Embed Size (px)
Citation preview

Tecnicas de Obtencion de Grano Metalografico enel Rango Milimetrico y Centimetrico MedianteDiversos Tratamiento Termicos y Mecanicos
Proyecto Fin de Carrera
Mariola Roldan Galan
8 de julio de 2007

Indice general
1. Tratamientos termicos en el Aluminio 21.1. Tratamiento termico de bonificado . . . . . . . . . . . . . . . . . . . 21.2. Solubilizacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.3. Temple . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.4. Maduracion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.5. Tratamiento termico de recocido . . . . . . . . . . . . . . . . . . . . . 211.6. Tratamientos termomecanicos . . . . . . . . . . . . . . . . . . . . . . 30
1.6.1. Conformacion en frıo y endurecimiento en frıo . . . . . . . . . 311.6.2. Conformacion en frıo y endurecimiento por precipitacion . . . 33
1
Capıtulo 1
Tratamientos termicos en elAluminio
Se va a explicar los fundamentos de los tratamientos termicos de bonificado,
encaminados a aumentar la resistencia y obtener caracterısticas mecanicas determi-
nadas, y a los tratamientos de recocido, cuyos objetivos pueden ser los de destruir
total o parcialmente un estado de acritud, homogenizar el material, hacer desapare-
cer tensiones internas, conseguir una estructura estable, etc. El tratamiento termico
de bonificado esta fundamentado en la variacion de solubilidad en el aluminio de los
elementos de aleacion, en funcion de la temperatura. Las aleaciones comerciales se
pueden considerar divididas en dos grandes grupos: Aleaciones bonificables, aquellas
en las que el tratamiento de bonificado se traduce en un incremento notable de sus
caracterısticas de resistencia Aleaciones no bonificables, aquellas en que la mejora
conseguida en el bonificado es tan pequena que, practicamente, el unico metodo de
aumentar su resistencia es proporcionarles acritud, es decir, someterlas a un proceso
de deformacion plastica en frıo.
1.1. Tratamiento termico de bonificado
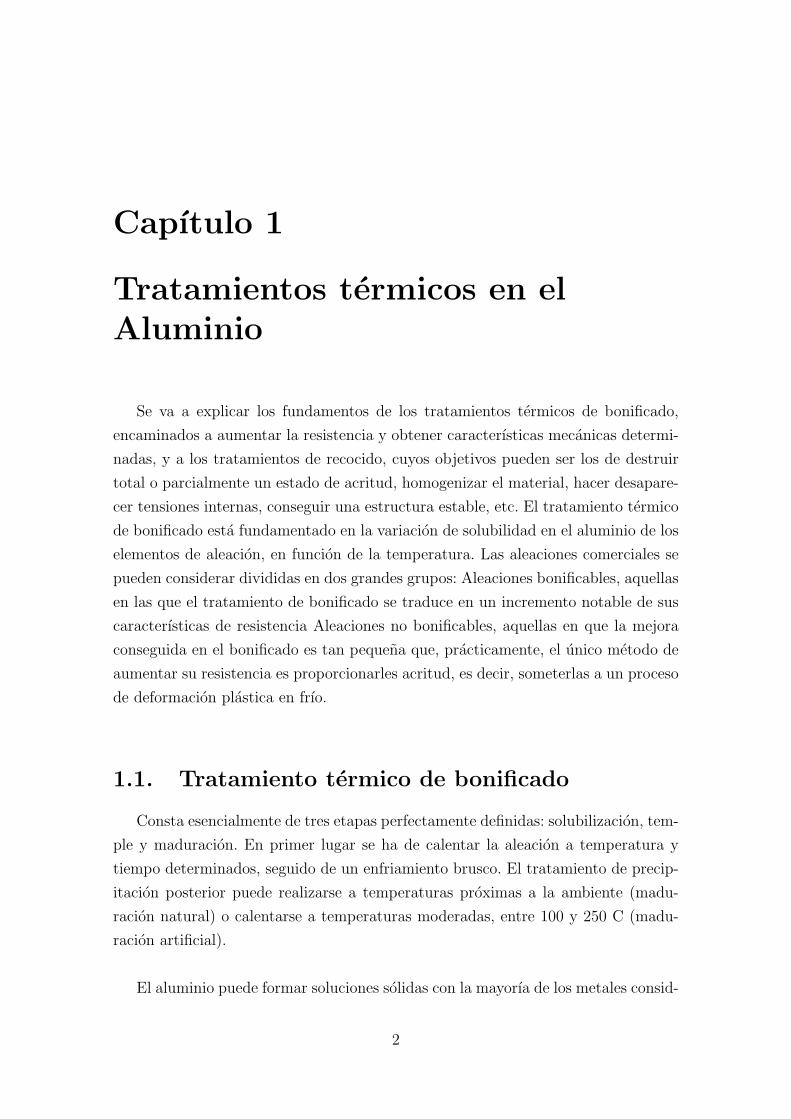
Consta esencialmente de tres etapas perfectamente definidas: solubilizacion, tem-
ple y maduracion. En primer lugar se ha de calentar la aleacion a temperatura y
tiempo determinados, seguido de un enfriamiento brusco. El tratamiento de precip-
itacion posterior puede realizarse a temperaturas proximas a la ambiente (madu-
racion natural) o calentarse a temperaturas moderadas, entre 100 y 250 C (madu-
racion artificial).
El aluminio puede formar soluciones solidas con la mayorıa de los metales consid-
2
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 3
Figura 1.1: tratamiento termico de bonificado en las aleaciones de aluminio
erados como elementos de aleacion. Las modificaciones de las propiedades, logradas
por el tratamiento termico de bonificado de las aleaciones de aluminio, son debidas
a reacciones de solucion y precipitacion de ciertos constituyentes en funcion de la
temperatura.
La variacion de solubilidad solida de los elementos de aleacion con la temperatura
es la causa fundamental de los efectos del tratamiento termico sobre las propiedades
de la aleacion. Esta variacion de solubilidad esta reflejada en los diagramas de equi-
librio.
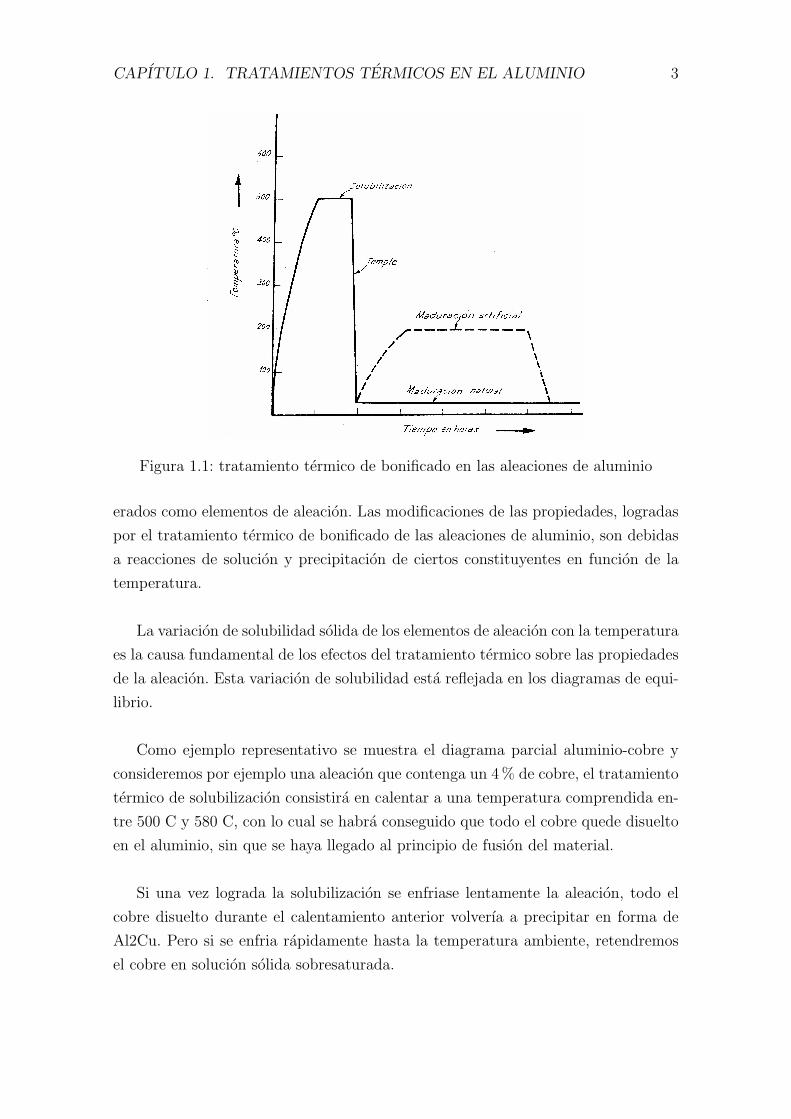
Como ejemplo representativo se muestra el diagrama parcial aluminio-cobre y
consideremos por ejemplo una aleacion que contenga un 4 % de cobre, el tratamiento
termico de solubilizacion consistira en calentar a una temperatura comprendida en-
tre 500 C y 580 C, con lo cual se habra conseguido que todo el cobre quede disuelto
en el aluminio, sin que se haya llegado al principio de fusion del material.
Si una vez lograda la solubilizacion se enfriase lentamente la aleacion, todo el
cobre disuelto durante el calentamiento anterior volverıa a precipitar en forma de
Al2Cu. Pero si se enfria rapidamente hasta la temperatura ambiente, retendremos
el cobre en solucion solida sobresaturada.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 4
Figura 1.2: Diagrama parcial de equilibrio Al-Cu
Esta solucion solida sobresaturada es indispensable para que se produzcan pos-
teriormente las reacciones de precipitacion, conocidas con el nombre de maduracion.
El que se trate de una solucion solida sobresaturada implica que existira cierta
tendencia a precipitar el exceso de elemento soluto. Las propiedades mecanicas estan
fuertemente influenciadas por el tamano, dispersion y morfologıa de las partıculas
precipitadas y el tratamiento de maduracion consiste precisamente en someter a la
solucion solida sobresaturada a unas condiciones (temperatura y tiempo) tales que
conduzcan a una estructura de precipitacion a la que corresponda las propiedades
mecanicas deseadas.
La maduracion natural consiste en una evolucion espontanea, en el curso de la
cual la sobresaturacion del aluminio en elementos de aleacion tiende a atenuarse
progresivamente, por formacion de aglomeraciones submicroscopicas de atomos del
soluto que dificultan las deformaciones plasticas y endurecen la aleacion. La veloci-
dad de esta precipitacion varia de unas aleaciones a otras y puede ser necesario desde
unos pocos dıas a varios anos.
La precipitacion puede ser acelerada por un calentamiento a temperatura mod-
erada y superior a la ambiente. Este tratamiento termico de precipitacion constituye
la maduracion artificial.
El endurecimiento observado a la temperatura ambiente se atribuye a la con-
centracion localizada de atomos de cobre formando las zonas de Guinier-Preston,
designadas por GP. Consisten en regiones ricas en cobre, de dos dimensiones y de
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 5
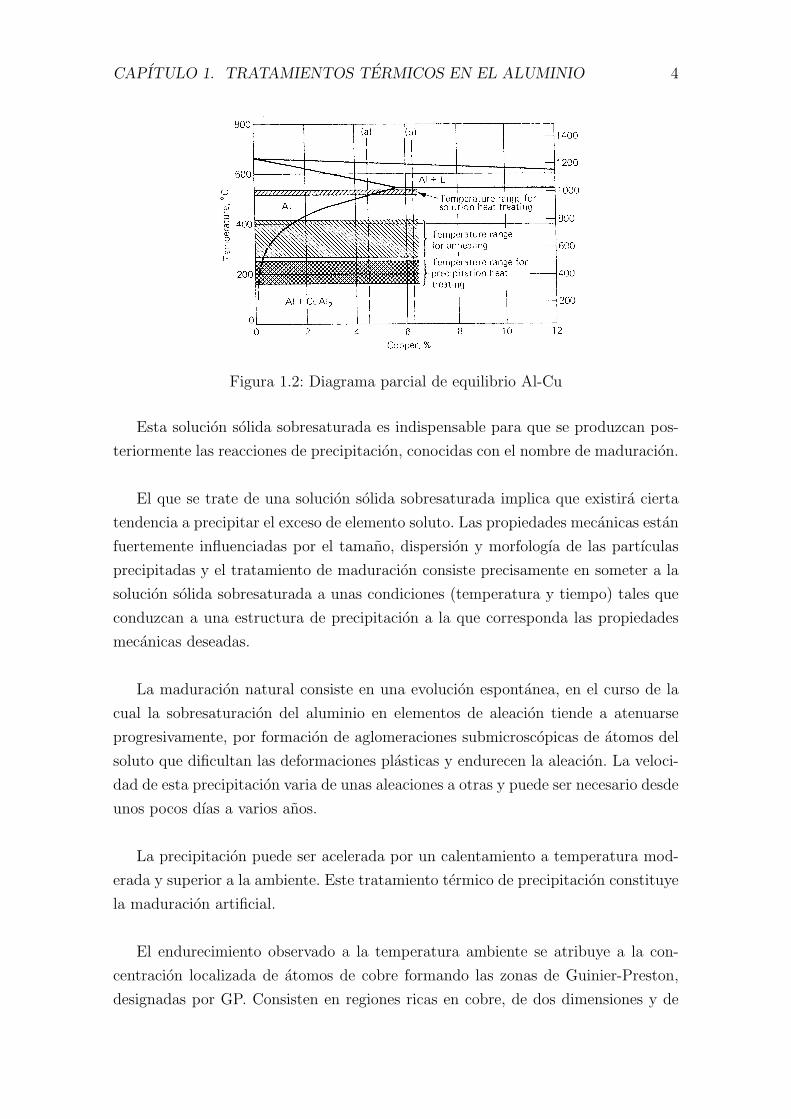
Figura 1.3: Efecto de la velocidad de enfriamiento sobre la microestructura de laaleacion aluminio-cobre.
forma parecida a un disco, orientadas paralelamente a los planos de la base de la red
CCC de la matriz. El diametro de estas zonas se considera del orden de 30 a 50 A y
no sufren modificaciones con el tiempo de maduracion a la temperatura ambiente.
Sin embargo su numero se incrementa con el tiempo, hasta lograr una distancia me-
dia entre las zonas de aproximadamente 100 A, cuando se consigue la maduracion
completa.
A temperaturas de maduracion de 100 C y mas altas desaparecen las zonas GP
y son reemplazadas por la estructura designada θ”. Las dimensiones de esta fase son
del orden de 500x500x50 A y es fuertemente coherente con la matriz, ocasionando
importantes deformaciones de la red de la solucion solida en las proximidades de los
precipitados. El endurecimiento que proporciona al material la aparicion de esta fase
es debido a las dificultades que para atravesar estas zonas, fuertemente perturbadas,
tienen las dislocaciones del material.
Al elevar la temperatura de maduracion por encima de los 200 C, o prolongar el
tiempo, aparece una segunda fase precipitada θ′, la cual coexiste con la fase θ” en
un determinado en determinado campo de tiempo y temperatura. Las dimensiones
de la faseθ′son notablemente mas grandes, y la cohesion con la matriz es solamente
parcial, no oponiendose practicamente al progreso de las dislocaciones del material.
Por tanto la aparicion de esta fase θ′
puede ser generadora de ablandamiento, en
especial al disminuir la presencia de θ” y aumentar θ′.
Al seguir aumentando la temperatura, mayor que 300 C, y el tiempo aparece la
fase de equilibrio θ ( Al2Cu ) no coherente y de dimensiones elevadas, del orden de
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 6
algunas centesimas o decimas de milımetro. El crecimiento de la fase precipitada es
la causa de un ablandamiento general.
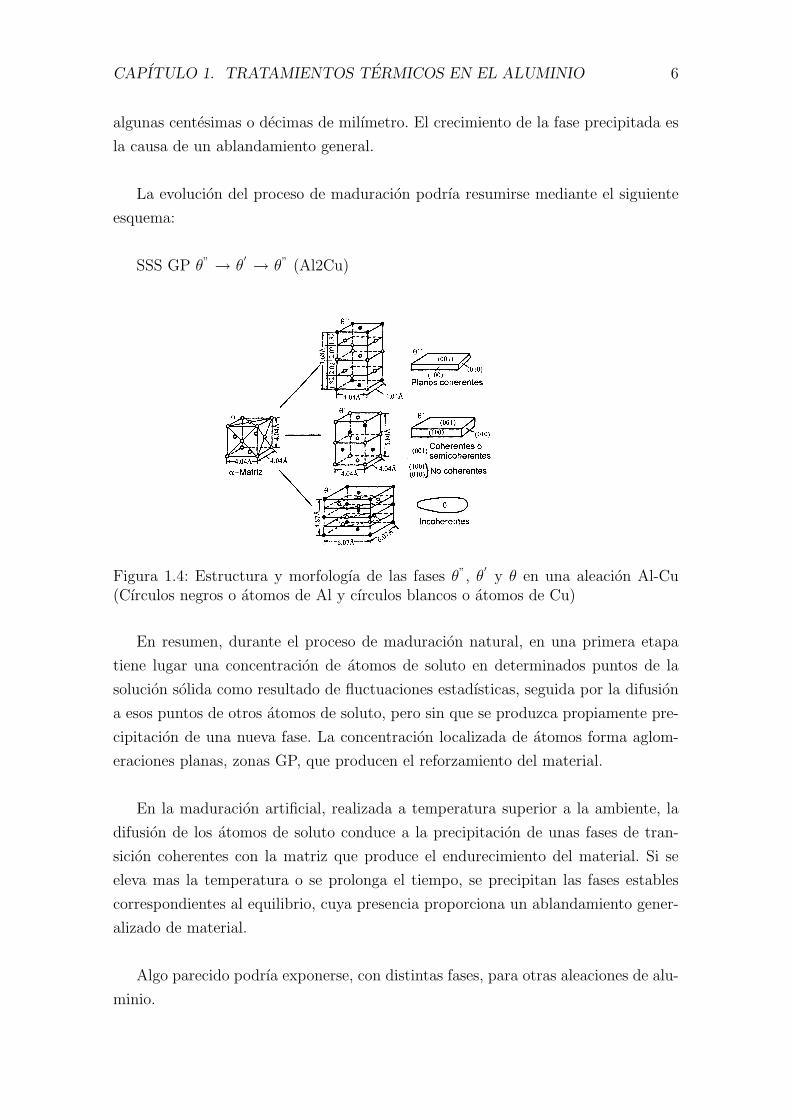
La evolucion del proceso de maduracion podrıa resumirse mediante el siguiente
esquema:
SSS GP θ” → θ′ → θ” (Al2Cu)
Figura 1.4: Estructura y morfologıa de las fases θ”, θ′
y θ en una aleacion Al-Cu(Cırculos negros o atomos de Al y cırculos blancos o atomos de Cu)
En resumen, durante el proceso de maduracion natural, en una primera etapa
tiene lugar una concentracion de atomos de soluto en determinados puntos de la
solucion solida como resultado de fluctuaciones estadısticas, seguida por la difusion
a esos puntos de otros atomos de soluto, pero sin que se produzca propiamente pre-
cipitacion de una nueva fase. La concentracion localizada de atomos forma aglom-
eraciones planas, zonas GP, que producen el reforzamiento del material.
En la maduracion artificial, realizada a temperatura superior a la ambiente, la
difusion de los atomos de soluto conduce a la precipitacion de unas fases de tran-
sicion coherentes con la matriz que produce el endurecimiento del material. Si se
eleva mas la temperatura o se prolonga el tiempo, se precipitan las fases estables
correspondientes al equilibrio, cuya presencia proporciona un ablandamiento gener-
alizado de material.
Algo parecido podrıa exponerse, con distintas fases, para otras aleaciones de alu-
minio.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 7
1.2. Solubilizacion
La temperatura de solubilizacion, para un tiempo determinado, conviene sea la
mas elevada posible, ya que al aumentar dicha temperatura aumenta el porcentaje
de constituyentes endurecedores disueltos y, en su consecuencia, la posibilidad de
elevar las caracterısticas mecanicas. Sin embargo existe un lımite superior, que es la
temperatura de comienzo de fusion de la aleacion empleada, y que en el caso general
de aleaciones comerciales vendra regida por la eutectica que posea mas bajo punto de
fusion. Excedida ligeramente esta temperatura, la aleacion empieza a ”quemarse”,
ya que se funden todas aquellas zonas en donde existe la eutectica. Esto trae consigo
la caıda de caracterısticas mecanicas y tiene el inconveniente de que la aleacion no
se puede, en general, regenerar por nuevo tratamiento termico.
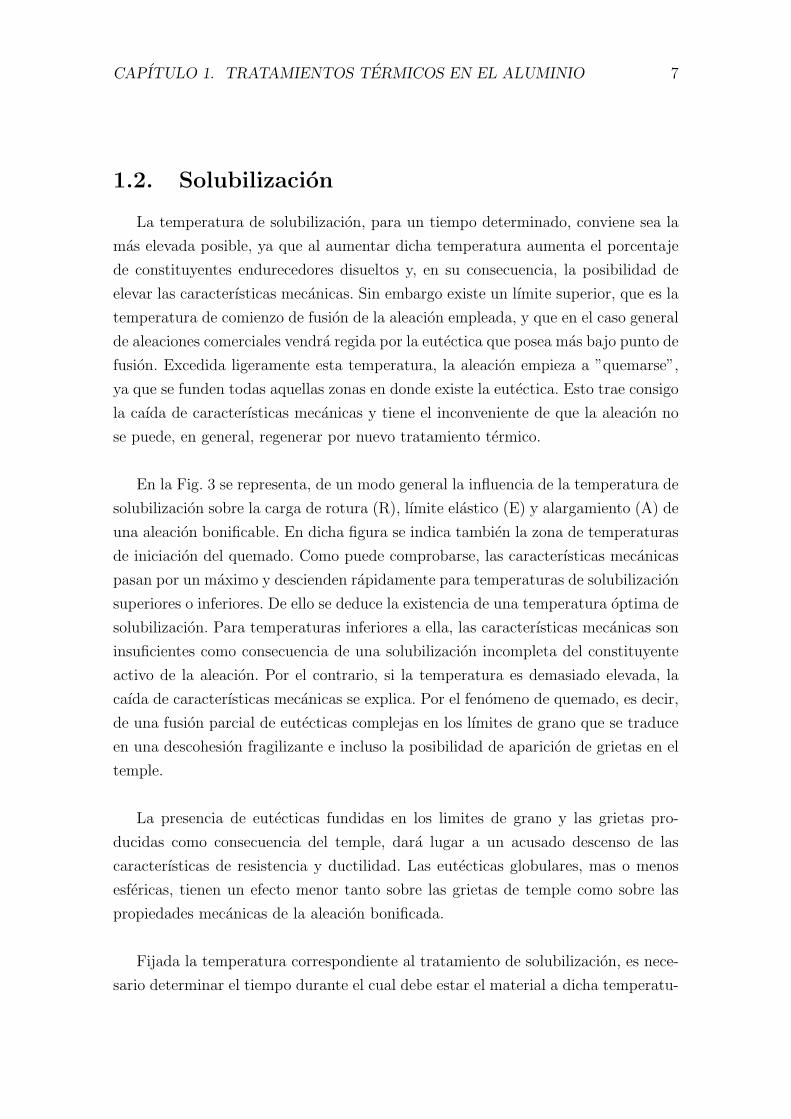
En la Fig. 3 se representa, de un modo general la influencia de la temperatura de
solubilizacion sobre la carga de rotura (R), lımite elastico (E) y alargamiento (A) de
una aleacion bonificable. En dicha figura se indica tambien la zona de temperaturas
de iniciacion del quemado. Como puede comprobarse, las caracterısticas mecanicas
pasan por un maximo y descienden rapidamente para temperaturas de solubilizacion
superiores o inferiores. De ello se deduce la existencia de una temperatura optima de
solubilizacion. Para temperaturas inferiores a ella, las caracterısticas mecanicas son
insuficientes como consecuencia de una solubilizacion incompleta del constituyente
activo de la aleacion. Por el contrario, si la temperatura es demasiado elevada, la
caıda de caracterısticas mecanicas se explica. Por el fenomeno de quemado, es decir,
de una fusion parcial de eutecticas complejas en los lımites de grano que se traduce
en una descohesion fragilizante e incluso la posibilidad de aparicion de grietas en el
temple.
La presencia de eutecticas fundidas en los limites de grano y las grietas pro-
ducidas como consecuencia del temple, dara lugar a un acusado descenso de las
caracterısticas de resistencia y ductilidad. Las eutecticas globulares, mas o menos
esfericas, tienen un efecto menor tanto sobre las grietas de temple como sobre las
propiedades mecanicas de la aleacion bonificada.
Fijada la temperatura correspondiente al tratamiento de solubilizacion, es nece-
sario determinar el tiempo durante el cual debe estar el material a dicha temperatu-
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 8
Figura 1.5: Influencia de la temperatura de solubilizacion sobre las caracterısticasmecanicas
ra. Dicho tiempo es funcion, evidentemente, del tipo de producto, aleacion, moldeo
o procedimiento de fabricacion usado y del espesor. Estos factores establecen las
condiciones en que el material se encuentra antes del tratamiento, es decir las pro-
porciones en que el soluto esta en solucion y el tamano y distribucion de las fases
precipitadas.
El mecanismo propio de la solidificacion produce granos heterogeneos en los
cuales la composicion quımica varıa del centro a la periferia y ocasiona concentra-
ciones de elementos de bajo punto de fusion en las uniones intergranulares. Es, por
tanto, necesario, para establecer la homogeneidad, emplear calentamientos prolon-
gados que permitan la difusion de estos elementos hacia el interior de los granos.
Las piezas moldeadas, presentan en general estructuras heterogeneas y bastas, por
consiguiente, se hace lento y difıcil alcanzar el equilibrio de concentracion por di-
fusion. La difusion sera tanto mas rapida cuando. los granos sean mas pequenos.
Como consecuencia de esto, las piezas coladas en arena requieren tiempos mas ele-
vados que las coladas en coquilla de grano mucho mas fino. En los productos forjados
el trabajo mecanico y los calentamientos sufridos en el curso de su transformacion
producen el fraccionamiento de los granos y facilitan la migracion de los atomos del
soluto, eliminando segregaciones y homogeneizando la aleacion. Una caracterıstica
importante de la solubilizacion es que su cinetica es casi independiente de la tem-
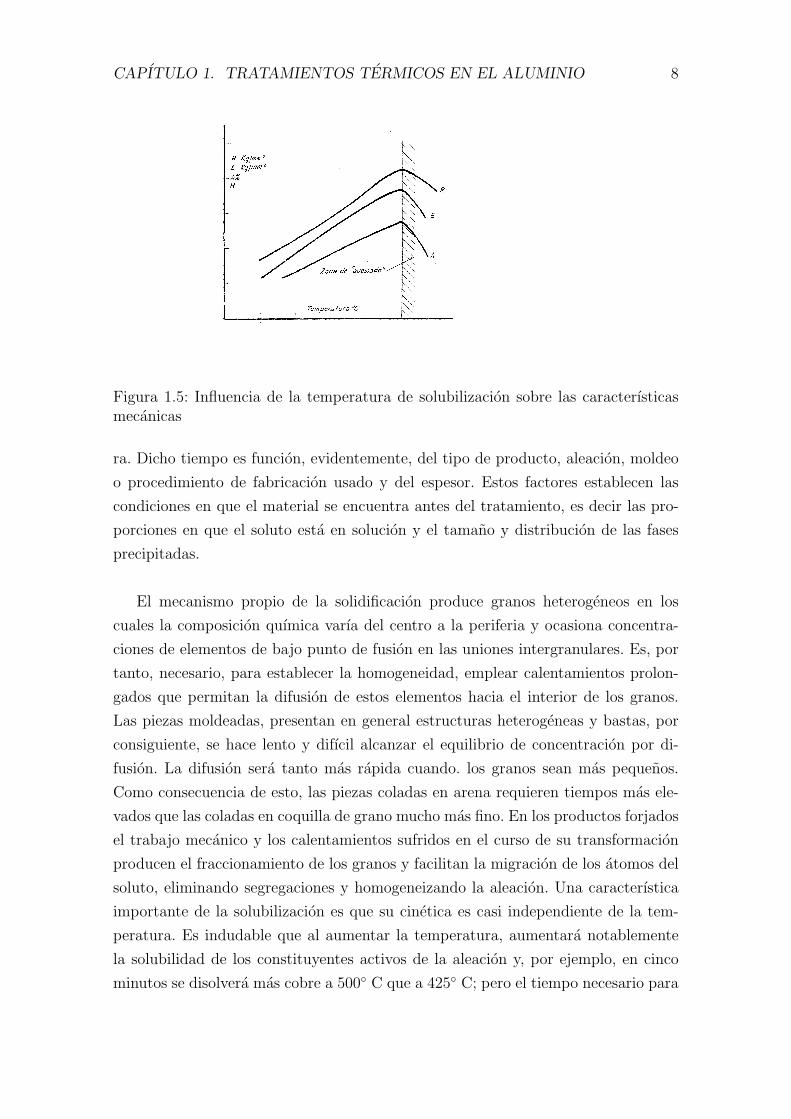
peratura. Es indudable que al aumentar la temperatura, aumentara notablemente
la solubilidad de los constituyentes activos de la aleacion y, por ejemplo, en cinco
minutos se disolvera mas cobre a 500◦ C que a 425◦ C; pero el tiempo necesario para
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 9
Figura 1.6: Influencia de la temperatura de la temperatura de solubilizacion sobrelas caracterısticas mecanicas
saturar la solucion solida es, aproximadamente, el mismo a ambas temperaturas,
lo cual se pone en evidencia por las caracterısticas mecanicas logradas despues del
temple y maduracion correspondiente.
No debe existir, por tanto, interes en prolongar este tiempo, ya que pueden pre-
sentarse problemas relacionados con la recristalizacion, con la economıa del proceso
y en el caso de aleaciones plaqueadas disminucion de la resistencia a corrosion Por
ultimo, conviene senalar, que para los productos forjados que presenten acritud,
la velocidad de calentamiento en e1 tratamiento de solubilizacion puede afectar al
tamano de grano. La velocidad de calentamiento debe ser lo mas rapida posible,
porque proporciona el tamano de grano mas fino. Una conclusion importante que se
deduce de todo lo anterior es que no puede pretenderse alcanzar las caracterısticas
mecanicas correctas empleando una temperatura de solubilizacion inferior a la opti-
ma y compensando esto con tiempos de permanencia muy prolongados.
1.3. Temple
Posteriormente al tratamiento termico de solubilizacion, la aleacion debe ser en-
friada energicamente para que la solucion solida quede sobresaturada a la temperatura-
ambiente. Esta operacion denominada temple, reviste gran importancia ya que debe

CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 10
proporcionar las condiciones optimas para el tratamiento de maduracion posterior.
En efecto, para que despues de la maduracion las caracterısticas mecanicas sean
maximas, es preciso que la concentracion de la solucion solida inmediatamente de-
spues del temple sea sensiblemente la misma que a la temperatura de solubilizacion.
lo cual se consigue mediante un enfriamiento rapido de la aleacion, por inmersion
en fluido apropiado que nos proporcione la velocidad critica de temple necesaria.
Se desprende que en esta operacion son varios los factores a considerar para obten-
er la velocidad de enfriamiento adecuada, entre los que figuran como principales
la naturaleza (calor especıfico) y temperatura del fluido utilizado, que definen su
potencial refrigerante, la reparticion de masas en el material a enfriar, que viene
definida por la relacion superficie volumen de las piezas tratadas, por Ultimo, el
tiempo transcurrido desde que el material pasa de la temperatura inicial a la fi-
nal dependiente del grado de mecanizacion de la operacion de temple. La velocidad
crıtica de temple puede definirse como la mınima velocidad de enfriamiento que es
capaz de retener los atomos de soluto en solucion, es decir, que evita la descomposi-
cion de la solucion solida y depende principalmente de la composicion de la aleacion.
Figura 1.7: Influencia de la velocidad de temple sobre las caracterısticas mecanicasde la aleacion 7075
La velocidad de enfriamiento, ademas de afectar las caracterısticas mecanicas,
tiene una influencia significativa sobre la resistencia a la corrosion de la mayorıa de
aleaciones de aluminio.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 11
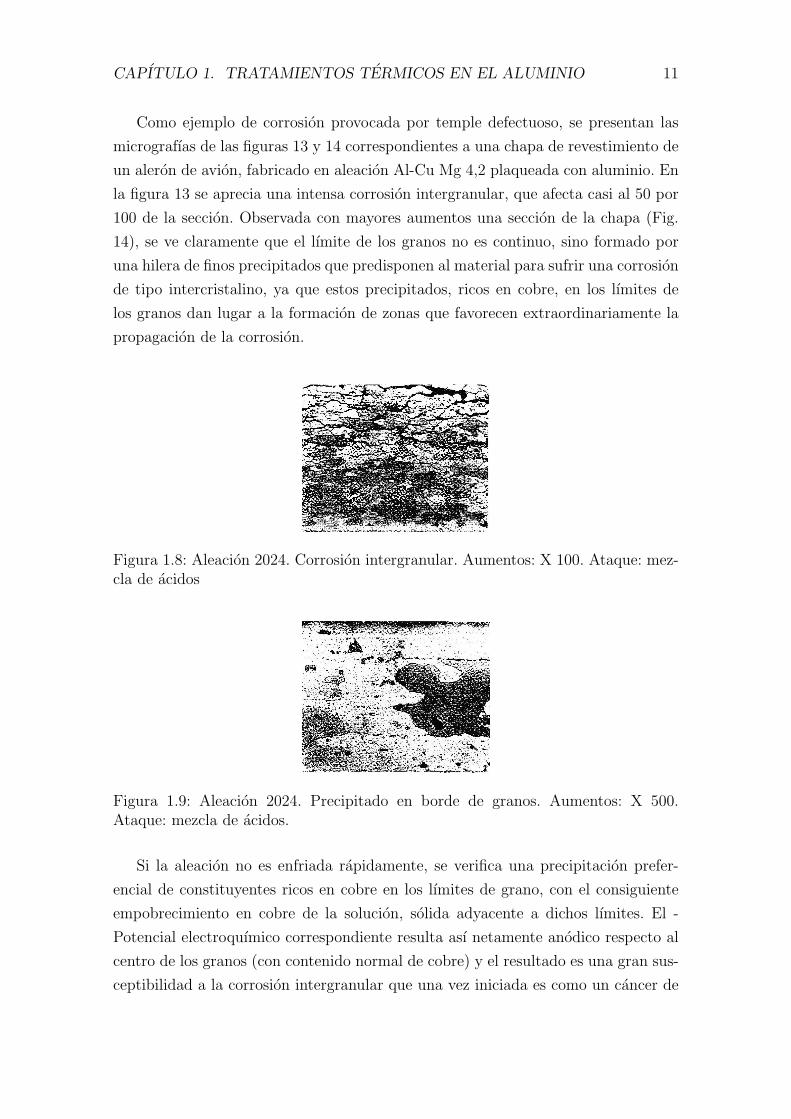
Como ejemplo de corrosion provocada por temple defectuoso, se presentan las
micrografıas de las figuras 13 y 14 correspondientes a una chapa de revestimiento de
un aleron de avion, fabricado en aleacion Al-Cu Mg 4,2 plaqueada con aluminio. En
la figura 13 se aprecia una intensa corrosion intergranular, que afecta casi al 50 por
100 de la seccion. Observada con mayores aumentos una seccion de la chapa (Fig.
14), se ve claramente que el lımite de los granos no es continuo, sino formado por
una hilera de finos precipitados que predisponen al material para sufrir una corrosion
de tipo intercristalino, ya que estos precipitados, ricos en cobre, en los lımites de
los granos dan lugar a la formacion de zonas que favorecen extraordinariamente la
propagacion de la corrosion.
Figura 1.8: Aleacion 2024. Corrosion intergranular. Aumentos: X 100. Ataque: mez-cla de acidos
Figura 1.9: Aleacion 2024. Precipitado en borde de granos. Aumentos: X 500.Ataque: mezcla de acidos.
Si la aleacion no es enfriada rapidamente, se verifica una precipitacion prefer-
encial de constituyentes ricos en cobre en los lımites de grano, con el consiguiente
empobrecimiento en cobre de la solucion, solida adyacente a dichos lımites. El -
Potencial electroquımico correspondiente resulta ası netamente anodico respecto al
centro de los granos (con contenido normal de cobre) y el resultado es una gran sus-
ceptibilidad a la corrosion intergranular que una vez iniciada es como un cancer de

CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 12
la aleacion que prosigue fatalmente su proceso destructivo. En aleaciones Aluminio-
Magnesio se presenta una diferencia electroquımica entre compuestos ıntermetalicos
relativamente anodicos, poco espaciados en los contornos de los granos, y la solucion
solida de los granos, presentando una diferencia de potencial muy inferior que en
el caso de las aleaciones Aluminio-Cobre. La corrosion aumenta al aumentar dicha
velocidad hasta alcanzar un maximo para 25◦C/seg. A partir de dicho valor dis-
minuye el efecto corrosivo para adquirir un valor mınimo para 500◦C/seg., en cuyo
momento se hace practicamente asintotico. La corrosion es principalmente del tipo
de picaduras para los valores mınimos e intercristalina para los maximos.
Figura 1.10: Curva de la C para la corrosion intergranular de la aleacion 2024-T4
Senalemos, por ultimo. un metodo original utilizado para estudiar el efecto de
la velocidad de enfriamiento sobre la susceptibilidad a la corrosion de las aleaciones
de aluminio de elevada resistencia mecanica, tales como las 2024 y 7075. Se utiliza
una probeta Jomminy, ligeramente modificada, de las utilizadas para determinar la
templabilidad de los aceros. El ensayo consiste en someter la probeta al tratamiento
de solubilizacion y, posteriormente, enfriarla por un extremo con lo cual se obtienen
velocidades de enfriamiento variables a lo largo de la probeta que posteriormente
es sometida a un ensayo de corrosion acelerada. Para grandes velocidades de enfri-
amiento la corrosion es de tipo picadura, encontrando el primer tipo de corrosion
intergranular, aunque ligera y con grandes picaduras, a 4,4 cm. del extremo templado
(21◦C/seg.). A 4,8 cm. del extremo templado todo el ataque es de tipo intergranular.
Naturalmente aquellas aleaciones con elementos aleantes de potencial no tan dis-
imilar al del aluminio como el del cobre, son menos susceptibles a los efectos de una
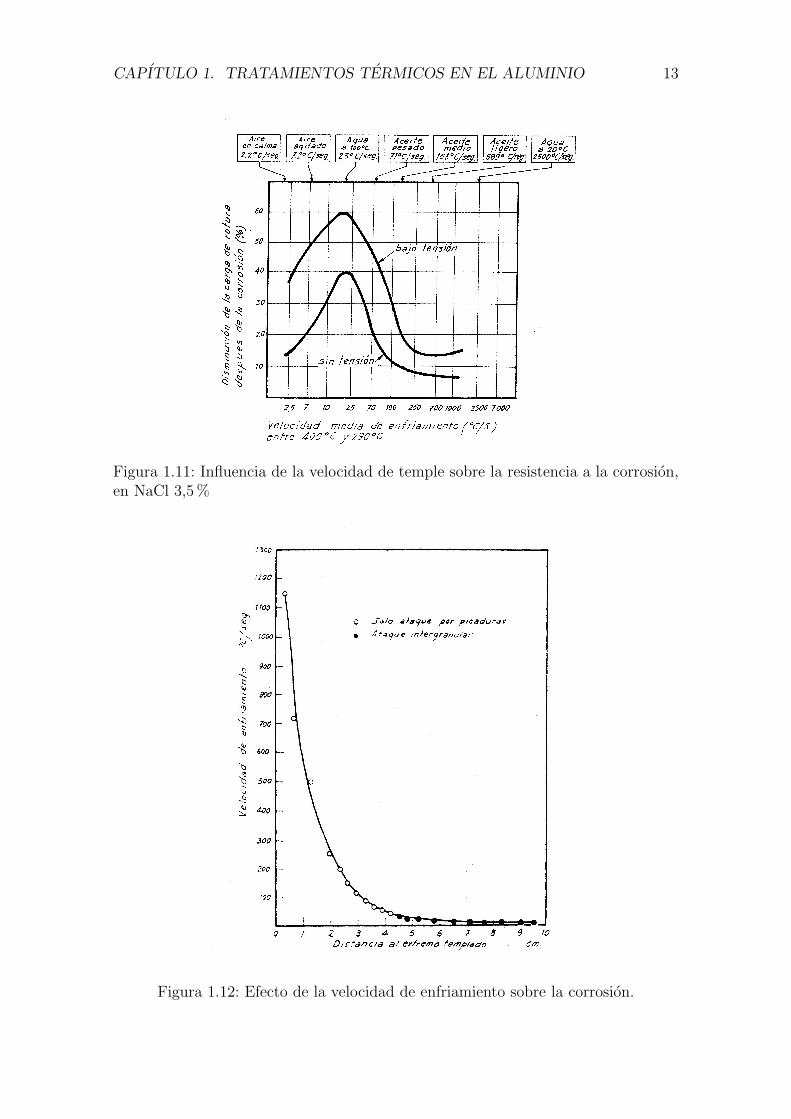
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 13
Figura 1.11: Influencia de la velocidad de temple sobre la resistencia a la corrosion,en NaCl 3,5 %
Figura 1.12: Efecto de la velocidad de enfriamiento sobre la corrosion.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 14
velocidad de temple insuficiente, tal es el caso de las aleaciones Al-Mg-Si tıpicas de
la construccion civil y arquitectura.
Ahora bien, es evidente que al ser las velocidades crıticas de temple elevadas
seran difıcilmente alcanzables en el nucleo de piezas de gran seccion.
Por consiguiente. las caracterısticas mecanicas y la resistencia a la corrosion son
inevitablemente afectadas en productos de elevada seccion, si bien esta disminucion
de propiedades es mas o menos acusada segun el tipo de aleacion.
Cuando se trata del temple de productos delgados, hay que considerar otro fac-
tor: el tiempo de transicion que transcurre entre la salida de la pieza del horno de
solubilizacion y su inmersion en el medio de refrigeracion.
A la salida del horno de calentamiento el producto esta necesariamente cierto
tiempo al aire, lo que da lugar a un retrasa en el temple (a no ser que el medio de
refrigeracion sea el aire o niebla. Si se necesita, pues, una gran velocidad de enfri-
amiento como en el caso del temple en agua, es preciso que la permanencia en el
aire sea lo mas corta posible y no sobrepase un valor maximo.
El temple en agua es el medio que se utiliza mas ampliamente par ser el mas efec-
tivo. Las mayores velocidades de enfriamiento corresponden al agua a la temperatura
ambiente, velocidad que disminuye al aumentar la temperatura de la misma. Por
tanta, si se requieren medios de enfriamiento mas suaves se empleara agua caliente,
agua hirviendo y tambien aire agitado o aire en calma. Asimismo pueden utilizarse
distintos tipos de aceites.
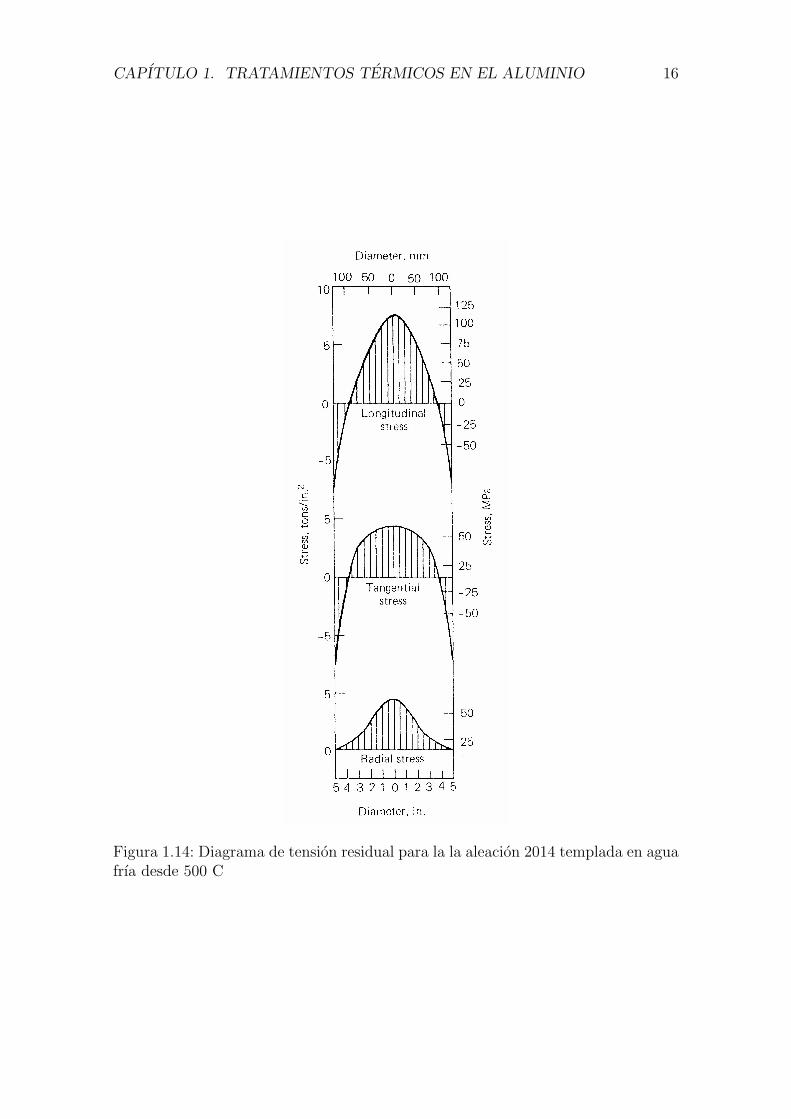
Desde el punto de vista de las caracterısticas mecanicas y de la resistencia a
la corrosion es preciso enfriar suficientemente deprisa el material en el transcurso
del temple, siempre se ha de tener presente el problema de las tensiones residuales
originadas por dicho enfriamiento rapido y cuyas exigencias son claramente opuestas
a las senaladas anteriormente. Las tensiones de temple tienen su origen en el gra-
diente termico existente entre las diferentes capas del material sometido al proceso
de enfriamiento. Se comprende facilmente que piara reducir las tensiones de temple
tendremos que reducir la eficacia de los cambios termicos, retardando el grado de
enfriamiento para lo cual sera necesario utilizar medios de enfriamiento menos ac-
tivos.
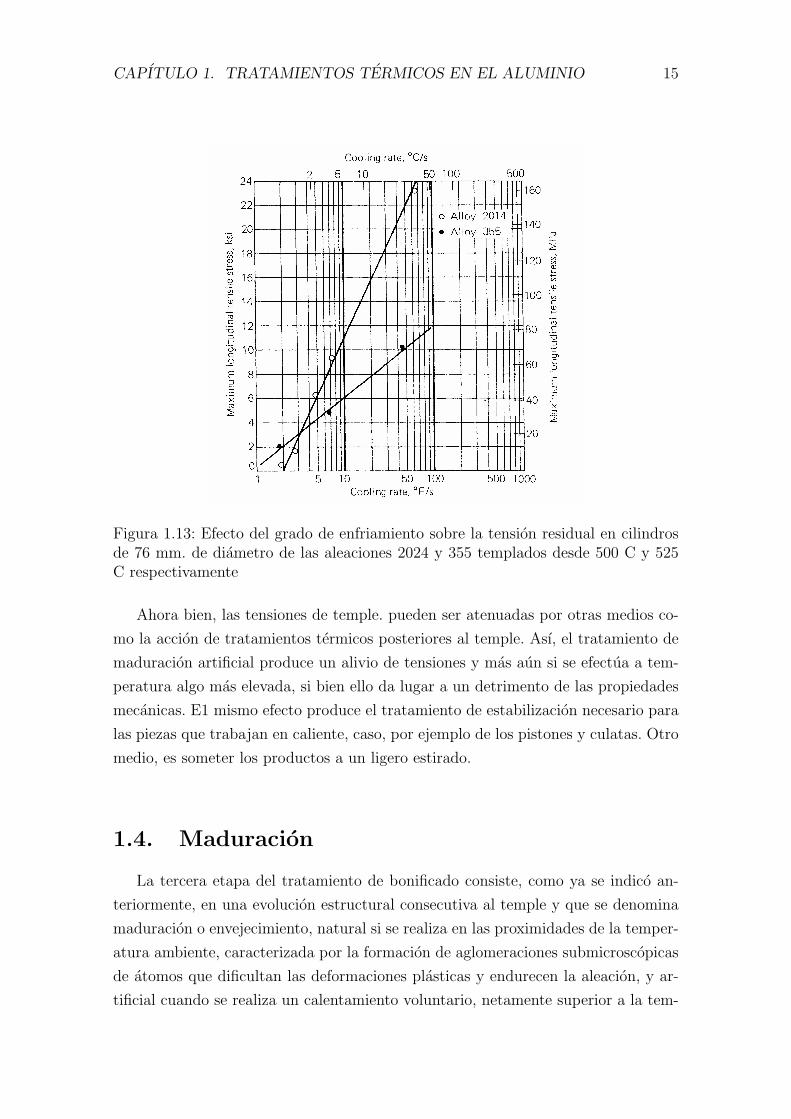
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 15
Figura 1.13: Efecto del grado de enfriamiento sobre la tension residual en cilindrosde 76 mm. de diametro de las aleaciones 2024 y 355 templados desde 500 C y 525C respectivamente
Ahora bien, las tensiones de temple. pueden ser atenuadas por otras medios co-
mo la accion de tratamientos termicos posteriores al temple. Ası, el tratamiento de
maduracion artificial produce un alivio de tensiones y mas aun si se efectua a tem-
peratura algo mas elevada, si bien ello da lugar a un detrimento de las propiedades
mecanicas. E1 mismo efecto produce el tratamiento de estabilizacion necesario para
las piezas que trabajan en caliente, caso, por ejemplo de los pistones y culatas. Otro
medio, es someter los productos a un ligero estirado.
1.4. Maduracion
La tercera etapa del tratamiento de bonificado consiste, como ya se indico an-
teriormente, en una evolucion estructural consecutiva al temple y que se denomina
maduracion o envejecimiento, natural si se realiza en las proximidades de la temper-
atura ambiente, caracterizada por la formacion de aglomeraciones submicroscopicas
de atomos que dificultan las deformaciones plasticas y endurecen la aleacion, y ar-
tificial cuando se realiza un calentamiento voluntario, netamente superior a la tem-
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 16
Figura 1.14: Diagrama de tension residual para la la aleacion 2014 templada en aguafrıa desde 500 C
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 17
peratura ambiente, generalmente entre 1000 C y 2500 C, tratamiento que acentua el
fenomeno y hace evolucionar las aglomeraciones de atomos hacia fases intermetalicas
mas voluminosas.
La maduracion artificial conduce a valores mas elevados para la carga de rotura,
lımite elastico y dureza, si bien se obtienen valores sensiblemente menos elevados
para los alargamientos.
En algunos casos se aplica la maduracion a productos que, no han sido sometidos
previamente al tratamiento de solubilizacion. Ası, en algunas aleaciones de moldeo
las condiciones de enfriamiento subsiguientes a la solidificacion en coquilla mantienen
en solucion suficiente cantidad de constituyente activo para que, posteriormente,
ofrezcan una respuesta vigorosa al tratamiento de maduracion artificial.
Maduracion natural Durante la maduracion natural, no se aprecian cambios mi-
croestructurales, ya que los efectos endurecedores son atribuibles unicamente
a la aglomeracion de atomos. Contrariamente a lo expuesto para la velocidad
de solubilizacion, la velocidad de maduracion depende en grado elevado de
la temperatura. En algunas aleaciones, la velocidad de maduracion se dupli-
ca cada 50 C que se eleve la temperatura, dentro del margen -100 C a + 250 C.
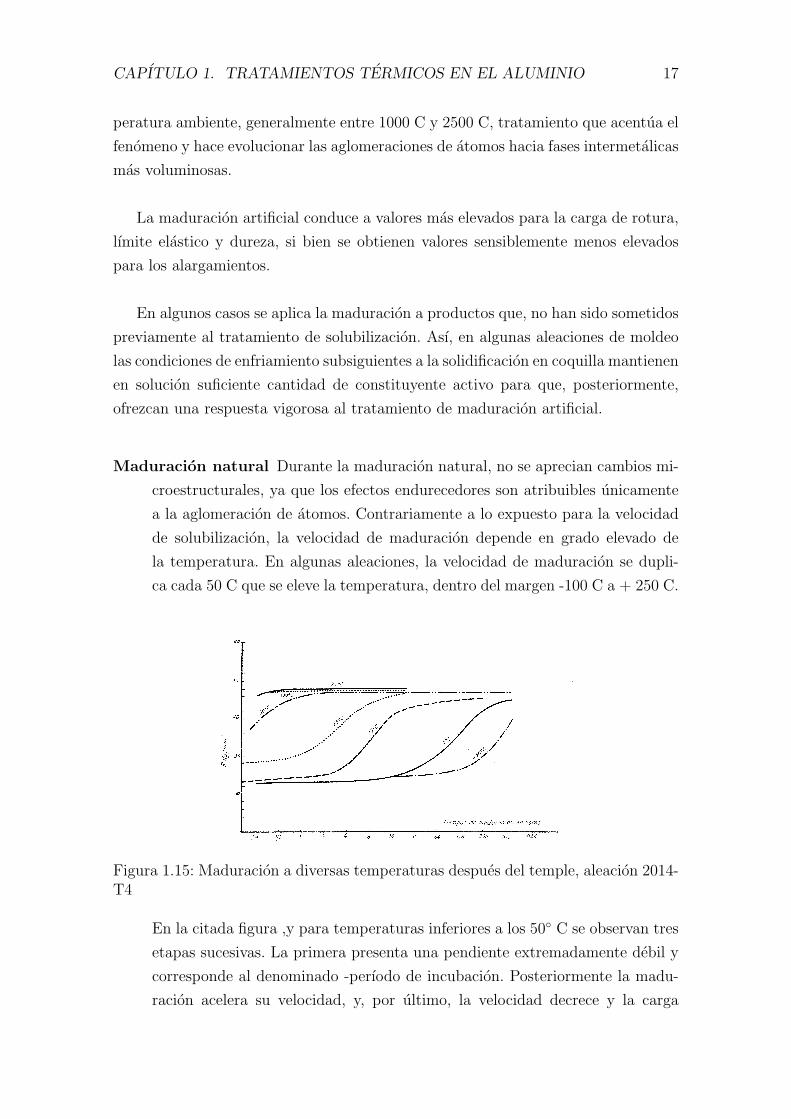
Figura 1.15: Maduracion a diversas temperaturas despues del temple, aleacion 2014-T4
En la citada figura ,y para temperaturas inferiores a los 50◦ C se observan tres
etapas sucesivas. La primera presenta una pendiente extremadamente debil y
corresponde al denominado -perıodo de incubacion. Posteriormente la madu-
racion acelera su velocidad, y, por ultimo, la velocidad decrece y la carga
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 18
de rotura tiende asintoticamente hacia un determinado nivel. La maduracion
presenta el caracter de no estar jamas totalmente concluida, y en algunas
aleaciones, como la 6061, siguen madurando de una forma apreciable a la tem-
peratura ambiente despues de un perıodo de diez anos. En cambio, y bajo un
aspecto industrial, se admite que para la aleacion considerada anteriormente,
la estabilidad de caracterısticas se alcanza al cabo de cuatro dıas para tem-
peraturas proximas, a 20◦ C.
Se comprueba que los perıodos de incubacion son funcion de la temperatura
y que son tanto mas pequenos cuanto mayor es la temperatura. Durante este
perıodo de incubacion la aleacion queda en un estado denominado temple fres-
co y, puesta que las aleaciones san entonces relativamente blandas y ductiles,
existe la posibilidad de efectuar las operaciones de enderezado o conformacion
con mas facilidad que despues que la maduracion se haya desarrollado total-
mente.
La introduccion de acritud localizada y tensiones residuales en los produc-
tos hechurados despues del temple puede tener un efecto perjudicial sobre la
caracterıstica de fatiga o sobre la resistencia a corrosion bajo tensiones. Por
tanto, en algunas, aplicaciones crıticas, puede ser preferible el hechurado antes
del tratamiento termico de, bonificado con el fin de evitar los efectos senalados.
Por ejemplo, las aleaciones aluminio-silicio-magnesio maduran bastante mas
lentamente, e industrialmente se requieren alrededor de quince dıas de madu-
racion a temperaturas de 20◦ C para alcanzar niveles de caracterısticas mecanicas
admisibles.
Las aleaciones aluminio-cinc-magnesio presentan velocidades de maduracion
aun mas pequenas, existiendo la misma influencia de la temperatura.
Maduracion artificial La maduracion artificial de una aleacion de aluminio con-
siste, en un tratamiento termico voluntario despues del temple y a temper-
aturas netamente superiores a la ambiente. La maduracion artificial permite
obtener una amplia variedad de caracterısticas mecanicas para cada tipo de
aleacion, caracterısticas que san funcion de la temperatura y tiempo del tratamien-
to. En general, aumenta la carga de rotura, limite elastico y dureza, y dismin-
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 19
uye el alargamiento, siendo caracterıstico el hecho de que el incremento del
lımite elastico es mas pronunciado que .el aumento de la carga de rotura cor-
respondiente.
En el caso de la maduracion artificial tiempos demasiado prolongados pueden
proporcionar resultados contrarios a los perseguidos y producir una perdida de
las caracterısticas mecanicas del material. Si se consideran las curvas represen-
tativas de la carga de rotura y lımite elastico en funcion del tiempo resulta que
para cada temperatura existe una rama ascendente que pasa por un maximo
y presenta posteriormente una rama descendente.
Para cada temperatura existe un tiempo de maduracion que podemos consid-
erar como optimo, el cual es preciso alcanzar para lograr las maximas carac-
terısticas mecanicas, pero no sobrepasar, pues ello implicarıa una disminucion
de las mismas.
Empleando siempre los tiempos optimos, a las temperaturas elevadas corre-
sponden caracterısticas mecanicas menores que a las temperaturas mas bajas.
Y a medida que se eleva la temperatura del tratamiento: de maduracion los
maximos se hacen mas crıticos (tengase en cuenta que la escala de tiempos
es logarıtmica), lo que exige un control mas exacto del tratamiento por el
mayor peligro de cometer errores con relacion a las condiciones optimas. Es-
ta deduccion experimental presenta una gran utilidad practica, y por eso en
el tratamiento industrial es preferible acomodarse a maduraciones durante
tiempos relativamente largos y a temperaturas relativamente pequenas para
obtener las caracterısticas mecanicas optimas.
Cuando deba considerarse la resistencia a corrosion, el tiempo, de maduracion
tiene una gran importancia y puede diferir del que proporciona, para una tem-
peratura dada, las maximas caracterısticas mecanicas. Ello es debido a que la
magnitud y morfologıa de la precipitacion obtenida tiene una influencia muy
significativa sobre la resistencia a corrosion y tipo de ataque corrosivo de de-
terminadas aleaciones.
Este mismo tipo de precipitacion, con la consiguiente susceptibilidad a cor-
rosion intergranular, puede producirse en la maduracion artificial si se emplean
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 20
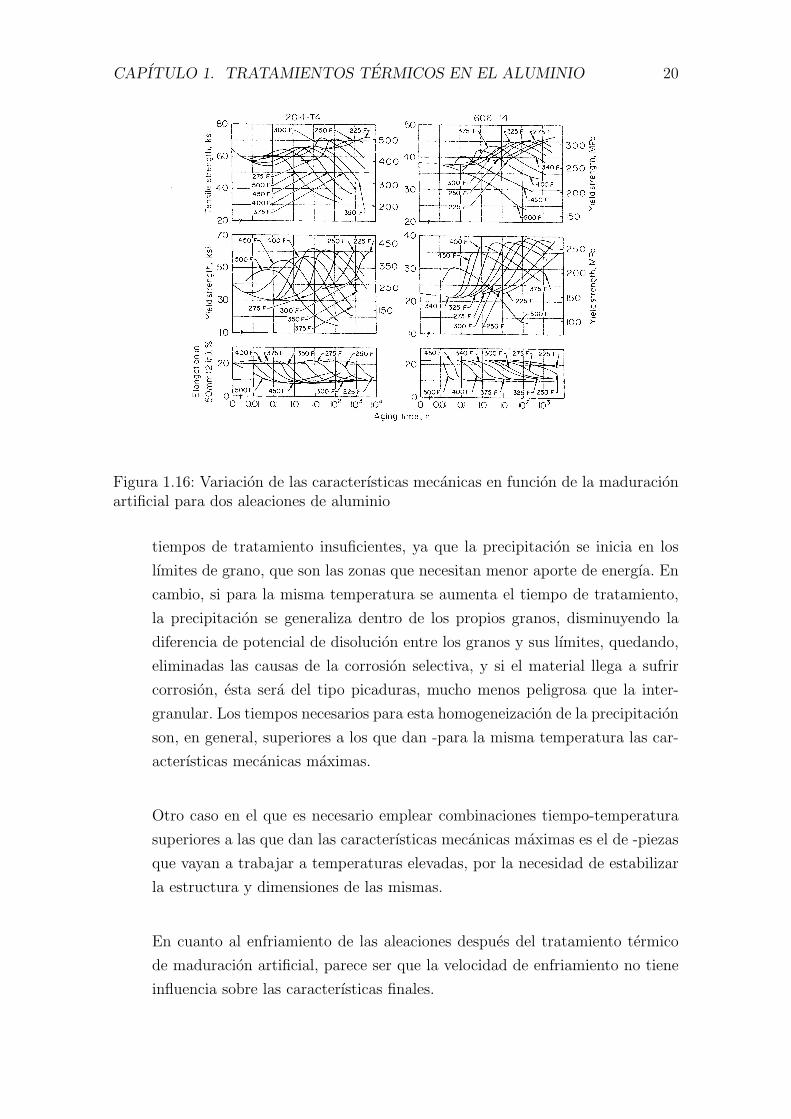
Figura 1.16: Variacion de las caracterısticas mecanicas en funcion de la maduracionartificial para dos aleaciones de aluminio
tiempos de tratamiento insuficientes, ya que la precipitacion se inicia en los
lımites de grano, que son las zonas que necesitan menor aporte de energıa. En
cambio, si para la misma temperatura se aumenta el tiempo de tratamiento,
la precipitacion se generaliza dentro de los propios granos, disminuyendo la
diferencia de potencial de disolucion entre los granos y sus lımites, quedando,
eliminadas las causas de la corrosion selectiva, y si el material llega a sufrir
corrosion, esta sera del tipo picaduras, mucho menos peligrosa que la inter-
granular. Los tiempos necesarios para esta homogeneizacion de la precipitacion
son, en general, superiores a los que dan -para la misma temperatura las car-
acterısticas mecanicas maximas.
Otro caso en el que es necesario emplear combinaciones tiempo-temperatura
superiores a las que dan las caracterısticas mecanicas maximas es el de -piezas
que vayan a trabajar a temperaturas elevadas, por la necesidad de estabilizar
la estructura y dimensiones de las mismas.
En cuanto al enfriamiento de las aleaciones despues del tratamiento termico
de maduracion artificial, parece ser que la velocidad de enfriamiento no tiene
influencia sobre las caracterısticas finales.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 21
Existe una influencia del tiempo de espera o parada entre el temple y la madu-
racion artificial.
En numerosas aleaciones de aluminio el tiempo de parada o espera entre el
temple y la maduracion artificial practicamente no influye sobre las carac-
terısticas mecanicas maximas, que pueden obtenerse.
Por ejemplo, en el caso de las aleaciones Al-Si-Mg el tiempo de espera es per-
judicial, obteniendose caracterısticas mecanicas inferiores que si se realizase
la maduracion inmediatamente a1 temple; por el contrario, actua en sentido
favorable en el caso de ciertas aleaciones del tipo AI-Zn-Mg-Cu, las cuales pre-
sentan mejores caracterısticas mecanicas en el estado de temple y maduracion
artificial si dicha maduracion se efectua algun tiempo despues del temple, es
decir, sobre un estado de maduracion natural previa, bastante avanzado.
1.5. Tratamiento termico de recocido
Recocidos de restauracion y recristalizacion Este tipo de tratamiento se re-
aliza, sobre un metal o aleacion con acritud, con el principal objeto de restituir
total o parcialmente sus posibilidades de deformacion.
Cuando se calienta un material en estado de elevada acritud se obtiene despues
del enfriamiento un nuevo estado estructural, que depende de la acritud inicial,
de la temperatura alcanzada y del tiempo a dicha temperatura. Al efectuar
los recocidos a temperaturas crecientes, para una acritud determinada y un
tiempo fijo, se presentan diversas etapas esquematizadas en la figura 17.
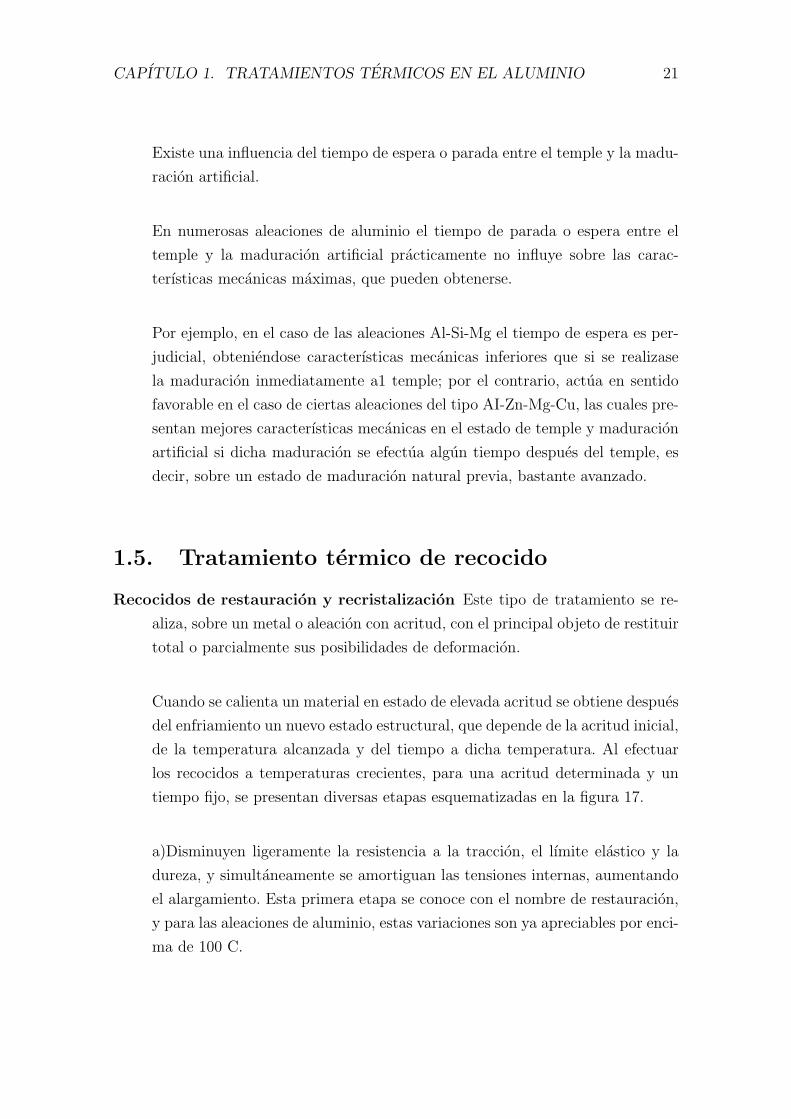
a)Disminuyen ligeramente la resistencia a la traccion, el lımite elastico y la
dureza, y simultaneamente se amortiguan las tensiones internas, aumentando
el alargamiento. Esta primera etapa se conoce con el nombre de restauracion,
y para las aleaciones de aluminio, estas variaciones son ya apreciables por enci-
ma de 100 C.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 22
Figura 1.17: Representacion esquematica del proceso de recocido, en un materialcon acritud
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 23
b)A partir de cierta temperatura la variacion de propiedades se hace mas
acusada, disminuye sensiblemente la relacion lımite elastico/carga rotura y se
observa la aparicion de nuevos granos cristalinos, entrandose en la etapa clasica
de recristalizacion, que puede ser parcial o total.
c)A temperaturas superiores a la de recristalizacion total se produce un lento
crecimiento, de los granos cristalinos a expensas de sus vecinos, lo que conduce
a una disminucion de las propiedades mecanicas, y en determinadas condi-
ciones puede producirse una recristalizacion secundaria, caracterizada por la
formacion de granos gigantes.
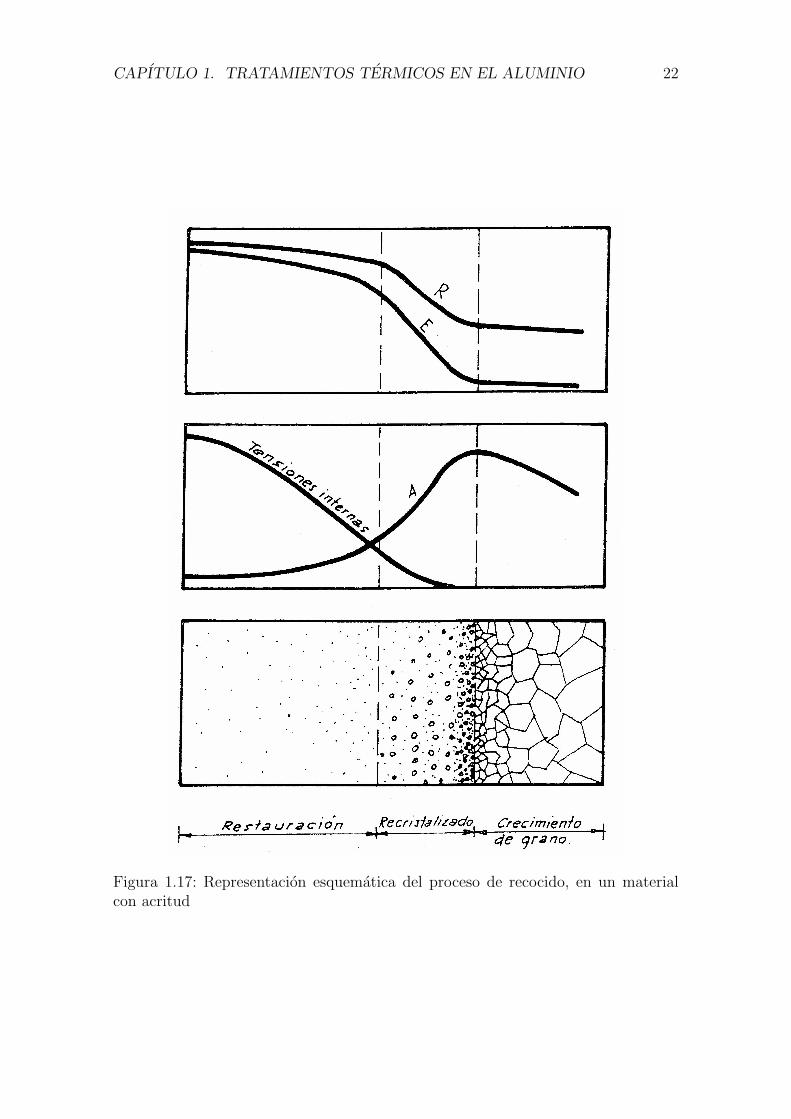
Figura 1.18: Representacion micrografica esquematica del proceso de recocido en unaluminio.
La figura 18 (a) representa al material en estado de acritud inicial y revela
granos alargados en el sentido de la deformacion. La figura 18 (b) representa
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 24
la etapa de restauracion; la orientacion propia del estado de acritud se conser-
va sensiblemente y las variaciones estructurales solo se manifiestan en el seno
de los granos cristalinos, sin que exista jamas la aparicion de nuevos cristales.
Unicamente la difraccion por rayos X ha puesto en evidencia la poligonizacion
y formacion de subgranos, confirmados con la utilizacion del microscopio elec-
tronico. Las figuras 18 (c) y 18 (d) corresponden a la recristalizacion parcial, se
observa la aparicion de nuevos granos cristalinos, de orientacion algunas veces
muy diferentes a los primitivos y que desarrollandose a expensas de ellos van
aumentando en tamano y numero a medida que se emplean temperaturas de
recocido mas elevadas. La figura 18 (e), representa la estructura micrografica
de una aleacion de aluminio con una recristalizacion total. Los nuevos granos
se han desarrollado suficientemente para entrar en contacto con sus adya-
centes, habiendo desaparecido totalmente los granos primitivos. Por ultima, y
a temperaturas superiores, los granos cristalinos tienden a crecer lentamente
a expensas de sus vecinos, con formacion de granos de tamano muy superior,
segun se representa en la figura 18 (f).
En el tratamiento de recristalizacion total se desea obtener un grano fino ya
que, aparte de que este proporciona mejor ductilidad.
El tamano de grano obtenido por recristalizacion es un factor muy importante
y debe ser sometido a alguna medida de control. Es primordial la influen-
cia que sobre las dimensiones del grano ejercen los factores de fabricacion; la
homogeneidad del material, el grado de acritud, la temperatura y tiempo de
recocido.
El tamano de grano es tambien fundamentalmente afectado por la composi-
cion. Generalmente, los elementos de aleacion e impurezas, favorecen la finura
de grano. Si se considera conjuntamente la accion del tiempo y de la tem-
peratura se obtienen las curvas isotermicas de ablandamiento, tales como las
representadas en la figura 19 para una aleacion Al-Mg, en estado inicial duro.
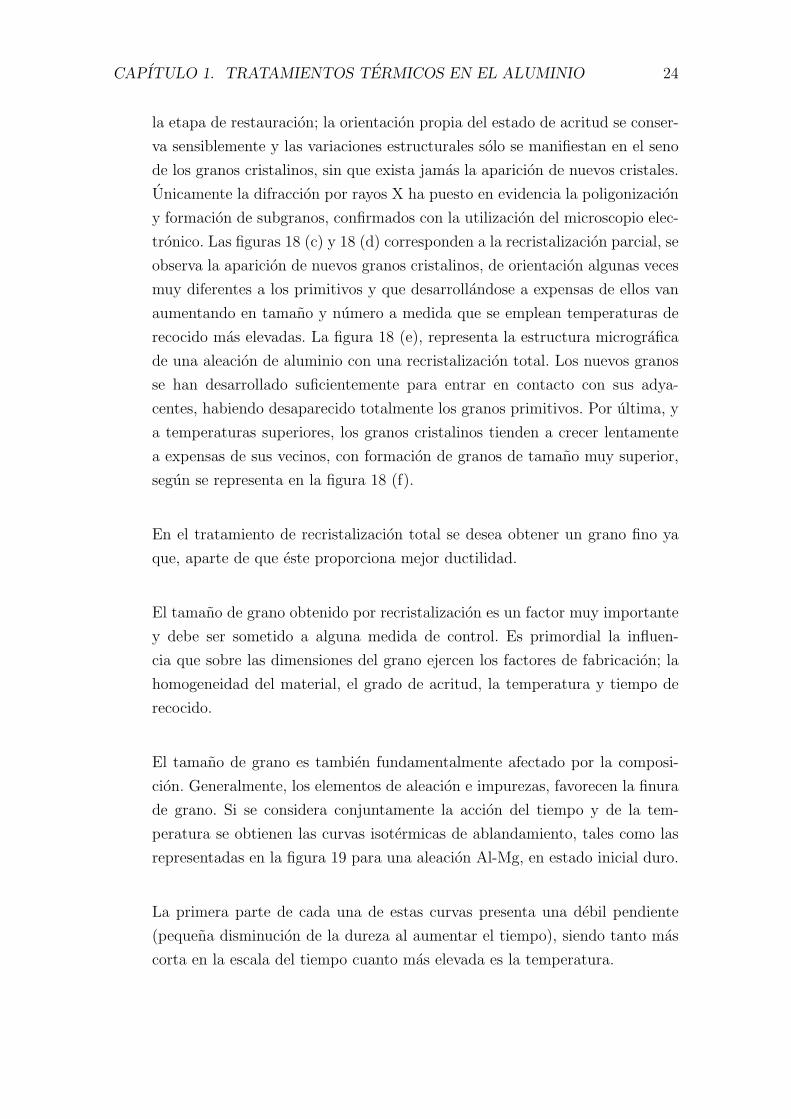
La primera parte de cada una de estas curvas presenta una debil pendiente
(pequena disminucion de la dureza al aumentar el tiempo), siendo tanto mas
corta en la escala del tiempo cuanto mas elevada es la temperatura.
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 25
Figura 1.19: Curvas isotermicas de ablandamiento. Aleacion 5056
Posteriormente aparece, para cada temperatura, un segundo tramo de pen-
diente mas elevada (gran disminucion de dureza al aumentar el tiempo) que
corresponde a la recristalizacion parcial. Al final de estos tramos las diferentes
curvas tienden a hacerse asintoticas a un mismo valor de la dureza, es decir el
correspondiente a la recristalizacion total.
El examen de la figura 21 demuestra que el termino temperatura de recristal-
izacion, frecuentemente utilizado, no tiene sentido si se emplea solo y sin datos
complementarios, es decir si no se precisa la duracion del tratamiento, ya
que la recristalizacion total puede obtenerse con combinaciones de tiempo-
temperatura muy diversas.
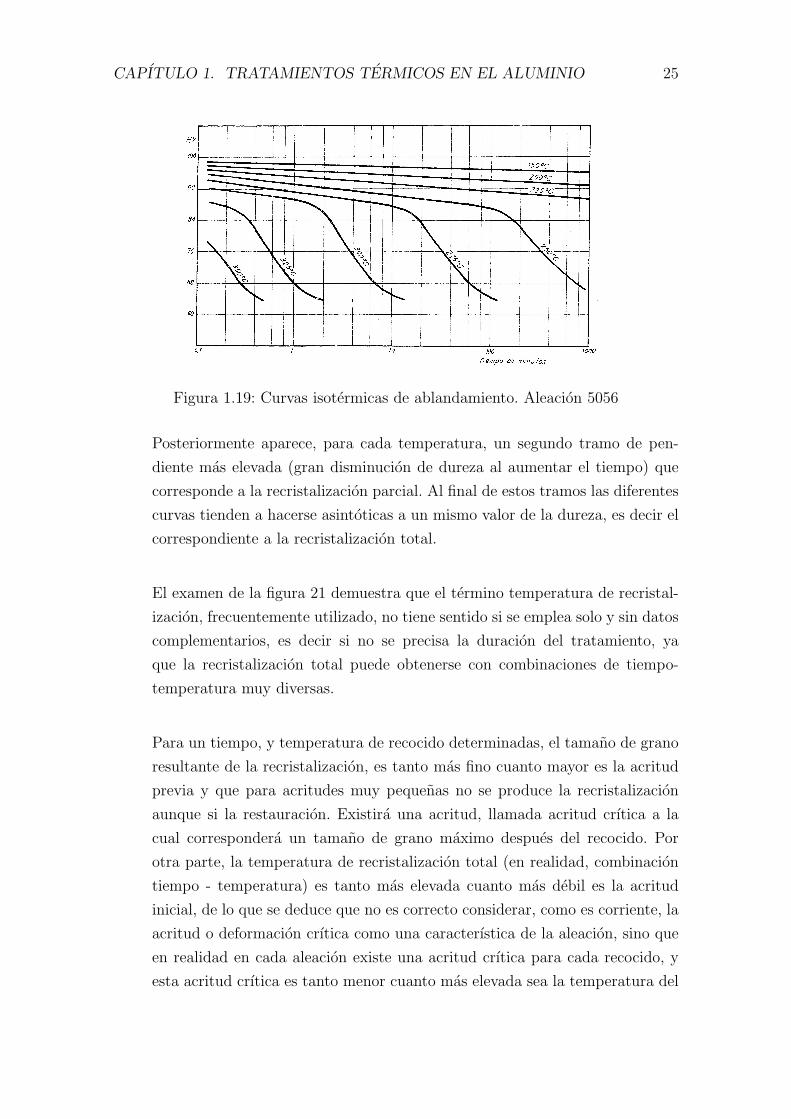
Para un tiempo, y temperatura de recocido determinadas, el tamano de grano
resultante de la recristalizacion, es tanto mas fino cuanto mayor es la acritud
previa y que para acritudes muy pequenas no se produce la recristalizacion
aunque si la restauracion. Existira una acritud, llamada acritud crıtica a la
cual correspondera un tamano de grano maximo despues del recocido. Por
otra parte, la temperatura de recristalizacion total (en realidad, combinacion
tiempo - temperatura) es tanto mas elevada cuanto mas debil es la acritud
inicial, de lo que se deduce que no es correcto considerar, como es corriente, la
acritud o deformacion crıtica como una caracterıstica de la aleacion, sino que
en realidad en cada aleacion existe una acritud crıtica para cada recocido, y
esta acritud crıtica es tanto menor cuanto mas elevada sea la temperatura del
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 26
recocido.
Figura 1.20: Tamano de grano de recristalizacion para un recocido (tiempo y tem-peratura) determinado, en funcion de la acritud previa
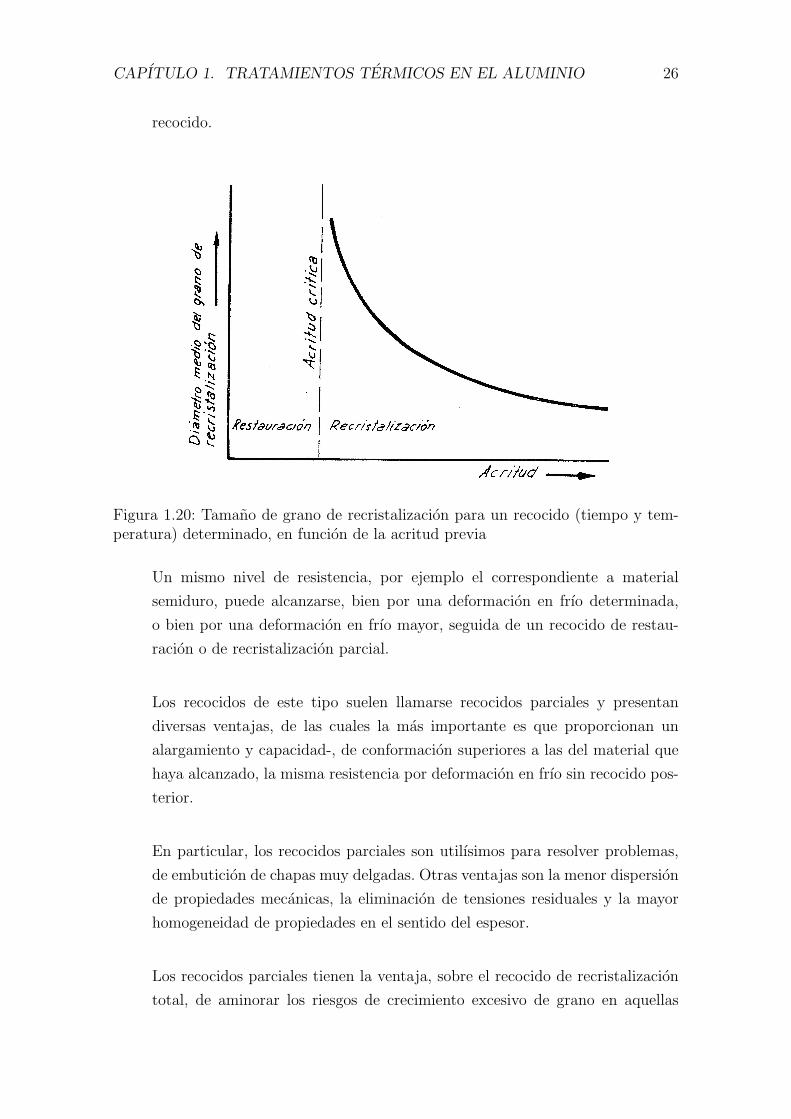
Un mismo nivel de resistencia, por ejemplo el correspondiente a material
semiduro, puede alcanzarse, bien por una deformacion en frıo determinada,
o bien por una deformacion en frıo mayor, seguida de un recocido de restau-
racion o de recristalizacion parcial.
Los recocidos de este tipo suelen llamarse recocidos parciales y presentan
diversas ventajas, de las cuales la mas importante es que proporcionan un
alargamiento y capacidad-, de conformacion superiores a las del material que
haya alcanzado, la misma resistencia por deformacion en frıo sin recocido pos-
terior.
En particular, los recocidos parciales son utilısimos para resolver problemas,
de embuticion de chapas muy delgadas. Otras ventajas son la menor dispersion
de propiedades mecanicas, la eliminacion de tensiones residuales y la mayor
homogeneidad de propiedades en el sentido del espesor.
Los recocidos parciales tienen la ventaja, sobre el recocido de recristalizacion
total, de aminorar los riesgos de crecimiento excesivo de grano en aquellas
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 27
Figura 1.21: Comparacion entre un material. solamente con acritud (a) y con acritudmas recocido parcial (b)
zonas en que se hayan producido deformaciones crıticas.
El enfriamiento despues del recocido, de las aleaciones no bonificables, no es,
en general, crıtico, pudiendo efectuarse al aire. No obstante, en el caso de las
aleaciones Al Mg, sı el enfriamiento, despues de un. recocido de recristalizacion
total (por ejemplo, a 4000C), es muy rapido, el Mg queda en solucion sobresat-
urada y tiende a precipitar, posteriormente, de forma continua en los limites
de grano, sensibilizando el material a la corrosion bajo tensiones. Este incon-
veniente, que es particularmente importante para aleaciones con un contenido
de Mg superior a 4.5 %, puede salvarse efectuando el enfriamiento lentamente
en el horno (durante unas 24 horas), con lo que se consigue que la precipitacion
se produzca en forma de partıculas aisladas, que no son peligrosas.
Otra caracterıstica de las aleaciones de Al-Mg en estado de acritudes que pos-
teriormente y a temperatura ambiente experimentan una disminucion de su
lımite elastico y un aumento del alargamiento, que equivalen a una restau-
racion espontanea, que se prolonga durante tiempos, muy largos, del orden de
anos, y por ello es conveniente estabilizarlas mediante un recocido de corta
duracion a 120◦-200◦ C.
Recocido de las aleaciones bonificables Si se desea ablandar estas aleaciones
con objeto de hacer posibles operaciones de conformacion en frıo no muy sev-
eras, es suficiente someterlas a un recocido a temperaturas proximas a 3500
C, pudiendo enfriar posteriormente al aire. Este tipo de recocido es apropiado
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 28
especialmente cuando el endurecimiento de la aleacion se debe a la acritud
provocada por previas conformaciones en frıo.
Sin embargo, cuando se desee obtener el maximo ablandamiento y capacidad de
conformacion y particularmente si el endurecimiento se debe a encontrarse la
aleacion bonificada (bien por haber sido realmente sometida a este tratamien-
to, bien como efecto residual de anteriores conformaciones en caliente en que
el enfriamiento no haya sido suficientemente lento), entonces es preciso aplicar
un recocido de coalescencia que precipite totalmente los constituyentes activos,
dando lugar a una estructura completamente estable. El recocido de coalescen-
cia se efectua a temperaturas entre 400◦ C y 440◦ C, durante 2 a 3 horas, y en
el es fundamental que la velocidad de enfriamiento sea suficientemente lenta,
ya que, en caso contrario y dado que la temperatura es bastante elevada, parte
de los constituyentes quedaran en solucion sobresaturada y se produciran pos-
teriormente efectos de maduracion natural, con el consiguiente endurecimiento
de la aleacion.
Recocido de homogeneizacion En la practica industrial se opera siempre en
condiciones mas o menos apartadas de las de equilibrio y, por tanto, el re-
sultado es una estructura segregada intergranularmente, que se manifiesta en
una solidificacion dendrıtica, algunas veces no uniforme en cuanto a tamano
de las dendritas, y en una distribucion, interdendrıtica de las partıculas de la
segunda fase a eutectica. Por otra parte, las paredes del molde pueden originar
en la periferia del solido otra zona de estructura dendrıtica, como consecuencia
de un posible sobreenfriamiento.
La relativamente baja ductilidad de la estructura ası formada reduce la apti-
tud al trabajo del material y es causa de heterogeneidades en los productos
obtenidos; los productos obtenidos presentan irregularidades superficiales en su
estructura aparentes con los tratamientos superficiales, que hacen inutilizable
el material cuando se destina a aplicaciones ornamentales. En consecuencia,
se hace con frecuencia preciso un tratamiento que elimine este defecto como
operacion previa a cualquier otro proceso metalurgico.
Este pretratamiento consiste en un calentamiento prolongado a elevada tem-
peratura y tiene por objeto provocar una modificacion de la estructura de
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 29
colada, igualando la composicion quımica a niveles microscopicos por difusion
y redisolucion de las fases segregadas y precipitando los elementos que, como el
manganeso, hayan quedado en solucion sobresaturada en el proceso de solidi-
ficacion. Es decir, llevar el material a un estado lo mas proximo al de equilibrio.
El tratamiento termico de homogeneizacion se aplica a lingotes en estado de
colada o a tochos ligeramente forjados y proporciona diversas ventajas en
los procesos de fabricacion posteriores, tales como: mejorar la plasticidad en
caliente, haciendo mas: facil la laminacion, estrusion y forja; favorecer la re-
spuesta de las aleaciones a los tratamientos termicos; mejorar la maleabilidad
y capacidad de conformacion en frıo; aumentar las caracterısticas mecanicas
y la resistencia a fatiga; facilitar el control de la recristalizacion y tamano de
grano, etc.
Las temperaturas empleadas suelen ser las mas elevadas posibles, naturalmente
sin caer en el peligro de fusion de eutecticas. Para las aleaciones bonificables
son, pues, del orden de las utilizadas en el tratamiento de solubilizacion. Los
tiempos de homogeneizacion son funcion de la importancia de las heterogenei-
dades o segregaciones a reabsorber. Pueden variar de 5 a 48 horas, segun el
tipo de aleacion, dimensiones de las piezas, forma, carga del horno, etc.
Recocido de piezas moldeadas El recocido de piezas moldeadas tiene por ob-
jeto, fundamentalmente, eliminar las tensiones residuales producidas durante
la solidificacion y estabilizar tanto la estructura como las dimensiones de la
pieza. En general, este recocido no modifica sustancialmente las caracterısticas
mecanicas correspondientes al estado, bruto de colada, si bien puede disminuir
ligeramente la carga de rotura y aumentar algo la plasticidad.
El enfriamiento consiguiente al proceso de moldeo puede retener en solucion
cierta cantidad de constituyentes activos, siendo este efecto tanto mas acusado
cuanto mas elevada haya sido la velocidad de enfriamiento. Posteriormente, en
servicio, estos constituyentes pueden precipitar, ocasionando cambios dimen-
sionales en la pieza.
Vemos, pues, que el recocido de las piezas moldeadas proporciona a estas una
estructura y dimensiones estables, por lo cual se le suele llamar recocido de
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 30
estabilizacion.
En resumen, si bien todos estos tratamientos tienen en comun producir la pre-
cipitacion de constituyentes activos, retenidos en solucion solida, con la con-
siguiente estabilizacion de la estructura y dimensiones de la pieza, el recocido
se caracteriza por conseguir que esta precipitacion sea tal que las propiedades
mecanicas despues del recocido sean muy similares a las del estado bruto de
colada, independientemente de que la aleacion sea o no bonificable.
1.6. Tratamientos termomecanicos
Las aleaciones de aluminio para uso comercial se especifican como productos
forjados y materiales fundidos. Los productos forjados incluyen estampaciones, ex-
trusiones, placa, chapa, banda, barra, alambre, tubo y papel (lamina), mientras que
las fundiciones pueden conseguirse en formas fundidas en arena, a presion y por
gravedad. Las aleaciones pueden clasificarse en las que se pueden tratar termica-
mente y las que no; es decir, las que son susceptibles de endurecimiento por precip-
itacion y las que no. Los principales elementos de aleacion anadidos al aluminio son
cobre, magnesio, manganeso, silicio, nıquel, hierro y titanio.
ara las aleaciones de aluminio para forja y laminacion endurecibles es de gran
importancia practica la combinacion de tratamientos termicos, conducentes al en-
durecimiento, con procesos de conformacion en frıo y en caliente. El proceso de en-
durecimiento es el mismo que el realizado en las aleaciones de aluminio fundidas. La
combinacion de conformacion (en estado frıo o caliente) con tratamientos termicos
se conoce con el nombre de tratamiento termomecanico. Los procesos de conforma-
cion en frıo que suelen ir acoplados a un tratamiento de endurecimiento, despues
del enfriamiento y antes del almacenaje pero tambien, en algunos casos mas raros
despues de un tratamiento cıclico de endurecimiento, se presentan frecuentemente
en la fabricacion y trabajo posterior de trabajos semielaborados. Estos tratamientos
mecanicos realizados en la fabricacion de semielaborados consisten en laminacion en
frıo, estirado en frıo, forja en frıo en matriz abierta, estirado y enderezado, (realizado
en maquinas endurecedoras por laminacion, prensas para enderezar e instalaciones
semejantes o a mano). Se realizan con alguno de estos fines:
o Para dar al producto semielaborado la forma que interese para su aplicacion
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 31
en servicio. En general, las formas mas habituales son piezas perfectamente planas
o bien con diferentes angulos que se pueden obtener por procesos de doblado. De-
bido a los procesos de conformacion plastica en frıo, el material se endurece por
acritud. Este endurecimiento provoca el aumento de la resistencia mecanica, de la
dureza, del limite elastico del material y provoca a su vez una disminucion en la
plasticidad del material, reduciendo su ductilidad. Estas propiedades mecanicas se
ven afectadas, en el mismo sentido, con los tratamientos termicos de endurecimiento
por precipitacion. Asimismo, los procesos de endurecimiento por acritud afectaran
a la propiedad de la conductividad electrica, haciendo al aluminio o a sus aleaciones
menos conductoras a medida que la acritud introducida es mayor.
o Para eliminar, en parte, las tensiones propias que podrıan influir en la esta-
bilidad de la forma y, sobre todo, que pudieran ocasionar un alabeo posterior en el
mecanizado con arranque de viruta.
Mediante la combinacion del tratamiento de endurecimiento y la conformacion
en frıo se consigue modificar las caracterısticas mecanicas de la conformabilidad, de
la conductividad electrica o de la estructura de grano en contraste con las que se
obtendrıan por un endurecimiento puro y unico. Con vistas a un trabajo posterior
interesa, sobre todo, convertir la conformidad necesaria de aleaciones endurecibles
en un estado de conformidad mas favorable. La conformacion en caliente, proyecta-
da con precision y acompanada muy a menudo de tratamientos termicos posteriores
sirve como tratamiento termomecanico para mejorar determinadas caracterısticas
como la dureza, la resistencia a la rotura, la resistencia a la fluencia y la resisten-
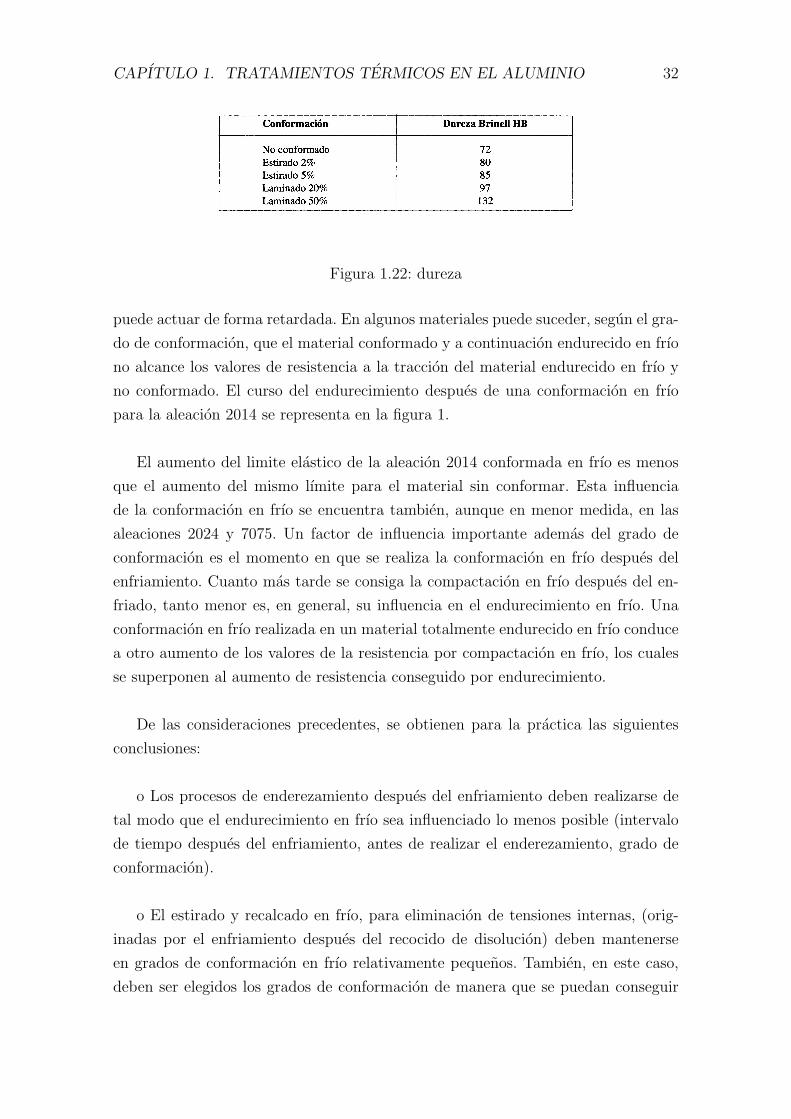
cia a la fatiga. En la tabla siguiente se puede apreciar la variacion de los valores
de dureza para la aleacion 2014. Se pretende con ello conseguir un tamano de gra-
no de recristalizacion apropiado ası como una distribucion conveniente de defectos
reticulares y precipitaciones. Se emplean especialmente estos tratamientos para las
aleaciones de alta resistencia AlZnMgCu (7075).
1.6.1. Conformacion en frıo y endurecimiento en frıo
Una conformacion en frıo entre el enfriamiento y el almacenamiento en frıo acel-
era, en general, el curso del endurecimiento, es decir, la resistencia a la traccion y
el lımite elastico 0.2mas rapidamente que cuando el material no se ha deformado.
Esto sucede particularmente en el comienzo del almacenamiento en frıo. Si el almace-
namiento en frıo continua, el efecto de la conformacion en frıo realizada previamente
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 32
Figura 1.22: dureza
puede actuar de forma retardada. En algunos materiales puede suceder, segun el gra-
do de conformacion, que el material conformado y a continuacion endurecido en frıo
no alcance los valores de resistencia a la traccion del material endurecido en frıo y
no conformado. El curso del endurecimiento despues de una conformacion en frıo
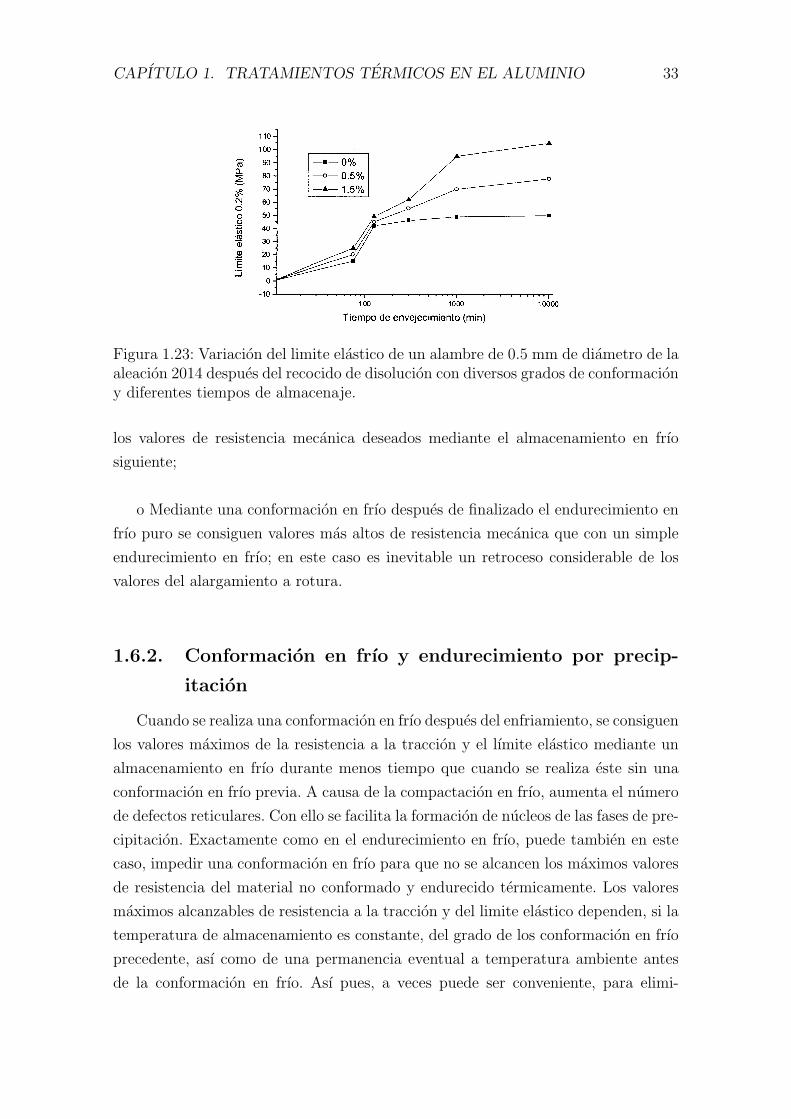
para la aleacion 2014 se representa en la figura 1.
El aumento del limite elastico de la aleacion 2014 conformada en frıo es menos
que el aumento del mismo lımite para el material sin conformar. Esta influencia
de la conformacion en frıo se encuentra tambien, aunque en menor medida, en las
aleaciones 2024 y 7075. Un factor de influencia importante ademas del grado de
conformacion es el momento en que se realiza la conformacion en frıo despues del
enfriamiento. Cuanto mas tarde se consiga la compactacion en frıo despues del en-
friado, tanto menor es, en general, su influencia en el endurecimiento en frıo. Una
conformacion en frıo realizada en un material totalmente endurecido en frıo conduce
a otro aumento de los valores de la resistencia por compactacion en frıo, los cuales
se superponen al aumento de resistencia conseguido por endurecimiento.
De las consideraciones precedentes, se obtienen para la practica las siguientes
conclusiones:
o Los procesos de enderezamiento despues del enfriamiento deben realizarse de
tal modo que el endurecimiento en frıo sea influenciado lo menos posible (intervalo
de tiempo despues del enfriamiento, antes de realizar el enderezamiento, grado de
conformacion).
o El estirado y recalcado en frıo, para eliminacion de tensiones internas, (orig-
inadas por el enfriamiento despues del recocido de disolucion) deben mantenerse
en grados de conformacion en frıo relativamente pequenos. Tambien, en este caso,
deben ser elegidos los grados de conformacion de manera que se puedan conseguir
CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 33
Figura 1.23: Variacion del limite elastico de un alambre de 0.5 mm de diametro de laaleacion 2014 despues del recocido de disolucion con diversos grados de conformaciony diferentes tiempos de almacenaje.
los valores de resistencia mecanica deseados mediante el almacenamiento en frıo
siguiente;
o Mediante una conformacion en frıo despues de finalizado el endurecimiento en
frıo puro se consiguen valores mas altos de resistencia mecanica que con un simple
endurecimiento en frıo; en este caso es inevitable un retroceso considerable de los
valores del alargamiento a rotura.
1.6.2. Conformacion en frıo y endurecimiento por precip-
itacion
Cuando se realiza una conformacion en frıo despues del enfriamiento, se consiguen
los valores maximos de la resistencia a la traccion y el lımite elastico mediante un
almacenamiento en frıo durante menos tiempo que cuando se realiza este sin una
conformacion en frıo previa. A causa de la compactacion en frıo, aumenta el numero
de defectos reticulares. Con ello se facilita la formacion de nucleos de las fases de pre-
cipitacion. Exactamente como en el endurecimiento en frıo, puede tambien en este
caso, impedir una conformacion en frıo para que no se alcancen los maximos valores
de resistencia del material no conformado y endurecido termicamente. Los valores
maximos alcanzables de resistencia a la traccion y del limite elastico dependen, si la
temperatura de almacenamiento es constante, del grado de los conformacion en frıo
precedente, ası como de una permanencia eventual a temperatura ambiente antes
de la conformacion en frıo. Ası pues, a veces puede ser conveniente, para elimi-

CAPITULO 1. TRATAMIENTOS TERMICOS EN EL ALUMINIO 34
nar la influencia desfavorable que produce el almacenaje a temperatura ambiente
sobre el almacenamiento termico en chapas de 6061, que se empiece lo antes posi-
ble con el almacenamiento termico despues del enfriado, el cual debe interrumpirse
para enderezar las chapas a temperatura ambiente y a continuacion terminar con el
almacenamiento termico. En la fabricacion de placas integrales, se mecaniza con ar-
ranque de viruta hasta el 90 % del volumen de la placa despues del almacenamiento
termico. Mediante el almacenamiento termico no se pueden eliminar la mayor parte
de las tensiones propias originadas en el enfriamiento a causa de la limitacion de la
temperatura del almacenaje utilizada, de tal manera que las placas se alabean en
el mecanizado. Para destruir en su mayor parte estas tensiones propias, se someten
tales placas a estirado del 1 al 3 % despues del enfriamiento y antes del almace-
namiento termico. Un conformado en frıo (estirado 0 recalcado) del 1 al 3 % despues
del enfriado lleva consigo una resistencia elevada contra la corrosion bajo tension,
debido a que se eliminan en su mayor parte las tensiones surgidas en el enfriado.
Otro ejemplo, tomado de la experiencia, es la fabricacion de alambres de 6061. car-
acterısticas deseadas, como son alta conductividad electrica simultaneamente con
elevados valores de resistencia mecanica.





























