-
7/24/2019 tek mek pemesinan
1/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4hapter '
Machining /roce00e0 10ed to /roduceRound Shape05 Turning and
6ole Making
-
7/24/2019 tek mek pemesinan
2/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
7athe 4utting
8peration0
Figure '. Mi0cellaneou0 cuttingoperation0 that can be
perfored
on a lathe. #ote that all part0 are
circular 9 a property kno:n a0
a;i0yetry. The tool0 u0ed, their
0hape, and the proce00ing
paraeter0 are de0cribed
throughout thi0 chapter.
-
7/24/2019 tek mek pemesinan
3/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4haracteri0tic0 of Machining /roce00e0 and Typical
-
7/24/2019 tek mek pemesinan
4/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
7athe
Figure '. =eneral vie: of a typical lathe, 0ho:ing variou0
coponent0.
Source: 4ourte0y of 6eidenreich & 6arbeck.
-
7/24/2019 tek mek pemesinan
5/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Turning 8peration
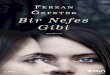
Figure '.' Scheatic illu0tration of the ba0ic turning operation,
0ho:ing depth%of%
cut, d> feed, f> and 0pindle rotational 0peed, Nin rev?in.
4utting 0peed i0 the 0urface
0peed of the :orkpiece at the tool tip.
-
7/24/2019 tek mek pemesinan
6/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
-
7/24/2019 tek mek pemesinan
7/40Manufacturing, Engineering & Technology, Fifth Edition,
by Serope
=eneral Recoendation0 for Tool 3ngle0 in
Turning
-
7/24/2019 tek mek pemesinan
8/40Manufacturing, Engineering & Technology, Fifth Edition,
by Serope
Suary of
Turning
/araeter0
and Forula0
-
7/24/2019 tek mek pemesinan
9/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Force0 3cting on a 4utting Tool in Turning
Figure '. Force0 acting on a cuttin tool in turning, Fci0 the
cutting force, Ft
i0 the thru0t of feed force @in the direction of feedA, and Fri0
the radial force
that tend0 to pu0h the tool a:ay fro the :orkpiece being
achined.
-
7/24/2019 tek mek pemesinan
10/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Range of 3pplicable 4utting Speed0 and Feed0 for Tool
Material0
Figure '.+ The range of
applicable cutting 0peed0 andfeed0 for a variety of tool
aterial0.
-
7/24/2019 tek mek pemesinan
11/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral Recoendation0 for Turning 8peration0
-
7/24/2019 tek mek pemesinan
12/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral Recoendation0 for Turning 8peration0, conBt.
-
7/24/2019 tek mek pemesinan
13/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral Recoendation0 for Turning 8peration0, conBt
-
7/24/2019 tek mek pemesinan
14/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral Recoendation0 for 4utting Fluid0 for Machining
-
7/24/2019 tek mek pemesinan
15/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Typical 4apacitie0 and Ma;iu Corkpiece
-
7/24/2019 tek mek pemesinan
16/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4ollet0
Figure '.D @aA and @bA Scheatic illu0tration0 of a dra:%in type
collet. The
:orkpiece i0 placed in the collet hole, and the conical 0urface0
of the collet are forced
in:ard0 by pulling it :ith a dra: bar into the 0leeve. @cA 3
pu0h%out type collet. @dA
Corkholding of a :orkpiece on a face plate.
-
7/24/2019 tek mek pemesinan
17/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Mandrel0 to 6old Corkpiece0 for Turning
Figure '.) ariou0 type0 of andrel0 to hold :orkpiece0 for
turning. The0e andrel0
u0ually are ounted bet:een center0 on a lathe. #ote that in @aA,
both the cylindrical
and the end face0 of the :orkpiece can be achined, :herea0 in
@bA and @cA, only the
cylindrical 0urface0 can be achined.
-
7/24/2019 tek mek pemesinan
18/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Turret 7athe
Figure '.* Scheatic illu0tration of the coponent0 of a turret
lathe.
#ote the t:o turret05 0uare and he;agonal @ainA.
-
7/24/2019 tek mek pemesinan
19/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
#uerical 4ontrol 7athe and Turret
Figure '.$ @aA 3 coputer nuerical%control lathe. #ote the t:o
turret0 on
thi0 achine. The0e achine0 have higher po:er and 0pindle 0peed
than other
lathe0 in order to take advantage of ne: cutting tool0 :ith
enhanced propertie0.
@bA 3 typical turret euipped :ith ten tool0, 0oe of :hich are
po:ered.
-
7/24/2019 tek mek pemesinan
20/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
/art0 Made on 4#4 7athe0
Figure '. Typical part0 ade on 4#4 lathe0.
-
7/24/2019 tek mek pemesinan
21/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
E;aple '.'5 Machining of 4ople; Shape0
Figure '. E;aple0 of ore cople;
0hape0 that can be produced on a 4#4 lathe.
-
7/24/2019 tek mek pemesinan
22/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Typical
/roduction
Rate0 for
ariou0
Machining
8peration0
-
7/24/2019 tek mek pemesinan
23/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Range of Surface
Roughne00e0 inMachining
/roce00e0
Figure '.' The range of
0urface roughne00e0 obtainedin variou0 achining
proce00e0. #ote the :ide
range :ithin each group,
e0pecially in turning and boring.
-
7/24/2019 tek mek pemesinan
24/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Range of
-
7/24/2019 tek mek pemesinan
25/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Trouble0hooting =uide for Turning
-
7/24/2019 tek mek pemesinan
26/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4uttingScre:
Thread0
Figure '. @aA 4utting 0cre: thread0 on a lathe :ith a
0ingle%point cutting tool. @bA 4utting 0cre:
thread0 :ith a 0ingle%point tool in 0everal pa00e0, norally
utiliGed for large thread0. The 0all arro:0 in
the figure0 0ho: the direction of the feed, and the broken line0
0ho: the po0ition of the cutting tool a0 tie
progre00e0. #ote that in radial cutting, the tool i0 fed
directly into the :orkpiece. !n flank cutting, the tool
i0 fed inot the piece along the right face of the thread. !n
incremental cutting, the tool i0 fir0t fed directly
into the piece at the center of the thread, then at it0 0ide0,
and finally into the root. @cA 3 typical coated%
carbide in0ert in the proce00 of cutting 0cre: thread0 on a
round 0haft. @dA 4utting internal 0cre: thread0
:ith a carbide in0ert. Source5 @cA5 4ourte0y of !0car Metal0
!nc.
-
7/24/2019 tek mek pemesinan
27/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4ha0er0 and
-
7/24/2019 tek mek pemesinan
28/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
"oring and "oring Mill
Figure '.D @aA Scheatic
illu0tration of a 0teel boring bar:ith a carbide in0ert. #ote
the
pa00age:ay in the bar for cutting
fluid application. @bA Scheatic
illu0tration of a boring bar :ith
tung0ten%alloy Hinertia di0k0I
0ealed in the bar to counteractvibration and chatter during
boring. Thi0 0y0te i0 effective
for boring bar length%to%diaeter
ratio0 of up to +.
Figure '.) Scheatic illu0tration of a vertical
boring ill. Such a achine can accoodate
:orkpiece 0iGe0 a0 large a0 . @*) in.A in
diaeter.
-
7/24/2019 tek mek pemesinan
29/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
4hi0el%/oint
-
7/24/2019 tek mek pemesinan
30/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral 4apabilitie0 of
-
7/24/2019 tek mek pemesinan
31/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Type0 of
-
7/24/2019 tek mek pemesinan
32/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=un
-
7/24/2019 tek mek pemesinan
33/40
-
7/24/2019 tek mek pemesinan
34/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
=eneral Recoendation0 for Speed0 and Feed0
in
-
7/24/2019 tek mek pemesinan
35/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Trouble0hooting =uide for
-
7/24/2019 tek mek pemesinan
36/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
ertical
-
7/24/2019 tek mek pemesinan
37/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Three%3;i0 4oputer #uerical%4ontrol
-
7/24/2019 tek mek pemesinan
38/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
6elical Reaer and !n0erted%"lade 3dju0table Reaer
Figure '.+ @aA Terinology for a helical reaer.
@bA !n0erted%blade adju0table reaer.
-
7/24/2019 tek mek pemesinan
39/40
Manufacturing, Engineering & Technology, Fifth Edition, by
Serope
Tapping
Figure '.D @aA Terinology for a tap. @bA Tapping of 0teel nut0
in production.
-
7/24/2019 tek mek pemesinan
40/40
M f t i E i i & T h l Fifth Editi b S
4ervical Spine !plant
Figure '.) 3 cervical 0pine iplant.