Embed Size (px)
DESCRIPTION
tecnicas de bruñido, lapeado de cilindros para automoción
Citation preview

Bruñido de bloques demotor de fundición gris

2
Contenido
Capítulo 1: Bruñido 3
1.1 Informacióngeneral sobreel bruñido 3
1.2 Ajuste delbruñidor depiedra esmeril 3
Capítulo 2: El bruñido en laactualidad 4
2.1 Ángulo de bruñido 4
2.2 Aspereza de lasuperficie 4
2.3 Piedras parabruñir y aceitepara bruñir 5
2.4 Tester Hommel 5
Capítulo 3: El bruñido de losmotoros modernos 6
3.1 Ventajas dellapeado 6
3.2 Procedimiento debruñido y delapeado 7
3.2.1 Bruñido 7
3.2.2 Cepillos delapeado 8
3.3 Valores deaspereza 8
Capítulo 4: Comprobación delresultado de bruñido 9
4.1 ¿Por qué? 9
4.2 ¿Qué determina elresultado delbruñido? 9
4.3 ¿Qué secomprueba? 9
4.4 ¿Cómo secomprueba? 9
4.5 Evaluación 9
4.6 El Certificado 10
Página

3
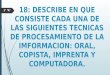
1.2 Ajuste del bruñidor depiedra esmeril
La longitud de la piedra para bru-ñir debería ser un 50-60% de lalongitud de cilindro. El sobrantedel lado del extremo superior delcilindro conviene que sea un25-30% de la longitud de la piedrapara bruñir; en el extremo inferiordel cilindro se ha de observar eldiseño constructivo de los asien-tos de cojinete. Por lo tanto elposible rebose se muestra en eldibujo del bloque de motor o sededuce de la pieza, pudiendovariar entre 15 y 30mm (ver Fig. 1).
Fig.1
1.1 Información general sobreel bruñido
Por regla general, el acabado dela superficie de deslizamientodel cilindro se realiza por bruñi-do. Se corta una superficie nodemasiado lisa, finalmenteestriada, poniendo especial cui-dado en hacer cortes limpios. Enel Capítulo 2 se muestra cómoobtener un bruñido básico normalpara bloques de motor de fundi-ción gris.Con el proceso de rodaje se eli-mina algo de la aspereza, y loimportante es cómo encajan en-
tre ellas las piezas deslizantes.El estado alcanzado es el óptimopara los segmentos y la superfi-cie del cilindro. Resulta lógicoreemplazar este desgaste derodaje por un tratamiento finoprevio; esto se consigue por me-dio del lapeado al silicio, ver Ca-pítulo 3.
Capítulo 1: Bruñido
Sobrante piedra para bruñir aprox. 25-30%
C
arre
ra
Long
itud
de
mec
aniz
ado
Rebose piedra para bruñir
Long
itud
de
pied
ra

4
Capítulo 2: El bruñido en la actualidad
Fig.2
Fig.4
2.2 Aspereza de la superficiePara dar a la película de aceite laadherencia necesaria en lasuperficie de cilindro,especialmente para los primerostiempos de operación, el cilindrodebe presentar una ciertaaspereza. Para determinar laaspereza hay tres procedimientoshabituales de medición yevaluación: Rt, Ra y Rz. La tablaen Fig. 4 muestra unacomparación de estos tresprocedimientos, con los valoresrequeridos.
2.1 Ángulo de bruñidoEl ángulo de bruñido, Fig. 2, debesituarse entre 40º y 80º. Lacomprobación del ángulo sepuede realizar con la lámina decomprobación del ángulo debruñido, Fig. 3.La camisa de chapa que se creacon el bruñido puede causar unaondulación de la superficie dedeslizamiento, que será eliminadaen parte por el movimientoperpendicular ascendente ydescendente de la piedra parabruñir. Cuanto más grande sea elángulo de bruñido, menor será laondulación en la superficie dedeslizamiento. Sin embargo, unángulo de bruñido menor tiene elefecto de reducir el consumo deaceite.
Fig.3
Comparación de los valores de medición
60° ±20“
40° ... 80°
Aspereza de superficie superficie de Valorcilindro aparato medido en no rodada
Rt 33 - 6 µm
Ra 0,4 - 0,8 µm
Rz (DIN) máx. 4 mm

5
2.4 Tester HommelLa medición de la aspereza serealiza de modo fiable con elcomprobador Hommel T 1000 E,clase de precisión 1.Se efectúa una medición de lasuperficie según las normas, en elcampo µm, para todos los pasos
2.3 Piedras para bruñir y aceitepara bruñir
Las piedras para bruñiradecuadas son:• para el bruñido previo: tamaño
de granulación 150. Se requiereun rebaje de material de aprox.0,06mm, referido al diámetro,
• para el bruñido final: granulación280. Para ello se debe rebajaraprox. 0,02mm de material,referido al diámetro (aprox. 5-6pasadas)
La utilización del aceite parabruñir adecuado es una condiciónprevia para obtener un buenresultado. Se debe utilizarsiempre el aceite para bruñidorecomendado por el fabricante dela piedra.
Nº Ref. KS
50 009 857 Hommel T 1000 E
50 009 811 Hommel T 1000 E con P 1010
50 009 873 Lámina de comprobación bruñido
Fig.5
de trabajo de bruñido en camisasde cilindro y bloques de motor,con indicación digital de losvalores Ra, Rz y Rt. Cuando sedispone de la impresora P1010para gráficos, los resultados de lamedición se pueden registrar ydocumentar en papel.

6
Diagrama de aspereza
Después del lapeado
Capítulo 3: El bruñido de los motores modernos
Antes del lapeado
Fig.7
Fig.6
Hommel TesterT1000 E
Fecha: . . . . . . . . . . .No: . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . .Lt = 4.8 mmLC = 0.8 mmRa = 0.96 ymRzD = 7.17 ymRmD = 8.14 ymRt = 9.26 ymcut 0% = 0.00 ym
tPi 50% = 3.78 ym
PERFIL DE ASPEREZA
-- 5ym 2000250ym 40
4.8 mm
0.8 mm
Hommel TesterT1000 E
Fecha: . . . . . . . . . . .No: . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . .Lt = 4.8 mmLC = 0.8 mmRa = 0.66 ymRzD = 4.90 ymRmD = 6.78 ymRt = 7.00 ymcut 5% = 0.54 ym
tPi 50% = 0.91 ym
PERFIL DE ASPEREZA
-- 5ym 2000250ym 40
4.8 mm
0.8 mm
3.1 Ventajas del lapeado• El lapeado deja la superficie
bien limpia.• Se procura obtener una alta
cuota de liberación de grafitodel 50%, debiendo alcanzarsecomo mínimo un 20%. La Fig. 6muestra una liberación degrafito del 50%, escala 500:1.
• En la Fig. 7, diagrama de as-pereza, se muestra un super-ficie de tipo plano.
Hace ya algún tiempo que losfabricantes de motores comen-zaron a bruñir y lapear los motoresde automóviles y camiones. Ellapeado trae un menor consumode aceite y un rodaje más fácil depistones, segmentos y cilindros,evitando además los problemasrespecto a la definición de lacantidad mínima a rebajar con elbruñido plano.

7
3.2 Procedimiento de bruñido y de lapeado
3.2.1 BruñidoSi después del bruñido el motores lapeado, es especialmenteimportante no bruñir demasiadono bruñir demasiadono bruñir demasiadono bruñir demasiadono bruñir demasiadofino. Por este motivo se de-fino. Por este motivo se de-fino. Por este motivo se de-fino. Por este motivo se de-fino. Por este motivo se de-bería usar piedras para bruñirbería usar piedras para bruñirbería usar piedras para bruñirbería usar piedras para bruñirbería usar piedras para bruñircon una granulación entrecon una granulación entrecon una granulación entrecon una granulación entrecon una granulación entre120 y 180 :120 y 180 :120 y 180 :120 y 180 :120 y 180 :Aglomeración de las piedraspara bruñir:• para bloques motores:
aglomeración 5-7• para camisas (fundición
centrifugada) aglomeraciónmáxima 5
Material a rebajar:0.03 hasta 0.05mm, referidos aldiámetro.
Fig.8

8
Fig.9
3.2.2 Cepillos de lapeadoLos cepillos de lapeado estánfabricados a base de fibras denilón con cristales de silicio. Seefectúan por lo menos 10 golpesutilizando aceite de lapeado.
3.3 Valores de asperezaValores de aspereza admitidos:
Esto limpia la superficie delcilindro y rebaja las puntas (veadiagrama de aspereza, Fig. 8).¡En el lapeado ya no semodifican dimensiones!
R3Z coches 2-5 µm
camiones 3-5 µm
Rmax 11 µm
Nº Ref.KS Artículo
50 009 864 Juego Cepillos Lapeado, SunnenC 30 PHT 731

9
Capítulo 4: Comprobación del resultado de bruñido
4.1 ¿Por qué?El motor moderno está consti-tuído por piezas de alta resis-tencia. El incremento de rendi-miento se logró, por ejemplo,con el turbosoplante y el enfria-miento del aire de sobrealimen-tación en los motores diesel. Elmaterial de construcción de lossegmentos (anillos de acero) hasido modificado, la cantidad desegmentos se redujo al igualque la altura de los juegos desegmentos.Por lo tanto, en la reparación demotores el tratamiento de lasuperficie del cilindro por mediodel bruñido es de vital importan-cia para la calidad global delreacondicionamiento.
4.2 ¿Qué determina elresultado del bruñido?
Es necesario un control periódicodel resultado del bruñido, con lafinalidad de determinar y eliminarlas diversas fuentes de errores.Fuentes de errores:• Aceite inadecuado o en
cantidad insuficiente• Presión de apriete de las
piedras para bruñir excesiva• Rebaje de material insuficiente
para el proceso de bruñido• Selección inapropiada de
piedra para bruñir• Avance y número de
revoluciones equivocados
La Oferta de Servicios de KS Motor Service Internationalpara centros de reparación de motores
4.3 ¿Qué se comprueba?La Oferta de Servicios deKS Motor Service Internationalabarca la comprobación de:• Ángulo de bruñido• Valores de aspereza• Porcentaje de liberación de
grafito (formación derecubrimiento de chapa)
4.4 ¿Cómo se comprueba?• El cliente nos envía un recorte
de una superficie bruñida, deaprox. 5x3 cm
• Se mide el ángulo de bruñido ylos valores de aspereza
• Se determina la liberación degrafito bajo el microscopio, conuna ampliación de 500:1(micrografía)
4.5 Evaluación• El cliente recibe un Certificado
de Bruñido sobre la calidad debruñido
• Si fuera necesario, se proponenmejoras
• El coste de este estudio esmuy elevado, pero es tambiénmuy importante para el cliente,y como consecuencia se calcu-la una participación en loscostes

10
4.6 El Certificado
Certificado de
Bruñido
para
en
Ángulo de bruñido:
Valor nominal 40-80 grados
Valor real 60 60 60 60 60 grados
Aspereza de la superficiede cilindro:
Valor nominal Rt 3-6 µm
Valor reral µm
Valor nominal Ra 0,4-0,8
Valor real µm
Valor nominal Rz máx. 4 mm
Valor real
Porcentaje de liberaciónde grafito
Valor nominal mín. 20%
Valor real %
44444
0,50,50,50,50,5
2121212121
3 3 3 3 3 µm
Gráfico de aspereza:
Micrografía, ampliación 500:1
KS Motor ServiceInternational GmbHP.O. Box 13 51D-74150 NeckarsulmPhone +49-71 32-33 33 33Fax +49-71 32-33 28 [email protected]
Expedido en
Fecha
NeckarsulmNeckarsulmNeckarsulmNeckarsulmNeckarsulm
10. September 1998 10. September 1998 10. September 1998 10. September 1998 10. September 1998Firma
Schmidt
Empresa Modelo Empresa Modelo Empresa Modelo Empresa Modelo Empresa Modelo
Localidad ModeloLocalidad ModeloLocalidad ModeloLocalidad ModeloLocalidad Modelo

11

50 0
03 8
20
03/9
9
Aluminium-KolbenAluminium pistonsPistons en aluminiumPistones de aluminio
ZylinderlaufbuchsenCylinder linersChemises de cylindreCamisas de cilindro
GleitlagerEngine bearingsCoussinetsCojinetes de fricción
KolbenringsätzePiston ring setsJeux de segmentsJuegos de segmentos
EinspritzdüsenFuel Injection NozzlesInjecteursToberas de inyección
RiemenBeltsCourroiesCorreas
VentileValvesSoupapesVálvulas
ZylinderköpfeCylinder headsCulassesCulatas
FilterFiltersFiltresFiltros
Öl- und WasserpumpenOil Pumps and Water PumpsPompes à huile et à eauBombas de aceite y agua
MSI Motor ServiceInternational GmbHP.O.Box 1351D-74150 NeckarsulmPhone ++49-7132-33 33 33Fax ++49-7132-33 28 [email protected]