Embed Size (px)
Citation preview
Tecnología y Procesos de Fabricación de Microsistemas
Proyecto Fin de Carrera
Mayo, 2005
Autora: Silvia Gonsalve García Tutor: Antonio Luque Estepa

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Agradecimientos
- 2 -
Agradecimientos Parecía que nunca iba a llegar el día en que poder decir, mañana presento. Acabo de terminar de redactar las conclusiones y creo este es el mejor “finde” en el que podría haber escrito los agradecimientos, estoy inspirada. Esta mañana me he levantado, un domingo igual que cualquier otro en mi casa, pero con algo distinto, tengo algo que hacer que terminar y cuando digo terminar es terminar hoy, las conclusiones del proyecto que tanto tiempo lleva diciéndome Antonio que las acabe. Siempre digo: “me da tiempo, mañana, mañana”, y al final la semana antes tengo que trabajar como una loca. Lo bueno es que siempre he trabajado mejor bajo presión. Normalmente trabajo en la escuela, en mi espacio pequeñito de los laboratorios, pero para no variar otra vez me ha cogido el toro, y como no me gustaría estar sola en los laboratorios un sábado y un domingo (sería un poco triste), Buge me ha dejado un portátil y estoy sentadita en mi escritorio de casa con mi pijama. Como soy tan curiosa no he podido resistir la tentación de ¿qué hay en el ordenador más allá de mi proyecto y la presentación que estoy preparando y están en el escritorio?. Al mirar en la carpeta de música, una carpeta pone Mancini & friend, “¿quién es ese tal Mancini?, seguro que mi gramola lo sabe”. La primera canción, Greensleeves por Henry Mancini, me ha puesto pelos de punta literalmente y esta es mi banda sonora mientras escribo los agradecimientos. A partir de este momento Manolo me diría: “¿No te cansas de escuchar siempre la misma canción?”. En primer lugar tengo que dar la gracias a Antonio Luque, mi tutor, compañero y hasta amigo. Es una de las personas que más me ha ayudado, me ha orientado cuando estaba perdida, me ha aconsejado cuando he tenido que tomar decisiones y me ha escuchado cuando estaba mal en un momento de transición de mi vida como fue cuando me operaron de la rodilla. El viaje a Tarragona fue para mí como el viaje fin de curso que jamás hice y me lo pasé como una niña chica. No había quien parara a nuestra “Chicho Terremoto”, Carmen Aracil, después de que nos echaran todas las noches del Habana Club. Mira que estaba malo el vino de las prácticas de los estudiantes de Enología de Universitat Rovira i Virgili, pero a falta de pan buenas son tortas, sino que se lo digan a Carmen, Antonio y Cristina. Tarragona pienso que sirvió para unir al grupo más allá del trabajo, una experiencia inolvidable.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Agradecimientos
- 3 -
Cristina, una persona encantadora, que pocos conocen bien pero que si la conocieran se darían cuenta de lo mucho que vale. Gracias por preocuparte por mí siempre y por tratarme como una amiga, sabes que siempre me tendrás para lo que necesites. Gracias a José Manuel Quero por brindarme la oportunidad de pertenecer a su grupo y acogerme como uno más. A mis niños de Potencia, ¿que les voy a decir?, que me han ayudado y soportado como los que más... que son estupendos. Empezando por Juan Jesús que cada vez que tengo un problema está ahí sin que se lo pida, el más trabajador y “apañao” que conozco; Manolo, un cacho de pan, una persona buena donde las haya y como regalo... te voy a copiar el Regeton que tanto sé que te gusta; Felipe el tío con más arte siendo catalán y “to”, ah Felipe y que yo también quiero ir a Isla Margarita; Sergio “el coleta” que fue uno de los primeros en solucionarme mis problemillas informáticos y además junto con Shanshe en ayudarme a integrarme en Potencia; y con aparición estelar, Juan, la esencia de Potencia, que tiene más peligro..., al principio nos enfadábamos pero ya somos “amigüitos”, ¿a qué si? Bueno, ahora viene lo más difícil, no puedo ser muy efusiva porque sé que puede que esto lo lea mucha gente, pero es que Buge es uno de mis pilares, me ha dado muchos buenos momentos, me ha ayudado no solo dentro de la escuela sino en muchas cosas que no tienen nada que ver, gracias a él he salido a flote cuando me hundía en mis rachas de bajón y puede que solo se haya percatado él de ellas, siempre me ha apoyado en todo lo que yo he decidido, solo con mirarme a los ojos sabe lo que quiero decirle y vaya si me aguanta... que se lo digan a mi pobre. Quién realmente lo conozca o se haya cruzado en su camino sabe que es especial. También tengo que mencionar a Mar con su chiquitina que va dentro; a Juan García que me pasa “marrones” con los niños; a José Ángel con su mar de tranquilidad; a Alfredo y Rogelio, “Fresa y Chocolate”, que me dan chuches; a mi amigo Bernabé, que hay pocos como él, uno, puede que el único por el que pondría la mano en el fuego porque sé que nunca me abandonaría; y a mi familia que desde que empecé el proyecto son los que menos me ven. Espero que no se me olvide nadie, los que se sientan que deberían estar seguramente están, pero es que la tinta de la impresora que hemos comprado es muy mala. Y a partir de ahora...qué. El resto de una vida está por escribir.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Índice
- 4 -
ÍNDICE 1. INTRODUCCIÓN.............................................................. 8
1.1 Presentación ...................................................................... 8 1.2 Introducción....................................................................... 9 1.3 Objetivos......................................................................... 10 1.4 Motivación ....................................................................... 11 1.5 Precedentes históricos....................................................... 12 1.6 Otras técnicas existentes ................................................... 14 1.7 Estructura del proyecto ..................................................... 15
2. DESCRIPCIÓN GENERAL DEL PROCESO DE FABRICACIÓN.. 17 2.1 Introducción..................................................................... 17 2.2 Material sustrato .............................................................. 17 2.3 Flujo de proceso para mecanizar el silicio............................. 18
3. FOTOLITOGRAFÍA ......................................................... 22 3.1 Introducción..................................................................... 22 3.2 Máscaras ......................................................................... 22 3.3 Resina............................................................................. 23 3.4 Limpieza previa ................................................................ 25
3.4.1 Contaminantes típicos que deben ser eliminados previa a la
deposición de la resina .................................................................25 3.4.2 Desgrasado estándar ...........................................................25 3.4.3 Eliminación de manchas de grasa, aceite o cera especialmente
molestas.....................................................................................26 3.4.4 RCA...................................................................................26 3.4.5 Riesgos ..............................................................................27
3.5 Deposición resina ............................................................. 28 3.5.1 Formas de deposición ..........................................................28 3.5.2 Descripción del proceso de Spin Coating.................................29 3.5.3 Velocidad de giro del Spin Coating.........................................31 3.5.4 Aceleración del Spin Coating .................................................32 3.5.5 Escape de los vapores.........................................................33 3.5.6 Tendencia de las variables del proceso...................................35 3.5.7 Problemas del Proceso de Spin Coating ..................................35
3.6 Soft Bake ........................................................................ 39 3.7 Insolado .......................................................................... 40
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Índice
- 5 -
3.8 Revelado ......................................................................... 40 3.9 Hard Bake ....................................................................... 41
4. GRABADO .................................................................... 43 4.1 Introducción..................................................................... 43 4.2 Grabado húmedo.............................................................. 44
5. IMPLEMENTACIÓN DE LA FOTOLITOGRAFÍA ..................... 47 5.1 Introducción..................................................................... 47 5.2 Implementación de la fotolitografía ..................................... 48
5.2.1 Deposición de fotorresina .....................................................48 5.2.1.1 Positiv 20 .....................................................................48 5.2.1.2 Fotorresina S1818 .........................................................51
5.2.2 Soft Bake ...........................................................................54 5.2.3 Insolado.............................................................................55
5.2.3.1 Máscara .......................................................................55 5.2.3.2 Tiempo de insolado........................................................56
5.2.4 Revelado ............................................................................58 5.2.5 Hard Bake ..........................................................................59
6. IMPLEMENTACIÓN DEL GRABADO HÚMEDO..................... 61 6.1 Introducción..................................................................... 61 6.2 Implementación del grabado húmedo.................................. 61
6.2.1 Pruebas..............................................................................61 6.2.1.1 HF / HNO3 / Ácido acético 10:60:30 (% p/p)..................61 6.2.1.2 HNO3 (70%) / H2O / NH4F (40%) 126:60:5 (%vol.) ........64 6.2.1.3 HNO3 (70%) / H2O / NH4F (40%) 126:70:5 (%vol.) ........69
7. MANUAL DE PROCEDIMIENTO CON RESINA S1818............ 72 7.1 Introducción..................................................................... 72 7.2 Guía general .................................................................... 72 7.3 Introducción al manual...................................................... 73 7.4 Localización de los equipos, materiales, accesorios y herramientas ......................................................................... 73 7.5 Equipo y normas de seguridad............................................ 76 7.6 Procedimiento estándar de operación .................................. 78
7.6.1 Introducción .......................................................................78 7.6.2 Limpieza previa...................................................................78 7.6.3 Deposición de la resina ........................................................78 7.6.4 Soft Bake ...........................................................................79 7.6.5 Insolado.............................................................................80 7.6.6 Revelado ............................................................................81

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Índice
- 6 -
7.6.7 Hard Bake ..........................................................................81 7.6.8 Grabado con HNO3 (70%) / H2O / NH4F (40%) 126:60:5 (%vol)
.................................................................................................82 7.6.9 Eliminación de la resina........................................................82
7.7 Referencia rápida.............................................................. 83 8. CONCLUSIONES Y DESARROLLO FUTURO ........................ 85 BIBLIOGRAFÍA ................................................................. 88 ANEXO ............................................................................ 89

Capítulo 1: Introducción

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 8 -
1. INTRODUCCIÓN
1.1 Presentación Nos encontramos ante la memoria del proyecto de investigación desarrollado en los laboratorios del Departamento de Ingeniería Electrónica de la Escuela Superior de Ingenieros de Sevilla por la alumna Silvia Gonsalve García con objeto de obtener la titulación de Ingeniería Química. Este proyecto pertenece al tipo de proyectos multidisciplinares; en él se aplican los conocimientos de la Química a la base de la Microelectrónica, el silicio. Hoy en día difícilmente un área de conocimiento puede avanzar sin otra. Cuando algún dispositivo se pretende llevar al uso cotidiano, cada vez más necesita para su fabricación de la combinación de conocimientos de diversos campos. El caso del diseño de un vehículo es un claro ejemplo de fusión de conocimientos para un mismo fin: los ingenieros de materiales determinan cuales son los materiales más adecuados para cada pieza según las condiciones a la que va a estar sometida, los ingenieros industriales de distintas especialidades determinan las eficiencias y mejoras del motor así como las de las demás piezas, los ingenieros químicos estudian las reducciones de emisiones, etc. En el caso en que nos encontramos, en este proyecto, la microelectrónica hace uso de la química para la realización de microsistemas. Se pretende llegar a conseguir el grabado perfecto de microsurcos en una oblea de silicio. Para ello es necesario dominar cada uno de los pasos de los procesos que se utilizan.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 9 -
1.2 Introducción La microelectrónica ha alcanzado una sofisticación tecnológica y un desarrollo industrial de gran envergadura. Ha desarrollado técnicas para la fabricación de circuitos integrados, que se basan principalmente en procesos físicos y químicos. Los microsistemas utilizan las técnicas de fabricación de la microelectrónica para otras aplicaciones como por ejemplo: microsensores, microactuadores, microinterruptores, sistemas químicos, biológicos, microreactores, microfluídica, etc. La industria de la tecnología de los microsistemas ha experimentado un rápido crecimiento en la última década y dado que los productos obtenidos presentan una serie de características sumamente interesantes, se prevé que durante este siglo se continuará avanzando en este campo. Estas ventajas son:
Apto por su bajo coste, alto volumen de producción. Reducido tamaño, peso y consumo de energía. Alto grado de funcionabilidad. Integración con controles electrónicos. Robustez y fiabilidad mejorada. Bio-compatibles.
Estas atractivas características están siendo utilizadas para algunas aplicaciones industriales. Cada vez más, la tecnología de los microsistemas se extiende en todos los aspectos de la vida moderna, algunos ejemplos incluyen pantallas de proyección de alta definición del tamaño de la palma de la mano, dispositivos médicos implantables del tamaño de un grano de cereal, teléfonos móviles del tamaño de un botón,…

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 10 -
1.3 Objetivos El objeto de este proyecto es la Aplicación de la Tecnología disponible para la Caracterización de las Técnicas de Fabricación de la Microelectrónica en un laboratorio. La finalidad última de este proyecto es conseguir reproducir algunos de los procesos básicos que se utilizan para el modelado de dispositivos microelectrónicos en la industria. Para ello se realizarán grabados en obleas de silicio del orden de micras.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 11 -
1.4 Motivación La idea del desarrollo de este proyecto surge de la necesidad de disponer de una Sala Blanca en la que implementar físicamente los avances tecnológicos que se están alcanzando en el campo de los Microsistemas en el Grupo de Tecnología Electrónica del Departamento de Ingeniería Electrónica de la Escuela Superior de Ingenieros de Sevilla. Hasta ahora había que recurrir a la colaboración del CNM, Centro Nacional de Microelectrónica, de Barcelona y de la EPFL, Ecole Polytechnique Federale de Lausanne (Suiza), que proporcionaba sus instalaciones, sus Salas Blancas, y la ayuda de sus profesionales. Se pretende conseguir autosuficiencia, una independencia de estas instituciones. El elevado coste de una Sala Blanca completa hace que nos sea imposible disponer de una actualmente. No obstante, nuestro objetivo será desarrollar los procesos de fabricación en la medida que estén a nuestro alcance.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 12 -
1.5 Precedentes históricos La minuaturización se ha convertido en una ciencia, la ciencia de hacer las cosas muy pequeñas. Los métodos que pretenden escalar algo grande a algo pequeño están tomados de la industria electrónica, siendo la mayoría de los materiales y procesos estándar los usados habitualmente en la fabricación de circuitos integrados (IC).
Figura 1. Imagen al microscopio de un MEMS
La miniaturización abre paso a los microsistemas y al desarrollo de MEMS (Micro-Electro-Mechanical Systems). Un MEMS es la integración de elementos mecánicos, de sensores, de actuadores, y de elementos mecánico electrónicos en un sustrato de silicio mediante la aplicación de la tecnología de microfabricación. Mientras que la electrónica fabrica usando las secuencias de proceso de circuitos integrados (por ejemplo CMO, Bipolar, o BICMOS), los MEMS son fabricados usando procesos de micromodelado compatibles que atacan selectivamente partes de la oblea de silicio y añade nuevas capas estructurales para formar dispositivos mecánicos y electromecánicos. La mayoría de los métodos de miniaturización que tratan de escalar algo grande a mucho menor tamaño empiezan con litografía, técnica usada para transferir copia de un modelo a la superficie de un material sólido tal como una oblea de silicio. No

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 13 -
obstante, también hay métodos que no se basan en la litografía. La forma más usada de litografía es la fotolitografía, la cual ha evolucionado rápidamente y mejorado constantemente su habilidad para resolver figuras cada vez más pequeñas. La fotolitografía tiene la gran ventaja con respecto a los demás métodos de que tiene la posibilidad de producción a gran escala y un bajo coste de operación. En nuestro caso, al tratarse de un trabajo de caracterización mediante pruebas y ensayos no se da el caso anterior y pese a pasar a ser un proceso caro resulta factible económicamente. La siguiente etapa después de la fotolitografía es el grabado o ataque. El grabado puede ser seco o húmedo. El grabado seco es un importante método de transferencia de un modelo mediante eliminación de capas de sustrato. Recientes progresos en la profundidad del grabado directo así como preocupaciones medioambientales sobre las sustancias químicas usadas en el grabado húmedo han ayudado a impulsar al grabado seco más allá al lado de la vanguardia. El grabado seco requiere de una tecnología que no disponemos en nuestro laboratorio y el grabado húmedo se basa principalmente en el uso de productos químicos, que en su mayoría son fáciles de conseguir. Por ello, caracterizaremos el grabado húmedo en lugar del seco.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 14 -
1.6 Otras técnicas existentes El avance de las tecnologías usadas para la fabricación de microsistemas ha llegado a tal punto que los dispositivos que permite desarrollar son de gran interés por la diversidad de sus aplicaciones. Las tecnologías de fabricación se agrupan principalmente en cinco grupos:
Micromecanización en volumen, Bulk Micromachining. Micromecanización superficial, Sacrificial Surface Micromachining (SSM). LIGA y HARMS. Deposición de capas activas. Técnicas láser y de erosión.
La micromecanización en volumen se basa en la definición de dispositivos aprovechando todo el espesor de la oblea, mediante técnicas de ataque. La micromecanización superficial se basa en la deposición y ataque de capas sobre la superficie de la oblea de silicio. La estructura se define mediante capas estructurales, normalmente polisilicio, sobre capas de sacrificio, normalmente óxido de silicio. LIGA y HARMS son tecnologías que no podemos considerar como microelectrónicas. Se basan en la deposición de resinas especiales que permiten definir estructuras con una relación entre grosor y anchura muy considerable. La deposición de capas activas permite la realización de sensores químicos, piezoeléctricos, magnéticos, etc. Por otro lado, hay técnicas menos estandarizadas como son el láser o la erosión.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 1: Introducción
- 15 -
1.7 Estructura del proyecto Este proyecto se divide en 8 Capítulos, un apartado dedicado a la Bibliografía utilizada y un Anexo. Cada capítulo consta de una breve introducción que antepone lo que se pretende en el mismo. En el Capítulo 1: “Introducción”, en el que nos encontramos, se exponen los objetivos y motivaciones que llevaron en su momento al planteamiento de la posible realización de un proyecto fin de carrera en este campo. En el Capítulo 2: “Descripción general del proceso de fabricación” se indica la secuencia que se debe seguir en el proceso de fabricación, y cuál será el material substrato que se utilizará y porqué. Para una clara compresión de cada una de las etapas del proceso de fabricación descrito en el Capítulo 2 se necesita el conocimiento de la teoría en la que se basan. En el Capítulo 3: “Fotolitografía” se exponen la teoría en la que se basa cada etapa, las variantes de cada una de las técnicas que aplican y las tendencias de los parámetros más relevantes. Los tipos de grabado, seco y húmedo, son descritos en el Capítulo 4: “Grabado”. Los Capítulos 5 y 6, respectivamente, desarrollan el modo de llegar a implementar físicamente tanto la fotolitografía como el grabado. Las “Conclusiones y Desarrollo Futuro” son expuestas en el Capítulo 8.

Capítulo 2: Descripción general del proceso de fabricación

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 2: Descripción general del proceso de fabricación
- 17 -
2. DESCRIPCIÓN GENERAL DEL PROCESO DE FABRICACIÓN
2.1 Introducción El proceso de fabricación de un microsistema sigue una serie de pasos básicos que se detallarán en sucesivos apartados. Previamente se selecciona el material substrato que se va a mecanizar y posteriormente se plantea la secuencia de fabricación que se va a llevar a cabo.
2.2 Material sustrato El material base con el que se trabaja principalmente en MEMS es el silicio. Hoy en día la mayoría de los dispositivos de MEMS y productos están hechos de silicio o compuestos de silicio, el principal material funcional en la electrónica por su carácter semiconductor. No obstante, actualmente existe una tendencia cada vez mayor a buscar materiales alternativos al silicio, más baratos. El bajo coste y la capacidad de los polímeros de poseer características modificables simplemente por la adición de productos químicos durante su fase de formación a partir del monómero hacen pensar que los polímeros serán el material del futuro en este campo, aunque aun está en entredicho si podrán sustituir radicalmente al silicio. Lo que ya es cierto es que los polímeros están siendo cada vez utilizados en aplicaciones de MEMS. El material objeto de caracterización será el silicio. Las obleas de silicio poseen una cara pulida y una muesca que indica por donde pasa una dirección singular de los planos cristalográficos. En la cara pulida tendrán lugar todas las etapas del proceso, ejercerá de cara principal o también llamada cara de los componentes. La oxidación del silicio no es sencilla de realizar en un pequeño laboratorio. Para conseguir una capa de óxido de silicio de espesor considerable, unas 100 micras, se necesitan condiciones elevadas de presión parcial de oxígeno y temperatura de operación. En condiciones normales, a presión y temperatura ambiente, se crea una capa natural de óxido de pocas micras en la superficie de las obleas. De aquí podemos

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 2: Descripción general del proceso de fabricación
- 18 -
sacar como conclusión que nuestras obleas están recubiertas con una fina película de óxido de silicio.
2.3 Flujo de proceso para mecanizar el silicio El material base con el que se trabaja es el silicio monocristalino aunque también podría realizarse el mismo proceso de fabricación, con ciertos cambios, para otros compuestos como el óxido de silicio, nitruro de silicio, vidrio, etc. El proceso de mecanizado del silicio conlleva una serie de etapas básicas sucesivas que se describirán posteriormente. Estas etapas son:
Limpieza previa. RCA Deposición resina Soft Bake Insolado Revelado Hard Bake Ataque o grabado húmedo Eliminación resina
Preparación de la oblea tras la etapa de limpieza previa y deposición de la resina:
Las resinas, especialmente las resinas positivas no ofrecen una buena adherencia a la oblea de silicio. Se usan promotores de la adherencia para ayudar a fijar la película de resina.
Factores que se oponen a la adherencia
- El contenido de humedad en la superficie - Características de mojado de la resina - Tipo de preparador - Retraso en el insolado y el Soft Bake - Resistencia química - Homogeneidad de la superficie - Tensión del proceso de Coating - Contaminación de la superficie
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 2: Descripción general del proceso de fabricación
- 19 -
Idealmente no se desea agua en la superficie de la oblea - Las obleas se introducen en un horno de convección durante 15 min. a
80-90 ºC tras la limpieza previa. Preparadores de obleas de silicio:
Los preparadores forman enlaces con la superficie y producen una superficie (electrostática) polar
La mayoría están basados en enlaces siloxano (Si-O-Si) - 1,1,1,3,3,3-hexamethyldisilazane (HMDS), (CH3)3SiNHSi(CH3)3 se usa
como promotor de la adherencia - Trichlorophenylsilane (TCPS), C6H5SiCl3 - Bistrimethylsilylacetamide (BSA), (CH3)3SiNCH3COSi(CH3)3

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 2: Descripción general del proceso de fabricación
- 20 -
Figura 2. Secuencia del proceso de fabricación

Capítulo 3: Fotolitografía

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 22 -
3. FOTOLITOGRAFÍA
3.1 Introducción Para realizar la fotolitografía, además de conocer los pasos que constituyen el proceso fotolitográfico se necesita elegir adecuadamente materiales básicos como el material substrato (oblea de silicio), la resina y el fotolito o máscara a utilizar. En este capítulo se exponen los fundamentos en los que nos basaremos para la elección del tipo de resina y máscara; la teoría de cada uno de los pasos del proceso fotolitográfico y los parámetros más relevantes de cada uno de ellos.
3.2 Máscaras La plantilla usada para generar repetitivamente un modelo deseado sobre obleas que poseen una fina película de resina se denomina máscara. La polaridad de la máscara define si esta es de campo claro (usada con resina negativa) o de campo oscuro (usada con resina positiva). La máscara se coloca directamente sobre la superficie de la oblea que posee la capa de resina y el conjunto es expuesto a radiación UV. La luz UV cambia la composición de la resina sobre la que incide.
Figura 3. Máscaras

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 23 -
3.3 Resina Las componentes principales de una fotorresina son tres: un polímero (resina base), un sensibilizador (también llamado inhibidor), y un solvente. El polímero cambia su estructura cuando es expuesto a una radiación; el solvente permite su aplicación y formación de un fina película sobre la superficie de la oblea; los sensibilizadores controlan las reacciones fotoquímicas en la fase polimérica.
Existen dos tipos de fotorresinas:
Fotorresina positiva - La solubilidad en un solvente, llamado revelador, de las regiones
expuestas a la radiación es mucho mayor que para la región no expuesta.
- Produce una imagen positiva de la máscara.
Fotorresina negativa - La solubilidad en el revelador, de la región expuesta a la radiación es
mucho menor que para la región no expuesta. - Produce una imagen negativa de la máscara.
Figura 4. Tipos de fotorresina
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 24 -
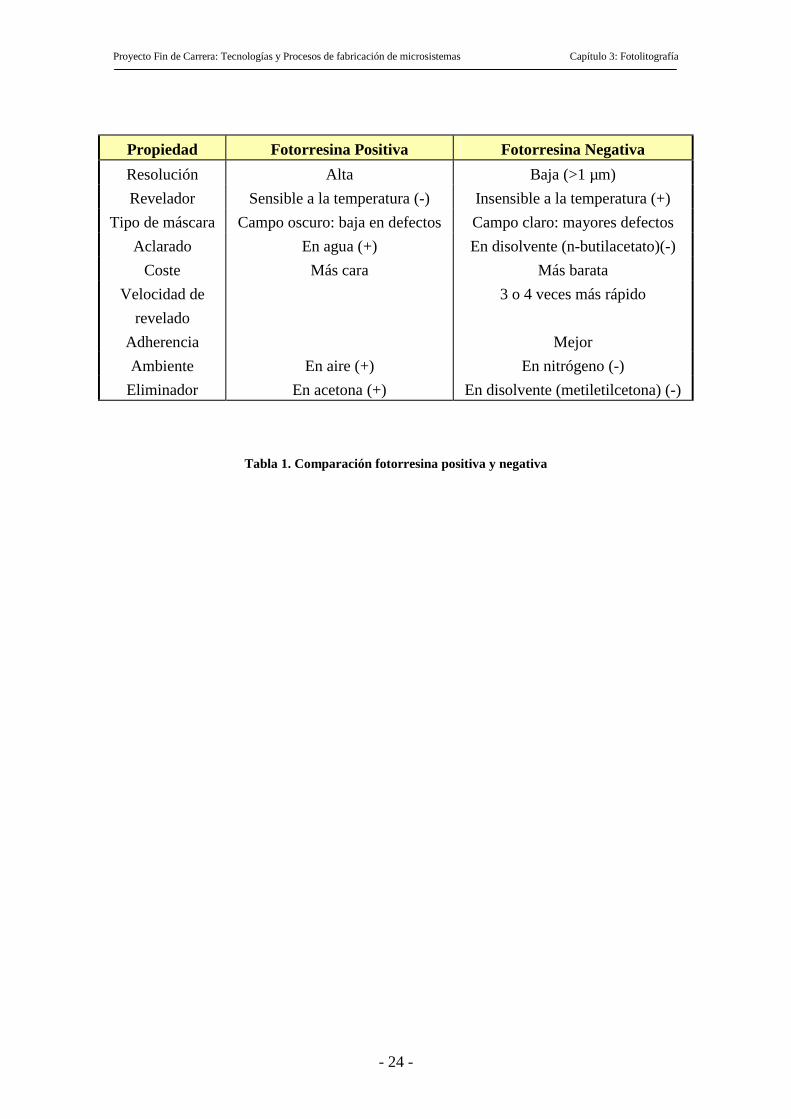
Tabla 1. Comparación fotorresina positiva y negativa
Propiedad Fotorresina Positiva Fotorresina Negativa Resolución Alta Baja (>1 µm) Revelador Sensible a la temperatura (-) Insensible a la temperatura (+)
Tipo de máscara Campo oscuro: baja en defectos Campo claro: mayores defectos Aclarado En agua (+) En disolvente (n-butilacetato)(-)
Coste Más cara Más barata Velocidad de
revelado 3 o 4 veces más rápido
Adherencia Mejor Ambiente En aire (+) En nitrógeno (-)
Eliminador En acetona (+) En disolvente (metiletilcetona) (-)

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 25 -
3.4 Limpieza previa La etapa de limpieza previa es tan importante como las demás. El objetivo de la limpieza es eliminar los contaminantes de la superficie de la oblea que puedan suponer carga fija o móvil al añadir la fotorresina.
3.4.1 Contaminantes típicos que deben ser eliminados previa a la deposición de la resina Cuando se va proceder a la deposición de la resina, previamente es necesario eliminar una serie de contaminantes que podemos encontrarnos sobre la superficie del substrato que deseamos mecanizar. Algunos de estos contaminantes son:
Polvo de mecanizado (minimizado mediante mecanizado láser) Polvo del ambiente (minimizado con un uso adecuado de la Sala Blanca) Partículas abrasivas Hilos de paños (minimizado con el uso de paños libre de hilos) Residuos de fotorresina procedente de fotolitografías previas (minimizado por
la combustión del plasma de oxígeno) Bacterias (minimizado por un buen sistema de agua DI) Películas de otras fuentes:
- Residuos de solventes - Residuos de agua - Residuos de fotorresinas o reveladores - Aceite - Silicona
3.4.2 Desgrasado estándar Es habitual que las obleas contengan algo de grasa por mínima que sea. Para eliminarla es necesario seguir una serie de pasos: Sumergir en acetona durante 2-5 min. con agitación por ultrasonidos. Sumergir en metanol durante 2-5 min. con agitación por ultrasonidos. Sumergir en agua DI durante 2-5 min. con agitación por ultrasonidos. Enjuagar bajo un flujo continuo de agua DI durante 30s.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 26 -
Secado de las obleas por fuerza centrífuga; Flujo de N2 para secar herramientas.
3.4.3 Eliminación de manchas de grasa, aceite o cera especialmente molestas Si la grasa que contiene la oblea es más persistente, el desgrasado estándar por si solo no resulta efectivo, hay que proceder a una limpieza más severa. Para ello, antes del desgrasado estándar hay que: Empezar sumergiendo durante 2-5 min. en 1,1,1-tricloroetano (TCA) o tricloroetileno (TCE) con agitación ultrasónica previa a la acetona.
3.4.4 RCA Los contaminantes presentes en la superficie de obleas de silicio al comienzo de un proceso, o acumulados durante el proceso, tienen que ser eliminados en los pasos de procesos específicos para obtener alto rendimiento y alta fiabilidad del resultado final, y para prevenir la contaminación del equipo de proceso. La limpieza RCA es un tipo de limpieza muy extendido que se realiza comúnmente en una sala blanca. Si se parte de una oblea de silicio nueva que esta fuera de la caja, el proceso de limpieza RCA consta de tres pasos que se llevan a cabo secuencialmente:
Eliminación de contaminantes orgánicos insolubles con una solución compuesta por H2O: NH4OH (29%): H2O2 (30% no estabilizada) en proporciones (5:1:1). RCA 1. La oblea debe introducirse en el baño a 75-80 ºC durante 10 min. Este paso es crítico ya que la solución se empobrece en H2O2 y el NH4OH ataca de forma anisótropa al silicio. Para evitar que esto ocurra, la solución debe ser siempre fresca y su temperatura no debe superar los 80 ºC.
Eliminación de una fina capa de óxido de silicio donde los contaminantes
metálicos pueden haberse acumulado como resultado de la reacción provocada por la solución anterior usando una solución de ácido fluorhídrico diluida. Este baño de HF esta formado por H2O: HF (49%) en proporciones (50:1). RCA 2. La oblea permanece en el baño 15 s. Este paso no es necesario si la oblea esta originalmente cubierta de óxido no nativo.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 27 -
Desorción de contaminantes atómicos e iónicos residuales usando una solución de H2O: H2O2: HCl (37% p/p) en proporciones (6:1:1). RCA 3. La oblea debe introducirse en el baño a 75-80 ºC durante 10 min. La solución debe ser fresca y debe mantenerse separada de la solución RCA 2 para evitar que los vapores de ambas formen partículas de NH4Cl que contaminan las obleas.
Después de cada baño es necesario aclarar la oblea con abundante agua DI durante 5min para frenar los ataques y después de RCA 3 además de enjuagar con agua DI hay que secar la oblea. Las pinzas son de teflón para no introducir contaminantes metálicos y los vasos de pirex limpios con agua DI. Si la oblea ha sido utilizada anteriormente, es necesaria una limpieza preliminar con la que eliminar los restos de resina (orgánicos) de pasos anteriores. Una alternativa a RCA 1 consiste en introducir la oblea durante 10 min. en un baño de H2O2: H2SO4 (1:1) a 80 ºC.
3.4.5 Riesgos El manejo de productos químicos siempre conlleva una serie de riesgos. A continuación se expone una rápida visión de estos:
TCE es carcinogénico; 1,1,1-TCA es algo menos. La acetona es inflamable. El metanol es tóxico por absorción en la piel. HF es muy peligrosos; tóxico y corrosivo. NH4OH, H2O2, H2SO4 y HCl son corrosivos.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 28 -
3.5 Deposición resina
3.5.1 Formas de deposición Uno de los pasos básicos en la fabricación de MEMS es la capacidad de depositar finas capas de material. Consideramos que una capa de material es fina cuando no es mayor de 100 μm. Existen dos formas de depositar una capa de material: deposición química y deposición física. Procesos en los que la deposición ocurre por una reacción química:
Chemical Vapor Deposition (CVD) Electrodeposición Epitaxy Oxidación Térmica
Estos procesos se basan en la creación de materiales sólidos a partir de un gas y/o un líquido o del material substrato. El producto sólido, normalmente, no es el único producto de la reacción. Los subproductos pueden ser gas, líquidos e incluso otros sólidos. Procesos en los que la deposición ocurre por una reacción física:
Physical Vapor Deposition (PVD) Casting
La característica común de ambos es que el material depositado es físicamente desplazado a la superficie del sustrato. La tecnología está continuamente desarrollándose por lo que los procesos de deposición anteriores no tienen por ser exclusivos. El método de deposición que se usará será Casting. En este proceso el material a depositar debe ser estar disuelto en un solvente, debe ser líquido. En nuestro caso el material substrato es una resina fotosensible. Existen dos formas de depositarlas,

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 29 -
spinning o spraying. El spraying consiste en pulverizar la fotorresina sobre la oblea, manteniendo el pulverizador durante su aplicación a una cierta distancia sobre esta y durante un tiempo determinado. Una vez aplicada la fotorresina con el pulverizador, el solvente se evapora y sobre la oblea permanece una fina capa de la misma. El spinning o también llamado Spin Coating es el método más usado durante las últimas décadas para la aplicación de películas finas. El proceso consiste en la deposición de una pequeña cantidad de resina en el centro de la oblea para durante o posteriormente hacerla girar. La aceleración centrífuga hace que la resina se extienda y obtengamos la fina capa de substrato sobre la oblea. El espesor de la película y otras propiedades dependen de la naturaleza de la resina (viscosidad, velocidad de secado, porcentaje de sólidos, tensión superficial, etc.) y de los parámetros elegidos durante el proceso de giro. Factores como la velocidad de rotación, aceleración, y vapores contribuyen a la definición de las propiedades de la película depositada. Uno de los principales factores del Spin Coating es la capacidad de repetición. Pequeñas variaciones en los parámetros que definen el proceso de giro pueden dar grandes variaciones en la película extendida. A continuación se detallan algunos de los efectos de estas variaciones.
3.5.2 Descripción del proceso de Spin Coating El proceso de spin consiste básicamente en la deposición de una pequeña cantidad de resina en el centro de la oblea con ayuda de una pipeta, jeringuilla o cuentagotas y posteriormente hacer girar la oblea a alta velocidad (normalmente 3000 rpm). La forma de aplicar la resina puede ser estática o dinámica. La aplicación estática es simplemente depositar una pequeña cantidad de fluido en el centro del substrato o cerca de él. La cantidad de fluido necesitada dependerá de la viscosidad de la resina que se desee depositar y del tamaño de la oblea donde queramos depositarla. Cuanto mayor sea la viscosidad o más grande sea el substrato normalmente se necesitará un mayor volumen de resina

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 30 -
para asegurar un completo recubrimiento del substrato durante la etapa de elevada velocidad de giro.
Figura 5. Aplicación estática de la resina
La aplicación dinámica es el proceso en el que la resina se dispensa mientras que el substrato está girando a baja velocidad. Normalmente la velocidad de giro de esta etapa es de 500 rpm. Esto hace que se extienda el fluido sobre el substrato y se genere una menor cantidad de residuos de resina ya que no es necesario humedecer la superficie del substrato por completo. Este método es particularmente ventajoso cuando el fluido o substrato en sí mismo tienen poca capacidad de extenderse o humidificarse respectivamente, y además permite eliminar vacíos que pudieran formarse. Después del paso de aplicación es común acelerar hasta una velocidad relativamente alta para conseguir que la capa de resina sobre la oblea sea del espesor deseado. La velocidad de giro típica en este paso tiene un rango variable entre 1500-8000 rpm, dependiendo tanto de las propiedades del fluido como de las del substrato. Este paso puede llevar desde 10 segundos hasta varios minutos. El espesor final de la película (T) es función de la velocidad de giro, de la concentración de la solución, del peso molecular (medida intrínseca de la viscosidad) y del tiempo seleccionado para este paso. La expresión empírica para T está dada por:
α
γβ
ωη··CKT =

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 31 -
donde K es la constante global de calibración C es la concentración de la resina en g/ 100 ml de solución η es la viscosidad intrínseca ω son las revoluciones por minuto (rpm) Una vez que los factores de los exponentes (α, β y γ) han sido determinados, la ecuación puede utilizarse para predecir el espesor de la película. En general, altas velocidades y grandes tiempos de giro dan como resultado películas más finas. El proceso Spin Coating conlleva un gran número de variables que tienden a cancelarse y promediarse durante el proceso de giro, por ello es mejor dar tiempo suficiente para que esto ocurra. A veces se realiza una etapa de secado tras la etapa de elevada velocidad de giro para secar la película sin disminuirla substancialmente. Esto puede ser ventajoso en el caso de películas gruesas, ya que largos tiempos de secado proporcionan estabilidad física a la película antes de su manejo. Con la etapa de secado se eliminan problemas tales como el goteo de resina procedente del substrato, que puede ocurrir cuando sacamos la oblea del dispositivo que le confiere el giro en la etapa anterior. En este caso una velocidad de giro más suave, del orden del 25% de la velocidad de giro que denominamos elevada, bastará generalmente para ayudar a secar la película sin cambios significativos en su espesor.
3.5.3 Velocidad de giro del Spin Coating Uno de los factores más importantes del Spin Coating es la velocidad de giro. Tanto la velocidad del substrato (rpm) como la velocidad y turbulencia característica del aire inmediatamente sobre el mismo afectan a la intensidad de la fuerza radial (centrífuga) aplicada a la resina líquida. En particular, la etapa de elevada velocidad de giro define el espesor final de la película. Variaciones relativamente pequeñas del orden de +/- 50 rpm dan como resultados cambios de espesor de un 10%. El espesor de la película es en gran parte un balance entre la fuerza aplicada para llevar la resina hasta los bordes del substrato y la velocidad de secado, ambas afectadas por la viscosidad de la resina. A medida que la resina se seca, la viscosidad aumenta hasta que la fuerza radial del proceso de giro no es capaz de hacer que la resina se mueva de forma apreciable sobre la superficie. En este punto, el espesor de

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 32 -
la película no disminuye significativamente con el aumento del tiempo de giro.
Figura 6. Acciones físicas
3.5.4 Aceleración del Spin Coating La aceleración del substrato hasta la velocidad de giro final puede también afectar a las propiedades de la película. Desde que la resina comienza a secarse durante la primera parte del ciclo de giro, es importante controlar con exactitud la aceleración. En algunos procesos, el 50% del solvente que contiene la resina se perderá por evaporación a los pocos segundos de comenzar el proceso. La aceleración siempre juega un papel importante en las características de la capa de substrato modelado. En muchos casos el substrato conservará características topográficas de procesos anteriores; por lo tanto es importante que la capa quede uniforme a pesar de estas características.
Figura 7. Evolución óptima de la aceleración (deceleración) en rampa lineal
hasta la velocidad de giro final
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 33 -
Mientras que el proceso de giro proporciona generalmente una fuerza (exterior) radial a la resina, es la aceleración la que proporciona una fuerza que hace girar la resina. Este giro ayuda en la aplicación de la resina alrededor de la topografía para no quede ninguna zona del substrato sin fluido.
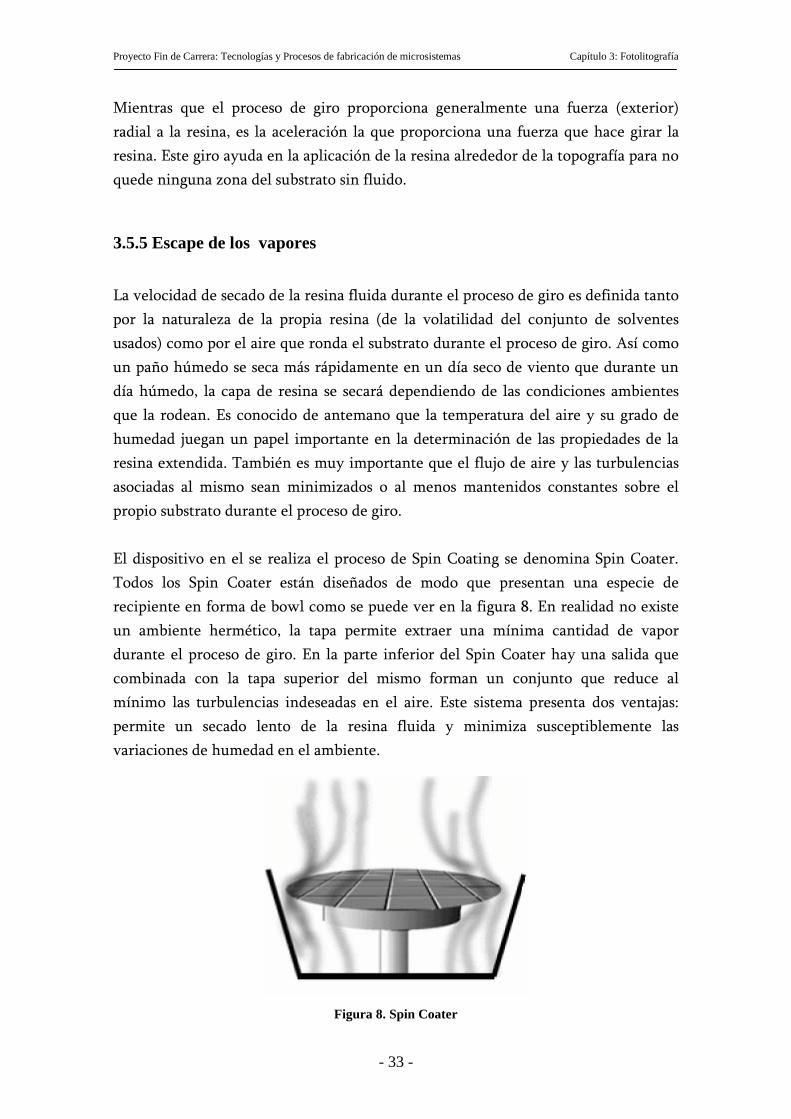
3.5.5 Escape de los vapores La velocidad de secado de la resina fluida durante el proceso de giro es definida tanto por la naturaleza de la propia resina (de la volatilidad del conjunto de solventes usados) como por el aire que ronda el substrato durante el proceso de giro. Así como un paño húmedo se seca más rápidamente en un día seco de viento que durante un día húmedo, la capa de resina se secará dependiendo de las condiciones ambientes que la rodean. Es conocido de antemano que la temperatura del aire y su grado de humedad juegan un papel importante en la determinación de las propiedades de la resina extendida. También es muy importante que el flujo de aire y las turbulencias asociadas al mismo sean minimizados o al menos mantenidos constantes sobre el propio substrato durante el proceso de giro. El dispositivo en el se realiza el proceso de Spin Coating se denomina Spin Coater. Todos los Spin Coater están diseñados de modo que presentan una especie de recipiente en forma de bowl como se puede ver en la figura 8. En realidad no existe un ambiente hermético, la tapa permite extraer una mínima cantidad de vapor durante el proceso de giro. En la parte inferior del Spin Coater hay una salida que combinada con la tapa superior del mismo forman un conjunto que reduce al mínimo las turbulencias indeseadas en el aire. Este sistema presenta dos ventajas: permite un secado lento de la resina fluida y minimiza susceptiblemente las variaciones de humedad en el ambiente.
Figura 8. Spin Coater

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 34 -
Una baja velocidad de secado ofrece la ventaja de aumentar uniformemente el espesor de la película a lo largo del substrato. El fluido se seca a medida que avanza hacia los bordes del substrato durante el proceso de giro. Esto puede conducir a irregularidades radiales ya que la viscosidad del fluido cambia con la distancia al centro del substrato. Disminuyendo la velocidad de secado, es posible mantener constante la viscosidad a lo largo del substrato. La velocidad de secado y por tanto el espesor final de la película están también afectados por la humedad del ambiente. Variaciones pequeñas en el porcentaje de humedad del ambiente pueden dar como resultado grandes cambios en el espesor final de la película. Al realizarse el giro en un recipiente cerrado, los vapores de los solventes de la propia resina son retenidos en el ambiente del recipiente y tienden a contrarrestar los efectos de variaciones de poca importancia en la humedad. Al final del proceso de giro, cuando la tapa es levantada para sacar el substrato, se mantiene el escape completo para contener y eliminar los vapores de los disolventes. Otra de las ventajas del diseño de este recipiente cerrado es que se reducen susceptiblemente las variaciones en el flujo de aire que rodea el substrato que gira. En una típica sala blanca, por ejemplo, hay un flujo de aire constante hacia abajo de unos 30 m/min. Hay algunos factores que afectan a las propiedades de este flujo de aire inferior. Las turbulencias y las corrientes de Foucault suelen ser resultado del elevado flujo de aire. Cambios de poca importancia en la naturaleza del ambiente pueden crear drásticas alteraciones en el flujo de aire inferior. Cerrando el recipiente con una tapa de superficie lisa, las variaciones y la turbulencia causada por los operarios y otros equipos son eliminadas del proceso de giro.
Figura 9. Flujo de aire inferior

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 35 -
3.5.6 Tendencia de las variables del proceso Se representa la tendencia general de varios parámetros del proceso. Para la mayoría de las resinas el espesor final de la película es inversamente proporcional a la velocidad de giro y al tiempo de giro. El espesor final de la película es también, en parte, proporcional al volumen de vapor extraído a pesar de que la uniformidad se verá afectada si el flujo extraído es demasiado alto, ya que la turbulencia causa un secado no uniforme de la película durante el proceso de giro.
3.5.7 Problemas del Proceso de Spin Coating Spin Coater Como se explicó anteriormente, hay varios factores importantes que afectan al proceso de creación de la película. Entre estos están la velocidad de giro, aceleración,

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 36 -
el tiempo de giro y el volumen extraído. Los parámetros del proceso varían en gran medida con el tipo de resina y substrato utilizado de modo que no hay unas reglas fijas para el proceso de Spin Coating, solo hay unas pautas generales. Estas las podemos encontrar en el apartado 2.2 Descripción del Proceso de Spin Coating. A continuación se describe una lista con problemas específicos del proceso de Spin Coating, la causa a la cual puede deberse y cómo solucionarlos. Película demasiado delgada Velocidad de giro demasiado alta Seleccionar una velocidad menor Tiempo de giro demasiado largo Disminuir la duración de la etapa de alta
velocidad Elección inapropiada de la resina Contactar con el fabricante de la resina Película demasiado gruesa Velocidad de giro demasiado baja Seleccionar una velocidad mayor Tiempo de giro demasiado corto Aumentar la duración de la etapa de alta
velocidad Volumen extraído demasiado alto Ajuste de la tapa Elección inapropiada de la resina Contactar con el fabricante de la resina Burbujas de aire en la superficie de la oblea Burbujas de aire en el fluido dispensado (resina) El dispositivo que dispensa la resina lo hace de forma entrecortada, tiene defectos o restos de usos anteriores Cometas, rayas o llamadas Velocidad de aplicación del fluido demasiado alta Velocidad de extracción de vapores del recipiente demasiado alta

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 37 -
Elevada permanencia de la resina en la oblea previa al giro Velocidad de giro y aceleración demasiado altas Existencia de partículas duras en la superficie del substrato cuyo diámetro es mayor que el espesor de la resina El fluido no esta siendo dispensado en el centro de la superficie del substrato Forma de torbellino Velocidad de extracción del recipiente demasiado alta El fluido toca la superficie del substrato fuera del centro Velocidad de giro y aceleración demasiado altas Círculo centrado Círculo es del mismo tamaño que la zona inicial donde se añade la resina puede deberse a una elevada permanencia de la misma antes del giro Áreas sin resina Insuficiente volumen dispensado
Hoyos del tamaño de la cabeza de un alfiler Burbujas de aire Partículas en la resina Existencia de partículas en la superficie del substrato antes de echar la resina Baja reproducibilidad Extracción o ambiente variable Ajustar tapa de extracción hasta cierre completo

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 38 -
Substrato centrado inadecuadamente Centrar el substrato antes de comenzar Volumen de resina insuficiente Aumentar el volumen de resina Aplicación inapropiada de la resina Contactar con el fabricante de la resina Balance inestable en los parámetros velocidad / tiempo Aumentar la velocidad/disminuir el
tiempo o viceversa Baja calidad de la película Volumen extraído demasiado alto Ajustar la tapa de extracción Aceleración demasiado alta Seleccionar menor aceleración Balance inestable en los parámetros velocidad / tiempo Aumentar la velocidad/disminuir el
tiempo o viceversa Volumen de resina insuficiente Aumentar el volumen de resina Aplicación inapropiada de la resina Contactar con el fabricante de la resina

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 39 -
3.6 Soft Bake Después de la etapa de Spin Coating, la resina contiene aproximadamente un 15% de solvente y puede tener tensiones acumuladas. Esta etapa se utiliza para evaporar los solventes de la película y densificar la resina tras su deposición, su optimización puede mejorar etapas posteriores. Durante el transcurso de la misma, el espesor de la resina normalmente disminuye un 25 %. Comercialmente se usa el calentamiento por microondas o lámparas de infrarrojos para producciones en línea. En un laboratorio esta etapa se puede llevar a cabo según dos mecanismos alternativos:
Hornos de convección - El solvente próximo a la superficie de la resina se evapora en primer lugar, lo cual puede causar que la resina desarrolle una fina película impermeable, atrapando en su interior el solvente que quede. - El calentamiento debe ser lento para evitar efectos de la explosión del solvente
Por conducción (hot plate): - Necesidad de una superficie lisa para un buen contacto térmico y un calentamiento uniforme. - El aumento de temperatura comienza en la parte inferior de la oblea hasta la superficie, evaporando el solvente desde el fondo.
- Normalmente mucho más rápido y más adecuado para automatizar. El proceso térmico usual es:
90-100 ºC en un horno de convección durante 30 min. 75-85 ºC en un hot plate durante 45 s.
La temperatura de la etapa depende de varios factores. La resina y el substrato que están siendo calentados así como los resultados deseados son algunos factores claves a considerar en el desarrollo de un proceso de calentamiento. En un horno la velocidad de calentamiento de un substrato no depende solamente del flujo de aire caliente sino que también de su proximidad a otros substratos más

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 40 -
fríos. El uso del hot plate tiene ventajas como uniformidad, reproducibilidad y disminución de la contaminación por partículas.
3.7 Insolado En este paso la resina es expuesta a la luz UV para disolver (positiva) o curar (negativa) la fotorresina. Previamente se le coloca la máscara o fotolito sobre la oblea con resina.
3.8 Revelado Uno de los últimos pasos en el proceso fotolitográfico es el revelado. A bajas energías de exposición la resina negativa se disuelve completamente en el revelador. A medida que se aumenta la exposición sobre la energía umbral, más película de resina permanece después del revelado. A exposiciones dos o tres veces mayor que la energía umbral, muy poca película de resina se disuelve. Para la resina positiva, su solubilidad en el revelador es finita, incluso a nula energía de exposición. La solubilidad aumenta gradualmente, en un cierto umbral, hasta llegar a ser totalmente soluble. El revelado está afectado por el espesor inicial de la resina, por las condiciones del Soft Bake, por la composición química del revelador, por el tiempo de revelado y otros.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 3: Fotolitografía
- 41 -
3.9 Hard Bake El Hard Bake es el último paso del proceso fotolitográfico, este paso es necesario para endurecer la fotorresina y mejorar su adherencia a la superficie de la oblea. El Hard Bake ayuda a que la resina resista un ataque ácido.
Algunas de las características del Hard Bake son:
Elimina algunas trazas que quedan del solvente de la película de resina o del
revelador. Introduce algunas tensiones en la fotorresina. Puede ocurrir que la película de resina disminuya de espesor. Mayor duración o mayor temperatura hace que la resina se elimine con
mucha mayor dificultad. La fotorresina experimenta una deformación plástica con suficiente temperatura y/o tiempo, que se puede utilizar si se necesitan flancos como se puede observar en la figura.
Figura 10. Deformación de la resina

Capítulo 4: Grabado

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 4: Ataque
- 43 -
4. GRABADO
4.1 Introducción El objetivo de la etapa de grabado es eliminar selectivamente silicio de la oblea. El grabado depende, entre otras cosas, de:
La naturaleza de las reacciones químicas La difusión de reactivos y productos Forma de las máscaras usadas para definir las regiones de grabado
Principalmente se distinguen dos formas de grabado: grabado húmedo y grabado seco. Nuestro grabado será un grabado húmedo. Como su nombre indica, el grabado húmedo es aquel en que los reactivos están en fase líquida. En el grabado seco, los reactivos están en forma de fase vapor y en plasma.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 4: Ataque
- 44 -
4.2 Grabado húmedo Existen dos tipos de grabado húmedo:
Grabado húmedo anisotrópico. Atacan mucho más rápido en una dirección que en otra. Se disminuye acusadamente la velocidad en los planos cristalográficos (111) del silicio, en comparación con las velocidades de ataque en otros planos. Atacantes húmedos anisotrópicos típicos: álcali-OH, EDP (ethylene diamine pyrochatechol). Cuando se ataca con KOH las velocidades relativas estimadas en los distintos planos cristalográficos son: 1 para (111), 400 para (100) y 600 para (110). La velocidad da ataque también es función de la composición química, la concentración y la temperatura de la solución atacante usada. No existe una ecuación que module la velocidad de ataque en función de estos parámetros, si se desea saber la velocidad de ataque hay que acudir a la literatura y la experimentación. Los resultados son reproducibles una vez definidos los parámetros y tiempos de vida de las mezclas de ataque.
Figura 11. Grabado húmedo anisotrópico del silicio
Grabado húmedo isotrópico. Este tipo de grabado es muy sensible a la agitación, lo cual hace de la repetitividad un problema. Un atacante húmedo isotrópico típico es HNA (HF + HNO3 + ácido acético).

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 4: Ataque
- 45 -
Cada uno de los ácidos participantes en la mezcla HNA tiene una misión específica:
- HF. Los F – forman H2SiF6, compuesto soluble de silicio - HNO3. Oxida el silicio. - Ácido acético. Menos polar que el agua (constante dieléctrica más
pequeña en estado líquido), ayuda a prevenir la disociación de HNO3 en NO3- o NO2-. De este modo permite la formación de las especies directamente responsables de la formación de SiO2.
242 2 NOON ⋅→ A pesar de esto, la misma mezcla sin ácido acético es casi tan eficaz hasta que el NO2 es reducido, para tiempos cortos de ataque. El ataque químico es complejo (debido a la oxidación catalítica del HNO3), y la velocidad de ataque depende de la mezcla química y el dopado del silicio.
( ) OHgNOSiFHSiHNOHF 2623 8433418 ⋅+⋅+⋅→⋅+⋅+⋅
Figura 12. Grabado húmedo isotrópico del silicio

Capítulo 5: Implementación de
la fotolitografía

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 47 -
5. IMPLEMENTACIÓN DE LA FOTOLITOGRAFÍA
5.1 Introducción Hasta ahora, hemos visto las distintas formas de mecanizado del silicio y sus fundamentos. A partir de este momento, esto se llevar a la realidad. La fotolitografía es un procedimiento estándar para transferir patrones o dibujos a un substrato en un proceso de microfabricación. Los pasos que intervienen en la fotolitografía son básicamente: limpieza previa, deposición de la resina, Soft Bake, insolado, revelado, Hard Bake.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 48 -
5.2 Implementación de la fotolitografía Una vez conocidos los pasos necesarios para desarrollar un proceso fotolitográfico, se procede a la búsqueda de material específico para su implementación física. Se dispone de una sala y de un estuche con obleas de silicio nuevas.
5.2.1 Deposición de fotorresina Existen distintos tipos de resinas. Se decidió el uso de una fotorresina positiva por sus características. IMPORTANTE: Desde el momento en que se va a depositar la resina, la única luz que puede hacer en la sala es un bombilla roja, o en su defecto cualquier radiación cuya longitud de onda esté entre 350 – 450 nm. 5.2.1.1 Positiv 20 Inicialmente se hicieron pruebas con una fotorresina positiva, Positiv 20, fabricada por KONTAKT CHEMIE. Esta resina es una laca para la fabricación de circuitos impresos que se aplica en forma de spray. Las pruebas realizadas eran poco repetitivas ya que la pulverización de la resina, según instrucciones de la misma, requería la aplicación de una película uniforme desde una distancia de 20–30 cm. Esto era un problema. Para aplicar una capa de fotorresina uniforme sobre una oblea de 100 mm de diámetro había que pulverizar la fotorresina sobre la oblea a la misma presión, a la misma distancia y durante el mismo tiempo cada vez que se repetía esta operación con cada oblea que era probada. Al no existir ningún modo de realizar esta operación mecánicamente, cada prueba daba resultados distintos. Tras múltiples intentos se dominó la técnica de la deposición de esta resina sobre trozos pequeños de oblea, consiguiendo una película más o menos uniforme. Se depositó de igual modo la resina en plástico pero no quedaba bien, de modo que no se llegó si quiera a insolarla. Sobre cobre se conseguían excelentes resultados incluso en el paso de revelado. El siguiente paso era el insolado y posterior revelado del trozo de oblea con resina.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 49 -
Para revelar se usaba una solución de sosa.
Figura 13. Prueba fotolitográfica con resina Positiv 20 sobre cobre
Se propuso realizar un diseño factorial de experimentos para ver cómo influían una serie de factores en el resultado final. El diseño factorial requiere un gran número de experimentos. Se definieron los niveles y los factores. Los niveles son el número de experimentos que se está dispuesto a hacer (valores que voy a dar a los factores) y los factores son los parámetros que se prevén que afectan al resultado final. Los factores que afectan al resultado final son:
Tiempo de secado de la resina a 70 ºC. T1 Tiempo de insolado. T2 Tiempo de revelado. T3 Espesor de la resina. Este parámetro no se varía en el diseño de experimentos
porque no tenemos la posibilidad de medir el espesor en nuestro laboratorio. El número de niveles será 2: nivel más bajo (-1) y nivel más alto (+1), y el número de factores, 3.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 50 -
El número de experimentos son nivelesfactores, por lo que el número de experimentos es 23, es decir, 8. Hay que tener en cuenta que realizar los experimentos aleatoriamente es útil si existe ruido. T1
-1 15 min. +1 30 min.
T2
-1 2 min. +1 4 min.
T3
-1 30 s. +1 1min.
Se realizó una matriz de diseño estándar:
Nº experimento T1 T2 T3 respuesta 1 -1 -1 -1 2 +1 -1 -1 3 -1 +1 -1 4 +1 +1 -1 5 -1 -1 +1 6 +1 -1 +1 7 -1 +1 +1 8 +1 +1 +1
Los experimentos se realizaron según esta matriz, variando los parámetros según indica cada experimento. El fotolito en todos los casos era un papel vegetal y el revelador una solución de sosa.
Nº T1 a 100 ºC T2 T3 Observaciones
1 15 min. 2 min. 30 s. Prácticamente sin resina.
2 30 min. 2 min. 30 s. Se aprecia el grabado pero se ha quedado sin resina por algunos lados.
3 15 min. 4 min. 30 s. Sin resina.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 51 -
4 30 min. 4 min. 30 s. Prácticamente sin resina.
5 15 min. 2 min. 1 min. Prácticamente sin resina.
6 30 min. 2 min. 1 min. Sin resina.
7 15 min. 4 min. 1 min. Sin resina.
8 30 min. 4 min. 1 min. Prácticamente sin resina.
Tabla 2. Pruebas con fotorresina Positiv 20. Fecha 01/07/04
Las respuestas no son numéricas pero son observables a simple vista, pudiéndose sacar conclusiones. Estas conclusiones serán más acertadas cuanto mayor sea la experiencia que tenga el técnico de laboratorio en el campo de la fotolitografía.
Nº T1 a 100 ºC T2 T3 Observaciones
1 30 min. 1 min. 30 s. Prácticamente sin resina, no se ve ninguna figura de la máscara.
2 40 min. 1 min. 15 s. Quedan restos de resina, pero no se ve ninguna figura en concreto.
3 30 min. 2 min. 30 s. Algo de resina.
4 40 min. 2 min. 15 s. Se distinguen las figuras. Es la que tiene más resina, pero aún así es insuficiente.
5 30 min. 1 min. 30 s. Sin resina. Igual que prueba 1.
6 40 min. 1 min. 30 s. Algo de resina en un borde. Sin figura y sin resina.
7 30 min. 2 min. 30 s. Sin resina.
8 40 min. 2 min. 30 s. Igual que prueba 6.
Tabla 3. Pruebas con fotorresina Positiv 20. Fecha 02/07/04
5.2.1.2 Fotorresina S1818 Se dispone de un kit de fotolitografía Microposit serie 1800 distribuido por

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 52 -
SHIPLEY. El kit de fotolitografía consta de un bote de fotorresina S1818, un bote de revelador MF-319 y un bote de remover 1165 el cual sirve para eliminar la fotorresina de cualquier substrato. Las primeras pruebas de deposición de resina se realizaron con trozos de oblea. La oblea se dividió con ayuda de un rayador de tungsteno, también llamado más comúnmente como rayador de wolframio, intentando seguir la dirección del plano cristalográfico de la oblea. Se eligió un rayador de tungsteno porque éste tiene mayor dureza que el silicio. Según las especificaciones de la resina, para obtener la máxima fiabilidad del proceso, la oblea de silicio, inmediatamente antes de la deposición de resina, debe ser introducida en horno a 100 ºC durante 30 min. Posteriormente se enfría a temperatura ambiente (18-25 ºC). Por consiguiente se necesita un horno. En la sala hay un horno de convección que se utilizará para este paso. Para realizar la deposición de la resina se necesita un dispositivo, comúnmente denominado Spin Coater, que proporcione una determinada velocidad de giro a la oblea. La resina está diseñada para proporcionar el menor número de imperfecciones en la capa final. Las características de la película de resina depositada que deben ser optimizadas son: el espesor, su uniformidad y la ausencia de imperfecciones. El fabricante de la fotorresina proporciona un Anexo en el que se muestra gráficamente la variación del espesor final de la película de resina depositada según la velocidad de giro a la que se someta la oblea. Da una serie de parámetros para obtener la máxima uniformidad de la película:
Aplicación estática Tiempo de aplicación estática (recomendado 2 s) o dinámica (500 rpm,
máximo 2 s) Rampa: máxima aceleración Velocidad de giro: 3500 – 5500 rpm Tiempo de giro: 25 s mínimo
Atendiendo a las recomendaciones del fabricante, nuestro Spin Coater debe girar a una velocidad comprendida entre 3500 y 5500 rpm. El Spin Coater artesanal del que se dispone consta de tres velocidades, una manual y dos predeterminadas v1 = 8000 rpm y v2 = 12000 rpm. Las velocidades v1, v2 son superiores a las óptimas, y la

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 53 -
velocidad manual es muy difícil de variar gradualmente de forma más o menos controlada ya que cuando ésta se utiliza la velocidad de giro se dispara hasta niveles fuera del rango óptimo. Las primeras pruebas que se realizaron eran pruebas de deposición de fotorresina. Uno de los problemas que nos encontramos fue cómo añadir la fotorresina, independientemente de si la aplicación de la misma fuera estática o dinámica. En las primeras pruebas se utilizó una pipeta para succionar la resina de su propio bote. La pipeta dificultaba el modo de tomar la resina del bote ya que ésta una vez introducida en el mismo, al ser la fotorresina un fluido viscoso de color rojo granate, ensuciaba sus paredes e imposibilitaba la visualización (agravada por la falta de luz visible) de la cantidad de resina tomada. Además, la pipeta era demasiado incómoda de sostener debido a su excesiva longitud. Como opción, se probó con un cuentagotas. El cuentagotas era de vidrio transparente. Se rellenó el cuentagotas con fotorresina y para protegerlo de la luz previamente se recubrió su superficie exterior con cinta aislante opaca. Se realizaron ensayos tanto con aplicación estática como dinámica. Si dispensábamos la resina dinámicamente, no se depositaba uniformemente y salpica la tapa del Spin Coater. La forma de la película de resina final tenía forma de estrella de mar, más o menos centrada en la oblea. Con la aplicación estática se conseguía una película bastante uniforme, aunque a veces se formaban rayas radiales en la película. En principio, para dominar la técnica de deposición de la fotorresina se utilizaron trozos de oblea. Se diseñó un soporte adaptado para el Spin Coater con el que poder trabajar con cualquier trozo de oblea menor de 100 mm de diámetro independientemente de su tamaño para luego depositarle resina. En los primeros intentos existían problemas con la aplicación de la fotorresina, por lo que se plantearon dos soluciones:
Diluir la fotorresina. Esto es imposible de realizar en la práctica, porque no disponemos del solvente adecuado, entre otras cosas porque no se conoce la composición exacta de la fotorresina. El agua es inmiscible con la fotorresina y la acetona la disuelve, por lo que estas alternativas no son viables.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 54 -
Depositar dos capas de resina. La primera capa era extendida con ayuda de un pincel y la segunda con el Spin Coater.
La resina es demasiado viscosa y además tiende a secarse relativamente rápida, cuesta trabajo extenderla. Al depositar la capa de resina en la cara pulida de la oblea con el pincel, la película de fotorresina perdía la uniformidad. Para depositar la segunda capa se utilizó el Spin Coater pero las imperfecciones de la capa anterior sirvieron de cúmulo de errores, y el resultado global fue una oblea con una capa de fotorresina demasiado gruesa por unos lados, demasiado fina por otros y exenta de uniformidad. En vistas de lo sucedido, se llegó a la conclusión de que la forma óptima de depositar la fotorresina es hacerlo con el Spin Coater de modo estático. No obstante, el problema de la elevada velocidad del Spin Coater estaba “en el aire”, estaba aún ahí. Para disminuir la velocidad del Spin Coater se plantearon dos caminos:
Conectar al Spin Coater un potenciómetro y éste a su vez a la red eléctrica.
Un transformador Cuando conectamos el potenciómetro, si accionamos la segunda velocidad vemos que podemos variar ésta desde 0 rpm hasta la máxima que da, que en todo caso es inferior a la que daría el Spin Coater individualmente. Para disminuir la velocidad de giro del Spin Coater mediante un transformador hay que reducir los 220 v que le proporciona la red. El transformador que tenemos es multidevanado, capaz de pasar los 220 v a 150 v ó a 125 v. Si se pasa a 125 v la velocidad del Spin Coater es demasiado lenta y no permite que la resina se extienda. Si se pasa a 150 v la resina se extiende aunque aparecen circulitos concéntricos.
5.2.2 Soft Bake Una vez que se ha seleccionado la resina que se va a usar (fotorresina Microposit S1818) y la hemos depositado, el siguiente paso es introducir la oblea en el horno con la fotorresina para que ésta se endurezca. Según las especificaciones del fabricante, el valor de temperatura y tiempo óptimos que debe permanecer en el horno la oblea con fotorresina depositada es 100 ºC durante 30 min.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 55 -
5.2.3 Insolado Para caracterizar la etapa de insolado nos encontramos con dos problemas:
La máscara o fotolito El tiempo de insolado
5.2.3.1 Máscara La máscara o fotolito, cuando se usa una fotorresina positiva, debe ser de campo oscuro. Conseguir un fotolito donde la parte oscura sea totalmente opaca y la parte clara totalmente transparente a un precio asequible es muy complicado. El programa L-Edit8.3 sirve para diseñar este tipo de máscaras. La máscara contiene figuras que se han diseñado con la finalidad de ver si salen bien tanto esquinas como puntos de inflexión, curvaturas cóncavas o convexas, líneas de distinto grosor y cualquier otra figura, al final del proceso fotolitográfico incluyendo el ataque. Con este programa se diseñó una máscara que contuviera figuras sencillas: un conjunto de líneas de distinto grosor separadas una cierta distancia, cierto tipo de elipses de distintos tamaños, dispuestos tanto de modo horizontal como vertical. Una vez que se tiene diseñada la máscara el siguiente paso es su realización física. Se probaron distintos tipos de papel de impresión: papel vegetal y acetato de vinilo (papel de transparencia). La máscara se imprimía en una copistería, de modo que el hecho de que saliese bien o mal dependía de la resolución de la máquina de impresión (láser).
El papel vegetal no es suficientemente transparente, aunque es translúcido. Cuando se imprimía en él la máscara, el campo oscuro no salía totalmente opaco. Para intentar apaliar esto se intentaron unir dos máscaras iguales, haciendo coincidir sus figuras. El resultado fue que la zona oscura era lo suficientemente oscura pero la parte clara no era lo bastante clara. Otra prueba consistió en repasar la zona oscura con un rotulador negro, dando como resultado que en las zonas donde se había pintado de negro la resina permanecía consistente y en las zonas donde no se había pintado aparecían motitas, signo de que había comenzado a desprenderse la resina.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 56 -
El acetato de vinilo es totalmente transparente. Cuando se realiza la impresión en este tipo de papel, la calidad de la zona oscura se ve notablemente afectada por la resolución de la impresora por lo que se buscó una imprenta que imprimiera con calidad de fotografía. Si la máscara era demasiado negra, la resolución era peor, ya que las líneas de las figuras eran demasiado finas y se veían afectadas.
Se realizó una prueba en la que se usó como fotolito una máscara de acetato
de vinilo con una imprimación de grafito y conductor (procedente de un teclado de ordenador). El grabado quedó perfecto.
5.2.3.2 Tiempo de insolado El tiempo de insolado es un parámetro importante para la caracterización de la fotolitografía en el caso de que el campo oscuro del fotolito no sea totalmente opaco y de que las zonas claras no sea totalmente transparente. En el caso ideal el tiempo de insolado ha de ser el mínimo que sensibilice por completo las zonas transparentes de la máscara; en este caso, excederse en el tiempo de insolado no es un problema. Cuanto menos deje pasar la radiación la zona clara de un fotolito mayor tiempo de insolado requiere. Hay que tener en cuenta que si la zona oscura no es lo suficientemente opaca, la radiación también la atravesará y en el revelado la fotorresina de estas zonas se desprenderá. Nº Fecha Fotolito T2 Revelado: ml H2O
DI / ml revelador T3 Observaciones
1 27/10/04 Papel vegetal 45 s. 75/25 5 min. La resina se desprendió totalmente.
2 27/10/04 Papel vegetal con zonas oscurecidas con rotulador
30 s. 100/40 1 min. En zonas oscurecidas, resina queda consistente. En el resto del campo oscuro salían motitas, signo de que la resina comienza a desprenderse.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 57 -
3 27/10/04 Papel vegetal con zonas oscurecidas con rotulador
45 s. 100/40 2 min. Mejor que prueba 2. En zonas más oscurecidas, resina más consistente.
4 02/11/04 Acetato con imprimación de grafito
45 s. 100/40 2 min. Grabado perfecto.
5 09/11/04 Acetato de campo oscuro con zonas de distinto contraste, sin resolución.
45 s. 100/40 1 min. 38 s.
En las zonas de campo oscuro más claras, la resina empezó a desprenderse suavemente e uniformemente. Las líneas finas y demasiado juntas salen unidas.
6 09/11/04 Acetato de campo oscuro con zonas de distinto contraste
35 s. 100/40 1 min. 28 s.
La resina no se desprendió. Todo bien excepto que las líneas más finas salieron unidas
7 26/11/04 Acetato de campo oscuro con zonas de distinto contraste
15 s. 100/40 1 min. 30 s.
Resina sin eliminar totalmente en las zonas insoladas.
8 26/11/04 Acetato de campo oscuro con zonas de distinto contraste
25 s. 100/40 1 min. 30 s.
Aún había resina sin eliminar.
9 2/03/05 Acetato con buen campo oscuro
30 s. 100/40 1 min. 30s.
Grabado perfecto
Tabla 4. Pruebas con fotorresina S1818
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 58 -
En todas las pruebas el tiempo de secado de la resina en el horno es de 30 min. a 100 ºC, tal y como indica el fabricante de la resina en su hoja de especificaciones. Después de estas pruebas se llega a la conclusión de que el tiempo de insolado óptimo con la resina Microposit S1818 es de 30 s. siendo el fotolito una máscara de acetato con una buena calidad de campo oscuro y una buena resolución. Además también podemos observar que cuanto más oscuro sea el campo oscuro y más transparentes las zonas que deben ser atravesadas por la luz, mejor será el resultado final y menor tiempo de insolado requerirá. Cuanto mejor sea el oscuro de la zona oscura menos afectará el tiempo de revelado al resultado final.
5.2.4 Revelado Según el fabricante de la fotorresina, el revelador está concentrado y la solución adecuada se prepara diluyendo 1/3 de revelador en 2/3 de H2O DI. Cuanto mayor es la concentración del revelador, menos tiempo tarda la oblea en revelarse. El tiempo de revelado también está influido por el tiempo de insolado. El tiempo de insolado debe ser el suficiente para que la resina, a la que le incide la radiación UV durante la etapa de insolado, se sensibilice totalmente y el justo para que esto mismo no ocurra al resto de la oblea, ya que la máscara no es totalmente opaca y algo de radiación le llega. Al no ser totalmente opaca la zona oscura de la máscara, esta zona se ve afectada por la radiación y parte de la capa de resina, que debería permanecer, se disuelve al revelarse. La resina debe proteger las zonas de la oblea en la que se encuentre de ataques posteriores. Si la zona oscura de la máscara fuera opaca, un tiempo de insolado mayor al suficiente no sería problema. Las proporciones 40 ml de revelador / 100 ml de H2O DI han dado en nuestro caso mejores resultados que la “receta” del fabricante. Esto da una proporción 2/7 revelador en 5/7 de H2O DI. Según las pruebas realizadas y detalladas en la Tabla 4 (las más relevantes) indican

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 5: Implementación de la fotolitografía
- 59 -
que el tiempo de revelado óptimo para la solución reveladora que ha dado mejores resultados que la “receta” del fabricante es de 1 min. y 30 s.
5.2.5 Hard Bake La función del Hard Bake es endurecer la fotorresina y mejorar su adherencia a la superficie de la oblea. Además, ayuda a la fotorresina a resistir un ataque ácido. Para la realización de este paso se utiliza el mismo horno de convección que para el Soft Bake y las condiciones de operación recomendadas por el fabricante son 100 -110 ºC durante 30 min.

Capítulo 6: Implementación del
grabado húmedo

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 61 -
6. IMPLEMENTACIÓN DEL GRABADO HÚMEDO
6.1 Introducción Una vez depositada la resina en la oblea y transferida a ella el modelo, el siguiente paso es el ataque. Mediante el ataque húmedo se elimina el silicio selectivamente. La resina protege a la oblea del ataque, de modo que solo se elimina silicio de las zonas donde la resina se quitó con ayuda del revelador.
6.2 Implementación del grabado húmedo Se conocen los dos tipos de grabado (húmedo y seco) que se pueden aplicar al silicio y cuál es el tipo de ataque que podemos realizar acorde a nuestras posibilidades: el grabado húmedo. Se procede a la búsqueda de material específico para su implementación física. Se dispone de una sala, de una oblea fotolitografiada en el paso anterior y de una serie de reactivos químicos. Todos los ataques realizados son ataques húmedos isotrópicos.
6.2.1 Pruebas 6.2.1.1 HF / HNO3 / Ácido acético 10:60:30 (% p/p) Esta mezcla ácida atacante se denomina HNA. Cada uno de los ácidos participantes tiene una misión específica en la mezcla:
HF. Los F – forman H2SiF6, compuesto soluble de silicio. HNO3. Oxida el silicio. Ácido acético. Permite la formación de las especies directamente responsables
de la formación de SiO2.
242 2 NOON ⋅→ Para elegir las proporciones de los componentes de la mezcla se acude a el diagrama
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 62 -
“Etch Rate of Silicon in HF/HNO3/dilutent” que se encuentra en el Anexo adjunto. Se tomaron unas proporciones 60% HNO3, 30% de ácido acético y 10% de HF. Según este diagrama ternario, para esta composición la velocidad de ataque es 7,6 μm/min. En el diagrama, el HF tiene una concentración de 49,23% p/p y el HNO3 una concentración de 69,51% p/p. Las concentraciones de nuestros ácidos son HF al 48% y HNO3 al 65%. Ambas concentraciones son distintas pero muy próximas a las del diagrama, por lo que suponemos que las velocidades de ataque que aparecen en el diagrama son semejantes a las de las mezclas preparadas con nuestros ácidos. Para la preparación de la mezcla se necesitaron tomar de los botes sus respectivas densidades. Ácido acético ρ ~ 1,05 Kg/l HF al 48% ρ ~ 1,16 Kg/l HNO3 al 65% ρ ~ 1,41 Kg/l Nuestra mezcla se forma a partir de 8,6 ml de HF, 42,6 ml de HNO3, 28,6 ml de ácido acético. En esta proporción, en cuestión de 5 segundos la resina se desprendió completamente. No obstante, el dibujo se quedó grabado, incluso la figuras de dimensiones más pequeñas. Se exponen figuras hechas con un microscópico óptico.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 63 -
Vista Figura mallada grande
Líneas paralelas de distinto tamaño

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 64 -
Figura mallada pequeña
6.2.1.2 HNO3 (70%) / H2O / NH4F (40%) 126:60:5 (%vol.) La velocidad de ataque, según los textos, es de 0,15 μm/min, por lo que en 67 min. se conseguirán 10 μm de profundidad. A la hora y 15 minutos, según pruebas, la resina comienza a desprenderse en grandes bloques. Se saca la oblea del baño y se enjuaga con agua DI. En las siguientes imágenes se muestra como el grabado quedó relativamente perfecto, tanto figuras grandes como pequeñas, en comparación con las demás pruebas.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 65 -
Vista 1 Líneas paralelas de distinto ancho
Vista 1 Figura mallada grande

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 66 -
Vista 2 Líneas paralelas de distinto ancho
Vista 2 Figura mallada grande

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 67 -
Figura mallada pequeña
La oblea grabada se llevó al CAM (Centro Andaluz de Metrología) y con ayuda de un rugosímetro se determinó la profundidad alcanzada en el ataque, dando como resultado una profundidad máxima media de 7 μm.
El rugosímetro registra, con ayuda de un palpador, las variaciones superficiales con respecto a un valor de cota 0. Nuestra oblea contiene surcos y zonas sin grabar. Cuando medimos una zona de la oblea que no tiene canales, el resultado es un registro de pequeñas variaciones en el nivel de cota. Cuando nos encontramos un surco, el rugosímetro registra un salto brusco y acto seguido tiende a cero. Esta tendencia al cero se debe a que las posteriores medidas del rugosímetro a partir del salto se suman para contrarrestarlo. La profundidad máxima es la distancia vertical desde el cero al valor de registro máximo. La longitud de un canal es la distancia horizontal entre salto y salto. En la siguiente figura se presentan los resultados de rugosidad registrados en la oblea grabada. Se realizaron dos medidas, cada una a distinta escala (2 μm/cm y 5 μm/cm) y de distinta zona de la oblea.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 68 -
Figura 14. Resultados de medir la rugosidad de la oblea fotolitografiada en distintas zonas

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 69 -
6.2.1.3 HNO3 (70%) / H2O / NH4F (40%) 126:70:5 (%vol.) Se utilizó la solución de NH4F preparada y se elaboró del mismo modo que la prueba anterior. Las figuras quedaron muy irregularmente grabadas y la resina comenzó a desprenderse pero esta vez en forma de puntitos.
Vista Figura mallada grande

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 6: Implementación del ataque húmedo
- 70 -
Líneas paralelas de distinto tamaño
Figura mallada pequeña

Capítulo 7: Manual de Procedimiento
con resina S1818

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 72 -
7. MANUAL DE PROCEDIMIENTO CON RESINA S1818
7.1 Introducción El fin último del proyecto es conseguir un manual de procedimiento para que cualquiera sin conocimiento previo en la materia sea capaz de reproducir cada uno de los pasos de un proceso fotolitográfico incluida su etapa de ataque. Como se puede comprobar a lo largo del capítulo, se comienza describiendo una situación general del material que nos encontramos, seguido de una introducción al manual, se localizan más detenidamente los equipos y materiales, y se detallan las normas de seguridad, se presenta el procedimiento de operación y se esquematiza para una referencia rápida.
7.2 Guía general Equipos 1. Banco fotolitográfico
2. Spin Coater 3. Horno 4. Siceront KF 182 Insoladora 5. Banco de ataque
Especificaciones
1. El banco fotolitográfico consta de un baño de Microposit Developer y un baño de agua desionizada.
2. La velocidad de giro varía de 0 a 12000 rpm. Tiene tres velocidades: v1 = 8000 rpm, v2 = 12000 rpm y velocidad manual.
3. Horno de convección con rango de temperatura de 0ºC a 280ºC con temporizador.
4. Modelo BI 2000. 5. Baño con mezcla ácida y baño de agua desionizada.
Materiales 1. Para fotorresina positiva
2. Para fotorresina positiva y obleas de silicio de diámetro menor o igual a 100 mm.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 73 -
3. Sin especificar 4. Obleas o cualquier placa plana con fotorresina y fotolito
superpuesto. 5. Bandejas de plástico
Localización ESI, Dpto. de Ingeniería Electrónica, Lab L2, 2ª planta, ala oeste.
7.3 Introducción al manual La fotolitografía es un procedimiento estándar para transferir patrones o dibujos a los sustratos en un proceso de microfabricación. Este Manual de Procedimiento proporciona información sobre el proceso fotolitográfico desarrollado en el Grupo de Microsistemas. Los pasos que intervienen en la fotolitografía son: limpieza previa, deposición de la resina, soft bake, insolado, revelado, hard bake, ataque y eliminación de la fotorresina. Estos pasos serán detallados en los siguientes apartados.
7.4 Localización de los equipos, materiales, accesorios y herramientas Todos los equipos se encuentran en la sala nº 10 situada en los laboratorios L2 de la Escuela Superior de Ingenieros de la Universidad de Sevilla. Equipos
Banco fotolitográfico Spin Coater Transformador multidevanado Woltmat Horno Insoladora Siceront KF 182 Campana extractora Banco de ataque
Especificaciones básicas de los equipos: El banco fotolitográfico consta de dos baños, como se puede ver en la figura 15. Un baño contiene la solución reveladora, Microposit Developed, diluida en agua DI y el otro baño simplemente agua DI.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 74 -
Figura 15. Banco fotolitográfico El horno es un horno de convección de 1100 W con rango de temperatura variable analógico de 0 a 280 ºC y temporizador.
Figura 16. Horno de convección

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 75 -
La velocidad de giro del Spin Coater varía de 0 a 12000 rpm. Tiene tres velocidades, dos predeterminadas y una manual. Las velocidades predeterminadas son: v1 = 8000 rpm y v2 = 12000 rpm. El transformador que se utiliza es de 50 Hz, 1,1 KVA con primario de 125, y 150 v y 220 v de secundario. La insoladora es el modelo BI 2000 de la gama, de 700 W. Tiene un temporizador que va de 0 a 7 min. y una superficie útil de 310 x 405 mm. Dispone de un vacuómetro con rango de 0 a 76 cm Hg. Los materiales de laboratorio, accesorios y herramientas de los que se dispone son: pipetas, vasos de precipitados, buretas, embudo, vidrio de reloj, bandejas de PVC, frascos lavadores de 500 ml, varilla de vidrio, botellas de polietileno de 500 ml, escobillón, cuentagotas, guantes de látex, , papel de secado, máscaras, gafas y bata de protección, pinzas metálicas, alicate, cinta aislante, etc. Reactivos para la fotolitografía:
Microposit Serie 1818 Photo Resist Microposit Developer Microposit Remover 1165 H2O DI Acetona
Reactivos para el ataque:
Ácido acético HF al 48 % p/p HNO3 al 65 % p/p NH4F H2O DI
Substrato: obleas de silicio de 100 mm de diámetro y 380 μm de espesor. La sala nº 10 se divide en dos zonas consecutivas, simplemente separadas por una cristalera.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 76 -
En la primera zona está colocado el horno y una cajonera con el nombre de Microsistemas en la que se guardan guantes, máscaras y elementos frágiles como trozos de oblea o material de vidrio.
Figura 17. Insoladora y Spin Coater
En la segunda zona podemos observar que: el banco fotoligráfico se encuentra bajo la campana extractora; sobre una mesa adjunta al banco fotolitográfico está la insoladora Siceront KF 182 (a la derecha de la figura 17) y el Spin Coater; una estantería en la que está la fotorresina, el revelador, el remover, el agua DI y el resto de materiales.
7.5 Equipo y normas de seguridad Los principales riesgos asociados a la fotolitografía son los productos químicos. Los productos químicos deben ser almacenados, manipulados y estar disponibles, siguiendo unas normas. Para el manejo de los productos químicos es necesario que el personal vaya protegido con guantes y bata de laboratorio. La insoladora es una luz de fuente ultravioleta. La luz ultravioleta puede causar quemaduras en la piel y en las capas superficiales de los ojos. La exposición continuada a la luz ultravioleta puede causar cáncer de piel. Los sistemas de luz ultravioleta están diseñados de modo que el usuario no se exponga a los rayos UV de la lámpara.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 77 -
El Spin Coater es un dispositivo artesanal que dispone de un motor de 400 W cuyo rotor está ensamblado a un plato, dispuesto horizontal, con libertad de giro. El motor no puede estar en contacto con líquidos, por lo que la forma de aislarlo es colocar el plato en el interior de un recipiente con forma de bowl. Este recipiente tiene una tapa de plástico, resistente, transparente y con un orificio céntrico, que se fija con ayuda de dos tornillos de cabeza preparada para ser roscados/desenroscados sin ayuda de un destornillador. El orificio se utiliza para añadir la resina durante el proceso. La función de la tapa es proteger al técnico de laboratorio de posibles proyecciones de resina y material substrato en caso de que éste se fragmente por un fallo, generalmente, de sujeción. Este recipiente dispone de un aliviadero que se utiliza para evacuar los productos de limpieza usados y restos de resina sobrante de usos anteriores del Spin Coater. No es necesario limpiar este recipiente cada vez que se utiliza el Spin Coater, ya que la resina tiende a solidificarse y adherirse a las paredes, de modo que no afecta en ningún caso a usos posteriores. La fotorresina es una preparado de compuestos orgánicos, como se puede comprobar en su correspondiente Anexo, por lo que para limpiar el recipiente con forma de bowl se usa un disolvente orgánico, acetona. Una forma práctica de limpieza es añadir acetona en cantidad suficiente al recipiente, colocar la tapa y hacerlo girar durante el tiempo que se estime necesario. Posteriormente se descarga el contenido del recipiente para su desagüe. Esta operación puede repetirse cuantas veces se desee, hasta conseguir el grado de limpieza buscado. Una vez finalizada esta limpieza, normalmente, no es necesario secar con auxilio de ningún material ya que al ser la acetona un disolvente muy volátil el simple contacto con el ambiente exterior ayuda a su rápida volatilización y por tanto secado. No obstante, para depositar la resina es necesario que este recipiente esté completamente exento de acetona o cualquier fluido que pudiese mezclarse con ella. El plato dispone de cuatro tornillos fijados a él por tuercas. El plato está diseñado a medida de modo que la oblea encaja perfectamente. El Spin Coater tiene tres velocidades, una manuales y dos predeterminadas: v1 y v2. Las velocidades de giro del Spin Coater son muy elevadas. La velocidad v1, la mínima predeterminada es de 8000 rpm, es muy superior a la máxima necesitada. Recordemos que el espesor final de la película de resina de la oblea varía con la velocidad de giro a la que funciona el Spin Coater.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 78 -
Para reducir las velocidades de giro predeterminadas en el Spin Coater, y por tanto la manual, el Spin Coater no se alimenta directamente de la red eléctrica. El Spin Coater se conecta a un transformador y el transformador pasa los 220 v de la red eléctrica a 150 v.
7.6 Procedimiento estándar de operación
7.6.1 Introducción En este apartado se describe la forma de realización del proceso fotolitográfico paso a paso. Previamente a la deposición de la resina, es necesaria una limpieza previa. En caso de que las obleas que se vayan a utilizar como substrato sean nuevas, recién sacadas de la caja que las contiene, no es necesario realizar una limpieza exhaustiva, basta con introducir la oblea en el horno a 100 ºC durante 30 min. con el fin de eliminar la humedad inherente.
7.6.2 Limpieza previa Con ayuda de un frasco lavador se introduce la oblea en un flujo continuo de agua DI hasta que el agua DI haya arrastrado todas las partículas de polvo y otras impurezas que pudiera contener. Se introduce en el horno a 100ºC durante 30 minutos con el fin de eliminar todo tipo de humedad.
7.6.3 Deposición de la resina El proceso de deposición de la fotorresina conlleva una serie de pasos, cada uno de los cuales puede ser determinante en el resultado final; un error en uno de ellos puede ser arrastrado y hacer que el resultado final no sea el deseado. Montaje experimental Para empezar se prepara el montaje del Spin Coater. La oblea se fija de la siguiente forma:
1. Quitar la tapa del Spin Coater

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 79 -
2. Colocar 4 arandelas de plástico (mejor si son de plástico flexible) sobre las tuercas que están fijadas al plato
3. Poner la oblea sobre las arandelas 4. Poner arandelas de nuevo 5. Fijar el conjunto con tuercas 6. Poner la tapa y fijarla al soporte
Se posiciona el transformador de modo que la entrada sea 0-220 v y la salida 0-150 v. El Spin Coater se conecta al transformador, y éste se conecta a su vez a la red eléctrica. Una vez realizado el montaje se procede a la deposición de la resina. Modo de ejecución
1. Se toma el cuentagotas y con él se succiona la máxima cantidad de resina posible (unas 15 gotas)
2. Se deposita la resina en la oblea de modo continuo a través del orificio de la tapadera del Spin Coater
3. Utilizando la velocidad manual, instantáneamente se pone en marcha el Spin Coater a media velocidad y se va aumentando progresivamente hasta ponerlo a la máxima. La duración de este paso son unos 30 segundos.
7.6.4 Soft Bake Con el Soft Bake eliminamos cualquier solvente que pudiera contener la oblea depositada en la resina. Para ello disponemos del horno de convección. Montaje experimental Hay que sacar la oblea del Spin Coater y llevarla al horno. Para ello se siguen los siguientes pasos:
1. Quitar la tapadera del Spin Coater 2. Quitar las tuercas y arandelas con las que está fijada la oblea al plato soporte
del Spin Coater 3. Sacar la oblea del Spin Coater 4. Colocar un trozo de papel absorbente en el interior del horno y depositar la
oblea sobre él.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 80 -
Modo de ejecución
1. Precalentar el horno a 100 – 110 ºC antes de introducir la oblea 2. Una vez caliente, colocar la oblea en el interior del horno sobre un trozo de
papel (la cara de la oblea que no contiene fotorresina es la que debe estar en contacto con el papel)
3. Ajustar el temporizador del horno a 30 minutos
7.6.5 Insolado Una vez transcurrido el tiempo que debe estar la oblea en el horno en la etapa de Soft Bake, se procede al insolado. Montaje experimental
1. Se saca la oblea del horno junto con el papel que la acompaña 2. Se deja enfriar a temperatura ambiente durante unos 45 segundos 3. Se levantan las dos cubiertas de la insoladora 4. Se coloca el papel absorbente y encima la oblea, del mismo modo que en el
horno 5. Se alinea la máscara que se desee transferir con la oblea 6. Se bajan las dos tapas
Modo de ejecución
1. Se presiona el botón MARCHE 2. Se hace el vacío presionando sobre el lateral de la insoladora 3. Se gira el temporizador un número de grado suficiente para que no se pare
antes de 30 segundos (en este momento empieza a funcionar la insoladora) 4. Se cronometran 30 segundos 5. Una pasados los 30 segundos se vuelve a presionar el botón MARCHE,
desactivándose con ello la insoladora.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 81 -
7.6.6 Revelado Montaje experimental
1. Se toma un baño 2. Se añaden 40 ml de solución reveladora con ayuda de una pipeta 3. Se añade 100 ml de agua DI con un vaso de precipitado 4. Se agita con el fin de mezclar íntimamente el agua y el revelador 5. Se coloca al lado otro baño de agua DI
Modo de ejecución
1. Se saca la oblea de la insoladora 2. Se introduce la oblea en el baño que contiene la solución preparada de
revelador, de modo que se pueda ver cómo se revela la oblea 3. Se mantiene la oblea en el baño durante 1 minuto y medio 4. Se saca la oblea del baño y se introduce en el baño de agua DI 5. Se agita la oblea en el agua DI
7.6.7 Hard Bake Montaje experimental
1. Precalentar el horno a 100 -110 ºC 2. Sacar la oblea del baño de agua DI 3. Escurrir la oblea
Modo de ejecución
1. Colocar un papel absorbente en el interior del horno 2. Colocar la oblea sobre el papel absorbente, pero con una ligera inclinación
para que no se seque el agua sobre la oblea y queden manchas 3. Ajustar el temporizador del horno a 30 minutos
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 82 -
7.6.8 Grabado con HNO3 (70%) / H2O / NH4F (40%) 126:60:5 (%vol) Preparación de la solución de NH4F al 40% El NH4F está en estado sólido. Se preparan 100 ml de solución de NH4F al 40% p/p.
1. En una balanza de precisión, se coloca un vaso de precipitado de 100 ml, se tara y se pesan 40 g de NH4F.
2. Se lleva el vaso de precipitado anterior a un agitador magnético y se le añade un imán y un poco de agua DI.
3. Se enciende el agitador magnético. 4. Se enrasa el vaso de precipitado a 100 ml y se mantiene en el agitador hasta
que se disuelva totalmente. 5. Se introduce la solución preparada en un bote de plástico translúcido y se le
etiqueta con el nombre y concentración de la solución. Preparación de la mezcla ácida Se toma un bote de plástico opaco blanco y le añade:
1. 60 ml de H2O DI con ayuda de una pipeta de 50 ml y otra de 10 ml. 2. 126 ml de HNO3 al 65% 3. 5 ml del bote que contiene la solución de NH4F al 40%
Se coloca el tapón al bote y se agita la mezcla. Modo de ejecución
1. Colocar la oblea en una bandeja de plástico, con la parte de la resina mirando hacia nosotros.
2. Se añade la mezcla ácida prepara y se deja actuar. 3. Mantener la oblea sumergida en la mezcla hasta que la resina comience a
desprenderse.
7.6.9 Eliminación de la resina Se mantiene sumergida la oblea 5 min. en un baño con solución Remover 1165. Aclarado en primer lugar con acetona y después enjuagar con agua DI. Dejar secar en

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 7: Manual de Procedimiento
- 83 -
el horno como se hacía en el paso de Hard Bake.
7.7 Referencia rápida
LIMPIEZA PREVIA (RCA)
DEPOSICIÓN RESINA
SOFT BAKE
INSOLADO
REVELADO
HARD BAKE
ATAQUE
ELIMINACIÓN RESINA
Enjuage con agua DIhorno 100 ºC, 30 min
Velocidad variable30 s
100 - 110 ºC30 min
30 s
90 s en reveladorenjuague en agua DI
100 - 110 ºC30 min
Duración: hasta quecomience a desprenderse la
resina
5 min en removeraclarado con acetonaenjugue con agua DI
Capítulo 8: Conclusiones y
desarrollo futuro

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 8: Conclusiones
- 85 -
8. CONCLUSIONES Y DESARROLLO FUTURO El objetivo propuesto en este proyecto era la aplicación de la tecnología disponible para la implementación de las técnicas de fabricación de la microelectrónica a los microsistemas en un laboratorio. Para llevar a la realidad el objetivo propuesto se estudiaron cada una de las técnicas actualmente existentes con las que se podrían llevar a cabo cada una de las etapas de un proceso básico de fabricación del tipo del que hablamos. Una vez conocidas las técnicas, se procedió a una selección de aquellas económicamente viables. Esto lleva a el porqué de la selección de pasos como la fotolitografía y el ataque húmedo. Cada una de las etapas se desarrollaría en la medida que estuviera al alcance de nuestra mano. Las pruebas fotolitográficas requieren tiempo, simplemente contando los pasos de mayor duración como: 30 min. en el horno para eliminar la humedad inherente y superficial tras la limpieza previa, 30 min. de Soft Bake y 30 min. de Hard Bake, se llega a la conclusión de que se necesita más de 1 hora y 30 min. De este modo podemos hacernos la idea del tiempo invertido en cada una de las etapas del proceso fotolitográfico (especialmente deposición de la fotorresina y revelado) ya que cada etapa requiere de la realización de un número de pruebas, un número no fijado, un número dependiente del éxito de cada prueba propuesta en base a resultados y conocimientos teóricos. Si ahora contamos la hora y 15 min. que aproximadamente dura la etapa de ataque, el proceso global de fabricación alcanza más de 3 horas. Como conclusión, el resultado final conseguido puede considerarse un éxito, ya que se ha logrado el grabado de microsurcos relativamente perfectos en la oblea de silicio, manteniendo intactas las zonas que no debían ser alcanzadas por el ataque. Uno de los problemas que nos hemos encontrado en la etapa de ataque húmedo es que durante la misma se producen burbujas en las zonas donde está actuando la mezcla ácida. Si la reacción de ataque da como subproducto un gas, la formación de burbujas puede hacer que el atacante fresco no llegue a la superficie. Este es un problema del ataque húmedo. Las burbujas podrían ser eliminadas por vibración, pero la sensibilidad a la agitación de los atacantes hace de la repetitividad un problema.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Capítulo 8: Conclusiones
- 86 -
Entre las mejoras que se pueden realizar destacaría puesta a punto de los equipos de los que se dispone, aislar el habitáculo donde se realizan las pruebas de toda radiación que revele la resina, colocar lámparas que emitan radiación dentro de la zona de radiación permitida por la resina sin que afecte a sus propiedades, búsqueda de un fotolito de campo oscuro opaco con el que realizar las pruebas fotolitográficas,... En el punto en el que nos encontramos, los posibles caminos en los que se podría avanzar para un desarrollo futuro son:
Búsqueda y creación de una máscara cuyo campo oscuro sea totalmente opaca.
Creación de una capa de óxido no nativa sobre la superficie del substrato. Limpieza RCA. Mejora de los equipos de los que se dispone, por ejemplo, equilibrando el Spin
Coater, estableciendo un control exacto de velocidad del mismo de moldo que siga una aceleración según la figura 7,...
Búsqueda de otros reactivos de ataque. Desarrollo del proceso de fabricación de un microsistema con materiales
substratos distintos al silicio, con características más apropiadas que el silicio según la aplicación, como pueden ser polímeros, vidrio, etc.

Bibliografía

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Bibliografía
- 88 -
BIBLIOGRAFÍA
[1] “Fundamentals of Microfabrication” Marc J. Madou. The Sciencie of Miniaturization. Second Edition. [2] “Bulk Micromachining of Silicon” Gregory T. A. Kovacs, Nadimi I. Maluf and Kurt E. Petersen. [3] “Etch Rates for Micromachining Processing”. Kirt R. Williams and Richard S. Muller. Journal of Microelectromechanical Systems, vol. 5, NO. 4, December 1996 [4] “Etch Rates for Micromachining Processing – Part II”. Kirt R. Williams, Kishan Gupta and Matthew Wasilik. Journal of Microelectromechanical Systems, vol. 12, NO. 6, December 2003 [5] ISE Columbia Center for Integrated Science & Engineering: www.cise.columbia.edu/clean/process/spintheory.pdf [6] Materials Research Science and Engineering Center. Harvard University. www.mrsec.harvard.edu/education/ap298r2004/ Erli%20chenFabrication%20I%20-%20Lithography-1.pdf [7] “Bake Process Theory”. Brewer Science. http://www.brewerscience.com/cee/technical/baketheory.html [8] “Standard Operating Procedure. Photolithography.” College of Engineering. University of Washington. http://www.engr.washington.edu/ ~cam/SOP/PDFfiles/AZ1512Litho.pdf [9] “Standard Operating Procedure. RCA.” Massachusetts Institute of Technology. http://www-mtl.mit.edu/6152j/sop/rca.html
ANEXO
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 90 -
ANEXO 1. PRIMEROS AUXILIOS ANTE EL CONTACTO DE LA PIEL CON ÁCIDO FLUORHÍDRICO
1. Aclarar INMEDIATAMENTE la zona de la piel afectada con gran cantidad de agua, teniendo en cuenta de lavar el ácido lejos de otras partes de su cuerpo, especialmente uñas de dedos/pies.
2. Eliminar toda ropa expuesta al HF.
3. Continuar aclarando durante 1-2 minutos. NO secar la piel.
4. Pinche el tubo de Gel Gluconato Cálcico usando el tapón del tubo invertido.
5. Extienda el Gel de Gluconato Cálcico sobre el área afectada; cubrir el área
completa con gel.
6. Usar un guante doble para extender el gel, y masajear insistentemente para ayudar a su absorción en la piel. Llevar el gel consigo y continuar aplicándose gel fresco mientras se encamina a un Centro de Emergencias.
7. Elevar las extremidades quemadas, si es posible.
8. Inmediatamente acudir a un Centro de Emergencias.
9. Contarles lo que le ha pasado con el Ácido Fluorhídrico.
10. Continuar aplicándose gel fresco (masajeando insistentemente) mientras
espera ser tratado.

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 91 -
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 92 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 93 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 94 -
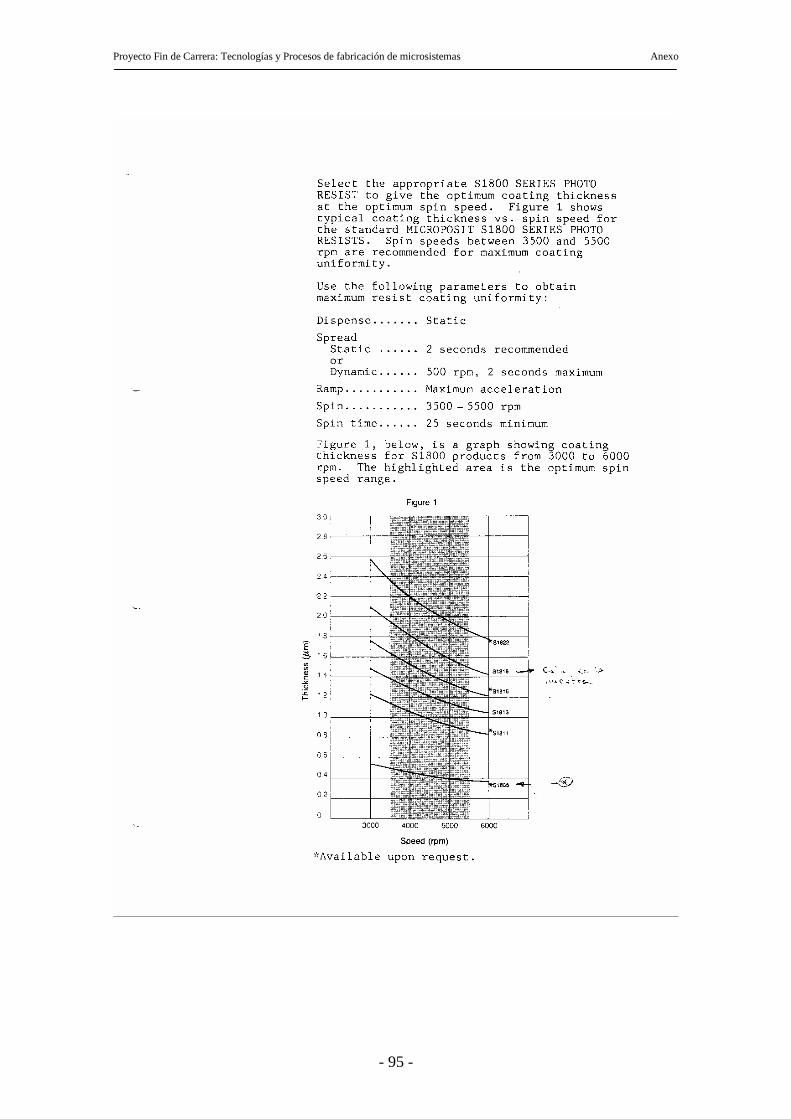
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 95 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 96 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 97 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 98 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 99 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 100 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 101 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 102 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 103 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 104 -
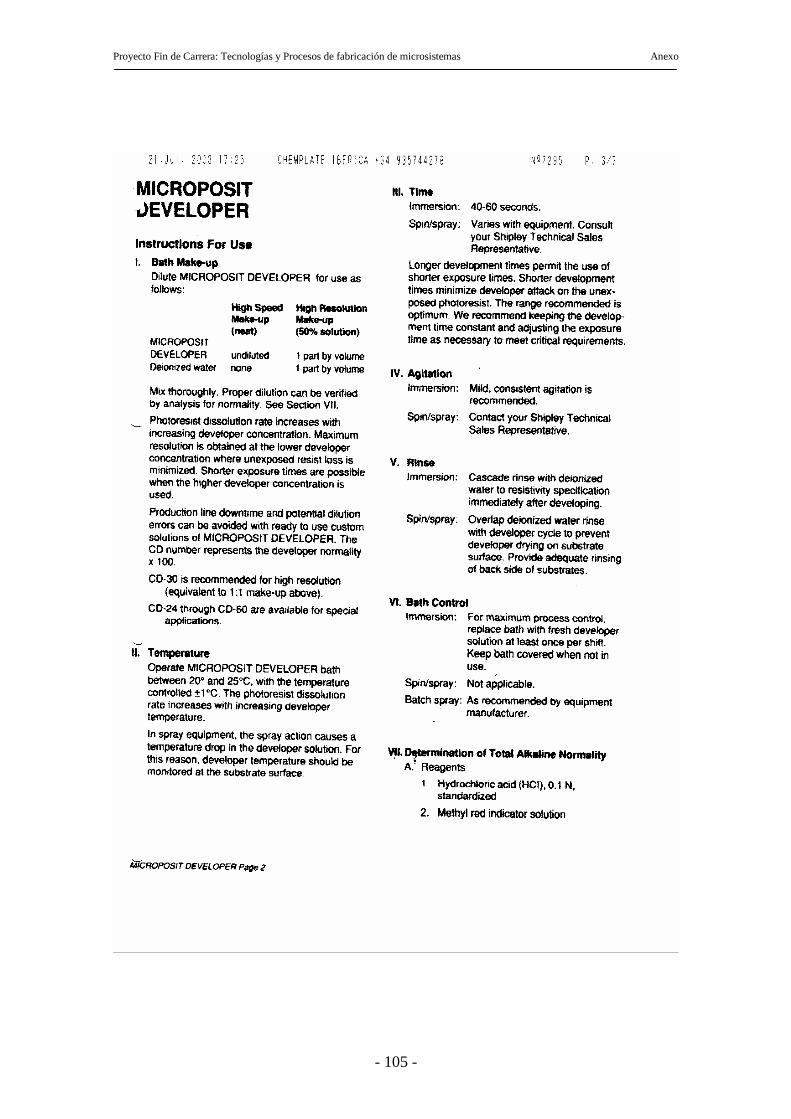
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 105 -
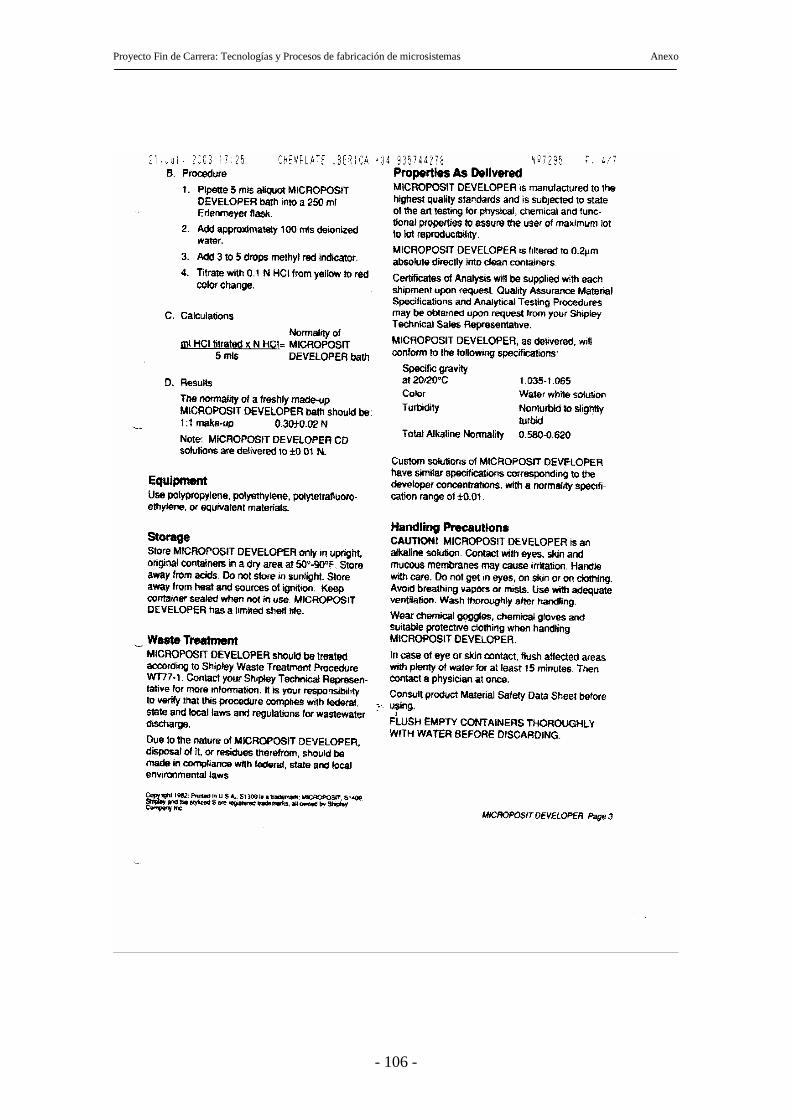
Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 106 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 107 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 108 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 109 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 110 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 111 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 112 -

Proyecto Fin de Carrera: Tecnologías y Procesos de fabricación de microsistemas Anexo
- 113 -





























