klärfiltration c;S . <. 0,1 %; Gewinnung der Filtrate) ,ln
Trennfiltration ( c S ' > 1 %; ,ln Gewinnung von Rückstand und Filtrat

Kuchenfiltration
Tiefenfiltration
Siebfiltration
(Oberflächenfilter) }
(Bettfilter)
Suspensions- oder
Normalfiltration
~ Membranf il trat ion
~Ultrafiltration (umgekehrte Osmose)
(Aus-)Pressen
Trennung von Feststoffen und Flüssigkeiten, wenn der Feststoff
zellular oder schwammartig ist:
Gewinnung von Fruchtsäften (keltern) und pflanzlichen ölen
Wasserabtrennung aus Rübenschnitzeln, Kohleschwamm und Zellstoff
Wasserabtrennung bei der Emulsionspolym. von synthet. Kautschuk und PVC
Naphthalin als Warmpreßgut bei der Teeraufbereitung
Zentrifugieren
Filtrations- und Sedimentationsvorgänge lassen sich durch Zentrifu
gieren stark beschleunigen
fest/flüssig Trennung
flüssig/flüssig Trennung Separation (z.B. 2 ineinander unlösl. Flüssigkeiten)
flüssig/flüssig/fest Trennung: simultane Separation und Sedimentation
- 2-Phasen-Trennung ~geklärte, leichte Flüssigkeit ~schwere Flüssigk., welche die festen
Partikel enthält
c.. Flüssigkeit - 3-Phasen-Trennung ___ Flüssigkeit
'\...--. eingedickter Feststoffschlamm

e
®
2 Apparate
2.1 Filterapparate
Art der Differenzdruckerzeugung (Vakuum, Druck)
Anordnung u. Form der Filterfläche: horizontal, vertikal, einoder beidseitig der Stützkonstruktion, einteilige oder mehrteilige Filterfläche
Art der Kuchenabnahme
Art des Nachpressens
a
lt G) Karussellnutschenfilter (Kippwannenfilter)
(EIMCO, Sah Lake City/USA)
Nutsche a Aufgabe; b Filtration; c" C2, C3 Entwässerung; d" d 2 Waschen; e Entleerung durch Kippen
~""~~- Filterpresse (';>(0.. .. ~~LtU' 1 Trommelfilter
Aufgabe Wosthfrit~t-W;,;;- - - -- -; I ~ ~ : ... l.Waschzone 2.Woschzone Trockenzone, . d
I Transportban
~ Filtergewebe
Flltrot
Bandfilter mit Gegenstromwäsche (LURGI). daneben Schnitt durch Bänder. .
a Filtertuch; b gelochte Gummibandunterlage; c Transportband; d Laufrolle; e Gleltnemen; f Saugkasten

®
Innenfilter
schwammige Masse, durch die das Remwasser
zum Auslaulrohr.lUleOt
o a
p
~ Sandfilter
Aufbau eines gewickelten Moduls (Roga-Modul Anordnung der Module in einem Druckrohr RHEINSTAHL. Essen) (Roga-Module)
Abb . ...., Filterapparate a) Filterschicht; b) Filtertuch; c) Filterplatte; d) Filterkuchen; e) Zulauf; f) Trommel mit Filtertuch; g) Filtrat-Ablauf, Vakuumanschluß; h) Ableitung der Luft, Vakuumanschluß; i) Druckluft zum Abblasen des Filterkuchens und Reinig~n des Filtertuches; j) Ansaugzone; k) Trockenzone; I) Waschen; m) Abnahmezone; n) Absetzzone; 0) Überlauf; p) Zulauf
von Wasser, <f.) (t.c.!P~'·O<A
1 als Saug- oder Druckfilter zur Filtration kleinerer Feststoffmengen; Absetzung organischer Lösungsmittel; Nutschen sind weit verbreitet
2 automatische Nutsche (bis 200 m2 Filterfläche) für größere Durchsätze, unempfindlich gegenüber Suspensionseigenschaften; zur Abtrennung des Gipses beim Naßverfahren zur Herstellung von Phosphorsäure;
3 Druckfilter (bis 20 bar), dessen Filterkuchen relativ einfach herausnehmbar ist. Bis über 100 gerillte Filterplatten; universell anwendbar in der keramischen Industrie, Grundstoffindustrie, Abwassertechnik, Kerntechnik: z.B. Bier, Speiseöle, Würze, Wein, Fruchtsäfte, pharmazeutische Flüssigkeiten, Wasserentkeimung

4 am meisten verbreitet; kontinuierlich, betriebssicher, relativ einfache Konstruktion, wirtschaftlich; hydrostatisch, mit Vakuum oder Druck; Reinigung von Abwässern aus Papierfabriken
5 für leicht sedimentierbare Suspensionen: Sedimentation und Filtration verlaufen gleichzeitig.
6 Tiefen- oder Bettfilter;Sand- oder Kies-Schüttung 0,3 bis 2 m hoch; hydrostatisch oder als Druckfilter; Reinigung von Trink- und Brauchwasser, Säfte und Getränke-Lösungen, pharmazeutische Produkte, flüssige Brennstoffe
7 Kontinuierlich; Filtrat wird durch Vakuum abgesaugt; für gut filtrierbare Suspensionen mit gröberen Partikeln, schonende Partikelbehandlung möglich, Filterfläche nur bis 20 m2
8 Membranfilter: Durchflüsse gehen mit abnehmendem Porendurchmesser sehr stark zurück ~ große Filterflächen auf mögl. kleinem Raum; Wasserentsalzung für Kesselspeise- und Trinkwasser; Druckfiltration; zur Vermeidung von Verstopfungen unbedingt große Strömungs geschwindigkeiten (turbulent). Dichtungsprobleme; zukünftige bedeutende Anwendungsmöglichkeiten: Filtern von Makromolekülen, Kolloiden, Bakterien in Lösungen, Rückgewinnung von Farbstoffen aus org. Lösungsmitteln (oder Spritzwässer) in der Autoindustrie, Filtern von Enzymen, Gewinnung von Proteinkonzentrat aus Molke.
Filtermittel
Zusammenfassend lassen sich die Filtermittel durch nachfolgende Kriterien charakterisieren:
1. Trennkorngröße, also jene Feststoffkorngröße, die das Filtermittel gerade noch durchläßt.
2. Durchlässigkeit; hohe Durchlässigkeit bedeutet geringen Druckverlust.
3. Chemische Beständigkeit gegenüber dem Filtrat. 4. Neigung zum Verstopfen, vorzugsweise bei Gewe
ben für die Kuchenfiltration. 5. Mechanische Festigkeit gegenüber den Beanspru
chungen beim Rückblasen oder bei ablaufenden Filtertüchern.
6. Glatte Oberfläche, die das Abnehmen des Kuchens fördert.
Die Vielfältigkeit der Filtermitteleigenschaften hat im Schrifttum zu unterschiedlichen Einteilungen geführt, vorteilhaft erscheint die folgende:
Lochbleche, Siebe, Spaltsiebe Gewebe
Schichten, Filze, Vliese
Schüttungen, Haufwerke, Anschwemmschichten Poröse Massen Membrane

2.2 Pressen
Korbpresse a Preßgut; b Siebkorb; c Preßstempel; d Auffangrinne
c-
Schnecken presse (KRUPp HARBURGER EISENUND BRONZEWERKE. Hamburg) a Seiher; b SchneckenweIle; c Getriebe
Abb. ~ Pressen
Mantelseiher mit rechteckigem Querschnitt
a Seiherplatten ; b Rippen zur Abstützung; c Ablaufkanäle; d Tropfnase; e Auffangtasse; f Kolben; glose Bodenplatte
Pressgu\ \
~
~L-~----~---*----t-------~/ .:
lL\ _J voren~\Vosserungs- b I J \::!:J ~ zone Presszone--l--Scherzone
Siebbandpresse (A. KLEIN. Niederfischbach( Sieg)
a Siebband; b Stützwalzen; c Preßband; d Andrückwalzen; e Schaberabnahme des Preßkuchens
1 gehört zu den ältesten u. einfachsten Pressen, zur
Saftgewinnung aus Früchten (Keltern); Chargenbetrieb
2 wesentlich effektiver durch Drücke bis 350 bar; Chargenbetrieb
3 kontinuierlicher 100 bis 300 bar; Schmelzen, z.B.
Betrieb; ursprünglich für Speiseölgewinnung; Abtrennung von Isomeren aus kristallisierten
Naphthalin, Chlorbenzol, Xylol
4 Schonendes Pressen ohne großen Abrieb, Entwässerung von Schlämmen, kontinuierlicher Betrieb

1 Prinzip der Filtrations- oder Siebzentrifuge (perforierte Wandung)
2 Grundtyp der kontinuierl. Siebschleudern: Schnecke fördert Feststoff aus; besonders hoher Durchsatz; Entwässerung kristalliner Stoffe: Feinkohle, Düngesalze, Kunststoffgranulate, Milchzucker aus Molke, Rohrzucker, Zellstoff- und Textilfasern
3 gehört zu den automatischen Filterzentrifugen; ein Schubteller bewegt den Filterkuchen periodisch in axialer Richtung bis zum Abwurfrand, dreistufig mit Trommel zunehmenden Druchmessers; Kali- und Salzindustrie;
4 als Großraumschleuder bis 2,5 m Durchmesser für höchste Kuchenleistungen gebaut; anorg. u. org. Kristallprodukte: Stein-, Kalisalz, AI(OH)3' Eisen- und Titanoxide, Paraffin, Insektizide, biolog. Produkte (Obsttrester, Fischmehl, Eiweiß, Stärke, Antibiotika) .
5 Prinzip der Sedimentations-Zentrifuge (Vollwand- Zentrifugen mit nicht-perforierter Wandung): Suspension und Wandung rotieren gemeinsam
6 V~II_wC!n(J::-QQ~EJa.:_~f~~_~~E_:!:f_':l_~~ mit Schlammaustragsschnecke : wich-_!:..igst~!:._~enj;J::i:l,=!g~t.Yl2 in der Aufbereitungstechnik; zur Klärung von Suspensionen, zum Eindicken von Schlämmen und zur Stromklassierung: Entwässerungdekanter für Feinkohle, Kali- und Steinsalz, Rohphosphat, Soda; Klärdekanter für Kalkmilch, Kali- und Natronlauge, Katalysatorabscheidung, Lebensmittelindustrie (Obstsäfte, Pflanzenöle, Lactose aus Molke, Schokolade)
7 Se2a~a~o~~~ werden zahlenmäßig am häufigsten eingesetzt (Milchseparator); klassischer Separator ist die Tellerzentrifuge: bis ~160 Teller, ~4400 Ujmin, Z~bis 7500 (bei u t f = 160 mjs), bei , Z(4900 für den mittleren Tellerdurchmesser beträgt die äquivalente Klärfläche 270000 m2 . Die Suspension wird in schmale (~lj10 mm) Lamellen zerlegt, wodurch sich der Absetzweg stark verkürzt; Eindickunq von Kaolin und Bentonitsuspensionen, Reinigung von Diesel- und Rückstandsölen, Phosphorsäure, NaOH, Teer, Benzol, Bier, Wein, Tier- und Pflanzenölen, Säfte, Antibiotika, zur Abscheidung von Hydroxiden, Katalysatoren, Aktivkohle
8 für höchste Z-Werte (Zi13000 bis 17000, Z~n2 D) bei n=14000 bis 18000 U/min1zur Feinstreinigung für Suspensionen mit sehr geringem Feststoffgehalt; Reinigung mineralischer und vegetabiler öle, Seifenherstellung, Lack- und Firnisindustrie, zur Abscheiduns von Viren, Gewinnung von Kaugummi, Impfstoffen, Blutserum

9 gehört zu den Vollmantel-überlaufzentrifugen mit selbsttätigem Schlammaustrag, wobei allein die Suspension rotiert; weit verbreitet bei Flüssigphasen-Prozessen; einfacher Aufbau und Betrieb, hohe Durchsätze, relativ geringe Kosten; großer Mangel am Verständnis der Strömungsverhältnisse; Fehlen von Modellgesetze (Scale-up Problem): die Rotation der Suspension wird durch tangent. Zufuhr unter Druck erzwungen, während einer doppelten Wirbelströmung von Primär- und Sekundärwirbel entmischt die Suspension ~ suspendierte Partikel wandern an die Zykloninnenwand und bilden den nach unten laufenden Schlammstrom, der im Unterlauf austritt und die Apexdüse hydraulisch verschließt. Die geklärte oder verdünnte Suspension wandert mit dem Sekundärwirbel durch das Tauchrohr zum überlauf (~ TC 11/4).
1. Pbasentreonung Fest-Flüssig Eindickung Klärung
Totalklärung Teilklärung
Kreislaufwasserklärung (im Nebenstrom) Vorklärung (mit konventioneller Nachklärung)
2. Bebandlung quasistabiler Mischpbasen Reinigung von Feinsuspensionen Reinigung von Emulsionen
3. StromkIassierung Entschlämmung
Unterlauf-Rückgewinnung Entgriesung
Überlauf-Rückgewinnung Kreislaufmahlung Bildung von Anschwemmschichten
Schlämmung (auch mehrstufig)
4. StromsortIerung nach Gleichfälligkeit nach Kornform selektive Klassierung (anti parallele Kornverteil un g) Schwertrübeverfahren (Schwimm-SinkSortierung)
Tab. 1 Anwendungsbereiebe für Hydrozyklone
cf>~ ,,~~ <&
I§O
v"
, '0"o ~
~O_,-
Tab. :4 Beispiele für den Arbeitsbereich technischer Zentrifugen.
max. Durchsatz Beschleunigungs-Zentrifugentyp Zulauf Feststoff ziffer i:~ mJ/h t/h
Fillralionszenlrifugen Schälzentrifuge 35 250 bis 3000
Schnee ken -Siebzentri fuge 10 1000 bis 3000
Schnecken-Siebzentrifuge 60 200 bis 1000
Schubzentrifuge 25 220 bis 1500
Sedimentationszentrijugen Großraum-Füllzentrifuge 30 300 bis 2000
Großraum-Überlauf-zentrifuge 80 300 bis 2000
Schnee kenaustragszent ri fuge 20 150 bis 3000
Tellerzentrifuge ohne Schlammaustrag 20 6000 bis 12000
Tellerzentrifuge mit Schlammaustrag 20 3500 bis 6000
Röhrenzentrifuge 3 9000 bis 50000
J'
'C~
Abb. 4- Beschleunigungsziffer qotordurchme,ser J)und Drehzahl n von Zentrifugen.
Feststoffgehalt im Zulauf Filtrat Sediment ) "70 (tL~ckS~
35 bis 40 trübe bis klar 2 bis 15070 trocken 20 bis 70 trübe bis klar 2 bis 15070 körnig-trocken 20 bis 70 trübe bis klar 2 bis 15070 körnig-trocken 20 bis 90 trübe bis klar 4 bis 15070 trocken
noch fließ fähig klar bis trübe 20 bis 40070 pastös
< 5 5 bis 30 trübe körnig-trocken
bis 1 klar pastös-fest
bis 10 klar pastös-fest Spuren klar pastös-fest


3.1.1.2 Filtrationszyklus
die Filtration, fangen wird
wobei anfangs das Trübfiltrat getrennt aufge-
Entwässerung des Kuchens von Restfeuchte, Mutterlauge, Lösungsmittel durch Luft. NEU: durch Auspressen des kompressiblen Filterkuchen
Waschen (anstelle der Entwässerung oder zusätzlich) mit einer Waschflüssigkeit, die noch vorhandene Restflüssigkeit im Kuchen verdrängt
zusätzlicher Entwässerungsvorgang
Entfernung des Kuchens
Reinigung des Filtermittels, meist durch Waschen
3.1.1.3 Betriebsweisen (nach Art der Kräfte, die die Strömung der Sus----------pension durch Filtermittel und Filterkuchen bewirken) :
Druckfiltration: bis zu einigen bar; bei feinkörnigen, schleimigen und kompakten Kuchen
Saugfiltration: relativ geringer Unterdruck auf Filtrat-
(Unterdruck- oder seite; bei mittelgut filtrierbaren Sus-Vakuumfiltration) pensionen; einfaches weitverbreitetes Ver
fahren in Labor und Industrie, das den eigentlich diskontinuierlichen Vorgang kontinuierlich macht.
Hydrostatische Filtration: hydrostat. Druck durch Flüssigkeits
säule der Suspension, nur bei leicht filtrierbaren Trüben

3.1.1.4 Zeitlicher Ablauf und Zeitbedarf des Filtrationszyklus
Zeitlicher Ablauf
. Filtration bei V = const.
selten angewandt, da4P mit zunehmender Filtrationszeit t steigen muß (~p f const.)
Filtration bei ~P =const . häufig angewandt
Abb.6
V
t . V
AP
. V rconst.
Filtratvolumen
Filtrationszeit
Filtratvolumenstrom
Filtrationsdruck
cowf-
I •
I I
t
Verlauf von V als Funktion von t bei
2 verschiedenen Filtrationsdrücken
mit zunehmender Zeit t nehmen V und l\e,I.\_~Lb' ld Q..l-~ Filterkuchenmasse ab.
~ Bevorzugung von Vakuumfiltern
Filtration bei ~ P f const • V f const

· MS
t w
t a
-MS
t z -
Durchsatz an trockenem Feststoff
Ausstoß an trockenem Feststoff
Zykluszeit
Filtrationszeit
Entwässerungszeit der 1. Entwässerung
Waschzeit
Entwässerungszeit der 2. Entwässerung
Abnahmezeit zur Entfernung des Kuchens
3.1.1.5 Anwendbarkeit
Gewinnung eines reinen Feststoffes
für relativ hochkonzentrierte Suspensionen mit Cs . >3 bis 5 ,ln
Mass.%; bei weniger konz. Suspensionen: Eindicker notwendig
gute Durchströmbarkeit des Kuchens ,.... d K ? einiget-m.
Durch Zusatz von (porösen) Li~~rhil%~i~t§lQ (z.B. Kiesel
gure) lassen sich auch sehr feinkörnige Trüben filtrieren
Struktur und Stabilität des Kuchens sehr unterschiedlich:
z.B. kompressibel oder inkompressibel ~ für die Auslegung
eines Oberflächen-Filters muß die Kuchenfiltration i.a. ex
perimentell bestimmt werden. Filtratdurchfluß nur in Sonder
fällen berechenbar.

3. A . .2..
3.1.2.1 Grundschema
I I I
OrS" ~dF ~ ,) IM~ =R LfQ..c tAA', Ie L -~cJ.... i&' f( 0, ~ biS 2 t.t..)
Tyc..~ ... ~ (+;ke( (od.coV'"~i eA- Ol,,,,, :;;'{~~ ~ fk..R.)
T~6tL
Abb. -=r Schema der Tiefenfiltration (Bettfiltration)
Tiefenfiltration: die abzutrennenden Suspensions-Partikel lagern sich im Innern (Tiefe) des Filtermittels (Fasern, Sandkörner) durch Adsorption (van der Waals'sche WW, elektro
Anziehungskräfte) an. Eine Behinderung durch Poren bzw. öffnungen des Filtermittels, das aus relativ dicken Schichten besteht, tritt nicht auf. Von Zeit zu Zeit muß allerdings das Filtermittel gereinigt werden (diskontinHierliche Filtration).

3.1.2.2 Filtrationszyklus
Filtrationsperiode
Reinigungsperiode des Filtermittels durch Rückspülen jeweils stark abhängig von Trüben-Zusammensetzung
Beim Rückspülen soll mögl. keine Klassierung des Filtermittels auf-
treten ~ enge Korngrößenverteilung q(dF )
3.1.2.3 Betriebsweisen
als hydrostatische Filter: weit verbreitet bei großen Durch-(Schwerkraftfilter) sätzen, einfach
Druckfilter
Saugfilter
3.1.2.4 Filtratdurchsatz und Partikelgröße der Suspension
Abb. 8
Kurve a:
. -. -... -. -... --
""- -... -... " . C -...
. . . ,-'- "-.)
Abhängigkeit von VF(t) vom su~pensions-Partikel
durchmesser d K; Kurve c: häufigste Art der Tiefenfiltration
Partikel werden an der sichtbaren Oberfläche des Filtermittels abgetrennt und bilden eine Art Kuchen analog zur Oberflächenfiltration
weiche, deformierbare Partikel (flockig, klebrig, schleimig ) verstopfen Poren und Kapillaren des Filtermittels

häufigste Art der Tiefenfiltration: Partikel dringen in die Poren des Filtermittels ein und besetzen dort die Hohlräume ~ Verengung der Kapillaren
und Hohlräume
Partikel dringen ebenfalls in die Poren des Filtermittels ein, rufen jedoch nur eine sehr dünne Belegungsschicht hervor ~ kaum Abfall von VF(t) z.B. Abtrennung von Viren aus Flüssigkeit, mögl. große innere Oberfläche: bis 5000 m2~2 äußere
Oberfläche)
3.1.2.5 Vorkommen
Tiefenfiltration (Sandfilter, Kiesfilter) kommt häufig in der
Natur vor: Reinigung von Oberflächen- und Grundwasser durch
natürliche Sand- und Kiesschichten.
3.1.2.6 Anwendbarkeit
Gewinnung eines reinen Filtrats
Partikel müssen so klein sein, daß sie in die Poren und Kapillaren des Filtermittels eindringen können, d.h. dK« dK,Kuchenfiltration) wenn d K sehr klein ist: Zusatz von Flockungsmitteln
niedrige Trübenkonzentration Cs . , wegen ,ln
1. Verstopfung (blocking) des Filtermittels
2. verstärkte Brückenbildung der Trübepartikel bei höheren Konz. Cs . , wodurch Adsorption in tieferen Schichten
,ln unmöglich wird
=; a) c S ' ~ 0.1 kgjm 3 ,ln I\,..,;
b) für größere Konz. Cs . ~0.1 kgjm 3 (Nahrungsmittelindus,ln
trie, Extrakte pflanzl. und tierischer Produkte)
werden Hilfsschichten auffiltriert (precoatin~).
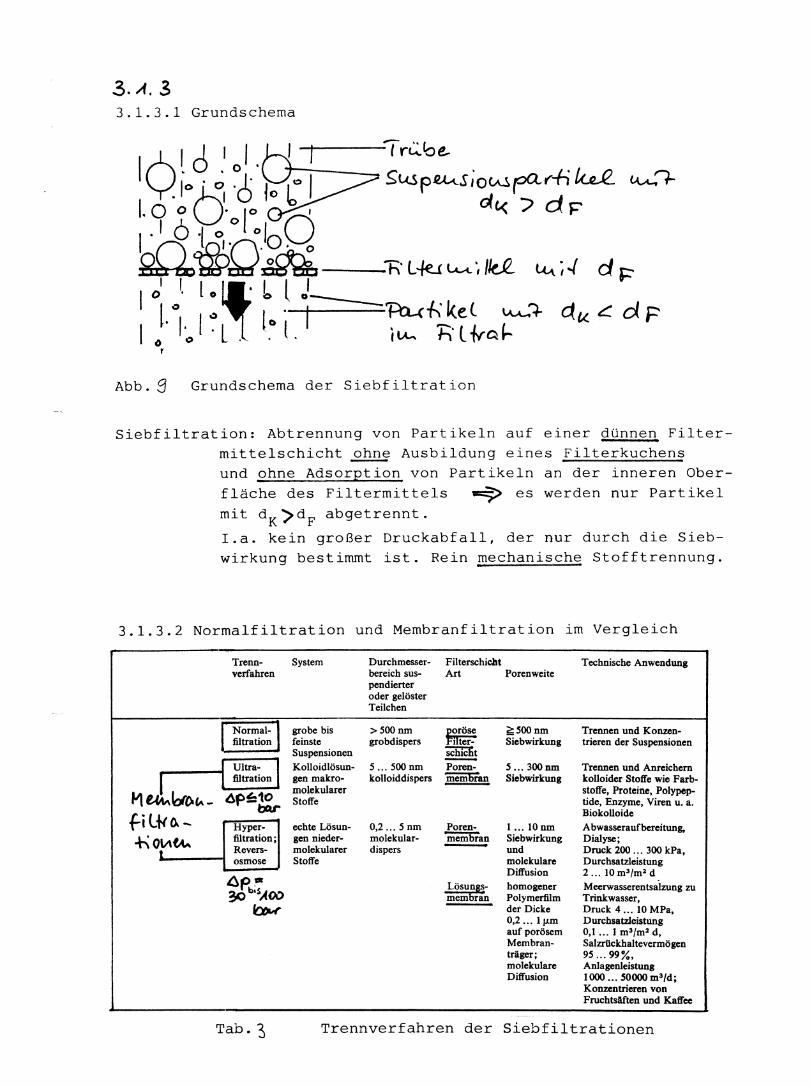
3.A.3 3.1.3.1 Grundschema
-+----{ r~ 10 e..
$u..s plUA.S i Ow. pa.- r'-fi lu..Q ~ "ldt.( '/ dp:-
Abb.9 Grundschema der Siebfiltration
Siebfiltration: Abtrennung von Partikeln auf einer dünnen Filtermittelschicht ~ Ausbildung eines Filterkuchens und ohne Adsorption von Partikeln an der inneren Oberfläche des Filtermittels ~ es werden nur Partikel mi t d K:> d F abgetrennt.
I.a. kein großer Druckabfall, der nur durch die Siebwirkung bestimmt ist. Rein mechanische Stoff trennung.
3.1.3.2 Normalfiltration und Membranfiltration im Vergleich
Trenn- System Durchmesser- Filterschicbt Technische Anwendung verfahren bereich sus- Art Porenweite
pendierter oder gelöster Teilchen
Normal- grobe bis >500 nm ~Iröse !1:;;5OOnm Trennen und Konzen-filtration feinste grobdispers I ter- Siebwirkung trieren der Suspensionen
Suspensionen ~
I Ultra- 1 Kolloidlösun- 5 ... 500 nm Poren- 5 ... 300 nm Trennen und Anreichern
I gen makro- kolloiddispers membran Siebwirkung kolloider Stoffe wie Farb-filtration molekularer stoffe, Proteine, Polypep-
,., ~br()o" - ~p~10 Stoffe tide, Enzyme, Viren u. a.
fi l+t~-tIQr Biokolloide
Hyper. echte Lösun- 0,2 ... 5 nm Poren· I ... 10 nm Abwasseraufbereitung,
~0r'(A.. filtration; gen nieder- molekular- membran Siebwirkung Dialyse; Revers- molekularer dispers und Druck 200 ... 300 kPa, osmose Stoffe molekulare Durchsatzleistung
.öP.-Diffusion 2 ... IOm3 /m2 d
LÖSUegS- homogener Meerwasserentsaizung zu 3O\)1$.A00 mem ran Polymerfilm Trinkwasser, blw" der Dicke Druck 4 ... 10 MPa,
0,2 ... I/Lm Durchsatzleistung auf porösem 0,1 ... I m3 /m2 d, Membran- Salzrückhaltevermögen träger; 95 ... 99%, molekulare Anlagenleistung Diffusion 1000 ... 50000 m3 /d;
Konzentrieren von Fruchtsäften und Kaffee
Tab. 3 Trennverfahren der Siebfiltrationen

Probleme der Mernbranverfahren: 1. Bildung undurchlässiger
Schichten auf den Membranen
3,2..
2. dadurch Rückdiffusion der
Schichtmoleküle
(Polarisationskonzentrationen)
~-1{ U<ILvv; IleL
Ltr=: ~ ke d. l1l-te.r\M~ ~ L s l,t: ~tyOtMlA.lA~r~.rdtw.
cA Q..( ~tASp.u..( ,'0"\.. (I~ 'de )
ct K: l(9(fA cl U. V"cl, ~.{ q
oft..( T ~fot-PNh'/(eL
IJ : (,(~fi{{~~.u.. oltr-h' L-k.cUA~lkf!
~ ~ h'lk! f(ci cJ,~ (G lA Q..(SC~tA; Ikfra (l.e)
V,: ~ ct ~VOll.tlA..t JU.,
\r ~ F\'lVDl+VO/ U~ et. k (': H-ö ~ t. d, "f,-!'l-/(( L< t.\. -~ c.V\ekS
Abb.~O Zur Herleitung der Filtergleichung bei der Kuchenfiltration
Der Filterkuchen wird als Schüttung kugelförmiger Partikel aufgefaßt, der von der Trübesuspension laminar durchströmt wird. Dann gilt für den Druckabfall APs im Filterkuchen :
. )
( Ja)
Stokes I sches Gesetz (Ab)
VoL. e~iS~ ~ d... t(ö~ e...n.,
V ot. cl. Q..J ScJ., L.. +1--\..\ L... 8 (A c)

( Ab) UII\ ~ ( AC) ,~ ( ,{ 0.) ~3e..s.e..tt+ I li.e.fQ.jf :
A~
~Y rii t!.
1+ u.. h.S =: 8 If 'Li. h.s (let)
: fi L+ r-o..+ i () lAS W i cI.t...-r !.+r;u,. ci ct es :[:i L!a.r u.u. c"'-~~ k.S ~es Kt.t cl,. e~ s -(oL'ß1 ..
kS '" Vs v V =: Vrel
(210) \I S
Das Filtermittel soll aus Zl Röhrchen (Kapillaren) mit dem
Durchmesser d R aufgebaut sein, die von der Suspension laminar
durchströmt werden:
_:P_~_Y""_d...:.-~...:....;~~-='J):....:...f'lA...:...:..::..;ck~Ot~bf-4-=Ot:....!..l:...:...{ _=A~F R i t.\A ':A' L+e..r tAA..; lIe L ~iL'" :
6 FR. :::-
WR. ~ blf = J(e
(3b) I V\ (3a.):
( 41 Q 5 ~ - Po i.s e..t.L.t' 1I e. ) (36)
(3c)

ode.r :
[0( VrtL f + f:. ] fF -fl:L r d. j e. =H l-(v C\. -Ti 04 r ß !.~d-r ~ i kot,; 6 k e,; f 01 V; at. ,fotßt ~+ (4-6) cl; e 11 Lkr Sie; ctw~ 5 (::t:J€)L)
dV _ ,6Pges S Su (4c)
- d t - [cX.. ~ re.l V / S, + f.> ] ~ f
hs Filtergleichung
worin: cX. r::- c.o~4-- 3 ~; Lt kOfM.pressi blq h l~l<lA..cJ,. e.L. J:,. r c.o~s f-
Bemerkungen zu Gl,(4c)
1. bei hydrostatischer Filtration ist:
(4e)
~ f : Dichte der Suspension
h f : Höhe der Suspensionssäule über Filtermittel
Vf: Val. ~f..( Su '~,",.si okS~ot""le. 2.~ und ~ können aus Gl.(4c) experimentell bestimmt werden
3. die meisten Filtrationen werden bei~p =const durchgeführt -ges--
-7 Integration der DGL (4c) liefert:
a) Integration über Filtratvolumen V
(1- Vrd.. V + f ) oll! ~

V 2- t !(v+ ßM, S ) dV =: S 6p~S f dt ( b'b)
VyeL cX.. '1f VieL 0
0
ode.r : 2. V2. A S
V .s 4PeeS -t (f;: c:) + =='
~ C><..J VteL oGf,. Vt-et
Gl.(Sc) gibt die Abhängigkeit V(t) (Abschnitt 3.1.1.4) prinzipiell
richtig wieder. Aus ~iagramm lassen sich 0<. und ~ grafisch ~/V-V-' /-ermitteln.
Für das Filtratvolumen V folgt aus Gl.(Sc):
s ~ (A - V-1 ~ol VreL 4Pges t v= - -t-ff I=/~ V reL 0<.,
oder für f3 / c( <"<1 (in der Technik oft erfüllt für längere Filtrationszeiten):
( Se )
b) Integration über Kuchenvolumen VS= S h S :
mit
odQ.f :
Vs V =-
V rel
und dVS
dV =-V rel
folgt aus Gl.(Sb)
k i 1
) 5 (~S +- (bk ) 01 I-ts .. -~---I~--u.==-~_\/.....:...::=rec.:::..Lf at o
)
t1 ! KlA.C~~b;l 01 lA. vtaS i: e.,''''
(bb)

(6 ~ VrtL ( (b ) + Z DPffS (bc) h = --+ t~ ~ 0<, ~ 1+ oG
~s: Itö~e der ~ LlefklA.c4 t,k~
orAl4 ft;,r f/oG « A:
I,L lIreL ~tlP~t1 (bd) ks = 7+ oG
L.. .... J ~
Pr od lAl<...f. - EilA.~kll-dQ .. f~ aOl.,-! e4
r- b ~.tL TrofVI ..... ~"~
~r ~~ti~~~t;dte _'RLkl fLfS,'b+ ~ie. Prod. CA.. kf; olA.sr (Ale m1.s O(~S
'(l'd-, L. ;~lNUt ~lA. c4 t-t.1.t' :
n Drehzahl des Filters
Kuchenbildungswinkel
Dichte des trockenen Filterkuchens
4. bei ~p =const. nimmt mit wachsender Kuchenhähe h S die ges Filtrationsgeschwindigkeit dVjdt ab.
(be)
5. 2. praktischer Grenzfall: I
V=const , dann gilt ~p (L ) tconst. ges nS aus Gl.(4c) folgt dann:
_. .."
·T

v 1: (oG Vrel
V ~) f dll ~p~ ~ fdt (=!q) - t- = .s If 0 0
rou .f.t;.r (bIo<. <:< /f (d·4 . f -- 0) UA,+
~p~S 1A.=- a..u.s GiL (lf e) VrtL
V oc 1f ~
fottj-/. CXM..S 6L (=ttA.):
i-
3.2.2 Filtergleichung bei ~o~pr~sib~e~ Filterkuchen
Aus Experimenten ist bekannt, daß der Filtrationswiderstand 0( des
Filterkuchens mit steigendem Druck A p zunimmt, und zwar ges durch Abnahme der Kapillardurchmesser, wenn der Filterkuchen kom-
pressibel (komprimierbar) ist:
Gl.(S) in DGL(4c) eingeführt und über das Filtervolumen V bei
Öp =const. integriert, ergibt für t!.. __ 0: ges (,j Z.
L S .opSU t (Sb)
folgt aus Gl.(Sb):
(Sc)

2.3 Zentrifugen
Filtrationszentrifugen ~rl.0..Ei~~~ Trommel: <D 0 6) @ (Filter- oder Siebzentrifugen)
S~dimentationszentrifugen"
Separatoren ~~volJmante.l-Trommel: Hydrozyklone
Beim Anfahren und Abbremsen: Gefahr von Eigenschwingungen.
® Filtrationszentrifuge
Schälzentrifuge
I c I b
e
Schneckensiebzentrifuge
@SedimentationszentrifUge
f
C Schubzentrifuge
@ J)eko.",fi u~~",f,\~ Se. @ ti .... S~ti-Tel(tc~~M~ge. (Se..rOt rO\:t~f')
c f -d f
® -(F RöhrelJz,ntrifuge ;."'-pLtee .... fvo, t-S (2A..)
Hydrozyklon
Abb. 3 Zentrifugen (.5cl" \ t.\A.cA.e..r",) a) Schälmesser; b) Feststoffaustrag; c) Flüssig-keitsaustrag; d) Feststoffaustrag von Hand. e. )pe"fcri t.r k frotMk. t.,.{ ..f.) Voll \.C.At.. ~L
~) ~\ACo.w",r h,)1"D..",,,L,,nlur (t-liVL..DJ ('I"" tL L..r"\
oder mit verallgemeinerten Exponenten m,n und der Konstanten C2 :
( 8d)
Verallge_. Filtergleichung
m = 2 n 1
n + 1 kompressibler Filterkuchen --- - - ---
Bemerkungen zu GI.(8d)
Die Exponenten n,m sowie die Konstante C2 können aus gemessenen
V( t) -Kurven-bei unterschiedlichenA p -Werten - graf isch erges mittelt werden.
3.2.3 Entfeuchtung des Filterkuchens
Für die Restfeuchte im Filterkuchen ist sein Porenvolumen entschei
dend. Die Entfeuchtung kann erst erreicht werden, wenn die von außen
angelegte Druckdifferenz 6p größer ist als der Kapillardruck des ges Kuchens. Im einzelnen sind folgende Entwässerungsvorgänge zu be-
achten:
Ablaufen der Flüssigkeit unter Einfluß der Schwerkraft
Entfernung der Haftflüssigkeit, bedingt durch Adsorption und Adhäsion an Kuchen-Partikeln
Entfernung der Zwickelflüssigkeit an den Berührungspunkten der Partikel
Entfernung der Kapillarflüssigkeit in den Poren und Kapillaren des Kuchens
Dies kann erreicht werden durch:
Verdrängung, d.h. Durchsaugen oder Durchblasen von Luft, Gasen
oder Dampf
Auspressen des Filterkuchens, der kompressibel sein muß
3.2.4 Trenngrade(Trennwirkungsgrade)
t:tt.SA "'-/ tr tlA.lA. tVi ~Ic. tA. k ~ S ,raol { = abgetrennte Menge _
m
ges zugeführte Menge ges,ex m .
ges,ln ( 9a)

~---
'lJ~, wt.~ c(ec Lh
T~ _ m
S , ex m . (9b) und ( 9c ) S,ln
Es gilt nach der Stoffbilanz
3.3 Theorie der Osmose und Revers-Osmose
~ @ Lösung(~ .1>. he.e.rw Q..c;.SA.r J
/""0.. ~~) Druck
Lösungsmittel( t..l>. tQ.O) Lösungsmittel (1.- h) nr:p,. In A P..e.K
...L---t_~_ I n -~~.:-..
~~~L...-"""=i"""_--:......J___ _ _ ~~~ ~ -_-+=".;;;,--~-;.;;,-=-~-= ... - - - - '\ »t 0
~~~~g ~_i~l- Me.lM.ro('(:~'-\ I=-=~~==-=I --- ....
t.l>. t.\A~"" -- . cf u reD. -(ö:tS-,s
eefc3sj.~ S-toff~ ft,( ~ b~ aU ( ce. t) t. "" b .,-0", ~ l-~ n:: cl<
fLev 4.s - Os tA..\. Ose I
Ir .iX 5 " =- o~ tAA 0+ , 1JY\AcU
r= L.-JfJ...cosl~.f, D~) -P-;-Lt-"=:t-r---II ...... 1 (J)V\.\cL<ß(~cJ., ~e,wi~t)
11 -::.. QA C~ (( T
es : ~ t d..t.s re..( ~ s~ rrof(t--~
I Pi" '/ 11 , a. t1t..o i r.....) 4
tA.- tl 0 -: a M ( A P - 4 tl "
lllA d t: 10 o.Jl Clt S LA- " Qt
tA--. ~ - d,., :D,( A C~ A- h
Massendurchsatz des LM (Wasser)
Durchlässigk.koeff. d. Membrane für gelösten Stoff5 und für LM
~ cS·=Cs . -Cs : Konzentrationsdifferenz ,ln ,ex

6'1r =~. -Ir 1n ex
D.::;
äußere Oberfläche und Dicke der Membran
angelegte Druckdifferenz
osmotische Druckdifferenz, entgegengesetzt zu.6 p
Diffusionskoeff. des gelösten Stoffes
z. B. für Revers-Osmose:
Cellulose acetat-Membrane:
hält NaCI-Molekül zu 98 % zurück, läßt die (viel größeren) Phenol-Moleküle vollständig durch.
4.1 Theorie der Zentrifugen
I , '... , ,
I '--,
Abb. /f,., Prinzip
~ _____ +l~sri~€.-t· 4-v+---T r-O IM.t.\.o.e..( W~
~-H:H-IIf-*--- e.i v..~ W~ t-~---!:M:1A---'k.Q..
.J)- bj Nhlt---- :tJ
I I I
I -' :Di I I I I J) .. ,
I
einer Zentrifuge ( Rotor)
Die Umfangsgeschw. Ut p einer Partikel P, die sich im Strömungs
feld einer zentrifuge'mit konstanter Drehzahl ( n+ f(r) =constJbe-
findet, ist:
U = (..J r = 211n r = ltn d t,P - (10a)
~: Winkelgeschwindigkeit
r,d : Radius, Durchmesser der kreisförmigen Partikelbahn

da n=const+!(r) (lOb)
Beziehung (lOb) entspricht dem Fall P =-1 1 in
u = u t,f t,P (vergI. TC 11/4, Gl.(14))
Für die Zentrifugalbeschleunigung a gilt:
a =
d.h.
2 ~,P
r rw2
( IOd)
(10c)
Für das Beschleunigungsverhältnis (Schleuderziffer, Trennfaktor)
Zz ist:
d.h. 2
Z rv n d Z
bzw.
Bemerkungen zu Gl.(llb)
(lla)
(llb)
für
1. Für einen hohen Trennfaktor Zz ist die Erhöhung der Zentrifugen
Drehzahl n viel wirksamer (rv n 2 ) als Erhöhung des Trommel
durchmessers (N D)
2. Z~läßt sich aus Abb. ~ in Abhängigkeit vom Rotordurchmesser D und der Drehzahl n für verschiedene Zentrifugen ablesen.
Zz= 300 bis 50000.
4.2 Zentrifugalfiltration
Im Zentrifugalfeld wird die Filtration in radialer Richtung der
Zentrifuge erheblich beschleunigt, d.h. anstelle der Schwerkraft FG
in ~1.(4e) wirkt die zentrifugalkraft FFlVa in radialer Richtung:

( a = rU)2 (12a)
worin D+D.
1 -2- mittl. Durchmesser des freien Ringraumes der
Zentrifuge
Der Abstand Ringwehr-Trommelwand ist:
D - D. 1
2 (12b)
Für den Druckabfall~p , der in Zentrifugen als Bodendruck ges D-D.
wirkt, erhält man aus GI.(4e), wenn dort h 1 und a =_ a f - -2- ()
nach GI.(12a) gesetzt wird:
I: 6 P ges =.f f (0- 0 i) (0+ 0 i ) u' n' \ ( 12c)
Für die Zentrifugalfiltration gelten im Prinzip ebenfalls die
Filtergleichungen (4c) und (8d), wobei dort für6 p die Beziehung ges
(12c) eingesetzt wird.
4.3 Zentrifugalsedimentation
4.3.1 Absetzgeschwindigkeit
Im Zentrifugalfeld wird auch die Sedimentation erheblich beschleu
nigt. Für die Sink- bzw.Absetzgeschwindigkeitenurel= ua,Z gelten
die gleichen Formeln wie beim Klassieren ( Tab.1 , TC 11/3), wenn
dort anstelle von g, a nach GI.(12a) gesetzt wird:
oder
g=;>
a g
- -a=411 2 n 2 d (13a)
I (13b)
Zur Berechnung von u bei der Zentrifugalsedimentation wird die a,Z laminare Stokes'sche Sinkgeschwindigkeit verwendet:
u a,Z
u a,Z
d 2 K
Klärgeschwindigkeit
I (13c)

4.3.2 überlaufzentrifugen
4.3.2.1 Klärflächenbelastung
Der radialen Zentrifugalsedimentation überlagert sich eine hori
zontale, kontinuierliche Durchströmung des Rotors:
Abb.1~ Wirksame zylindrische Klärfläche A bei der Zentrifugalsedimentation
Die Mantelfläche A ist:
( 14a)
Für die Klärflächenbelastung qü gilt:
. V
( 14b)
4.3.2.2 Trennkorngröße
Die erzielbare Trennkorngröße d T in der überlaufzentrifuge ergibt
sich aus:
urel,z -
oder mit Gl.(13c):
~
d T = A&')1ö. =
CS's -J'f) i=~ ~
u a,Z (ISa)
.,1&'JI\/ _ (gS.-.ff)t;~L 2.J
Aci
(ISb)

4.3.2.3 Äquivalente Klärfläche
. Aus GIn. (14b), (ISa), (13c) fOlgt für den Volumendurchsatz V:
. V u a
_ A .. u a a
mit der äquivalenten Klärfläche Aä :
. r..--V = II d I Zs u a "-J n 2
L-,---J
. .
(16a)
(16b)
(16c)
in GI.(16c) kann . <. .
V einen Maximalwert V nicht überschreiten, max ,;;.;.;;;...;;.;;..;;...;;. d.h. V = Vmax ' wobei V max bedingt ist durch die Schluckfähigkeit
der Förder- und Abzugsorgane der (überlauf-) Zentrifuge.
Folgerungen aus GIn. (ISb) und (16c):
1. Vergrößerung von Aä erhöht V der Zentrifuge
2. Vergrößerung von Aä erniedrigt dT~ d.h. Trennerfolg wird besser
3. Vergrößerung von Aä e AZ S nur so weit, daß V ~ Vmax ist.
4.3.2.4 Klärzeit
Die mittlere Klärzeit t ist: ------- - - - a-
t a radialer Absetzweg Klärgeschwindigkeit
(D-D. )/2 1
u a,Z (17a)

Es gilt näherungsweise:
t = t a V
technische Forderung:
t v erforderliche Verweilzeit der Suspension oder Arbeitszeit der Zentrifuge bei voller Drehzahl.
möglichst kurze Klärzeit ( V v - t
a durch:
kurzer Absetzweg 0-0.
1 -2- ~ Tellerzentrifugen)
Flockungsmittelzusatz (u i""o.J d 2 a , Z K
Heißschleudern I d. h. '1a absenken (u I'v 1. ) If a , Z '1.,.

TC 11/6
Zerteilen, Zerstäuben, Mischen und Formen (Stoffvereinigung I)
1
2
2 . 1
2.1.1
2.2
2.2. 1
2.2.2
2.2.3
2.2.4
3
3. 1
3.1.1
3.1.2
Einleitung
Zerteilen und Zerstäuben von Flüssigkeiten
Apparate
Verteiler und Zerstäuber
Theorie der Zerteiler und Zerstäuber
Theoretische Mindestarbeit und Tröpfchenoberfläche
elektrostatische Aufladung
Zerfallsformen eines Strahles
Durchflußcharakteristik
Mischen
~~~~~~~_~~~_~~~~~~9~~~~~~ (einschließlich ~~~~~~~~~
und 2~~~~~~~_~~~~~~)
Mischgeräte
Theorie des Rührens (Homogenisieren)
3.1.2.1 Rührleistung (Leistungsbedarf) und Ähnlichkeitsgesetze
3.1.2.2 Mischzeit (Rührzeit, Homogenisierungszeit)
3.1.2.3 Rührarbeit (Arbeitsaufwand)
3.1.2.4 Trombenbildung
3.1.2.5 Modellübertragungskriterien nach Büche
3.1.2.6 Beschreibung durch DGL
4 Formen
4.1 Pressen
4.1.1
4.1.2
4.2
4.2. 1
4.2.2
Anwendung
Apparate
~99~~~~~~~~~~ (Granulieren, Pelletieren)
Anwendung
Apparate

4.3 Sintern
4.3.1
4 . 3 . 2
4.4
Anwendung
Apparate

1 Einleitung
Grundverfahren "Vereinigung von Stoffen": Stabile, mögl. voll
st~ndige Mischung unter der Einwirkung mechanischer Werkzeuge
und/oder Kraftfelder. Hierbei können als Endprodukte oder
Reaktionspartner entstehen:
- Gemische
- Lösungen
- Emulsionen
- Suspensionen
- Pasten
- Gemenge
- Aerosole
oder es werden physikalisch-chemische Vorg~nge eingeleitet
bzw. unterstützt. Dabei kann die Vermischung (z. B. durch ~9Q~~~)
laminar, turbulent, konvektiv (frei oder erzwungen) oder
diffusionsbedingt ablaufen.
2 Zerteilen und Zerst~uben von Flüssigkeiten
Verteilung (Vermischung, Vereinigung) flüssiger Phasen - z. B.
reine Flüssigkeiten, Lösungen, Suspensionen - in einer gas
förmigen Phase.
Flüssige Phase:
- mögl. große Oberfl~che
- Flüssigkeitsfilm senkrecht zur Austauschfl~che mögl. dünn
Anwendungen:
- Absorber (Führung der Waschflüssigkeit)
- Reaktionen zwischen FI. und Gasen
- Rektifikation, Extraktion, Blasensäulen
- Kühltürme
- Spritzen, Schädlingsbekämpfungsmittel-oder Düngemittelver-
teilung in der Landwirtschaft
- künstl. Bewässerung
- Zerstäuben von Brennstoffen (ölbrenner, Gasbrenner, Diesel-
und Otto-Motoren)
- Luftbefeuchtung in Chemie-Anlagen

- Sprühtrocknung (zerstäubungstrocknung): Flüssigkeit wird
in Wasser und trockener Luft verteilt; z. B. Trockenmilch,
Waschmittelpulver, Farbstoffe, Kaffee, Gewürze, Früchte,
Fungizide, Herbizide
- Anstrichmittel (Spritzpistolen): z. B. Autokarosserien
2.1 Apparate
2.1.1 Verteiler und Zerstäuber
I~~~~~~--;~~I e 16 ,/V~~
l b
~ ---~ --
Loch- und Stutzenboden
Spinne
/~~~=:=:: / " ..... -,
,~ o
/
Überlaufrohrboden
Brause
~ W.,jD':·"~' ~ .,.\i:;I'
f Rinnenverteilung
Spritzteller Spritztellerkaskade
t ; //11" , , , ,
///\,' / I \"
c c
AuosoL - lQ.(.sfO;.'-'.btA 'iJ Pralizerstäuber Zerstäuberdüse mit Preßgas
a\al.e.;~ct~S'e)
\~T '~',:
Cf
Zentrifugalzerstäuber SEGNER-Wasserrad
ik i;.""l~r"",,~
Abb. '1 Vev-k?;ler ~"'Q i-uclci.""'bt1 .f~ l="l~ ~~;6l.le.: ~ 0.) Pn~e()S b) ~LU::si~ke.; 4 c) We.be-I Of) ~Ot" e) "Q.(+ e.; /.Q..( f" illl ",e, +) ~.f ~ ~ """ Q..( n I/l. '" e.. b.,) 'Oz..- Ab~Q.S.e.. vo~ H\..:l/vu~e.IAIAu..LA~sou....l~~ec-, cl ... ) ~L"""",i l~ I NO. ofl-
®
Prinzip einer Druckgasdose
A Druckknopf; B Strahl; C Ventil; D Feder des Ventils; E Steigrohr; F Dampf des Treibmittels; G Behälter; H Flüssiggas mit zu versprühender Komponente

GD Gelangt das flüssige Treibmittel (z. B.Frigen ) über das Ventil
ins Freie, dann siedet es sofort auf und zerteilt dabei die
zu versprühende flüssige Komponente in kleine Tröpfchen
(Aerosole). Die Tropfengröße wird durch das Verhältnis zu
zerstäubenden Flüssigkeit/Treibmittel bestimmt (z. B. Haar
spray- und Lackdosen).
Der Flüss igkei tsdruck in Druckdüsen (Abb. ~ ) beträgt ~ 3 bis
4 bar. Durch schneckenförmige(spiralförmige) Einsätze erhält
die Flüssigkeit einen Drall (Drehimpuls), wodurch sie in
Tröpfchen zerrissen wird (Anwendung z. B. bei Sprühtrocknern) .
A B
• 0 E F
-* "/
® /
"
~ m I ~ '" .... /
m m ' ~ / /
~ 1\ /
/ /
I
---1 a 1300 163-613 45 108 121 119
bTö:Sö -- - - - -0,48 0,53 0,47 0,54 0,66
Abb . .? .... b~~-f::1p~ (~dt.d.~.s~ ) ot 1L1 -10- ~ ... ~/( So bolrb )
2.2 Theorie der Zerteiler und Zerstäuber
2.2.1 Theoretische Mindestarbeit und Tröpfchenoberfläche
Durch die Tröpfchenbildung wird eine Oberfläche geschaffen,
die folgende Mindestarbeit Ath erfordert:
()[~ = ~4 ]
STrLm 2J: A [J J
I
Oberflächenspannung der Flüssigkeit
Summe der Tropfenoberfläche
tatsächliche Arbeit
Wirkungsgrad
[ m2] Tropfenoberfläche
SSP m3 = Vol. versprühter Flüssigk. spezifische Grenzoberfl.

d Tr [r m ]
SSp [ ~~ 1
A» Ath infolge von Be
schleunigung von Flüssig
und Gasphase, Reibungsarbeit
an der Düse:
1000 80 55 30
6000 75000 109000 200000
10
600000
Tab.1 Spezif. Gesamt-Oberfläche der Tropfen in Abhängigkeit vom Tropfendurchmesser d Tr
sehr groß, d.h. schneller Stoff- und Wärmeaustausch zwischen Flüssigkeit und Gasphase
Anwendung
rasches Verdampfen und Verdunsten bei Trocken- und Kühlvorgängen
rasche Adsorption von Staubteilchen in Naßabscheidern
rasche Gasabsorption in Sprühtürmen
2.2.2 Elektrostatische Aufladung
Durch Reibung der Flüssigkeit an Sprühdüse und Gas: 50 bis 200 Volt
(bei Wasser)
2.2.3 Zerfallsformen eines Strahles
Re u d -
~f/ff
u 2 g f We - (1
d
d: Durchmesser der Düsenöffnung
u: Ausströmgeschw. der Flüssigkeit f
Trägheitskraft 1m 2
Grenzflächenkraft1m 2 Weber-Zahl

Re We 2
<3 . 10 8 u klein, IRayleighsches zertropfenl des Strahls in-folge rotationssymm. Oberflächenschwingungen in große Tropfen (z. B. Verteilerrohre, Brausen)
3'10 8 bis 10 12 tzerwe lIen I des Strahls infolge transversaler
>
Bernoulli
Schwingungen des Strahles
10 12 lzerstäuben} infolge Zerplatzen des Strahls unmittel-
bar nach Austritt aus Düse, relativ kleine Tropfen-
größe (z . B. in Druckdüsen)
2.2.4 Durchflußcharakteristik
. V f(p,d, q(dTr ) ) : nicht allg. berechenbar
für Wasser: ausreichend genaue Kenntnisse. Extrapolation auf andere Flüssigkeit sehr unsicher.
q(dTr ): Tropfengrößenverteilung, i.a. nicht berechenbar
empirisch für Druckdüsen :
• In V = a d p
h
, P1
2
h 1 u 1
+ - + yg 2g
(A)
S
=
u
g
h
S
d
[Aus f l1!..B 1 Flüssigkeitsdurchsatz V Ausflußgeschwindigkeit
Fallbeschleunigung
Standhöhe der Flüssigkeit über der Öffnung
Öffnungsquerschnitt
Durchmesser der Austrittöffnung
p überdruck vor der Düse
a, b Konstanten

somit gilt:
&E~, ) Ausflußgeschwindigkei t 1 aus der öffnung (i""" JdtOt (1Ot /I :
(30\.)
Infolge von Strahlkontraktion, Verlusten durch Drall und
Reibung wird:
( 3b)
(Lochbodenl
. Für den Durchfluß V durch einen Lochboden folgt aus (3b):
o(~ 1 Ausflußziffer (Durchflußbeiwert)
z Anzahl der öffnungen
( 4 )
~innenverteilungl
Abb. 3
Gl. ( 3b) in
. V
d S = d ( b,h) = b.,cth .
d V = udS = ub.ph ( Sa)
b~ Breite einer Kerbe
Zur Berechnung des Ausflusses aus einer Kerbe (Rinnen
verteilung)
(Sa) ergibt:
~O(bh V 2gh (Sb)
ol..~O.6

3 Mischen
- Mischen von Feststoffen (Schüttgütern) (auf Halde, im Silo, in MischtromrneIn)
Mischen von Flüssigkeiten, Teigen und Schmelzen (Rühren, Kneten)
Mischen von Gasen in Rohrleitungen (i.a. geringer Aufwand)
3.1 Mischen von Flüssigkeiten (einschI. hochzäher u. pastöser Massen)
5 Rühraufgaben lassen sich definieren:
Homogenisieren: Konz.- und Temp.ausgleich durch Stoff- und Wärmetransport vorgänge
Intensivierung des Wärmeübergangs: zwischen Flüssigkeit (insbes.
bei zähen Flüssigk. mit stark exotherm. Reaktion, z.B. Blockpolyrn.) und Wärmeaustauschflächeo( Behäl terwa~7f$~ac!~lcßr'~8ft~~ soll Dicke der flüssigen Grenzschicht an Behälterwand verkleinert und Flüssigkeitstransport von und zur Wärmeaustauschfläche erhöht werden.
Suspendieren ("Naßmahlen") oder Aufwirbeln ("Lösen"): eines
Feststoffs in einer Flüssigkeit. Es kann zu einem Abrieb der Feststoffpartikel kommen (~TC 11/7)
Dispergieren (bzw. Emulgieren): zweier inein.~der unlöslicher 'p~QS~1l2 t"II!(l~~.k L-'>.;rr/ '),l,;;LJ «<
Flüssigkeiten; durch Rühren wird Stoffaustausch~verst~rkt, wobei durch Zusatz oberflächenaktiver Substanzen stabile Emul-sionen entstehen können ,t..~. rxt'( .. h;~.o.r)4i.''l\ o.c4.J [;s~t.,ycofrof.y!v.), Jeylro~(l-.en'bJ,'oV1o:n
Dispergieren von Gasen in Flüssigkeiten: Begasen und Zerstäuben
Häufig: mehrere Rühraufgaben müssen gleichzeitig erfüllt werden
Strömungsvorgänge
Rotierende Rührorgane, zusammen mit Strombrechern (Leitflächen,
Rohre) erzeugen, abhängig von Drehzahl und Bauart folgende
Strömungsarten:
Umlaufströmung: Verschiebung der gesamten Flüssigkeitsmenge
turbulente Strömung durch Wirbelbildung: lokale Mischung
tangentiale Strömung am Rührerumfang : Blatt-, Anker- und (tangential fördernd) Gitterrührer

radiale Strömung am Rührerumfang (radial fördernd)
Turbine, Scheibe, Impeller
axiale Strömung am Rührerumfang (axial fördernd)
Propeller, Schnecke
axial fördernd radial fördernd Abb. 4. Flüssigkeitsströmung im bewehrten Behälter bei einem axialfördernden Propellerrührer und einem radial-fördernden Schaufelrührer --
3.1.1 Mischgeräte
, Langsam laufende RÜhrer\
-2d
- " t---- I d=2r· -r-- I~
II-~ 1 ,-I,02d-
I~ -d~ r- ,...
1- ~d
, .:: ~
11 dS= hdx
I--
6) Blattrührer:>< Ankerrührer )c
I Schnell laufende Rührer I
t-----3,3d
Propellerrührer ('n('~L)
® Turbinenrührer (rQ..diG\L)
r- t-t-"'+--i r--+---f-.I
r ~~
~r~"""'-G-itt-e-rr-Üh-re-r ->c-l.J

Pneumatische Umwälzung
© Begaser
Einbaurührer
Kneter
® Hohlrührer
Mischdüse
AMK-Auspreßkneter (PETER KÜPPER, Aachen) a Trog; bAustragzylinder; c Düsenflansch . d Sigma-Schaufeln; e Misch- und Austragschnecke '
Abb s
~ (i)Mammutpumpe
Zwangsströmung
Statischer Mischer
I I
~ @ Mischschnecke

1, 2 und Kreuzbalkenrührer: zum Homogenisieren von mittelviskoser Flüssigk., bei höherer Drehzahl radiale Strömung
nieder- und überlagert sich
3 Zur Intensivierung des Wärmeaustausches bei hochzähen Flüssigk. verhindert Ansetzen von Feststoffen
4 Zum Homogenisieren u. zum Aufwirbeln von Feststoffen bei rel. niederviskosen Flüssigk.; auch in großen Lagertanks eingebaut; billiger und einfacher Aufbau
5 Schaufel- oder Kreiselrührer, zum Emulgieren u. Dispergieren; läuft mit 6 bis 12 Schaufeln, ähnlich einer Kreiselpumpe ohne Gehäuse
6 hohl ausgebildete Rührkörper, deren Hohlräume über eine Hohlwelle mit Gasraum über Flüssigk. verbunden ist. Der sich beim Rotieren ausbildende Sog bewirkt Gasförderung. Zur Intensivierung des Stoffaustauschs im System gasförmig/flüssig geeignet; Schnellläufer; Belüften, Umwälzen von Reaktionsgasen, Begasen und Umpumpen (flüssig/flüssig/gasförmig ),Begasen und Aufwirbeln (flüssig/gasf./fest)
7 Flüssigkeit zirkuliert besser, wenn zusätzlich ein Rohr einge
baut ist
8 Lechler Mischdüse, zum kontinuierl. Mischen von Flüssigk.
9 besondere Propellerrührer geeignet
10 für hochviskose Flüssigkeiten; ohne bewegl. Teile: Transport
durch Druckdifferenz Einbauten: verdrillte Bleche, Kugel- und Metallgewebe-Packungen
11 für hochviskose Massen; Mischung erfolgt nicht durch turbo Strömung, sondern durch wiederholtes Aufteilen, Umlagern,
Stauchen, Abscheren.
12 gehört zu den kontinuierl. Zweiwellenmischer (gegenläufig), auch gleichläufige Doppelschnecken, viele kontinuierl. Einwellenmischer (Extruder): viele Bauarten

l h
3.1.2 Theorie des Rührens (Homogenisieren)
3.1.2.1 Rührleistung (Leistungsbedarf) und Ähnlichkeitsgesetze
Die Rührleistung P für Newton'sche Flüssigk., wird am Beispiel eines
Blattrührers hergeleitet: D Durchmesser des Rührbehälters h Rührerhöhe x Abstand von Rührerachse u t Rührgeschwindigkeit (Umfangsgeschw.)
n Rührerdrehfrequenz d Rührerbreite ~ Dichte der Flüssigkeit
J~ V kinematische Viskosität der FI. a Konstante w Widerstandszahl S Rührblattfläche
P=WM Rührleistung (Wellenleistung) ohne Trägheits- und Reibungsverluste (Betriebsrührleistung)
M=xF Drehmoment am Rührer w
Abb.6 Zur Herleitung der Rührleistung P eines Blattrührers
Die differentielle Rührleistung dP ergibt sich aus der differenti
ellen Widerstandskraft dFw die der Rührer (mit n,u~ von der
Flüssigkeit erfährt:
mit
u =(.0x t I'Y
2 Il nx
(6a)
(6b)
und mit (r=l für Einzelkörper):
dF w
Aus GIn. (6a) bis (6c) folgt mit dS=hdx :
x=: 0(2., W ( Re' ) g n' h J x' dx
X::o
(6c)
(6d)

oder mit h=ad
p = 'lr3 W ( Re ') a 1/16.fn 3 d 5 _ w' ( Re I ).f n 3 d 5 ( 6e )
Durch Einführung der Newton'schen Zahl Ne (Ähnlichkeitstheorie (Widerstandszahl beim Rühren)
folgt aus Gl.(6e)
== Ne w' ( Re ' ) f ( Re ' ) ( 7 a)
Ne f ( Re' ) Leistungscharakteristik eines Rührers (7b)
worin Re' die Rotations-Reynoldszahl (am Rührkreisumfang d) ist.
Re _ Re
Ta ( 7c)
Ubergongsberelch turbulenter Bereich ~---~-----~-- ~- ----~-~~=------
t 10'
U
1S 10 I
tta C
Q.. Q/l tI lau
" :z
10 "+-----+------,-----t-----+----.,.------i 100 10'
Abb.iL Leistungscharakteristiken verschiedener Rührorgane (mit jeweils 4 Stromstörern)

Für die Leistungscharakteristik Gl.(7b) existieren 3 Strömungs
bereiche:
laminarer Bereich:
Re' c::. 10 ,..., :;, 1 ( 8a)
oder mit Gln.(7a) und (7c):
(8b)
übergangsbereich: , turbo Strömungsbereich mit starkem Zähigkeitsund Dichteeinfluß:
1 0 ~ Re ,~ S . 10 4 Ne rv Re' -1/3 : aus Leistungscharakteristik
IV IV
oder nach Gl.(7a)
(8c)
.-'IJ> Viel (( e hl «'lN ~ /\ turbulenter Bereich:
! \\ ~ I CliL ... geringer Zähigkeitseinfluß; ~ ~~. ~
Re' 1!, 10 2 (mitStrombrecher ) 4 Re' ~ S·10 (ohne Strombrecher)
Ne + f (Re') == c 2 (8d)
oder mit Gl.(7a):
! p" c2~ n 3 d 5 (8e)
Die Konstanten cl' c 2 sind für geom. ähnliche Rühranordnungen
charakt. Konstante (Tab. ~ ). Sie müssen experimentell bestimmt
werden und hängen ab von: Geom. des Rührgefäßes, Rührerform und
-größe, Flüssigkeitshöhe im Gefäß
Rührertyp • Strömung
laminar turbulent
Re' < 10 Re'
cl C2
110 0,5 > 105
110 9,8 > 50
Tab.~ Rührerkonstanten nach Versuchen von Zlokarnik
Blattrührer 0
Blattrührer m Ankerrührer 0 420 0,35 > 105
Gi tterrührer 0 110 0,5 > 105
Gitterrührer m 110 5,5 > 102
Propellerrührer m 40 0,35 > 5 . 103
Turbinenrührer m 70 5,0 > 102
• 0 ohne Strom brecher, m mit Strom brecher

Nach Kassatkin gilt für die Anlaufleistung p > P "b' d A ' zur U erWln ung von Trägheits- und Reibungskräften:
P /P a 1 + 0.134 Ri 0.22
3.1.2.2 Mischzeit (Rührzeit, Homogenisierungszeit)
Mischzeit e [dirn e = s]
die Zeitdauer, in der der Rührer den gewünschten Homogenitätsgrad erzielt.
d,h.~~, Fall 1: Homogenisieren ~ Dichte- und zähigkeitsuntersc~
AV~O, ~ dann gilt für einen gegebenen Rührer und gegebene Einbauten:
e = f (n, d,v) (9a)
oder mit Ähnlichkeitslehre
f ( Re ' ) I Mischzeit-Charakteristik
( -.. Abb. 9Q,b) (9b)
n e Durchmischungskennzahl
für Re' > 5· 10 3 wurde exp. gefunden:
f (Re' ) c 3 ~ aus Gl. ( 9b ) :
IL. es P..a"1"\ ~"'<~ "'\"" /4i . (Mrji' ~.~ ('1 lJ-u. ~ I n e '1. t- .. ...,V'"'. fy.,~t'> I
C 3 (9c)
Im turbo Gebiet haben nach GI.(9c) ähnliche Rührwerke bei gleicher
Drehzahl n gleiche Homogenisierungszeiten e.
Fall 2: Homogenü~Jieren von Flüssigkeiten ~ Ag+ 0, AV+ 0:
ne = f(Re' , Ar) Ar
3.1.2.3 Rührarbeit (Arbeitsaufwand)
_ gAg d 3 : Archimedes-Kennzahl
,gV2
Schwerkraft - Zähigkeitskraft
/' AlAl +'<' r.C!bc ~it4 (1 ~r -""./ -,,--'.'--~~---
2.q~;e~(!l\h ~ (Alt
Der Arbeitsaufwand Ades Rührers berechnet sich nach:
A = P e (10a)

t
10
1
im turbo Strömungsbereich folgt mit GIn. (9c) und (8e) aus Gl.(lOa):
I A ~ c2 c3 gn2 d 5 I (lOb)
"bei halber Rührzeit ( 8/21V1/~n~ ist vierfacher Arbeitsauf
wand (A,v4n 2 ) erforderlich. '1"1
J bzw. W
t 102
Q..
~ 1 .c ~
10-2
Re'-
Abb.,9 Q... NEWTON-Zahl und n(J in Abhängigkeit von der REYNOLDS-Zahl bei Blattrührern. - -- ohne Strombrecher; - - - mit Strombre
cher.
102
10
104
s
102
t Ci)
1
10-2
10'
t t =
1" Q).
z 0
i -j 101
(~'t"'/~{ r '
Abb. -g Arbeit A, Leistung P und Homogenisierungszeit e eines Blattrührers. - --- ohne Strom brecher ; - - - mit Strom brecher .
R. ~ Li. ~ l.e..t ~ t.l t..-\ "oS 0 F f-; IA.A. l.t "'"
-f.\:.. r-- V\ ~ ""-1
Schelbenruhrer d ftHJ3
----- ------
/,""Ob""m",,, Wendelruhrer d/b 0.33 Z-ganglg r Propellerruhrer d/u~O,g 5 Id ~ 1 ___ d/,yO,33_
I
~8b Mischzeitcharakteristiken von Rührern

3.1.2.4 Trombenbildung
.---~oto..~ o""~~r~boloiol
Abb . .;10 Trombenbildung in einer gerührten Flüssigkeit mit Behälter
Infolge der Zentrifugalkraft FF kommt es dadurch zur Ausbildung
einer Trombe, daß am Behälterrand die Flüssigkeit um die Höhe h
(Tiefe der Trombe) nach oben steigt. Oie Tiefe h der Trombe be
rechnet sich aus:
m g h 1 2 0/2 "2 m u t 0/2 (lla)
2 0 u t 0
FF 4 m 0/ 2 4
0 FF 4 FG
h ( 11b)
Tromben:
erzeugen zusätzliche Horizontalkräfte auf die Rührerwelle
führen dem Rührgut weniger Energie zu
- dispergieren Gas (von außen) in die Flüssigkeit (Trombenbegasung)
verhindert teilweise Schaumbildung

h< h "t crl : keine Trombenbildung
worin h "t = 0.33 D = crl 1
(llc)
c 4 : Konstante, abhängig vom Rührertyp
ncrit : kritische Rührerdrehzahl
hcrit : kritische Trombentiefe
3.1.2.5 MOdellübertragungskriterien nach Büche
Il -
oder
il -
10 ~ ,....,
( 0 )
(m)
Tab. 3
IH VM, 1M: Flüssigkeitsvolumen, Länge (geom.
1M Abmessung) vom Modell
VH, IH: Flüssigkeitsvolumen, Länge von der Hauptausführung
VH IL linearer Vergrößerungsmaßstab
(übertragungsmaßstab) VM
Re' ~ ,.., 10 laminarer Bereich n H = nM
Re' < 5'10 4 turbulent mit starkem n H = nM ( 1/Ä..) 6/ 11
Zähigkeitseinfluß (übergangsbereich)
Re' ~ 5'10 4 turbulenter Bereich n H = nM( 1 jA) 2 j 3
10 2 mit geringem Zähig-Re' ~ keitseinfluß
0: ohne Strombrecher; m: mit Strombrecher
Büche-übertragunqskriterium der konstanten, volumenbezogenen RÜhrleistung PjV=const. zur Ermittlung der Rührerdrehzahl n H der Hauptausführung aus der Rührerdrehzahl n M des Modells

Begründung des Büche-Theorems :
Es gelten die in Abschnitt 3.1.2.1 hergeleiteten Ähnlichkeitsbe-3 ziehungen GIn. (8b), (8c) und (8e). Wegen Vrvd folgt aus GI.(8b)
für die spezifische Rührleistung:
laminarer Bereich: P / V = (12a)
~bei Änderung von /l von Modell- zur Hauptausführung
bleibt für P/V=const. auch(n=const.)
Aus GI.(8c) folgt:
üb~gang~b.2:..r.2:..i..S?.h: P/V = '11 / 3 fn 8 / 3 d 4 / 3 (12b)
~ bei Änderung von it bleibt für P /V=const. auch
n 8 / 3 d 4 / 3 =const. oder (n d ü . 5 =const.)
Aus GI.(8e) folgt:
turbulenter Bereich:
:::!IJ> bei Änderung von /L.. bleibt /für P/V=const. auch
n 3 d 2 =const. oder tnd 2 / 3 =const.\ ~z.B. bei 3-facher
Vergrößerung (~=3) ist die Drehzahl n H in der Hauptaus
führung halb so groß wie in der Modellausführung n M,
d.h. nH~ü.5 n M·
-"wegen A.» 1 is t i. a.
n M i.a. die wirtschaftlich optimale Drehzahl aus Modell
Experimenten.
3.1.2.6 Beschreibung durch DGL
Der instationäre Mischvorgang kann beschrieben werden durch fol
gende Stoffbilanz (vergI. TC I/1J/4~)
?C ?LC ::11 ~ ~X -r(H-t-l» ()X~
1 ___ L. ..I
~ " ...
K.o~vt.kf-;O"\o\ J);ffll.Sb~ molekularer Diff. koeff.
(13a)
M : Mischungskoeff. durch Turbulenz

Wenn die Randbedingungen zu Gl.(13a) keine geschlossene Lösung zu
lassen, dann können aus DGL(13a) dimensionslose Kennzahlen gebil
det werden, aus denen experiment. Korrelationenermittelt werden.
Für M~ 0 folgt durch Dimensionslosmachen der DGL (13a):
--
:( ~li~) ~ }
;"0 ~o t*: notwendige Zeit für den
Ausgleich durch Mischung
~ Fo M t* Fourier-Zahl -1.. 2
und u t* ui Fo Bo Fo T M -
'-y--I Bo
/. tit'-
(A3b)
~ t * IV R..2
(13c)
Bo _ u.Q, M
u M/f
Strömungsgeschw. Dispersionsgeschw. Bodenstein-Zahl ( l3d)
3.2 Mischen (von Gasen) in Rohrleitungen
Für Gase ist die Mischgüte - bedingt durch Rohrturbulenz - oft aus
reichend, besonders wenn Rohreinbauten, z.B. Blenden, Staubleche
vorliegen; auch Krümmer und rechtwinklige Zusammenführungen erhöhen
die Durchmischung. Eine 99%-ige Durchmischung in Rohren (Kanälen)
erfolgt auf der Weglänge f:
400 .(. Re /... 10 7
Beispiel: 4 Re=S·10 ;
8 d R Re O. 17 ( 14 )
d =200 mm· R ' ..(=10 m ~ relativ schlechte
Durchmischung

Eine bessere Durchmischung wird im Injektor-Mischer erreicht:
das Treibgas als eine Gaskomponente saugt das Schleppgas als 2. Gas
komponente an, wobei in der Mischstrecke eine zusätzliche Durch
mischung stattfindet. Im Diffusor wird die Geschwindigkeitsenergie
in Druckenergie umgewandelt (Bernoulli-GI., TC 11/1):
Düse Treibgas
~1-~~/~--~-----__ -+ f- Mischstrecke -!.-Diffusor ~
Schleppgas
Abb.1~ Schema eines Injektormischers
Weitere Mischapparate für Gase sind:
- Strahlmischer
- Mischkammer
Wissenschaftl. Grundlage: Vermischen im Freistrahl.
4 Formen
Formen (Stückigmachen, Kompaktieren):
für feinkörnige (pulverförmige) Schüttgüter --.. staubfreie
Körper als Rohstoff oder Endprodukt.
Zum Formen gehören:
Pressen Br ik~ t i~~ . ..n..!.. .1'ablet t ie~E!..t ..§tr~g}2~~~n..!.. feinkörniges Gut wird mit oder ohne Bindemittel durch Druck mechanisch zusammengepreßt
Agglomerieren: ~~ra~li~eE.,_Pelletieren..L Krümel!!..: Verfestigung des feinkörnigen Gutes durch Benetzen mit H20 bei gleichzeitiger Drehbewegung des Gutes( Zu den Bindemechanismen ~ Abschnitt 'f. "l ). Die Festigkeit der Formlinge (Grünpellets) kann auch durch Härtung (Ablagerung an Luft, Trocknung oder thermo Behandlung) erhöht werden.
Sintern: Zusammenbacken feinkörniger Güter durch Erhitzen bis nahe an den Schmelzpunkt bzw. Erweichungspunkt. Die Moleküle an Kornoberfläche fritten durch Gitter- und Oberflächendiff. zusammen. Auch für Pellethärtung.

4.1 Pressen
4.1.1 Anwendung
Braunkohle- und Steinkohlestaub werden zu Briketts verpreßt:
gute, staubfreie Lagerung und guter Luftzug auch bei hoher
Brennstoffschicht
Katalysator-Pulver wird gepreßt zu größeren porösen Stücken, so
daß der Druckabfall relativ klein bleibt, trotz großer innerer
Oberfläche
Arzneistoffe in Form von Tabletten: gen aue Dosierung, transport
fähig, bequem einzunehmen und leichte Auflösbarkeit
Pigmente, Farbstoffe und Kautschuk-Hilfsmittel werden gepreßt
und sind bei der Anwendung leicht zerteilbar
Metallstäube (Pulvermetallurgie) werden gepreßt
Keramische Industrie: Herstellung von Gegenständen durch Pressen,
meist angefeuchteter Massen und anschließendem Brennen gehärtet
Einige Salze und Chemikalien, wie s.B. NaCN, Seifen, Futter
mittel, Flugasche und Schlacke aus der Müllverbrennung werden
gepreßt: dadurch gute Verpackungsmöglichkeit, Transport, Lagerung,
Dosierung, ohne Staubbildung, keine Gesundheitsschäden
in Glasschmelzöfen: Brikettierung (Ziegelsteingröße) der ange
feuchteten Rohstoffe ermöglicht staubfreien Betrieb.
4.1.2 Apparate
( Brikettieren I
( Strangpressen I a
-----Stempelpresse L __ ..L.lL.,----D,.;'-----'

.-I li ®
. . :.~ .. ' .... .. Walzenpresse
Ringwalzenpresse
Sintern
Cf) l.. u.r~ , - '&cl ",,-01 ~ i IA.-\e.r -
lM.~S c.Lt i ""- e.
Pelletieren
Abb -1.2. +or\t\A f!.lA PlA( vL.ff§rlNlisu stoffe
Pelletiertrommel
0.) Pre.~flcx'l.101l b) Prep&f--t""'~l c) Prt~Sct..""lrU..e.. d) Obt(sft~ p~ e,) ~~(Ac..l-~ f) Prefln'4.A8 ~) K..lo..ssifl.(tr' tt) Ab~~.t ;) f.o81~~ßtA.., ke-ile.. ~)rcL.f,.)CAM.8"D..oI i) f+ef->r~oI j) J)rlA.c~r()lle
It) 2.o~belfJ(3~ct<.~ltrfAMa .e) t-U,f;..01 o~ ~) ~acl,f,lbr.ecL&- L1) .fie.b
0) .fi IA.-I-e.r p) 'io.tl-Ise (a. ~ 10 CA. CA k.. u !I-) JOt ~ 9 k~.r~

1 Das Gut wird diskontinuierlich in eine Preßform (Matrize) eingefüllt und mit einem Oberstempel bis einige tausend bar zus.gepreßt. Formlinge haben Durchmesser zwischen 0,3 mm und Ziegelsteingröße
Rundläufer-Presse: speziell für Pharmaindustrie entwickelt:
auf einer runden Platte sind viele Pressformen (also kreisförmig) angeordnet die umlaufen: bei 55 Stempelanordnungen bis zu 400 000 Tabl./h.
2 besonders in der Kunststoff-Industrie: im Preßkanal der ExterPresse bewegt sich ein Preßstempel horizontal hin und her. Der Endlosstrang wird in Formlinge bestimmter Größe gestückelt. Älteste Brikettiermaschine bes. für Braunkohle
Schnecken-Strangpresse: Weiterentwicklung der Kolbenstrangpresse: arbeitet mit einer Preßschnecke oder Messerwelle. Bes. in der Kunststoff-Industrie.
3 Doppelwalzenpresse: tragen auf ihrem Umfang jeweils die eine
Hälfte der Brikettformen (glatt oder geriffelt). Es entstehen Schülpen bis 10 mm Dicke oder Eier-Briketts: bis 50 t/h. Für schwer preßbares Gut.
4 in einem Preßring ist ein Preßrad exzentrisch angeordnet und läuft gleichsinnig um. Preßring und Preßrad tragen Formkanäle (Nuten). Im entstehenden Ringraum erfolgt Pressung. Hochdruckund Hochleistungsmaschine für Briketts und Erze.
4.2 Agglomerieren (Granulieren, Pelletieren)
4.2.1 Anwendung
Eisenerz-Pellets für den Hochofen: heute werden 20% der
Eisenerze pelletiert, 50% gesintert
Zementrohmehle und Phosphate werden pelletiert
poröse Katalysator-Pellets: sehr große innere Oberfläche, bei niedrigem Druckabfall
Dünge- und Futtermittel (Granulate)
Flugstäube
Wasch-, Arzneimittel

Lebensmittelindustrie (Granulate)
Kunststoff-Granulate
Vorteile (Eigenschaften) der Pellets:
enge Kornverteilung bei großer innerer Oberfläche
Staubverminderung
Vermeidung des Zusammenbackens und Anhaftens
definiertes Verhalten in ruhender und bewegter Schüttung (Durchströmung, ~ p gering)
gute Dosierbarkeit
definiertes Schwebeverhalten in Gasen und Flüssigkeiten
hohe Festigkeit
gute Transportfähigkeit
hohe Schüttdichte, d.h. z.B. hoher Eisengehalt pro Volu~eneinheit
speziell bei Eisenerzpellets:
- gute Reduzierbarkeit durch hohen Oxidationsgrad und hohe Porosität
- geringer Schwefelgehalt
- gleichmäßige ehern. Zusammensetzung
- zur Anreicherung des Eisens aus armen Aufbe-reitungskonzentraten; zunehmende Bedeutung
4.2.2 Apparate
Herstellung feuchter Grünpellets
Härtung der Formlinge (Trocknung, Kaltaushärtung [COld bonded
pellets] , thermo Behandlung)
zu Abb 12:
5 Zur Herstellung von Grünpellets; durch die ROllbeWegun~uf der Mantelinnenseite der geneigten Trommel werden die Pellets geformt.
Zur Erzielung eines definierten Pellet-Durchmessers muß klassiert werden; Trommellänge: bis 10 m
Trommeldurchmesser: bis 3,5 m

--'-------.J • . :
Pellets -:~;~ 0°
zu Abb 12",
6 zur Grünpellet-Herstellung; Gut wird auf einen rotierenden und geneigten Teller gegeben und mit Benetzungsflüssigkeit besprüht; enge Größenverteilung ~ keine Klassierung, kein Rücklauf;
Vorteile:
• • •
raumsparend niedrige Investitionsund Betriebskosten fast wartungsfrei unkomplizierte Bedienung und überwachung
Pelletdurchmesser: 9 bis 15 mm (max. 50 mm)
Tellerdurchmesser: bis 7,5 m
Tellerneigung 30 bis 60 0
Tellerleistung: bis 105 t Pellets/h
Hauptanwendung: Eisenerz- und Zementrohmehl-Pellets
Härtung von Eisenerzpellets
im Schachtofen
auf Wanderrost (am weitesten verbreitet)
im Band-Drehrohrofen (Grate-Kiln-Verf. j jüngste Entwicklung)

4.3 Sintern
4.3.1 Anwendung
Eisenerzsinterung; Sinteranteil ~ 50%; heute überall, außer ~ zunehmend gute Sinteranlagen im Bau oder in Betrieb
Metallstäube werden gesintert
Sinterröstung für feinkörnige, sulfidische Erze (Pb-, Zn-Erze)
Brennen von Portlandzement aus Mergel und Kalkstein auf dem Sinterband (Herstellung von Baustoffen)
Sinterung von Flugasche aus Kraftwerken (vereinzelt)
Sinteranlage (1967, Berlin) zur Agglomerierung von Müllverbrennungsschlacke
4.3.2 Apparate
zu Abb 12 ~
7 Wanderrost und Endlos-Rostwagenkette; die Rostwagen werden zunächst mit einer 2 bis 3 cm dicken Rostbelagschicht (Korrosionsschutz der Rost-Stäbe) gefüllt. Auf diese Schicht wird die Sintermischung + Zuschläge (für Eisenerzpellets: Feinerz + Kalkzuschlag + Koksgriesbrennstoff) 200 bis 500 mm hoch geschüttet. Unter dem
Zündofen wird die Oberfläche des Sintergutes gezündet, wobei der Sintervorgang bis kurz vor dem Stachelbrecher abläuft. Der Rostbelag wird vom Sinter über ein Sieb abgetrennt und rückgeführt. Die entstehenden Abgase werden über Saugkästen, Gassammelleitungen und Entstaubung mit einem Gebläse abgezogen.
Saug:läng:e: bis t;::J 150 m
Saug:fläche: bis ~ 750 m2
Breite: bis ~ 5 m
Produktion: > 20 000 t Sinter/Tag
4.4 Bindemechanismen von Agglomeraten und Partikelhaftung
Haftkräfte zwischen realen Partikeln bis heute nicht berechenbar.
Die verwendeten Modelle gehen von ideal glatten, starren Kugeln aus.
Rauhigkeit und Verformung beeinflussen jedoch die Partikelhaftung
stark.

a) Haftmechanismen mit Materialbrücken zwischen den Partikeln:
Festkörperbrücken: im Kontaktbereich der Partikeln bilden sich
ab 60 % der absoluten Schmelztemp. Sinterbrücken aus.
- hochviskose Bindemittel: als Brücken zwischen den Partikeln oder
als Füllung der Porenräume des Agglomerates; über
tragung von Kräften infolge ihrer Zähigkeit ?f. frei bewegliche Flüssigkeiten
(Kapillarkräfte) ~ wenn Agglomerate z.B. Wasser enthalten
o b c
Flüssigkeitsverteilung in den Poren eines Haufwerks a Kapillarbereich b Übergangsbereich c Brückenbereich
b) Partikelhaftung ohne Materialbrücken zwischen den Partikeln
_ van der Waals Haftkräfte: stets vorhanden durch Dipolmoment-WW; - -19 .. f WW-Energie E = 8·10 J, großte Ha t-
D -9 kräfte bei Kontaktabstand ~0~O.4·10 m
_ elektrostatische Kräfte: durch gegenpolige überschußladungen
oder durch Kontaktpotentiale hervor-
gerufen.

TC 11 7/8
Kontaktieren von Schüttgütern/Fluiden und von Fluiden/Fluiden
(Stoffvereinigung 11)
1
2
2.1
2.2
2.2. 1
2.2.2
2.2.3
Einleitung
Kontaktieren von Schüttgütern mit Fluiden
Apparate
Ruhende Schüttschicht (Festbett)
Porosität, Schüttgutdichte und Schüttwinkel
Oberfläche der Körner und Korndurchmesser
Druckverlust
2.2.3.1 Fehling'sche Gleichung
2.2.3.2 Ergun'sche Gleichung
2.2.~.3 Allgemeine empirische Gleichung
2.2.4
2.2.5
2.2.6
2.3
2.3.1
Effektive Dispersion (Durchmischung)
Effektive Wärmeleitung
Stoff- und Wärmeübergang
Wirbelschicht (Fließbett)
Strömungszustände (Erscheinungsformen)
2.3.2 Anwendungen, Vor- und Nachteile
2.3.3 Druckverlust am Wirbelpunkt
2.3.4 Lockerungsgeschwindigkeit (Wirbelpunkt)
2.3.5 Wärmeübergang Wirbelschicht/Wand
2.3.6 Wärme- und Stoffübergang Partikel/Fluid
2.3.7 Dreiphasen-Blasenmodell der Wirbelschicht
2.4 Wanderschicht, Flugstaubwolke und Rieselwolke
\
2.5 Aufwirbeln von Feststoffen in Flüssigkeiten (Rührwerke)
2.5.1 Theorie des Aufwirbelns (Suspendierens)
2.5.2 Stoffübergang Partikel/Flüssigkeit

3 Kontaktieren von Fluiden mit Fluiden
3.1 Apparate
3.2 Auswahlkriterien für Fluid/Fluid Reaktoren
3.2.1 Austauschfläche (Phasengrenzfläche)
3.2.2 Gas/Flüssigkeits-Verhältnis (Gas Hold-up)
3.2.3 Selektivität
3.2.4 Wärmehaushalt
3.3 Hydrodynamik, Austauschfläche sowie Stoff- und Wärme-
übergang in Zweiphasen-Reaktoren
3.3.1 Maßstabsvergrößerung (Scale-up)
3.3.2 Dünnschichtreaktor
3.3.3 Füllkörperkolonnen
3.3.4
3.3.5
3.3.6
3.3.7
Rührkessel
Blasensäule
Schlaufenreaktor
Rohrreaktor
- ..... - TC 11/10)

zu 1
Kontaktieren: ist das Vereinigen von Stoffen, die nicht miteinander
mischbar sind:
Schüttgüter mit Fluiden
unvollständig lösl. Gase mit Flüssigkeiten
unmischbare (unlösliche) Flüssigkeiten
Schüttgüter können sein:
Wärmeträger
Katalysatoren
Adsorbentien
Reaktionsteilnehmer
Kristallkeime
Fluide können Schüttgüter:
kühlen
heizen
trocknen
zersetzen, reduzieren, oxidieren
verbrennen
lösen
extrahieren
Kontaktieren von Fluiden mit Fluiden:
Rektifikation (----TC 11/10)
Flüssig-Extraktion (~TC 11/12)
Gase werden mit Flüssigkeiten kontaktiert:
} Fluide/Fluide
Absorption von Gasen zur Entfernung von Verunreinigungen des Gases
Gase mit Flüssigkeitsdämpfen zu beladen
Gewinnung von Gasen durch Absorption und anschließender Desorption
Erhitzen von Flüssigkeiten mit Brenngasen oder Dampf
Reaktionen mit Flüssigkeiten zu ermöglichen
Gewinnung von gelösten Stoffen in Flüssigkeit durch Verdampfung der Flüssigkeit
Austreiben gelöster Gase in Flüssigkeit mit Trägergas

2 Kontaktieren von Schüttgütern mit Fluiden
2.1 Apparate
Das Haufwerk kann ruhen oder durch Strömung bzw. mechanische Ein
richtungen bewegt werden:
Kontaktofen
® mit Gas
d
Lagerndes Schüttgut (Haufwerk)
Festschicht (l=u~b t:J4-) (~ovi""1 Wanderschicht ~d
rutschend gefördert
b
C_~§--d I---+---e
9
Zellstoffkocher Schachtofen Sinterband
Bewegtes Schüttgut
durch Strömung bewegt
Wirbelschicht
it Flüssigkeit ~ expandiert
! f ® Rieselwolke
~
m
LLL..l---'-1.J.J __ d
mechanisch bewegt
.•.... ~ k
Herd mit Krählwerk Drehrohr mit Gas Drehrohr mit Flüssigkeit Rührwerk
Abb.1 !.olA..fctk-fi ~ Ot Pf>Ot r (Ale- VO V\ ~cL. (.;, #f; Li.. W Lt
~+ nU., ole1A a) Möller; b) Gichtgas; c) Schmelze; d) Luft;
c) Schlacke; f) Abgas; g) Frischgas; h) Flüssigkeitsumlauf; i) Öl; j) Heißluft; k) Abbrand; I) Flugstaub.
~) t\;..4< fi;.lAv tt)k{Oll\ "') v.!)lrbe..l~~jt~+ Ofu. t» ~.e..&U t...) alt.<. e

2 Festschicht wird chargenweise eingefüllt und mit Fluiden im Kreislauf behandelt; z.B. Holzschnitzel mit Lösungen.
3 Wanderschicht: Haufwerk wandert relativ zum strömenden Fluid langsam durch den Apparat (infolge Schwerkraft): z.B. Hochofenprozess;Äp sowie Wärme- und Stoff transport ähnlich wie in Festschicht. Reibung zwischen den Körnern kleiner und Schüttwinkel geringer als bei Festschicht ~ Wanderschicht rutscht leichter durch Apparatur als Festschicht.
6 Umsetzungen von Flüssigkeiten an festen Katalysatoren oder Adsorption von Verunreinigungen im strömenden Fluid an Feststoffen.
7 ~: ~irkulierende ~irbel~chicht: Feststoff wird vollständig ausgetragen und über einen Zyklon rückgeführt. Die öleinspritzung dient zur Energieerzeugung im Wirbelschichtofen: Calcinierung von Tonerdehydrat, Kohlestaubfeuerung (~ umweltfreundliche Kohleverbrennung) Flugstaubreaktor: nach dem Austragszyklon erfolgt keine Rückführung des Feststoffs, wenn d K =0.02 bis 0.5 mm und kurze Verweilzeit ausreicht: Rösten von Erz im Schmelzzyklon
8 Rieselwolkenreaktor: Schüttgut bildet Rieselwolke, ohne gegenseitige Berührung der Körner; Zerstäubungs- und Schleudertrockner, Staubröst- und Schwebeschmelzöfen
9 Etagenöfen: Feststoff wird radial von innen nach außen so gefördert, daß er durch Fallschächte von oben nach unten fällt, wobei Luft auf jeder Etage zugegeben wird. 2 bis 8 m Druchmesser, 3 bis 16 Herde übereinander; Welle + Krählarme luft- oder wassergekühlt; Rösten sulfidischer Erze; Trocknen von Schüttgütern, chlorierende Röstung von Abbränden, Glühen von Bauxit und Ton
10 Feststoff rotiert und wird zum Austrag gefördert. Gase strömen im Gleich- oder Gegenstrom: flexibler und höhere Raumzeitausbeute als Etagenöfen; Nachteil: Dichtungsprobleme an Rohrenden; Zementherstellung: bis 200 m Länge; Pelletbrennen, Sintern. Direkt-Reduktion von Eisenerzen, Rösten und Reduzieren von Erzen, Trocknen und Calcinieren vieler Schüttgüter.

2.2 Ruhende Schüttschicht (Festbett)
Ruhende Schüttschichten können sein:
Katalysatoren, Adsorptionsmittel und Wärmespeichermassen,
die lange Zeit am gleichen Ort bleiben
z.B. Holzschnitzel oder Extraktionsgut, die chargenweise
ausgewechselt werden
z.B. Möller im Schachtofen, umlaufende Wärmesteine oder
Adsorptionsmittel, die durch den Apparat rutschen
bewegte Güter, auf Wanderrosten (Sinterband und Drehrohre)
2.2.1 Porosität, Schüttgutdichte und Schüttwinkel
4- € -K
VH
V ges 1 -
(Ab)
(2.a.)
V
Vs V ges
ges Vs :
1-EK :
mS (lc) gH
(la)
rel. Zwischenkornvolumen, rel. Porenvolumen, Lückengrad, Porosität
Hohlraumvolumen, Volumen zwischen den Körnern
Gesamtvolumen der SChüttung
Feststoffvolumen
rel. Volumen des Feststoffs
Feststoffmasse
Schüttgutdichte (Scheindichte)
Schüttwinkel (Böschungswinkel)~
Abb . .2..
maximaler Neigungswinkel einer Schüttgutoberfläche gegen die Horizontale, d.h. bei ~frutscht das Schüttgut gerade noch nichtab.
Definition des Böschungswinkels f
2.2.2 Oberfläche der Körner und Korndurchmesser
f _ o K,eff o K,Kugel
( _____ TC I I / 2 )
r - 1 t..... 1 f
> 1
( 3b)
( 3a)
f: Heywoodzahl
o : reale Kornoberfläche K,eff o 1: ideale Kornoberfläche
K,Kuge (als Kugel)
~ : Sphärizität (Kugelförmigkeit)
Für die spezifische, d.h. volumenbezogene Oberfläche Sv eines Hauf
werks gilt mit Gln.(1b), (3), wenn vS~VK,Kugel gesetzt wird:
°K,eff °K,Kugel f 6(1-fK) f Sv = - Vges V d K K,Kugel
( 4 )
1- E. K
Bei einer Korngrößenverteilung d K,1' d K,2 ... dK,n muß in Gl.(4) d K durch einen mittleren Korndurchmesser dK ersetzt werden:
1
Aus Gln.(4) und (5) folgt:
( 5 )
äquivalente Korndurchmesser der 1. ... n. Frakt ion
mittl. Korndurchmesser, bei dem alle Körner gleich große Kugeloberfl.haben, die mit der Gesamtoberfl. der Mi
schung übereinstimmen
( 6 )
aus Gl.(6) folgt: Sv kann für eine bestimmte Kornmischung bei be
kannter Korngrößenverteilung (n variabel) einem
Diagramm entnommen werden:

107
m2
t m3
106
>I~ (f) 'f .-
105
10-2
n= 0,7 0,8
0,9 1,0
1,1
2.2.3 Druckverlust
1,2 1,3
mm 10
A-bh. 3 .!.
ObQ.( fl ii cl, t. Sv pro ~ . k:or k fAA. ~ ft( i 0( L oIofl< /1 a: clt tAAf3/ th -c/Al-r 1LfA.'(jtUl1 iK '*'~. VOtA, _
~ 1I/1..(.t.cA t(on., ctuy ct. tA.1.Q~.er of k ~c( dtlA-. ~ {I! .. ;et, fM ti·~/1kD.;6-
tfA.kfo.r n k~c.( lloS.ik - IZaklt ...... /.fI.r
Universelle Gleichungen für den Druckverlust 4 p in techn. Festbetten
sind mit relativ großen Fehlern behaftet, da viele Einflüsse aufAp:
Lage, Verteilung und Form des Korns
Grenzflächenphänomene (Adhäsion, Oberflächenspannung)
Expansion und Kompression als Folge von Formwiderständen ... 6 (~c!~"'!; cu.. • IA.(J.V"
~ empirische"'; genaue Gleichungen für AP'für wenige Spezialfälle
2.2.3.1 Fehling'sche Gleichung
Aus der allgem. Gleichung für den DruckverlustAP (vergI. TC 1/4):
(7a)
ergibt s ich die (Fehling' sche Gleichungl für A p zu:
1
CK4
Herleitung von GI.(7b):
Für den Druckverlust gilt:
~f (7b)
F 6 p = w,h
- AR (8a)
Nach Fehling läßt sich die Widerstandskraft F h der Schüttung aus w, den Einzel-Widerstandskräften F aller im Festbett vorkommenden, w nicht-kugelförmigen Körnern der Anzahl z und der Porosität € K be-
rechnen:
F = w,h (8b)

worin
und mit Gl. (lb):
z =
F w F w,K
V ges
(8c)
(8d)
(8e)
sowie für r=l (Einzelkugel mit d K) aus GI.(7a):
F w,K
aus GIn. (8a) bis (8f) folgt für 6/4 g .. :: ~ die Fehling'sche Gleichung (7b)
F w,h F w,K
Widerstandskraft des Festbetts
Widerstandskraft einer Einzelkugel
wK(Re): Widerstandszahl für Einzelkugel
( 8f )
Volumen von äquivalenten Kugeln des mittleren Durchmessers dK
h Höhe des Festbetts
Strömungsgeschw. des Fluids im Leerrohr
Dichte des Fluids
f (e:K): Korrekturfaktor für relatives Zwischenkornvol. e K
d R : Durchmesser des Festbetts
AR=1r;4dR2 : Querschnittsfl. des Festbetts

rel. Korn-
SchOlIgut Korndurchmesser Dichte zwischen- Korrektur-raum- raktoren volumen
dK l!, Eil I
J mm kg/m J K E4f<.
Silicat-Kontakt körner 3 bis 5 1600 0,37 53 1,8 Bleischrot I 10800 0,39 43 1,6 Glasperlen 0,3 bis 6 2400 0,40 39 \,9 . Seesand 0,3 bis I 2640 0,42 32 2,1 zerkleinerte Steinkugeln 1,4 2640 0,45 24 2,1 runder Sand 0,03 bis 0,4 2660 0,47 20 2,5 FISCHER-TROPSCH-Katalysator 0,07 bis 0,4 5000 0,53 12 1,5 kantiger Sand 0,06 bis 4 2660 0,56 10 3,6 RAscHlo-Ringe 2) 8 bis 25 0,71 3,9 8 BERL-S:lttel J) 10 bis 25 0,74 3,3 6
I Bei lockerer EinschOllung: 2 Höhe"" Länge"" d;: Wanddicke "" d;/8: 1 Höhe"" Breite"" d;.
Tab. /f Korrekturfaktoren E.K, f zur Berechnung des Druckverlustes
d p nach GI. ( 7b) und GI. ( 9d ) .
Bemerkung zu Gl.(7b)
Ist d R ~ dK (z. B. Katalysatoren in schmalen Rohren) dann tritt in
Gl.(7b) ein zus8tzl. Korrekturfaktor
1 auf, 1 +3.5 dK/d R
der den DruckverlustAp erniedrigt, infolge der geringeren Packungs
dichte an der Rohrwand (e K (J ~a~r ) .
2.2.3.2 Ergun'sche Gleichung
Im Bereich der laminaren Strömung (Hagen-Poise~ille) folgt aus
Gl.(7b) für wK = ~! ~ u~tK (9a)
(9b)
~Pt : Druckverlust im laminaren a Strömungsbereich
Nach Ergun setz~ sich der Druckverlust~p aus einem laminaren und~ - eV'c'bf ,.'
b 1 'I d h 1 (9b) d (7b) >I' ., : tur u enten Ante1 zusammen, .. aus G n. un
~p=
1-! K f:3!f
K
(9c)
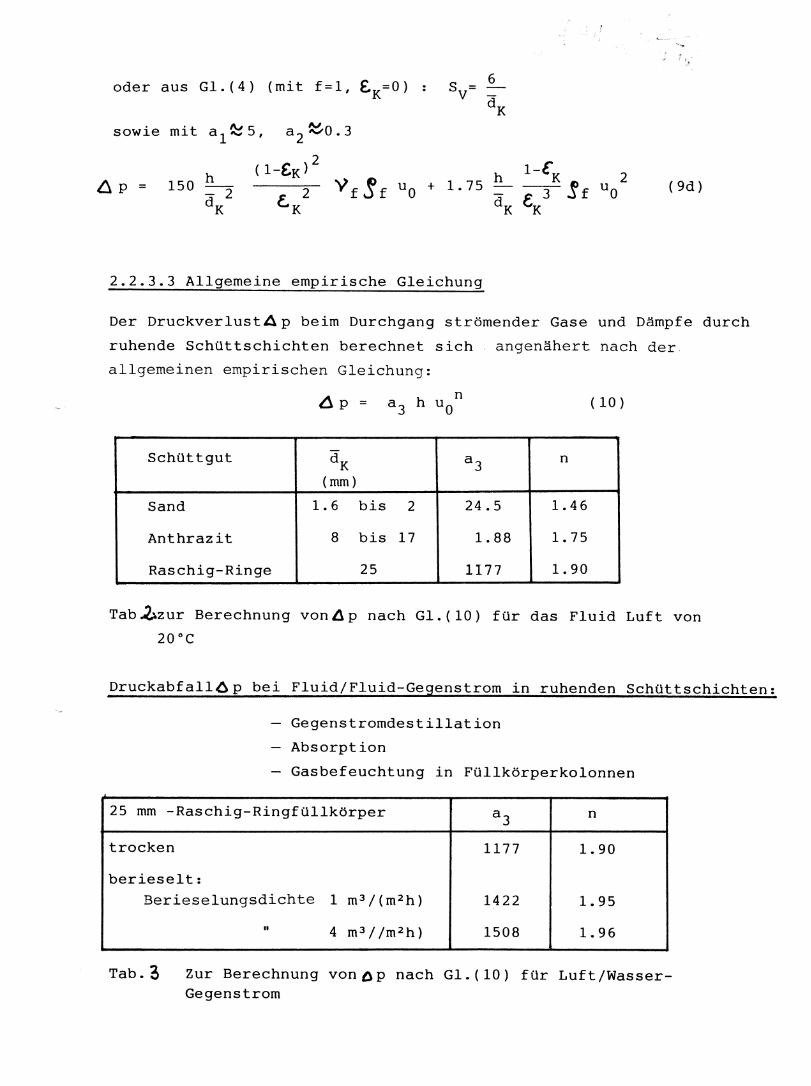
"
GI. ( 4 ) (mit f=l, €. =0) S = 6 oder aus K V dK
sowie mit a l ~ 5, a 2 ~O. 3
(1-€K) 2
1-{ h
V f S f U o h K 2
~p 150 - 2 2 + 1. 75 erSf
U o (9d) d K CK d K K
2.2.3.3 Allgemeine empirische Gleichung
Der DruckverlustAp beim Durchgang strömender Gase und Dämpfe durch
ruhende Schüttschichten berechnet sich angenähert nach der
allgemeinen empirischen Gleichung:
( 10 )
-Schüttgut d K a 3 n
(mm)
Sand 1.6 bis 2 24.5 1. 46
Anthrazit 8 bis 17 1. 88 1. 75
Raschig-Ringe 25 1177 1. 90
Tab ~zur Berechnung von A p nach GI. ( 10) für das Fluid Luft von
20°C
Druckabfall6p bei FluidjFluid-Gegenstrom in ruhenden Schüttschichten:
Gegenstromdestillation
Absorption
Gasbefeuchtung in Füllkörperkolonnen
25 mm -Raschig-Ringfüllkörper a 3 n
trocken 1177 1. 90
berieselt: Berieselungsdichte 1 m3 j(m 2 h) 1422 1. 95
" 4 m 3 jjm 2 h) 1508 1. 96
Tab.3 Zur Berechnung von 0 p nach GI. ( 10) für Luft jWasserGegenstrom

2.2.4 Effektive Dispersion (Durchmischung)
Die sich im Festbett ausbildende Zopfströmung bewirkt ei~nen Stoff
transport durch~ispersion (Diffusion, effektive Diffusion) der
durch DGL.(~If~~bprinZiP beschreibbar ist. Allerdings erweist sich
M als abhängig von der Raumrichtung und der Fluidgeschw. uO:
,.. n:I16 für Re gilt, entsprechend GI.(13d):
UO/€.K d Bo K ~2 ~ M !;;: 0.5 uO/€K d K a - M a (lla)
a
uO/c'K d K 10 ~ IV 0.1 uO/e.K d K Bo IX, M r - M r- ( 11b)
r
~ axialer Stoff transport ist viel größer als radialer und bedingt
eine Rückvermischung (~nicht-ideale Rohrreaktoren). Die radiale
Durchmischung kann für den radialen Wärmeaustausch jedoch bedeutend
sein. M , M : a r
Bo , Bo : a r
2.2.5 Effektive Wärmeleitung
axiale, radiale
axiale, radiale
Abb.'f Zopfströmung und Wärmetransport in einem Festbett
Mischungskoeff. cl.,...""" -"". (
r '\.< ~ -r-""" BodensteinZahlen

cu konvektiver W8rmetransport durch Zopfströmung des Fluids bedingt
o W8rmeleitung und W8rmestrahlung durch das Kornzwischen-raumvolumen
CD W8rmeleitung im Korn (Schüttgut)
,... n:..r/~ Es gilt in Analogie zu Gl.(13a) eine W8rme-DGL, die die zun8chst un-
bekannte effektive W8rmeleitf8higkeit7Leff enth8lt.
Es kann gezeigt werden, daß für eine Kugelschüttung mit Es =0. ": gilt:
;\ eff ~g
=
Term I
Pe uOd K
- a g
Pe K
I konvektiver
Wärmetransport
= Re Pr
+
]I Wärmetransport
im Kornzwischenraum
Peclet-Zahl
+ (1- €~)~ '1\
g TT[ WM.rmetransport im Schüttgut
für Pe ') 10 3 allein Term I zu berücksichtigen
Term 11
*).,* =.....9: = ~g
mit Nu .. rN,
K = 8 • C- (1-2 :K YJ: rc;tdiale L R R1chtung
K = 1,3 : axiale Richtung
1 + Es.Nu J r(\V\
o . 04 °0 2-~- 1
T 3 (100 )
(12b)
(12c)
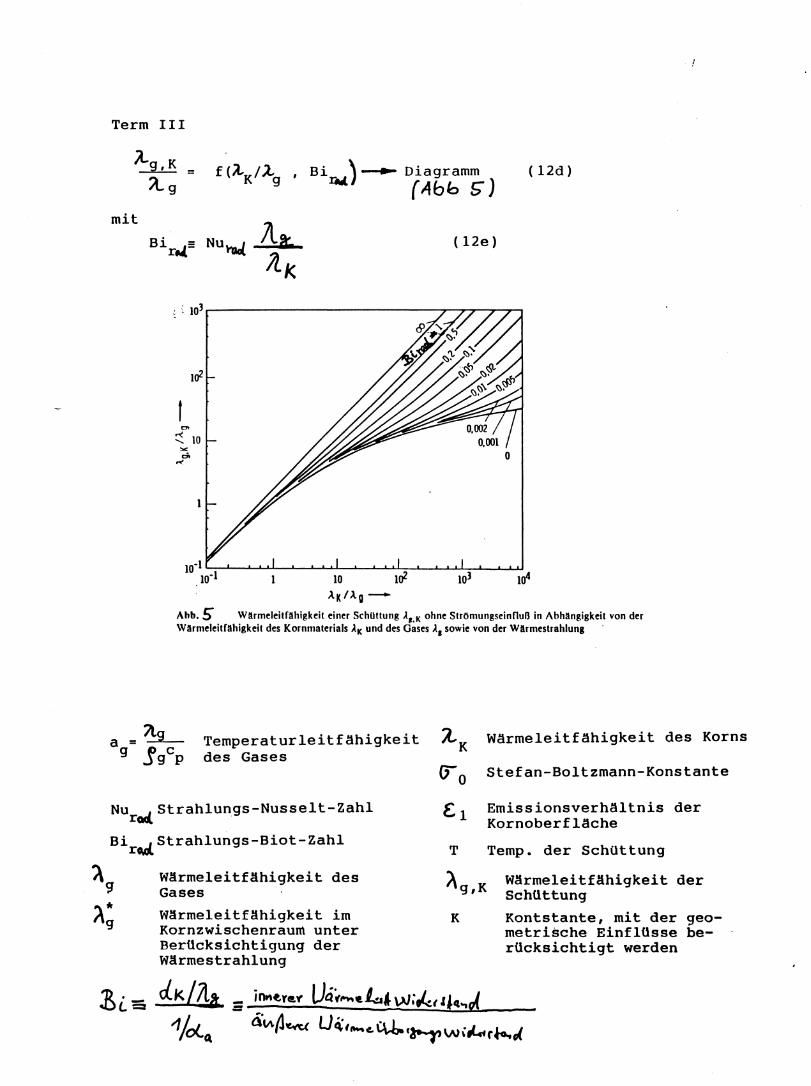
Term 111
Ä,g, K =
/\..g f (;tK / )" , Bi ) -- Diagramm
9 ~ (Abb S) (12d)
mit
(12e)
:' 103.....---------------~___r_r_~~
10 AK/Ag-
Ahb.5' Wärmeleitfähigkeit einer Schüttung A~.K ohne Strömungseinnuß in Abhängigkeit von der Wirmeleitfähigkeit des Kornmaterials AK und des Gases A. sowie von der Wirmestrahlung .
Temperaturleitfähigkeit des Gases
Wärmeleitfähigkeit des Korns
Stefan-Boltzmann-Konstante
NuracL Strahlungs-Nusselt-Zahl
Bir~Strahlungs-Biot-Zahl T
Emissionsverhältnis der Kornoberfläche
Temp. der SchOttung
~9 ~*
g
Wärmeleitfähigkeit des Gases
Wärmeleitfähigkeit im Kornzwischenraum unter Berücksichtigung der Wärmestrahlung
~9,K K
Wärmeleitfähigkeit der Schüttung
Kontstante, mit der geometrische Einflüsse berücksichtigt werden

2.2.6 Stoff- und Wärmelibergang
+';'r O,:!> c::: EI( ~ D,S: tuA.ot do <: 1- Ek R..e. <:: ~()O
~owie A < ?f /@f 1) ~ 2..000 1-;l-l-: ~
Sc
(~1off ~bJL(~O\M~ :
E K ~ dK. -1-E K J)
I y
Sh wÖ:f"CJ\A~~b.L.( a~fj' :
0<. 0( K
A..f ~
~&~
~I 0( "'~ f7. 0,331
... (A3b)
Pr
Sh Stofflibertragung (bdK - Diffusion - D Sherwood-Zahl (13c)
Sc Impulstransport V - Stoff transport - D Schmid~Zahl (13d)
Pr ImJ2ulstransport c pr") - Wärmetransport - ;t..
Prandtl-Zahl (13e)

2.3 Wirbelschicht (Fließbett)
2.3.1 Strömungszustände (Erscheinungsformen)
i u4u wp RUheschüttung
(Festbett)
t
u )u wp blasenbildende Wirbelschicht .
I
. . ' ", . • 'P. , . .
"
,~ , t , '. , ,
'f u<:u wp moving bed
(Schüttgut sinkt langsam nach unten)
t
stoßende Wirbelschicht
u =u wp homogene Wirbelschicht im Lockerungspunkt
-
t u».>uwp
Expandierte (zirkulierende Wirbelschicht (Strähnenbildung)
Abb. ~ CL Strömungszustände von Wirbelschichten
Fließbett
(fluidized bed)
. ,,', . :,"
'" .
Flugstaubwolke
(flash reactor)
_Feslsloff <>-- Trogergos
ZWS Grenzbereich zur pneumatischen Förderung
Abb. ~b Expandierte Wirbelschichttypen mit nachgeschalteten
Zyklonen; ZWS = zirkulierende Wirbelschicht

2.3.2 Anwendungen, Vor- und Nachteile
A) Physikalische Verfahren B) Chemische Reaktionen
1. Rein mechanische Verfahren Mischen - Entmischen Fördern
1. Feststoff als Wärmeträger homogene Reaktionen Pyrolyse
Gasreinigung Granulieren (~irbeL!i JIl-k..t-
2. Wärmeübergang VLtf·)
2. Feststoff als Katalysator heterogene Katalyse
Erwärmen - Abkühlen 3. Feststoff als Reaktionsteilnehmer
heterogene Reaktionen
3. Wärme- und Stoffübergang ITrocknenl- Befeuchten Adsorbieren - Desorbieren Destillation Sublimieren - Desublimieren Beschichten
Wirbelschichtreaktoren werden für folgende Reaktionen eingesetzt:
a) Nicht-katalytische Reaktionen
Kohlever~asung Fluid cokmg Pyrolyse von agglomerierenden Kohlen Pyrolytische Spaltung von Methan Verkohlung von Destillationsrückständen von Rohöl Herstellung von Aktivkohle Herstellung von E .thylen durch Rohölspaltung Kohleverbiennunß OIschieferverbrennung Verbrennung von kommunalen und industriellen
Klärschlämmen Verbrennung von Schwarzlauge Rösten von Pyriten und sulfidischen Cu- und Zn-Kon-
zentraten Verbrennung von Schwefel im Sand bett Spaltung von Abfallschwefelsäure und Sulfaten Spalten von Chloriden (FeCI 2 , NiCI 3, AICI 3) Verftüchtigung von Rhenium Brennen von Kalk und Dolomit Zementbrennen Entgasen und Carbonisieren Reduktion von Eisenerzen und Metalloxiden Chlorieren von Aluminium-, Titan-, Nickel-, Kobalt-,
Zinn-Erzen Chlorieren von Pyritabbränden und Eisenerzen Chlorieren von Kalk Calcinieren von Aluminiumhydroxid zu AI 2 0 3
AluminiumsuIfat aus Bauxit Herstellung von Aluminiumtriftuorid, Vrantetraftuorid,
V ranhexaftuorid Herstellung von reinem Wolfram über Fluorid Calcination von Rohphosphat Herstellung von Phosphoroxychlorid Herstellung von Schwdelkohlenstoff Adsorption von Schwefelkohlenstoff Herstellung von Hydrazin Herstellung von Salpetersäure Herstellung von Ammonium- und Natriumnitrat Herstellung von Soda Herstellung von HCN Oxidationsftuorierung von V0 2
Hydrochlorierung von Uran-Brennstoffelementen Urantrioxid aus Vranylnitrat Coating von Brennelementen durch pyrolytische Spaltung
von Kohlenwasserstoffen oder Chlormethylsilanen Rückgewinnung von Vran aus Kernbrennstoffen Fluorentfernung aus Abgasen von Aluminiumelektrolysen Aufheizen von Wärmeträgern, z. B. Sand Kühlung von Massengütern, z. B. Düngemittelgranulaten Trocknen von Flotationserzen, Rohphosphat und ande-
ren feinkörnigen Massengütern
b) Katalytische Reaktionen Ölspaltung und Reforming Herstellung von hochprozentigem Benzin aus Gasöl Olefinerzeugung aus Rohöl Chlor durch Oxidation von HCI Acetylen aus Methan Herstellung ungesättigter Aldehyde Reduktion von Nitroverbindungen zu Aminen Oxidation von S02 zu S03 Phthalsäureanhydrid aus Naphthalin Maleinsäureanhydrid aus Benzol Formaldehyd aus Methanol .. Chlorierung von Methan und Athylen FISCHER-TROPscH-Synthese Hydrierung von Äthylen Oxidation von Ammoniak und Äthylen Butadien aus Äthanol Isopropanol-Dehydrierung
Isomerisierung von n-Butan Nachchlorierung von PVC Zerfall von Ozon Nachverbrennung von Gasen Herstellung von Chlorkohlenwasserstoffen Herstellung von Melaminharzen Jsoprensynthese Reduktion von Vinylacetat Herstellung von Acrylnitril

Vor{e; le-
- einfache Handhabung und Transport des Feststoffs durch flüssigkeitsähnliches Verhalten der Wirbel-schicht,
- gleichmäßige Temperaturverteilung infolge intensiver Feststoffdurchmischung, - große Austauschfläche zwischen Feststoff und Gas durch kleine Korngrößen des Feststoffs, - hohe Wärmeübergangszahlen sowohl zwischen der Wirbdschicht und eintauchenden Heiz- und Kühl-
flächen als auch zwischen Feststoff und Anströmgas.
- Austrag des Feststoffs erfordert aufwendige Feststoffabscheidung und Gasreinigung, .- intensive Feststoffbewegung kann zur Erosion an Einbauten und zu nennenswertem Abrieb des Fest-
stoffs führen, - Agglomeration des Feststoffs kann Zusammenbrechen der Fluidisation zur Folge haben, - hohe Rückvermischung des Gases reduziert Umsatz einer chemischen Reaktion, - Blasenentwicklung bedeutet im Fall einer katalytischen Reaktion unerwünschten Bypass bzw. sehr
..2ß:ite Verweilzeitverteilung des Reaktionsgases, -- Gegenstrom Gas/Feststoff ist nur in Mehrstufen-Anordnungen angenähert zu verwirklichen, - Maßstabs vergrößerung von Wirbelschichten ist unter Umständen schwierig.
2.3.3 Druckverlust am Wirbelpunkt
Für den Druckverlust~p am Wirbelpunkt (Lockerungspunkt) gilt: wp
( 14 )
Herleitung:
Am Wirbelpunkt gilt die Kräftebilanz (Kräftegleichgewicht):
(15a)
aus GI. ( 1b) FG msg = fs Vs 9 (.f ( l-l ) A h 9 S wp wp (15b)
F = mfg = Jf Vs 9 = j'f (l-c;.,p) A h 9 A wp ( 15c)
Aus GIn. ( 15a) bis ( 15c) folgt:
( 15d) ~ (14)
rel. Zwischenkornvolumen am Wirbelpunkt
Querschnittsfläche der Schüttschicht
Schicht höhe im Wirbelpunkt

Bemerkungen zu GI.(14)
1.6p : Gleichgewichtswert der stationären Wirbelschicht + f(u O) wp
2. Ausdehnung der Wirbelschicht:
h wp 11 =
= const. + f(u O)
1-( K
1-$" vwp
( 16 )
( 17)
Im Bereich des Festbetts sowie des Feststoffaustrags wird 6 p (uO) .
~ GIn. ( 7b ), (9d)]
/AkfO\.""e'vl.t/irÖ 6 ~9 o(t~ FntbeAJ.u
...-..-merktlcher
Feststoffou st rag
Slr,kgeschwln-dlgkelt CL,.«.
\P1'-----:,------3O---lAwf--'----:-\-~---'-' -LI 1-':-'0---2'-0 -3-'-~-----'--\0--'-' ~'~' l-'-~O ---Jl--~-U ACb -=t Luflgeschwlndlgkelt Ua [cmls] tt. ... t..t 0 0
1.
Druckverlust über Gasgeschwindigkeit Uo für eine Sandwirbelschicht
Schnittpunkt zwischen Wirbelschicht und des
horiz~~~:~ftDruckver1ustlinie der Ol"'" . Festbe €wp erglbt Lockerungsge-
schwindigkeit uwp _( --~ .. ~ Abschn. 2.3.4)
2. Druckverlustlinie des Festbetts mit C. erhält man, wenn man das wp Wirbelbett mit sinkendem Uo wieder in das Festbett übergehen
läßt. Dann wird keinAp durchlaufen, da Festbett locker bleibt max
3. Druckverlustlinie des Festbetts mit eK verläuft bei höherem ~p,
wenn Gasgeschw. von uO=O an zunimmt. Im Bereich uO~uwp kommt
es i.a. zu einemAp infolge der Anfangsverfestigung des Fest-max betts auf grund dessen Eigengewichts. Beim Überschreiten des
Wirbelpunktes wlrd durch die einsetzende Fluidisation diese An-
fangsverfestigung zerstört, so daß A p auf den stationären max Gleichgewichts-Druckverlust 6 p abfällt. ------~~----------------------~~wp-

4. Der übergang Wirbelschicht/pneumatische Förderung ist noch recht
unklar. Bei Feststoffaustrag, d.h. wenn uO~urel (urei: ..... TC 11/3
Gl.(8b)) wird,dp(.,öp . Ist uO>u ,dann werden alle Partikel wp "'- wp ausgetragen ~ bei unverzögerter Rückführung des ausgetragenen
Feststoffs steigt ~ p wieder an (tl p ~6P ) infolge der Beschleuwp nigung ausgetragener Partikel.
2.3.4 Lockerungsgeschwindigkeit (Wirbelpunkt)
Am Wirbelpunkt (Lockerungspunkt, Minimalfluidisation) ist die minimale
Wirbelgeschwindigkeit (Lockerungsgeschw.) u erreicht. Sie berech-, ", .':Ir
net sich als Schnittpunkt zwischen der tPr\i8'kV'er'l'ustlinie.6 p des Fest-
betts und des Wirbelbetts6p . Aus Gln.(7b) und (14) folgt also aus wp
~f~~4it u O= uwp ' h= hwp und CK=CWp
2 u wp = (18a)
Mit t wp=0.5, -s =1.8 (Silicat-Kontaktkörner) folgt aus Gl.(18a):
u d für Re _ wp K < 2 (laminar), d. h. wK= R24 (Stokes' sches Gesetz):
und
~f e
s -J' 0.0015 S f
1 f (18b)
für Re ~ 10 3 (turbulent )/d.h. wK = 0.44 (Newton'sches Gesetz):
u wp O 08 !S-.Pf -d
. j>f 9 K (18c)
2.3.5 Wärmeübergang Wirbelschicht/Wand
. QWS = o(WW A .6T
CX WW
AT
A
( 19 )
ausgetauschter Wärmestrom zwischen Wirbelschicht u. Wand
mittl. Wärmeübergangskoeff. zwischen Wirbelschicht u. Wand
mittl. Temperaturdifferenz zwischen Wirbelschicht u. Wand
mittl. Wärmeaustauschfl. (Wand oder eingetauchte Fläche)

o(WW ist bisher nicht vollständig mit Formeln zu beschreiben, insbe
sondere infolge der Inhomogenitäten (Stoßen, Blasenbildung) der
Wirbelschicht ~ ~W.s. w,.,ol cJaUA.,'..f 0( tvw
1. Eigenschaften des Fluids: lAa lA.~~ Ot ~ VO~ ~
c f' A...f(T) p,
2. Eigenschaften der Feststoffpartikel:
c K' A.. K, Agglomerisation p,
3. Eigenschaften der Wirbelschicht:
Strömungszustand (z.B. Stoßen, Blasenbildung, u ) wp
4. Geom. Größen
d R, h, Konstruktion des Anströmbodens (Art und Auslegung der Gasver
teilung) sowie von Eigenschaften eingetauchter Wärmeaustauschflächen:
Durchmesser, Länge; gegenseitiger Abstand; Anordnung quer od. para
llel zur Strömungsrichtung
u o > u ,.., wp
Festschicht Wirbelschicht Flugstaub
u-
Abb. ?1 Typischer Verlauf des WärmeUbergangskoeffizienten X Wirbclschicht/Wandnäche mit steigender Strömungsgeschwindigkeit u • >c
D(ww
Steiler Anstieg von 0( WW durch zunehmende Feststoff
Vermischung
Abfall vonO(WW nach dem Maximum, bedingt durch abnehmende
Feststoffkonzentration

VesentlichenEinfluß auf ~WW hat d K:
600...-----------,
W/lm2 K) 500
mit abnehmendem d K wird alsoc<ww größer.
Entscheidend für großesO( ww:
400
11 300 ;
Verweilzeit und
Konzentration d. Partikel an Wärmeaustauschfläche A.
200
100
0,25 0,50 0,75 m/s 1,0
UIolP
Abb.8 Einfluß des Teilchendurchmessers auf den Wär-meübergangskoeffizienten WirbelschichtiWand
a) d = 878 11m Sand; b) d = 503 11m Silicagel; c) d = 375 11m Schwammeisen; d) d = 195 11m Schwammeisen; e) d = 128 11m Formsand; f) d = 128 11m Glaskugeln poliert.
2.3.6 Wärme- und Stoffübergang Partikel/Fluid (-+Ab~. ol.S.2.)
noch schwieriger zu berechnen als Wärmeübergang Wirbelschicht/Wand
weil:
1
Auswahl und Messung von AT
reale Austauschfläche A zwischen Partikel/Fluid nicht bekannt
1~~--------------------~~
Sh, Nu (Einzell<Ugell
1
10-4 L--'---'--...........J_-'--~i.-LJ._'--..L..-I-U-~-'--'-.......
10-1 1 10 103
Re-
Re -
Sh -
Nu -
(6:
uwpdK
Vf
f> d K D
O<dK
?Lf
Stoffübergangskoeff. Korn/Fluid
Wärmeübergangskoeff. Korn/Fluid
Abb. -10 Wärme- und Stoff-übergang Korn/Fluid an Einzelkugeln sowie in Wirbelschichten und Festschichten

1
2.3.7 Dreiphasen-Blasenmodell der Wirbelschicht
Der den Wirbelpunkt übersteigende Gas-Volumenstrom V=AR(UO-UWp )
durchströmt das Bett in Form von Blasen (blasenbildende Wirbelschicht),
für die ein sog. Dreiphasenmodell entwickelt wurde:
lLb
X :
Aufstiegsgeschw. der Gasblase
Durchmesser der Wolke
mittl. Blasendurchmesser der volumengleichen Kugel
Höhe über Anströmboden
uo: Gasgeschw. in der homogenen Phase
~,L..A~~-Schleppe (wake)
t t t t t t1 'iJt::r:~~~ Abb.11
1.
Dreiphasen-Blasenmodell der inhomogenen Wirbelschicht
= Uo - u + 0.71 wp (20a)
(20b)
ub : unabhängig vom Feststoffmaterial
2. Blasenwachstum in x-Richtung durch Koaleszenz größerer (schnellerer) Blasen mit kleineren (langsameren) Blasen infolge Unterdruck an der unteren Seite der Blasen:
(1+6,84x)1.21 (21 )

3.1 Fall ub>uO (schnelle Gasblase): in ~echnischen Reaktoren i.a. erfüllt.
~iests+off - SkoWlI ; ~ ; e /~~~r-L\ ~otke
Blasengas zirkuliert innerhalb der Blase
E~\.\lSi 0'" (Sl.<,s, ptM~;~)
+ Wolke und breitet sich nicht in das Bett aus. Das Blasengas bildet einen stabilen Wirbelring und bleibt segregiert vom Rest des Gases, das durch das Bett strömt. Die Zirkulationsströmung innerhalb der Blase wirkt als Bypass für das Fluid.
d /d = c b
ub + 2u O (22 )
Abb .1~ schnelle Gasblase , wenn
u b '> U o Der von oben nach unten strömende Feststoff (ub>uO) reißt das an
der Gasblase oben austretende Blasengas nach unten, wo es wieder
in die Blase eintritt.
3 . 2 Fa 11 ub~O_~(..::l:..:a::n~g.::..:.s.:;a.;.;,m;..:e_G....;a_s_b_l_a_s_e __ )
Abb.13
in der Gasblase ist hier (ub<un ) ~er . Strömungswiderstand FW für aas ~lu1d.kle1-ner als in der Suspension ~e1n Te11 des schnellen Fluids (Gas) strömt bevorzugt durch die Gasblase.
langsame Gasblase, wenn
ub<uO

4. Nachlauf (Schleppe)
Jede aufsteigende Gasblase bildet hinter sich ein Wirbelgebiet (Nachlauf). durch das der Feststoff nach oben (d.h. in x-Richtung) mitgerissen wird ~ Feststoff-Vermischung in einer Wirbelschicht erfolgt vorwiegend durch die Blasen:
-'------- ci. rz -------j i I
Abb.1~ Feststoffzirkulation in einer Wirbelschicht, bedingt durch den Nachlauf aufsteigender Gasblasen
Feststoffvermischung
Erfolgt durch Blasenbewegung und turbulente Schwankungen: sehr vollständige Vermischung durch Fick'sche Diffusion (Diffusionsmodell) mit einem effektiven Diffusionskoeff .. Feststoffvermischung ist die Ursache für die i.a. einheitl. Temp.-verteilung (Rechteckprdll) in Wirbelschichten. Der Feststoff durchströmt das Fließbett jedoch nicht
in Kolbenströmung.
Gasvermischung
Ebenfalls keine Kolbenströmung. In der homogenen Suspensionsphase:
Gas unterliegt turbulenten Schwankungen. Zusätzlich starke BypassWirkung des Gases durch Zirkulationsströmung in Gasblasen ~ebenfalls Diffusionsmodell mit effektivem Diffusionskoeff. Deff :
uO/t. wp hwp IV 1,2 bis 3,4 D eff,a
(23a)
und
D !::::! 1 D eff,r 100 eff,a (23b)

Der Stoffaustausch molekular + turbulent) findet statt zwischen
a) Blase und Wolke (Dbc ) und b) Wolke und Suspensionsphase (0 ): c,e
Abb. AC;; Zum Stoffaustausch zwischen Gasblase und Suspension
lassen sich Entspreche~s-Austauschkoeff. VbC/Vb bzw. Stoffdurchgangs-
koeff. k formulieren: c zwischen Blase (halbkugelförmig) und Wolke:
. 1/4 f.,wp ~ ~
u 0 1 / 2 1
k 7.14 wp 5,46 - = db + g E +1 5/4 Vb c oc d b b wp
(23c)
und zwischen Wolke- und Suspensionsphase:
. Vb ' ,c
. V c,e
6.78 (23d)
Austausch-Volumenströme zwischen Blase und Wolke,
bzw. zwischen Wolke und Suspension
Volumen der Gasblase
spezifische Grenzfläche (Austauschfläche)
Diese Zusammenhänge haben große Bedeutung für Wirbelschichtreaktoren.

2.4 Wanderschicht, Flugstaubwolke und Rieselwolke
Wanderschicht (moving bed): 6p,O(und ~ entsprechen etwa den Ver
hältnissen im Festbett
Flugstaubwolken (f lash reactor): ()( , {!:> (zwischen Part ikel und Fluid):
entsprechen den Verhältnissen bei der
Einzel-Partikel
Rieselwolken: .1 p gering: rX. , f...... (Partikel/Fluid): entsprechen ,- der
den Verhältnissen bel 1~inzel-Partikel
2.5 Aufwirbeln von Feststoffen in Flüssigkeiten (Rührwerke)
2.5.1 Theorie des Aufwirbelns(Suspendierens)
Zur schnellen Lösung von Feststoffen in Flüssigkeiten oder für eine
voll wirksame feststoffkatalysierte Reaktion müssen die Feststoff
partikel mit ihrer gesamten Oberfläche mit der Flüssigkeit wechsel
wirken ~ Feststoffpartikel müssen in der Schwebe gehalten werden
~ dieses wird bei einer bestimmten (kritischen) Rührer-Drehzahl
n erreicht: -cr-
für n > n cr sind alle Partikel aufgewirbelt.
ncr = f(d K , d,Js'S.r' \fs-J'...e.) g, 'P ' Rühr-Gefäßart, Rührerart)
(24a)
Aus Gl.(24a) folgt nach der Ähnlichkeitslehre, die sog. Aufwirblungs
Charakteristik:
oder
2 u
Fr _ gd
n 2 d cr
g
Re cr
ncrd d K (dK3 9 'V2..
f 2 V.e
Trägheitskraft Schwerkraft
f(Ar, d = (1,r
K (24b)
(fs-J,t) d f ) S.e.
' (1' K
(24c)
n kritische Rührer-Drehzahl cr -Ps Dichte der Partikel
Froude-Zahl 68= S s-j>..f, : Dichtedifferenz
Q Dichte der Flüssigkeit Sf. d Rührerdurchmesser
P Massenanteil des Feststoffes in der Flüssigkeit
" kinemat. Zähigkeit der Flüssigkeit

für Recr > 10 2 (turbulente Strömung) gilt:
(25a)
oder mit Ar _
Fr = a 2 .o,g 'f 0.5 cr 4 ~}~
(25b)
Für ein gegebenes Stoffsystem ~/.f.e=const., f =const.) und gegebener
Rührervorrichtung (a4=const.) ist die kritische Drehzahl n nach cr
Gl.(25b) festgelegt ( Fr =const): cr
2.5.2 Stoffübergang Partikel/Flüssigkeit
( 26)
~: Stoffübergangskoeff.
A Stoffaustauschfläche (Partikel-oberfläche)
6c Konz.diff. zwischen Partikel und Lösung
Es wurde empirisch folgende Stoffübergangs-Charakteristik gefunden:
Sh = d K
f (Ar, Re, Sc, a- ) (27a)
1. Fall: n ~ n : ~~~~~--~~~cr-
nicht nur~, sondern auch die Phasengrenzfläche A mit hier wird
wachsender Rührerdrehzahl n vergrößert, indem immer mehr Partikel
vom Boden aufwirbeln ~ es werden hier nur scheinbar~ (t-werte
gemessen, da in Gl.(26) allein die voll wirksame Gesamt-Phasen
grenzfläche A eingesetzt werden kann. Außerdem ist f-> abhängig von:
Stoffsystem, d K, Füllungsgrad und Geometrie des Rührwerks.
2. Fall: n=ncr ' d.h. Frcr=const : energiemäßig anzustreben:
hier ist !>unabhängig von Rührbedingungen, d K, allein bestimmt
durch Stoffwerte des Systems:
Sh = 1.2· 10- 2 Ar 1/3 scO. 56 (27b)

oder
(27c)
GIn. (27b) bzw. (27c) gelten auch für die Stoffübergangs-Charak
teristik in Wirbelschichten(Partikel/Flüssigkeit) bei u >u . IV wp
3. Fall: n> n -------...;;..- cr-hier kann /-> nur noch wenig mit n zunehmen:
Sh
oder
1.07.10 3
also
scO.O B (d /d)0.15 K
c~dKr15((~r08 (:Kf15 (27f)
(27d)
(27e)
3 Kontaktieren von Fluiden mit Fluiden
3.1 Apparate
A,P : Dünnschichtreaktoren, Rieselfilmreaktoren, Fallfilmreaktoren:
sehr guter Wärmeübergang (zwischen Flüssigkeit und Wärmeträger)
z.B. hohe Wärmeab- oder -zufuhr bei exothermen bzw. endothermen
Reaktionen. Wärmeträger kann Gas, öl oder Wasser sein.
kurze Verweilzeiten und kleiner Hold-up für die Flüssigkeit
Forschungsreaktor für Gas/Flüssigkeits-Untersuchungen .. Zwei-
film- und Penetrationstheorie)
z. B. Messung des Stoffübergangskoeff. f.>: /:> wird auch erhöht durch Grenzflächenturbulenzen (Marangoni-Instabilitäten mit 2 Bereichen: Rollzellenqebiet und Oszillations-Gebiet.

r
9
a 9
Dünnschicht - Gegenstromkolonne Gleichstrom-FüUkärperkolonne Sprühturm st-.... 0. h t - ~ er r t. ().L("*", ...
1-----r------!----r-------L---t-______ ......J'---r-______ -l._V-i-evl_-I \.lvi w~ set. Q.("!
Glockenboden
9
o v' o • " c • 0
o , "' .
J ,
Tauchglocke Rührkessel
~~-",," t', ", "
Blasensäule
b
Schlaufenreaktor
I-~------------~--r---------L-_r----------L-_.----------~~--_,-------------_ .. ----~ I
Siebboden Strahldüsen -rec..k r-
f + 9
e.. Rohrreaktor
~
Ftüssigkeitsringpumpe
Abb. "f6 Kontaktierapparate für Fluide. b) Si:kb~·~=~as; a) KÜhIU~ Eil.\st~cUlf'ok ....
d) e;"'~r~M.t t.) :b~ ~~





























