Embed Size (px)
Citation preview

METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
1
TECHNOLOGIE VÝROBY ODLÉVANÝCH DRÁTŮ ZE SLITINY CuSn V ZÁVISLOTI NA DRUHU A JAKOSTI GRAFITOVÝCH
KRYSTALIZÁTORŮ A J EJICH ŽIVOTNOSTI
THE TECHNOLOGY OF MANUFACTURING OF CuSn – ALLOY ČÁST WIRES IN DEPENDENCE ON KIND AND QUALITY OF GRAPHITE
CRYSTALLIZERS AND LIFETIME
Doc. Ing. Jaroslav Tuček, CSc. Ing. Kateřina Macháčková
Ing. Čestmír Kahovec
KOVOHUTĚ ROKYCANY, a.s., Zeyerova 285, 337 01 Rokycany, ČR, www.koro.cz
Abstrakt
Příspěvek je zaměřen na hodnocení izostaticky lisovaného grafitu, který je používaný pro krystalizátory vertikálního konti lití spodem na zařízení UNICAST ve společnosti KOVOHUTĚ ROKYCANY, a.s.. V poslední době dochází k výraznému snížení kvality dodávaných krystalizátorů, což se negativně projevuje na jejich životnosti a následném poklesu výroby kvalitních polotovarů pro výrobu drátů ze slitiny CuSn. Vzhledem ke zvyšující se ceně krystalizátorů tedy roste potřeba určení mechanických a fyzikálních vlastností krystalizátorů a to pokud možno ještě před jejich nasazením do agregátu. Hlavní problémy spočívají ve vnitřních vadách, nehomogenitě, pórovitosti a nepříliš vhodně zvoleném pojivu. Všechny tyto uvedené problémy vedou ke snížení užitných vlastností a životnosti krystalizátorů. Je tedy nutností zaměřit se na hledání nových metodik pro hodnocení optimálních fyzikálních a mechanických vlastností grafitových krystalizátorů a k následnému hledání nových dodavatelů kvalitního izostaticky lisovaného grafitu.
1. ÚVOD Jednou z činností, kterou se společnost KOVOHUTĚ ROKYCANY, a.s. zabývá, je
výroba kontinuálně odlévaných bronzových drátů na zařízení UNICAST – MARK IV. Tyto kontinuální pecní zařízení jsou založeny na principu lití spodem, kdy ve dně tavícího grafitového kelímku jsou umístěny celkem 4 grafitové kokily a v každé kokile jsou zabudovány 2 grafitové krystalizátory. Každá pec ( ve společnosti KOVOHUTĚ ROKYCANY, a.s. jsou dvě taková zařízení) je tedy osazena 8 krystalizátory. Tyto grafitové krystalizátory jsou zalícované z jedné strany do tavícího kelímku a z druhé do ocelového chladiče. Princip tohoto poměrně složitého uspořádání je uveden na obr. č.1. Zařízení je náročné na montáž, obsluhu, používané čisté vsázkové suroviny, kvalitu a teplotu chladící vody a rychlost odtahu odlitých drátů do navíjecích zařízení. Na zařízení může být současně odléváno 8 drátů o ø16mm nebo ø19mm a kapacita zařízení může být max. 240 kg, drátů na hodinu při zahájení procesu ( platí pro 8 proudů ). Objemová výroba zařízení na jedno sestavení pece nebo-li licí kampaně může být bez větších problémů až 240t drátu, tedy 30t na jeden krystalizátor.

METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
2
V posledních několika letech kapacita výrazně klesla až na cca. 40t, tj. 5t na jeden krystalizátor.
Společnost KOVOHUTĚ ROKYCANY, a.s. přistoupila v rámci projektu IMPULS č. FI – IM/080 v letech 2007 a 2008 k řešení příčin této nízké kapacity a kvality drátů. V rámci tohoto projektu byla řešena otázka:
� Kvality vstupních surovin � Chladící vody a její čistota � Koroze a usazeniny ocelových chladičů � Kvalita dřevěného uhlí pro krytí lázně ( jeho vlhkost ) � Otázka kvality grafitových krystalizátorů ( kterou se zabývá právě tento
příspěvek ) 1.1 Krystalizátory pro hutní lití
Obr.č.1: Grafitový krystalizátor (tmavě modrý díl)
Krystalizátory pro konti lití jsou
grafitové trubky které mají vnější průměr ø25,4 mm, vnitřní průměr ø16mm nebo ø16mm a délku 300 mm. V rámci řešení otázky kvality grafitových krystalizátorů je třeba uvést, že na krystalizátorech nelze provádět žádné nedestruktivní zkoušky. Při objednávání grafitů byly proto objednány izostaticky lisované grafity větších rozměrů □ 30 x 30 x 340. Z takto dodaných grafitů se oddělil zkušební vzorek o rozměrech □ 30x30x40 který byl použit pro testování vlastností. Zbylá část grafitu byla použita pro výrobu grafitového krystalizátoru ( opracování je velmi náročné, krystalizátor musí být vrtán pouze z jedné strany a vysoce vyleštěn ). Společnosti se povedlo pro testování získat izostaticky lisovaný grafit od 9 známých renomovaných výrobců a 17 druhů doporučených grafitů z nich doposud bylo odzkoušeno 11 druhů.
1.2 Postup hodnocení
Získané vzorky pro zkoušky byly hodnoceny následně:
� Na vyleštěné ploše bylo provedeno metalografické hodnocení struktury � Měřené tvrdost HRB ( viz. tab. č. 1 ) � Na vyrobených krystalizátorech byla provedena provozní zkouška a poté
na vnitřní ploše v místech krystalizace, byly realizovány příčné a podélné řezy pro vyhodnocení stavu povrchu

METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
3
Specifikace vzorků a jejich tvrdosti: Rozdíly tvrdosti jsou u jednotlivých druhů značné a téměř ve všech případech se liší od hodnot atestovaných. Rozdílnost struktury a její heterogenita je patrná na obr.4 až obr.7 u rozdílných krystalizátorů. Číslo Označení vzorku Naměřené výsledky Dodavatel Poznámka
HRB 1 KTI 10 45; 41; 36; 33 Karbotechnik s.r.o 1 ks zkoušen 2 KTI 15 56; 52; 52; 57 Karbotechnik s.r.o 1 ks zkoušen 3 SGL 4650 64; 64; 62; 64 SGL - Rinsdorf 1 ks zkoušen 4 SGL 4820 61; 57; 57; 57 SGL - Rinsdorf 8 ks zkoušeno 5 BX 644 53; 36; 36; 37 Mons carbon 1 ks zkoušen 6 CGC 39; 40; 41; 38 UCAR 7 CGW 45; 36; 42; 40,5 UCAR 2 ks zkoušeny 8 CGWH 33; 36; 36; 37 UCAR 9 G 347 31; 38; 33; 31 Tokai Carbon
10 G 348 58; 58; 56; 57 Tokai Carbon 11 SG 348 41; 46; 50; 50 Topgrafit SK 12 CB 265 52; 54; 50; 46 Carbon Industrie 2 ks zkoušeny 13 CB 290 65; 57; 53; 56 Carbon Industrie 1 ks zkoušen 14 CL 2230 56; 57; 56; 59 Carbone Lorraine 1 ks zkoušen 15 CL 2204 42; 45; 43; 40 Carbone Lorraine 16 Schunk 479-I m 41; 44; 46; 46 Schnuk 2 ks zkoušeny 17 Schunk 479-II v 54; 57; 53; 53 Schnuk 5 ks odzkoušeno
Tab. 1.: Značky dodaných grafitů, včetně tvrdosti.
Dále jsou uvedeny makro a mikroskopické snímky, které dokazují změny struktury a vnitrního povrchu krystalizátorů po provedených zkouškách. Označení odpovídá výrobnímu označení od dodavatele.
Obr.2: Grafitový krystalizátor Obr.3:Pohled na vnitřní stěnu obr.4: Příčný řez graf. krysta- SGL 4820, graf. krystalizátoru,GSL,100x lizátoru, UCAR-CGW, 100x
Obr.5: Příčný řez graf. krysta- Obr.6: Příčný řez graf. krysta- Obr.7: Příčný řez graf. krysta- lizátorem, Rinsdorf-SGL,100x lizátorem, Carbon Ind.-CB,100x lizátorem, Schnuk 479, 100x
METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
4
Pohled na podélně rozdělený grafitový krystalizátor je na obr.2 a detail vnitřní stěny krystalizátoru na obr.3. Obrázky 4 až 7 dokumentují příčný řez grafitovým krystalizátorem po provozní zkoušce. Hodnocena je vždy vnitřní stěna grafitového krystalizátoru, která je ve styku s roztaveným kovem. Ve všech testovaných případech byl prokázán méně či více intenzivní průnik roztaveného kovu ( bronzu ) do základní grafitické struktury. Velmi silný a hluboký průnik kovu do stěny byl u grafitového krystalizátoru dodavatele UCAR a SGL – Rinsdorf ( viz obr.4 a obr.5 ). Slabší průniky roztaveného kovu jsou pak patrné například u dodavatelů Carbon Industrie ( obr.6 ) nebo Carbon Lorraine. Dokumentace zcela odlišné struktury základní grafitické matrice je patrná u grafitů společnosti Schnuk ( obr.7 ). Průnik roztaveného kovu je v porovnání se všemi ostatními grafity podstatně menší, ale přes to patrný. V minulosti byl grafit od společnosti Schunk jedním z nejlepších, výkon jednoho krystalizátoru byl cca. 25t. Jednalo se však o jiný druh grafitu s označením Fe18, který již dnes není ve výrobním programu společnosti Schnuk. V dnešní době společností dodávaný grafit s označením Schnuk 479 má výkonnost pouze 5t na jednu kampaň. Pomocí ŘEM byly prokázány jak póry na vnitřní straně krystalizátorů, tak vyloučený bronz ( EDX ). V pórech které nebyly spojeny s povrchem nebyl detekován kov. Vzniklé póry vzájemně propojené umožnují průnik roztaveného kovu do velkých hloubek což je patrné na obr.4 a obr.5. Zjištěný průnik ( při namátkových řezech byl zjištěn v některých případech až do hloubky 1 mm, což je 21% tloušťky stěny ) Vliv chemického složení na kvalitu izostaticky lisovaného grafitu Chemickým rozborem namátkově vybraných grafitů KTI 10, KTI 15 a SGL 4820 byl určen obsah spalitelných látek a množství organických látek ( pojiva ) extrahovatelných do organického rozpouštědla. Obsah spalitelných látek byl téměř stejný. Obsah popelovin a extrahovaných lýtek byl následující:
vzorek Obsah popelovin v % Obsah extrahované látky v % KTI 15 0,63 0,1 KTI 10 0,29 0,19 R 4820 0,55 0,04
Tab.2: Obsah popelovin a extrahovaných látek
Identifikací extrahovaných látek FTIR spektrometrií bylo zjištěno:
� Organickou látku izolovanou z grafitů KT10 a KT15 lze s největší pravděpodobností považovat za polyesterovou pryskyřici alkydového typu ( např. olejem modifikovaný aromatický polyester )
� Organickou látku izolovanou z grafitu SGL 4820 lze s největší pravděpodobností považovat za polyesterovou pryskyřici, avšak na jiné bázi ( např. polyethylen teraftalátová pryskyřice )
Přesná identifikace těchto látek je bohužel nemožná a to proto, že se podařilo vyextrahovat jen nepatrné množství pryskyřic. Větší část těchto látek zůstává pravděpodobně pevně vytvrzená v grafitu a nelze je běžnými rozpouštědly rozpustit.
METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
5
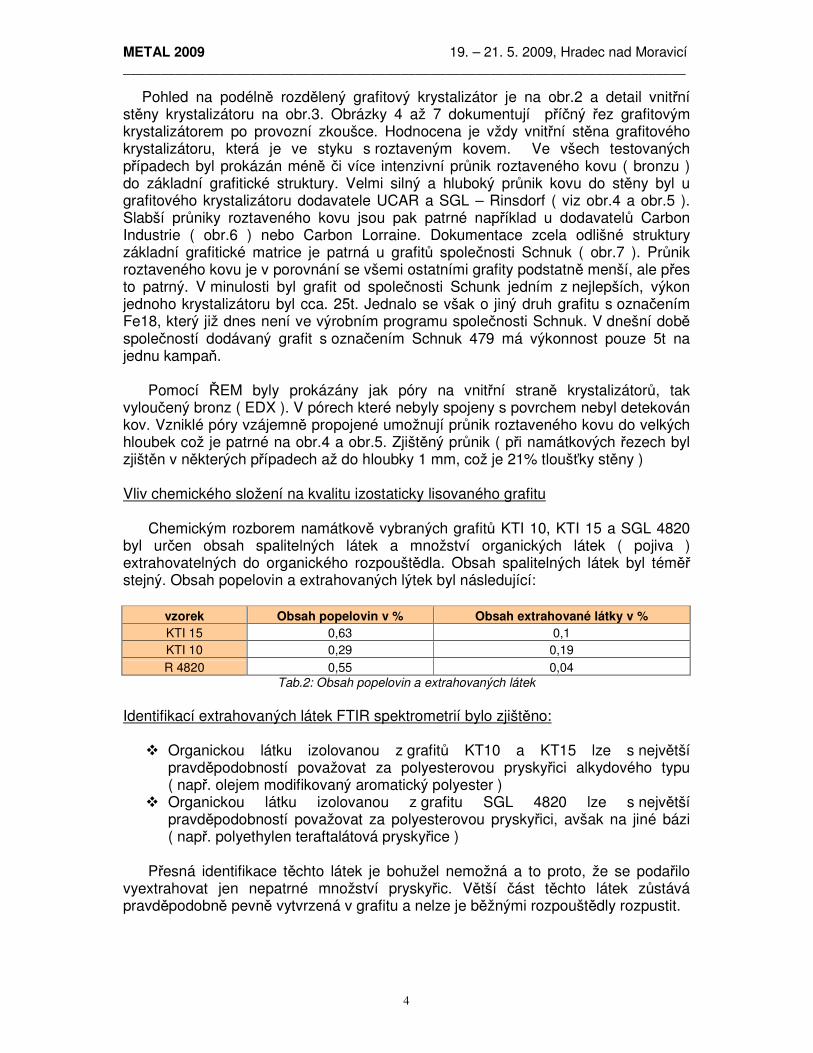
Je tedy patrné, že pojiva používaná pro výrobky izostaticky lisovaných kvalitních grafitů při provozní teplotě kovu T = 1170°C zplyňují, plyny vytvářejí dutiny v grafitu, dochází k podstatným změnám v přestupu tepla a podmínkách krystalizace. Současně vzniklé plyny se rozpouští v tavenině, vlivem výšky roztaveného kovu nad taveninou cca 800mm ) nemohou unikat a vytvářejí při tuhnutí zejména v povrchové části kovu dutiny ( viz obr ) Současně se pak v dutinách vylučují fáze bohaté cínem a vzniká též ternární fosfidické eutektikum ( obr.8 ).
Obr.8: Bronzový drát, mikrostruktura okrajové oblasti. Polarizované světlo
Vady a jejich vliv na zpracování odlitých drátů:
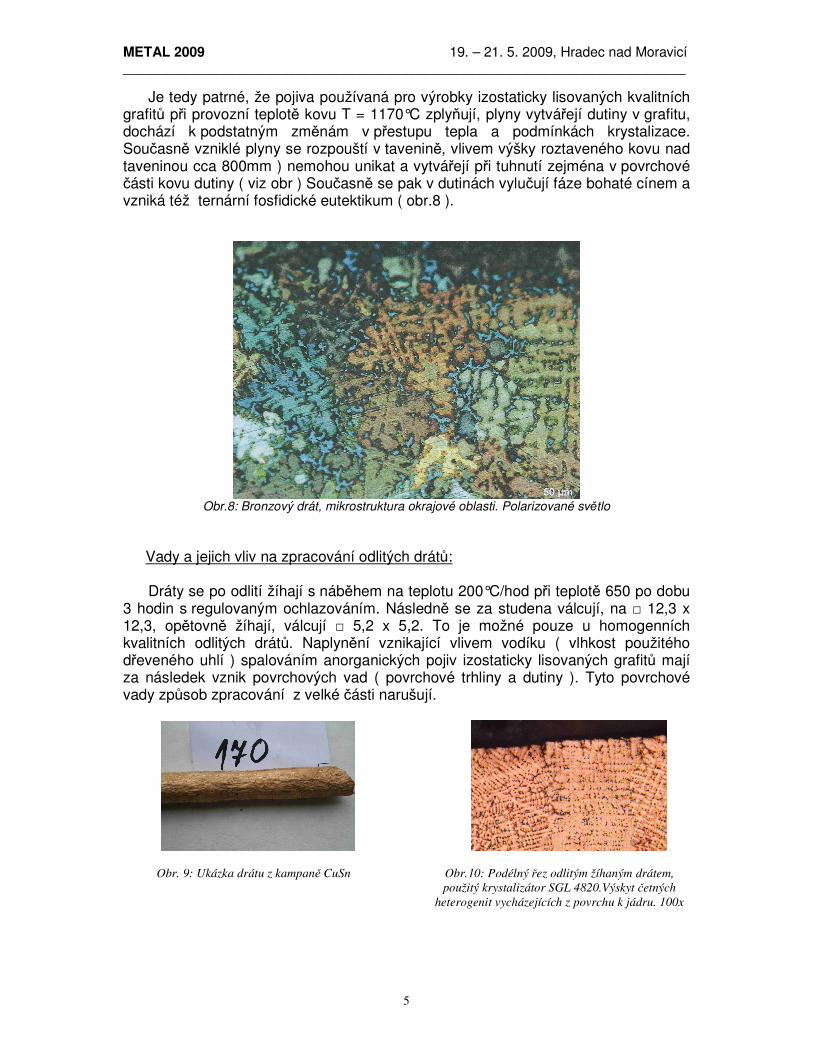
Dráty se po odlití žíhají s náběhem na teplotu 200°C/hod při teplotě 650 po dobu 3 hodin s regulovaným ochlazováním. Následně se za studena válcují, na □ 12,3 x 12,3, opětovně žíhají, válcují □ 5,2 x 5,2. To je možné pouze u homogenních kvalitních odlitých drátů. Naplynění vznikající vlivem vodíku ( vlhkost použitého dřeveného uhlí ) spalováním anorganických pojiv izostaticky lisovaných grafitů mají za následek vznik povrchových vad ( povrchové trhliny a dutiny ). Tyto povrchové vady způsob zpracování z velké části narušují.
Obr. 9: Ukázka drátu z kampaně CuSn
Obr.10: Podélný řez odlitým žíhaným drátem,
použitý krystalizátor SGL 4820.Výskyt četných
heterogenit vycházejících z povrchu k jádru. 100x
METAL 2009 19. – 21. 5. 2009, Hradec nad Moravicí ___________________________________________________________________________
6
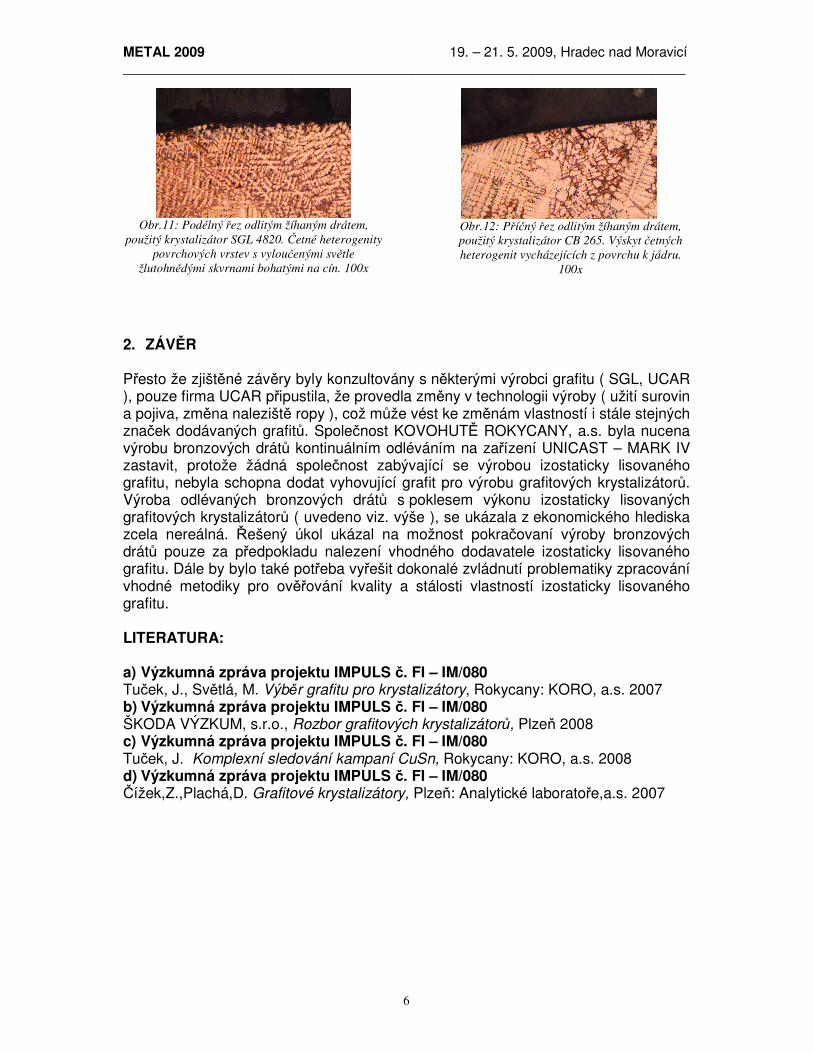
Obr.11: Podélný řez odlitým žíhaným drátem,
použitý krystalizátor SGL 4820. Četné heterogenity
povrchových vrstev s vyloučenými světle
žlutohnědými skvrnami bohatými na cín. 100x
Obr.12: Příčný řez odlitým žíhaným drátem,
použitý krystalizátor CB 265. Výskyt četných
heterogenit vycházejících z povrchu k jádru.
100x
2. ZÁVĚR Přesto že zjištěné závěry byly konzultovány s některými výrobci grafitu ( SGL, UCAR ), pouze firma UCAR připustila, že provedla změny v technologii výroby ( užití surovin a pojiva, změna naleziště ropy ), což může vést ke změnám vlastností i stále stejných značek dodávaných grafitů. Společnost KOVOHUTĚ ROKYCANY, a.s. byla nucena výrobu bronzových drátů kontinuálním odléváním na zařízení UNICAST – MARK IV zastavit, protože žádná společnost zabývající se výrobou izostaticky lisovaného grafitu, nebyla schopna dodat vyhovující grafit pro výrobu grafitových krystalizátorů. Výroba odlévaných bronzových drátů s poklesem výkonu izostaticky lisovaných grafitových krystalizátorů ( uvedeno viz. výše ), se ukázala z ekonomického hlediska zcela nereálná. Řešený úkol ukázal na možnost pokračovaní výroby bronzových drátů pouze za předpokladu nalezení vhodného dodavatele izostaticky lisovaného grafitu. Dále by bylo také potřeba vyřešit dokonalé zvládnutí problematiky zpracování vhodné metodiky pro ověřování kvality a stálosti vlastností izostaticky lisovaného grafitu. LITERATURA: a) Výzkumná zpráva projektu IMPULS č. FI – IM/080 Tuček, J., Světlá, M. Výběr grafitu pro krystalizátory, Rokycany: KORO, a.s. 2007 b) Výzkumná zpráva projektu IMPULS č. FI – IM/080 ŠKODA VÝZKUM, s.r.o., Rozbor grafitových krystalizátorů, Plzeň 2008 c) Výzkumná zpráva projektu IMPULS č. FI – IM/080 Tuček, J. Komplexní sledování kampaní CuSn, Rokycany: KORO, a.s. 2008 d) Výzkumná zpráva projektu IMPULS č. FI – IM/080 Čížek,Z.,Plachá,D. Grafitové krystalizátory, Plzeň: Analytické laboratoře,a.s. 2007























