Embed Size (px)
Citation preview
1
TIÊU CHUẨN KỸ NĂNG NGHỀ
TÊN NGHÊ: SỬA CHỮA THIẾT BỊ MAYMÃ NGHỀ:
2
GIỚI THIỆU CHUNG
I. QUÁ TRÌNH XÂY DỰNGTiêu chuẩn kỹ năng nghề Sửa chữa thiết bị May được xây dựng theo
hướng dẫn tại Quy định về nguyên tắc, quy trình xây dựng và ban hành Tiêuchuẩn kỹ năng nghề quốc gia, ban h ành kèm theo Quyết định số:09/2008/QĐ-BLĐTBXH ngày 27/3/2008 của Bộ trưởng Bộ Lao độngThương binh và Xã hội.
Quá trình xây dựng được tiến hành theo các bước sau:- Thành lập Ban Chủ nhiệm xây dựng tiêu chuẩn kỹ năng nghề cho Nghề
sửa chữa thiết bị May gồm 09 th ành viên là những người có kinh nghiệm vànăng lực trong công tác quản lý và tổ chức phân công lao động hoặc có nănglực và kinh nghiệm về xây dựng tiêu chuẩn kỹ năng nghề;
- Tổ chức khảo sát thực tế tại các doanh nghiệp, cơ sở sản xuất May hiệnnay, dựa vào kết quả tổng hợp được; tiến hành phân tích nghề và phân tíchcông việc từ đó lập danh mục các công việc;
Ban Chủ nhiệm tiến hành khảo sát thực tế về quy tr ình cũng như lựclượng sản xuất của 5 đơn vị sản xuất kinh doanh may tại thành phố nam Địnhgồm: Công ty may Sồng Hồng, công ty may Nam Định, Việt Sinh, Ganet, v àcông ty may 9 (Nhà Bè). Đồng thời mời các chuyên gia của Tổng cục dạynghề, Viện khoa học giáo dục Việt Nam tham gia hội thảo DACUM tạitrường Cao đẳng Công nghiệp Nam Định. Sau khi hội thảo các chuy ên gia đãcùng thống nhất đi đến hoàn thiện sơ đồ phân tích nghề.
- Tập hợp các tài liệu đã có và các văn bản hướng dẫn, Ban Chủ nhiệmXDTCKNN tiến hành nghiên cứu, chỉnh sửa, bổ xung nội dung phân tíchnghề, phân tích công việc từ đó lập danh mục các công việc;
- Căn cứ vào phiếu phân tích công việc, tiến hành biên soạn tiêu chuẩnthực hiện công việc làm cơ sở để dự thảo XDTCKNN Quốc gia cho nghề:Sửa chữa thiết bị May.
- Dựa vào mức độ phức tạp và yêu cầu từng công việc, ban chủ nhiệmtiến hành hội thảo xây dựng danh mục công việc theo tr ình độ kỹ năng nghề.Xây dựng phiếu góp ý kiến danh mục các công việc theo các bậc tr ình độ kỹnăng nghề.
Trong suốt quá trình thực hiện, ban XDTCKNN nghề May thời trang đ ãnhận được sự quan tâm, những ý kiến chỉ đạo của l ãnh đạo Bộ Công Thương,Bộ Lao động thương binh và Xã hội, của lãnh đạo và các chuyên gia tại cácdoanh nghệp May, “Tiêu chuẩn kỹ năng nghề, nghề Sửa chữa thiết bị May”được xây dựng là cơ sở để thiết kế chương trình đào tạo nghề Sửa chữa thiếtbị May và là cơ sở đánh giá trình độ nghề của người lao động tại các doanhnghiệp May hiện tại và trong tương lai.
3
II. DANH SÁCH BAN CHỦ NHIỆM
III. DANH SÁCH THÀNH VIÊN THAM GIA XÂY D ỰNG
TT Họ và tên Nơi làm việc1 Nguyễn Bá Định Khoa Cơ khí, Trường CĐCNNĐ2 Nguyễn Việt Anh Khoa Cơ khí, Trường CĐCNNĐ3 Chu Hữu Được Khoa May, Trường CĐCNNĐ4 Tạ Thị Ga Khoa May, Trường CĐCNNĐ5 Giáp Văn Tới PhòngTC-HC, Trường CĐCNNĐ6 Đinh Văn Hiếu Khoa Cơ khí, Trường CĐCNNĐ7 Trần Văn Chính Phòng vật tư, Trường CĐCNNĐ8 Mai Kim Hiếu Khoa Cơ khí, Trường CĐCNNĐ9 Nguyễn Duy Phấn T.T tuyển sinh& GT việc làm, Trường CĐCNNĐ10 Phan Văn Hợp Khoa Cơ khí, Trường CĐCNNĐ
IV. Danh s¸ch thµnh viªn tham gia thÈm ®ÞnhTT Họ và tên Nơi làm việc1 Trần Văn Thanh Vụ TCCB - Bộ Công Thương2 Nguyễn Quốc Tuấn Trường CĐ nghề Kinh tế Kỹ thuật CNDM N.Định3 Dương Tử Bình Vụ TCCB - Bộ Công Thương4 Phạm Minh Đạo Phòng KHCN Trường ĐH KT-KT Công nghiệp5 Trần Thu Hà Trường CĐ nghề Kinh tế Kỹ thuật CNDM N.Định6 Triệu Công Trứ Phòng Cơ Điện - Công ty CP May Sông Hồng7 Chu Sỹ Dương Phòng Cơ Điện - Công ty CP May Sông Hồng
TT Họ và tên Chức vụ chính quyền Chức vụ c.m
01 Trần Ngọc Lợi Hiệu trưởng Chủ nhiệm
02 Nguyễn Gia Tín P. Hiệu trưởng P. Chủ nhiệm
03 Vũ Trọng Nghị P. Hiệu trưởng P. Chủ nhiệm
04 Nguyễn Viết Đức P. Hiệu trưởng Uỷ viên
05 Trần Văn Á Trưởng phòng Đào tạo Uỷ viên
06 Phạm Đức Cường Trưởng phòng KHCN&HTQT Uỷ viên
07 Nguyễn Bá Định Trưởng khoa cơ khí Uỷ viên
08 Chu Hữu Đạt Phó trưởng phòng Đào tạo Uỷ viên thư ký
09 Trần Văn Chính Trưởng phòng Quản trị-Vật tư Uỷ viên

4
MÔ TẢ NGHỀ
TÊN NGHỀ: SỬA CHỮA THIẾT BỊ MAYMÃ SỐ NGHỀ:
Nghề sửa chữa thiết bị May là nghề bảo dưỡng, hiệu chỉnh và sửa chữa
các máy móc, thiết bị trong dây chuyền may, đáp ứng các nhu cầu cho sản
xuất trong ngành may.
Người làm Nghề sửa chữa thiết bị May cần phải:
Người làm nghề sửa chữa thiết bị May có thể trực tiếp làm việc tại các vị
trí của dây chuyền May, trong các phân xưởng sản xuất may hoặc làm nhiệm
vụ quản lý, tổ chức sửa chữa, triển khai và thực hiện bảo dưỡng, sửa chữa,
hiệu chỉnh các thiết bị sử dụng trong ng ành may.
Hiểu được cấu tạo, nguyên lý làm việc của các cơ cấu cơ khí thường sử
dụng trong các thiết bị may;
Hiểu được tính năng, tác dụng của các bộ phận trong các thiết bị may ;
Sử dụng thành thạo các dụng cụ sửa chữa cơ khí cầm tay;
Biết chọn phương án sửa chữa và lập định mức vật tư cho công tác sửa
chữa phục hồi thiết bị may;
Biết gia công phục hồi các chi tiết cơ khí trong các thiết bị may bằng dụng
cụ cầm tay và có sự hỗ trợ của máy;
Thiết bi, dụng cụ chủ yếu của nghề: Gồm các loại Clê, Mỏ lết, Tuốc nơ vít,
Đồng hồ so, Dụng cụ gia công cơ khí.
Để hành nghề, người làm nghề May thời trang cần có đủ sức khoẻ, có khả
năng làm việc độc lập, theo nhóm hoặc theo dây chuyền trong môi tr ường an
toàn, lành mạnh, có hợp đồng lao động và chế độ đãi ngộ theo đúng quy định
của pháp luật.
5
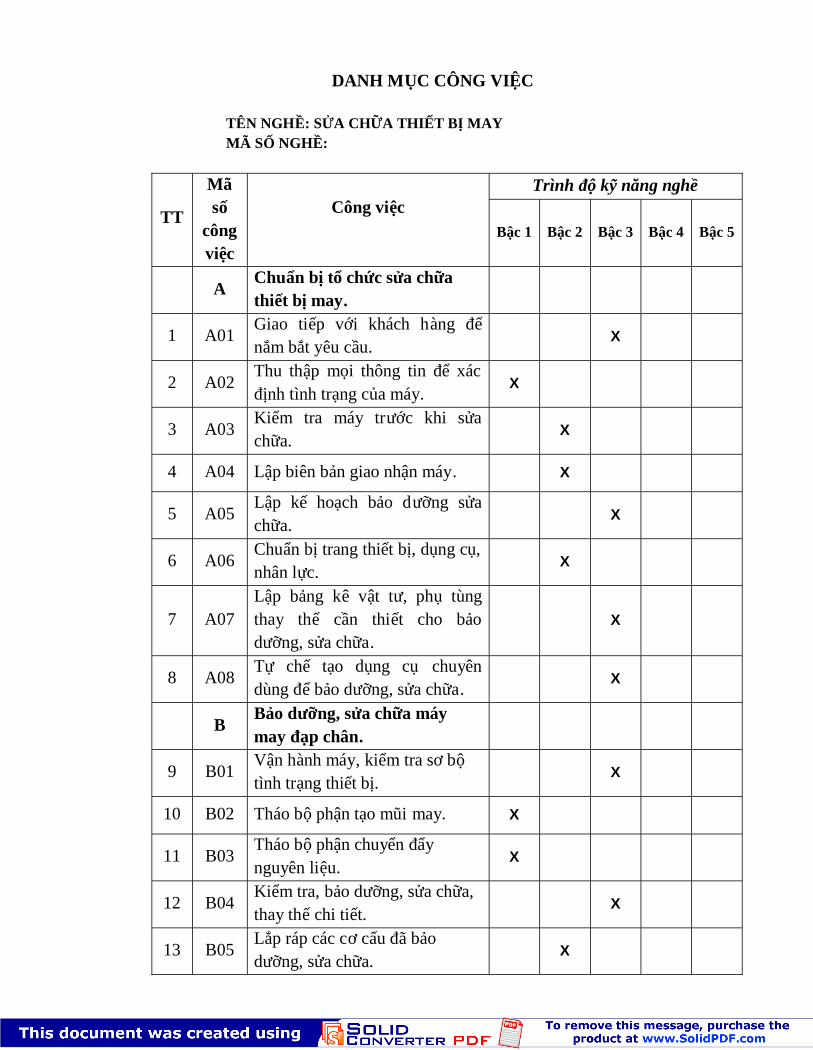
DANH MỤC CÔNG VIỆC
TÊN NGHỀ: SỬA CHỮA THIẾT BỊ MAYMÃ SỐ NGHỀ:
TT
Mãsố
côngviệc
Công việcTrình độ kỹ năng nghề
Bậc 1 Bậc 2 Bậc 3 Bậc 4 Bậc 5
AChuẩn bị tổ chức sửa chữathiết bị may.
1 A01Giao tiếp với khách hàng đểnắm bắt yêu cầu.
X
2 A02Thu thập mọi thông tin để xácđịnh tình trạng của máy.
X
3 A03Kiểm tra máy trước khi sửachữa. X
4 A04 Lập biên bản giao nhận máy. X
5 A05Lập kế hoạch bảo dưỡng sửachữa.
X
6 A06Chuẩn bị trang thiết bị, dụng cụ,nhân lực.
X
7 A07Lập bảng kê vật tư, phụ tùngthay thế cần thiết cho bảodưỡng, sửa chữa.
X
8 A08Tự chế tạo dụng cụ chuyêndùng để bảo dưỡng, sửa chữa.
X
BBảo dưỡng, sửa chữa máymay đạp chân.
9 B01Vận hành máy, kiểm tra sơ bộtình trạng thiết bị. X
10 B02 Tháo bộ phận tạo mũi may. X
11 B03Tháo bộ phận chuyển đẩynguyên liệu.
X
12 B04Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết. X
13 B05Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa. X
6
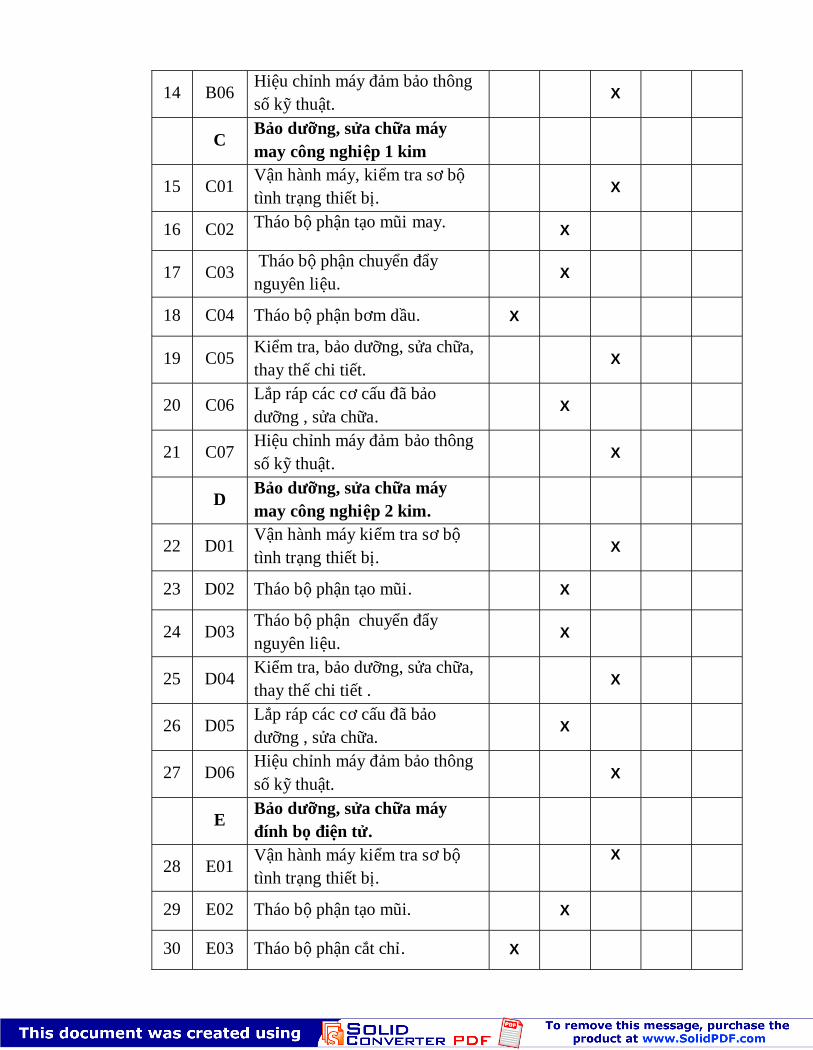
14 B06Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
CBảo dưỡng, sửa chữa máymay công nghiệp 1 kim
15 C01Vận hành máy, kiểm tra sơ bộtình trạng thiết bị. X
16 C02 Tháo bộ phận tạo mũi may. X
17 C03Tháo bộ phận chuyển đẩy
nguyên liệu.X
18 C04 Tháo bộ phận bơm dầu. X
19 C05Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết. X
20 C06Lắp ráp các cơ cấu đã bảodưỡng , sửa chữa.
X
21 C07Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
DBảo dưỡng, sửa chữa máymay công nghiệp 2 kim.
22 D01Vận hành máy kiểm tra sơ bộtình trạng thiết bị. X
23 D02 Tháo bộ phận tạo mũi. X
24 D03Tháo bộ phận chuyển đẩynguyên liệu.
X
25 D04Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết .
X
26 D05Lắp ráp các cơ cấu đã bảodưỡng , sửa chữa. X
27 D06Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
EBảo dưỡng, sửa chữa máyđính bọ điện tử.
28 E01Vận hành máy kiểm tra sơ bộtình trạng thiết bị.
X
29 E02 Tháo bộ phận tạo mũi. X
30 E03 Tháo bộ phận cắt chỉ. X
7
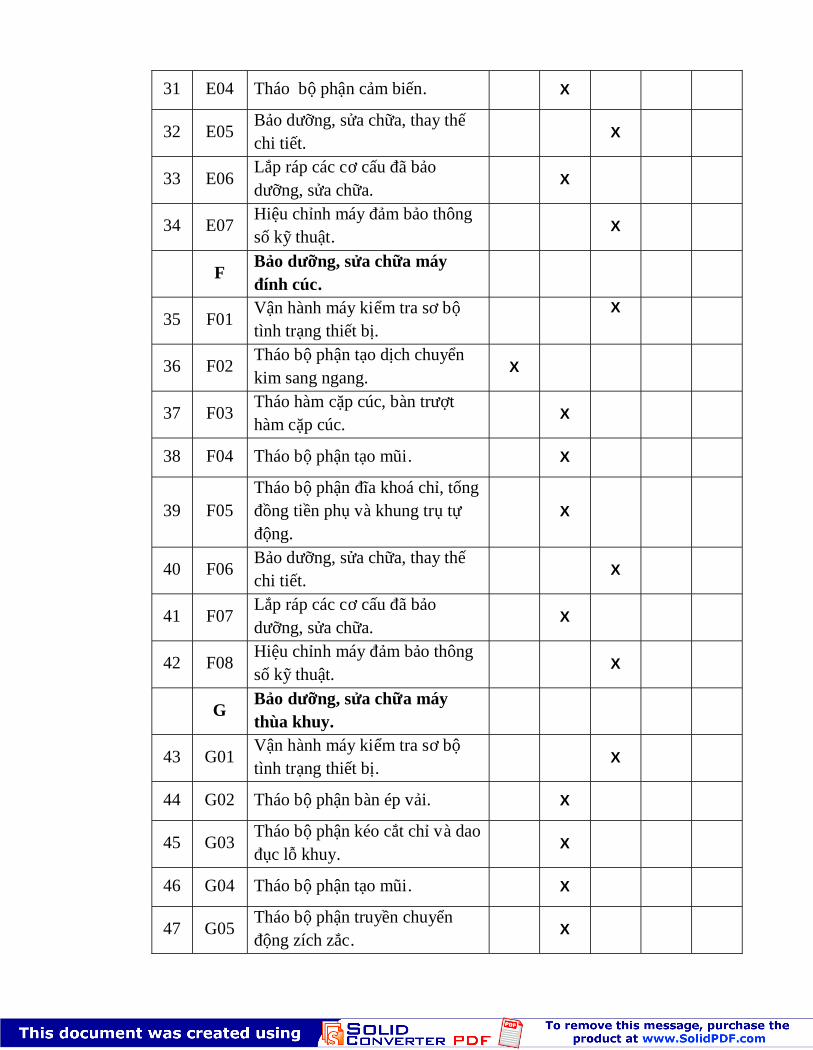
31 E04 Tháo bộ phận cảm biến. X
32 E05Bảo dưỡng, sửa chữa, thay thếchi tiết. X
33 E06Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa. X
34 E07Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
FBảo dưỡng, sửa chữa máyđính cúc.
35 F01Vận hành máy kiểm tra sơ bộtình trạng thiết bị.
X
36 F02Tháo bộ phận tạo dịch chuyểnkim sang ngang.
X
37 F03Tháo hàm cặp cúc, bàn trượthàm cặp cúc. X
38 F04 Tháo bộ phận tạo mũi. X
39 F05Tháo bộ phận đĩa khoá chỉ, tốngđồng tiền phụ và khung trụ tựđộng.
X
40 F06Bảo dưỡng, sửa chữa, thay thếchi tiết. X
41 F07Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa. X
42 F08Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
GBảo dưỡng, sửa chữa máythùa khuy.
43 G01Vận hành máy kiểm tra sơ bộtình trạng thiết bị. X
44 G02 Tháo bộ phận bàn ép vải. X
45 G03Tháo bộ phận kéo cắt chỉ và daođục lỗ khuy.
X
46 G04 Tháo bộ phận tạo mũi. X
47 G05Tháo bộ phận truyền chuyểnđộng zích zắc.
X
8
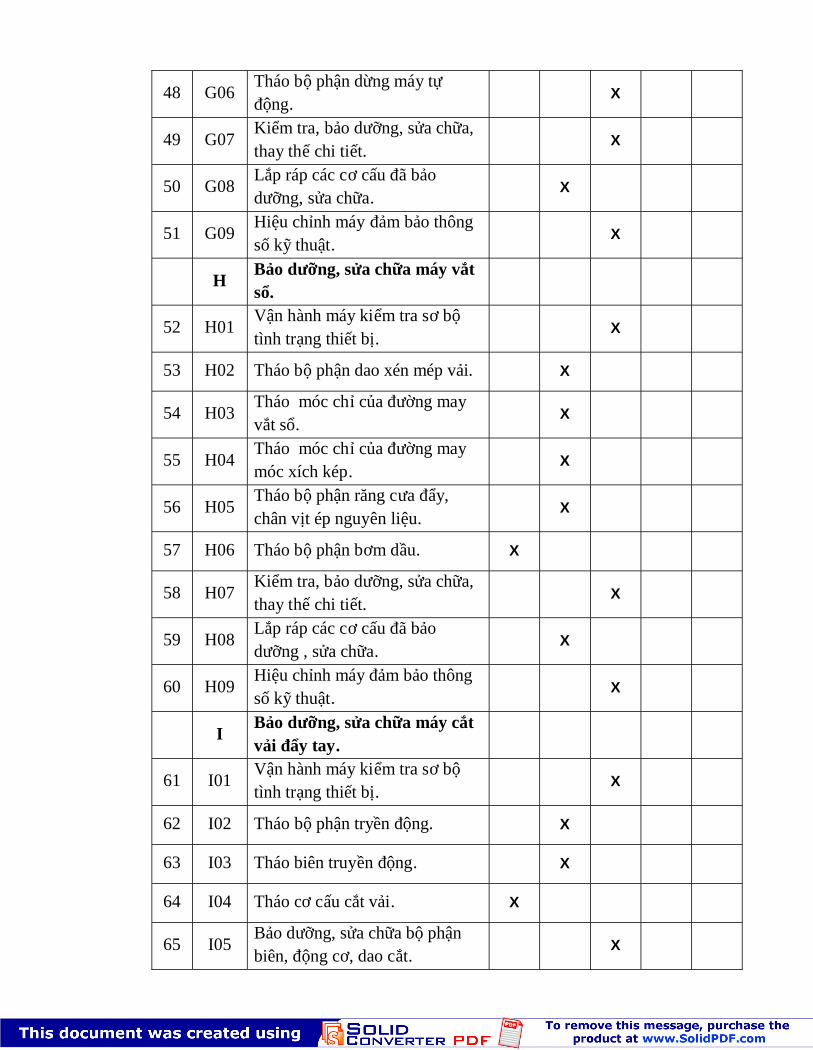
48 G06Tháo bộ phận dừng máy tựđộng.
X
49 G07Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết. X
50 G08Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa.
X
51 G09Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
HBảo dưỡng, sửa chữa máy vắtsổ.
52 H01Vận hành máy kiểm tra sơ bộtình trạng thiết bị. X
53 H02 Tháo bộ phận dao xén mép vải. X
54 H03Tháo móc chỉ của đường mayvắt sổ.
X
55 H04Tháo móc chỉ của đường maymóc xích kép.
X
56 H05Tháo bộ phận răng cưa đẩy,chân vịt ép nguyên liệu.
X
57 H06 Tháo bộ phận bơm dầu. X
58 H07Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết. X
59 H08Lắp ráp các cơ cấu đã bảodưỡng , sửa chữa.
X
60 H09Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
IBảo dưỡng, sửa chữa máy cắtvải đẩy tay.
61 I01Vận hành máy kiểm tra sơ bộtình trạng thiết bị. X
62 I02 Tháo bộ phận tryền động. X
63 I03 Tháo biên truyền động. X
64 I04 Tháo cơ cấu cắt vải. X
65 I05Bảo dưỡng, sửa chữa bộ phậnbiên, động cơ, dao cắt. X
9
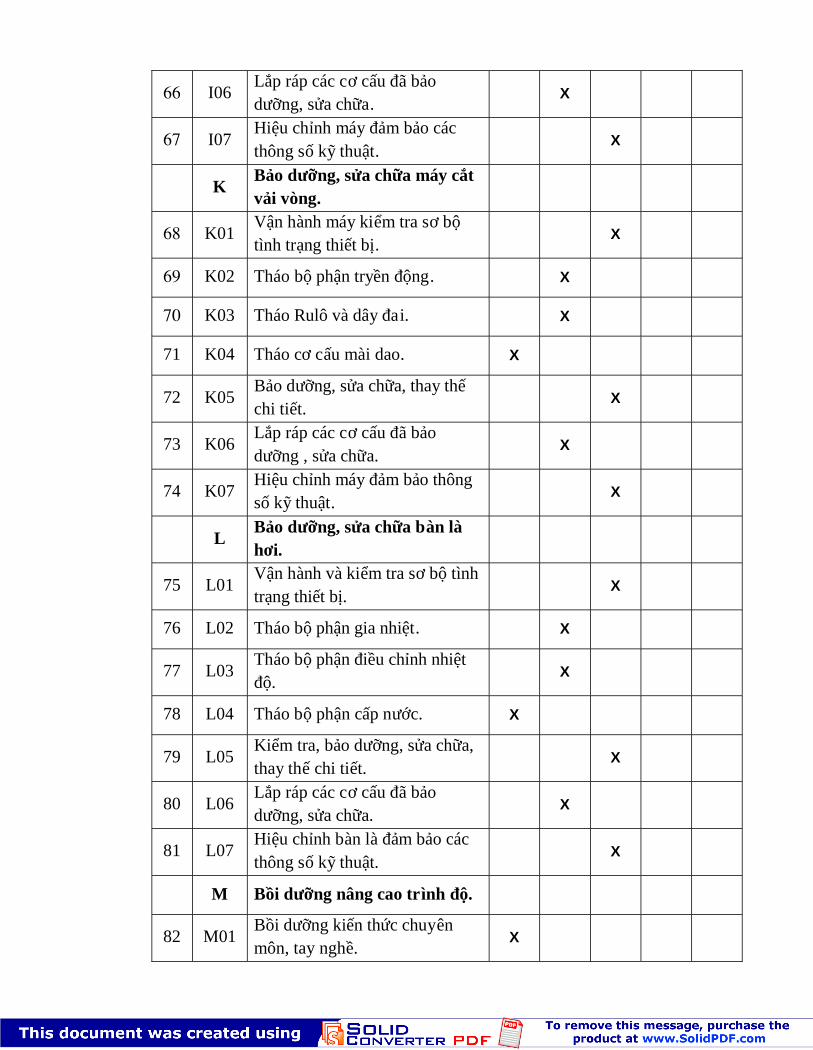
66 I06Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa.
X
67 I07Hiệu chỉnh máy đảm bảo cácthông số kỹ thuật. X
KBảo dưỡng, sửa chữa máy cắtvải vòng.
68 K01Vận hành máy kiểm tra sơ bộtình trạng thiết bị. X
69 K02 Tháo bộ phận tryền động. X
70 K03 Tháo Rulô và dây đai. X
71 K04 Tháo cơ cấu mài dao. X
72 K05Bảo dưỡng, sửa chữa, thay thếchi tiết. X
73 K06Lắp ráp các cơ cấu đã bảodưỡng , sửa chữa.
X
74 K07Hiệu chỉnh máy đảm bảo thôngsố kỹ thuật. X
LBảo dưỡng, sửa chữa bàn làhơi.
75 L01Vận hành và kiểm tra sơ bộ tìnhtrạng thiết bị. X
76 L02 Tháo bộ phận gia nhiệt. X
77 L03Tháo bộ phận điều chỉnh nhiệtđộ. X
78 L04 Tháo bộ phận cấp nước. X
79 L05Kiểm tra, bảo dưỡng, sửa chữa,thay thế chi tiết. X
80 L06Lắp ráp các cơ cấu đã bảodưỡng, sửa chữa. X
81 L07Hiệu chỉnh bàn là đảm bảo cácthông số kỹ thuật. X
M Bồi dưỡng nâng cao trình độ.
82 M01Bồi dưỡng kiến thức chuyênmôn, tay nghề.
X
10
83 M02Bồi dưỡng kiến thức về tin học,ngoại ngữ.
X
84 M03Bồi dưỡng kiến thức về kinh tế,chính trị. X
85 M04Tìm hiểu các vấn đề về chế độ,chính sách lao động.
X
86 M05 Đào tạo thợ bậc dưới. X
NThực hiện an toàn và vệ sinhmôi trường.
87 N01Thực hiện các biện pháp an toànlao động và phòng chống cháynổ.
X
88 N02 Cấp cứu người bị điện giật. X
89 N03Sơ cứu người bị tai nạn laođộng.
X
90 N04 Vệ sinh môi trường. X
11
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Giao tiếp với khách hàng để nắm bắt yêu cầuMã số công việc: A01
I. MÔ TẢ CÔNG VIỆC:Công việc này nhằm trao đổi, phỏng vấn khách hàng để nắm được yêu cầu
của khách hàng về nội dung, khối lượng và mức độ công việc cần thực hiện.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Xác định được yêu cầu của khách hàng;- Sơ bộ đánh giá được nội dung công việc;- Sơ bộ đánh giá được khối lượng và mức độ của công việc.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Kỹ năng giao tiếp;- Kỹ năng tổng hợp.
2. Kiến thức:- Hiểu biết các loại tài liệu kỹ thuật- Biết phương pháp kiểm tra- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may;
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Sổ sách ghi chép;- Biểu mẫu;- Thiết bị cần bảo dưỡng, sửa chữa;- Các bảng biểu về tiêu chuẩn kỹ thuật của thiết bị may;- Phòng làm việc đủ diện tích, thông thoáng, đủ ánh sáng;
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về các yêu cầucủa khách hàng;
- Mức độ phù hợp của nội dung côngviệc;
- Mức độ chuẩn xác về khối lượngcông việc, mức độ của công việc.
- So sánh, đối chiếu với tình trạngthực tế của thiết bị;- So sánh với tiêu chuẩn kỹ thuật;
- So sánh với các định mức của từngnội dung công việc cần thực hiện.
12
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Thu thập mọi thông tin để xác định t ình trạng của máyMã số công việc: A02
I. MÔ TẢ CÔNG VIỆC:Công việc này nhằm thu thập thông tin về nguồn gốc xuất sứ, quá trình sử
dụng để làm cơ sở xác định tình trạng kỹ thuật hiện tại của thiết bị.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Biết được nguồn gốc xuất sứ của thiết bị;- Nắm được quá trình sử dụng của thiết bị;- Ghi chép được tình trạng hiện tại của thiết bị thông qua thông tin c hủ
quan của khách hàng.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Kỹ năng giao tiếp;- Kỹ năng phân tích;- Kỹ năng tổng hợp.
2. Kiến thức:- Hiểu biết các loại tài liệu kỹ thuật- Biết phương pháp kiểm tra- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may;- Yêu cầu kỹ thuật của các thiết bị may.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Lý lịch máy;- Quy định về chế độ bôi trơn;- Nhật ký máy;- Giấy, bút, máy tính;- Máy cần bảo dưỡng , sửa chữa;- Bảng tổng hợp số liệu;- Phòng làm việc đủ diện tích, thông thoáng, đủ ánh sáng;
13
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về nguồn gốcxuất sứ của thiết bị;
- Mức độ chuẩn xác về quá tr ình sửdụng của thiết bị;
- Mức độ đầy đủ về tình trạng hiệntại của thiết bị.
- Đối chiếu, so sánh với nhãn mác,năm sản xuất;- So sánh, đối chiếu giữa lý lịch vớitình trạng hiện tại của thiết bị;- So sánh giữa thông tin thu thập đượcvà tình trạng hiện tại của thiết bị.
14
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra máy trước khi sửa chữa.Mã số công việc: A03
I. MÔTẢ CÔNG VIỆC:
Công việc này nhằm đánh giá tình trạng kỹ thuật hiện tại của máy trướckhi đưa máy vào bảo dưỡng, sửa chữa.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Đánh giá được tình trạng kỹ thuật của thiết bị;- Phán đoán được nguyên nhân gây hư hỏng của thiết bị.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Quan sát, so sánh;- Phân tích , phán đoán.
2. Kiến thức:- Hiểu biết các loại tài liệu kỹ thuật ;- Biết phương pháp kiểm tra ;- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may ;- Yêu cầu kỹ thuật của các thiết bị may.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Hợp đồng sửa chữa máy;- Giấy, bút, máy tính;- Các bảng số liệu đã tính toán;- Sổ giao nhận vật tư, thiết bị;- Dụng cụ, thiết bị, vật tư đã nhận;- Phương tiện vận chuyển;- Thiết bị an toàn, phòng chữa cháy;- Phiếu công nghệ;- Bảng biểu sẵn có;- Bảng kết quả kiểm tra theo phiếu công nghệ ;
15
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về tình trạng kỹthuật của thiết bị;
- Mức độ chuẩn xác về nguyên nhângây hư hỏng của thiết bị.
- So sánh với các chỉ tiêu kỹ thuật quyđịnh của các chi tiết, bộ phận của thiếtbị;- So sánh giữa các tài liệu kỹ thuậtphân tích về nguyên nhân gây hư hỏngvới thực trạng của các chi tiết, bộ phậncủa thiết bị.
16
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lập biên bản giao nhận máy.Mã số công việc: A04
I. MÔ TẢ CÔNG VIỆC:- Công việc này nhằm chuẩn bị đầy đủ các số liệu về chỉ ti êu kinh tế kỹ
thuật cần thiết để bảo dưỡng, sửa chữa thiết bị;- Từ các số liệu đã có, lập biên bản giao nhận máy theo mẫu quy định.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lập được bảng chỉ tiêu về kinh tế và chỉ tiêu kỹ thuật khi bảo dưỡng, sửa
chữa thiết bị;- Lập được biên bản giao nhận thiết bị.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU :1. Kỹ năng:
- Tổng hợp, phân tích số liệu;- Lập văn bản đúng quy định.
2. Kiến thức :- Hiểu biết các loại tài liệu kỹ thuật ;- Biết phương pháp kiểm tra ;- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may ;- Yêu cầu kỹ thuật của các thiết bị may.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Bảng số liệu các thông số kỹ thuật của thiết bị;- Giấy, bút, máy tính;- Phiếu công nghệ kiểm tra thiết bị và các số liệu thực tế đã lập được
trong quá trình kiểm tra;- Bảng kê các chỉ tiêu kinh tế kỹ thuật cơ bản của thiết bị;- Bảng số liệu đã tổng hợp và so sánh;- Thiết bị đưa vào bảo dưỡng, sửa chữa;- Các số liệu sau khi kết luận về t ình trạng kỹ thuật;
17
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chính xác về chỉ tiêu kinhtế và chỉ tiêu kỹ thuật khi bảodưỡng, sửa chữa thiết bị;
- Mức độ chính xác của biên bảngiao nhận thiết bị.
- So sánh với các chỉ tiêu kinh tế, kỹthuật quy định khi sửa chữa, thay thếthiết bị;- So sánh giữa biên bản với các mẫuvà các quy định về biên bản hànhchính được quy định.
18
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lập kế hoạch bảo dưỡng, sửa chữa.Mã số công việc: A05
I. MÔ TẢ CÔNG VIỆC:- Công việc này nhằm xác định về : thời gian, tiến độ, dụng cụ, vật tư,
nhân lực để thực hiện việc bảo dưỡng, sữa chữa thiết bị.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lập được phiếu công nghệ bảo dưỡng, sửa chữa;- Xác định được tiêu hao vật tư, nguyên liệu;- Xác định được nhân công cho bảo dưỡng, sửa chữa;- Lập được kế hoạch thực hiện.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Tổng hợp, thống kê;- Lập bảng biểu, xây dựng kế hoạch.
2. Kiến thức:- Hiểu biết các loại tài liệu kỹ thuật ;- Biết phương pháp kiểm tra ;- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may ;- Yêu cầu kỹ thuật của các thiết bị may.- Soạn thảo văn bản hành chính;- Lập bảng biểu về tiến độ thực hiện;- Thống kê, hạch toán tài chính.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Lý lịch máy, nhật ký vận hành máy;- Bảng thống kê các khối lượng công việc;- Bảng số liệu các thông số kỹ thuật của thiết bị;- Giấy, bút, máy tính;- Phiếu công nghệ kiểm tra thiết bị và các số liệu thực tế đã xác định
trong quá trình kiểm tra;- Bảng kê các chỉ tiêu kinh tế kỹ thuật cơ bản của thiết bị;- Bảng số liệu đã tổng hợp và so sánh;- Thiết bị đưa vào bảo dưỡng, sửa chữa;- Các số liệu sau khi kết luận về t ình trạng kỹ thuật của thiết bị;- Biên bản giao nhận máy.
19
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về nội dung vàtiến độ các công việc cần thực hiện;- Mức độ chuẩn xác về hạch toáncác chỉ tiêu kinh tế, kỹ thuật.
- So sánh với tiêu chuẩn kỹ thuật quyđịnh và thực tế tình trạng thiết bị;- So sánh với các chỉ tiêu kinh tế vềnhân công và chi phí cho bảo dưỡng,sửa chữa.
20
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Chuẩn bị trang thiết bị, dụng cụ , nhân lực.Mã số công việc: A06
I. MÔ TẢ CÔNG VIỆC:- Công việc này nhằm chuẩn bị đầy đủ các trang thiết bị, dụng cụ, bố trí
nhân lực hợp lý và các điều kiện cần thiết để phục vụ công tác bảo d ưỡng, sửachữa thiết bị.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Chuẩn bị đầy đủ, hợp lý các dụng cụ, thiết bị sử dụng cho công việc;- Xác định được số lượng và bậc thợ cụ thể để hoàn thành công việc.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Lựa chọn các thiết bị dụng cụ sửa chữa;- Lập kế hoạch và bố trí nhân lực phù hợp.
2. Kiến thức :- Kiến thức về dụng cụ, trang thiết bị sử dụng trong bảo d ưỡng, sửa chữa;- Hiểu biết các loại tài liệu kỹ thuật ;- Biết phương pháp kiểm tra ;- Hiểu biết về cấu tạo, nguyên lý làm việc của các cơ cấu trong các thiết bị
may ;- Yêu cầu kỹ thuật của các thiết bị may.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Dụng cụ, thiết bị tháo lắp và gia công;- Vật tư sử dụng trong bảo dưỡng, sửa chữa;- Thiết bị trong phân xưởng và kế hoạch sửa chữa của phân xưởng;- Bảng thống kê các thiết bị dùng trong sửa chữa của phân xưởng;- Bảng kế hoạch sử dụng thiết bị của phân x ưởng;- Bảng thống kê nhân lực và bậc thợ của phân xưởng;- Kế hoạch sản xuất của phân xưởng;- Các dụng cụ đo vạn năng và chuyên dùng.
21
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác, đầy đủ, hợplý trong chuẩn bị các dụng cụthiết bị;- Mức độ chuẩn xác đầy đủ, hợplý trong việc tổ chức, sắp xếpnhân lực.
- So sánh, đối chiếu với đặc tính kỹthuật, phạm vi sử dụng của dụng cụ thiếtbị;- So sánh, đối chiếu với định mức nhâncông và công việc của bậc thợ.
22
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lập bảng dự trù vật tư, phụ tùng thay thế cần cho bảodưỡng, sửa chữa.
Mã số công việc: A07
I. MÔ TẢ CÔNG VIỆC:- Công việc này nhằm lập được bảng dự trù chi tiết về vật tư, phụ tùng
thay thế trong quá trình bảo dưỡng, sửa chữa.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Xác định được số lượng, chủng loại, đặc tính kỹ thuật của các vật t ư, phụ
tùng thay thế dùng cho bảo dưỡng, sửa chữa;- Xác định được đơn giá và tổng chi phí về vật tư, phụ tùng thay thế dùng
cho bảo dưỡng, sửa chữa.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Tra cứu, tổng hợp, thống kê;- Hạch toán tài chính;- Lập bảng biểu đúng quy định.
2. Kiến thức :- Thống kê, kế toán;- Thị trường;- Vật liệu;- Kỹ thuật bảo dưỡng, sửa chữa thiết bị;- Cấu tạo, nguyên lý, các yêu cầu kỹ thuật của các thiết bị may.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Bảng kế hoạch sửa chữa;- Sổ tay định mức vật liệu sử dụng trong bảo dưỡng, sửa chữa;- Bảng kiểm tra xác định t ình trạng của chi tiết;- Bảng yêu cầu kỹ thuật chi tiết;- Giấy, bút, máy tính;- Bảng định mức nhân công và tiền lương;- Bảng kê nguyên, nhiên vật liệu;- Bảng kê phụ tùng sửa chữa và thay thế;- Bảng kê chủng loại vật tư và giá thành.
23
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về số lượng,chủng loại, đặc tính kỹ thuật củacác vật tư, phụ tùng thay thế dùngcho bảo dưỡng, sửa chữa;
- Mức độ chuẩn xác về đơn giá củacác vật tư, phụ tùng thay thế dùngcho bảo dưỡng, sửa chữa;
- So sánh với định mức và tiêu chuẩnvề vật tư phụ tùng thay thế dùng chobảo dưỡng, sửa chữa;
- So sánh với công báo về giá vật tưtại địa phương và thời điểm sử dụngvật tư, phụ tùng thay thế.
24
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tự chế tạo dụng cụ chuyên dùng để bảo dưỡng, sửa chữaMã số công việc: A08
I. MÔ TẢ CÔNG VIỆC- Công việc này nhằm tự thiết kế và chế tạo được một số dụng cụ chuyên
dùng trong trường hợp cần thiết để sử dụng trong quá tr ình bảo dưỡng, sửachữa.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thiết kế được các dụng cụ chuyên dùng cần thiết cho công việc bảo
dưỡng và sửa chữa;- Tự chế tạo được các dụng cụ đã thiết kế.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Tính toán thiết kế cơ khí;- Vẽ bản vẽ kỹ thuật bằng các phần mềm trợ giúp tr ên máy vi tính;- Gia công các dụng cụ chuyên dùng đã thiết kế đảm bảo yêu cầu kỹ thuật
khi sử dụng.2. Kiến thức:
- Nguyên lý chi tiết máy;- Kỹ thuật sửa chữa;- Vẽ kỹ thuật;- Vật liệu cơ khí;- Phương pháp gia công và lắp ráp.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆ C:- Các tài liệu kỹ thuật;- Các phương tiện trang thiết bị của xưởng;- Tiêu chuẩn bản vẽ kỹ thuật và công nghệ chế tạo;- Các dụng cụ đo kiểm và máy móc thử nghiệm;- Các trang thiết bị bổ trợ có liên quan trong quá trình chế tạo.- Nhà xưởng có đủ diện tích, thông thoáng, vệ sinh, đủ các trang bị an
toàn.
25
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giá
- Mức độ chuẩn xác về bản vẽ thiếtkế các dụng cụ chuyên dùng;- Mức độ chuẩn xác trong chế tạocác thiết bị chuyên dùng.
- So sánh với các tiêu chuẩn Việt Namvề thiết kế và bản vẽ thiết kế;- So sánh, kiểm tra về kết cấu và dungsai của chi tiết với yêu cầu kỹ thuậttrong thiết kế.
26
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy, kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: B01
I. MÔ TẢ CÔNG VIỆC:- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử;- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN :- Thao tác vận hành máy thành thạo;- Phân tích, nhận biết, đánh giá được chất lượng của máy;- Xác định được những vị trí chi tiết, bộ phận cần phải bảo dưỡng, sửa chữa
hoặc thay thế.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành máy;- Phân tích, đánh giá tình trạng chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Cơ kỹ thuật;- Nguyên lý máy;- Các yêu cầu kỹ thuật của máy may đạp chân ;- Các yêu cầu kỹ thuật của đường may;- Tiêu chuẩn kỹ thuật của máy may đạp chân ;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may đạp chân;- Kim máy may đạp chân;- Vải dệt thoi;- Chỉ may;- Bút viết;- Sổ ghi chép;- Kéo cắt chỉ;- Bảng tiêu chuẩn kỹ thuật của máy may đạp chân ;- Nhà xưởng đủ ánh sáng, vệ sinh, thông thoáng.

27
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giá-Thao tác vận hành máy thành thạo;
- Nhận xét, đánh giá được chất lượngđường may trên sản phẩm;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được những vịtrí cần hiệu chỉnh và sửa chữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát thao tác so sánh với tiêuchuẩn;- So sánh với bảng tiêu chuẩn kỹthuật;- Kiểm tra các thông số theo tài liệukỹ thuật;- Quan sát, so sánh với phiếu giaoviệc;- Quan sát cách bố trí khu vực làmviệc so với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quyđịnh;- Theo dõi thao tác, đối chiếu vớitiêu chuẩn quy định về an toàn vàbảo hộ lao động.
28
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi may.Mã số công việc: B02
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo trụ kim, cần giật chỉ;- Tháo ổ chao, biên truyền.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận tạo mũi đúng quy trình kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng :
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2. Kiến thức- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về các yêu cầu kỹ thuật của bộ phận tạo mũi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy may đạp chân;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Clê dẹt 10,12, 13, 14, 15;- Bút viết;- Sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

29
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũithành thạo;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;
- An toàn lao động và vệ sinhcông nghiệp.
- Quan sát, đối chiếu với bảng quytrình;.- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùngtrong công việc so sánh với quyđịnh;- Quan sát cách bố trí khu vực làmviệc so với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quyđịnh;- Theo dõi thao tác, đối chiếu vớitiêu chuẩn quy định về an toàn vàbảo hộ lao động.
30
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận chuyển đẩy nguyên liệuMã số công việc: B03
I. MÔ TẢ CÔNG VIỆC:- Tháo chân vịt ép, răng cưa đẩy;- Tháo trục nâng, trục đẩy, biên cặp cá.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận chuyển đẩy nguyên liệu đúng quy trình, đảm bảo các yêu
cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận chuyển đẩy ngu yên liệu;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy may đạp chân;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Clê dẹt 13, 14, 15, 16;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
31
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận chuyểnđẩy nguyên liệu thành thạo;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét đầuvít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;
- An toàn lao động và vệ sinhcông nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùngtrong công việc so với quy định;- Quan sát cách bố trí khu vực làmviệc so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quyđịnh;- Theo dõi thao tác, đối chiếu vớitiêu chuẩn quy định về an toàn vàbảo hộ lao động.
32
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra, bảo dưỡng, sửa chữa, thay thế chi tiết.Mã số công việc: B04
I. MÔ TẢ CÔNG VIỆC:
- Kiểm tra, bảo dưỡng, sửa chữa hoặc thay thế đối với trụ kim, trụ chân vịt,răng cưa, trục nâng, trục đẩy, biên truyền, ổ chao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng các chi tiết, bộ phận đúng tiêu chuẩn kỹ thuật;- Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa , thay thế;- Thao tác kiểm tra, bảo dưỡng và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, sửa chữa và hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Kiểm tra, đánh giá tình trạng các chi tiết, bộ phận của thiết bị;- Sử dụng dụng cụ đo kiểm;- Bảo dưỡng, sửa chữa, thay thế chi tiết máy.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật ;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận của máy
may đạp chân ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may đạp chân, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít các loại ;- Clê dẹt các loại;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;- Đồng hồ so;- Giẻ lau;- Dũa công nghệ các loại ;
33
- Đá mài thanh;- Dầu diesel;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng vàsửa chữa thành thạo;- Các chi tiết sau khi bảo dưỡng, sửachữa hoặc thay thế đảm bảo yêu cầukỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửa chữa;- Bố trí hợp lý vị trí làm việc;- Đảm bảo thời gian theo quy định ;
-An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùngtrong công việc so với quy định;- Quan sát so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quy định ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
34
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: B05
I. MÔ TẢ CÔNG VIỆC:
- Lắp bộ phận biên cặp cá con trượt;- Lắp bộ phận trục nâng, trục đẩy răng cưa;- Lắp bộ phận trụ kim cần giật chỉ ;- Lắp bộ phận ổ chao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được bộ phận biên cặp cá con trượt, lắp bộ phận trục nâng, trục răng
cưa đẩy, lắp bộ phận trụ kim cần giật chỉ, lắp bộ phận ổ chao theo đúng tiêuchuẩn kỹ thuật;
- Thao tác lắp thành thạo;- Lựa chọn dụng cụ lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Lắp ráp chi tiết,cụm chi tiết;- Sử dụng dụng cụ lắp ráp.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận của máy may đạp chân;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may một kim, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 13, 14, 24,27;- Chày đồng 8 , 10;- Búa nguội;- Tống chốt 4;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
35
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtthành thạo;- Các cụm chi tiết sau khi lắpphải đảm bảo yêu cầu kỹ thuật,không gãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Thực hiện an toàn lao động vàvệ sinh công nghiệp;
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
36
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo thông số kỹ thuật.Mã số công việc: B06
I. MÔ TẢ CÔNG VIỆC:
- Hiệu chỉnh trụ kim, cần giật chỉ ;- Hiệu chỉnh biên cặp cá, con trượt, trục nâng, trục đẩy răng cưa;- Hiệu chỉnh ổ chao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy may đạp chân theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng kiểm tra hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ căn chỉnh;- Sử dụng dụng cụ đo kiểm;- Hiệu chỉnh, kiểm tra.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy may đạp chân;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may đạp chân, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy may đạp chân;- Tuốc nơ vít dẹt 250, 300, 150;- Clê đầu chìm 3, 4, 5, 6;- Clê dẹt 8, 10, 12;- Chỉ may;- Vải dệt thoi;- Dầu công nghiệp;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
37
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết thành thạo;- Máy may đạp chân sau khi hiệuchỉnh phải đạt các yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ hiệuchỉnh;
- Bố trí hợp lý vị trí làm việc;- Đảm bảo thời gian theo quy định ;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;
- Kiểm tra, so sánh với bảng tiêuchuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức.- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
38
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy, kiểm tra sơ bộ tình trạng thiết bị .Mã số công việc: C01
I. MÔ TẢ CÔNG VIỆC:
- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử bằng tay;- Vận hành thử bằng điện;- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo (bằng tay và bằng điện );- Phân tích, nhận biết, đánh giá được chất lượng của máy;- Xác định được những vị trí chi tiết, bộ phận cần phải bảo dưỡng, sửa
chữa, hiệu chỉnh.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng :- Sử dụng dụng cụ tháo lắp;- Thao tác vận hành máy;- Phân tích, đánh giá tình trạng chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Nguyên lý máy ;- Điện kỹ thuật ;- Cơ kỹ thuật ;- Các yêu cầu kỹ thuật của đường may thắt nút;- Yêu cầu và tiêu chuẩn kỹ thuật của máy may một kim;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may một kim ;- Kim máy may một kim loại DA hoặc DB ;- Vải dệt thoi, chỉ may- Tuốc nơ vít dẹt 150, bút thử điện;- Bút viết, sổ ghi chép;- Kéo cắt chỉ.- Điện 1 pha (220V) ;- Bảng tiêu chuẩn kỹ thuật của máy may một kim ;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh,thông thoáng .
39
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng đường may thắt nút trênsản phẩm;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật củamáy;- Nhận biết và liệt kê được nhữngvị trí cần sửa chữa,hiệu chỉnh;- Sử dụng hợp lý dụng cụ cầnthiết cho kiểm tra và sửa chữa;- Bố trí hợp lý vị trí làm việc;- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát thao tác vận hành máy sosánh với tiêu chuẩn ;- So sánh giữa bảng đánh giá với tiêuchuẩn kỹ thuật;
- So sánh giữa bảng đánh giá với cácchỉ tiêu kỹ thuật;
- Quan sát, so sánh với phiếu giao việc;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
40
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi mayMã số công việc: C02
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo tấm kim;- Tháo trụ kim;- Tháo ổ ;
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận tạo mũi may của máy may một kim đúng với tiêu chuẩn kỹ
thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận tạo mũi may của máy may 1 kim;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may một kim;- Bản vẽ lắp máy may một kim;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê 8, 10, 12;- Chày đồng 8 , 10;
- Búa nguội, tống chốt 4 ;- Bút viết;- Sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng ;

41
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũimay của máy may một kim thànhthạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp;
- Quan sát, đối chiếu với quy trình kỹthuật;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùngtrong công việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
42
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận chuyển đẩy nguyên liệu.Mã số công việc: C03
I. MÔ TẢ CÔNG VIỆC:
- Tháo chân vịt;- Tháo răng cưa chuyển đẩy nguyên liệu.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Tháo bộ phận chuyển đẩy nguyên liệu máy may một kim đúng quy tr ìnhcông nghệ và đảm bảo các yêu cầu kỹ thuật;
- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý .
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận chân vịt, răng cưa đẩy vải;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may một kim;- Bản vẽ lắp máy may một kim;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Clê đầu chìm 4, 5, 6;- Clê 8, 10, 12;- Tống chốt 4, búa nguội;- Chày đồng 8 , 10;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

43
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận chuyển đẩynguyên liệu máy may một kim thànhthạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;
- Kiểm tra chi tiết, so sánh với ti êuchuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùngtrong công việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.

44
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận bơm dầuMã số công việc: C04
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo các-te dầu;- Tháo bơm dầu;- Tháo cánh quạt và lưới lọc dầu.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận bơm dầu đúng quy trình công nghệ và đảm bảo các yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1.Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận bơm dầu;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC- Máy may một kim, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Clê dẹt 10, 12, 13, 14;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật ;- Tống chốt 4;- Búa nguội;- Chày đồng 8 , 10;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
45
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận bơm dầuthành thạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhcông nghệ;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
46
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra, bảo dưỡng, sửa chữa, thay thế chi tiết .Mã số công việc: C05
I. MÔ TẢ CÔNG VIỆC:
- Kiểm tra các chi tiết máy;- Bảo dưỡng, sửa chữa các chi tiết, cơ cấu;- Thay thế các chi tiết cần thay thế.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng và sửa chữa các chi tiết, bộ phận theo ti êu chuẩn kỹ
thuật;- Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa v à thay thế;- Thao tác kiểm tra, bảo dưỡng, sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Kiểm tra, đánh giá tình trạng các chi tiết, bộ phận của thiết bị;- Sử dụng dụng cụ đo kiểm;- Bảo dưỡng, thay thế đúng kỹ thuật.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận của máy
may một kim ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may may một kim;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại ;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;- Đồng hồ so;
47
- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Chày đồng 8 , 10;- Tống chốt 4,- Búa nguội;- Dầu diesel ;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng vàsửa chữa thành thạo;- Các chi tiết sau khi bảo dưỡng, sửachữa hoặc thay thế phải đảm bảocác yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng và sửa chữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định .
- Quan sát, đối chiếu với quy trình kỹthuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức.
48
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: C06
I. MÔ TẢ CÔNG VIỆC:
- Lắp bộ phận tạo mũi;- Lắp bộ phận chuyển đẩy nguyên liệu;- Lắp bơm dầu và các chi tiết khác.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được bộ phận tạo mũi, bộ phận chuyển đẩy nguy ên liệu, bơm dầu và
các chi tiết khác của máy theo đúng tiêu chuẩn kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng cụ lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Lắp ráp cụm chi tiết;- Sử dụng dụng cụ lắp ráp.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận tạo mũi, bộ phận chuyển đẩy nguyên liệu, bơm dầu và một số chi tiếtkhác của máy;
- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may một kim, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 13, 14, 24,27;- Chày đồng 8 , 10;- Búa nguội;- Tống chốt 4;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
49
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các chi tiết và cụmchi tiết thành thạo;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt, v.v;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với ti êuchuẩn và yêu cầu kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánhvới quy định;- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.

50
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo thông số kỹ thuật .Mã số công việc: C07
I. MÔ TẢ CÔNG VIỆC:
- Hiệu chỉnh chiều cao của trụ kim ;- Hiệu chỉnh vị trí mỏ ổ, càng gạt chỉ;- Hiệu chỉnh chiều cao, bước đẩy răng cưa, đồng tiền phụ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lựa chọn dụng cụ căn chỉnh hợp lý, chính xác;- Sử dụng chính xác hợp lý các dụng c ụ đo kiểm;- Hiệu chỉnh được máy may một kim đảm bảo tiêu chuẩn kỹ thuật.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ căn chỉnh;- Sử dụng dụng cụ đo kiểm;- Hiệu chỉnh, kiểm tra các thông số kỹ thuật.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy may1kim;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may một kim, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Giẻ lau;- Giấy trắng;- Clê dẹt 10,12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
51
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết thành thạo;- Máy may một kim sau khi hiệuchỉnh phải đạt các chỉ tiêu kỹ thuật;- Sử dụng hợp lý các dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Theo dõi thao tác,so sánh với tiêuchuẩn kỹ thuật;- So sánh tình trạng máy với các tiêuchuẩn kỹ thuật;- Quan sát các dụng cụ sử dụng, sosánh với quy định;- Quan sát ,so sánh với quy định về vịtrí làm việc;- So sánh với định mức công việc;- Kiểm tra các điều kiện an toàn vàvệ sinh công nghiệp theo quy định.

52
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: D01
I. MÔ TẢ CÔNG VIỆC:- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử bằng tay;- Vận hành thử bằng điện.- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo (bằng tay và bằng điện );- Phân tích, nhận biết, đánh giá được sơ bộ tình trạng của máy;- Xác định được những vị trí chi tiết, bộ phận cần phải bảo dưỡng, sửa
chữa, hiệu chỉnh;
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác vận hành máy;- Phân tích, đánh giá tình trạng các chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Nguyên lý máy ;- Điện kỹ thuật ;- Các yêu cầu kỹ thuật của máy may công nghiệp 2 kim ;- Công nghệ tháo, lắp máy;- Các yêu cầu kỹ thuật của đường may trên sản phẩm ;- Yêu cầu và tiêu chuẩn kỹ thuật của máy may công nghiệp 2 kim ;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may công nghiệp 2 kim;- Kim máy may công nghiệp;- Vải dệt thoi;- Chỉ may;- Tuốc nơ vít dẹt 150, 250;- Bút , sổ ghi chép;- Kéo cắt chỉ;- Nguồn điện ba pha;- Bảng tiêu chuẩn kỹ thuật của máy may công nghiệp 2 kim ;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
53
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng đường may trên sản phẩm;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được những vịtrí cần hiệu chỉnh và sửa chữa;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát thao tác vận hành so sánhvới quy trình vận hành;- So sánh với bảng tiêu chuẩn kỹ thuậtquy định của đường may;- Kiểm tra so sánh với các thông sốtheo tài liệu kỹ thuật.- So sánh với tiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với tính năng dụng cụ;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
54
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi.Mã số công việc: D02
I. MÔ TẢ CÔNG VIỆC:
-Tháo khung trụ kim;- Tháo cần giật chỉ;- Tháo càng gạt ruột ổ, ổ chao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận tạo mũi đúng kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp;
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận tạo mũi;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy may công nghiệp 2 kim;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê dẹt 10, 12, 13, 14;- Bút viết, sổ ghi chép;- Tống chốt 4;- Búa nguội;- Chày đồng 8 , 10;- Bảng tiêu chuẩn kỹ thuật ;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
55
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũithành thạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinhcông nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
56
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận chuyển đẩy nguyên liệu.Mã số công việc: D03
I. MÔ TẢ CÔNG VIỆC:
- Tháo trụ chân vịt;- Tháo răng cưa , trục nâng, trục đẩy;- Tháo cơ cấu thay đổi bước đẩy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thực hiện đúng quy trình, phương pháp tháo và đảm bảo yêu cầu kỹ
thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ tháo lắp;- Thao tác tháo lắp.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận chuyển đẩy nguyên liệu;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may công nghiệp 2 kim;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Clê dẹt 10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
57
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận chuyểnđẩy nguyên liệu thành thạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinhcông nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với tính năng tác dụng;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
58
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra, bảo dưỡng, sửa chữa lựa chọn chi tiết thay thếMã số công việc: D04
I. MÔ TẢ CÔNG VIỆC:
- Kiểm tra, bảo dưỡng, sửa chữa, thay thế các chi tiết trong cơ cấu khungtrụ kim;
- Kiểm tra, bảo dưỡng, sửa chữa, thay thế các chi tiết trong cơ cấu ổ máy;- Kiểm tra, bảo dưỡng, sửa chữa, thay thế chi tiết trong c ơ cấu thay đổi bước
đẩy nguyên liệu.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng, sửa chữa các chi tiết, bộ phận theo đúng ti êu chuẩn
kỹ thuật;- Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa ;- Thao tác kiểm tra, bảo dưỡng và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Kiểm tra, đánh giá tình trạng chi tiết, bộ phận;- Sử dụng dụng cụ đo kiểm;- Bảo dưỡng, thay thế đúng kỹ thuật.
2.Kiến thức :- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận của máy
may công nghiệp 2 kim ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may công nghiệp 2 kim, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại;- Clê dẹt các loại;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;
59
- Đồng hồ so;- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel ;- Mỡ công nghiệp;- Các chi tiết cần thay thế ;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng vàsửa chữa thành thạo;- Các chi tiết sau khi bảo dưỡng,sửa chữa và hiệu chỉnh phải đảmbảo các yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửachữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra các chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với tính năng tác dụng;
- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
60
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: D05
I. MÔ TẢ CÔNG VIỆC:
- Lắp bộ phận thay đổi bước đẩy;- Lắp bộ phận trục nâng, trục đẩy, răng c ưa ;- Lắp bộ phận ổ và càng gạt ruột ổ;- Lắp khung trụ kim và trụ kim.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp ráp các bộ phận đã bảo dưỡng, sửa chữa đúng kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Lắp ráp cụm chi tiết;- Sử dụng dụng cụ lắp ráp.
2.Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận của máy may công nghiệp 2 kim ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may công nghiệp 2 kim, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 10, 12, 13;- Giẻ lau;- Tống chốt 4, búa nguội;- Chày đồng 8, 10;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
61
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtthành thạo;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
62
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuật.Mã số công việc: D06
I. MÔ TẢ CÔNG VIỆC:
- Hiệu chỉnh vị trí chiều cao trụ kim, trụ chân vịt ;- Hiệu chỉnh thời điểm và hành trình đẩy của răng cưa;- Hiệu chỉnh thời điểm ổ và kim;- Hiệu chỉnh thời điểm và hành trình càng gạt ruột ổ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy may công nghiệp 2 kim theo đúng tiêu chuẩn kỹ
thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng hiệu chỉnh kiểm tra hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:1. Kỹ năng:
- Sử dụng dụng cụ căn chỉnh;- Sử dụng dụng cụ đo kiểm;- Hiệu chỉnh máy.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy may công
nghiệp 2 kim;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy may công nghiệp 2 kim, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy may công nghiệp;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 10, 12;- Kìm thông dụng;- Chỉ may;- Vải dẹt thoi;- Dầu công nghiệp;- Giẻ lau;- Bút viết, sổ ghi chép;
63
- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết thành thạo;- Máy may công nghiệp 2 kim saukhi hiệu chỉnh phải đạt các yêucầu kỹ thuật;- Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra, so sánh với bảng t iêu chuẩnkỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
64
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: E01
I. MÔ TẢ CÔNG VIỆC:
- Quan sát và kiểm tra sơ bộ phần cơ khí,- Kiểm tra sơ bộ phần điện tử điều khiển quá trình đính bọ,- Vận hành thử để đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo;- Phân tích, nhận biết, đánh giá được chất lượng của máy ;- Xác định được những vị trí chi tiết, bộ phận cần phải bảo dưỡng, sửa chữa
hoặc hiệu chỉnh.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1.Kỹ năng:- Thao tác vận hành máy;- Sử dụng dụng cụ đo, kiểm tra;- Phân tích, nhận biết, đánh giá tình trạng chi tiết, bộ phận của thiết bị;
2.Kiến thức:- Nguyên lý máy ;- Điện kỹ thuật ;- Các yêu cầu kỹ thuật của máy đ ính bọ điện tử ;- Công nghệ tháo, lắp máy;.- Kiểm tra chất lượng của bọ đính trên sản phẩm ;- Kiểm tra chất lượng máy đính bọ điện tử;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính bọ điện tử;- Kim máy đính bọ điện tử ;- Vải dệt thoi;- Chỉ may;- Bút viết, sổ ghi chép;- Kéo cắt chỉ;- Nguồn điện ba pha;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng đủ ánh sáng, vệ sinh,thông thoáng.

65
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng bọ đính trên sản phẩm;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được nhữngvị trí cần hiệu chỉnh và sửa chữa;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát thao tác vận hành so sánhvới tiêu chuẩn;- So sánh sản phẩm với bảng tiêu chuẩnkỹ thuật;- Kiểm tra so sánh với các thông sốtheo tài liệu kỹ thuật;- Quan sát, so sánh với phiếu giao việc;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn về điều kiện an toàn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.

66
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi.Mã số công việc: E02
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo trụ kim, cần giật chỉ, ổ chao ;- Tháo bánh răng lắc trục ổ chao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo các chi tiết đúng quy trình, phương pháp và đảm bảo yêu cầu kỹ
thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý ;
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;-Thực hiện quy trình tháo chi tiết, bộ phận thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của máy đ ính bọ điện tử;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính bọ điện tử;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250,150;- Clê đầu chìm 4,5,6;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng đủ ánh sáng, vệ sinh, thông thoáng.

67
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũithành thạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình.- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn về điều kiện an toàn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
68
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận cắt chỉ.Mã số công việc: E03
I. MÔ TẢ CÔNG VIỆC:- Tháo dao cắt chỉ;- Tháo cuộn hút dao cắt chỉ;- Tháo trục cắt chỉ ;- Tháo cần và cam cắt chỉ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo dao cắt chỉ, cuộn hút dao cắt chỉ, trục cắt chỉ , cần v à cam cắt chỉ
đúng quy trình, phương pháp và đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị;
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật ;- Kiến thức về yêu cầu kỹ thuật bộ phận cắt chỉ ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy đính bọ điện tử;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê đầu chìm 3, 4;- Búa nguội;- Tống chốt 4;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng đủ ánh sáng, vệ sinh, thông thoáng .
69
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận dao cắtchỉ thành thạo;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn về điều kiện an toàn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.

70
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận cảm biến.Mã số công việc: E04
I. MÔ TẢ CÔNG VIỆC:
- Tháo cáp nối;- Tháo giá đỡ cảm biến;- Tháo cảm biến.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận cảm biến đúng quy trình, phương pháp tháo và đảm bảo
yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo và bảo quản thiết bị điện tử.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về kỹ thuật điện tử;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính bọ điện tử;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê đầu chìm 3,4,5;- Clê dẹt 12,13,14,17,19;- Búa nguội;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
71
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận cảm biếnđúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- An toàn lao động và vệ sinhcông nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
72
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bảo dưỡng, sửa chữa, lựa chọn chi tiết thay thế.Mã số công việc: E05
I. MÔ TẢ CÔNG VIỆC:
- Bảo dưỡng, sửa chữa, hoặc thay thế chi tiết trong bộ phận tạo mũi;- Bảo dưỡng, sửa chữa, hoặc thay thế cần giật chỉ, dao cắt chỉ, bàn kẹp;- Bảo dưỡng, sửa chữa, hoặc thay thế cảm biến, động cơ servo.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa các chi tiết, bộ phận theo
đúng tiêu chuẩn kỹ thuật;-Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa và hiệu chỉnh;-Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;-Lựa chọn đúng dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửachữa.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;-Thực hiện quy trình bảo dưỡng, sửa chữa, thay thế thiết bị;- Kiểm tra, hiệu chỉnh chi tiết cơ khí và linh kiện điện tử.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật, điện-điện tử;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy
đính bọ điện tử;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC- Máy đính bọ điện tử, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;
73
- Đồng hồ so;- Đồng hồ vạn năng;- Mỏ hàn điện;- Giẻ lau;- Dũa công nghệ các loại;- Đá mài thanh;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật.- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác đúng kỹ thuật;.- Các chi tiết sau khi bảo dưỡng,sửa chữa hoặc thay thế phải đúngtiêu chuẩn kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửa chữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- An toàn lao động và vệ sinh côngnghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
74
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng và sửa chữa.Mã số công việc: E06
I. MÔ TẢ CÔNG VIỆC:- Lắp các bộ phận cảm biến và động cơ servo;- Lắp bộ phận dao cắt chỉ, bộ phận tạo mũi ;- Lắp bộ phận bàn kẹp đẩy vải.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Lắp các bộ phận đã bảo dưỡng, sửa chữa hoặc thay thế theo đúng tiêuchuẩn kỹ thuật;
-Thao tác lắp thành thạo;- Lựa chọn dụng cụ hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ cơ khí;-Thực hiện quy trình lắp ráp thiết bị cơ khí,điện,điện tử.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các bộ phận
cảm biến và động cơ servo, bộ phận dao cắt chỉ, bộ phận tạo mũi, bộphận bàn kẹp đẩy vải của máy đính bọ điện tử;
- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy đính bọ điện tử, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 150;- Clê 10, 12, 13;- Đồng hồ đo điện vạn năng ;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

75
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtđúng kỹ thuật;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy trình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
76
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo thông số kỹ thuật.Mã số công việc: E07
I. MÔ TẢ CÔNG VIỆC:
- Hiệu chỉnh khớp nối và cảm biến;- Hiệu chỉnh bánh răng lắc và trục ổ chao;- Hiệu chỉnh cam và vít hãm cần dao cắt chỉ;
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy đính bọ điện tử theo đúng tiêu chuẩn kỹ thuật;-Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng cụ hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;-Thực hiện điều chỉnh thiết bị cơ khí,điện,điện tử.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật ;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy đính bọ điện tử;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính bọ điện tử, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy đính bọ điện tử;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Giẻ lau;- Clê dẹt 10,12, 13;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
77
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Máy đính bọ điện tử sau khi hiệuchỉnh phải đạt các yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra, so sánh với bảng tiêu chuẩnkỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về quy phạm an toàn vàbảo hộ lao động.
78
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: F01
I. MÔ TẢ CÔNG VIỆC:
- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử bằng tay;- Vận hành thử bằng điện;- Đánh giá sơ bộ tình trạng kỹ thuật của thiết bị.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo (bằng tay và bằng điện);- Phân tích, nhận biết, đánh giá được tình trạng của máy;- Xác định được những chi tiết, bộ phận cần phải bảo dưỡng, sửa chữa,hiệu
chỉnh hoặc thay thế;- Sử dụng cụ tháo thành thạo.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1.Kỹ năng:- Thao tác vận hành máy;- Sử dụng dụng cụ đo, kiểm tra;- Phân tích, nhận biết, đánh giá tình trạng.
2.Kiến thức:- Nguyên lý máy ;- Điện kỹ thuật ;- Các yêu cầu kỹ thuật của máy đính cúc ;- Công nghệ tháo, lắp máy;- Kiểm tra chất lượng của cúc đính trên sản phẩm ;- Kiểm tra chất lượng máy đính cúc;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy đính cúc;- Kim máy đính cúc;- Vải dệt thoi;- Cúc các loại;- Chỉ may;- Tuốc nơ vít dẹt 300;- Bút, sổ ghi chép;- Nguồn điện ba pha;
79
- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh,thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng cúc đính trên sản phẩm;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được nhữngvị trí cần hiệu chỉnh và sửa chữa;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát thao tác vận hành máy sosánh với tiêu chuẩn;- So sánh với bảng tiêu chuẩn kỹ thuật;
- Kiểm tra so sánh với các thông sốtheo tài liệu kỹ thuật;- So sánh với đánh giá trên phiếu giaoviệc;- So sánh các loại dụng cụ dùng trongcông việc với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
80
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo dịch chuyển kim sang ngang.Mã số công việc: F02
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo biên truyền;- Tháo cần cữ zích zắc;- Tháo trục zích zắc;- Tháo đĩa cam điều khiển.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo nắp máy, cần cữ zích zắc , trục zích zắc, đĩa cam điều khiển đúng
quy trình, phương pháp tháo và đảm bảo các yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;
-Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.2.Kiến thức:
- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận tạo dịch chuyển kim sang
ngang trên máy đính cúc;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính cúc;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250,150;- Clê 10,12,13;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
81
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo dịchchuyển kim sang ngang đúng kỹthuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
82
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo hàm cặp cúc, bàn trượt hàm cặp cúc.Mã số công việc: F03
I. MÔ TẢ CÔNG VIỆC:
- Tháo nhíp ép hàm cặp cúc;- Tháo hàm cặp cúc;- Tháo bàn trượt hàm cặp cúc;- Tháo khung điều khiển bàn trượt hàm cặp cúc.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận bàn trượt hàm cặp cúc đúng quy trình, phương pháp tháo và
đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1.Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận thiết bị;
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận bàn trượt hàm cặp cúc;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy đính cúc;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê 10;- Búa nguội;- Tống chốt 4 ;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

83
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận bàn trượthàm cặp cúc đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng tiêuchuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
84
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi.Mã số công việc: F04
I. MÔ TẢ CÔNG VIỆC:
- Tháo càng gạt chỉ;- Tháo trục mỏ móc;- Tháo trục đứng;- Tháo biên quay kép.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận tạo mũi đúng quy trình, phương pháp tháo và đảm bảo yêu
cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận tạo mũi máy đính cúc ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC- Máy đính cúc;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Búa nguội;- Chày đồng 8;
- Tống chốt 4;- Bút viết, sổ ghi chép;.- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

85
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũimáy đính cúc đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mứcthời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
86
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận đĩa khóa chỉ, đồng tiền phụ v àkhung trụ tự động.
Mã số công việc: F05
I. MÔ TẢ CÔNG VIỆC:
- Tháo đĩa khoá chỉ;- Tháo đồng tiền phụ;- Tháo khung trụ tự động;- Tháo lò xo trụ tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN :- Tháo bộ phận đĩa khoá chỉ, tống đồng tiền phụ v à khung trụ tự động đúng
quy trình, phương pháp tháo và đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận đĩa khoá chỉ, tống đồng tiền phụ v à
khung trụ tự động;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy đính cúc, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300;- Clê10, 12, 13, 14, 24, 27;- Búa nguội,- Mỏ lết 300;- Tống chốt 4 ;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

87
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo các bộ phận đúngkỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy địn;h- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu định mức thời gian ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
88
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bảo dưỡng, sửa chữa, thay thế chi tiết trong các cơ cấudịch chuyển kim sang ngang, hàm cặp cúc và bộ phận tạo mũi
Mã số công việc: F06
I. MÔ TẢ CÔNG VIỆC:
- Kiểm tra, bảo dưỡng, sửa chữa, hoặc thay thế chi tiết trong cơ cấu dịchchuyển kim sang ngang;
- Kiểm tra, bảo dưỡng, sửa chữa, hoặc thay thế hàm cặp cúc;- Kiểm tra, bảo dưỡng, sửa chữa, hoặc thay thế chi tiết của bộ phận tạo mũi.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa các chi tiết, bộ phận theotiêu chuẩn kỹ thuật;
- Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa v à hiệu chỉnh;- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ cơ khí;- Thực hiện quy trình bảo dưỡng, sửa chữa chi tiết máy.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy
đính cúc ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy đính cúc, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại ;- Clê dẹt các loại;- Mỏ lết 300;
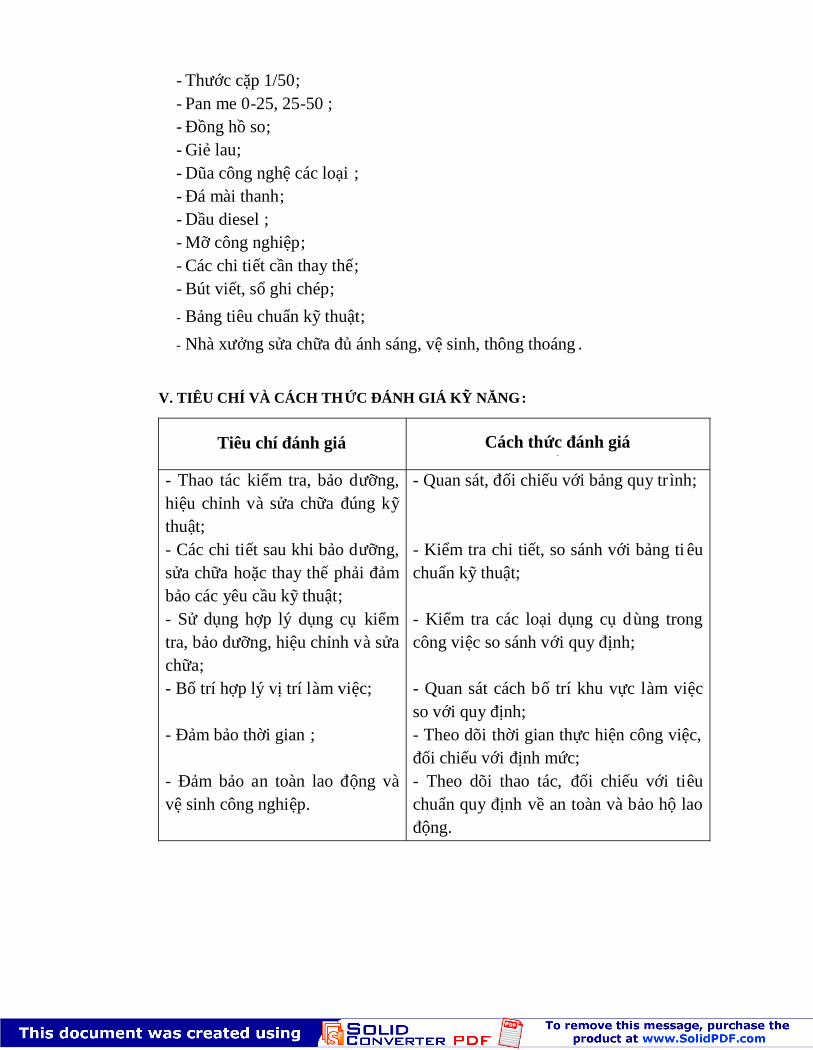
89
- Thước cặp 1/50;- Pan me 0-25, 25-50 ;- Đồng hồ so;- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel ;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;
- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng,hiệu chỉnh và sửa chữa đúng kỹthuật;- Các chi tiết sau khi bảo dưỡng,sửa chữa hoặc thay thế phải đảmbảo các yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểmtra, bảo dưỡng, hiệu chỉnh và sửachữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;
- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.

90
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: F07
I. MÔ TẢ CÔNG VIỆC:
- Lắp bộ phận tạo mũi;- Lắp bàn trượt, hàm cặp cúc;- Lắp bộ phận tạo dịch chuyển kim sang ngang ;- Lắp đĩa khoá chỉ, đồng tiền phụ và khung trụ tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được bộ phận tạo mũi, bộ phận bàn trượt, hàm cặp cúc, bộ phận tạo
dịch chuyển kim sang ngang, đĩa khoá chỉ, đồng tiền phụ v à khung trụ tựđộng theo tiêu chuẩn kỹ thuật;
- Thao tác lắp thành thạo;- Lựa chọn dụng cụ hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ lắp ráp;- Thực hiện quy trình lắp ráp thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về, nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận đĩa khoá chỉ, đồng tiền phụ và khung trụ tự động máy đính cúc;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC ;- Máy đính cúc, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 13, 14, 24,27;- Chày đồng 8;- Búa nguội;- Tống chốt 4;- Giẻ lau;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
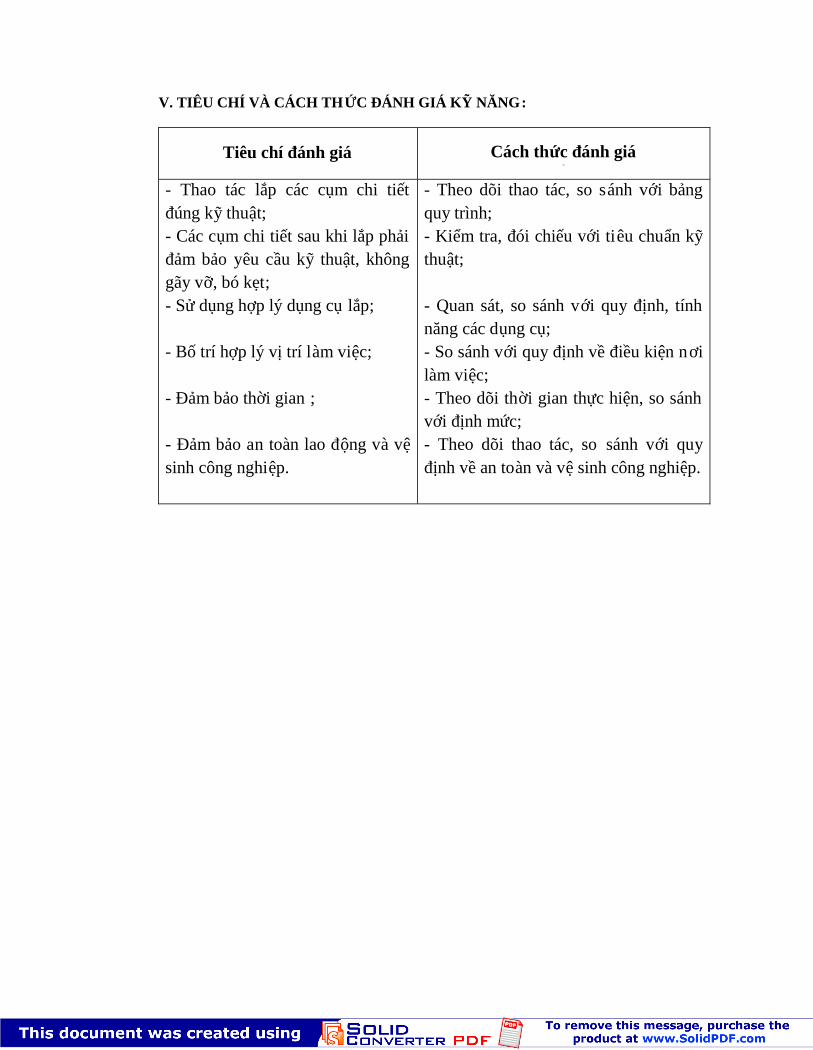
91
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtđúng kỹ thuật;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Theo dõi thao tác, so sánh với bảngquy trình;- Kiểm tra, đói chiếu với tiêu chuẩn kỹthuật;
- Quan sát, so sánh với quy định, tínhnăng các dụng cụ;- So sánh với quy định về điều kiện nơilàm việc;- Theo dõi thời gian thực hiện, so sánhvới định mức;- Theo dõi thao tác, so sánh với quyđịnh về an toàn và vệ sinh công nghiệp.
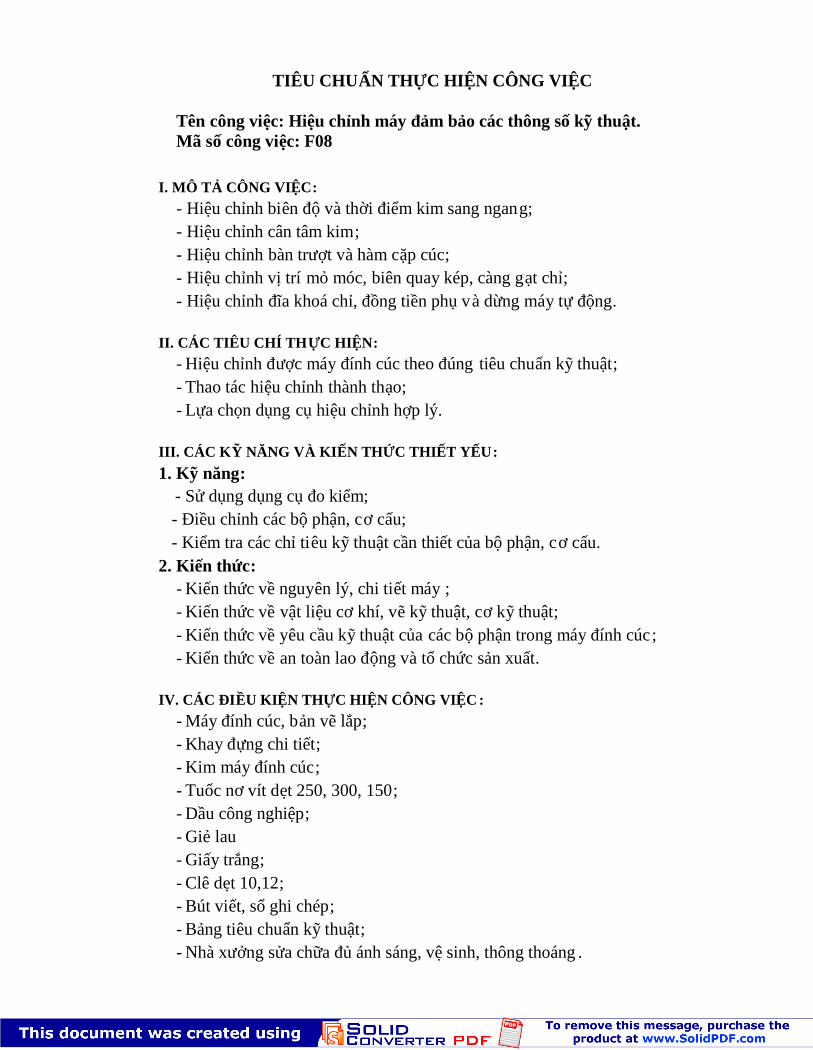
92
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuật.Mã số công việc: F08
I. MÔ TẢ CÔNG VIỆC:
- Hiệu chỉnh biên độ và thời điểm kim sang ngang;- Hiệu chỉnh cân tâm kim;- Hiệu chỉnh bàn trượt và hàm cặp cúc;- Hiệu chỉnh vị trí mỏ móc, biên quay kép, càng gạt chỉ;- Hiệu chỉnh đĩa khoá chỉ, đồng tiền phụ và dừng máy tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy đính cúc theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng cụ hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;- Điều chỉnh các bộ phận, cơ cấu;- Kiểm tra các chỉ tiêu kỹ thuật cần thiết của bộ phận, cơ cấu.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy ;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy đính cúc ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy đính cúc, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy đính cúc;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Giẻ lau- Giấy trắng;- Clê dẹt 10,12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
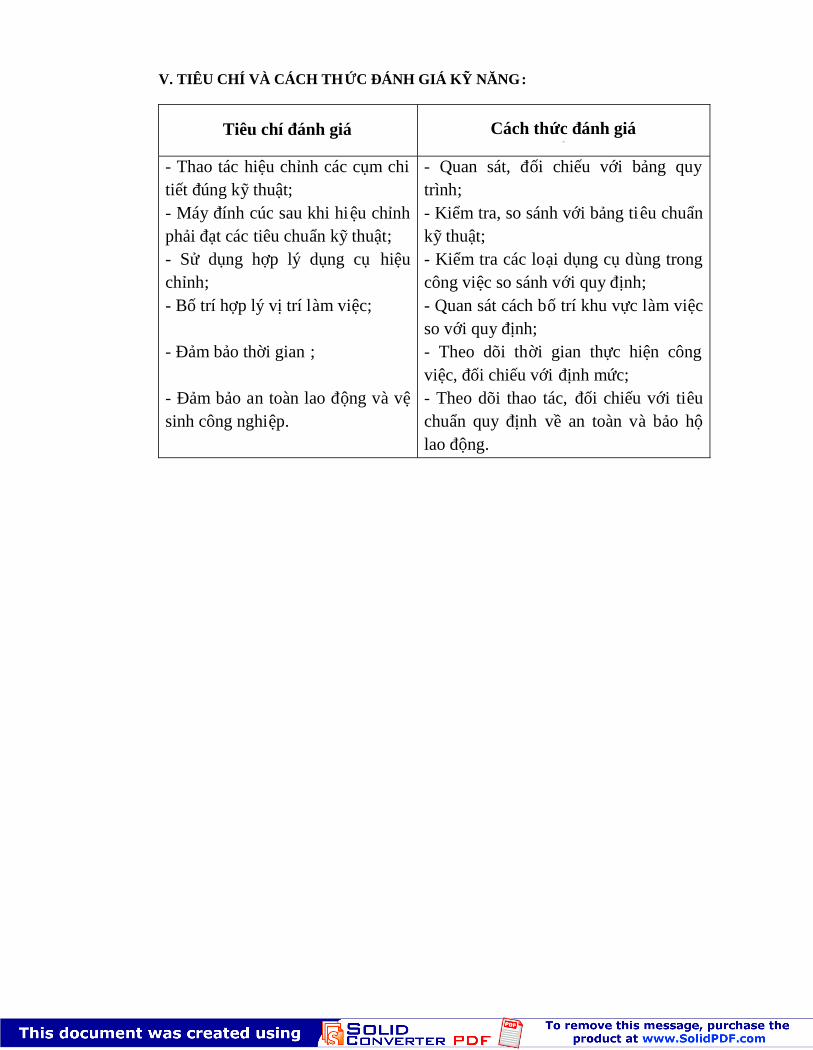
93
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Máy đính cúc sau khi hiệu chỉnhphải đạt các tiêu chuẩn kỹ thuật;- Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra, so sánh với bảng tiêu chuẩnkỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
94
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy, kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: G01
I. MÔ TẢ CÔNG VIỆC:
- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử bằng tay;- Vận hành thử bằng điện;- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo (bằng tay và bằng điện );- Phân tích, nhận biết, đánh giá được tình trạng của máy;- Xác định được những vị trí chi tiết, bộ phận cần sửa chữa, thay thế.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành thiết bị;
- Kiểm tra đánh giá các chỉ tiêu kỹ thuật của thiết bị.2. Kiến thức:
- Nguyên lý máy;- Điện kỹ thuật;- Các yêu cầu kỹ thuật của máy thùa khuy;- Công nghệ tháo, lắp máy;- Kiểm tra chất lượng của khuy trên sản phẩm;- Kiểm tra chất lượng máy thùa khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy;- Kim máy thùa khuy;- Vải dệt thoi;- Chỉ may;- Bút viết, sổ ghi chép;- Kéo cắt chỉ;- Nguồn điện ba pha;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh,thông thoáng .
95
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng khuy thùa trên sản phẩm.- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật củamáy.- Nhận biết và liệt kê được nhữngvị trí cần hiệu chỉnh và sửa chữa.- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát thao tác vận hành, so sánhvới tiêu chuẩn vận hành thiết bị;- Quan sát, so sánh với bảng tiêu chuẩnkỹ thuật;- Kiểm tra các thông số theo tài liệu kỹthuật.
- Quan sát, so sánh với đánh giá trênphiếu giao việc;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
96
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận bàn ép vải.Mã số công việc: G02
I. MÔ TẢ CÔNG VIỆC:- Tháo thanh giằng hai nửa;- Tháo con lăn, lò xo ép, bàn ép vải;- Tháo trục dẫn hướng.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Tháo thanh giằng hai nửa, con lăn, lò xo ép, bàn ép vải, trục dẫn hướngđúng quy trình, phương pháp và đảm bảo yêu cầu kỹ thuật;
- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận bàn ép vải máy thùa khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Clê dẹt 10, 12;- Kìm thông dụng;- Bút viết;- Sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

97
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận bàn épvải đúng kỹ thuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét vít;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
98
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận kéo cắt chỉ và dao đục lỗ khuy.Mã số công việc: G03
I. MÔ TẢ CÔNG VIỆC:
- Tháo kéo cắt chỉ, giá bắt kéo;- Tháo dao đục lỗ, giá bắt dao, cam điều kh iển dao đục lỗ khuy.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Tháo bộ phận kéo cắt chỉ và dao đục lỗ khuy đúng quy tr ình, phươngpháp tháo và đảm bảo các yêu cầu kỹ thuật;
- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ của phận cắt chỉ và đục lỗ khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Clê dẹt10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
99
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo kéo cắt chỉ và daođục lỗ khuy đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
100
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận tạo mũi.Mã số công việc: G04
I. MÔ TẢ CÔNG VIỆC:
- Tháo nắp máy;- Tháo trụ kim, cần giật chỉ;- Tháo ổ và trục ổ.
II. CÁC TIÊU CHÍ THỰC HIỆN- Tháo bộ phận tạo mũi đúng quy trình, phương pháp tháo và đảm bảo các
yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật ;- Kiến thức về yêu cầu kỹ thuật của bộ phận tạo mũi máy thùa khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê dẹt10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
101
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận tạo mũimáy thùa khuy đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mứcthời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
102
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận truyền chuyển động zích zắc.Mã số công việc: G05
I. MÔ TẢ CÔNG VIỆC:
- Tháo đĩa cam phân phối, bánh răng, cam zích zắc ;- Tháo biên cặp cá;- Tháo trục zích zắc.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận truyền chuyển động zích zắc đúng quy trình, phương pháp
tháo và đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của bộ phận truyền chuyển động zích zắc ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê dẹt10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
103
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận truyềnchuyển động zích zắc máy thùakhuy đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
104
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận dừng máy tự động .Mã số công việc: G06
I. MÔ TẢ CÔNG VIỆC:
- Tháo cam săng-tích;- Tháo vít trụ tự động, trụ tự động;- Tháo khung trụ tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận dừng máy tự động đúng quy trình, phương pháp và đảm bảo
yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý .
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1.Kỹ năng:- Sử dụng dụng cụ tháo lắp;- Thực hiện quy trình tháo chi tiết, bộ phận của thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận truyền chuyển động zích zắc ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy thùa khuy, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê dẹt 10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

105
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận dừng máytự động máy thùa khuy đúng kỹthuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
106
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra, bảo dưỡng, sửa chữa, lựa chọn chi tiết thay thếMã số công việc: G07
I. MÔ TẢ CÔNG VIỆC:
- Kiểm tra, bảo dưỡng, sửa chữa, thay thế chi tiết trong cơ cấu bàn ép vải,- Kiểm tra, bảo dưỡng, sửa chữa hoặc thay thế kéo cắt chỉ, dao đục lỗ
khuy, trụ kim, ổ máy, cụm zích zắc và khung trụ tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa các chi tiết, bộ phận theo
tiêu chuẩn kỹ thuật;- Lựa chọn, liệt kê được các chi tiết cần bảo dưỡng, sửa chữa,thay thế;- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ sửa chữa cơ khí;- Thực hiện quy trình bảo dưỡng, sửa chữa chi tiết máy.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy
thùa khuy ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy thùa khuy, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại ;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;- Pan me 0-25, 25-50;- Đồng hồ so;
107
- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng,sửa chữa và hiệu chỉnh đúng kỹthuật;- Các chi tiết sau khi bảo dưỡng,sửa chữa hoặc thay thế phải đạtcác yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửachữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn tiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;
- Quan sát cách bố trí khu vực làm việcso sánh với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
108
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: G08
I. MÔ TẢ CÔNG VIỆC:
- Lắp bộ phận biên cặp cá, con trượt, cam zích zắc;- Lắp bộ phận tạo mũi;- Lắp bộ phận kéo cắt chỉ và dao đục lỗ;- Lắp bộ phận dừng máy tự động, bàn ép vải và nắp máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được các bộ phận theo tiêu chuẩn kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ lắp ráp;-Thực hiện quy trình lắp ráp thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận của máy thùa khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC- Máy thùa khuy, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 10, 12, 13;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
109
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiết đúngkỹ thuật;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso sánh với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
110
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuật.Mã số công việc: G09
I. MÔ TẢ CÔNG VIỆC:- Hiệu chỉnh bàn ép vải, kéo cắt chỉ, dao đục lỗ khuy;- Hiệu chỉnh thời điểm và biên độ kim sang ngang, vị trí trụ kim và ổ;- Hiệu chỉnh thời điểm dừng máy tự động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy thùa khuy theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng cụ hiệu chỉnh hợp lý;
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;- Điều chỉnh các bộ phận, cơ cấu của thiết bị;- Kiểm tra các chỉ tiêu kỹ thuật cần thiết của các bộ phận, c ơ cấu.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy thùa khuy;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy thùa khuy, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy thùa khuy;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Giẻ lau;- Giấy trắng;- Clê dẹt 10,12, 14;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

111
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Máy thùa khuy sau khi hiệu chỉnhphải đạt chỉ tiêu kỹ thuật quy định;- Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra, so sánh với bảng tiêu chuẩnkỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so vơi quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, so với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn về an toàn và bảo hộ lao động.
112
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: H01
I. MÔ TẢ CÔNG VIỆC;- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử bằng tay;- Vận hành thử bằng điện;- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Thao tác vận hành máy thành thạo (bằng tay và bằng điện );- Phân tích, nhận biết, đánh giá được tình trạng của máy;- Xác định được những chi tiết, bộ phận cần bảo dưỡng,sửa chữa hoặc thay
thế.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành máy;- Sử dụng dụng cụ đo, kiểm tra;- Phân tích, nhận biết, đánh giá tình trạng của thiết bị.
2. Kiến thức:- Nguyên lý máy;- Điện kỹ thuật;- Các yêu cầu kỹ thuật của máy vắt sổ ;- Công nghệ tháo, lắp máy;- Các yêu cầu kỹ thuật của đường may vắt sổ;- Yêu cầu và tiêu chuẩn kỹ thuật của máy vắt sổ ;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ;- Kim máy vắt sổ;- Vải dệt thoi;- Chỉ may;- Tuốc nơ vít dẹt 150;- Bút viết, sổ ghi chép;- Kéo cắt chỉ;- Nguồn điện ba pha;- Bảng tiêu chuẩn kỹ thuật của máy vắt sổ ;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.

113
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng đường may trên sản phẩm.- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được nhữngchi tiết cần bảo dưỡng, sửa chữa;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, so sánh với tiêu chuẩn;
- So sánh với bảng tiêu chuẩn kỹ thuậtcủa đường may;- Kiểm tra so sánh với các thông sốtheo tài liệu kỹ thuật.- Quan sát, so sánh với đánh giá trênphiếu giao việc;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
114
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận dao xén mép vải.Mã số công việc: H02
I. MÔ TẢ CÔNG VIỆC:- Tháo nắp máy;- Tháo tấm kim;- Tháo giá bắt dao.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Tháo bộ phận dao xén mép vải đúng với tiêu chuẩn kỹ thuật ;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận dao xén mép vải;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy vắt sổ;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê 8, 10,12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
115
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận dao xénmép vải đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quy định- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.

116
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo móc chỉ của đường may vắt sổ.Mã số công việc: H03
I. MÔ TẢ CÔNG VIỆC:- Tháo mỏ móc chỉ trên, mỏ móc chỉ dưới;- Tháo giá đỡ mỏ móc chỉ trên và giá đỡ mỏ móc chỉ dưới;
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận móc chỉ đúng quy tr ình, phương pháp và đảm bảo yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận móc chỉ của đ ường may vắt sổ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Clê đầu chìm 4, 5, 6;- Clê 8, 10, 12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

117
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận móc chỉđúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
118
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo móc chỉ của đường may móc xích kép.Mã số công việc: H04
I. MÔ TẢ CÔNG VIỆC:- Tháo mỏ móc chỉ, giá đỡ mỏ móc chỉ của đường may móc xích kép;- Tháo biên truyền chuyển động cho giá đỡ mỏ móc chỉ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận móc chỉ đúng quy tr ình, phương pháp tháo và đảm bảo yêu
cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn thiết bị.
2.Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận móc chỉ của đường may móc xích
kép;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Clê đầu chìm 4, 5, 6;- Clê 8, 10, 12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

119
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận móc chỉcủa đường may móc xích kép đúngkỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy trìnhkỹ thuật;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
120
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận răng cưa đẩy, chân vịt ép nguyên liệu.Mã số công việc: H05
I. MÔ TẢ CÔNG VIỆC:- Tháo tấm kim, tháo chân vịt ép, tháo răng cưa đẩy;- Tháo biên truyền và cặp cá.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận răng cưa đẩy, chân vịt ép nguyên liệu đúng quy trình,
phương pháp và đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn thiết bị.
2. Kiến thức:- Công nghệ tháo các mối ghép ren ;- Nguyên lý, chi tiết máy;- Vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Yêu cầu kỹ thuật bộ phận răng cưa đẩy, chân vịt ép nguyên liệu;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

121
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận răng cưađẩy, chân vịt ép nguyên liệu đúngkỹ tuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
122
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận bơm dầu.Mã số công việc: H06
I. MÔ TẢ CÔNG VIỆC:- Tháo nắp máy, tháo các te dầu ;- Tháo bơm dầu, cánh quạt và lưới lọc dầu.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận bơm dầu đúng quy trình, phương pháp và đảm bảo yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận bơm dầu;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 250, 150;- Clê dẹt 10, 12, 13, 14;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .

123
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận bơmdầu đúng kỹ thuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét đầuvít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ình kỹthuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việc sovới tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
124
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Kiểm tra, bảo dưỡng, sửa chữa, lựa chọn chi tiết thay thếMã số công việc: H07
I. MÔ TẢ CÔNG VIỆC:- Bảo dưỡng, sửa chữa, hoặc thay thế dao xén mép vải;- Bảo dưỡng, sửa chữa, hoặc thay thế mỏ móc may vắt sổ;- Bảo dưỡng, sửa chữa, hoặc thay thế mỏ móc may móc xích kép ;- Bảo dưỡng, sửa chữa, hoặc thay thế răng cưa đẩy, chân vịt ép, bơm dầu.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng, hiệu chỉnh , sửa chữa hoặc thay thế các chi tiết, bộ
phận theo đúng quy trình và đảm bảo tiêu chuẩn kỹ thuật;- Xác định được các chi tiết cần bảo dưỡng, sửa chữa hoặc thay thế;- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh;- Thực hiện quy trình kiểm tra, bảo dưỡng, hiệu chỉnh;
- An toàn người và thiết bị.2. Kiến thức:
- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy
vắt sổ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại;- Clê dẹt các loại;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;- Đồng hồ so;
125
- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng,sửa chữa, thay thế, hiệu chỉnhđúng kỹ thuật;- Các chi tiết sau khi bảo dưỡng,sửa chữa hoặc thay thế phải đạtcác yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểmtra, bảo dưỡng, hiệu chỉnh và sửachữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;
- Kiểm tra chi tiết, so sánh với bảng tiêuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;
- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
126
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: H08
I. MÔ TẢ CÔNG VIỆC:- Lắp bộ phận bơm dầu;- Lắp biên truyền;- Lắp giá đỡ mỏ móc , mỏ móc;- Lắp dao xén mép vải.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp các bộ phận: bơm dầu, biên truyền, giá đỡ mỏ móc, mỏ móc, dao
xén mép vải đúng quy trình kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ lắp;- Thực hiện quy trình lắp chi tiết, bộ phận;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về, nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận của máy vắt sổ ;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy vắt sổ, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 8, 10, 12;- Clê đầu chìm 4, 5, 6;- Chày đồng 8;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
127
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtđúng kỹ thuật;- Các cụm chi tiết sau khi lắpphải đảm bảo yêu cầu kỹ thuật,không gãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
128
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuật.Mã số công việc: H09
I. MÔ TẢ CÔNG VIỆC:- Hiệu chỉnh bơm dầu;- Hiệu chỉnh mỏ móc chỉ đường may móc xích kép ;- Hiệu chỉnh mỏ móc chỉ đường may vắt sổ;- Hiệu chỉnh dao xén mép vải, chân vịt ép .
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được máy vắt sổ theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng cụ hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;- Thực hiện quy trình kiểm tra, hiệu chỉnh;
- An toàn người và thiết bị.2. Kiến thức;
- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy vắt sổ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy vắt sổ, bản vẽ lắp;- Khay đựng chi tiết;- Kim máy vắt sổ;- Tuốc nơ vít dẹt 250, 300, 150;- Clê đầu chìm 3, 4, 5, 6;- Clê dẹt 8, 10, 12;- Chỉ may;- Vải dệt thoi;- Dầu công nghiệp;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
129
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụmchi tiết đúng kỹ thuật;- Máy vắt sổ sau khi hiệu chỉnhphải đạt các yêu cầu kỹ thuật quyđịnh;-Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra máy, so sánh với bảng tiêuchuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức;-Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
130
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: I01
I. MÔ TẢ CÔNG VIỆC:- Quan sát và kiểm tra sơ bộ máy;- Vận hành thử;- Đánh giá sơ bộ tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Thao tác vận hành máy thành thạo;- Phân tích, nhận biết, đánh giá được tình trạng của máy;- Xác định được những vị trí chi tiết, bộ phận cần bảo dưỡng, sửa chữa
hoặc thay thế;
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành máy;- Phân tích, nhận biết, đánh giá tình trạng.
2. Kiến thức:- Nguyên lý máy ;- Các yêu cầu kỹ thuật của máy cắt vải đẩy tay;- Công nghệ tháo, lắp máy;- Kiểm tra chất lượng của vải khi cắt ;- Kiểm tra chất lượng máy cắt vải đẩy tay;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy cắt vải đẩy tay;- Vải các loại;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
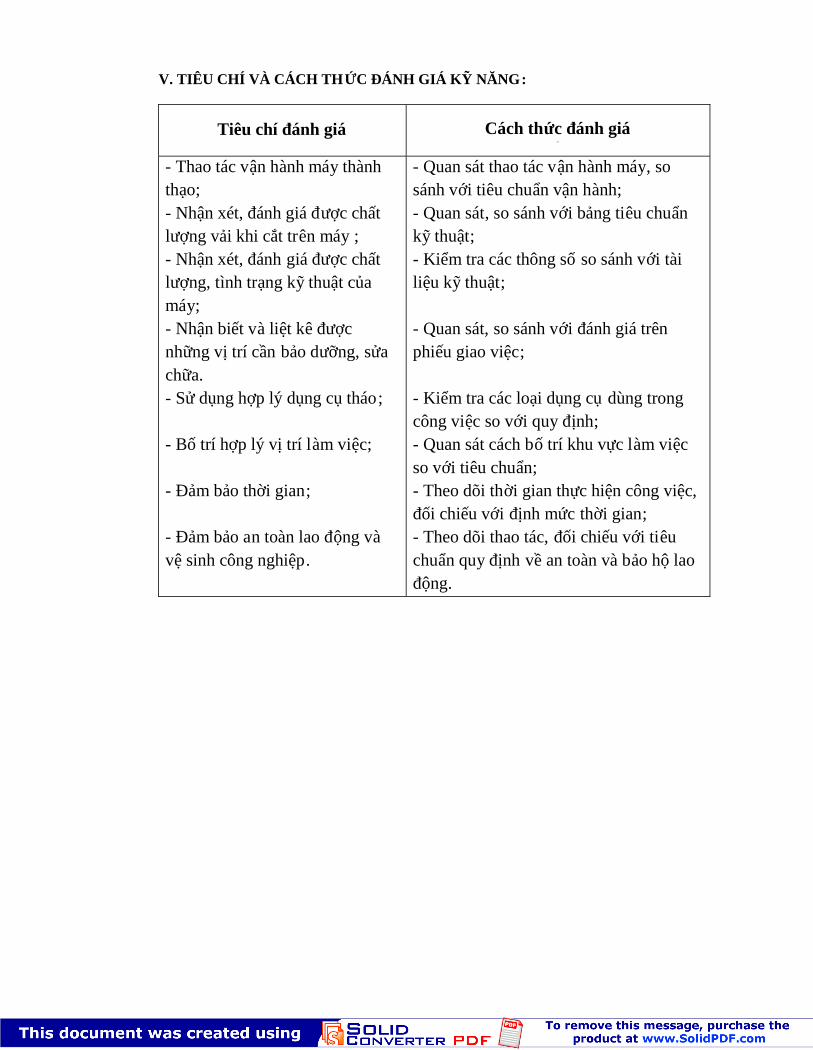
131
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng vải khi cắt trên máy ;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật củamáy;- Nhận biết và liệt kê đượcnhững vị trí cần bảo dưỡng, sửachữa.- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát thao tác vận hành máy, sosánh với tiêu chuẩn vận hành;- Quan sát, so sánh với bảng tiêu chuẩnkỹ thuật;- Kiểm tra các thông số so sánh với tàiliệu kỹ thuật;
- Quan sát, so sánh với đánh giá trênphiếu giao việc;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.

132
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận truyền động.Mã số công việc: I02
I. MÔ TẢ CÔNG VIỆC:- Tháo nắp máy;- Tháo rơ le, nút điều chỉnh rơ le;- Tháo động cơ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo các chi tiết đúng quy trình, phương pháp tháo và đảm bảo yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy cắt vải đẩy tay;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 150;- Clê 8, 10, 12 ;
- Chày đồng 10;- Búa nguội ;- Bút viết,sổ ghi chép;- Bản vẽ lắp của máy cắt vải đẩy tay ;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
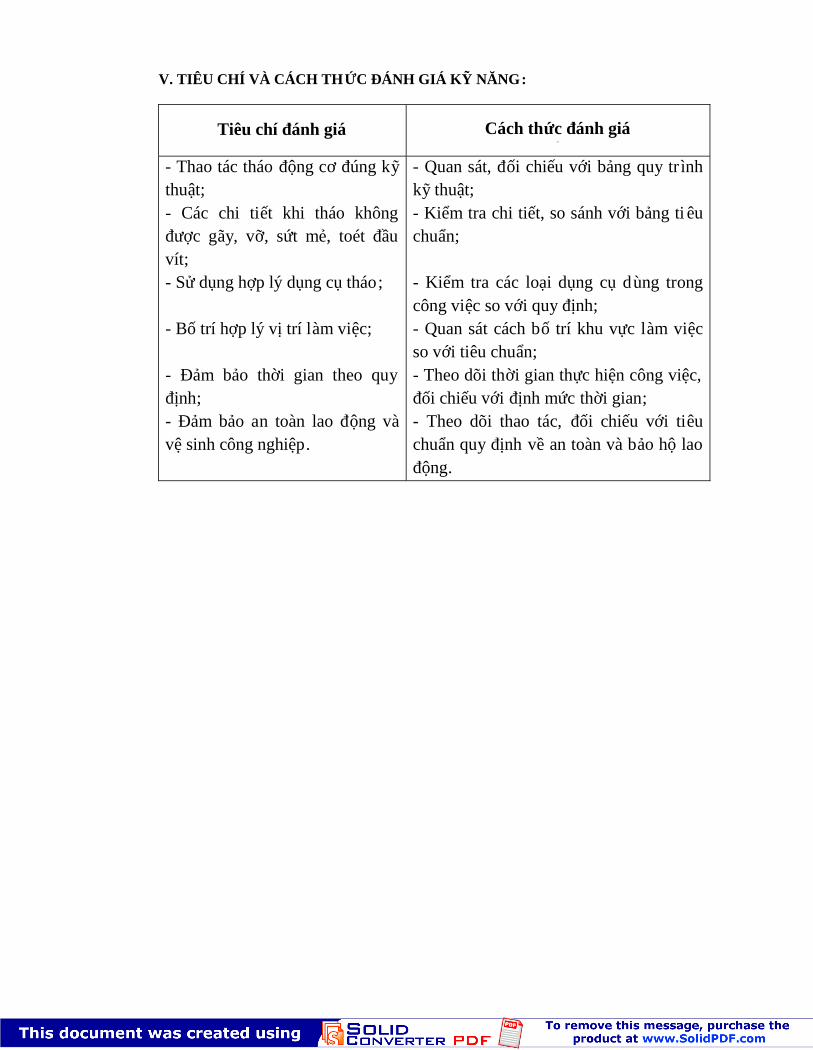
133
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo động cơ đúng kỹthuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét đầuvít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
134
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo biên truyền động.Mã số công việc: I03
I. MÔ TẢ CÔNG VIỆC- Tháo chân vịt, tháo ru lô mài dao;- Tháo vít hãm chốt biên, tháo biên.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận biên truyền động đúng quy trình, phương pháp và đảm bảo
yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy cắt vải đẩy tay;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít 150, 250;- Clê đầu chìm 2, 3, 4;- Búa nguội;- Chày đồng 10;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
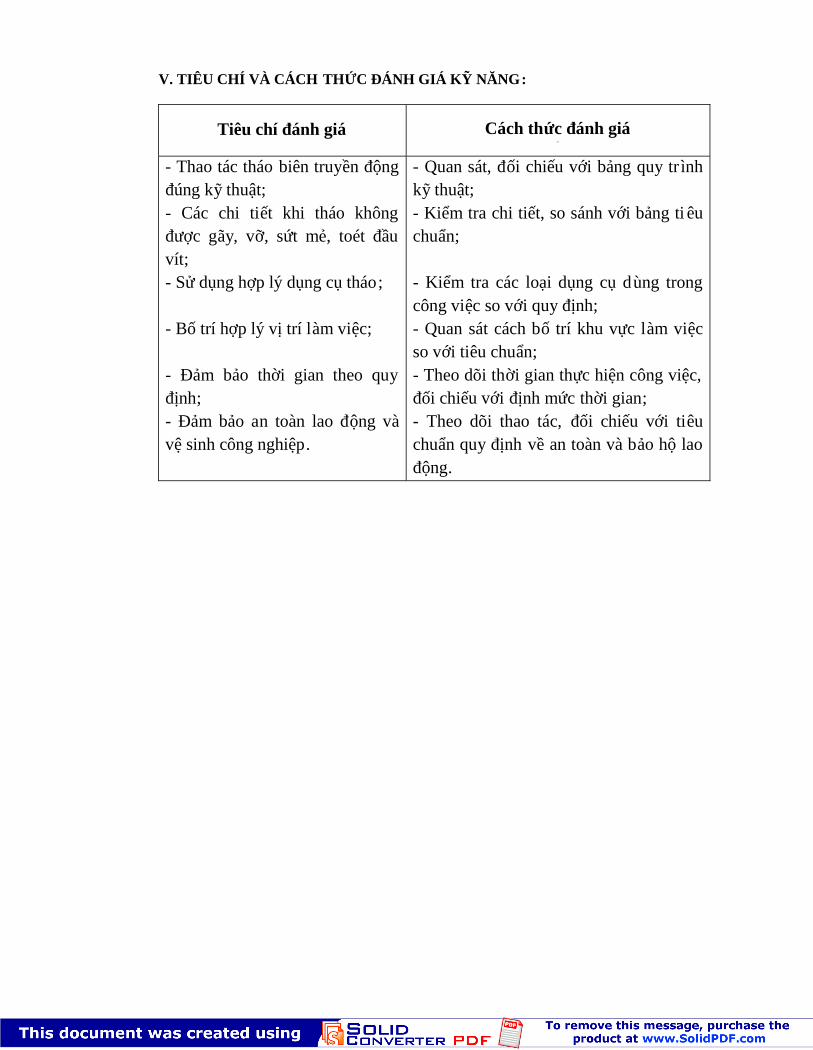
135
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo biên truyền độngđúng kỹ thuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét đầuvít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
136
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo cơ cấu cắt vải.Mã số công việc: I04
I. MÔ TẢ CÔNG VIỆC:- Tháo cơ cấu dẫn dao;- Tháo dao cắt.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo cơ cấu dao cắt vải đúng quy trình, phương pháp tháo và đảm bảo
yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của cơ cấu cắt vải máy cắt vải đẩy tay;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Máy cắt vải đẩy tay;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250,150;- Clê đầu chìm 2,3,4 ;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
137
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo cơ cấu cắt vảiđúng kỹ thuật;- Các chi tiết khi tháo khôngđược gãy, vỡ, sứt mẻ, toét đầuvít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
138
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bảo dưỡng, sửa chữa bộ phận biên, động cơ, dao cắt vảiMã số công việc: I05
I. MÔ TẢ CÔNG VIỆC:- Kiểm tra, bảo dưỡng,sửa chữa, hoặc thay thế biên truyền động;- Kiểm tra, bảo dưỡng,sửa chữa, hoặc thay thế động cơ;- Kiểm tra, bảo dưỡng,sửa chữa, hoặc thay thế dao cắt.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Kiểm tra, lựa chọn, liệt kê được các chi tiết cần bảo dưỡng, sửa chữahoặc thay thế;
- Bảo dưỡng,hiệu chỉnh , sửa chữa hoặc thay thế các chi tiết, bộ phận theotiêu chuẩn kỹ thuật;
- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh;- Thực hiện quy trình kiểm tra, bảo dưỡng, hiệu chỉnh;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy cắt
vải đẩy tay ;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải đẩy tay, bản vẽ lắp ;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;- Pan me 0-25, 25-50 ;
139
- Đồng hồ so;- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng,sửa chữa, thay thế, hiệu chỉnhđúng kỹ thuật;- Các chi tiết sau khi bảo dưỡng,sửa chữa, thay thế và hiệu chỉnhphải đúng yêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểmtra, bảo dưỡng, hiệu chỉnh và sửachữa- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy trìnhvà yêu cầu kỹ thuật;
- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;
- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
140
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa, thay thế.Mã số công việc: I06
I. MÔ TẢ CÔNG VIỆC:- Lắp động cơ;- Lắp rơ le điều khiển;- Lắp biên truyền ;- Lắp dao cắt và cơ cấu dẫn dao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được các cơ cấu theo tiêu chuẩn kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình lắp ráp;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về, nguyên lý làm việc, yêu cầu kỹ thuật máy cắt vải đẩy tay;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải đẩy tay, bản vẽ lắp ;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 10, 12;- Chày đồng 8;- Búa nguội;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.

141
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtđúng kỹ thuật;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
142
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuậtMã số công việc: I07
I. MÔ TẢ CÔNG VIỆC:- Hiệu chỉnh vị trí của dao cắt ;- Hiệu chỉnh góc đá mài dao;- Hiệu chỉnh khe hở cơ cấu dẫn dao.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Hiệu chỉnh được máy theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo thành thạo;- Lựa chọn dụng hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;- Thao tác vận hành thử, chỉnh định máy;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy cắt vải đẩy tay;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải đẩy tay, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 150;- Clê đầu chìm 2,3;- Dầu công nghiệp;- Giẻ lau;- Giấy trắng;- Clê dẹt 10,12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
143
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Máy cắt vải đẩy tay sau khi hiệuchỉnh phải đạt các yêu cầu kỹ thuậtquy định;-Sử dụng hợp lý dụng cụ hiệu chỉnh;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra, so sánh với bảng ti êuchuẩn của thiết bị;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;-Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
144
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành máy kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: K01
I. MÔ TẢ CÔNG VIỆC:- Quan sát và kiểm tra sơ bộ máy;- Vận hành máy bằng tay;- Vận hành máy bằng điện;- Đánh giá tình trạng kỹ thuật của máy.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành máy thành thạo (bằng tay và băng điện);- Phân tích, nhận biết, đánh giá được tình trạng của máy;- Xác định được những vị trí chi tiết, bộ phận cần bảo dưỡng, sửa chữa,
thay thế, hiệu chỉnh;- Sử dụng cụ tháo thành thạo.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành máy;- Sử dụng dụng cụ đo, kiểm tra;- Phân tích, nhận biết, đánh giá tình trạng thiết bị;
2. Kiến thức:- Nguyên lý máy ;- Điện kỹ thuật ;- Các yêu cầu kỹ thuật của máy cắt vải vòng;- Công nghệ tháo, lắp máy;- Kiểm tra chất lượng của vết cắt;- Kiểm tra chất lượng máy cắt vải vòng;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy cắt vải vòng;- Vải các loại;- Bút viết, sổ ghi chép;- Nguồn điện ba pha;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh,thông thoáng .
145
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;
- Nhận xét, đánh giá được chấtlượng vết căt khi cắt trên máy;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được nhữngvị trí cần bảo dưỡng, sửa chữa, thaythế, hiệu chỉnh;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát thao tác vận hành so sánhvới tiêu chuẩn;- So sánh với bảng tiêu chuẩn kỹthuật;- Kiểm tra so sánh với các các thôngsố theo tài liệu kỹ thuật;- Quan sát, so sánh với đánh giá trênphiếu giao việc;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
146
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận truyền động.Mã số công việc: K02
I. MÔ TẢ CÔNG VIỆC- Tháo nắp che chắn máy;- Tháo động cơ;- Tháo bánh đai .
II. CÁC TIÊU CHÍ THỰC HIỆN :- Tháo nắp máy, động cơ, Puly đúng quy trình, phương pháp và đảm
bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải vòng;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250,300;- Clê 10,12,13.17,19,22 ;- Bút viết, sổ ghi chép;- Bản vẽ lắp của máy cắt vải vòng;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
147
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo động cơ đúng kỹthuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét đầu vít;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quyđịnh;- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
148
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo ru-lo và dây đai (của dao cắt).Mã số công việc: K03
I. MÔ TẢ CÔNG VIỆC:- Tháo cơ cấu căng đai;- Tháo dây đai;- Tháo rulô dẫn trên;- Tháo rulô dẫn dưới;- Tháo rulô chủ động.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo các bộ phận đúng trình tự, đúng phương pháp và đảm bảo yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý .
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật cơ cấu căng đai, cơ cấu đai;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Máy cắt vải vòng;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê 10, 12,14,17,19;- Búa nguội;- Tống chốt 4 ;
- Chày đồng 20;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
149
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo rulô và dây đai đúngkỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thờigian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.

150
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo cơ cấu mài dao.Mã số công việc: K04
I. MÔ TẢ CÔNG VIỆC:- Tháo đá mài;- Tháo càng gạt đá mài;- Tháo giá đỡ đá mài;-Tháo trục đá mài.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo các bộ phận đúng trình tự, đúng phương pháp và đảm bảo yêu cầu
kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình tháo;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận mài dao máy cắt vải vòng;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải vòng;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Búa nguội;- Chày đồng 8;
- Tống chốt 4 ;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
151
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận mài daomáy cắt vải vòng đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
152
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bảo dưỡng, sửa chữa, thay thế chi tiết.Mã số công việc: K05
I. MÔ TẢ CÔNG VIỆC:- Kiểm tra, bảo dưỡng, sửa chữa hoặc thay thế động c ơ;- Kiểm tra, bảo dưỡng, sửa chữa hoặc thay thế ru-lo, dây đai;- Kiểm tra, bảo dưỡng, sửa chữa hoặc thay thế chi tiết trong cơ cấu mài
dao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, lựa chọn, liệt kê được các chi tiết cần bảo dưỡng, sửa chữa
hoặc thay thế;- Bảo dưỡng,hiệu chỉnh , sửa chữa hoặc thay thế các chi tiết, bộ phận theo
tiêu chuẩn kỹ thuật;- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh;- Thực hiện quy trình kiểm tra, bảo dưỡng, hiệu chỉnh;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các chi tiết, bộ phận trên máy cắt
vải vòng;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải vòng, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại ;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;
153
- Pan me 0-25, 25-50;- Đồng hồ so;- Giẻ lau;- Dũa công nghệ các loại ;- Đá mài thanh;- Dầu diesel ;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng, hiệuchỉnh và sửa chữa đúng kỹ thuật;- Các chi tiết sau khi bảo dưỡng, sửachữa hoặc thay thế phải đảm bảo cácyêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửa chữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn kỹ thuật;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
154
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa, thay thế.Mã số công việc: K06
I. MÔ TẢ CÔNG VIỆC:- Lắp động cơ;- Lắp rulô, đai, cơ cấu căng đai;- Lắp cơ cấu mài dao.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Lắp được các cơ cấu theo tiêu chuẩn kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thực hiện quy trình lắp ráp;- An toàn người và thiết bị.
2.Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật ;- Kiến thức về, nguyên lý làm việc, yêu cầu kỹ thuật của động cơ, rulô, đai,
cơ cấu căng đai, cơ cấu đá mài dao máy cắt vải vòng ;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải vòng, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 13, 14, 24,27;- Chày đồng 8;- Búa nguội;- Tống chốt 4;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
155
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiếtđúng kỹ thuật;- Các cụm chi tiết sau khi lắpphải đảm bảo yêu cầu kỹ thuật,không gãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động vàvệ sinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảng ti êuchuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn quy định;- Theo dõi thời gian thực hiện công việc,đối chiếu với định mức thời gian;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộ laođộng.
156
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh máy đảm bảo các thông số kỹ thuật.Mã số công việc: K07
I. MÔ TẢ CÔNG VIỆC:- Hiệu chỉnh lực căng đai, độ thẳng của đai ;- Hiệu chỉnh góc đá mài dao;- Hiệu chỉnh khe hở cơ cấu dẫn dao.
II. CÁC TIÊU CHÍ THỰC HIỆN :
- Hiệu chỉnh được máy theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo thành thạo;- Lựa chọn dụng hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ đo kiểm;- Thao tác vận hành thử, chỉnh định máy;- An toàn người và thiết bị.
2.Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong máy cắt vải vòng;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Máy cắt vải vòng, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Giẻ lau;- Giấy trắng;- Clê dẹt 10,12;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
157
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Máy cắt vải vòng sau khi hiệuchỉnh phải đạt các yêu cầu kỹ thuậtquy định;-Sử dụng hợp lý dụng cụ hiệu chỉnh;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra, so sánh với bảng ti êuchuẩn của thiết bị;
- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;-Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
158
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vận hành và kiểm tra sơ bộ tình trạng thiết bị.Mã số công việc: L01
I. MÔ TẢ CÔNG VIỆC:- Quan sát và kiểm tra sơ bộ thiết bị;- Vận hành thử, đánh giá sơ bộ tình trạng kỹ thuật của thiết bị.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thao tác vận hành sử dụng thành thạo;- Phân tích, nhận biết, đánh giá được tình trạng của thiết bị;- Xác định được những chi tiết, bộ phận cần phải bảo dưỡng, sửa chữa.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Thao tác vận hành máy;- Sử dụng dụng cụ đo, kiểm tra;- Phân tích, nhận biết, đánh giá tình trạng của thiết bị.
2. Kiến thức:- Nguyên lý máy;- Điện kỹ thuật;- Các yêu cầu kỹ thuật của bàn là hơi;- Công nghệ tháo, lắp máy;- Kiểm tra chất lượng sản phẩm;- Kiểm tra tình trạng kỹ thuật của bàn là hơi;- An toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi;- Vải dệt thoi các loại;- Bút viết, sổ ghi chép.- Kéo cắt chỉ;- Nguồn điện 1 pha - 220V- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng.
159
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác vận hành máy thànhthạo;- Nhận xét, đánh giá được chấtlượng sản phẩm khi là thử;- Nhận xét, đánh giá được chấtlượng, tình trạng kỹ thuật của máy;- Nhận biết và liệt kê được nhữngchi tiết cần bảo dưỡng, sửa chữa;- Sử dụng hợp lý dụng cụ tháo;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, so sánh với tiêu chuẩn;
- So sánh với bảng tiêu chuẩn kỹ thuậtcủa sản phẩm;- Kiểm tra so sánh với các thông sốtheo tài liệu kỹ thuật;- Quan sát, so sánh với đánh giá trênphiếu giao việc;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
160
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận gia nhiệt.Mã số công việc: L02
I. MÔ TẢ CÔNG VIỆC:- Tháo nắp bàn là, công tắc điện;- Tháo bộ phận gia nhiệt.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo các bộ phận bộ phận đúng quy trình, phương pháp và đảm bảo yêu
cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thao tác tháo, thực hiện trình tự tháo chi tiết;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận gia nhiệt của b àn là hơi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 150;- Clê dẹt 10, 12, 13;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
161
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận gia nhiệtđúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ, toét vít;- Sử dụng hợp lý dụng cụ tháo .
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
162
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận điều chỉnh nhiệt độ.Mã số công việc: L03
I. MÔ TẢ CÔNG VIỆC:- Tháo núm điều chỉnh nhiệt độ đặt;- Tháo Rơ-le nhiệt.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận điều chỉnh nhiệt độ bàn là hơi đúng trình tự, đúng phương
pháp và đảm bảo yêu cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thao tác tháo, thực hiện trình tự tháo chi tiết;- An toàn người và thiết bị.
2. Kiến thức:- Kiến thức về công nghệ tháo các mối ghép ren (bu lông,vít) ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận gia nhiệt của b àn là hơi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300, 150;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
163
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận điều chỉnhnhiệt độ bàn là hơi đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quy định ;-Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
164
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tháo bộ phận cấp nước.Mã số công việc: L04
I. MÔ TẢ CÔNG VIỆC:- Tháo bình chứa;- Tháo tuy-o, van cấp nước.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Tháo bộ phận cấp nước đúng quy trình, phương pháp tháo và đảm bảo yêu
cầu kỹ thuật;- Thao tác tháo thành thạo;- Lựa chọn dụng cụ tháo hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ;- Thao tác tháo, thực hiện trình tự tháo chi tiết;
- An toàn người và thiết bị.2. Kiến thức:
- Kiến thức về công nghệ tháo các mối ghép ren ;- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật bộ phận cấp nước bàn là hơi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi;- Bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 300,150;- Clê dẹt10, 12;- Kìm thông dụng;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
165
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác tháo bộ phận cấp nướcbàn là hơi đúng kỹ thuật;- Các chi tiết khi tháo không đượcgãy, vỡ, sứt mẻ;- Sử dụng hợp lý dụng cụ tháo ;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quy tr ìnhkỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làm việcso với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với thời gian quy định ;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
166
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bảo dưỡng, sửa chữa, lựa chọn chi tiết thay thế.Mã số công việc: L05
I. MÔ TẢ CÔNG VIỆC:- Bảo dưỡng, sửa chữa, hoặc thay thế chi tiết trong bộ phận gia nhiệt ;- Bảo dưỡng, sửa chữa, hoặc thay thế núm vặn, Rơle nhiệt, van nước, nam
châm điện.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa các chi tiết, bộ phận theo
tiêu chuẩn kỹ thuật;- Lựa chọn, liệt kê được các chi tiết cần phải sửa chữa v à hiệu chỉnh;- Thao tác kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa thành thạo;- Lựa chọn dụng cụ kiểm tra, bảo dưỡng, hiệu chỉnh và sửa chữa hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng dụng cụ kiểm tra, sửa chữa;- Thực hiện quy trình bảo dưỡng, sửa chữa;
- An toàn người và thiết bị.2. Kiến thức:
- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về dụng cụ đo kiểm;- Kiến thức về cấu tạo, nguyên lý làm việc các bộ phận trên bàn là hơi;- Kiến thức về bảo dưỡng máy;- Kiến thức về gia công chế tạo cơ khí;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt các loại;- Clê dẹt các loại;- Mỏ lết 300;- Thước cặp 1/50;- Đồng hồ đo điện vạn năng ;- Giẻ lau;- Dũa công nghệ các loại;
167
- Đá mài thanh;- Dầu diesel ;- Mỡ công nghiệp;- Các chi tiết cần thay thế;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác kiểm tra, bảo dưỡng, sửachữa, thay thế, hiệu chỉnh đúng kỹthuật;- Các chi tiết sau khi bảo dưỡng,sửa chữa hoặc thay thế phải đạt cácyêu cầu kỹ thuật;- Sử dụng hợp lý dụng cụ kiểm tra,bảo dưỡng, hiệu chỉnh và sửa chữa;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian theo quy định ;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;
- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
168
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Lắp ráp các cơ cấu đã bảo dưỡng, sửa chữa.Mã số công việc: L06
I. MÔ TẢ CÔNG VIỆC:- Lắp ráp bộ phận cấp nước;- Lắp ráp bộ phận điều chỉnh nhiệt độ ;- Lắp ráp bộ phận gia nhiệt.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Lắp được các bộ phận theo tiêu chuẩn kỹ thuật;- Thao tác lắp thành thạo;- Lựa chọn dụng cụ lắp hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng các dụng cụ lắp ráp;- Thực hiện trình tự, quy trình;
- An toàn người và thiết bị.2. Kiến thức:
- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về nguyên lý làm việc, yêu cầu kỹ thuật của các chi tiết, bộ
phận của bàn là hơi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Bàn là hơi, bản vẽ lắp;- Khay đựng chi tiết;- Tuốc nơ vít dẹt 250, 300, 150;- Clê dẹt 10, 12, 24, 27;- Giẻ lau;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
169
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác lắp các cụm chi tiết đúngkỹ thuật;- Các cụm chi tiết sau khi lắp phảiđảm bảo yêu cầu kỹ thuật, khônggãy vỡ, bó kẹt;- Sử dụng hợp lý dụng cụ lắp;
- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra chi tiết, so sánh với bảngtiêu chuẩn;
- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.
170
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Hiệu chỉnh bàn là đảm bảo thông số kỹ thuật.Mã số công việc: L07
I. MÔ TẢ CÔNG VIỆC:- Hiệu chỉnh rơle nhiệt;- Hiệu chỉnh lượng nước cấp cho bàn là.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Hiệu chỉnh được bàn là hơi theo đúng tiêu chuẩn kỹ thuật;- Thao tác hiệu chỉnh thành thạo;- Lựa chọn dụng hiệu chỉnh hợp lý.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng các dụng cụ kiểm tra, hiệu chỉnh;- Thực hiện trình tự, quy trình;
- An toàn người và thiết bị.2. Kiến thức:
- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về yêu cầu kỹ thuật của các bộ phận trong bàn là hơi;- Kiến thức về an toàn lao động và tổ chức sản xuất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Bàn là hơi, bản vẽ lắp;- Khay đựng chi tiết;- Kim bàn là hơi;- Tuốc nơ vít dẹt 250, 300, 150;- Dầu công nghiệp;- Đồng hồ đo điện vạn năng ;- Nhiệt kế;- Giẻ lau;- Clê dẹt 10,12, 14;- Bút viết, sổ ghi chép;- Bảng tiêu chuẩn kỹ thuật;- Nhà xưởng sửa chữa đủ ánh sáng, vệ sinh, thông thoáng .
171
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Thao tác hiệu chỉnh các cụm chitiết đúng kỹ thuật;- Thiết bị sau khi hiệu chỉnh phảiđạt các yêu cầu kỹ thuật quy định;- Sử dụng hợp lý dụng cụ hiệuchỉnh;- Bố trí hợp lý vị trí làm việc;
- Đảm bảo thời gian;
- Đảm bảo an toàn lao động và vệsinh công nghiệp.
- Quan sát, đối chiếu với bảng quytrình kỹ thuật;- Kiểm tra thiết bị, so sánh với bảngtiêu chuẩn kỹ thuật;- Kiểm tra các loại dụng cụ dùng trongcông việc so sánh với quy định;- Quan sát cách bố trí khu vực làmviệc so với tiêu chuẩn;- Theo dõi thời gian thực hiện côngviệc, đối chiếu với định mức;- Theo dõi thao tác, đối chiếu với tiêuchuẩn quy định về an toàn và bảo hộlao động.

172
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bồi dưỡng kiến thức chuyên môn, tay nghề.Mã số công việc: M01
I. MÔ TẢ CÔNG VIỆC:- Học tập, cập nhật các kiến thức chuyên môn;- Rèn luyện tay nghề.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Có kiến thức chuyên môn vững vàng, đáp ứng được yêu cầu công việc;- Bảo dưỡng, hiệu chỉnh và sửa chữa được các thiết bị trong ngành may;- Sử dụng thành thạo các dụng cụ, trang thiết bị trong công việc;- Thao tác nhanh, chính xác, đảm bảo kỹ thuật, nâng cao năng suất .
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Phân tích, tổng hợp, tư duy độc lập;- Tự rèn luyện nâng cao kiến thức chuyên môn và tay nghề.
2. Kiến thức:- Kiến thức về nguyên lý, chi tiết máy;- Kiến thức về vật liệu cơ khí, vẽ kỹ thuật, cơ kỹ thuật;- Kiến thức về điện - điện tử;- Kiến thức về tự động hóa;- Ngoại ngữ;- Mạng Internet.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Các tài liệu kỹ thuật về nguyên lý, chi tiết máy;- Các tài liệu kỹ thuật về vật liệu cơ khí;- Các tài liệu kỹ thuật về điện - điện tử;- Các tài liệu kỹ thuật về tự động hóa;- Giấy, bút, vở ghi chép;- Các thiết bị nghe nhìn, máy vi tính;- Các dụng cụ, phần mềm trợ giúp cho đồ họa, vẽ kỹ thuật;- Các thiết bị dùng trong ngành May;- Các vật liệu kỹ thuật của các thiết bị d ùng trong ngành May;- Các tài liệu và trang thiết bị dùng cho học ngoại ngữ chuyên ngành.
173
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Khả năng ứng dụng kiến thứcchuyên môn vào việc thực hiệncông việc;- Mức độ sử dụng thành thạo cácdụng cụ sửa chữa cơ khí cầm tay;- Mức độ chính xác về thực hiệnbảo dưỡng, sửa chữa, hiệu chỉnhcác thiết bị sử dụng trong ngànhmay công nghiệp;- Mức độ phù hợp về thời gian sovới định mức.
- Kiểm tra mức độ đạt tiêu chuẩn kỹthuật của sản phẩm;
- Quan sát, kiểm tra, đánh giá mức độđảm bảo thông số kỹ thuật;- Quan sát, kiểm tra các thiết bị, máymóc sau khi được bảo dưỡng, hiệuchỉnh và sửa chữa, đối chiếu với tiêuchuẩn kỹ thuật;- Theo dõi thời gian thực tế về bảodưỡng, hiệu chỉnh và sửa chữa cácthiết bị, máy móc đối chiếu với địnhmức thời gian.
174
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bồi dưỡng kiến thức về tin học, ngoại ngữ.Mã số công việc: M02
I. MÔ TẢ CÔNG VIỆC:- Bồi dưỡng kiến thức về tin học;- Bồi dưỡng kiến thức về ngoại ngữ chuyên ngành.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Ứng dụng các kiến thức về tin học để tra cứu các ứng dụng khoa học
công nghệ tiên tiến trong lĩnh vực chuyên môn;- Sử dụng các phần mềm về đồ họa để vẽ các bản vẽ kỹ thuật;- Đọc được các tài liệu chuyên môn bằng tiếng Anh.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng máy vi tính trong soạn thảo và vẽ kỹ thuật;- Nghe, nói, đọc, viết tiếng Anh chuyên ngành trình độ B.
2. Kiến thức:- Kiến thức về máy tính văn phòng;- Kiến thức về Autocat;- Kiến thức về Internet;- Kiến thức về tiếng Anh chuyên ngành May.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :
- Các tài liệu kỹ thuật về thiết bị may bằng tiếng Anh;- Các giáo trình về tiếng Anh chuyên ngành;- Các tài liệu kỹ thuật về điện - điện tử bằng tiếng Anh;- Các tài liệu kỹ thuật về tự động hóa bằng tiếng Anh;- Giấy, bút, vở ghi chép;- Các thiết bị nghe nhìn, máy vi tính;- Phần mềm trợ giúp cho đồ họa, vẽ kỹ thuật.
175
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Độ chuẩn xác về khả năng đọc hiểucác văn bản kỹ thuật bằng tiếng Anhchuyên môn ngành may;- Mức độ ứng dụng các phần mềm trợgiúp cho vẽ kỹ thuật cơ khí và tra cứucác ứng dụng tiến bộ khoa học trongcác thiết bị may;- Độ phù hợp về thời gian đo so vớiđịnh mức.
- Nghe, quan sát, đánh giá đốichiếu với đáp án;
- Đánh giá và so sánh với yêu cầucông việc về: năng suất, chất lượng;
- Theo dõi thời gian thực tế đốichiếu với định mức thời gian.
176
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Bồi dưỡng kiến thức về kinh tế, chính trị.Mã số công việc: M03
I. MÔ TẢ CÔNG VIỆC:
- Bồi dưỡng kiến thức về kinh tế thị trường;- Bồi dưỡng kiến thức về chính trị xã hội.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Vận dụng được các kiến thức về kinh tế thị tr ường vào thực tế sản xuấtkinh doanh của đơn vị, doanh nghiệp công tác;
- Vận dụng được các kiến thức về chính trị xã hội để thực hiện đúng chế độchính sách và pháp luật ở doanh nghiệp và nơi cư trú.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Tiếp thu, phân tích, tư duy độc lập;- Vận dụng sáng tạo.
2. Kiến thức:- Kiến thức về kinh tế;- Kiến thức về Marketing;- Kiến thức về tâm lý học;- Kiến thức về xã hội học.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Các tài liệu về kinh tế học;- Các giáo trình về kinh tế thị trường;- Các tài liệu về tâm lý học;- Các tài liệu về xã hội học;- Giấy, bút, vở ghi chép;- Các thiết bị nghe nhìn, máy vi tính;- Mạng Internet.
177
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Độ chuẩn xác về vận dụng cácquy luật kinh tế vào thực tế sảnxuất tại doanh nghiệp;- Độ chuẩn xác về vận dụng cácquy luật chính trị, xã hội vàothực tế cuộc sống và xã hội nướcta;- Độ phù hợp về quản lý kinh tếở doanh nghiệp.
- So sánh giữa thực tế quản lý sản xuấttại doanh nghiệp với các quy luật kinh tế;
- So sánh giữa tổ chức hoạt động của cáctổ chức chính trị xã hội với chủ trương,đường lối của nhà nước, các bộ luật vềquản lý xã hội;- So sánh giữa phương thức quản lý kinhtế tại doanh nghiệp với các bộ luật kinhtế nhà nước.
178
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Tìm hiểu về các chế độ, chính sách lao động.Mã số công việc: M04
I. MÔ TẢ CÔNG VIỆC:- Tìm hiểu, học tập các chế độ quy định về nghĩa vụ v à quyền lợi của người
lao động;- Tìm hiểu, học tập về các chính sách và luật lao động của nhà nước ta.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Vận dụng được các kiến thức về chế độ của ng ười lao động vào thực tế
của đơn vị, doanh nghiệp công tác;- Vận dụng được các chính sách và luật lao động vào thực tế tại doanh
nghiệp và nơi cư trú.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Tiếp thu, phân tích, tư duy độc lập;- Vận dụng sáng tạo.
2. Kiến thức:- Kiến thức về kinh tế;- Kiến thức về xã hội;- Kiến thức về luật lao động;- Kiến thức về chính sách xã hội;- Các quy định về quyền lợi và nghĩa vụ của người lao động.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Các tài liệu về kinh tế học;- Các giáo trình về kinh tế thị trường;- Các tài liệu về tâm lý học;- Các tài liệu về xã hội học;- Các tài liệu về luật lao động;- Giấy, bút, vở ghi chép;- Các thiết bị nghe nhìn, máy vi tính;- Mạng Internet.
179
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Độ chuẩn xác về vận dụng cácchế độ của người lao động vào thựctế tại doanh nghiệp;- Độ chuẩn xác về vận dụng cácchính sách của nhà nước về laođộng xã hội vào thực tế tại cơ sở;- Độ phù hợp về thời gian so vớiyêu cầu.
- So sánh giữa chế độ đãi ngộ củangười lao động đang được hưởng vớichế độ quy định;- So sánh giữa việc sử dụng lao độngthực tế với chế độ nhà nước quy định;
- Kiểm tra kiến thức về các chế độchính sách lao động, so sánh với thờigian yêu cầu.
180
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Đào tạo thợ bậc dưới.Mã số công việc: M05
I. MÔ TẢ CÔNG VIỆC:- Lập kế hoạch, xúc tiến đào tạo;- Đánh giá kết quả đào tạo chuyên môn trình độ cấp dưới.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Mục tiêu đào tạo phải phù hợp với nhu cầu xã hội, nhu cầu của nơi sử
dụng lao động;- Nội dung, chương trình đào tạo phải đáp ứng được các mục tiêu đào tạo
đã đặt ra;- Kiến thức truyền đạt cho học viên phải là các kiến thức, kỹ năng mới,
đảm bảo mục tiêu, mang lại những hiệu quả thiết thực cho học vi ên;- Đánh giá khách quan, chính xác kết quả sau khoá học;- Công tác tổ chức, đánh giá phải được thực hiện một cách nghiêm túc.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Lập kế hoạch;- Tổ chức, giám sát;- Quản lý.
2. Kiến thức:- Kiến thức về tổ chức, quản lý công tác đào tạo;- Kiến thức về phương pháp đánh giá kết quả và xếp loại.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Chương trình khung của Bộ, ngành liên quan;- Các biểu mẫu lập kế hoạch;- Giáo trình các môn học, các module;- Hệ thống câu hỏi, cơ sở vật chất tổ chức thi, kiểm tra;- Đội ngũ giảng viên;- Cơ sở vật chất phục vụ cho đào tạo;- Vật tư trang thiết bị.
181
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Mức độ phù hợp của mục tiêu đàotạo so với nhu cầu của thị trườnglao động;- Mức độ phù hợp của nội dung,chương trình so với mục tiêu đàotạo, điều kiện giảng dạy và học tập;- Mức độ chính xác trong việc đánhgiá kết quả đào tạo.
- Quan sát, đánh giá so sánh với yêucầu của thị trường lao động.
- Đánh giá kết quả đào tạo, so sánhvới mục tiêu đào tạo.
- Lấy ý kiến đánh giá của nhà quản lýsử dụng người lao động vừa đượcnâng cao trình độ so sánh với kết quảđánh giá chủ quan tại cơ sở.
182
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Thực hiện các biện pháp an toàn lao động vàphòng chống cháy nổ
Mã số công việc: N01
I. MÔ TẢ CÔNG VIỆC:- Thực thi các biện pháp để đảm bảo an to àn lao động;- Thực thi các biện pháp phòng chống cháy nổ.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Thực hiện đúng các quy định pháp quy về an toàn lao động;- Thực hiện đúng các quy định về trang bị bảo hộ lao động;- Thực hiện đúng nội quy vận hành, sử dụng thiết bị.- Chuẩn bị đầy đủ các phương tiện phòng chống cháy nổ;- Thao tác thành thạo các phương tiện phòng chống cháy nổ;- Thường xuyên tổ chức luyện tập các phương án phòng chống cháy nổ
theo định kỳ.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng các trang bị bảo hộ lao động;- Sử dụng, vận hành an toàn các thiết bị;- Sử dụng các trang bị phòng cháy, chữa cháy;- Lập phương án và tổ chức luyện tập các phương án chữa cháy.
2. Kiến thức:- Kiến thức về an toàn lao động;- Kiến thức về môi trường;- Kiến thức về phòng cháy, chữa cháy;- Kiến thức về an toàn thiết bị điện.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC:- Văn bản pháp quy an toàn về người lao động Việt Nam;- Dụng cụ và trang phục bảo hộ lao động;- Tài liệu hướng dẫn sử dụng thiết bị;- Tài liệu về luật, các nghị định, thông tư về phòng chống cháy nổ;- Sơ đồ mặt bằng khu vực cần phòng chống cháy nổ;- Tài liệu về đặc điểm, tính chất hoạt động của khu vực cần PCCN;- Sổ sách ghi chép, thống kê, các tài liệu về phương tiện PCCN;- Các bảng hiệu lệnh, hướng dẫn, cảnh báo;- Các phương tiện chữa cháy.
183
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG:
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Mức độ thực hiện các quy địnhpháp quy về an toàn lao động;- Mức độ thực hiện đúng quyđịnh về trang bị bảo hộ lao động;
- Mức độ thành thạo về việc sửdụng các phương tiện phòngcháy, chữa cháy;- Mức độ phù hợp của phương ánphòng chống cháy nổ.
- Quan sát, đánh giá so với văn bản phápquy an toàn lao động;- Quan sát, đánh giá so với quy địnhtrang bị bảo hộ lao động cho từng côngviệc;- Giám sát các thao tác của người thợ sosánh với quy định vận hành, sử dụngthiết bị phòng cháy, chữa cháy;- Quan sát, đối chiếu với các yêu cầu:
* Tính hiệu quả,* Thuận tiện,* Kinh tế.
184
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Cấp cứu người bị điện giậtMã số công việc: N02
I. MÔ TẢ CÔNG VIỆC:- Bằng các biện pháp kỹ thuật an toàn tách nạn nhân ra khỏi nguồn điện;- Sơ cứu và chuyển nạn nhân đến cơ sở y tế gần nhất.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Chuẩn bị nhanh những phương tiện an toàn cho người cứu và những dụng
cụ để tách nạn nhân ra khỏi khu vực có điện;- Nhanh chóng đến nơi nạn nhân bị điện giật;- Xác định nhanh và chính xác nguyên nhân xảy ra tai nạn;- Dùng dụng cụ, phương tiện hợp lý, an toàn để tách nạn nhân ra khỏi khu
vực nguy hiểm;- Chọn phương pháp sơ cứu hợp lý tùy theo tình trạng nạn nhân;- Chọn vị trí thích hợp để sơ cứu nạn nhân;- Thực hiện đúng phương pháp sơ cứu;- Chọn phương tiện hợp lý để đưa nạn nhân đến cơ sở y tế gần nhất.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng các trang bị an toàn về điện;- Sơ cứu nạn nhân;- Di chuyển nạn nhân khi có chấn thương.
2. Kiến thức:- Biết các nguyên nhân gây ra tai nạn về điện;- Biết các phương tiện, dụng cụ an toàn khi cứu người bị điện giật;- Biết phương pháp an toàn để tách nạn nhân ra khỏi nguồn đ iện;- Biết xác định sơ bộ về tình trạng của nạn nhân;- Biết chọn vị trí sơ cứu nạn nhân;- Biết phương pháp sơ cứu nạn nhân;- Biết các thông tin chọn phương pháp di chuyển nạn nhân hợp lý đến cơ sở
y tế gần nhất.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Các dụng cụ cách điện để tách nạn nhân ra khỏi nguồn điện;- Các trang bị an toàn điện;- Các thông tin liên quan đến tình huống xảy ra tai nạn;- Các dụng cụ y tế cấp cứu thông thường;
185
- Phương tiện liên lạc;- Các phương tiện để di chuyển nạn nhân.
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Mức độ chuẩn xác và kịp thời khitách nạn nhân ra khỏi nguồn điện;- Mức độ chuẩn xác khi lựu chọnphương pháp và các điều kiện để sơcứu nạn nhân;- Mức độ thành thạo khi thực hiệncác biện pháp sơ cứu nạn nhân;- Mức độ chuẩn xác khi thực hiệndi chuyển nạn nhân.
- Quan sát, theo dõi thao tác, so sánhvới tiêu chuẩn;- Quan sát, đánh giá so với yêu cầu vềsơ cứu nạn nhân;
- Giám sát theo dõi các thao tác, sosánh với các yêu cầu;- Theo dõi quá trình thực hiện dichuyển so với quy định về nguyên tắcdi chuyển nạn nhân.
186
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Sơ cứu người bị tai nạn lao độngMã số công việc: N03
I. MÔ TẢ CÔNG VIỆC:
- Xác định nguyên nhân gây tai nạn;- Xác định loại thương tích, thể trạng của nạn nhân;- Tiến hành các biện pháp sơ cứu phù hợp.
II. CÁC TIÊU CHÍ THỰC HIỆN:- Bình tĩnh, phản ứng nhanh nhạy, hợp lý;- Phân biệt các loại chấn thương, nguyên nhân gây chấn thương;- Nhận dạng đúng và thành thạo các dụng cụ y tế dùng trong các dạng chấn
thương khác nhau;- Chọn đúng vị trí để thực hiện sơ cứu;- Thực hiện thành thạo các phương pháp sơ cứu;- Nhanh chóng đưa nạn nhân đến cơ sở y tế gần nhất;- Thường xuyên theo dõi tình trạng nạn nhân.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Sử dụng các trang bị y tế trong sơ cứu nạn nhân;- Sơ cứu nạn nhân;- Di chuyển nạn nhân khi có chấn thương.
2. Kiến thức:- Kiến thức về nguyên nhân thường gây ra tai nạn lao động;- Kiến thức về tình trạng nạn nhân ở các mức độ tai nạn khác nhau;- Kiến thức về các trang bị y tế thông th ường;- Kiến thức về sơ cứu nạn nhân;- Kiến thức về phương tiện và địa điểm các cơ sở y tế;- Kiến thức về phương pháp di chuyển nạn nhân.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Băng ca;- Các dụng cụ dùng để nâng, đỡ nạn nhân;- Các thông tin liên quan;- Các loại vật tư y tế dùng cho sơ cứu vết thương chảy máu, bỏng, gãy
xương;- Các phương tiện để di chuyển nạn nhân, các phương tiện liên lạc;- Băng, gạc, gối mềm;

187
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Mức độ chuẩn xác về xác địnhloại chấn thương, lựa chọn dụng cụvà vị trí sơ cứu hợp lý;- Mức độ chuẩn xác về thao tác khisơ cứu nạn nhân.
- Quan sát, so sánh với các quy định khisơ cứu;
- Giám sát theo dõi các thao tác, so sánhvới phương pháp sơ cứu.
188
TIÊU CHUẨN THỰC HIỆN CÔNG VIỆC
Tên công việc: Vệ sinh môi trường.Mã số công việc: N04
I. MÔ TẢ CÔNG VIỆC:- Thực hiện các biện pháp để chống ô nhiễm do khí thải;- Thực hiện các biện pháp để chống ô nhiễm do n ước thải;- Thực hiện các biện pháp để chống ô nhiễm do các phế thải rắn.
II. CÁC TIÊU CHÍ THỰC HIỆN:
- Thực hiện được các biện pháp vệ sinh môi trường nhằm chống ô nhiễmkhông khí;
- Biết thực hiện các biện pháp nhằm chống ô nhiễm n ước và xử lý ô nhiễmnước thải công nghiệp;
- Biết thực hiện các biện pháp xử lý phế thải rắn công nghiệp.
III. CÁC KỸ NĂNG VÀ KIẾN THỨC THIẾT YẾU:
1. Kỹ năng:- Kiểm tra, đánh giá mức độ ô nhiễm môi tr ường tại khu vực;- Vận dụng các kiến thức về môi trường vào thực tế tại cơ sở;- Tổ chức, vận động thực hiện các biện pháp vệ sinh môi tr ường;- Thực thi các biện pháp về vệ sinh môi trường.
2. Kiến thức:- Kiến thức về cơ sở của khoa học môi trường;- Kiến thức về các khái niệm cơ bản về môi trường;- Kiến thức về khí thải và xử lý khí thải;- Ô nhiễm khí, nước, chất thải rắn;- Kiến thức về nước thải và xử lý nước thải;- Kiến thức về xử lý phế thải rắn công nghiệp.
IV. CÁC ĐIỀU KIỆN THỰC HIỆN CÔNG VIỆC :- Các tài liệu về vệ sinh môi trường;- Tiêu chuẩn quốc gia về tiêu chuẩn ô nhiễm khí, nước, chất thải rắn;- Các thông tin liên quan về môi trường khu vực;- Bộ dụng cụ thí nghiệm xác định các chỉ ti êu cơ bản về khí thải, về các
chỉ tiêu cơ bản của nước thải và rác thải công nghiệp;- Các phương tiện dụng cụ sử dụng trong xử lý chất thải gây ô nhiễm.
189
V. TIÊU CHÍ VÀ CÁCH THỨC ĐÁNH GIÁ KỸ NĂNG :
Tiêu chí đánh giá Cách thức đánh giáƠ[Ơ
- Mức độ chuẩn xác về xác định cácthông số cơ bản dùng để đánh giámức độ ô nhiễm trong không khí,nước và chất thải rắn;- Mức độ hợp lý về các biện phápchống ô nhiễm môi trường;
- Mức độ chính xác khi thao tác sửdụng các thiết bị, dụng cụ xử lý ônhiễm môi trường.
- So sánh kết quả tự xác định với kếtquả do các cơ quan chức năng về môitrường xác định;
- Kiểm tra, so sánh với các chỉ ti êu cơbản theo tiêu chuẩn quốc gia về ônhiễm môi trường;- Quan sát thao tác, so sánh với quytrình vận hành thiết bị.

190























![Bài 32 [đã sửa chữa]](https://img.pdfslide.tips/doc/110x75/55a0bd4b1a28ab635e8b4654/bai-32-da-sua-chua.jpg)





