Embed Size (px)
Citation preview

Tema 4.- Comentarios al libro Análisis y control de medicamentos
Ramon Salazar Macian
En la industria farmacéutica antes de salir un lote de una especialidadfarmacéutica al mercado se revisa toda la documentación del lote por controlde calidad, para asegurar que no existe ningún error o desviación, en toda lacadena de fabricación del lote. Finalmente es aprobado por el responsable decalidad (en España el Director técnico) y el producto se puede distribuir aalmacenes, hospitales e incluso a farmacias.Este libro aporta (como los otros editados de esta colección), el concepto decalidad Integral que abarca, desde la cualificación de los proveedores paraasegurar la calidad de las materias primas, recepción y análisis de estasmaterias primas, validación y posterior control de los procesos, y análisis finaldel producto terminado.Por consiguiente, se trata de Gestionar la Calidad, orientada al análisis ycontrol de medicamentos durante todo el proceso de fabricación y conocercomo se aplican en la práctica los conocimientos teóricos en el análisis de losingredientes activos (API’s), productos intermedios y producto terminado(medicamento).Todo ello, conlleva a conocer en mayor profundidad, el control de proceso yanálisis de las más importantes formas de dosificación, así como el manejo delos aparatos instrumentales de mayor utilización en la industria farmacéutica enel análisis de las materias primas y producto terminado.También se ha de confesar que este camino de comprobación analítica delcontrol de proceso integral, en donde se comprueba que todos los pasoscríticos del proceso, están dentro de los límites aceptados o mejor dicho que secumplen las especificaciones de todos los parámetros, podrá conducirnos enun futuro próximo a la eliminación del control final del producto terminado de loslotes, en todas las formas de dosificación. A esta técnica la FDA le ha dado elnombre de PAT.
Considero que el tema 1 del libro, recoge el espíritu, de los autores al escribireste libro y desde luego de su editor y coordinador. Se ha dicho que este librono es un libro de análisis químico, que también lo es, sino que está orientado agestionar la denominada calidad total/ integral en cada una de las actividadesque se realizan en la industria farmacéutica, desde los primeros ensayos enI+D , hasta la fabricación de los lotes de cada una de las formas dedosificación mas usuales.De esta manera en el camino que emprendimos al iniciar la colección"Apuntes Sobre Tecnología Farmacéutica" en mayo de 1999, con lapublicación del libro: "Validación Industrial' estábamos sin darnos cuenta,dejando la huella de origen del futuro.Con la colaboración de un selecto grupo de profesionales de la industria y dela Universidad de Barcelona , todos ellos expertos teóricos y prácticos encada uno de los temas que han escrito, se han podido editar hasta ahoracinco libros que recogen el amplio abanico de la Gestión de la Calidad

integral en la Industria Químico Farmacéutica es decir desde los estudiosde Calidad de las Materias primas, Desarrollo farmacéutico, Planta piloto,Cambio de escala, Validación de los procesos, Fabricación Industrial de lasformas de dosificación, hasta la Tecnología industrial de los procesos, deaplicación a la Industria Farmacéutica. Todo ello ha animado al editor, y a sus colaboradores, a continuar trabajandoaportando nuestro “grano de arena” para la mejora de la Calidad delmedicamento. El editor considera que este nuevo libro “análisis y control demedicamentos”, si bien se puede leer/estudiar independiente, se ha deentender como un complemento de los libros ya editados.En el estudio y lectura de este libro, el profesional recordará las técnicasanalíticas generales que se aplican en el análisis de materias primas, productointermedio y producto terminado.Asimismo aprenderá a gestionar el área de Calidad y aplicar los ensayosfísicos y químicos que se han de controlar en la fabricación de las distintasformas de dosificación junto con los ejemplos de procedimientosnormalizados de trabajo (PNT).Todo ello, conlleva a conocer en mayor profundidad, el control de proceso yanálisis de las más importantes formas de dosificación, así como mejorconocimiento de los principales aparatos instrumentales que se utilizan en elanálisis y control de medicamentos. Al igual que los otros libros de esta colección, el editor ofrece al estudioso de laIndustria Farmacéutica, ingeniero, farmacéutico, químico, veterinario y biólogola oportunidad de ponerse al día en sus conocimientos, y al mismo tiempo,representa una aportación novedosa como libro de texto de lecturaindispensable en cursos de especialización industrial.
Como he dicho anteriormente el tema 1 de este libro quiere expresar elsentimiento de todos los autores que es necesario una Gestión de lacalidad integral,y por consiguiente una organización e infraestructurasorientadas al objetivo que todos las personas que trabajan en el área delmedicamento, dentro de una empresa químico farmacéutica, estenarmonizadas y conjuntadas para alcanzar el objetivo diana, que es lacalidad del medicamentoPor lo tanto se adjunta el tema1 de este libro “Gestión de la calidad”cuyos autores son: Salazar Ramon y Roquet Carles
Tema 1.- Gestión de la calidad
1.-Introducción2. Departamentos de Garantía de Calidad y Control de calidad
2.1. Funciones de la Gestión de la Calidad en las Buenas prácticas defabricación europeas (Eu-GMP)2.2. Funciones de la Gestión de la Calidad en las GMP-ICH Q7a, paraingredientes activos
3. Fases principales en la fabricación industrial de medicamentos3.1.-Materias primas. Homologación y validación de proveedores

3.2.-Recepción. Planes de muestreo y análisis3.3.-Elaboración. Validación y posterior control de proceso3.4.-Acondicionamiento primario y secundario. Validación yposterior control de proceso3.5.- Producto acabado. Muestreo final y análisis3.6.- Revisión de la documentación y salida al mercado
4.-Validación de los procesos 5.-Formación continuada
5.1. Programa de formación del personal6.-Organigrama funcional de una planta industrial farmacéutica. Relación entreGarantía de Calidad y Control de Calidad 7.-LIMS. Ejemplo práctico. 8 -Bibliografía
1.- Introducción
Las normativas de calidad exigidas por las autoridades sanitarias en la IndustriaQuímica Farmacéutica, cada día son más exigentes con objeto de producirmedicamentos de mejor calidad, seguridad y eficacia
“La calidad del medicamento empieza por producir materias primas de calidad.Es una premisa básica sin la cual sobran otras consideraciones”
La aparición en el año 1963 en Estados Unidos (USA) de las Normas de CorrectaFabricación (Current Good Manufacturing Practices o GMP), editadas por la FDA,marcó un hito importantísimo en la fabricación industrial de Medicamentos. En elcuadro 1 se aprecia el resumen histórico de las GMP.
INTRODUCCIÓN HISTÓRICA DE LAS GMPFDA - Food&Drug Adminitration. 1963 1ª Edición
Antecedentes:
1906 - Creación de la FDA Alteraciones en el envasado de carnes.
1936 - Elixir de sulfanilamida con dietilenglicol como excipiente: intoxicación mortal.
1938 - FDA, exige el condicionamiento de la Seguridad del medicamento.

1960 - Efectos secundarios de la Talidomida.Intoxicaciones provocadas por contaminación cruzada de penicilina ydietilestilbestrol.
1962 - Congreso Americano enmienda Kefauver Harris promueven las basescurrent GMP
1967 - XX Asamblea Mundial de la Salud.Solicitud a la OMS del establecimiento de unas Normas de Correcta Fabricación yControl de Calidad que garantice la idoneidad del medicamento elaborado.
1971 - Ginebra – OMS estableció que las GMP deberán adoptarse como de obligadocumplimiento.
1992 - Comunidad Europea (E.C.), edita las Normas de Correcta Fabricación de obligadocumplimiento, con objeto que se cumpla la libre circulación de medicamentos.
Cuadro 1
Su difusión fue muy rápida, aplicándose obligatoriamente en distintos países del mundooccidental. Fue en Ginebra en 1971, que la Organización Mundial de la Salud (OMS)estableció que las GMP debían adaptarse como de obligado cumplimiento.
La incorporación en España de las GMP o Normas de Correcta Fabricación, han sido deobligado cumplimiento por la Orden del 19 de abril de 1985, y fue en enero de 1992 alentrar España en la Comunidad Europea, que se adoptan a la Normativa Europea, conobjeto de que se cumpla la libre circulación de medicamentos.
Por otra parte vale la pena recordar, que en 1997, se edita la Real Farmacopea Española,que en la práctica es la versión española de la Farmacopea Europea. De esta manera,nuestra legislación en relación a la fabricación de medicamentos y su control, así comolos estudios en relación al desarrollo preclínico y clínico, han quedado normalizadosrespecto a la legislación europea. Se ha de redordar que en 1991 se crea la “International Conference onHarmonization (ICH)”, para establecer exigencias comunes para los
medicamentos que se comercialicen en las 3 "regiones" (USA, Japón y la
Unión Europea), y que suponen el 95 % de las nuevas moléculas y un 90 % del
mercado del medicamento. Los miembros del Plenario deciden que deben
incluirse en los trabajos un grupo destinado a establecer las exigencias para los
ingredientes activos. Se crea dicho grupo con representantes de la
administración y de la industria de cada región. Asisten como observadores
delegados de Australia, de la India y de la China. El proceso culmina en 1999, y
ahora las legislaciones nacionales de cada país deben adaptarse a las normas.
Se prevé que serán de obligado cumplimiento en 2005, según explicó en la

"GMP Conference for API" en noviembre de 2002 en Barcelona, la Sra. Emer
Cooke, Jefe de Inspectores de la EMEA, quien justificó el retraso por la revisión
general de normativas sanitarias que ha emprendido la Unión Europea.
En estos momentos, aprobadas en Junio de 2001 las GMP para los API(Active Pharmaceutical Ingredients) de acuerdo con la InternationalConference on Harmonization (ICH Q7a), queda regulada a nivel mundial la
fabricación de principios activos. Canadá, Australia, China y la India se han
adherido al convenio.
Actualmente, se está estudiando la aplicación oficial de las "GMP para excipientes de
aplicación en la Fabricación de Medicamentos", editadas por la IPEC (IPEC´s Good
Manufacturing Practice Guide for Bulk Pharmaceutical Excipients). Dicha guía recoge,
en el formato de la norma ISO-9002:1994 (que excluye la investigación), todos los
criterios y puntos adicionales que exigen las GMP. Al igual que para los ingredientes
activos, se intenta llegar a un acuerdo para que sea una normativa tipo ICH, que
regulará a nivel mundial las exigencias de calidad en la fabricación de excipientes.
La OMS ha publicado también unas GMP para excipientes, dentro de su"Quality Assurance for Pharmaceuticals", volumen 2, capítulo 2, que con
el título "GMP: starting materials" recoge en la sección 1 las GMP para
principios activos y en su segunda sección las normas aplicables a excipientes.
La sociedad ISPE ha editado en setiembre de 2004 el volumen 6 de“Baseline” el cual trata de la fabricación y regulación de productos Biológicos
que puede ser un complemento de las GMP- ICH Q7a para ingredientes
activos.obtenidos biologicamente
2.-Departamento de Garantía de Calidad y Control de calidad.
Para alcanzar “la Calidad” en el desarrollo y fabricación industrial demedicamentos, se ha de aplicar sistemáticamente un programa de Gestión de laCalidad, en la fabricación de los ingredientes activos (API’s) y posteriormente en eldesarrollo y fabricación de medicamentos, el cual en ambos casos se apoyaráfundamentalmente en la aplicación de un sistema global de Garantía de Calidadconjuntamente con la aplicación del sentido común en todas nuestras acciones.Por ello se ha de entender que cuando se habla de Gestión de la calidad, representaaplicar las funciones y responsabilidades de Garantía de calidad y/o control deCalidad. Estas funciones y responsabilidades, serán similares o esencialmente iguales en lasfabricas de”Fine Chemicals” (API’s) y en las Plantas industriales de fabricación demedicamentos, si bien siempre se pueden encontrar matices diferentes revisando las dosnormativas.

A continuación se resumen las principales funciones de la Gestión de la calidad enlas Buenas prácticas de fabricación europeas (Eu-GMP) y en las GMP-ICH Q7a,para ingredientes activos
2.1. Funciones de la Gestión de la Calidad en las Buenas Prácticas deFabricación europeas ( Eu-GMP):
El concepto de Garantía de Calidad incorpora la Calidad desde el diseño hasta lacomercialización y se apoya en la aplicación de las Buenas Prácticas de Fabricación yControl de Calidad de Medicamentos.( Eu-GMP). También se denominan en España,Normas de Correcta Fabricación
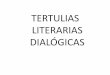
La siguiente figura representa la interrelación entre Garantía de Calidad (QA), BuenasPrácticas de fabricación (GMP) y Control de Calidad (QC), en donde se observa que lasGMP son parte de la Garantía de Calidad, así como que Control de Calidad a su vezforma parte de las GMP.
Figura 1
Según lo anterior, las BPF (Buenas Prácticas de Fabricación) también denominadasNormas de Correcta Fabricación son la parte de Garantía de Calidad que garantizanque los productos se producen de forma homogénea y se controlan para conseguir losniveles de calidad adecuada a su uso previsto, de acuerdo con la documentaciónpresentada a Registro y autorizada para su comercialización. Por ello, gestionan, regulan y exigen:
1. Instrucciones y procedimientos de fabricación aprobados y escritos,adecuados a la instalación e inteligibles para el usuario.
2. Validación de los procesos de fabricación.
QA
GMP
QC
INTERRELACIÓN ENTRE GARANTÍA DE CALIDAD Y CONTROL DE CALIDAD

3. Personal cualificado. Espacio, locales, equipos y usuarios adecuados. Materiales ymaterias primas correctas. Instrumentos y procedimientos aprobados.Almacenamiento y transporte adecuados.
4. Registro manual y/o mediante instrumentos de las operaciones realizadas. En sucaso, será necesario registrar e investigar a fondo cualquier desviación significativa.
5. Conservar de forma integra el protocolo de fabricación de cada lote fabricado,además de los datos de la distribución, que permita reconstruir la historia completade un lote.
6. Es necesario examinar las reclamaciones sobre los productos comercializados,investigar las causas de los defectos de calidad y tomar las medidas oportunas.
7. Debe disponerse de un sistema de retirada de los lotes de producto, a partir de suspuntos de distribución y venta (posibilidad de look-bak).
En relación a las Normas aplicables a Control de Calidad, se definen eneste capítulo como la parte de las Buenas Prácticas de fabricación/ Normasde Correcta Fabricación (figura 1) que se refieren al muestreo,especificaciones y ensayos y a los procedimientos de organización,documentación y aprobación que garantizan que los materiales y productosno serán aprobados hasta que su calidad haya sido consideradasatisfactoria.Por tanto, la toma de muestras de materiales de partida, productosintermedios, a granel y acabados para los análisis que implique suaprobación o rechazo, es responsabilidad de Control de Calidad y debeefectuarse por personal cualificado y siguiendo instrucciones escritas.
Por ello gestionan, regulan y exigen:
1. Disponer de instalaciones, personal cualificado y procedimientos aprobadosnecesarios para la realización del muestreo, inspección y control de los materiales departida, materiales de acondicionamiento, productos intermedios, a granel yterminados y, en su caso, para controlar las condiciones ambientales para cumplirlas BPF/ NCF.
2. El muestreo de los materiales de partida, materiales de acondicionamiento,productos intermedios, a granel y terminados se realiza por personal y métodosaprobados por el control de calidad.
3. Los métodos de ensayo estén validados.
4. Registrar datos, de forma manual y/o con instrumentos de registro, para demostrarque se aplican realmente los procedimientos necesarios de muestreo, inspección yensayo. Es necesario registrar e investigar a fondo cualquier desviación.
5. Los productos terminados contienen los principios activos con arreglo a lacomposición cualitativa y cuantitativa de la Autorización de Comercialización,

poseen la pureza necesaria y se encuentran en envase apropiado y correctamenteetiquetado.
6. Llevar un registro con los resultados de la inspección, y evaluar formalmente losensayos realizados en los materiales y productos intermedios, a granel y terminadosconforme a sus especificaciones. La valoración de los productos incluye la revisióny evaluación de la correspondiente documentación de producción y el estudio de lasdesviaciones de los procedimientos especificados.
7. No autorizar la venta ni la distribución de ningún lote de producto antes de que unaPersona Cualificada certifique que dicho producto cumple los requisitos de laAutorización de comercialización. En España la persona cualificada es el DirectorTécnico.
8. Conservar suficientes muestras de referencia de los materiales de partida y de losproductos para posibilitar el futuro examen del producto en caso necesario. Elproducto se mantiene en su envase final, salvo que se produzcan envasesexcepcionalmente grandes.
En el cuadro 2, se resumen, las funciones de Garantía de calidad:
GARANTÍA DE CALIDAD: DESCRIPCIÓN DE FUNCIONES
Asumir la garantía de la calidad final de la producción mediante el control de todos los pasos,normas, procesos, calidad de las materias primas y materiales de acondicionamiento, selección deproveedores, y evaluación final del lote, a la vista de toda la documentación necesaria.
En concreto, sus funciones son:
• Asegurar el desarrollo y cumplimiento de la normativa sobre NCF, proponiendo lasmodificaciones y normas sobre esta materia.
• Controlar mediante el personal necesario (Técnicos e Inspectores de Garantía de Calidad), elproceso de fabricación.
• Controlar los métodos analíticos aplicados.• Controlar y aprobar los resultados de los Boletines de Control de Calidad.• Evaluar los datos y resultados de la fabricación y control de calidad de cada lote, emitiendo un
dictamen global, a la vista de la Guía de Fabricación, que somete a ala autoridad del DirectorTécnico.
• Tener autoridad para interrumpir total o parcialmente el desarrollo de un proceso defabricación o envasado/estuchado si hay algún problema o si no se está cumpliendo lanormativa adecuada.
• Proponer y dirigir, conjuntamente con los demás departamentos implicados, la validación delos procesos de fabricación, de maquinaria, de limpieza, y de métodos analíticos.
• Participar en los Comités de Validación.• Colaborar en el cumplimiento de las normas de higiene y seguridad.• Seleccionar y evaluar a los proveedores, coordinándolos debidamente con el Departamento de
Compras, Control de Calidad y Dirección Técnica. • Responsabilizarse de la atención e investigación de las reclamaciones sobre productos

defectuosos.• Practicar periódicamente autoinspecciónes y/o auditorías para conocer el estado de
cumplimiento de las BPF/ NCF.
Cuadro 2
2.2. Funciones de la Gestión de la Calidad en las GMP-ICH Q7a, paraingredientes activos
Si revisamos las funciones de Garantía de calidad según estas normativas, observamosque si bien fundamentalmente son las mismas que las Eu-GMP, aún abarcan masfunciones que las anteriores.Nos dicen:
El Sistema de Gestión de Calidad debe abarcar la estructura de la organización,
procedimientos, procesos y recursos, así como todas las actividades necesarias para
asegurar que los API cumplirán con las especificaciones originales de calidad
previamente diseñadas a tal efecto Todas las actividades relacionadas con la calidad
deben estar definidas y documentadas para su posterior comprobación en caso de ser
necesario para su supervisión o auditoría.
Debe haber una unidad de Calidad (UC/QAU), independiente de producción y que
abarque todas las responsabilidades de Garantía de Calidad (QA) y Control de Calidad
(QC). Estas pueden funcionar en unidades separadas, como QA y QC, ó juntas en un
grupo único, según el tamaño y estructura de la organización. Habrán de haber personas
autorizadas, para aprobar o liberar materias primas, productos intermedios y API..
Cualquier desviación de los procedimientos o procesos establecidos debe documentarse
y justificarse. Las desviaciones críticas deben ser investigadas, y la investigación y sus
conclusiones deben ser aprobadas
Ningún material puede ser aprobado o utilizado antes de su evaluación por la UC
(QAU), a menos que existan sistemas apropiados documentados que permitan utilizarlo.
Deben existir procedimientos escritos para informar periódicamente a la Dirección
General el estado del sistema de Calidad en la compañía. Esto incluirá los resultados de
las auto inspecciones, las deficiencias encontradas en el sistema respecto al

cumplimiento de las GMP-ICH, los productos defectuosos, los objetivos conseguidos
durante el ejercicio y las acciones relacionadas (reclamaciones, retiradas del mercado,
acciones reglamentarias, etc.).
Responsabilidades de la Unidad/s de Calidad (UC/QAU))
La Unidad de Calidad debe estar implicada en todos los asuntos relacionados con la
Calidad, revisando y aprobando todos aquellos documentos que afecten al Sistema de
Calidad implantado en la compañía. Las principales responsabilidades de la Unidad/s de
calidad (UC) no pueden ser delegadas sin un procedimiento específico que lo indique.
Se citan a continuación:
1.-Aprobar o rechazar las materias primas, los API y los productos intermedios, y el
material de acondicionamiento.
2.- Revisar toda la documentación de producción del lote y los registros de control de
los puntos críticos, antes de la aprobación del API para su expedición
3.- Asegurar que las desviaciones críticas son investigadas y resueltas.
4.-Aprobar todas las especificaciones y instrucciones maestras de producción
5.- Asegurar que se realizan las auditorias internas (auto inspecciones).
6.- Aprobar los contratos de fabricación de productos intermedios y API.
7.- Aprobar cambios que potencialmente pueden influir sobre la calidad de los
productos intermedios y API.
8 .- Revisar y aprobar protocolos y resultados de validación.
9 - Asegurar que las reclamaciones de calidad sean investigadas y resueltas.
10 - Asegurar que se utilizan sistemas efectivos para el mantenimiento y calibración de
la maquinaria.
11.- Asegurar que existen datos de estabilidad para respaldar la fecha de reanálisis o
fecha de caducidad, y las condiciones de almacenamiento de API o productos
intermedios cuando sea necesario.
12. Validar los métodos analíticos.
13. Asegurar una correcta formación para todo el personal en temas relacionados con las
GMPs.

En relación a las funciones de control de Control de Calidad se ha de considerar
que en el capitulo 11.- de estas normativas “Controles de laboratorio” vienen
descritas las funciones de control de Calidad.
A continuación se describen someramente:
2.3.- Controles de laboratorio
2.3.1.- Controles generales
Cada UC debe tener a su disposición los laboratorios adecuados. Existirán procedimientos
describiendo el muestreo, análisis, aprobación o rechazo de materiales y anotación y custodia
de datos de laboratorio. Los registros de laboratorio se deben guardar durante un período
suficiente que garantize el poder disponer de los mismos hasta al menos 3 años después de
que el lote haya sido distribuido por completo
Todas las especificaciones, planes de muestreo y métodos de análisis deben tener base
científica y ser apropiados para asegurar que las materias primas, intermedios, API, y material
de envasado cumplen los niveles establecidos de calidad y/o pureza. y de acuerdo a la
Documentación de Registro y/o el DMF. Pueden existir especificaciones adicionales a las del
Registro relacionadas con acuerdos especiales con los clientes. Las especificaciones, planes
de muestreo y procedimientos de análisis, incluyendo sus modificaciones, deben estar
revisados y aprobados por la UC.
Se deben establecer especificaciones apropiadas para los API, los controles en proceso a
realizar y los intermedios de forma coherente con el proceso de fabricación. Las
especificaciones deben incluir un control de las impurezas (p.e. impurezas orgánicas,
inorgánicas y disolventes residuales). Los métodos a utilizar para realizar dichos análisis
deben ser validados o bien estar referidos a un método general o particular de farmacopea.
Si el API tiene especificación de pureza microbiológica, se deben establecer y cumplir límites
de acción apropiados para recuento microbiológico total y microorganismos inaceptables Si
tiene una especificación para endotoxinas, se deben establecer y cumplir los límites de acción
apropiados.
Los controles de laboratorio se deben seguir y documentar en el momento de efectuarlos,
teniendo especial cuidado en guardar todos los registros perfectamente identificados..
Cualquier resultado fuera de especificación debe ser investigado y documentado de
acuerdo a un procedimiento preestablecido.

Los reactivos y las disoluciones valoradas deben estar preparados y
etiquetados siguiendo procedimientos escritos. En estos procedimientos
existirá una fecha de caducidad para cada solución que deberá ser utilizada
adecuadamente en el etiquetaje de las mismas en el laboratorio.
El fabricante de API debe obtener los patrones de referencia primarios, cuando sea necesario.
El origen de cada uno de ellos debe estar documentado. Se debe llevar un registro del y
almacenamiento de cada patrón según las recomendaciones del proveedor. Los patrones
primarios obtenidos de un organismo oficial normalmente se usan sin analizar si se han
almacenado en condiciones recomendadas del suministrador.
Cuando no se dispone un patrón de referencia primario de un proveedor oficial
reconocido, se debe preparar un patrón de trabajo. Se debe analizar de manera
apropiada para establecer por completo la identidad y pureza del mismo. Se debe
mantener la documentación de estos ensayos.
Los patrones de referencia secundarios deben ser preparados, identificados, analizados,
aprobados y almacenados de una manera apropiada. La idoneidad de cada patrón secundario
debe determinarse antes usarse por primera vez, comparándolo con un patrón de referencia
primario. Cada lote de patrón de referencia secundario se debe calificar periódicamente de
acuerdo a su protocolo escrito.
2.3.2.- Análisis de intermedios y API
Para cada lote de intermedio o API se deben realizar los análisis de laboratorio apropiados
para determinar su conformidad con las especificaciones.
Se debe establecer para cada API un perfil de impurezas, que describa las impurezas
presentes (identificadas y no identificadas) en un lote fabricado por un proceso de producción
específico y controlado. Debe incluir la identificación o alguna designación cualitativa (por
ejemplo: tiempo de retención), el rango observado y la clasificación (orgánica, inorgánica,
disolvente) de cada impureza identificada. Normalmente los perfiles de impurezas dependen
del proceso de producción y del origen del API.
Las consideraciones para productos biotecnológicos están cubiertas en la guía ICH
Q6B.
El perfil de impurezas debe compararse, a intervalos apropiados, a los perfiles de impurezas
históricos y a los declarados en la documentación de registro para detectar cambios en el API
como resultado de modificaciones de las materias primas, de los parámetros de operación de
los equipos, o del proceso de producción.

Para cada lote de intermedio o API que tenga una calidad microbiológica especificada, se
efectuarán los análisis microbiológicos apropiados.
2.3.3.- Validación de métodos analíticos – Los métodos analíticos deben ser validados a
menos que el método esté incluido en la farmacopea o en otra referencia reconocida. La
idoneidad de los mismos debe ser verificada en las condiciones de uso real. Los métodos
deben ser validados siguiendo las directrices ICH sobre validación de métodos analíticos.
Antes de empezar la validación debe haberse realizado una cualificación adecuada del equipo
analítico. Se deben llevar registros completos de cualquier modificación de un método
analítico validado. En ellos se registrará el motivo del cambio y los datos adecuados para
verificar que dicho cambio produce resultados tan precisos y fiables como el método
establecido.
2.3.4.- Certificados de análisis
Se deben emitir certificados de análisis auténticos para cada lote de API. Los certificados de
análisis deben contener información sobre el nombre del API o intermedio y su grado /
calidad (si existe), el número de lote y la fecha de liberación. Para intermedios y API que
tengan fecha de caducidad, la fecha constará en la etiqueta y en el certificado de análisis. Para
intermedios y API que tengan fecha de reanálisis, la fecha constará en la etiqueta y / o en el
certificado de análisis.
El certificado de análisis debe listar cada ensayo realizado en concordancia con las
especificaciones establecidas o del cliente, incluyendo los límites de aceptación y los
resultados numéricos (si los resultados del ensayo lo son) obtenidos.
Los certificados de análisis irán fechados y firmados por una persona autorizada de la unidad
de calidad y deben incluir el nombre, dirección y teléfono del fabricante original. Si el análisis
se lleva a cabo por un reenvasador o reprocesador, el certificado debe contener el nombre,
dirección y teléfono del mismo y la referencia al nombre del fabricante original.
Si se emiten nuevos certificados de análisis por o en nombre de un reenvasador o
reprocesador, agentes o mayoristas, éstos deben indicar el nombre, dirección y teléfono del
laboratorio que ha hecho el análisis. Deben contener también una referencia al nombre y
dirección del fabricante original y al certificado de análisis original del lote, adjuntando una
copia del mismo.
2.3.5.- Controles de estabilidad de los API

Debe diseñarse un programa continuado para seguir las características de estabilidad de los
API. Los resultados deben usarse para confirmar las condiciones de almacenamiento y el
periodo de reanálisis o caducidad.
Los métodos de análisis empleados en ensayos de estabilidad deben estar validados y ser
indicativos de estabilidad del producto.
Las muestras de estabilidad deben guardarse en contenedores que simulen los del mercado.
Por ejemplo: si el API se envasa en bolsas dentro de bidones de cartón, las muestras de
estabilidad se envasarán en bolsas del mismo material y bidones de cartón pequeño u otros
embalajes cuya composición sea idéntica a la del envase comercial.
Normalmente se colocarán en el programa de estabilidad los 3 primeros lotes comerciales
para confirmar el período de caducidad o reanálisis. Si los datos de estudios previos muestran
que el API es estable durante como mínimo 2 años, pueden utilizarse menos de 3 lotes.
En lo sucesivo, debe añadirse como mínimo 1 lote de API por año al programa de estabilidad
(salvo que no se produzca ninguno), y analizarse como mínimo anualmente para confirmar la
estabilidad.
Para API con periodos de caducidad cortos, el análisis debe hacerse más frecuentemente. Así,
para API de origen biotecnológico o biológico con una vida útil de 1 año o menos, las
muestras de estabilidad se deben analizar mensualmente los 3 primeros meses y después cada
3 meses. Cuando los resultados confirmen que la estabilidad del API no se ve afectada, la
eliminación de algún punto del programa (p.e. el control a 9 meses) se puede considerar.
Las condiciones de almacenaje de las muestras de estabilidad deben ser consistentes con las
guías de ICH sobre estabilidad.
2.3.6.- Fechas de caducidad y de reanálisis
Si un intermedio tiene asignada una fecha de caducidad o reanálisis, existirá información que
justifique la estabilidad asignada.
La fecha de caducidad o reanálisis de un API debe basarse en la evaluación de los datos
derivados de los estudios de estabilidad. La práctica común es poner fechas de reanálisis en
lugar de caducidad. Se usarán fechas de reanalisis o caducidad preliminares basadas en el
desarrollo del API si:
1. Los lotes usados se han fabricado siguiendo un proceso de fabricación similar al que se
dispone a escala industrial
2. La calidad del API representa exactamente el producto que se va a fabricar a escala
industrial.

Se debe tomar una muestra representativa del API justo antes de realizar el
reanálisis.
2.3.7.- Contramuestras
El envasado y custodia de las muestras de reserva se efectúa para futuras
evaluaciones potenciales de la calidad de los lotes del API, no para futuros análisis
de estabilidad.
Las muestras de reserva, adecuadamente identificadas, se deben guardar
hasta 1 año después de la fecha de caducidad del lote, o hasta 3 años después
de la distribución del lote, la que sea más larga. Para los API con fecha de
reanálisis, deben guardarse durante 3 años adicionales a la completa
distribución del lote. Estas muestras se deben guardar en igual sistema de
envasado en que se almacena el producto o en uno con mayor protección que
el envasado del producto de venta. Se debe tener suficiente muestra para
llevar a cabo al menos dos análisis completos de acuerdo a la especificación
vigente.
Por lo tanto, si se Gestionan adecuadamente las GMP-ICH Q7a para losingredientes activos y las GMP en la fabricación de medicamentos((formas de dosificación y producto terminado), obtendremos unmedicamento que cumplirá con los atributos de calidad, seguridad yeficacia y al mismo tiempo con mayor productividad.
3.- Fases principales en la fabricación industrial de medicamentos
En la figura se resumen las principales fases de la fabricación industrial demedicamentos.
FABRICACIÓN INDUSTRIAL DE MEDICAMENTOS

SALIDA AL MERCADO
TRANSPORTE
Cuadro 6
MATERIASPRIMAS
RECEPCION ELABORACION ACONDICIONAMIENTOPRIMARIO Y SECUNDARIO
PRODUCTOACABADO
DISTRIBUIDORESY FARMACIAS
Enfermo
Homologación y validación de
proveedore
Planes de muestreo y análisis
Validación y control de proceso Muestreo finaly análisis
3.1.-Materias primas. Homologación y validación de proveedores
Las materias primas que entran en el proceso de fabricación,independientemente de sí aparecen o no en el producto terminado, han desufrir un muestreo adecuado y almacenarse en la zona de cuarentena para suposterior análisis, químico, microbiológico y toxicológico, según el tipo desustancia. Recibido el conforme de Control de Calidad, estos materiales pasana la zona de material de uso. Deben establecerse fechas para nuevascomprobaciones de materias primas almacenadas (principios activos einactivos), para garantizar la calidad deseada tras un almacenamientoprolongado. Será preciso mantener protocolos adecuados en relación a suorigen, recepción, comprobación y destino, así como de la garantía de quecumplen los patrones de identidad, pureza, potencia y carencia decontaminantes en el momento de su empleo.
Desde nuestro punto de vista es tan importante la calidad del principio activo como lade cualquier otro ingrediente constituyente del excipiente, pues cualquier formafarmacéutica se puede considerar como un sistema físico-químico metaestable en el queestán en equilibrio los diversos componentes.
Por estas razones, recomendamos que el Departamento de Garantía de la Calidadcoordine el contacto con los fabricantes de materias primas (principios activos yexcipientes), con objeto de conocer los controles que realiza el fabricante e incluso,visitar las distintas empresas con objeto de poder hacer una evaluación de ellas enrelación a la calidad de sus productos. Evidentemente, esto también es válido para elmaterial de envase y acondicionamiento.
El objeto de tales visitas es familiarizarse con los métodos de producción, manipulacióny control de los productos adquiridos y con las posibilidades de que puedan existir

determinados defectos o impurezas. De esta manera podrán ser adecuadamenteevaluados.
Consideramos que esta misión es esencial, ya que la calidad de unmedicamento empieza a crearse en el momento de la compra de las materiasprimas.En las Buenas Prácticas de Fabricación europeas (NCF) se indica que:
• La adquisición de las materias primas es una operación importante y unpunto crítico en el proceso de fabricación de medicamentos.
• Las materias primas sólo pueden proceder de proveedores aprobados ysiempre que sea posible, directamente del fabricante.
• Se recomienda discutir con los proveedores los aspectos técnicos másrelevantes (especificaciones, proceso de fabricación y control, envasadoy etiquetado…)
3.2.-Recepción. Planes de muestreo y análisisTodo proceso de validación y control conlleva a realizar unos planes demuestreo que demuestren estadísticamente que el lote a analizar o el procesoestán dentro de los limites aceptados por farmacopea o dentro de los limitesfiduciales aceptados en las especificaciones del laboratorio.Por ello al llegar los materiales a la planta industrial farmacéutica, y de acuerdocon las GMP se han de realizar los controles y posteriores análisis quepermitan aprobar las materias primas y material de acondicionamiento, queestarán en cuarentena En el anexo 8 de las EU-GMP (NCF) habla de la toma de muestras paraidentificación de las materias primas. De su lectura se deduce:
Deberá haber procedimientos o medidas adecuados para garantizar la identidaddel contenido de cada envase de material de partida.Normalmente, sólo puede garantizarse la identidad de un lote completo demateriales de partida si se toman muestras individuales de todos y cada uno delos envases y se lleva a cabo un ensayo de identidad en cada muestra.
Puede permitirse tomar muestras de sólo una parte de los envasescuando se haya fijado un procedimiento validado para garantizar queningún envase aislado de material de partida va a estar identificadoincorrectamente en su etiqueta.
La validación tendrá en cuenta al menos los aspectos siguientes:
• naturaleza y posición del fabricante y del proveedor y conocimiento queéstos tengan de los requisitos de las NCF.
• el sistema de Garantía de Calidad del fabricante.• las condiciones de fabricación en las que se ha producido y controlado el
material de partida.• naturaleza del material de partida y de los medicamentos en los que vaya a
utilizarse.

Teniendo en cuenta estas premisas, es posible que pueda aceptarse unprocedimiento validado que exima del ensayo de identidad en cada envase dematerial de partida en los casos siguientes:• materiales de partida procedentes de un único fabricante.• materiales de partida que llegan directamente de un fabricante o en el envase
sellado del fabricante cuando hay antecedentes de fiabilidad y el comprador(el fabricante del medicamento) o un organismo oficialmente acreditado hanllevado a cabo auditorías regulares del sistema de garantía de calidad delfabricante.
Es improbable que pueda validarse satisfactoriamente este tipo deprocedimientos en el caso de:• materiales de partida suministrados por intermediarios (p. ej. mayoristas o
distribuidores) si no se conoce el origen de fabricación o no ha sidosometido a auditoria.
• materiales de partida destinados a ser utilizados en productos parenteralesEn resumen:
Deberían identificarse todos los envases de materias primas cuando:• vayan a utilizarse en productos parenterales• sean suministrados por intermediarios y no se conozca el origen de
fabricación• provengan de fabricantes que no hayan sido sometidos a validación
No sería necesario identificar todos los envases cuando concurran algunasde estas circunstancias:• los materiales de partida provengan de un único fabricante• haya antecedentes de fiabilidad• se hayan llevado a cabo auditorías con resultados satisfactorioEn ese caso habrá que determinar cuántos y cuáles son los envases a muestrear.
. Se ha de recordar que en las jornadas del 14 de diciembre de 2004 delInstitut Català de la Salut en Barcelona se propusieron diversas lecturas parauna aplicación más simple y normalizada para la evaluación de los proveedoresde materias primas. Se propuso la siguiente clasificación
1. Proveedores aprobados2. Proveedores certificados3. Proveedores validados
En el caso de proveedores aprobados se sigue el criterio de identificaciónindividual de todos los envases que componen el lote de materia primasuministrado. La certificación de un proveedor permitirá al laboratorio farmacéutico laaplicación de planes de control reducido en la recepción de materias primas.basándose en el certificado de análisis del proveedor (fabricante). En relacióncon proveedores validados se propone una reducción de los planes demuestreo

3.3.-Elaboración. Validación y posterior control de proceso
Se ha de resaltar que la Validación es una poderosa herramienta para crearcalidad durante el proceso de fabricación, ya desde la fase inicial del DesarrolloFarmacéutico de la especialidad.Realizada la Validación, del proceso de elaboración, el posterior control deproceso clásico (In Process control) vigila y asegura la calidad del proceso deproducción a través de una Programación de las Muestras, que se han de irretirando a “pie de maquina” y realizar los respectivos análisis de estasmuestras. Es imprescindible en el control de proceso por variables estudiar los valoreshallados estadísticamente. A través del estudio estadístico de los resultadoshallaremos los estadísticos coeficiente de variación, desviación estándar,capacidad del proceso etc. que informarán de la fiabilidad del proceso, es decirque los valores estarán dentro de los limites fiduciales internos y sin dudadentro de los valores extremos exigidos por Farmacopea Europea ó USP, yaque es aconsejable que los límites internos sean más exigentes que los propiosde Farmacopea.
El CONTROL DE PROCESO INTEGRAL, es un concepto mucho más amplio, el cualconsidera la aplicación de las GMP como un sistema de control integradodesde el AREA DE MATERIAS PRIMAS Y MATERIALES en donde se realiza lainspección y recepción de estos hasta el almacenamiento, transporte ydistribución del MEDICAMENTO y llegar finalmente al enfermo
3.4.- Acondicionamiento primario y secundario. Validación y posteriorcontrol de procesoEn la producción de medicamentos no se ha de olvidar la seguridad y fiabilidaddel proceso de acondicionamiento primario (el producto esta en contacto con elaire de la sala) y del acondicionamiento secundario. Por tanto se ha de tener elmismo interés y los mismos controles que durante el proceso de elaboración.Realizada la validación del proceso de acondicionamiento, y conocidos lospuntos críticos, se ha de concretar el plan de muestreo para atributos y porvariables y a partir de aquí sacar las muestras correspondientes de los puntoscríticos durante el control de proceso que ha de asegurar que el producto estabajo control.Se ha de aclarar que normalmente el control de proceso por atributos se realizaa pie de maquina con las muestras que se van extrayendo de la línea deacondicionamiento. Además y de acuerdo con el plan de muestreo se extraenlas muestras que se envían a control de calidad, en donde se realiza el controlpor variables
3.5.- Producto acabado. Muestreo final y análisis
El muestreo por variables de unidades discretas es el habitual en el caso decontroles de laboratorio (físico – químico) y en la mayor parte de los controlesen proceso.

En la industria farmacéutica se aplica normalmente el sistema sistemático óperiódico, que consiste en ir tomando muestras durante el proceso deenvasado (acondicionamiento 1º) y acondicionamiento 2º de acuerdo con elplan de muestreo y se envían a Control de Calidad en donde se realiza elanálisis. Para determinar el número de unidades a muestrear, normalmente se utilizan lastablas de muestreo por variables tales como la Norma Military Standard 414,normalmente en su nivel de inspección IV, o su equivalente, la Norma UNE 6630-030-84. También son de aplicación general varias fórmulas: N , N +1 0’5 N , etc.siendo N = número total de unidades del lote.
En el análisis de materias primas y en el análisis de los productos terminados,se utiliza el “muestreo estratificado al azar” pues entonces la población dellote suele estar repartida en grupos (recipientes) que se muestreanposteriormente.
3.6.- Revisión de la documentación y salida al mercado
Terminado el proceso de acondicionamiento, perfectamente identificadas todaslas cajas y embalajes se envían al almacén de cuarentena (hoy día en la mayor parte de las empresas, se utiliza una cuarentena informática).Paralelamente se recibe en el departamento de Garantía de calidad la documentación de un lotede las distintas fases del proceso desde control de calidad y desde producción. Se revisa toda ladocumentación del lote y si es correcta se da la orden de salida al mercado. En España la salida al mercado del lote de una especialidad, la firma el Director Técnico que en lamayoría de los casos es farmacéutico u otra persona que tiene los estudios y experienciareconocida análogos (ver anexo 16 de las Eu-GMP
GESTIÓN DE LA CALIDAD EN LA INDUSTRIA FARMACÉUTICA
ÁMBITO DE APLICACIÓN
-Buenas Prácticas de Laboratorio (BPL) • I+D: -Fase Preclínica excepto los estudios de Desarrollo Farmacéutico
-Buenas Prácticas Clínicas* (BPC) • I+D: -Fase Clínica Estudios Clínicos de Fase I, II, III. Comercializado el producto, la Farmacovigilancia se considera la

Fase IV de los estudios clínicos.
-Buenas Prácticas de Fabricación ** (GMP) • Desarrollo Farmacéutico (Laboratorio deFarmacotecnia y Planta Piloto)
• Fabricación Industrial de Medicamentos(Planta Industrial de Fabricación)
_________________* Las BPL no son aplicables al diseño y síntesis de nuevas moléculas** Traducido normalmente como Normas de Correcta Fabricación (NCF).
Cuadro 5
4.- Validación de los procesos
Al aplicar la Validación Industrial en los procesos de fabricación, se ha comprobadoque las GMP son imprescindibles, no sólo como exigencia de las autoridades sanitariasen la Industria Farmacéutica para fabricar con calidad, sino también para aumentar laproductividad.Vale la pena precisar que el método de análisis también es un proceso o procedimientoy por lo tanto es imprescindible para asegurar la fiabilidad de la calidad delmedicamento, tener validados tanto los procedimientos de producción como losprocedimientos analíticos.
5.- Formación continuada El capitulo 2 de las Eu-GMP, trata de la formación del personal.Se resalta como principio fundamental que el establecimiento y mantenimiento de unsistema satisfactorio de garantía de calidad y de correcta fabricación de medicamentosdepende de las personas.Por esta razón ha de haber suficiente personal cualificado para realizar todas las tareasque corresponden al fabricante.Cada persona debe comprender claramente que responsabilidades le son atribuidas enrelación a las funciones que desarrolla y estas deberán figurar en instrucciones escritas(job descriptions).
Todo el personal debe conocer en general las Buenas Prácticas de Fabricación/Normasde Correcta Fabricación y en especial aquellas que le afecten y debe recibir formacióninicial y continuada, incluyendo instrucciones referentes a la higiene.
Dentro de las normas generales de este capítulo, cabe destacar:

1. El fabricante debe disponer de un organigrama de todo el personal de la fábrica,con una descripción de las tareas específicas, principalmente de los cargosresponsables.
2. Aunque en laboratorios pequeños el Director Técnico a menudo es responsable deControl de Calidad, los responsables de Producción y de Control de Calidad deben sermutuamente independientes.
La formación del personal es un elemento básico del funcionamiento delas empresas y se ha de entender como una formación continuada. Esuna de las mejores inversiones, ya que representa un activo que da losmejores rendimientos
Facilita:Mejora continuaPermite estar al día en técnicas y herramientas. Desarrollo de las capacidades de los empleados/as.Facilita a empleados/as la consecución de objetivos marcados por laempresa.Establece compromiso empleado/a – empresa.
Comunicación.Establece relación empleado-empresa.Disipa tensiones, temores, rumores.Mejora la cohesión entre los componentes de la empresa.
Reconocimiento.Compensación de resultados excepcionales.Compensación de sobreesfuerzo.Compensación de nuevas ideas.
5.1. Programa de Formación del personal
Como ejemplo en el cuadro ---- se observa los capítulos que pueden realizarsepara la formación del personal de la Planta industrial farmacéutica.Es evidente que ha de haber también un programa de formación continuada para todoslos departamentos de la compañía.

PROGRAMA DE FORMACIÓN DEL PERSONAL
1. Misión de la Industria Farmacéutica. Concepto de Calidad. Concepto y descripción de lasformas de dosificación.
2. Normas de Correcta Fabricación de Medicamentos. Principios generales.3. Normas de Buenas Prácticas de Laboratorio. Principios generales.4. La higiene en la fabricación de medicamentos.5. Limpieza y orden en la Planta de Fabricación.6. Limpieza y mantenimiento de la maquinaria.7. Contaminaciones cruzadas. Causas y forma de evitarlas.8. Normas generales de la zona de pesadas.9. Orden y limpieza como “indicadores” del funcionamiento de un Laboratorio Farmacéutico.10. Errores más frecuentes cometidos en una planta de fabricación.11. Estructura general y flujo de fabricación de un Laboratorio Farmacéutico. Aplicación
práctica a la Empresa.12. Responsabilidad, funcionamiento y rotación de los Almacenes.13. Productividad, Tiempos de Producción, Cadenas de Producción. Tiempos muertos.14. Funcionamiento de un Departamento de Control de Calidad.15. Funcionamiento de un Departamento de Garantía de Calidad.16. La Seguridad y medio ambiente en una Planta Farmacéutica.17. Cualificación/validación de la maquinaria farmacéutica. Fundamento.18. Cualificación/validación de los métodos de limpieza. Fundamento.19. Validación de los procesos de fabricación. Fundamento.20. Fabricación de formas de dosificación sólidas de administración por via oral. Concepto y
generalidades. Casos prácticos.21. Fabricación de medicamentos líquidos de administración por vía oral. Concepto y
generalidades. Casos prácticos.22. Fabricación de medicamentos de administración por vía parenteral. Concepto y
Generalidades. Casos prácticos.23. Fabricación de medicamentos de aplicación tópica. Concepto y generalidades. Casos
prácticos
Cuadro --
6.- Organigrama funcional de una planta industrial farmacéutica. Relación entreGarantía de Calidad y Control de Calidad

Un ejemplo de organigrama funcional de una Planta industrial farmacéutica, puede serel siguiente, en donde se observan las principales funciones de Garantía de Calidad yControl de Calidad,de acuerdo con las Eu-GMP.
* A veces el departamento de Garantía de calidad, se le denomina de Gestión de la calidad
Dirección Planta
Farmacéutica
Dirección Producción Dirección Explotación Logística * DirecciónGarantía Calidad
Formación personal
NormativasDocumentaciónValidacionesEvaluar resultados
Control deCalidad:MuestreoEspecificaciones EnsayosDocumentación
Sólidos Líquidos Semisólidos Injecta.
Mantenimiento Oficinatécnica
Ingenieríade proceso

7.-LIMS. Ejemplo práctico.
La recepción de muestras en el laboratorio y su posterior tratamiento en aras a informarde los resultados obtenidos ha sido siempre un quebradero de cabeza para losresponsables de Control de Calidad. Si bien tradicionalmente las únicas premisas quedaban fe de la fiabilidad de los resultados eran el sellado burocrático y la firma del jefede la unidad analítica, el “boom” a mediados de los 90 de los programas LIMS(Laboratory Information Management Systems) ha variado considerablemente elescenario.Por un lado se deja de lado el papel escrito en el que se anotaban todos los datos,fórmulas y resultados para dejar paso a la introducción informática por parte de losanalistas, si se trata de LIMS administrativos, o de los propios equipos si éstos seconectan directamente al programa. Por otro lado, la aparición de los conceptos como lafirma electrónica o el audit trail hacen necesaria una validación informática exhaustivapara garantizar un correcto funcionamiento de todo el sistema.La revolución LIMS, pues, está servida. Los analistas deben registrar las muestras en ellaboratorio o ser recibidas éstas de forma automática a través del programa ERP de lacompañía. Una vez registradas, habrá que introducir los datos que se van generandodurante la determinación de los parámetros especificados previamente para la muestraobjeto de análisis. Al final, el boletín de análisis intermedio o el certificado analítico deproducto acabado es elaborado automáticamente por el propio software. A partir de ahí,enviar la información a quién lo necesita es cuestión de disponer de los elementosadecuados para agilizar dicho proceso (e-mail, impresoras en red...). Se reducen así lastareas administrativas a realizar dado que es el paquete informático quien las desarrolla.En cualquier caso, para un adecuado funcionamiento hay que generar las plantillasnecesarias y vincularlas a la especificación analítica de la que provienen. Hay quedefinir los parámetros que se realizan en el laboratorio, cómo se denominan y quéfórmula los soporta. Es imprescindible decidir quién será el administrador del sistema,que es el que gobierna todos los cambios y da acceso a los demás usuarios según elperfil que cada uno tiene definido. Cada usuario debe tener su propio estatus dentro delsistema y una jerarquía acorde con el propósito de su tarea: bien sea introducir datos,realizar consultas o aprobar dentro del sistema.Como todo sistema informático, es preciso validarlo según las normas GMP y enparticular estando muy atento a las características que afectan al cumplimiento de lanorma 21 CFR parte 11 que la FDA (Food and Drug Administration) ha generado para

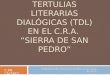
el control de todos aquellos sistemas que generan registros electrónicos para los que senecesita un alto grado de seguridad y fiabilidad.La validación se realiza siguiendo el ciclo de vida informático tal y cómo se observa enel gráfico. Dicho ciclo de vida está compuesto de la preparación de los requerimientos yel análisis que se hace de ellos, el diseño y desarrollo de los programas específicos, lafase de test y la implantación y aceptación de todo ello por parte del comprador el cualdebe estar convencido que el diseño final se ajuste totalmente a los requerimientosnecesarios del laboratorio.
Requerimientos y análisis.Los compradores (laboratorio de control de calidad) deben elaborar los requerimientosde usuario (URS) en los que hay que enumerar los requisitos que necesitan para cubrirsus expectativas en materia de LIMS. Una vez aprobados y decidido el paquete aadquirir, se contrastan las posibilidades reales del programa para cada uno de los URS yse emite un documento (especificaciones funcionales) que argumenta lo cerca o lejosque está el programa de los requerimientos iniciales. Las especificaciones funcionalesson habitualmente redactadas por el suministrador. La aceptación del diseño por partedel comprador finaliza dicha etapa. Se prepara en este momento el Plan de Validaciónque incluirá todos los pasos a seguir, quienes serán los responsables de cada etapadurante el periodo de validación y quién aprobará todas las actuaciones a realizar apartir de este momento.
Diseño y desarrollo.A continuación se pasa a la fase de diseño y desarrollo. Se instala el módulo estándar yse empieza el desarrollo de los programas específicos para poder disponer de todos losrequerimientos que no son cubiertos por el software adquirido. Esto genera una revisióndocumental del diseño para adecuarlo a la arquitectura final del programa informáticoinstalado en el laboratorio. Hay que precisar que la validación del sistema no es sólopara confirmar que el software comprado (sistema informático) se ajusta a lasespecificaciones del suministrador sino que también se adecua al entorno de trabajo(sistema informatizado) que se requiere.
TestEn la fase de test se instala el prototipo y se preparan y ejecutan los protocolos de IQ(Cualificación de la instalación) y OQ (cualificación operacional). La ejecución de estosprotocolos sirve para comprobar que la instalación es correcta y que el programacumple con los requisitos que el propio fabricante ha impuesto a su producto. Ademáspermite identificar si los desarrollos específicos se adecuan a los requerimientosiniciales, dado que se chequean todos ampliamente.

Aceptación e implantación.La fase final se inicia con la elaboración de los PNTs correspondientes a las tareas quese tienen que ejecutar a partir de la puesta en marcha del equipo y, por tanto,susceptibles de ser ampliados o corregidos una vez el software esté en marcha. Se llevaa cabo la formación de los usuarios para que puedan ejecutar el último protocolo(Cualificación funcional o PQ) que será realizado con muestras/valores reales. Acontinuación se verifica la carga de datos. Este aspecto es fundamental dado que hayque tener en cuenta todos los parámetros que se requiere analizar para cada uno de losproductos objeto de análisis por lo que es necesaria una comprobación muy exhaustivay exacta de la información previamente introducida para evitar errores en elfuncionamiento diario. Finalmente, se redacta el informe final de validación que sirvepara garantizar el funcionamiento del programa según corresponde a las GMP.
Disponer de un LIMS en el laboratorio permite incrementar la productividad del mismosobretodo si se trata de un laboratorio que genera muestras muy repetitivas y en grancantidad. Pero además permite evitar todos aquellos errores fruto de las transcripcionesde un documento a otro ya que éstas se realizan automáticamente. Genera una mayorseguridad de los datos y permite realizar fácilmente estudios históricos de parámetros,de lotes y en definitiva agiliza el disponer de información que sin este producto esdifícil de preparar en tiempos cortos.

CICLO DE VIDA Y DOCUMENTACIÓN RELACIONADA:
ACTIVIDADES DE PROYECTO ACTIVIDADES DE VALIDACIÓN
REQUERIMIENTOS Y ANÀLISISRequerimientos de usuario
Revisión del diseñoPropuesta Suministrador
Plan de Validación
DISEÑO Y DESARROLLOInstalación Software
Standard
Parametrización y configuración del sistema
TEST
Instalación prototipo Protocolo IQ
Protocolo OQ
Acceptación del sistema
IMPLANTACIÓN
Elaboración de PNTs
Formación usuarios
Protocolo PQ
Informe Final de ValidaciónInicio Explotación
Informe IQ
Informe OQ
Informe PQ

Procedimiento operativo
El flujo de tareas a seguir para poder disponer de resultados en el LIMS queda referenciadoen el esquema adjunto. Una vez el paquete ha sido validado se procede a su uso rutinario. Hayque partir de la base que todos los datos que se introducen en el LIMS son correctos, que sehan obtenido mediante el uso de métodos analíticos apropiados para el tipo de muestra aobtener y que dichos métodos han estado convenientemente validados para su uso. Al mismotiempo, se presupone también que los equipos que han permitido obtener dichos valores hansido adecuadamente cualificados y calibrados según el plan de calibración vigente en ellaboratorio de control. Lógicamente todos los analistas deben haber estado entrenados en lafase de validación con lo que se asegura un buen uso del software.
Los pasos a seguir son:
1. Registrar la muestra: Una vez la muestra entra en el laboratorio correctamente etiquetada,bien se trate de una materia prima, control de proceso, intermedio o producto acabado, sedebe registrar adecuadamente. Esta actuación se puede realizar manualmente por parte dela persona que entra la muestra en el laboratorio o automáticamente si dispone de uncódigo de barras asociado al código y/o número de lote que se quiere analizar.
2. Impresión de hojas de trabajo: Una vez registrada la muestra, se generan automáticamentelas hojas de trabajo que deberán ser usadas por los analistas para añadir los registros quese obtengan durante el análisis o para indicar cualquier anotación que surja durante lasdeterminaciones. Todos los registros que se añaden a las hojas deben estar correctamenteidentificados (código/nombre, lote, iniciales analista, fecha y hora). Las hojas de trabajo,previamente definidas durante la parametrización y configuración del sistema, no puedenser copiadas dado que se trata de originales. Sólo en caso de accidente o rotura de dichospapeles, el supervisor tendrá la potestad de volver a imprimirlas dejando anotado en elprograma el porqué de dicha decisión. Así se evita trabajar con la libreta de laboratorio
Registrode muestras
ImpresiónHojas de trabajo
Introducción de
datos
Supervisión de
datos
Aprobado de la muestra
Explotación datos

tradicional y se puede disponer de toda la información referente al análisis en un mismoarchivo documental.
3. Introducción de datos: A medida que se van realizando los diferentes parámetros, elanalista debe introducir los datos (raw data) en el ordenador. Los datos a introducir son laspesadas correspondientes a cada determinación, las áreas de los picos cromatográficos sino se ha realizado el cálculo previamente en una hoja de cálculo validada, o los ml que hagastado una valoración para el correspondiente viraje. Esta parte es fundamental dado quees la única que se realiza manualmente y es dónde el error humano se puede producir.Para supervisar que dicha operación se realiza correctamente es necesario tener lassiguientes precauciones:• O bien se dispone de registros impresos de todos los aparatos que generan datos en el
laboratorio acoplando impresoras a las balanzas, pHmetros, valoradores y demásequipos de trabajo,
• O bien se acopla la señal de cada uno de estos equipos al LIMS de manera que puedarecogerla directamente sin intervención del analista. No todos los LIMS del mercadoni todos los equipos analíticos permiten dicha conexión directa por lo que esinteresante evaluar la primera opción como la más adecuada en una primera fase deimplantación del software.
4. Supervisar los datos: El responsable de laboratorio, o el técnico analítico designado a talefecto, debe supervisar la introducción de los datos una vez finalizado todo el análisis.Normalmente los resultados estarán correctos y no será necesario ninguna aportación. Encaso de que algún parámetro no cumpla la especificación correspondiente (la cuál debeestar incluida en el informe que ejecutará el LIMS para finalizar el trabajo) el supervisoriniciará una investigación para determinar cuál es la causa que ha provocado dichadiscrepancia entre el valor deseado y el encontrado. Se inicia pues, en este momento, unnuevo flujo de trabajo que empieza por la investigación en el laboratorio. Si la causa esasignable a un error generado por el analista, el análisis inicial no se tiene en cuenta y serepite el análisis con la misma muestra un mínimo de dos veces (en algunas guías se hablade hasta 7 determinaciones) y, si es correcto, se procede al aprobado de la muestra. Si lacausa no es asignable al laboratorio hay que ir más allá y evaluar si está relacionada conalguna incidencia en el proceso de fabricación. En este caso pueden darse dosposibilidades:o Confirmar que haya habido realmente un problema de fabricación. En este caso se
rechaza el lote.o No aparece ninguna causa aparente durante el proceso. Entonces hay que reanalizar
ampliando con otras técnicas analíticas más precisas para conocer con detalle elestatus real de la muestra. Si el reanálisis indica que la muestra es correcta, se descartael primer resultado y la muestra se aprueba. Si, por el contrario, el reanálisis confirmael no cumplimiento y el lote se rechaza. Sólo se remuestreará si se tiene una evidencia

clara de que ha habido algún error durante el muestreo o si se ha gastado la muestracompletamente en análisis previos.
5. Aprobado: Una vez el supervisor ha comprobado que la introducción de datos es correctay los resultados están dentro de especificación aprueba los resultados analíticos y deja ellote en espera del aprobado final que realiza AQ.
6. Explotación de históricos: A partir de ahí, todos los resultados obtenidos quedan incluidosen la base de datos y éstos pueden recuperarse cuando sea necesario. Según las GAMP loshistóricos deben guardarse un tiempo mínimo (usualmente 5 años) para su consulta.Aparte de la recuperación puntual de algún dato, es conveniente disponer de unaaplicación que genere gráficos de tendencia para evaluar si el proceso productivo hasufrido cambios o se mantiene dentro de los márgenes de impurezas que se hanidentificado durante la validación. La confección por parte de AQ del APR (AnnualProduct Review) servirá para identificar variaciones del proceso en 1 año. El LIMS seráfundamental en el suministro rápido y eficaz de dichos valores.
8.-Bibliografía
Halpin F.J. “Cero Defectos”, Ed..CEAC S.A., Barcelona 1970- Salazar, R. La Calidad: Parámetro esencial en la fabricación de medicamentos. Real
Academia de Farmacia de Catalunya, conferencia. Abril 1983.- Normas de Correcta Fabricación. BOE del 30 de abril de 1985.
Monden Yasuhiro. “El Sistema de Producción de Toyota”, Just in Time. Ed.Price Waterhouse-IESE, Barcelona 1987
- Sabater, J. y Vilumara, A. Buenas Prácticas de Laboratorio. Ed. Diaz de Santos S.A.1988.- Deming W. Edwards. “Calidad, Productividad y Competitividad”, Ed.Diazde Santos, Madrid 1989
- Good Clinical Practices for Trials on Medical Products in the European Comunity.III/3976/88 EN final. 11julio 1990.
- Ley del Medicamento. BOE del 20 de diciembre de 1990.- Sharp J. “Quality Rules”, Ed.John Sharp ,Anchor PressWoodley, England1991
-Salazar Macian, R. “Aplicación del Concepto de Calidad Total a la IndustriaFarmacéutica”.Discurso Real Academia de Farmacia de Catalunya.Noviembre 1991, Barcelona- Real Decreto 561/1993 de 16 de abril. Se establecen los requisitos para larealización de ensayos clínicos con medicamentos. BOE nº 114.
- Beneitez, E. Good Manufacturing Practices: La Gestión Técnica en la Fabricaciónde Medicamentos. Consejos Prácticos. Ed. CESA. Madrid 1996
- Guía ICH Tripartita y Armonizada para la Buena Práctica Clínica (BPC). ElMedicamento (I+D), nº 2, Febrero 1997. Investigación Clínica.
-Investigating Out of Specification (OOS) Test Results for Pharmaceutical

Production, publicada por la FDA en Septiembre 1998.- Salazar, R. Apuntes sobre Tecnología Farmacéutica: Validación Industrial. Su
aplicación a la Industria Farmacéutica. Imprenta Romargraf, Barcelona. 1999.- Good Manufacturing Practice Guide For Active Pharmaceutical Ingredients Q7A. Recomendado para Adopción en el Step 4 del proceso ICH el día 10 November 2000 por el ICH Steering Committee
- Salazar Macian, R.”Aplicación del Concepto de Calidad Total a la IndustriaFarmacéutica. Gestión de la Calidad en el Desarrollo y FabricaciónIndustrial de Medicamentos. Editor Ramón Salazar M., Barcelona 2001Willig Sidney H. Good manufacturing practices for pharmaceuticals: a planfor total quality control from manufacturer to consumer. 5 th editión rev. Andexpanded, Editor Marcel Dekker, New york-Basel cop. 2001Salazar Macian, R. “Concepto de Calidad en la Industria Farmacéutica”.Seminario: Preparación y Gestión de las Auditorias de la FDA y la UniónEuropea. Palau de las Heures UB, Junio 2001, Barcelona
- Normas de Correcta Fabricación de Medicamentos de la Comunidad Europea, VolIV. Oficina de publicaciones oficiales de las Comunidades Europeas, Luxemburgo.2002.
- Salazar Macian, Ramon.”Tecnología Farmacéutica Industrial: fabricación y controlde medicamentos sólidos de administración por vía oral” Editor Ramon Salazar M.Imprenta Romargfraf, Barcelona, diciembre de 2003
- Guidance for Industry Part 11, Electronic Records; Electronic Signatures Scope and Application. Publicada en Febrero 2003 por la FDA.
.