Embed Size (px)
Citation preview

T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
POLİMER MATRİSLİ KOMPOZİTLERİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
Hasan YILDIZHAN
Danışman: Yrd. Doç. Dr. Mustafa Reşit USAL
II. Danışman: Doç. Dr. Ömer SOYKASAP
YÜKSEK LİSANS TEZİ MAKİNA EĞİTİMİ ANABİLİM DALI
ISPARTA - 2008

i
İÇİNDEKİLER
Sayfa
İÇİNDEKİLER ...................................................................................................... i
ÖZET...................................................................................................................... iv
ABSTRACT........................................................................................................... v
TEŞEKKÜR........................................................................................................... vi
ŞEKİLLER DİZİNİ............................................................................................... vii
ÇİZELGELER DİZİNİ ....................................................................................... . ix
SİMGELER VE KISALTMALAR DİZİNİ........................................................ . x
1.GİRİŞ .................................................................................................................. 1
1.1. Kompozitler..................................................................................................... 3
1.2. Fiberler ve Matrisler........................................................................................ 5
1.2.1. Fiberler ......................................................................................................... 6
1.2.1.1. Cam Elyaflar ............................................................................................. 6
1.2.1.2. Bor Elyaflar............................................................................................... 7
1.2.1.3 Silisyum Karbür Elyaflar .......................................................................... 7
1.2.1.4 Alümina elyaflar......................................................................................... 8
1.2.1.5 Aramid elyaflar .......................................................................................... 8
1.2.1.6 Karbon elyaflar........................................................................................... 9
1.2.2. Matrisler ....................................................................................................... 9
1.2.2.1 Termoset Matrisler ..................................................................................... 10
1.2.2.2 Termoplastik Matrisler............................................................................... 12
1.3. Kompozit Malzemelerin Üretimi .................................................................... 13
1.3.1. Termoset Matrisli Kompozitlerin Üretimi................................................... 14
1.3.1.1. El Yatırma Yöntemi .................................................................................. 15
1.3.1.2. Hazır Kalıplama ........................................................................................ 15
1.3.1.3. Reçine Transfer Kalıplama ....................................................................... 17
1.3.1.4. Profil Çekme Yöntemi .............................................................................. 18
1.3.1.5. Elyaf Sarma Yöntemi................................................................................ 18
1.3.1.6. Püskürtme Metodu .................................................................................... 19
1.3.1.7. Tabakalı Birleştirme.................................................................................. 19

ii
1.3.2. Termoplastik Matrisli Kompozitlerin Üretimi ............................................. 21
1.3.2.1. Enjeksiyon Kalıplama ............................................................................... 22
1.4. Kompozit Malzemelerin Özellikleri ............................................................... 22
1.5. Kompozit Malzemelerin Kullanım Alanları ................................................... 24
1.5.1. Havacılık Endüstrisi ..................................................................................... 24
1.5.2. Otomotiv Endüstrisi ..................................................................................... 28
1.5.3. Spor ve Eğlence Endüstrisi .......................................................................... 29
1.5. 4. Deniz Endüstrisi .......................................................................................... 29
1.5.6. Tüketici Eşya Endüstrisi .............................................................................. 29
1.5.7. Diğer Uygulama Alanları ............................................................................. 29
2. KAYNAK ÖZETLERİ ...................................................................................... 31
3. MATERYAL VE YÖNTEM ............................................................................. 35
3.1. Test Parçalarının Üretilmesi............................................................................ 35
3.1.1. Prepreg Karbon Kompozit Deney Parçalarının Üretilmesi.......................... 35
3.1.2. Elle Yayma Metodu ile Cam Kompozit Deney Numunelerin Üretilmesi ... 38
3.2. Yöntem............................................................................................................ 42
3.2.1. Yorulma Deneyinin Yapılması .................................................................... 42
3.2.1.1. Çift Bindirme ile Yapışmış Numunelerin Yorulma Deneyleri ................. 44
3.2.1.2. Yapışmamış Numunelerin Yorulma Deneyleri......................................... 44
3.2.2. Eğilme Deneyinin Yapılması ....................................................................... 44
3.2.2.1 Dokumalı Tek Bindirmeli Cam Kompozit Malzeme................................. 45
3.2.2.2 Dokumalı Düz Karbon Kompozit Malzeme .............................................. 46
3.2.2. Titreşim Deneyinin Yapılması ..................................................................... 47
4. ARAŞTIRMA BULGULARI ............................................................................ 53
4.1. Yorulma Deneylerin Sonuçları ....................................................................... 53
4.1.1 Çift Bindirme İle Yapışmış Numunenin Yorulma Deneyi Sonuçları ........... 53
4.1.2 Yapışmamış Numunelerin Yorulma Deneyleri Sonuçları ............................ 55
4.2. Eğilme Deneylerinin Sonuçları ....................................................................... 57
4.2.1. Dokumalı Tek Bindirmeli Cam Kompozit Malzemenin Eğilme Deneyleri
Sonuçları ........................................................................................................ 57
4.2.2.Dokumalı Düz Tek Katmanlı Karbon Kompozit Malzemenin Eğilme
Deneyleri Sonuçları........................................................................................ 58

iii
4.3. Titreşim Deneylerinin Sonuçları ..................................................................... 60
5. TARTIŞMA VE SONUÇ .................................................................................. 64
6. KAYNAKLAR .................................................................................................. 66
ÖZGEÇMİŞ ........................................................................................................... 71

iv
ÖZET
Yüksek Lisans Tezi
POLİMER MATRİSLİ KOMPOZİTLERİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
Hasan YILDIZHAN
Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü
Makine Eğitimi Anabilim Dalı
Juri: Prof.Dr. Remzi VAROL Yrd. Doç. Dr. M. Reşit USAL (I.Danışman) Doç. Dr. Ömer SOYKASAP (II. Danışman) Yrd. Doç. Dr. Melek USAL
Yrd. Doç. Dr. Ümran ESENDEMİR
Polimer matrisli dokumalı kompozitler, simetrik ve dengeli malzeme özelliklerine sahip olmaları, üretim ve kullanım kolaylıklarından dolayı hava-uzay yapıları ve otomobil yapıları için popülerlik kazanmaktadır. Ayrıca darbeye karşı üstün özelliklerinden dolayı balistik malzemesi olarak kullanılmaktadır. Öncelikle bu çalışma, kompozit malzemelerin genel tanıtımı yapılarak, sürekli elyaf takviyeli polimer matrisli kompozit malzemelerin önemini vurgulamak amacı ile bu malzemelerin konvensiyonel malzemelere olan üstünlükleri ve yaygın kullanım alanları incelenmiştir. Çalışmada karbon ve cam takviyeli düz dokumalı kompozitlerin dinamik davranışları, yorulma, titreşim sönüm özellikleri, doğal frekans ölçümleri ve eğilme deneylerle incelenmiştir. Yorulma davranışı için çeşitli tabakalı kompozitlerin gerilme ve tekrarlı yük sayıları (S-N) grafiklerle elde edilmiştir. Eğilme davranışı için çeşitli tabakalı ve bindirmeli birleşik kompozit malzemelerin eğilme mukavemet sonuçları elde edilmiştir. Malzemenin doğal frekans ve sönüm özellikleri, sıcaklığa bağlı olmak üzere deneylerle elde edilmiştir.
Anahtar Kelimeler: Polimer matrisli kompozit, Mekanik özellik 2008, 71 sayfa

v
ABSTRACT
M.Sc. Thesis
INVESTIGATION OF MECHANICAL PROPERTIES OF POLYMER MATRIX COMPOSITES
Hasan YILDIZHAN
Süleyman Demirel University School of Applied and Natural Sciences
Machine Education Department
Thesis Committee: Prof. Dr. Remzi VAROL Assist.Prof. Dr. M. Reşit USAL (I.Danışman) Assoc. Dr. Ömer SOYKASAP (II. Danışman) Assist.Prof. Dr. Melek USAL
Assist.Prof. Ümran ESENDEMİR
Polymer matrix woven composites are popular for aerospace and automotive industries due to their symmetric and balanced properties, they offer manufacturing and handling ease. Furthermore the composites are also used as ballistic materials because of their superior ballistic performance. In this thesis, brief information of the woven composites is given. In order to emphasize the importance of continuous fiber reinforced composite materials with polymer matrix, the advantages over conventional materials and common application areas of the composites are studied. In this study, mechanical behavior of the plain weave composites made of carbon and glass fiber and epoxy matrix, investigated by experiments including tensile, bending, fatigue, natural frequency and damping measurements. The figures of stress versus the number of cycles (S-N) for fatigue behavior are obtained for different laminated composites. The bending strength and minimum bend radius of the different laminated composites and lap joint composites are obtained. Natural frequency and damping properties of the composites under varied temperature are measured to see the temperature effects.
Key Words: Polymer matrix composite, Mechanical property 2008, 71 pages

vi
TEŞEKKÜR
Bu tez çalışmamın yapılmasında her türlü yardımlarını esirgemeyen, çalışmalarımda
bana daima yol gösteren engin bilgi ve tecrübelerinden yararlandığım değerli
danışmanım Yrd. Doç. Dr. Mustafa Reşit USAL hocama teşekkürlerimi sunarım.
Afyon Kocatepe Üniversitesi 106M005 No’lu Tubitak projesi ile Tezimi maddi
olarak destekleyen ve tez çalışmalarımda deneyimlerinden faydalandığım proje
danışmanım Doç. Dr. Ömer SOYKASAP, Makine Eğitimi bölüm başkanı Prof. Dr.
Süleyman TAŞGETİREN ve Öğr. Gör. İlker SUGÖZÜ hocalarıma teşekkür ederim.
Ayrıca bugünlere gelmemde emeği geçen başta ailem ve nişanlım olmak üzere bütün
hocalarıma saygı ve teşekkürlerimi sunarım.
Hasan YILDIZHAN
ISPARTA-2008

vii
ŞEKİLLER DİZİNİ
Şekil 1.1. Düz dokuma stili ........................................................................................ 2
Şekil 1.2. Kompozit malzeme de kullanılan fiber ve reçine ...................................... 4
Şekil 1.3. Sürekli fiber ve kısa fiber kompozitler ...................................................... 4
Şekil 1.4. Kalıp işleme basamakları ........................................................................... 13
Şekil 1.5. Kompozit malzemelerin üretim yöntemlerinin sınıflandırılması............... 14
Şekil 1.6. El yatırma düzeneği ................................................................................... 15
Şekil 1.7. Hazır kalıplama düzeneği .......................................................................... 17
Şekil 1.8. Reçine transfer kalıplama düzeneği ........................................................... 17
Şekil 1.9. Profil çekme düzeneği ............................................................................... 18
Şekil 1.10. Elyaf sarma düzeneği............................................................................... 19
Şekil 1.11. Prepregin şematik şekli ............................................................................ 20
Şekil 1.12. Tabakalı kompozit ................................................................................... 20
Şekil 1.13. Otoklavla tabakalı bir kompozitin üretimi............................................... 21
Şekil 1.14. Uçak yapısında kullanılan en önemli malzemelerin miktarları ............... 26
Şekil 1.15. Uçak malzemelerin kullanım oranlarının yıllara göre değişimi .............. 27
Şekil 3.1. Prepreg malzeme üzerine istenilen açı ve ölçülerde çizim yapılarak
kesilmesi..................................................................................................................... 36
Şekil 3.2. Kompozit malzemelere uygulanan çeşitli dokuma çeşitleri ...................... 36
Şekil 3.3. Kür edilmiş karbon parçalarının vakum dan çıkartıldıktan son hali.......... 38
Şekil 3.4. Elle yayma tekniği ile parçaların ısıveren lamba altında kür edilmesi ...... 39
Şekil 3.5. Cam kumaşından elle yayma metodu ile kür edilen parçalar .................... 40
Şekil 3.6. Tek bindirmeli cam kompozit malzemeler ................................................ 41
Şekil 3.7. Çift bindirmeli cam kompozit malzemeler ................................................ 41
Şekil 3.8. Deneylerin yapıldığı cihaz ......................................................................... 42
Şekil 3.9. Yorulma yüklemesi.................................................................................... 43
Şekil 3.10. Çift bindirme ile yapıştırılmış deney numunesi boyutları ....................... 44
Şekil 3.11. Yapışmamış deney numunesi boyutları ................................................... 44
Şekil 3.12. Tek bindirme ile yapışmış numune boyutları .......................................... 46
Şekil 3.13. Dokumalı tek bindirmeli cam kompozit malzemenin üç nokta eğilme
deneyi ......................................................................................................................... 46

viii
Şekil 3.14. Yapışmamış deney numunesi boyutları ................................................... 47
Şekil 3.15. Dokumalı düz karbon kompozit malzemenin eğilme deneyi .................. 47
Şekil 3.16. Karbon kompozit malzeme ...................................................................... 48
Şekil 3.17. Cam kompozit malzeme .......................................................................... 48
Şekil3.18. Sıcaklık ölçer ……………………………………………………………49
Şekil 3.19. Deney malzemeleri ısıtma fırını............................................................... 50
Şekil 3.20. Deney malzemeleri soğutmak için derin dondurucu ............................... 51
Şekil 3.21. Malzemelerin frekans değerlerini ölçmek için bilgisayar........................ 51
Şekil 3.22. Titreşim deney sistemi ............................................................................. 52
Şekil 3.3. 0,084 MPa çift bindirmeli cam kompozit malzemenin yorulma deneyleri
sonuçları ..................................................................................................................... 54
Şekil 3.4 Çift bindirme olarak yapışmış cam kompozit parçaların yorulma deneyi
sonucu kopmuş halleri ............................................................................................... 54
Şekil 3.5. 0,067-0,084 MPa’de kür edilen yapışmamış karbon kompozit
malzemelerin yorulma sonuçları ................................................................................ 56
Şekil 3.6. 0,067 MPa dokumalı düz karbon kompozit malzemenin yorulma deneyi
sonucu kopmuş hali.................................................................................................... 57
Şekil 3.7. Dokumalı tek bindirmeli cam kompozit malzemenin üç nokta eğilme
deneyi kopma anı ....................................................................................................... 57
Şekil 4.6 Dokumalı düz karbon kompozit malzemenin kopma anı ........................... 59

ix
ÇİZELGELER DİZİNİ
Çizelge 1.1. Matris, Takviye elemanı ve kompozit malzeme yapı tipleri.................. 5
Çizelge 1.2. Termoset ve termoplastiklerin maksimum sıcaklık değerleri................ 10
Çizelge 1.3. Uçak malzemelerin mekanik özellikleri ................................................ 25
Çizelge 1.4. 1988 ve 1993 yılları arasında otomobillerde kullanılan kompozitlerin
oranı ........................................................................................................................... 28
Çizelge 3.1. Karbon kompozit malzemelerin boyutları ............................................. 49
Çizelge 3.2. Cam kompozit malzemelerin boyutları.................................................. 49
Çizelge 4.1. 0,084 MPa çift bindirmeli cam kompozit malzemenin yorulma deneyi
sonuçları ..................................................................................................................... 53
Çizelge 4.2. 0,067 MPa yapışmamış karbon kompozit malzemenin yorulma deneyi
sonucu ........................................................................................................................ 55
Çizelge 4.3 0,084 MPa yapışmamış karbon kompozit malzemenin yorulma deneyi
sonuçları ..................................................................................................................... 56
Çizelge 4.4. Tek bindirmeli cam kompozit malzemenin üç nokta eğilme deneyi
sonuçları ..................................................................................................................... 58
Çizelge 4.5. Dokumalı düz karbon kompozit malzemenin eğilme deneyi sonuçları. 59
Çizelge 4.6. Bir nolu karbon kompozit malzemenin sıcaklığa göre frekans değerleri
.................................................................................................................................... 60
Çizelge 4.7. İki nolu karbon kompozit malzemenin sıcaklığa göre freans değerleri . 61
Çizelge 4.8. Bir nolu cam kompozit malzemenin sıcaklığa göre frekans değerleri... 62
Çizelge 4.9. İki nolu cam kompozit malzemenin sıcaklığa göre frekans değerleri .. 63

x
SİMGELER VE KISALTMALAR DİZİNİ
Aij Yapının Genleşme Rijitliği
Bij Yapının Bağlantı Rijitliği
Dij Yapının Eğilme Rijitliği
f Frekans
R Gerilmelerin Oranı
σmax Maksimum Gerilme
σmin Minimum Gerilme

Fen Bilimleri Enstitüsü Müdürlüğüne
Bu çalışma jürimiz tarafından MAKİNE EĞİTİMİ ANABİLİM DALI'nda oybirliği ile YÜKSEK LİSANS TEZİ olarak kabul edilmiştir.
Başkan : Prof. Dr. Remzi VAROL
(Süleyman Demirel Üniversitesi Mühendislik Fakültesi Makine Müh. Bölümü - Isparta)
Yrd. Doç. Dr. Mustafa Reşit USAL
(Süleyman Demirel Üniversitesi-Teknik Eğitim Fakültesi Fakültesi Makine Eğitimi Bölümü-Isparta)
Doç. Dr. Ömer SOYKASAP
(Afyon Kocatepe Üniversitesi Teknik eğitim Fakültesi Makine Eğitimi Bölümü Afyonkarahisar)
Yrd. Doç. Dr. Melek USAL
(Süleyman Demirel Üniversitesi-Teknik Eğitim Fakültesi Fakültesi Makine Eğitimi Bölümü- Isparta)
Yrd. Doç. Dr. Ümran ESENDEMİR
(Süleyman Demirel Üniversitesi Mühendislik Fakültesi Makine Müh. Bölümü - Isparta)
ONAY
Bu tez 23/05/2008tarihinde yapılan tez savunma sınavı sonucunda, yukarıdaki jüri üyeleri tarafından kabul edilmiştir.
...../...../20..
Prof.Dr.Fatma KOYUNCU
Enstitü Müdürü

1
1.GİRİŞ
Bu tezin konusu havacılık, uzay ve otomotive endüstrilerinde kullanılan polimer
matrisli düz dokumalı kompozitlerin termo-mekanik özelliklerinin sayısal ve
deneysel yöntemlerle araştırılmasıdır. Bu malzemeler geleneksel malzemelere göre
çok daha hafif, üstün mukavemet ve performans özellikleri göstermektedir. Ayrıca
tasarım ve üretim esnekliği sayesinde bu malzeme teknolojilerin araştırma ve
geliştirilmesi çok büyük önem taşımaktadır. Bilindiği gibi kompozit malzeme
teknolojilerinin araştırma ve geliştirilmesi, Bilim ve Teknoloji Kurulu’nun 2005/4-
Ek 1 de yer alan “Öncelikli Alanlar” kapsamındadır.
Kompozit malzeme, istenilen özellikte bir malzeme oluşturmak için iki veya daha
fazla malzemenin fiziksel olarak birleşmesine denir. Kompozit malzemeler;
—Matris malzemeler
—Takviye elemanlar
—Katkı malzemelerinden oluşur.
Kompozit malzemelerin %90’ı polimer esaslı matrislerle üretilmektedir. Matris,
kompozit malzemelerin ana bileşenlerindendir. Matrisin başlıca görevleri;
—Kuvvetleri liflere iletmek
—Lifleri korozyon ve oksidasyon gibi, ortamın etkisi ve darbelerden
korumaktır.
Polimer matrisli kompozit malzemelerde, matris malzemeyi polimerler oluşturur.
Polimer matrisli kompozit malzemede polimer malzeme reçinelerdir. Polimer
matrisli kompozit malzemelerin takviye elemanları liflerdir. Katkılar; Dolgular,
kimyasallar ve diğer katkılar matrise niteliklerine göre özelliklerin geliştirilmesi
amacıyla ilave edilirler. Polimer matrisli kompozit malzemeler, Klasik Laminasyon
Tekniğiyle (KLT) üretilir. Bu yüzden polimer matrisli kompozit malzemelerin
görünüşleri tabakalar şeklindedir.

2
Malzemede yerine göre sağlamlık, esneklik, hafiflik, çevre şartlarına (nem, güneş
ışınları, gibi) dayanıklılık, darbe dayanımı, sertlik gibi günlük yaşamda kullanılan
terimlerle ifade edilen özellikler yanında daha bilimsel dille ısısal genleşme
katsayıları, yorulma, çatlama ve kırılma, çekme, eğme dayanımları ve benzeri
değerlerin uygunluğu aranır. Bütün bu istenen özellikleri tek bir malzemede bulmak
son derece ender rastlanan bir durumdur. 1950’li yıllardan itibaren polimer
kompozitler aranan boşluğu doldurmuştur. Bugün yaygın olarak uçak, roket, füze
gövdeleri, yüksek kalitede spor malzemeleri gibi maliyetin yüksek olmasının pek
önemli olmadığı alanlarda kullanıldığı gibi lastik, otomotiv sanayi, beyaz eşya,
basınca dayanımlı boru gibi daha düşük maliyet gerektiren sektörlerde de yaygın
olarak kullanılmaktadır. Önümüzdeki yıllarda uzay ve havacılık başta olmak üzere
robotik ve gelişen diğer teknolojilerde kompozit malzemelere daha çok ağırlık
verilecektir. Bu amaçla hem daha güçlü ve sağlam elyaflar, hem de daha yüksek ısı
dayanımlı, çatlak oluşturmayan, darbe dayanımı yüksek ve sert polimer matrisler
üzerinde çalışmalar dünyada ve ülkemizde devam etmektedir (Huten, 2003).
Tezde polimer matrisli düz dokumalı kompozitlerin mekanik özellikleri, sıcaklık ve
yorulma altındaki sönümleme davranışları incelenmiştir. Bunun için karbon elyaflı
ve cam elyaflı düz dokumalı kompozitler göz önüne alınmıştır. Düz dokumada
elyaflar ardışık olarak birbirinin altından ve üzerinden geçmektedir (bkz. Şekil 1).
Şekil 1.1. Düz dokuma stili

3
Düz dokumalı kompozitlerin eğilme ve yorulma özellikleri, titreşim sönümü ve doğal
frekans değerleri deneylerle incelenmiştir. Yorulma davranışı için çeşitli yönlenme
açılarına sahip tabakalı kompozit numuneler kullanılırdı ve yorulma cihazında
testlere tabi tutuldu; sonuçta gerilme ve tekrarlı yük sayıları (S-N) grafiklerle elde
edildi. Malzemenin titreşim sönüm özellikleri, sıcaklığa bağlı olmak üzere
deneylerle elde edildi. Titreşim sönüm değerlerinin bulunması için yarım bant
genişlik metodu kullanılırdı. Bunun için sönüm değerleri farklı sıcaklıklarda (-10 oC
ve +60 oC aralığında) ölçülerek sıcaklığın sönüm üzerindeki etkisi incelenmiştir.
Bu girişi takiben, kompozit malzemeler hakkında bilgi verildi, kullanım alanları ve
üretim yöntemleri açıklandı, elyaflar ve matrisler hakkında bilgi verildi. Tezin ikinci
bölümünde literatür araştırması. Tezin üçüncü bölümünde kullanılan malzeme
özellikleri ve deney yöntemleri açıklanıldı. Tezin dördüncü bölümünde deney
bulguları yazıldı. Son olarak da deney sonuçlarında elde edilen bulgular
irdelenmiştir.
1.1. Kompozitler
Kompozit malzeme, iki veya daha fazla malzemenin makro düzeyde birleşmesine
denir. Kompozit malzeme, kendisini oluşturan malzemelerin her birinden farklı
özelliklere sahip bir bileşik malzemedir.
Günümüzde en çok kullanılan kompozitlerden biri betondur, çimento ve kumdan
meydana gelen matris malzemesi, çelik çubuklar ile desteklenir. Bir diğer tanınmış
kompozit ise kerpiçtir. Çamur ve samanın karıştırılmasıyla ile oluşturulan bu
malzeme oldukça eskiden beri bilinen belki de insanlık tarihinin en eski yapı
malzemesidir ve halen Türkiye’de kırsal kesimde kullanılır. Bazı ülkelerde, (Örn;
Yemen’de) bu yapı malzemesinden çok katlı yüksek yapılar inşa edilir (Anonim,
1994).
Kompozit malzemeler, şekil 1.2 de görüldüğü gibi matris ve takviye malzemesinden
oluşurlar. Genellikle takviye (fiber) malzemesi; karbon, cam veya aramid olurken
matris malzemesi ise epoksi reçine den oluşmaktadır (Mazumdar, 2002).

4
Şekil 1.2. Kompozit malzeme de kullanılan fiber ve reçine
Takviyeli fiberler veya dokumalar kompozit malzemeyi güçlü, dayanıklı kılar. Buna
karşılık matrisler kompozit malzemeye katılık verir ve malzemeyi çevresel etkilere
karşı dirençli kılar.
Takviyeli fiberlerin farklı biçimleri (şekil 1.3) vardır. Bunlar uzun sürekli fiberler ve
kısa fiberlerdir. Kısa fiberler uzun fiberlerin kesilmiş halidir. Kısa fiberlere kırpılmış
fiberlerde denir. Fiberler uygulama (yapısal veya yapısal olmayan) ve üretim
metoduna göre uzun sürekli fiberler veya kısa fiberler tercih edilir. Yapısal
uygulamalar için uzun fiberler buna karşılık yapısal olmayan uygulamalarda kısa
fiberler tercih edilirler. Enjeksiyonlu kalıplama ve hazır kalıplamalı üretim
metodlarında kısa fiberler tercih edilir. Elyaf sarma ve profil çekme üretim
yöntemlerinde sürekli fiberler tercih edilirler (Mazumdar, 2002).
Şekil 1.3. Sürekli fiber ve kısa fiber kompozitler
Kompozit malzemeler genellikle matris malzemesine plastik, metal ve seramik
matrisli kompozitler olmak üzere üçe ayrılırlar. Kompozit malzeme ince tek bir

5
tabaka oluşturan matris malzemesi içine elyaflar, whiskerler veya parçacıklardan
veya değişik tabaka katmanlarından oluşan tabakalı kompozitler de oluşabilir (Şahin,
2000).
Çizelge 1.1. Matris, Takviye elemanı ve kompozit malzeme yapı tipleri (Olcay vd., 2002)
Matris
Malzemeleri Takviye
Elemanları Kompozit
Yapının Şekli
Polimerler Lifler Tabakalar
Metaller Granül Kaplamalar
Seramikler Whiskers Film-Folya
Polimer matrisli kompozit malzeme çizelge 1.2.de görüldüğü gibi matrisi polimer
olan malzemelerdir. Bu malzemeler belirli yönleme açılarıyla klasik laminasyon
tekniği dediğimiz tabakalar şeklinde üretilirler.
Teknolojide polimer matrisli kompozit malzemeler 1940’lı yıllarda havacılık
sektörüne hizmet vermek üzere geliştirilmeye başlanmışlardır. Amaç, çelik ve
alüminyum alaşımları gibi konvensiyonel malzemelerin yerine daha düşük ağırlıklı
ancak daha mukavemetli, sertlik değeri, aşınma dayanımı ve kırılma tokluğu yüksek
malzemelerin geliştirilmesiydi (Kayrak, 1999).
1.2. Fiberler ve Matrisler Bir kompozit malzeme, fiberlerle (elyaf) takviyelenmiş plastik reçinelerden oluşur.
Bir kompozit malzemenin davranışını anlamak için kompozit malzemedeki fiberlerin
ve matris malzemelerin görevlerinin bilinmesi gerekir. Fiberlerin ve matris
malzemelerin önemli görevleri aşağıda verilmiştir.
Bir kompozit malzemedeki fiberlerin görevleri
- Bir kompozit malzemeye uygulana kuvvetin yükünün çoğunu fiberler
taşır. Yükün neredeyse %90 fiberler tarafından taşınır.

6
- Fiberler, yüksek elastik modüle, sertlike ve yüksek sıcaklıktaki
dayanımları ve diğer yapısal özellikleriyle kompozit malzemeyi kararlı
kılar.
- Kompozit malzemenin elektrik iletkenliği ya da yalıtım özellikleri
kullanılan fiber malzemelerin özelliğine bağlıdır.
Bir matris malzeme, bir kompozit malzemenin yapısında birçok önemli görevleri
vardır. Matris malzemelerin önemli görevleri aşağıda verilmiştir.
Bir kompozit malzemedeki matrislerin görevleri
- Matris malzeme fiberleri bir arada tutar, böylece fiberlerin bireysel
hareket etmesine engel olur.
- Matris malzeme kompozit malzemeye yüklenen yükü fiberlere transfer
eder.
- Matris malzeme kompozit malzeme ye şekil verdiği gibi malzemenin katı
durmasını sağlar.
- Matris malzeme, çevresel faktörlerin vermiş olduğu kimyasal ve fiziksel
zararlara karşı kompozit malzemeyi korur.
1.2.1. Fiberler
Fiberlere değişik kaynaklarda lifler veya elyaflarda denilmektedir. Bu malzemeler
matris malzemenin içinde yer alıp kompozit malzemelerin en önemli mukavemet
elemanlarıdır. Kompozit malzemelerde kullanılan başlıca elyaflar aşağıda
açıklanmıştır.
1.2.1.1. Cam Elyaflar
Cam elyafın esasını silis-kum (SiO2) meydana getirmekle beraber belirli oranlarda
sodyum, kalsiyum, alüminyum, bor ve demir gibi elementlerin oksitlerinden oluşur.

7
Polimer esaslı kompozitlerde yaygın olarak kullanılan ve en ucuz olan takviye
elemanıdır (Şahin, 2000).
Cam elyafların bazı özellikleri aşağıdaki gibi özetlenebilir (A.S.M., 1984).
- Yüksek çekme mukavemetine sahiptirler, birim ağırlık başına
mukavemeti çeliğininden yüksektir.
- Isıl dirençleri düşüktür. Yanmazlar, ancak yüksek sıcaklıkta yumuşarlar.
Bu özellikleri katkı malzemeleri kullanılarak iyileştirilebilir.
- Kimyasal malzemelere karşı dirençlidirler. - Nem absorbe etme özellikleri yoktur, ancak cam elyaflı kompozitlerde
matris ile cam elyaf arasında nemin etkisi ile bir çözülme olabilir. Özel
elyaf kaplama işlemleri ile bu etki ortadan kaldırılabilir.
- Elektriği letmezler. Bu özellik sayesinde elektriksel yalıtımın önem
kazandığı durumlarda cam elyaflı kompozitlerin kullanılmasına imkan
tanırlar.
1.2.1.2. Bor Elyaflar
Bor elyaflar aslında kendi içlerinde kompozit yapıdadırlar. Çekirdek olarak
adlandırılan ince bir flamanın üzerine bor kaplanarak imal edilirler. Çekirdek
genellikle Tungstendir. Karbon çekirdek de kullanılabilir ancak bu yeni bir
uygulamadır (Schwartz, 1984).
Bor elyafların Silisyum Karbür (SİC) veya Bor Karbür (B4C) kaplanmasıyla yüksek
sıcaklıklara dayanım artar. Özellikle bor karbür kaplanmasıyla çekme mukavemeti
önemli ölçüde artırılabilir. Bor elyafların erime sıcaklıkları 2040 C civarındadır
(Chawla, 1987).
1.2.1.3 Silisyum Karbür Elyaflar
Bor gibi, Silisyum karbürün tungsten çekirdek üzerine kaplanması ile elde edilirler.
0,1 mm ile 0,14 mm çaplarında üretilirler. Yüksek sıcaklıklardaki özellikleri bor

8
elyaflardan daha iyidir. Silisyum karbür elyaf 1370C’ta mukavemetinin sadece
%30’nu kaybeder. Bor elyaf için bu sıcaklık 640C’tır (A.S.M., 1984).
Bu elyaflar genellikle Titanyum matrisle kullanılırlar. Jet motor parçalarında
Titanyum, Alüminyum ve Vanadyum alaşımlı matris ile kullanılırlar. Ancak
Silisyum karbür elyaflar Bor elyaflara göre daha yüksek yoğunluğa sahiptirler.
Silisyum karbürün karbon çekirdek üzerine kaplanması ile üretilen elyafların
yoğunluğu düşüktür (A.S.M., 1984).
1.2.1.4 Alümina elyaflar
Alümina, Alüminyum oksittir (Al2O3). Elyaf formundaki alümina 0,02 mm
çapındaki alümina flamanın Silisyum dioksit (SiO2) kaplanması ile elde edilir. Bu
malzemeler yüksek sıcaklık dayanımları nedeniyle uçak motorlarında
kullanılmaktadır (Kayrak, 1999).
Alümina elyafların çekme mukavemetleri yeterince yüksek değildir ancak basma
mukavemetleri yüksektir. Örneğin, alümina/epoksi kompozitlerin basma
mukavemetleri 2275 ila 2413 MPa’dır (Chawla, 1987).
1.2.1.5 Aramid Elyaflar
Aramid’aromatik polyamid’ in kısaltılmış adıdır. Polyamidler uzun zincirli
polimerlerdir, aramidin moleküler yapısında altı karbon atomu birbirine hidrojen
atomu ile bağlanmışlardır (Schawartz, 1984).
Uçak yapılarında, düşük basma mukavemetleri nedeniyle, karbon elyaflarla birlikte
hibrid kompozit olarak, kumanda yüzeylerinde kullanılmaktadırlar. Aramid elyaflar
elektriksel iletkenliğe sahip değildirler. Basma mukavemetlerin iyi olmamasının yanı
sıra kevlar /epoksi kompozitlerinin nem absorbe etme özellikleri kötüdür (Chawla,
1987).

9
1.2.1.6 Karbon Elyaflar
Karbon elyafların en önemli özellikleri düşük yoğunluğun yanı sıra yüksek
mukavemet ve tokluk değerleridir. Karbon elyaflar, nemden etkilenmezler ve
sürünme mukavemetleri çok yüksektir. Aşınma ve yorulma mukavemetleri oldukça
iyidir. Bu nedenle askeri ve sivil uçak yapılarında yaygın bir kullanım alanına
sahiptirler. Karbon elyaflar çeşitli plastik matrislerle ve en yaygın olarak epoksi
reçinelerle kullanılırlar. Ayrıca karbon elyaflar alüminyum, magnezyum gibi metal
matrislerle de kullanılırlar (Rouchan, 1987).
1.2.2. Matrisler
Fiberler matris malzemesinin içinde yer alır, matris fiberleri kaplar. Böyle olunca
dışardan gelebilecek nem, ısı, kimyevi vb. her türlü çevresel etkilere ilk maruz kalan
matrislerdir. Bunun için kompozit malzemenin özelliklerini matris malzeme belirler.
Örneğin sıcaklığı 150 °C üzerinde kararlı olmayan bir fiber, daha yüksek sıcaklığa
dayanabilen ve ısı yalıtımı iyi olmayan bir matris içinde yüksek sıcaklıkta
kullanılabilen bir kompozit oluşturabilinir. Tablo 1.2. de termoset ve termoplastik
matrislerin kullanılan maksimum sıcaklıkları verilmiştir.

10
Çizelge 1.2. Termoset ve termoplastiklerin maksimum sıcaklık değerleri (Mazumdar,
2002).
Malzemeler Maksimum Kullanılan sıcaklık (0C)
Termosetler
Vinil Ester 230-320
Polyester 150-250
Fenolikler 80-125
Epoksi 70-150
Cynate Ester 60-150
Bismaleimid 60-150
Termoplastikler
Polietilen 50-80
Polipropilen 50-75
Asetal 70-95
Nylon 75-100
Polyester 70-120
Polifenilen Sulfid 120-220
Polietereterketon 120-250
Teflon 200-260
Polimer matrisli kompozit malzemeler de matris malzemesi polimerlerdir.
Kompozitlerde kullanılan plastik matrisler, Termoset ve Termoplastik olmak üzere
ikiye ayrılır. Bu plastik malzemelerin ısısal davranışları birbirinden farklıdır. Aşağıda
bu malzemelerin özellikleri incelenecektir.
1.2.2.1 Termoset Matrisler
Polimer matrisli kompozitlerde, matris malzemesi için en çok kullanılan malzeme
termoset esaslı malzemelerdir. Bu malzemelerin üretiminde bir defaya mahsus ısıtılıp
biçim verilir, bundan sonra malzemeye tekrar ısı verilip şekil elde edilemezler. Onun
için bu malzemelerin geri dönüşümü olmadığından tekrar kullanılamazlar. Bunun
nedeni termoset matrisli malzemelerin molekülleri birbirlerine çapraz bağlıdırlar.
Böyle olunca bu moleküller ısıtıldığında atomlar birbirlerinin üzerine kaymazlar.

11
Ayrıca bu malzemeler çözünmezler. Termoset plastikler mukavemeti ve sıcaklığa
karşı dayanımları yönünden termoplastiklerden daha üstündür. Aşağıda en yoğun
kullanılan termoset matrisler ve genel özellikleri yer almaktadır.
Epoksiler; iki ya da daha fazla epoksit içeren bileşenlerden oluşurlar. Polifenol’ün
epikloridin ile bazik şartlarda reaksiyonu sonucu elde edilirler. Viskoz ve açık renkli
bir sıvı halindedirler (Rouchan, 1987).
Epoksilerin avantaj ve dezavantajları aşağıdaki gibi özetlenebilir (Schwartz, 1984).
Avantajları:
- Kopma mukavemetleri yüksektir.
- Elyaf yapılarla yüksek bağ mukavemeti sağlar.
- Yüksek aşınma direncine sahiptirler.
- Uçucu değildirler ve kimyasal dirençleri yüksektir.
- Düşük ve yüksek sıcaklıklarda sertleşebilme özelliğine sahiptirler
Dezavantajları:
- Polyesterle karşılaştırıldığında pahalıdır.
- Polyestere oranla yüksek viskoziteye daha az uygundur.
Polyester matrisler; dibazik asitlerin, dihidrik alkoller (glikol) yada dihidrik
fenollerle karışımının yoğuşması ile şekil alırlar. Polyesterin ana tipleri, polyester
bileşeninin doymuş asitle ya da alternatif malzeme olarak glikolle modifikasyonu
temeline dayanır. Ayrıca kür işlemi ile matrisin esnekliği iyileştirilerek kopma
gerilmesi artırılabilir (Chawla, 1987).
Polyester matrislerin avantaj ve dezavantajları aşağıdaki gibi özetlenebilir (Schwartz,
1984).
Avantajları:
- Takviyelerin neminin kolayca dışarı atılabilmesine izin veren düşük
viskozite
- Düşük maliyetli olması
12
- Çeşitli uygulamalar için geniş bir sınır içinde kolay imal edilebilirlik
- İyi çevresel dayanımları olması
Dezavantajları:
- Kür sırasındaki yüksek egzotermik reaksiyon zayıf elyaf/matris bağ
mukavemetine neden olur.
- Sistem gevrekleşmeye eğilimlidir.
- Çok seyreltik alkalilere bile zayıf kimyasal direnç gösterir.
Vinylester reçine matrisler; Polyesterlere benzerler. En önemli avantajları elyaf ve
matris arasında iyileştirilmiş bir bağ mukavemetine sahip olmalarıdır. Polyesterde
glikolün bir kısmının yerine doymamış hidrosilik bileşenlerin kullanılması ile elde
edilirler (Hoskin and Baker, 1986).
Fenolik reçine matrisler; Fenol, alkalin şartlar altında formaldeitle yoğuştuğunda
polimerizasyon oluşur. Polimerizasyon asidik şartlar altında yapılır. Fenolik
reçinelerin en büyük avantajı yükersek sıcaklık dirençleridir. En önemli
dezavantajları ise diğer matris malzemelerine göre mekanik özelliklerinin düşük
olmasıdır (Chawla, 1987).
1.2.2.2 Termoplastik Matrisler
Termoplastik matrisler termoset plastik matrislerin aksine geri dönüşüm olan
malzemlerdir. Bu malzemelere üretimin sonunda da ısıtma soğutma yapılıp tekrar
hazır hale getirilebilinir. Isıtma, soğutma işlemlerin de termoplastik matrislerin
sadece fizikse özellikleri değişir, kimyasal özelliklerinde bir değişiklik olmaz.
Termoplastik matrislerin bu özellikleri esasen moleküllerinden kaynaklanmaktadır.
Bu malzemelerin molekülleri düz zincirli polimerlerdir. Bundan dolayı termoplastik
matris malzeme ısıtıldığında yapısındaki atomlar birbirlerinin üzerine kayarlar.
Termoplastik grubunu oluşturan ve en çok kullanılan plastikler şunlardır:

13
Akrilik, Asetal, Akronitril-Butadiene-Streyn (ABS), Politetra Fluorethylene (PTFE),
Poliamid (PA), Polietilen (PE), Polipropilene (PP), Polivinil klorür (PVC)
1.3. Kompozit Malzemelerin Üretimi Takviye malzemesi ile reçine malzemesinin karışımında oluşan yeni malzemede
matris malzemesi sertleşene kadar malzeme kompozit olamaz. Matris sertleştikten
sonra malzeme kompozit malzeme olabilir. Bununla birlikte oluşan malzemeyi
değiştirmek mümkün değirdir. Buna karşılık metal alaşımlı bir yapıyı ısı işlemle
değiştirmek mümkündür (Gay vd., 2003).
Polimer matrisli kompozitlerde, reçine polyester olduğundan malzeme polimerize
edilmek zorundadır. Katılaştırma işlemi boyunca bir katkı malzemesi ile karıştırılan
reçine, malzeme polimerize edilirken malzeme sıvı halden katı hale geçer (Gay vd.,
2003).
Kompozit malzemelerin üretim işlemleri kalıplama yöntemleri ile olmaktadır. Bütün
kalıplama işlemlerinin basamakları şekil 1.4. de gösterilmiştir. Kalıpla yöntemleri
çeşitleri malzemenin yapısına, malzemelerin sayısına ve malzemenin maliyetine
bağlıdır. Kalıplama malzemesi; metal, polimer,ağaç, ve alçı olabilir (Gay vd., 2003).
Şekil 1.4. Kalıp işleme basamakları (Gay vd., 2003)
14
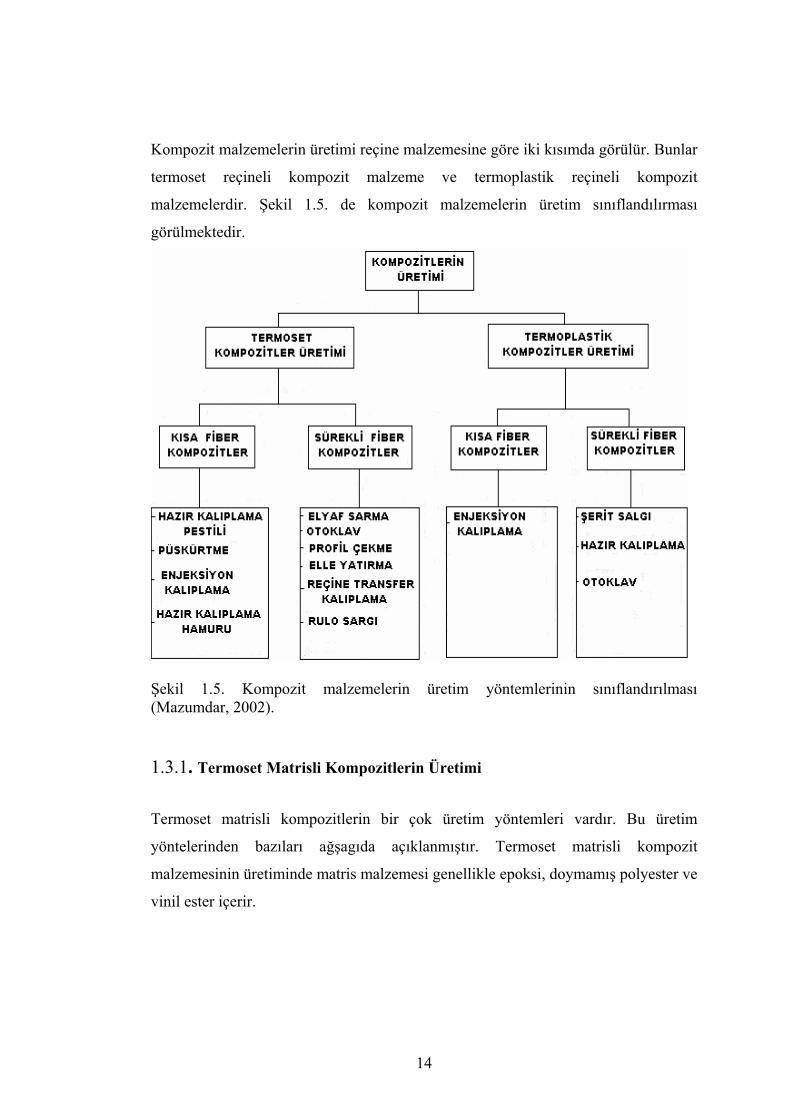
Kompozit malzemelerin üretimi reçine malzemesine göre iki kısımda görülür. Bunlar
termoset reçineli kompozit malzeme ve termoplastik reçineli kompozit
malzemelerdir. Şekil 1.5. de kompozit malzemelerin üretim sınıflandılırması
görülmektedir.
Şekil 1.5. Kompozit malzemelerin üretim yöntemlerinin sınıflandırılması (Mazumdar, 2002). 1.3.1. Termoset Matrisli Kompozitlerin Üretimi Termoset matrisli kompozitlerin bir çok üretim yöntemleri vardır. Bu üretim
yöntelerinden bazıları ağşagıda açıklanmıştır. Termoset matrisli kompozit
malzemesinin üretiminde matris malzemesi genellikle epoksi, doymamış polyester ve
vinil ester içerir.

15
1.3.1.1. El Yatırma Yöntemi
Düşük ve orta hacimli temas kalıplama olup, kayık teknesi, tanklar, bina panelleri ve
sanık gibi büyük boyutlu yapısal parçalı için yaygın olarak kullanılan en basit bir
yöntemdir. Genellikle, keçe, dokuma biçimdeki elyaflar takviye elemanı olarak
seçilir. Fakat ek dayanım ve elastik modülü kazandırmak için belirli konumlarda
dokuma şeklindeki elyaflar yanında sürekli cam ve karbon elyaflar da yerleştirilir
(Mileiko, 1983).
El yatırma yöntemi termoset matrisli malzemelerin üretim yöntemlerin den en basit
yöntemdir. Şekil 1.6'da el yatırma yöntemi bu yöntemden oluşmuş kayık
gösterilmiştir.
Şekil 1.6. El yatırma düzeneği (Gay vd., 2003) 1.3.1.2. Hazır Kalıplama
Hazır kalıplama bünyesinde cam elyafı, reçine, katkı ve dolgu malzemeleri içeren
kalıplamaya hazır, hazır kalıplama bileşimleri olarak adlandırılan kompozit
malzemelerin (SMC, BMC) sıcak pres kalıplarla ürüne dönüştürülmesidir. Karmaşık
şekillerin üretilebilmesi, metal parçaların bünye içine gömülebilmesi, farklı cidar
kalınlıkları gibi avantajları bulunmaktadır. Ayrıca ürünün iki yüzüde kalıp ile
şekillenmektedir. Diğer kompozit malzeme üretim tekniklerinin olanak vermediği
delik gibi komplike şekiller elde edilebilmektedir. Iskarta oranı düşüktür. Bu
yöntemin dezavantajları kalıplama bileşimlerinin buzdolaplarında saklanmaları

16
gerekliliği, kalıpların metal olmasından dolayı diğer kalıplardan daha maliyetli
olması ve büyük parçaların üretimi için büyük ve pahalı preslere ihtiyaç olmasıdır.
Hazır kalıplama yönteminde kullanılan bileşimler içeriklerine göre çeşitlilik
göstermekle beraber en çok iki tür hazır kalıplama bileşimi kullanılmaktadır.
Hazır kalıplama pestili / SMC (sheet moulding composites); SMC takviye malzemesi
olarak kırpılmış lif ile dolgu malzemesi içeren bir reçinenin önceden birleştirilmesi
ile oluşan pestil biçiminde malzemedir. Sürekli lifler, 25-50 mm kırpılmış olarak ve
kompozitin toplam ağırlığının %25-30 oranında kullanılır. Genellikle 1m
genişliğinde ve 3mm kalınlığın da üretilir.
Hazır kalıplama hamuru / BMC (bulk moulding composites); BMC takviye
malzemesi olarak kırpılmış lif ve dolgu malzemesi içeren bir reçinenin önceden
birleştirilmesi ile oluşan hamur biçiminde malzemedir.
Hazır kalıplama bileşimlerinin avantajları;
• Çok geniş tasarım esnekliği
• Düzgün yüzey
• Kolayca laklanabilme, boyanabilme ve kalıp içinde yüzeyin kaplanabilmesi
• Geri dönüştürülebilme ve hazırlığında geri dönüşmü malzeme kullanabilme
• Metal gömme parçaların yerleştirilmesi ile montaj kolaylığı
• Yüksek alev dayanımı
• Sıcaklık dayanımı
• Soğukta kırılgan olmamaenjeksiyon kalıplama (injection moulding)
Bu yöntem RTM'ye benzer bir yöntemdir. Farklılığı reçine/elyaf karışımın kalıp
dışarısında karışmış ve eritilerek basınç altında boş kalıp içine enjekte ediliyor
olmasındadır. Sadece düşük viskoziteye sahip termoset reçineler bu yöntemde
kullanılabilir. Diğer yöntemlere göre daha hızlıdır. Çoçuk oyuncaklarından uçak

17
parçalarına kadar bir çok ürün bu yöntemle üretilebilmektedir. Şekil 1.7. de hazır
kalıplama düzeneği görülmektedir (Philips, 1989).
Şekil 1.7. Hazır kalıplama düzeneği (Gay vd., 2003)
1.3.1.3. Reçine Transfer Kalıplama
Termoset malzemeler enjeksiyon kalıp ünitesine yerleştirilir ve ısıtılmış kalıp
içerisine uygun miktarda termoset plastikler enjekte edilir. Uygulanan basınç ve
sıcaklıkla kontrol edilir ve kalıplanacak ürüne bağlı olarak çevrim 45 S ve 120 S
arasında değişir (Şahin, 2000).
Bu yöntemle karmaşık parçalar üretilebilinir. F1 arabalarında bazı parçalar bu
yöntemle hazırlanmaktadır. Şekil 1.8. de reçine transfer kalıplama görülmektedir.
Şekil 1.8. Reçine transfer kalıplama düzeneği (Gay vd., 2003)

18
1.3.1.4. Profil Çekme Yöntemi
Profil çekme yöntemi şekil 1.9'da gösterilmiştir. Bu yöntemde reçine malzemesi
olarak genellikle polyester, vinil ester ve epoksi kullanılır. Takviye malzemesi olarak
ta sürekli fiber malzemesi kullanılır.
Şekil 1.9. Profil çekme düzeneği (Gay vd., 2003)
1.3.1.5. Elyaf Sarma Yöntemi
Bu yöntem özel biçime sahip ürünlerin seri üretimine uygundur. Elyaf sarma
yöntemi sürekli elyaf liflerinin reçine ile ıslatıldıktan sonra bir makaradan çekilerek
dönen bir kalıp üzerine sarılmasıdır. Sürekli liflerin farklı açılarla kalıba sarılmasıyla
farklı mekanik özelliklerde ürünler elde edilebilir. Yeterli sayıda elyaf katının
sarılmasından sonra ürün sertleşir. Ardından döner kalıp ayrılır (Philips, 1989).
Bu yöntemle yapılan ürünler, füze boruları, petrol nakli için borular, yat direkleri,
uçak su tankları vb. ürünlerdir. Şekil 1.10. de elyaf sarma şekli verilmiştir.

19
Şekil 1.10. Elyaf sarma düzeneği (Gay vd., 2003)
1.3.1.6. Püskürtme Metodu
Püskürtme yöntemi elle yatırma yöntemini aletli şekli olarak kabul edilebilir. El
yatırma metoduna benzer açık kalıplama düşük ve orta hacimdeki tekneler ve
kayıklar, tanklar, duş ünitesi ve daha büyük karmaşık şekilli ise bu teknikle el
yatırmadan daha iyidir. Kırıcı ve püskürtme tabancası arasından sürekli cam elyaf
demeti beslenir. Bu aygıt aynı anda elyafları kırparak kalıp üzerine reçineyi kataliz
eder. Bu nedenle kalıplanan laminate havayı yok etmek ve reçine içine takviye
elemanı ıslatabilmek için rülolar kullanılır. Gerekli kalınlar elde edilinceye kadar
kırpılmış elyaf ve reçine ilave edilir. Katılaşma genellikle oda sıcaklığında veya ısı
kullanılarak hızlandırılabilir. Ana malzemeyi püskürtmeden önce kalıp içerisine
silikon sürülür daha iyi yüzey elde edilir. Özgül dayanım için örgü elyaflarda ilave
edilebilir. Reçine olarak yine polyesterler kullanılır. Bu metod parça karmaşıklığı
fazla ise faydalıdır. Bu tekniğin avantajı, basit, maliyeti düşük olması, taşınabilir
aygıt ve parça boyutu sınırlamasının olmamasıdır (Şahin, 2000).
1.3.1.7. Tabakalı Birleştirme
Açık yapılar şekillenmiş kalıp yüzeyi ile ısıtılmış zımba arasında sıcak presleme
usülu ile uygun şekilde üretilir. Ön gömülmüş elyaf (prepreg)’lerin reçine ile

20
doyurulması ile preslenir veya sarılarak üretilir. Mandrel üzerine veya levha arkasına
şerit yerleştirilmelidir. Tabakayı elle tutulabilir hale getirmek için kısmi ısıtma işlemi
yapılarak levha arkası daha sonra kaldırılır. Böylece tabakada bütün elyaflar aynı
doğrultuda yönlendirilmiş olur ve buna ‘Prepreg’ adı verilir (Şahin, 2000). Şekil
1.11’de gösterilmiştir.
Şekil 1.11. Prepregin şematik şekli (Chawla, 1987)
Bu prepregler bigisayarla kontrollü lazer veya su jeti ile kesilerek yaprak şeklinde
levhalar oluşturulur, ve bunlar kalıp içerisinde belirli yönde (şekil 1.12)
yerleştirilerek istif edilir. Örneğin, 0°, 90°, 0°/90°, 0°/45°, 45°/45° vb. şeklinde
paralel olarak tabakalanır (Şahin, 2000).
Şekil 1.12. Tabakalı kompozit (Mazumdar, 2002)

21
Otoklav (şekil 1.13.) diğer bir birleştirme metodudur. Kalıp içerisine levha şeklinde
istif edilen elyaf ve matriks çiftleri sistemdeki tüm havayı dışarı atmak için vakum
torbaya konulur. Bunun içinde delikli yüzey tabakası ve sızan reçineyi toplayan
tabakalarda kullanılır. Bunun içinde delikli yüzey tabakası ve sızan reçineyi toplayan
tabakalarda kullanılır. Bunların üzerine naylon örtülür ve kenarlardan sızdırmazlık
sağlanır, otoklav yavaşça ısıtılır. İlk önce reçine erimeğe başlar sonra basınç altında
ve sıcaklıkta bir gaz altında sertleşmesi sağlanır. Atmosfer basıncı kalıp içindeki
havayı ve sızan reçineyi ve laminetteki boşlukları elimine ederve daha yüksek camın
konsentra olmasını sağlar. Parçanın son bitire yüzeyini iyileştirir. Sıcak gazın
sirkülasyonu üniform bir sıcaklık sağlar (Şahin, 2000).
Şekil 1.13. Otoklavla tabakalı bir kompozitin üretimi (Chawla, 1987)
1.3.2. Termoplastik Matrisli Kompozitlerin Üretimi
Termoplastik matris kompozitler termoset matrisli kompozitlere göre bir çok avantaj
ve dezavantajları vardır (Chawla, 1987).
Termoplastik kompozitlerin avantajları:
- Soğutma ihtiyaçları yoktur
- Parçalar ısı tarafından birleştirilebilinir
- Parçalar tekrar kalıba sokulabilinir ve geri dönişüm sağlanabilinir

22
- Termoplastikler, termosetlerden daha iyi dayanıklı ve dirençlidir.
Termoplastik matrisli kompozitlerin dezavantajları:
- Termosetler den daha fazla sıcaklıkta üretilirler
- Termoplastikler rijitlerdir. Yani onlarda kısmi kür edilmiş epoksilerin
yapışkanlığı yoktur.
1.3.2.1. Enjeksiyon Kalıplama
Çok yüksek üretim miktarlarında çok büyük hacimli kompleks parçalar üretmek için
tekli veya çok parçalı kalıplar kullanılarak cam elyaf takviyeli plastiklerden yüksek
hacim oranlı bir metoddur. Farklı termoplastik malzemelerle çok değişik mekanik,
kimyasal, elektriksel ve ısıl özellikler elde edilebilir. Bu işlem normal plastik
kalıplamak için kullanılan işleme benzer ancak cam elyaf ihtiva eden ve onları
dağıtan besleyici deposu mevcut bulunmaktadır. Topak elde etmek için polimer
tanecikler ve kırpılmış elyaflar karıştırılır ve vidalı bir karıştırıcıda ısıtılır. Çok
delikli kalıp aracılığıyla çekilir. Bu deliklerden geçirilen kırpılmış elyaflar %50
hacim oranlı çok ince dağılmış boyu 1 mm olan küçük tanecikler topaklar haline
dönüşür. Tanecikler enjeksiyon makinesine gönderilir ve daha sonra soğuk kalıp
içine enjekte edilir. Plastik kalıpta katılaştığında kalıp ayrılarak parça çıkarılır.
Elyafla takviyeli enjeksiyon kalıplama, normal enjeksiyon kalıplamadan daha yüksek
basınç (200 MPa) ve daha uzun çevrim zamanı (2 dak) gerektirir. Dişliler, valf
gövdeleri, otomobil aygıtı panelleri ve yüksek boyutsal kararlılığa sahip ve tasarımı
karışık parçalar üretilir (Şahin, 2000).
1.4. Kompozit Malzemelerin Özellikleri Kompozit malzemelerin avantajları ve dezavantajları aşağıda maddeler halinde
açıklanmıştır.
Kompozit malzemelerin avantajları;

23
• Kompozit malzemeler yüksek sertliğe sahip olmalarıyla birlikte hafif
malzemelerdir. Polimer matrisli kompozitler genelde 1,5-2 gr/cm³
yoğunluğundadır.
• Kompozitler yüksek mukavemet özelliklerine sahip malzemelerdir. Öyle ki
çekme, basma, darbe, yorulma dayanımları çok yüksektir.
• Kompozit malzemelerin kimyasal ve korozyon direnci çok iyidir. Çünkü
kompozit malzemelerin dış yüzeyi polimerlerle kaplıdır.
• Kompozitler yüksek ısı dayanıma sahip malzemelerdir.
• Kompozit malzemeler titreme ve gürültü iletimleri çok düşüktür. Bu
özellikleri metallerden iyidir. Bu özelliklerden dolayı kompozitler, uçak
kanatlarından golf sopalarına kadar geniş bir kullanma alanları vardır.
• Kompozit malzemelerin tasarımı ve şekillendirmesi kolaydır.
• Kompozit malzemelerin elektrik özellikleri çok esnektir. Kompozitler
kullanılan malzemeye göre iletken ya da yalıtkan özellik gösterebilirler.
• Uçak ve otomobillerde kompozit malzeme kullanılarak, bu taşıtlarda ağırlık
azalır ve böylece bunlarda yakıt tasarrufu sağlanır.
Kompozit malzemelerin dezavantajları;
• Kompozit malzemelerin üretimi zor ve maliyetleri yüksektir. • Kompozit malzemelerin sıcaklık direnci matris malzemelerine bağlıdır.
Genelde matris malzemeler polimerlerdir. Ve bu malzemelerin sıcaklık
dirençleri sınırlıdır.
• Kompozit malzemelerin kimyasal dirençleri matrislere bağlıdır. Ve bu matris
malzemeler polimerlerdir. Bazı polimerlerin kimyasal dirençleri düşüktür.
• Kompozit malzemeler nem emerler. Bu da onların boyutsal istikrarını etkiler.
• Kompozitler geri dönüşümü olmayan malzemelerdir.

24
• Aynı kompozit malzeme için farklı mukavemet değerleri çıkabilir.
1.5. Kompozit Malzemelerin Kullanım Alanları Kompozit malzemelerin uygulama alanları çok geniştir. Kompozit malzemelerin
olmadığı bir endüstri kolu bulmak zordur. Kompozit malzemeler birçok endüstri için
tercih edilirler. Kompozit malzemelerin en geniş kullanım alanı ulaşım endüstrisidir.
Kompozit malzemelerin bu kadar geniş kullanma alanlarının sebebi hafifliğin
yanında mukavemet özellikleri iyi olmasıdır. Aşağıda değişik endüstri kollarında
kullanılan kompozit malzemeler verilmiştir.
1.5.1. Havacılık Endüstrisi Havacılıkta son yıllarda yapılan temel bir atılım metal malzeme yerine kompozit
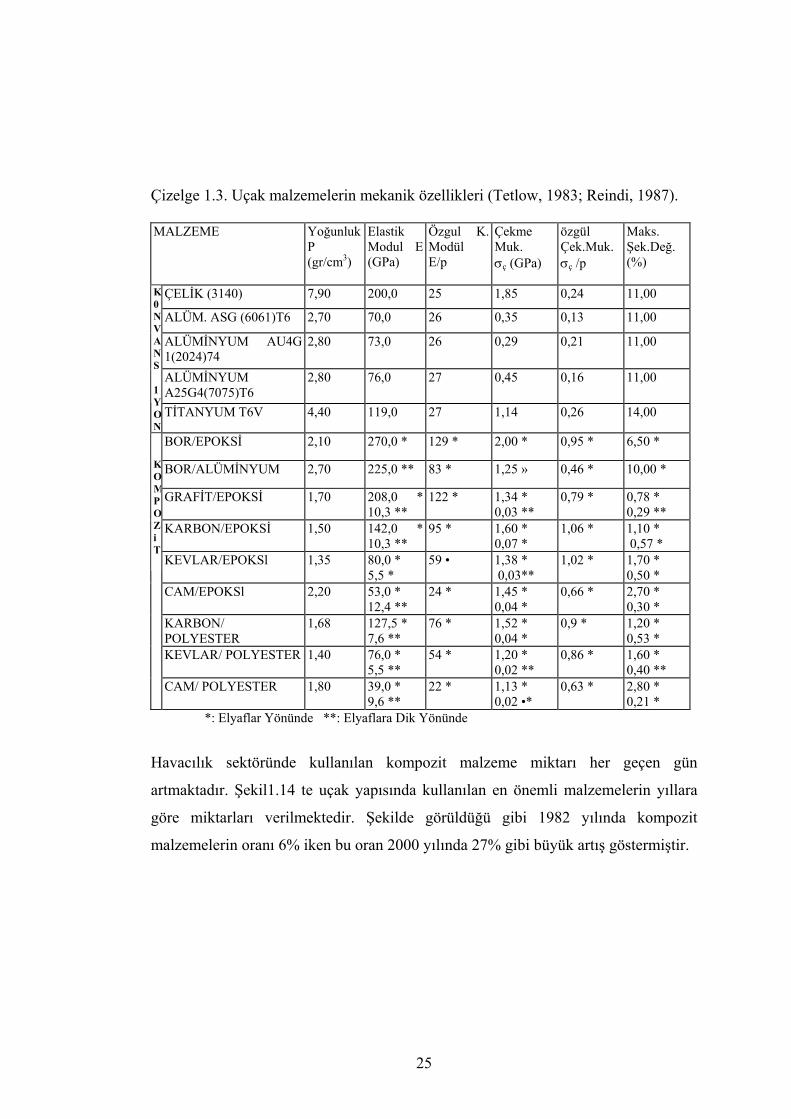
malzeme kullanımı konusudur. Çizelge 1.3’te uçak tasarımında kullanılan kimi metal
alaşımları ile kompozit yapıların mekanik özellikleri verilmiştir. Uçak yapısı için
malzeme seçiminde önemli bir kriter olan mekanik özelliğin yoğunluğa oranı ile
ifade edilen, özgül mekanik özellik değerleri karşılaştırıldığında bor/epoksi ve
karbon/epoksi kompozitlerin konvensiyonel malzemelerden önemli farklarla üstün
oldukları görülmektedir (Kayrak, 1999).
25
Çizelge 1.3. Uçak malzemelerin mekanik özellikleri (Tetlow, 1983; Reindi, 1987).
MALZEME
YoğunlukP (gr/cm3)
Elastik Modul E (GPa)
Özgul K. Modül E/p
Çekme Muk. σç (GPa)
özgül Çek.Muk. σç /p
Maks. Şek.Değ. (%)
ÇELİK (3140) 7,90 200,0 25 1,85 0,24 11,00
ALÜM. ASG (6061)T6 2,70 70,0 26 0,35 0,13 11,00
ALÜMİNYUM AU4G 1(2024)74
2,80
73,0
26
0,29
0,21
11,00
ALÜMİNYUM A25G4(7075)T6
2,80
76,0
27
0,45
0,16
11,00
K0 NVANS 1 YON
TİTANYUM T6V 4,40 119,0 27 1,14 0,26 14,00
BOR/EPOKSİ 2,10 270,0 * 129 * 2,00 * 0,95 * 6,50 *
BOR/ALÜMİNYUM 2,70 225,0 ** 83 * 1,25 » 0,46 * 10,00 *
GRAFİT/EPOKSİ 1,70 208,0 * 10,3 **
122 * 1,34 * 0,03 **
0,79 * 0,78 * 0,29 **
KARBON/EPOKSİ 1,50 142,0 * 10,3 **
95 * 1,60 * 0,07 *
1,06 * 1,10 * 0,57 *
KEVLAR/EPOKSl 1,35
80,0 * 5,5 *
59 •
1,38 * 0,03**
1,02 *
1,70 * 0,50 *
CAM/EPOKSl 2,20 53,0 * 12,4 **
24 * 1,45 * 0,04 *
0,66 * 2,70 * 0,30 *
KARBON/ POLYESTER
1,68 127,5 * 7,6 **
76 * 1,52 * 0,04 *
0,9 * 1,20 * 0,53 *
KEVLAR/ POLYESTER 1,40
76,0 * 5,5 **
54 * 1,20 * 0,02 **
0,86 *
1,60 * 0,40 **
KOMPOZ i T
CAM/ POLYESTER 1,80
39,0 * 9,6 **
22 * 1,13 * 0,02 •*
0,63 * 2,80 * 0,21 *
*: Elyaflar Yönünde **: Elyaflara Dik Yönünde
Havacılık sektöründe kullanılan kompozit malzeme miktarı her geçen gün
artmaktadır. Şekil1.14 te uçak yapısında kullanılan en önemli malzemelerin yıllara
göre miktarları verilmektedir. Şekilde görüldüğü gibi 1982 yılında kompozit
malzemelerin oranı 6% iken bu oran 2000 yılında 27% gibi büyük artış göstermiştir.

26
Şekil 1.14. Uçak yapısında kullanılan en önemli malzemelerin miktarları (Gay vd., 2002)
Düşük yoğunluğa sahip kompozit yapıların uçak tasarımında kullanılması ile metal
yapıya oranla ağırlık kazancı sağlanmıştır. Şekil 1.15’te gelişen teknoloji ile birlikte,
uçak tasarımında kompozit malzeme kullanımındaki artış verilmektedir (Margolis,
1986).

27
Şekil 1.15. Uçak malzemelerin kullanım oranlarının yıllara göre değişimi (Margolis,
1986)

28
1.5.2. Otomotiv Endüstrisi
Otomotiv endüstrisinde kullanılan kompozit mazemeler, diğer malzemelere nazaran
daha hafif olmakla birlikte mukavemetleri iyidir. Kompozit malzemelerin
hafifliğinde dolayı taşıt araçlarında yakıt tasarrufu sağlar. Kompozit malzemeyle
tasarlanan bir araç gideceği yolu diğer malzemelerle tasarlanan araçlara göre daha az
yakıt harcar.
Bugün kompozit malzemeler otomotiv endüstrisinde çok geniş kullanım alanlarına
sahiptirler, spor arabalarda, yolcu otobüslerinde, kamyonlarda, uygulamalar vardır.
Otomotiv endüstrisi 2000 yılında kompozit malzemelere 318 milyon sterlin para
harcamıştır. Çünkü otomobil pazarı çok pahalıdır, karbon fiber takviyeli kompozit
malzemeler yüksek maliyetlerinden dolayı kabul edilmezler. Otomotiv endüstrisi
cam fiberleri ana takviye malzemesi olarak yararlanılar. Çizelge 1.4 te otomobil
endüstrisi geçmişinde kullanılan, uygulamala alanlarına göre kullanılan matris
malzemeler ve üretim metodları gösterilmiştir (Mazumdar, 2002).
Çizelge 1.4. 1988 ve 1993 yılları arasında otomobillerde kullanılan kompozitlerin
oranı (Anonim, 1994)
Uygulamalar Kullanım
(kgx106)
Matris
Malzeme
Kullanım
(kgx106)
Üretim
Yöntemi
Kullanım
(kgx106)
Tampon 42 Polyester 42 SMC (Hazır
Kalıplama)
40
Koltuk 14 Polypropylene 22 GMT (Preslenebilir
Takviyeli
Termoplastik)
20
Kaput 13 Polycarbonate/PBT 10 Enjeksiyon
Kalıplama
13
Radyatör 4 Polyethlene 4 Ekstra Güç
Kalıbı
5
Tavan 4 Epoksi 4 Elyaf Sarma 3
Diğer 11 Diğer 7 Diğer 8
Toplam 89 Toplam 89 Toplam 89

29
1.5.3. Spor ve Eğlence Endüstrisi
Spor ve eğlence endüstrisinde kompozit malzeme kullanımı çok yaygındır. Kompozit
malzemeler diğer malzemelere göre hafif, mukavemeti iyi, titreşim özellikleri iyi
olmasından dolayı tercih edilirler. Kompozit malzemeler gol sopaları, yarış botları,
tenis raketleri, kayak, balık oltaları, bisiklet vb. ürünlerin üretiminde kullanılırlar
(Mazumdar, 2002).
1.5. 4. Deniz Endüstrisi
Kompozit malzemeler, korozyon direncinin iyi olması, hafifliği, yakıt tasarrufu
sağlaması, daha hızlı hareket olanağı sağlaması ve daha konforlu olmasından dolayı
deniz endüstrisi uygulamalarında çok çeşitli uygulamala alanları vardır. Kompozit
mazemeler, gemi, yat, yolcu feribotları, deniz botları, can simidi vb. ürünlerin
üretiminde kullanılırlar. Deniz endüstrisinde kullanılan kompozit malzemeler
genellikle cam takviyeli plastik kompozitlerdir (Mazumdar, 2002).
1.5.6. Tüketici Eşya Endüstrisi
Kompozit malzemeler tüketici eşya üretiminde çok geniş uygulama alanları vardır.
Kompozit malzemeler dikiş makineleri, kapılar, küvetler, masalar, bilgisayarlar,
yazıcılar vb. ürünlerin üretiminde kullanılırlar. Bu ürünlerin parçalarını çoğu kısa
fiber kompozit malzemeler olup hazır kalıplama ve enjeksiyon kalıplama
yöntemleriyle üretilirler (Mazumdar, 2002).
1.5.7. Diğer Uygulama Alanları
Kompozit kullanım alanları çok geniştir ve gün geçtikçe daha da genişlemektedir.
Çünkü kompozit malzemeler doğal malzemeler değildirler, bileşik malzemelerdir.
Kullanım yerine göre, o kullanı alanının özelliklerine göre kompozit malzeme
geliştrilebilinir. Kompozit malzemeler, köprü yapımında, rüzgâr türbünleri, basınçlı

30
gaz kabları, biomekanik uygulamalar, nükleer reaktörler boru tesisatları, dişli çarklar,
batarya ızgaraları gibi geniş kullanım alanlarına sahiptirler.

31
2. KAYNAK ÖZETLERİ
Polimer matrisli dokumalı kompozitler simetrik ve dengeli malzeme özelliklerine
sahip olmaları, üretimde kullanım kolaylığı sağlaması ve darbe etkilerine göre üstün
özelikler göstermesi açısından hava, uzay ve otomotiv endüstrisinde kullanımı gün
geçtikçe artmaktadır.
Yapılan literatür çalışması sonucunda; polimer matrisli kompozit malzemelerin
mikromekanik ve dinamik özellikleri incelenmiştir. Çalışmada daha çok uçaklarda
her geçen gün kullanımı artan kompozit malzemeler ön plana çıkartılarak 8 kat
karbon kompozit ve 8 kat cam kompozit malzemelerin mekaniksel davranışları
incelenerek bu malzemelerin mekanik karşılaştırılmaları yapılmıştır.
Bu kompozitlerin malzeme özelliklerinin belirlenmesi, dokumalı malzemeden
yapılacak yapıların performansının tasarım aşamasında belirlenmesi bakımından
oldukça önemlidir. Genellikle çok tabakalı bir kompozitin makromekanik
davranışının belirlenmesi için klasik tabakalama teorisi KLT kullanılır.
Kompozit yapılar genellikle heterojen ve izotrop olmayan ortotrop veya anizotrop
yapılardır. Ortotrop bir yapının bir noktasında üç temel eksen doğrultusunda farklı
malzeme özellikleri söz konusudur. Ancak yapı birbirine dik üç temel düzleme göre
simetriktir. Anizotrop bir yapıda ise bir noktada tüm yönlerde farklı özellikler
sözkonusudur ve özelliklerin simetrik olduğu düzlemler yoktur. Özellikler yöne bağlı
olarak değişmektedir (Chamis, 1974).
Kompozit malzemelerin heterojen ve izotrop olmayan yapılarda olmaları nedeniyle
tasarım ve analizlerinde mikro mekanik ve makro mekanik olarak adlandırılan iki
farklı inceleme dalı söz konusudur (Kayrak, 1999).
Mikro mekanikte, mikroskobik ölçeklendirme ile kompoziti oluşturan matris ve
elyafların bireysel rollerinden hareketle kompozit yapının özellikleri incelenir.
Makro mekanikte ise kompozit malzeme homojen bir yapı olarak kabul edilir ve

32
incelemeler bu yönde geliştirilir. Mikro mekanik ve makro mekanik modeller ile
kompozit malzeme tasarımlarında maksimum verimle istenilen özelliklerin
sağlanması mümkün olmaktadır (Jones, 1975).
Tek bir tabakanın düzlem içi özellikleri kalınlık boyunca integre edilerek çok
tabakalı yapının genleşme Aij, eğilme Dij ve bağlantı rijitlikleri Bij hesaplanır
(Gibson, 1994).
Çok tabakalı bir kompozitin genleşme rijitlikleri doğru bir şekilde hesaplanmasına
rağmen eğilme rijitliklerinde özellikle az sayıda tabakaya sahip yapılarda kabul
edilemez hatalar vermektedir. Karbon elyaflı ve polimer matrisli dokumalı
kompozitlerle yapılan deneylere göre (Yee ve Pellegrino, 2005). KLT ile
hesaplanmış eğilme rijitlikleri ve birim uzama değerleri çok büyük farklar
göstermektedir.
Bu yapılar genellikle uzaya gönderilirken küçük hacimlere katlanarak paketlenmekte
ve uzayda daha büyük yüzey ve hacimlere açılımları sağlanmaktadır (Soykasap,
2005).
Fujita vd. (1992) ve Dano vd. (2000) dokumalı kompozitlerin düzlem içi
özelliklerinin belirlenmesi için kiriş elemanlar kullanmıştır (Fujita vd., 1992 ve Dano
vd., 2000).
Bednarcyk ve Arnold (2003) dokumalı kompozitler için üç boyutlu birim hücre
modeli geliştirmiş ve mekanik özelliklerin belirlenmesinde bu birim hücrelerin
ardışık tekrarlanması ile makro seviyede malzeme modeli üretilmiştir (Bednarcyk ve
Arnold, 2003).
Kompozit malzemede birçok yorulma modu vardır: örneğin matriste çatlak oluşması,
elyafların kopması, elyaf ve matris arasında bağın kopması, malzeme içindeki
boşlukların büyümesi ve tabakalar arası bağların kopması (Hanh, 1978; Stinchcomb,
1979).

33
Surya ve Ignaas (2004) yaptıkları çalışmalarında düz dokumalı kompozitlerin
yorulma mukavemetinin uygulanan çekme yükün doğrultusundan oldukça etkilendiği
sonucuna varmıştır (Surya ve Ignaas, 2004).
Van ve Degrieck (2001) ise düz dokumalı cam-epoksi kompozitlerin eğilme yükleri
altında yorulmasını incelemiş ve bunun için bir de sayısal model geliştirmiştir (Van
ve Degrieck, 2001).
Kawai ve Taniguchi (2005) ise düz dokumalı karbon-epoksi kompozitlerin
yorulmasında sıcaklık etkisini incelemiştir (Kawai ve Taniguchi, 2005).
Kueh vd. (2005) üç eksenli dokumalı karbon-epoksi kompozitlerin sıcaklık altında
mekanik davranışını incelemiş ve malzemenin nonlineer davrandığını belirlemiştir
(Kueh vd., 2005).
Baker (1999) uçak yapısında yorulma sonucu ortaya çıkan çatlakların kompozit
yapıştırma tekniği ile tamirini incelemiştir. Bu parçaların tamiri için iki yöntem
tartışılmıştır. Birinci olarak yapıştırılan yamanın yorulma davranışının belirlenmesi;
ikinci olarak yamanın kendi yorulmasının gözlemlendiği gelişmiş yama konseptidir
(Baker, 1999).
Uçak parçaları imalat sırasında meydana gelen ya da servis sırasında maruz
kaldıkları çevrimsel yükler nedeniyle çatlaklar içerirler. Bu çatlaklar etkiyen yüklerin
büyüklüğüne, frekansına ve ortamın korozif etkisine bağlı olarak zamanla büyür.
Daha uzun çatlak daha fazla gerilme konsantrasyonuna neden olur. Dolayısıyla,
çatlak ilerleme hızı zamanla artacaktır ve parçanın mukavemeti de çatlağın varlığına
bağlı olarak düşecektir. Parçanın kalıntı mukavemeti çatlak boyunun büyümesiyle
düşer. Belirli bir zamandan sonra kalıntı mukavemet o kadar düşer ki parça servis
sırasında etkileyebilecek ani yük artışlarını taşıyamaz hale gelir. Böyle yük artışları
servis sırasında meydana gelmese bile normal servis yükleri altında zamanla kırılma
meydana getirir (Turan, 2001).

34
Kedward vd. (2005) uzay uygulamaları için yapıştırılmış kompozit parçaların
tasarımlarını ele almıştır. Sonlu elemanlar tekniği kullanarak mekanik ve termal
yükler altında kayma ve soyma gerilmelerini incelemiştir (Kedward vd., 2005).
Zhang vd. (2005) yapıştırıcı ile birleştirilmiş kompozit parçaların 3 boyutlu gerilme
analizini incelemiştir. Bu yapıların analizi için Mortensens’in yaklaşımını kullanarak,
sıcaklık ve nem yükleri tabakalar arası sayma, kayma gerilmeleri göz önüne alınarak
analitik bir metot geliştirilmiştir (Zhang vd., 2005).
Yapıştırıcı ile birleştirilmiş kademeli bağlantıların yorulma karakteristiklerini
incelemiştir. Yapılan testler sonucu çatlağın bindirme bağlantısının ucunda
başladığını ve kompozit yapının tabaka ayrılmasıyla yayıldığını bulmuştur (Kim vd.,
2004).
Çeşitli yapıştırma teknikleriyle birleştirilmiş sürekli fiberli kompozitlerin bindirme
bağlantılarının dayanımını ve hata modlarını deneysel olarak ele almıştır. Kompozit
malzemelerin tabaka ayrılmasına karşı hassasiyetinden dolayı yapıştırıcıyla
birleştirilmiş kompozit yapıların hata dayanımının her zaman yapıştırıcı dayanımı ile
orantılı olmadığını bulmuştur. Ayrıca yüzey pürüzlülüğü, yapıştırma kalınlığı ve
köşe kavislerinin etkisi üzerinde çalışılmıştır (Yoo vd., 2005).
35
3. MATERYAL VE YÖNTEM
Bu çalışmadaki malzemeler malzemeler THY kompozit atölyesinde üretilmiştir.
THY atölyesinde üretilen iki tür kompozit malzemeden faydalanılmıştır. Bu
malzemeler Airbus firmasının orijinal BMS 8-168 3K-70-PW seri numaralı karbon
prepreg (reçine emdilirmiş elyaf) kompozit ve Boing firmasının BMS 8-301 CLASS
1 EA 9390 seri numaralı katalizörü ile el ile yayma metodu ile üretilen cam kumaş
kompozit malzemelerdir. Cam dokumalı kompozit malzemenin yoğunluğu 1896
kg/m³ ve karbon dokumalı kompozit malzemenin yoğunluğu 1672 kg/m³ tür.
3.1. Test Parçalarının Üretilmesi
Karbon prepreg malzemeler ve cam kumaş malzemelerin her ikisi de 8 kat olarak kür
(sertleştirme) edilmek suretiyle imal edilmiştir. Sadece eğilme deneyinde kullanılan
karbon prepreg malzeme tek katmanlı olarak kür edilmek suretiyle imal edilmiştir.
Karbon prepreg malzemeler kür fırınlarında üretilmiştir. Cam kumaş kompozitler ise
elle yayma tekniği ile ısı lambaları altında kür edilerek üretilmiştir.
3.1.1. Prepreg Karbon Kompozit Deney Parçalarının Üretilmesi
Önceden reçine emdirilmiş elyaflara prepreg denir. Reçinenin elyaflara emdirilme
işlemleri başka imalatçılar tarafından gerçekleştirilir. Bu imalatçılar fiberlere
emdirilmiş bu reçineleri kısmen sertleştirirler ve rulolara sararak kompozit malzeme
imalatçılara sevk ederler. Bu şekilde hazırlanan kompozit parça hammaddeleri
prepreg olarak adlandırılırlar (Boeing, 1996). Deney numunesi olarak üretilen BMS
8-168 3K 70-PW karbon prepreg malzemenin ağırlığı 195gr/m2 ve kür edilme tabaka
kalınlığı 0,22mm’dir.
Rulo halinde bulunan prepreg malzemeden önceden belirlenen açı ve istenilen kat
kadar kesilir. Bu çalışmada 8 kat cam ve 8 kat karbon prepreg malzemeler şekil 3.1.
de görüldüğü gibi malzeme üzerine çizilerek 0°, +45°, +90°, -45°, 0°, +45°, +90°, -
45° açılarda kesme işlemi yapılmıştır.

36
Şekil 3.1. Prepreg malzeme üzerine istenilen açı ve ölçülerde çizim yapılarak
kesilmesi (Durmuş, 2006).
Üretici firmalar kullanım yerlerine göre prepreg malzemeleri farklı dokuma şeklinde
üretebilirler. Şekil 3.2.’de farklı dokuma türleri görülmektedir.
Şekil 3.2. Kompozit malzemelere uygulanan çeşitli dokuma çeşitleri (Boeing, 1996)
Uygun açılarda kesilmiş parçalar açı sırasına uygun olarak birbirlerinin üzerine
paralel olarak üst üste yapıştırılır. Hazırlanan parçalar kür işlemine geçilmeden önce

37
vakuma torbasına alınır. Vakum torbasının alınmasının iki büyük amacı vardır.
Birinci amaç uygulanan vakum sayesinde malzeme katlarının birbirine yapışmasını
hızlandırmak, ikinci amaç ise katlar arasındaki uçucu gazları ve hava kabarcıklarının
giderilmesini sağlamaktır (Durmuş, 2006).
Kompozit malzemeler vakuma alma işleminden sonra belirli sıcaklık ve basınç
altında kür edilir. Kür işleminde matris malzemesi kimyasal bağ oluşturarak sertleşip
katı hale gelir. Bu çalışmada Boing firmasının kullandığı BMS 8-301 CLASS 1 EA
9390 seri numaralı reçine ile cam kumaşı 200°F sıcaklıkta ve Airbusun kullandığı
BMS 8-168 3K-70-PW karbon prepreg malzemede 250°F sıcaklıkta kür edilmiştir.
Örneğin 250°F karbon malzeme fırına konulmadan önce fırın 54°C sıcaklığa kadar
ısıtılır. Fırının programına bilgiler malzemenin özelliğine göre 121°C (250°F)’
dereceye kadar dakikada 3°C artarak şekilde giriş yapılmalıdır. 121°C (250°F)
sıcaklıkta 90 dakika bekletilerek kür edilir. Gerekli zaman tamamlandıktan sonra
dakikada 3°C azalacak şekilde 52°C’ye kadar soğuma işlemi gerçekleştirilir ve kür
işlemi tamamlanmış olur (Durmuş, 2006).
Belirli süreden sonra malzeme oda sıcaklığına düşene kadar bekletilir. Sonra vakum
torbası malzemeden çıkartılır. Şekil 3.3.’te vakum torbasından çıkmış malzemeler
görülmektedir.

38
Şekil 3.3. Kür edilmiş karbon parçalarının vakumdan çıkartıldıktan son hali
(Durmuş, 2006)
Bu aşamadan sonra karbon kompozit malzeme hazır hale gelmiştir. Karbon kompozit
malzememiz deney için belirli ölçülerde kesilerek teste tabi tutulmuştur.
3.1.2. Elle Yayma Metodu ile Cam Kompozit Deney Numunelerin Üretilmesi
Bu yöntemde hazır halde bulunan cam elyaflar belirli açılarda kesilerek, reçine ile
emdirilir. Sonra sertleştirilmeye bırakılır. Kür işlemi olarak bilinen bu yöntem oda
sıcaklığında gerçekleşebilinir.
Bu çalışmada Airbus’ın kendi uçaklarında kullandığı BMS 8- 301 CLASS1 9390 seri
numaralı orijinal reçine kullanılarak yine Airbus’un kullandığı ince dokulu cam
kumaş malzemelerin kür işlemi gerçekleştirilmiştir. BMS 8-301 CLASS1 9390
reçine 150 dakikada 121°C’de kür olabilmektedir. Reçinenin çekme mukavemeti
56,5 MPa, çekme modülü 2,880 MPa, maksimum birim uzaması %2,5 kayma
modülü 1,157 MPa’dır. Bu çalışmadaki cam kumaşından ıslak metot ile üretilen
parçalar 0°, +45°, +90°, -45°, 0°, +45°, +90°, -45° açılarda kesilerek üretilmiştir.

39
Prepreg malzemelere uygulanan vakuma alma işleminin aynısı elle yayma tekniğinde
de uyguladıktan sonra parçaların kür edilme işlemine geçilmelidir. Bu çalışmada
parçalar kür edilirken (Şekil 3.4) THY’nın atölyesinde lamba ile kür etme yöntemi
yapılmıştır.
Şekil 3.4. Elle yayma tekniği ile parçaların ısıveren lamba altında kür edilmesi
(Durmuş, 2006)
Kür işlemi tamamlandıktan sonra oda sıcaklığına kadar bekletilerek vakum
torbalarından çıkartılır (Şekil 3.5).

40
Şekil 3.5. Cam kumaşından elle yayma metodu ile kür edilen parçalar (Durmuş,
2006)
Hazır hale gelen cam kompozit paraçalar tek bindirmeli ve çift bindirmeli olmak
üzere birleştirilir. Birleştirme işleminde film yapıştırıcı kullanılılır. Bu çalışmada
BMS 5-101 tipi film yapıştırıcı kullanılmaktadır. Yapıştırıcı epoksi reçinedir.
Kullanılan bu yapıştırıcı malzemelere yapıştırıdıktan sonra 121°C sıcaklıkta kür
edilmektedir. Film yapıştırıcının ortalama film ağırlığı 0,062 1bs/ft2, kayma
mukavemeti 5023 psi, yoğunluğu 95.51 1b/ft3, özgül ağırlığı 1,53’tür.
Yapıştırılmış deney parçaları vakuma alınır ve kür edilir. Deney parçaları prepreg ve
ıslak metot da olduğu gibi vakum işlemi yapılır. Sonra deney parçaları film
yapıştırıcının kür işlemi için fırına konulur.
Kür işleminden sonra deney parçaları oda sıcaklığına kadar soğutulduktan sonra
vakum torbasından çıkarılır. Hazır hale gelen tek bindirmeli ve çift bindirmeli cam
kompozitler belirli ölçülerde kesilerek teste tabi tutulur. Şekil 3.6. ve Şekil 3.7. de
tek bindirmeli, çift bindirmeli cam kompozitler görülmektedir.

41
Şekil 3.6. Tek bindirmeli cam kompozit malzemeler (Durmuş, 2006)
Şekil 3.7. Çift bindirmeli cam kompozit malzemeler (Durmuş, 2006)

42
3.2. Yöntem
Bu çalışmadaki eğilme ve yorulma deneyleri İNSTRON 8801 cihazında
gerçekleştirilmiştir. Şekil 3.8’de deneylerin yapıldığı cihaz görülmektedir.
Şekil 3.8. Deneylerin yapıldığı cihaz
Titreşim deneyinde -4°C ile +65°C arasında farklı sıcaklıklarda deney numunelerin
frekans değerleri ölçülmüştür. Titreşim deneyinde yarım bant genişlik yöntemi
kullanılmıştır.
3.2.1. Yorulma Deneyinin Yapılması
Bu çalışma yorulmadaki yapı elemanların hasar modların belirlenmesi için
yapılmıştır. Birçok makine parçaları ve yapı elemanları kullanılma esnasında
tekrarlanan gerilmeler (yükler) ve titreşimler altında çalışmaktadırlar. Tekrarlanan
gerilmeler altında çalışan metalik parçalarda, gerilmeler parçanın statik
dayanımından küçük olmalarına rağmen, belirli bir tekrarlanma sayısı sonunda
genellikle yüzeyde bir çatlama ve bunu takip eden kopma olayına neden olurlar.

43
Yorulma adı verilen bu olay ilk defa 1850 – 1860 yılları arasında Wöhler tarafından
incelenmiş ve teknoloji ilerledikçe mühendislik uygulamalarında daha fazla önem
kazanmıştır. Otomotiv ve uçak endüstrisindeki parçalar ile kompresör, pompa, türbin
gibi makinelerin parçalarında görülen mekanik hasarların yaklaşık % 90'ı yorulma
sonucunda olmaktadır (Anonim,1996).
İNSTRON 8801 cihazında yorulma testleri yapılmıştır. Makinenin sistemi tamamen
bilgisayar kontrollüdür. Deneyler yük kontrolü ile gerçekleşmiş olup, yükler frekansı
5 Hz olan sinüzoidal dalga formunda uygulanmıştır. Sırayla yapışmalı çift bağlantılı
cam kompozit malzemeye ve yapışmasız düz karbon kompozit malzemelere çekme-
çekme yorulması uygulanmıştır. Yorulma diyagramı Şekil 3.9.’de verilmektedir.
Deney sırasında R= σmin / σmax = 0.1 alınmıştır.
Şekil 3.9. Yorulma yüklemesi
Yorulma deneyinde amaç, farklı sabit gerilmeler altında malzemenin kaç çevrim
sonunda çatlayacağını veya kırılacağının belirlenmesidir. Yorulma deneyinde
kullanılan kompozit malzemeler 8 katmanlı olarak kür edilmiştir. Cam dokumalı
kompozit malzemenin yoğunluğu 1896 kg/m³ ve karbon dokumalı kompozit
malzemenin yoğunluğu 1672 kg/m³ tür. Yorulma deneyinde bir tane 0.084 MPa
üretilen çift bindirmeli cam kompozit malzeme bununla birlikte yorulma deneyinde
0,067 MPa basıncında üretilen bir tane düz kompozit malzeme ve 0,084 MPa
basıncında üretilen dört tane düz kompozit malzeme kullanılmıştır.

44
3.2.1.1. Çift Bindirme ile Yapışmış Numunelerin Yorulma Deneyleri
Çift bindirme ile birleştirilmiş cam-cam kompozit malzemeler 0,084 Mpa’da kür
edilmiştir ve daha sonra film yapıştırıcı uygulanmıştır. Yapıştırma işlemi ise 0,084
MPa basınçta, 121 °C sıcaklıkta, 90 dakika süre bekletilerek gerçekleşmiştir.
Malzemenin boyutları Şekil 3.10.’de verilmiştir.
Şekil 3.10. Çift bindirme ile yapıştırılmış deney numunesi boyutları (mm)
3.2.1.2. Yapışmamış Numunelerin Yorulma Deneyleri
Düz dokumalı karbon kompozit malzemeler biri 0,067 MPa basıncında kür edildi
diğer karbon kompozit malzeme ise 0,084 MPa basıncında kür edilmiştir. Şekil
3.11.’de yapışmamış düz kompozit malzemenin boyutları görülmektedir.
Şekil 3.11. Yapışmamış deney numunesi boyutları (mm)
3.2.2. Eğilme Deneyinin Yapılması
Eğilme deneyinde standart üç noktalı eğilme deneyi yapılmış olup malzemelerin
eğilme mukavemeti belirlenmiştir. Tek tabaka kompozitler için üç noktalı eğilme

45
deneyi uygun olmadığı için özel bir yöntem uygulanmıştır. Bu deneyde amaç tek bir
tabakalı kompozitleri minimum eğilme yarıçapının bulunmasıdır. Eğilme deneyinde
cam kompozit malzemelerin minimum eğilme yarıçapı fotogrametrik bir yöntemle
ölçülmüştür. Yine eğilme deneyinde karbon kompozit malzemelerin minimum
eğilme yarıçapını ölçmek için malzeme arkasına milimetrik bir kağıt yerleştirilmiş ve
deney video’ya (Sony, Handycam DVD602E) kaydedilmiş, deneyden sonra kopma
anındaki yarıçap ölçülmüştür.
Eğilme deneyinde beş tane tek bindirme ile yapışmış cam kompozit malzeme ve yedi
tane tek katmanlı düz dokumalı karbon kompozit malzeme kullanılmıştır.
Malzemelerimizin yarıçaplarını ölçerken, cam malzememizde cihaza kumpas
bağlanarak kameraya deney anı çekildi kopma anında kameradaki görüntü
durdurularak fotogrametrik yöntemle ölçüm yapıldı. Karbon malzememizde ise
malzemenin arkasına milimetrik bir kâğıt yapıştırıldı, yine deney anı kameraya
kaydedildi. Kopma anında kameradaki görüntü durdurularak milimetrik ölçülerinden
yararlanılarak ölçüm yapıldı. Eğilme deneyinde yorulma deneyinde olduğu gibi
İNSTRON 8801 cihazında gerçekleşmiştir. Eğilme deneyindeki çenenin hızı 5
mm/dk’dır.
3.2.2.1 Dokumalı Tek Bindirmeli Cam Kompozit Malzeme
Tek bindirme ile birleştirilmiş cam-cam kompozit malzememiz 0,084 MPa’da kür
edilmiş ve daha sonra film yapıştırıcı uygulanmıştır. Yapıştırma işlemi ise 0,084
MPa basınçta, 121 °C sıcaklıkta, 90 dakika süre bekletilerek gerçekleşmiştir. Ele
alınan boyutlar Şekil 3.12.’de, malzemenin cihaza yerleşmesi Şekil 3.13.’de
verilmiştir.

46
Şekil 3.12. Tek bindirme ile yapışmış numune boyutları. (mm)
Şekil 3.13. Dokumalı tek bindirmeli cam kompozit malzemenin üç nokta eğilme
deneyi.
3.2.2.2 Dokumalı Düz Karbon Kompozit Malzeme
Çok ince yapılarda eğilme mukavemeti bulunabilmesi için üç nokta eğilme deneyi
yetersiz kalmaktadır. Bu yüzden alternatif eğilme gerçekleştirilmiştir. Numunenin iki
ucu bir bant yardımı ile çekme cihazının çenelerine tutturulmuştur. Deney sırasında
çenenin hareketi ile numunede basit eğilme meydana gelmektedir. Bu şekildeki
deney düzeneği eğilme sırasında büyük yer değiştirmelere izin vermekte ve
malzemenin eğilme yükündeki minimum eğilme yarıçapı ölçülebilmektedir.
Malzemenin boyu çenenin genişliği ve malzemenin tahmini minimum yarıçapı da
elde edilmektedir. Dokumalı düz karbon kompozit malzememiz tek katmanlı olup

47
eğilme deneyi yapılmıştır. Ele alınan boyutlar Şekil 3.14.’te, malzemenin cihaza
yerleşmesi Şekil 3.15.’te verilmiştir.
Şekil 3.14. Yapışmamış deney numunesi boyutları (mm)
Şekil 3.15. Dokumalı düz karbon kompozit malzemenin eğilme deneyi
3.2.3. Titreşim Deneyinin Yapılması
Sönümleme, titreşimli yük altında çalışan makine parçalarının ve yapıların analiz ve
tasarımındaki en önemli parametrelerden biridir. Bir malzeme özelliği olarak
incelenir ve kısaca malzemenin anlık veya devirsel yük altında belirli bir zaman
aralığında bu enerjiyi absorbe etmesidir. Sönümlemeyi ölçmek için değişik metotlar
geliştirilmiştir. Ama genel hatlarıyla üç ana yöntem vardır. Bunlar, yarım bant
genişliği, logaritmik sönümleme ve güç giriş yöntemidir (Çolakoğlu, 2002).

48
Sönümlemeyi etkileyen faktörler: yorulmaya sebebiyet veren devir sayısı, porozite,
sıcaklık, çalışma frekans aralığı, tane boyutu, devirsel yükten oluşan şekil değiştirme
miktarı ve korozyon olarak sıralanabilir (Çolakoğlu, 2004).
Titreşim deneyinde, yarım bant genişliği metodu uygulanmıştır. İki tane 8 katmanlı
düz dokumalı cam kompozit malzeme ve iki tane 8 katmanlı düz karbon kompozit
malzeme kullanılmıştır. Şekil 3.16. ve Şekil 3.17.’de malzemeler verilmiştir.
Şekil 3.16. Karbon kompozit malzeme
Şekil 3.17. Cam kompozit malzeme

49
Çizelge 3.1 ve Çizelge 3.2’de deneyde kullanılan cam ve karbon kompozit
malzemelerin boyutları verilmiştir.
Çizelge 3.1. Karbon kompozit malzemelerin boyutları
Malzeme No Genişlik (mm) Uzunluk (mm) Kalınlık(mm) 1 19,56 250 2,86 2 19,7 250 2,85
Çizelge 3.2. Cam kompozit malzemelerin boyutları
Malzeme No Genişlik (mm) Uzunluk (mm) Kalınlık(mm) 1 1,88 240 0,17 2 1,92 240 0,17
Titreşim deneyi yapılırken malzemelerin sıcaklığına bağlı kalınarak frekans değerleri
ölçüldü. Malzemelerin sıcaklığını ölçmek için Şekil 3.18.’de gösterilen kızıl ötesi
sıcaklık ölçer (TFA SCANTEMP 410) kullanıldı.
Şekil 3.18. Sıcaklık ölçer

50
Titreşim deneyi sırasında malzemeler hem ısıtıldı hem soğultuldu. Malzemeleri
ısıtmak için Şekil 3.19.’da gösterilmiş olan bir fırın kullanıldı.
Şekil 3.19. Deney malzemeleri ısıtma fırını
Malzemeleri soğutma için Şekil 3.19.’da gösterilen 1m3 lük derin dondurucu
kullanıldı.
1m3 lük Derin dondurucunun özellikleri;
—Sistemde ½ hp’lik güç üreten bir adet kompresör, ¾ hp’lik kondeser ve 1 adet fan
mevcut
—Sistemin gaz şarjı R22 gazı ile yapılıyor
—Termometre +50/-50 sıcaklık arasında çalışabiliyor
—Termostatımız -10/-24,5 C sıcaklıkları arasında duyarlılığa sahip

51
Şekil 3.20. Deney malzemeleri soğutmak için derin dondurucu
Titreşim deneyinde malzemelerin frekanslarını ölçmek için Şekil 3.21.’de gösterilen
Bilgisayar (TOSHIBA T6600C) kullanıldı.
Şekil 3.21. Malzemelerin frekans değerlerini ölçmek için bilgisayar
Titreşim deneyi yapılırken malzemeyi ısıtma-soğutma işlemlerinde sıcaklık ölçerle
malzemenin sıcaklığı ölçülür. Sonra Şekil 3.22.’de gösterilen titreşim deney
sisteminde frekansları ölçülmüştür.

52
Doğal frekans değerlerini bulmak için kullanılan bilgisayar metodunda deney
numuneleri serbest-serbest sınır koşullarını sağlayacak şekilde asılmış ve ölçümler
sırasında deney numunesinin üzerine ivme ölçer bağlanmıştır. Test numunesine
damping çekici ile hafifçe vurulmuş ve ivme ölçer yardımıyla titreşim sinyali elektrik
sinyaline dönüştürülerek ampermetreye aktarılmıştır. Bilgisayardaki program
yardımıyla zaman-cevap sinyali frekans-cevap sinyaline dönüştürülmüştür. Bu
sayede, kompozit malzemeler için serbest-serbest sınır şartlarında I. ve I. modlardaki
frekans değerleri ölçülmüştür.
Şekil 3.22. Titreşim deney sistemi

53
4. ARAŞTIRMA BULGULARI
4.1. Yorulma Deneylerin Sonuçları
4.1.1 Çift Bindirme İle Yapışmış Numunenin Yorulma Deneyi Sonuçları
Çift bindirme ile birleştirilmiş cam kompozitlerin yorulma deneyi yapılmış olup
sonuçlar Çizelge 4.1. ve Şekil 4.1.’de verilmektedir. Bu kompozit malzemelere
çekme-çekme formunda yükler yüklenmiştir.
Cam kompozit çift bindirme bağlantısında yorulma sonucu yapışma bölgesinde
değil, ancak yapışma bölgesine yakın noktalardan kopma meydana gelmiştir.
Çizelge 4.1. 0,084 MPa çift bindirmeli cam kompozit malzemenin yorulma deneyi
sonuçları
Deney
No
Boy
(mm)
En
(mm)
Toplam
Kalınlık
(mm)
Tekrar
Sayısı
Maksimum
Yük (kN)
Not
1 188,3 27,35 6,25 20768 8,28 Parça koptu
(Durmuş, 2006)
2 189,4 27,11 5,78 740 7,36 Parça koptu
(Durmuş, 2006)
3 189,8 27,35 6,05 40400 6,44 Parça koptu
(Durmuş, 2006)
4 181,5 27,4 6,08 161772 5,52 Parça koptu
(Durmuş, 2006)
5 184,5 27,4 6,50 290000 4,60 Parça koptu

54
01
23
45
67
89
0 1 2 3 4 5 6
log (N)
Yük
(kN
)
Şekil 3.3. 0,084 MPa çift bindirmeli cam kompozit malzemenin yorulma deneyleri
sonuçları
Yorulma deneyi sonucunda çift bindirmeli cam kompozit malzemenin kopmuş hali
Şekil 3.4.’te görülmektedir.
Şekil 3.4 Çift bindirme olarak yapışmış cam kompozit parçaların yorulma deneyi
sonucu kopmuş halleri.

55
4.1.2 Yapışmamış Numunelerin Yorulma Deneyleri Sonuçları
Yorulma deneyinde cihazımız çekme-çekme yüklerine ayarlanmıştır. Elde edilen
deney sonuçları Çizelge 4.2, Çizelge 4.3 ve Şekil 3.5’te verilmiştir.
0,067 MPa’de üretilen numune, deney sırasında deneyin uzun sürmesi nedeniyle
deneye ara verilmiş, numune cihazın çenelerinden sökülmüş ve daha sonra tekrar
bağlanarak deneye devam edilmiştir. Üçüncü bağlama sırasında parça kopmuştur.
Şekil 3.6’da kopmuş hali verilmektedir. 0,084 MPa’de üretilen numuneler Çizelge
4.3’te sonuçları görülmektedir ve bu çizelgedeki 3 ve 4 nolu numuneler yine tekrarlı
bağlama sırasında kopmuştur.
Çizelge 4.2. 0,067 MPa yapışmamış karbon kompozit malzemenin yorulma deneyi
sonucu.
Deney No
Boy (mm)
En (mm)
Kalınlık(mm)
Tekrar Sayısı
Mak. Yük (kN)
Not
1 123 27,17 2,83 1644037 22,66 Tekrarlı bağlamada
koptu.

56
Çizelge 4.3 0,084 MPa yapışmamış karbon kompozit malzemenin yorulma deneyi
sonuçları.
Deney no
Boy (mm)
En (mm)
Kalınlık (mm)
Tekrar Sayısı
Maksimum Yük (kN)
Not
1 125 27,34 2,9 32350 21,22 Parça Koptu
2 125 27,33 2,9 218180 18,86 Parça Koptu
3 125 27,17 2,96 1003530 16,5 Tekrarlı Bağlamada
Koptu 4 125 27,18 2,9 902500 14,15 Tekrarlı
Bağlamada Koptu
0
5
10
15
20
25
0 1 2 3 4 5 6 7
log (N)
Yük
(kN)
Şekil 3.5. 0,067–0,084 MPa’de kür edilen yapışmamış karbon kompozit
malzemelerin yorulma sonuçları

57
Şekil 3.6. 0,067 MPa dokumalı düz karbon kompozit malzemenin yorulma deneyi sonucu kopmuş hali 4.2. Eğilme Deneylerinin Sonuçları
4.2.1. Dokumalı Tek Bindirmeli Cam Kompozit Malzemenin Eğilme Deneyleri
Sonuçları
Eğilme deneyinde malzemenin kopma anı Şekil 3.7’de ve deney sonucu elde edilen
değerler Çizelge 4.4’te verilmiştir. Üç nokta eğilme deneyinde dokumalı tek
bindirmeli cam kompozit malzemede yapıştırma bölgesinde yavaş yavaş yırtılma
olduğu görülmüştür.
Şekil 3.7. Dokumalı tek bindirmeli cam kompozit malzemenin üç nokta eğilme
deneyi kopma anı.

58
Çizelge 4.4. Tek bindirmeli cam kompozit malzemenin üç nokta eğilme deneyi sonuçları
Den
ey N
o
Gen
işlik
(m
m)
Uzu
nluk
(m
m)
Kalın
lık
(mm
)
Yapış
ma
Uzu
nluk
(m
m)
Topl
am
Uzu
nluk
(m
m)
Üç
nokt
a D
este
k M
esaf
esi
(mm
)
Mak
. Yük
(N
)
Rm
in
(mm
)
Eğilm
e M
ukav
emet
i (M
Pa)
1 27,34 120 2,22 25,4 214,6 190 104 62,7 274,4
2 27,06 110 2,19 25,4 194,6 175 117 69,4 284,4
3 27,32 110 2,12 25,4 194,6 175 110 _ 267,4
4 27,40 110 2,26 25,4 194,6 175 108 _ 262,5
5 27,31 100 2,12 25,4 174,6 160 159 73,3 353,3
ORT 68,46 288,4
4.2.2. Dokumalı Düz Tek Katmanlı Karbon Kompozit Malzemenin Eğilme
Deneyleri Sonuçları
Dokumalı düz tek katmanlı kompozit malzemenin uzun numunelerinde çeneler
deney sırasında birbirine değmesine rağmen malzemede kopma olmamaktadır.
Bunun için ideal numune boyu birkaç deneme yapılarak bulunmuştur. Bununla
birlikte deney numunenin boyu kısaltıldığında, kopma olduğu görülmektedir.
Karbon kompozit malzemenin kopma anı Şekil 3.8.’de ve deney sonucunda elde
edilen değerler Çizelge 4.5’ de verilmiştir.

59
Şekil 4.6 Dokumalı düz karbon kompozit malzemenin kopma anı
Çizelge 4.5. Dokumalı düz karbon kompozit malzemenin eğilme deneyi sonuçları
Deney
No
Malzeme
Boyu
(mm)
Genişlik
(mm)
Kalınlık
(mm)
Kritik
Eğrilik
Yarıçapı
(mm)
Mak.
Kuvvet
(N)
1 49,40 25,0 0,26 8,20 _
2 50,10 25,6 0,29 10,40 24,47
3 40,44 14,8 0,24 10,00 14,13
4 49,04 23,8 0,27 10,20 23,13
5 48,69 24,5 0,26 9,60 16,77
6 48,38 24,6 0,30 10,00 15,67
7 49,06 24,7 0,23 10,00 22,97
ORT 9,77

60
4.3. Titreşim Deneylerinin Sonuçları
Eğilme deneyinde teste tabi tutulan cam ve karbon kompozit malzemelerin titreşim
deneyleri sonuçları Çizelge 4.3, Çizelge 4.4, Çizelge 4.5 ve Çizelge 4.6’da
verilmiştir.
Çizelge 4.6. Bir nolu karbon kompozit malzemenin sıcaklığa göre frekans değerleri
Sıcaklık (ort.)
f1 (hz)
g1 10-5
f2 (hz)
g2 10-5
-10 °C 221,43 271,91 636,02 205 -7,2 °C 221,43 295,02 640,06 224,53 -2,6 °C 221,43 230,17 640,06 203,82 1,5 °C 220,7 257,68 639,33 216,25 5,8 °C 220,7 323,27 639,33 187,6 13 °C 221,43 221,59 634,92 193,28
14,5 °C 221,43 267,5 636,39 206,98 22,3 °C 221,43 194,44 634,55 180,5 28,3 °C 220,7 335,38 634,55 183,49 33 °C 223,64 413,47 612,15 294,94 42 °C 219,96 231 633,08 255,93
43,5 °C 219,23 385,38 633,08 252,68 47,6 °C 219,23 375,04 633,08 256,18 48 °C 219,23 308,01 632,72 260
51,8 °C 220,7 130,42 624,27 299,34 58,5 °C 220,33 219,04 627,21 279,12

61
Çizelge 4.7. İki nolu karbon kompozit malzemenin sıcaklığa göre frekans değerleri
Sıcaklık (ort) f1 (hz) g1 10-5 f2 (hz)
g2 10-5
-8 °C 217,76 204,57 633,45 227,14 -7 °C 217,76 189,53 632,72 185,14 -4 °C 217,76 173,65 632,72 171,26 -1 °C 217,76 159,03 631,98 201,43 1 °C 217,76 226,41 632,72 270,21
8,4 °C 217,39 150,58 631,61 132,8 10 °C 217,39 155,98 631,25 160,62 15 °C 217,39 178,78 631,25 246,09 19 °C 217,03 172,52 630,51 170,14
35,6 °C 218,5 325,15 626,84 166,68 38,6 °C 218,5 255,53 626,11 174,04 41,6 °C 217,76 181,28 626,11 151,82 50 °C 217,76 214,25 628,31 180,79 55 °C 217,76 251,61 628,31 191,67 58 °C 217,39 249,76 626,84 197,88 63 °C 217,03 302,89 626,84 203,56 64 °C 217,39 306,48 626,11 216,08

62
Çizelge 4.8. Bir nolu cam kompozit malzemenin sıcaklığa göre frekans değerleri
Sıcaklık (ort.)
f1 (hz)
g1 10-5
f2 (hz)
g2 10-5
-5°C 108,7 329,69 581,67 445,68 -4 °C 108,7 437,83 581,31 430,62 -6 °C 108,7 298,54 581,67 445,92 -3 °C 108,7 448,01 580,57 444,11
10,5 °C 107,6 507,75 577,63 390,67 11 °C 107,6 464,09 577,63 403,82 13,6°C 107,6 322,66 576,9 387,11 16,5 °C 107,6 290,04 576,9 298,93 17 °C 107,6 295,81 576,17 341,75 19 °C 107,6 429,66 575,43 257,98
21,7 °C 107,23 348,98 575,43 291,2 22 °C 107,23 329,91 574,7 286,02 40 °C 106,86 463,69 571,76 275,11 45 °C 106,126 445,77 570,29 292,15 51 °C 106,13 255,42 573,23 411,68 52 °C 106,13 584,84 571,02 257,32 56 °C 105,76 494,3 572,49 412,96 57 °C 105,76 420,67 570,29 396,82 58 °C 105,76 386,04 571,02 376,59 61 °C 105,76 454,42 571,02 36,1 62 °C 105,75 384 571,02 407,95

63
Çizelge 4.9. İki nolu cam kompozit malzemenin sıcaklığa göre frekans değerleri
Sıcaklık (ort.) f1 (hz) g1 10-5 f2 (hz) g2 10-5
-4 °C 108,7 323,8 584,24 418,22 -3 °C 108,7 401,66 584,24 402,41 -2 °C 108,33 146,77 584,24 429,63 1,5 °C 108,33 308,42 582,78 447,38 2,5 °C 108,33 292,81 583,14 416,08 7,5 °C 108,33 576,63 581,67 455,76 8 °C 108,33 100,22 581,31 413,59 9,4°C 108,33 527,97 581,7 407,44
10,4 °C 108,33 580,5 582,04 427,33 10,8 °C 108,33 631,04 580,57 425,83 15°C 107,6 545,23 580,57 405,29
18,9 °C 107,6 271,52 580,21 365,54 19,4 °C 107,6 273,23 580,21 367,38 19,8 °C 107,6 267,26 580,57 275,04 21 °C 107,6 297,98 579,84 348,5
38,6 °C 106,86 219,13 571,76 569,95 43 °C 106,13 580,71 570,29 689,66 44°C 106,13 289,01 571,02 868,39 46 °C 106,13 338,46 569,92 624,81 51 °C 105,76 340,33 569,92 643,96
54,6 °C 105,76 776,71 568,82 656,86 55 °C 105,76 403,97 567,35 788,22 56 °C 105,76 788,24 568,09 646,97 57 °C 105,76 511,97 568,45 123,62
59,5 °C 105,39 321,13 566,62 373,31 64 °C 105,39 350 563,68 705,99 65 °C 105,39 354,62 564,05 482,93

64
5. TARTIŞMA VE SONUÇ
Bu çalışmada polimer matrisli kompozit malzemeler hakkında mevcut kaynaklar
gözden geçirilmiş ve bu kompozit malzemelerin tanıtımı, özellikleri, üretim
yöntemleri ve önemi hakkında bilgi verilmiştir.
Yapılan çalışmada eğilme, yorulma ve sıcaklık etkisindeki doğal frekans deneyleri
yapılmıştır.
Yorulmada, çift bindirme bağlantılı kompozit malzemenin dayanımı, yapışmamış
düz kompozit malzemeye göre daha düşük çıkmaktadır. Bu da bu tür bağlantılarda
yapıştırıcının rolünün oldukça büyük olduğunu göstermektedir. Yorulmaya maruz
parçaların tamirinde bu hususa dikkat edilmesi gerekmektedir. Bu konuda yorulma
dayanımı yüksek olan yapıştırıcılar kullanılabilinir. İleride bu konuda çalışacak
araştırıcılara farklı yapıştırıcı türlerinin yorulmaya etkilerini incelenmesi tavsiye
edilir.
Yorulmada, değişik kür basıncındaki yapışmamış kompozit malzemelerin yorulma
dayanımına etkisi ele alınmıştır. Yorulma dayanımında, maksimum tekrar sayısı ve
maksimum yükte kür basıncına bağlı olarak farklılıklar gözlenmiştir.
Yapıştırıcı ile birleşmiş bindirme bağlantılı kompozitlerin mekanik performansını
belirlemek için eğilme ve yorulma testleri uygulanmıştır. Bindirme bağlantılarında
kullanılan yapıştırıcı ve yapışma yüzeyi bağlantıların dayanımını etkilediği
görülmüştür. Bağlantı dayanımının daha iyi olması için yapıştırıcının maksimum
kayma gerilmesine bağlı olmakla birlikte yapışma yüzeyi genişletilerek bu dayanım
istenen değere getirilebilir.
Yorulma deneyinde, yapışmalı çift bindirmeli cam kompozitte yorulma testi sonucu
kopma, yapışma bölgesinde değil ancak yapışma bölgesine yakın bölgelerde
meydana gelmiştir. Bu da yapışma bağlantısının yeterli yorulma dayanımına sahip
olduğunu göstermektedir. Yapışma boyu az olduğu durumlarda yorulma yapışma
bölgesinde gerçekleşeceği için yorulmaya maruz bindirme bağlantıları için bir kritik
boy belirlenebilir. Yapışmamış kompozitlerde yorulma testi sonucu kopma,

65
malzemelerin çenelere tutturulduğu bölgelerde kopma olmuştur. Sınır şartlarının
sonuca ektiği görülmüştür.
Eğilme deneyinde tek bindirmeli cam kompozit malzemelerin üç nokta eğilme
deneylerinde cam kompozit malzemede kopma, yapıştırma bölgesinde yavaş yavaş
yırtılarak gerçekleşir. Buna göre eğilmeye maruz elemanlarda yapıştırıcının yüksek
soyma (peeling) dayanımına sahip olması gerekir.
Çok ince yapıya sahip tek tabakalı düz karbon kompozit malzemelerde standart üç
nokta eğilme deneyi kullanılamamaktadır; bunun yerine büyük deformasyonlara izin
veren başka bir eğilme deneyi kullanılmıştır. Deney sırasında numune boyu uygun
seçilmezse çeneler deney sırasında birbirine değer ve malzemede kopma
gerçekleşmez. Bunun için ideal numune boyu birkaç deneme yapılarak bulunmuştur.
Farklı sıcaklık değerleri altında sekiz katmanlı karbon ve cam kompozit malzemelere
doğal frekans ve sönüm ölçümleri yapılmıştır. Bu test sonucunda karbon ve cam
kompozitlerde sıcaklık etkileri gözlemlenerek karşılaştırılmıştır. Değişik
sıcaklıklardaki titreşim deneyin de karbon kompozit malzemelerin birinci frekans
değerlerinde belirgin bir değişme olmazken, ikinci frekans değerlerinde sıcaklıkla
birlik değişim olmuştur. Bununla birlikte cam kompozit malzemelerde sıcaklığın
artmasıyla birinci ve ikinci frekans değerlerinde değişim olduğu görülmüştür.
Kompozit malzemelerin sıcaklık değişimi altındaki doğal frekans ve sönüm değerleri
özellikle kullanılan matris malzemesinin özelliklerine oldukça bağlıdır. Matris
malzemesinin cam geçiş sıcaklığında kompozit malzemenin özellikleri oldukça
değişmektedir. Malzemenin kullanım sıcaklığına göre elyaf ve matris malzemeleri
uygun olarak seçilmeli, aksi takdirde beklenmeyen ya da istenmeyen özelliklerle
karşılaşılabilir.

66
6. KAYNAKLAR
Anonim, 1984. A.S.M.International, Composite materials I the basics, Materials
Engineering Institute. 10-15s Ohio
Anonim, 1994. Automotive Composites Consortium, U.S.A.
Anonim, 1996. Boeing, Advanced Composite Repair For Engineers. Commercial
Airplane Group, 34-37. USA.
Baker, A., 1999. Bonded Composite Repair Of Fatigue-Cracked Primary Aircraft
Structure. Airframes Division, Defence And Technology Organization,
Belbourne, Australia, 431–443.
Benarcyk B.A., Arnold S.M., 2003. Micromechanics-Based Modeling of Woven
Polymer Matrix Composites. AIAA Journal, 41, 9, 1788 – 1796.
Chamis, C.C., 1974. Mechanics of Load Transfer at Interface, Composite materials.
Vol 6, eds. Plueddeman, E.P., Academic pres, New York.
Chawla, K.K., 1987. Composite Materials Science and Engineering. 140-283s
Springer Verlag New York Inc.
Çolakoğlu, M., 2002. Bir Malzeme Özelliği Olarak Damping Ve Ölçüm Teknikleri.
9. Denizli Malzeme Sempozyumu, 8–10 Mayıs, 137 – 144.
Çolakoğlu, M., 2004. Factors Effecting Internal Damping in Aluminum. Journal of
Theoretical and Applied Mechanics (Warsaw), 42, 95–105.
Dano M.L., Gendron G., Picard A., 2000. Mechanical Behavior of a Triaxial Woven
Fabric Composite. Mechanics of Composite Materials and Structures, 7, 207
– 224.

67
Durmuş, F., 2006. Uçak Gövdesinde Meydana Gelen Hasarlar ve Tamir Edilen Bir
Kompozit Yapının Mekanik Deneyleri. A.K.Ü. Fen Bilimleri Enstitüsü,
Yüksek Lisans Tezi, 132s. Afyon
Fujita A, Hamda H., and Maekawa Z., 1992. Tensile Properties of Triaxial Woven
Fabric Composites. J. Composites Materials, 27, 15, 1428 – 1442.
Gay, D., Hoa, S.V., Tsai S.W., 2003. Composite Materials Design and Applications.
3–27, Paris
Gibson, R.F., 1994. Principals of Composite Material Mechanics. McGraw-Hill
Book Co., Singapore
Hanh H.T., 1978. Fatigue behaviour and life prediction of composite laminates. In:
Tsai SW, editor. Composite materials: testing and design (fifth conference).
American Society for Testing and Materials, 674, 383–417.
Hoskin, B.C., Baker., A.A., 1986. Composite materials for aircraft structures.
American Institue of Astronautics Inc., 233s.
Jones, M.R., 1975. Mechanics of composite materials. Scripta Book Company, USA.
Kawai M. and Taniguchi T., 2005. Off-axis fatigue behavior of plain weave
carbon/epoxy fabric laminates at room and high temperatures and its
mechanical modeling. Composites Part A: Applied Science and
Manufacturing, In Press, Corrected Proof, Available online
Kayrak, M.A., 1999. Havacılık Kompozitleri ve Mukavemet-Maliyet Analizleri. 1.
39s Eskişehir.
Kedward, T.K., Zhu, Y., Kiefer, H.S., 2005. Evuluation Of Composite Bonded Joint

68
Designs For Space Applications. Structural Dynamics & Materials
Conferance, Austin, Texas, 18–21 April, pp. 2005–2098
Kim, J.H., Park, B.J., Han, Y. W., 2004. Evalution Of Fatigue Characterictics For
Adhesively - Bonded Composite Stepped Lap Joint. Department Of
Mechanical Design Engineering, Chungnan National Universty, Korea, 15
June, pp. 69–75.
Kueh, A, P., Soykasap, O., Pellegrino S., 2005. Thermo-Mechanical Behavior of
Single-Ply Triaxial Weave Carbon Fiber Reinforced Plastic. Proceedings of
European Conference on Spacecraft Structures, Materials & Mechanical
Testing, ESA/ESTEC, Noordwijk, The Netherlands.
Margolis, J.M., 1986. Advanced thermoset composites industrial and commercial
applications. Van Nostrand Company, 282s. New York.
Mazumdar, S.K., 2002. Composites Manufacturing, Materials, Product, and Process
Engineering. 4-5s New York.
Olcay Y., Akyol M., Gemici R., 2002. Polimer Esaslı Lif Takviyeli Kompozit
Malzemelerin Arabirim Mukavemeti Üzerine Farklı Kür Metodlarının
Etkisinin İncelenmesi. Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi,
7, 1, Bursa.
Philips N. L., 1989. Design with Advance Composite Materials, Springer-Verlag.
The Design Council, Great Britain.
Younnossi O., Kennedy M., Graser J. C I., 2001. Military Airframe Costs The
Effects of Advanced Materials and Manufacturing Processes. Project Air
Force, RAND, Pittsburg, USA.
Reindi, J.C., 1987. Commercial experience with composite structures, A.S.M.

69
International Inc., 107-116.
Rouchan, J., 1987. Materiaux composites pour d’aeronefs, Ecole Nationale
Superieure d’Ingenieurs de Constructions Aeronautiques. 95.
Schwartz, M.M., 1984. Composite Materials Handbook. 8-26s McGraw-Hill Inc.
Soykasap Ö., Watt. A.M., Pellegrino, S., 2005. New Concept for Ultra-Thin
Deployable Structures. Journal of the International Association for Shell and
Spatial Structures: IASS., 46, 147, 3 - 8.
Stinchcomb WW, 1979. Reifsnider KL. Fatigue damage mechanisms in composite
materials: a review. In: Fong JT, editor. Fatigue mechanisms, American
Society for Testing Material, 762 – 87.
Surya D. Pandita and Ignaas Verpoest, 2004. Tension–tension fatigue behaviour of
knitted fabric composites. Composite Structures, 64, 2, 199–209.
Şahin, Y., 2000. Kompozit Malzemelere Giriş. 2s Ankara
Tetlow, R., 1983. Light aircraft and sailplane structures in reinforced plastics.
Materials and Design, 4, 657–662.
Turan, D., 2001. Uçaklarda Yorulma. Anadolu Üniversitesi Sivil Havacılık Yüksek
Okulu, http://www.mmo.org.tr/muhendismakina/arsiv/2001.html
Van Paepegem W., Degrieck J., 2001. Experimental setup for and numerical
modelling of bending fatigue experiments on plain woven glass/epoxy
composites. Composite Structures, 51, 1, 1–8.
Yee, J.C.H., Pellegrino S., 2005. Folding of Woven Composite Structures,
Composites, 36, 2, 273 - 278.

70
Yoo, S. J., Kim, S., Yi, M. Y., Kim, G. C., 2005. Failure Mode And Strength Of
UniDirectional Composite Single Lap Bonded Joints With Different Bonding
Methods. Department Of Structures And Material, Korea Aerospace, Korea,
305–333.
Zhang, J., Bednarcyk, A.B., Collier, C., Yarrington, P., Bansal, Y., Pindera, J.M.,
2005. 3D Streess Analysis Of Adhesively Bonded Composite Joints.
Structural Dynamics & Materials Conferance, Austin, Texas, 18–21 April,
2005–2021.
http://www.hho.edu.tr/huten/2003-2004/havacılık sanayinde kullanılan
plastik matrisli_kompozit malzemeler. html, Erişim Tarihi 24.07.2006
http://tr.wikipedia.org/wiki/Kompozit_mazemeler Erişim Tarihi 12.02.2008

71
ÖZGEÇMİŞ Adı Soyadı : Hasan YILDIZHAN
Doğum Yeri ve Yılı : Adana 1981
Medeni Hali : Bekar
Yabancı Dili : İngilizce
Eğitim Durumu
Lise : Adana Yeşilevler Endüstri Meslek Lisesi
Üniversite : Süleyman Demirel Üniversitesi





























