Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD AZCAPOTZALCO
REDISEÑO DEL SISTEMA DE CONTROL POR UN CONTROL
PROGRAMABLE PLC, PARA UNA MÁQUINA DE PLÁSTICO
DE EXTRUSIÓN SOPLO MODELO BEKUM H – 121.
TESIS
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO MECÁNICO
Presenta: Ignacio Pedro Mendoza Martínez
Asesores: Ing. Eduardo Rico González
Ing. Ramón Valdés Martínez
MÉXICO, D.F. 2016



Página v
AGRADECIMIENTOS.
Dedico este presente trabajo y toda mi carrera profesional
A Dios por ser quien ha estado a mi lado en todo momento dándome las fuerzas
necesarias para continuar luchando día a día y seguir adelante.
Con todo mi cariño y mi amor para las personas que hicieron todo en la vida para que yo
pudiera lograr mis sueños; gracias por impulsarme y darme la mano cuando sentía que el
camino se terminaba, a ustedes por siempre mi corazón y mi agradecimiento.
Papá y mamá
A tu paciencia y comprensión, para que yo pudiera cumplir con el mío.
Gracias por estar a mi lado. Alejandra
Gracias por estar siempre conmigo,
ya que son el motor para seguir adelante y cada día ser mejor.
Megan, Keira y Juan
Muchas gracias por tu apoyo para lograr este proyecto.
Saúl Benítez.
Gracias a esas personas importantes en mi vida, que siempre estuvieron listas para
brindarme toda su ayuda, ahora me toca regresar un poquito de todo lo inmenso que me
han otorgado. Con todo mi cariño está tesis se las dedico a ustedes:
Noé Villalba & Gerardo Oviedo
Agradezco a cada uno de los profesores que me han apoyado una y otra vez.
Quienes formaron parte fundamental para que este proyecto se llevara a cabo.
Ing. Eduardo Rico González& Ing. Ramón Valdez
Un agradecimiento especial al INSTITUTO POLITECNICO NACIONAL, por brindarnos los
conocimientos para poder llegar a ser unos grandes profesionistas, así también a la
institución de ESIME AZCAPOTZALCO.
“Es preferible la más pálida tinta, que la más brillante memoria”
Proverbio Oriental

Página vi
ÍNDICE
CONTENIDO PAGINA
Portada i
Portada interior ii
Autorización de tema iii
Prohibición de uso de obra
Dedicatoria y Agradecimiento iv
v Índice de contenidos vi
Lista de abreviaturas ix
Lista de figuras x
Lista de tablas xii
Resumen xiii
Objetivo xiv
Justificación xv
Introducción xvi
CAPITULO 1 GENERALIDADES 1
1.1 Antecedentes 2
1.2 Planteamiento del problema 2
1.3 Delimitación del proyecto a desarrollar 3
1.4 Definición del problema 3
1.5 Beneficios esperados 4
1.6 Estado de la técnica 4
1.7 Marco teórico 5
1.7.1 Historia del desarrollo de la industria del plástico 5
1.7.2 La máquina de extrusión a soplo 6
1.7.3 Composición de una máquina de extrusión a soplo 7
1.7.4 Control tradicional 8
1.7.5 ¿Qué es un PLC? 9
1.7.6 ¿Qué es la automatización? 9
1.7.7 Arquitectura de un PLC 9
1.7.8 Tipos de automatización 9
1.7.9 Formas de automatización 10
1.7.10 Sistema de control 10
1.7.11 Señales de entrada y salida 11
1.7.12 Módulos de entrada 11
1.7.13 Módulos de salida 11
1.7.14 Entradas y salidas analógicas 11
1.7.15 Interfaces 11
1.7.16 Temporizadores y contadores 12
1.7.17 Lenguaje del PLC 12
1.7.18 Conceptos básicos del PLC 13
1.7.19 Sensores 14
1.7.20 Actuadores 15
1.7.21 Botones pulsadores 15
1.7.22 Selectores 15
1.7.23 Termopares 15

Página vii
1.7.24 Relevadores 16
1.7.25 Interruptor termomagnético 16
1.7.26 Normas dentro de la automatización 17
1.7.27 Normas IEC 61131 17
1.7.28 El estándar internacional ISO 9506 18
1.7.29 Estandarización en la programación del control industrial IEC
61131-3
19
1.7.30 Norma IEC 61131-5 27
1.7.31 Norma IEC 60848 27
1.7.32 Norma UNE-EN 60204-1 28
CAPÍTULO 2 PROCESO DE DISEÑO DE INGENIERÍA 32
2.1 Determinación de los criterios de diseño con metodología(s)
prospectivas para definir el problema
33
2.2 Descripción del proyecto 36
2.2.1 Requerimientos del cliente 38
2.2.2 Árbol de funciones 39
2.2.3 Generación de conceptos 39
2.2.4 Evaluación de conceptos 41
2.3 Gestión del proyecto 43
2.3.1 Ciclo de vida de un proyecto 43
2.3.2 Planeación 44
2.3.3 Programación 46
2.3.4 Ejecución 47
2.4 Diseños conceptuales propuesto 3D como alternativa de
solución
50
CAPÍTULO 3 ANÁLISIS DEL DISEÑO DE INGENIERÍA 52
3.1 Análisis técnico de materiales comerciales y especiales 53
3.1.1 Diagramas y memoria de cálculo 58
3.1.2 Diagramas de direccionamiento para Bekum H-121 59
3.1.3 Diagrama de ciclo de trabajo de una Bekum H-121 63
3.2 Análisis para diseño de control 64
3.2.1 Programación con software STEP 7 65
3.2.2 Interfaz hombre-máquina (HMI) 98
3.3 Animación funcional del diseño final para validación digital 101
CAPITULO 4 PLANOS DE INGENIERÍA FINALES 102
4.1 Plano de máquina de plástico de una Bekum H-121 en AutoCAD
2D
103
4.2 Diagrama de automatización de máquina de plástico en
Automation studio
104
4.3 Vista frontal y lateral de la máquina Bekum H-121 105
4.4 Vista lateral en cilindros de cierre de molde y cilindros de carro 106
4.5 Plano hidráulico de máquina Bekum H-121 107

Página viii
4.6 Plano neumático de máquina Bekum H-121
108
CAPITULO 5 ANÁLISIS Y EVALUACIÓN ECONÓMICA DEL PROYECTO 109
5.1 Análisis de factibilidad 110
5.1.1 Estimación de costos de construcción o de manufactura 113
5.2 Determinación de beneficios productivos y competitivos 116
5.3 Métodos para evaluar financieramente proyectos. 118
5.4 Retorno de inversión 113

Página ix
LISTA DE ABREVIATURAS
A Amper
ANSI Instituto Americano Nacional de Estándares
AWG Calibre de cable de los Estados Unidos
°C Grados centígrados
CA Corriente alterna
CD Corriente directa
CNC Control numérico computarizado
CPU Unidad central de proceso
DIN Instituto alemán de normalización
IEC Comisión electrotécnica internacional
FEM Fuerza electromotriz
HMI Interfaz hombre-máquina
MA Miliampers
PLC Controlador lógico programable
TIA PORTAL Automatización total integrada
V Volts

Página x
ÍNDICE DE FIGURAS
FIGURA CONTENIDO PAGINA
CAPITULO 1
Figura 1.1 Secciones de una máquina de plástico modelo Bekum H-121 8
Figura 1.2 Funciones de tratamiento norma IEC 61131 20
Figura 1.3 Interfaz señales sensores y actuadores 21
Figura 1.4 Interfaz hombre-máquina 21
Figura 1.5 Funciones de programación y archivado del mismo 21
Figura 1.6 Disponibilidad y fiabilidad 22
Figura 1.7 Características de la ergonomía 22
Figura 1.8 Hardware de un autómata programable 23
Figura 1.9 Diagrama de función secuencial 28
Figura 1.10 Lenguajes de programación IEC 61131-3 29
CAPITULO 2
Figura 2.1 Metodología lineal de diseño 33
Figura 2.2 Despliegue de función de la calidad 34
Figura 2.3 Procedimiento de QFD 35
Figura 2.4 Descomposición jerárquica en un árbol de funciones 36
Figura 2.5 Árbol funcional 38
Figura 2.6 Niveles de costo y dotación del personal durante el ciclo de
vida del proyecto (PMBOK)
44
Figura 2.7 Plan de red del proyecto 47
Figura 2.8 Método de solución de secuencias 47
Figura 2.9 De fase-estado, máquina de plástico de extrusión a soplo 48
Figura 2.10 Diseño de solución del PLC S7-1200 49
Figura 2.11 Máquina Bekum H-121 del concepto ganador 51
CAPITULO 3
Figura 3.1 CPU 1211C Simatic S7-1200 de siemens 54
Figura 3.2 Detector de proximidad inductivo 56
Figura 3.3 Gabinete de control con Simatic panel HMI 57
Figura 3.4 Diagrama de flujo de la selección del PLC 58
Figura 3.5 Hardware Simatic S7-1200 con CPU 1215C 62
Figura 3.6 Configuración de hardware en S7-1200 TIA portal 65
Figura 3.7 Visualización de las pantallas HMI en el TIA portal 98
Figura 3.8 Botón de simulación situado en la barra de herramientas 98
Figura 3.9 Ventana del asistente del TIA portal 99
Figura 3.10 Pantalla de inicio en el TIA portal 99
Figura 3.11 Presentación de las zonas de calefacción en un panel con
TIA portal
100
Figura 3.12 Presentación de temporizadores de la máquina Bekum H-121 100

Página xi
Figura 3.13 Diagrama de escalera de Bekum H-121 101
CAPITULO 4 102
Figura 4.1 Plano de máquina de plástico extrusión soplo Bekum H-121
2D
103
Figura 4.2 Diagrama de automatización de Bekum H-121 104
Figura 4.3 Vista frontal de Bekum H-121 105
Figura 4.4 Vista lateral de máquina de extrusión soplo Bekum H-121. 105
Figura 4.5 Vista lateral Cilindros de Molde (C), y cilindros de carro (B). 106
Figura 4.6 Sistema de corte (H) 106
Figura 4.7 Plano hidráulico Bekum H-121 107
Figura 4.8 Plano del sistema neumático 108
CAPITULO 5
Figura 5.1 Gráfica de punto de equilibrio 121

Página xii
INDICE DE TABLAS
TABLAS CONTENIDO PAGINA
CAPITULO 1
Tabla 1.1 Datos en la programación 13
Tabla 1.2 Tipos de termopar 16
Tabla 1.3 Principales normas electrotécnicas 18
Tabla 1.4 Código de colores para conductores 31
Tabla 1.5 Código de colores utilizado por compañías fabricantes de
máquinas
31
CAPITULO 2
Tabla 2.1 Clasificación de los requerimientos 38
Tabla 2.2 Generación de conceptos 40
Tabla 2.3 Evaluación de conceptos por factibilidad 41
Tabla 2.4 Evaluación de conceptos de acuerdo a la disponibilidad
tecnológica
41
Tabla 2.5 Evaluación de conceptos de acuerdo a los requerimientos
del cliente
42
Tabla 2.6 Matriz de Pugh 43
Tabla 2.7 Definición de actividades, duración de actividades y
estructura de desglose de trabajo del proyecto
46
CAPITULO 3
Tabla 3.1 Diagrama de ciclo de una máquina Bekum H-121 63
CAPITULO 5
Tabla 5.1 Factibilidad operativa en el rediseño del control. 111
Tabla 5.2 Factibilidad técnica 112
Tabla 5.3 Cotización de equipo electrónico 114
Tabla 5.4 Cotización de equipo electromecánico 115
Tabla 5.5 Comparación de costo entre conceptos. 115
Tabla 5.6 Conceptualización del proyecto 117
Tabla 5.7 Lista de actividades del proceso de ingeniería del rediseño
de la máquina de plástico de extrusión a soplo Bekum H-121
117
Tabla 5.8 Costo total de rediseño del control por controlador
programable PLC.
118
Tabla 5.9 Costo de ganancia mensual. 119
Tabla 5.10 Costo fijo mensual 119
Tabla 5.11 Costos variables 119
Tabla 5.12 Comprobación de Punto de equilibrio. 120
Tabla 5.13 Datos para grafica de punto de equilibrio 120
Tabla 5.14 Resultados de la gráfica de punto de equilibrio 121
Tabla 5.15 Flujos de efectivo del proyecto 122

Página xiii
RESUMEN
La máquina de extrusión a soplo modelo H-121, realiza un proceso continuo, por consiguiente
una falla de cualquier índole perjudica la producción. En su mayoría estas máquinas con
tecnología obsoleta presentan un control electromagnético deficiente y obsoleto que da como
resultado altos costos en su mantenimiento.
Es por lo cual que se presenta, este proyecto de rediseño del control por un control
programable (PLC), para sustituir y eliminar dispositivos como relevadores, contactores,
temporizadores, contadores, interruptores de límite o fin de carrera y la eliminación de cable por
señales, botones etc.
Se instalara un control programable Siemens de la familia S7-1200, que cuenta para su
operación y alimentación una fuente de poder, la unidad central de procesamiento (CPU),
tarjetas de entradas y salidas digitales y una tarjeta de entradas analógicas.
Y una interfaz gráfica que proporciona al operador funciones de operación, forma parte de un
entorno informático en la comunicación entre el usuario y la máquina (HMI).
Mediante una metodología de diseño, para definir el problema se lleva a cabo la descripción
del proyecto y la gestión del proyecto; para especificar científicamente y técnicamente la
solución al problema planteado, hasta alcanzar el objetivo en tiempo y forma.
Se aplica toda una red de dispositivos para la automatización, se aplica la ingeniería de
programación de la máquina, la configuración del control programable y la interfaz gráfica
(pantalla o panel de control).
Por último se realiza un estudio de precios y cotizaciones del rubro de la automatización para
garantizar la automatización; llegando a la conclusión que el proveedor que brinda el mejor
soporte técnico, garantías y facilidades para este proyecto es la compañía Siemens.
También se realiza un estudio de factibilidad económica que demuestra la rentabilidad y
período de recuperación de la inversión al automatizar la máquina de plástico de extrusión a
soplo.

Página xiv
OBJETIVO
Es el rediseño del sistema de control eléctrico por un control autómata programable (PLC),
para aquellas máquinas de plástico de extrusión a soplo que aun trabajan con un sistema
electromagnético obsoleto y en malas condiciones.
Para integrarse y competir en la industria actual con la modernización y un óptimo
funcionamiento de la máquina.

Página xv
JUSTIFICACIÓN.
En la actualidad, la industria plástica tiene diversidad de procesos en la fabricación de envases,
entre ellos se encuentra el proceso continuo de extrusión a soplo. La mayor parte de la
maquinaria trabaja con un sistema de control electromagnético, el cuál presenta deficiencias
en su funcionamiento.
Este control electromagnético se basa en la lógica de cableado, es un sistema obsoleto y viejo.
Varios de sus componentes se encuentran dañados por cumplir su vida útil de trabajo.
Como consecuencia resulta un aumento en los costos de producción y mantenimiento, por
presentar un bajo rendimiento en su operación.
Ante este problema se propone rediseñar el sistema de control de la máquina, instalando un
control autómata programable (PLC), el cual nos va a permitir eliminar problemas de
funcionamiento en la operación de la misma; mejorando las condiciones de proceso de la
fabricación de botellas y elevando el rendimiento, así como la seguridad del personal sin
necesidad de realizar inversiones mayores.

Página xvi
INTRODUCCIÓN.
En el presente proyecto se analizó, calculó y selecciono los elementos necesarios para el
rediseño del control electromagnético por un control autómata programable de una máquina
de extrusión a soplo para plástico.
Una máquina de extrusión a soplo es un equipo capaz de plastificar el material polimérico
empujando hacia afuera continuamente, pasando a través de un cabezal y dado, expulsado
en forma de un tubo hueco, para que después suba el molde en posición abierta y tome el
material polimérico y este ya cerrado baje en posición inicial y baje inmediatamente un PIN y
sople dentro del molde y este llene una cavidad y adquiera la forma del producto deseado.
La máquina analizada cuenta con siete unidades principales:
1.-EXTRUSIONADORA
2.- TANQUE HIDRÁULICO
3.- SOPLADORA
4.-TABLERO ELECTRICO
5.- UNIDAD DE POTENCIA
6.- UNIDAD THEREMAT
7.- SISTEMA NEUMÁTICO
Nos enfocaremos al funcionamiento de la máquina, sustituyendo un control electromagnético
tradicional por un control autómata; en el cuál desempeñara las mismas funciones, los mismos
movimientos en posición manual y en automático; optimizando las funciones y el desempeño
de la máquina obteniendo un mejor rendimiento y producción.
Las partes que se instalaran en el Tablero eléctrico son:
Autómata programable (PLC) S7-1200 de la marca siemens.
Fuente de 24 V CD de 10 A.
Se propone cambiar los relevadores o contactores para las zonas de calefacción. Control
de 110 V CA para bobinas.
Se propone el cambio de porta fusibles por interruptores termomagnéticos para las zonas de
calefacción.
Se recomienda cambiar arrancadores y cable de equipos principales y periféricos. Control
de 110V para bobinas.
En la máquina se cambiarán microswitch o pulsadores de fin de carrera por sensores o
detectores de proximidad inductivos. Se conectarán termopares tipo “J” a las zonas de
calefacción.
Una vez analizados los elementos en el panel de control se emplearán y aprovecharan los
botones y selectores, y con la opción de instalar una pantalla tradicional o táctil. Después de
seleccionar cada uno de los componentes para el funcionamiento del equipo según las
necesidades requeridas también se está tomando en cuenta la seguridad del personal y de la
máquina. Los elementos de este circuito serán de alta calidad lo cual nos proporcionara una
alta producción. Gracias a esto se lograran reducir los costos sustancialmente lo cual generara
un crecimiento de esta empresa contribuyendo con el desarrollo del país.

Página 1
GENERALIDADES
En este capítulo se describe los
conocimientos comunes que inducen
a la solución del problema, en el
rediseño del control, por un control
programable (PLC), para una
máquina de plástico de extrusión a
soplo modelo H-121.

Página 2
GENERALIDADES
1.1 Antecedentes.
En este mundo globalizado las exigencias de los mercados son mayores, las empresas deben
ser más eficientes, lo cual nos lleva a producir más con menos recursos y con un alto nivel de
calidad.
Es por eso que en las industrias, se requiere tener en óptimas condiciones de funcionamiento la
maquinaria. Nos enfocaremos al giro de la industria plástica; en dónde encontramos en su
mayoría máquinas de extrusión a soplo, con deficiencias en su funcionamiento y mantenimiento
y por consiguiente un porcentaje de eficiencia debajo de las expectativas que se esperan.
Es posible detectar las necesidades y deficiencias de una máquina, ya que en su mayoría estas
tienen una cierta edad en la línea de producción. Tal vez esté bien la mecánica y la hidráulica,
pero el control no está automatizado. Encontramos el control electromagnético, compuesto por
relevadores y contactores en mal estado lo que significa también un alto costo de energía.
La opción más recomendable es mantener la parte mecánica y actualizar la parte del control y
potencia, con un sistema que permita tener la misma funcionabilidad con las máquinas de
última generación automatizadas y el ahorro en el consumo de energía eléctrica.
Para responder a estas exigencias se requiere innovar tecnológicamente con un equipo
autómata programable para el funcionamiento, operación y mantenimiento de la máquina, ya
que juntos se transforman en un factor competitivo.
1.2 Planteamiento del problema.
El objetivo general es sustituir un control electromagnético tradicional, con el rediseño por un
control lógico programable (PLC), para una máquina de extrusión a soplo para plástico.
Para este trabajo es necesario llevar a cabo una revisión minuciosamente en general de todos
los dispositivos que serán necesarios diseñar, las bases teóricas que debemos implementar; con
el propósito de identificar los problemas para facilitar la selección de los elementos a utilizar. Se
debe contemplar varios puntos para el proceso de diseño:
Planeación de la máquina
Análisis de movimientos y desarrollo
Diseño de fabrica
El rediseño de la máquina
El primer punto consta de la detección de una necesidad y la aclaración del problema, así
como de la búsqueda de información suficiente para llevar a cabo el desarrollo del diseño.
En el análisis de movimientos y desarrollo, es necesario conocer los sistemas que la conforman
los cuales son:
Sistemas de accionamiento
Sistemas de transmisión
Sistema sensorial
Sistema de potencia y control

Página 3
Para el diseño y rediseño de la máquina será necesario aplicar conocimientos de electricidad
para el control eléctrico, y de la electrónica para la operación y programación del control
lógico programable (PLC).
Con esto se desarrollara una solución por medio de la automatización con el empleo de un
controlador lógico programable (PLC) y que a su vez pueda ser adquirida por aquellos que les
sea difícil comprar una máquina de lo más actual y moderna.
1.3 Delimitación del proyecto a desarrollar.
Para el rediseño del control electromagnético por un control autómata programable, se
analiza, los componentes eléctricos, que en su mayoría ya cumplieron las horas de trabajo
requeridas así como también elementos mecánicos, hidráulicos y neumáticos.
Es necesario reconstruir la máquina para evitar futuros problemas con los otros sistemas de la
máquina y que cumpla con los requisitos de seguridad.
Principalmente encontramos máquinas con poca o nada de información sobre los sistemas
operativos del equipo, para empezar se trata de apoyarse con un manual, que por lo regular ya
no lo tiene la máquina para cuestiones de averías, fallas, mantenimientos, despieces del equipo
o bien para una consulta sobre operación o una pieza de trabajo para requisición. Una fuente
de información técnica es de gran apoyo e importancia para soluciones rápidas y correctas.
Se debe observar cada parte de la máquina e inspeccionar; posiblemente se encontrarán
daños que resaltan por desgaste de trabajo y un mal procedimiento de mantenimiento del
equipo.
Se facilitaría mucho si la información estuviera completa, los diagramas eléctricos son nuestra
herramienta más fuerte, ya que a partir de estos comenzaremos con el rediseño del control
lógico programable.
En ocasiones encontramos máquinas de modelos anteriores con las únicas tarjetas electrónicas
en operación sin que haya otra reposición en stock. Mandar tarjetas a fabricar porque ya no
son comerciales y una indefinida fecha de entrega por el proveedor representa un alto costo
de mantenimiento y producción por el paro de la máquina.
Es conveniente quitar el sistema de control electromagnético o de tarjetas electrónicas y
sustituirlos por un control lógico programable PLC. Actualizar el control, la operación, es más
costeable y beneficioso porque reduce paros de máquinas por averías, por calentamiento de
sistemas eléctricos etc. Es confiable su aplicación ya que el PLC debe ser capaz de
comunicarse con todos los constituyentes del sistema automatizado.
1.4 Definición del problema.
A través de los años, encontramos empresas con mucha maquinaria obsoleta o en malas
condiciones que por varias razones quedaron abandonadas o en el olvido, dentro o en los
patios de la empresa. Donde la mayoría presenta daños en los componentes de varios de los
circuitos y que la mayoría de las veces surgieron complicaciones para arrancar el equipo en
forma. Tiempo, dinero, malas decisiones por mencionar algunas causas, de ¿Por qué la
máquina no trabaja? o ¿Por qué la maquina no produce? Etc.

Página 4
Se debe realizar un chequeo minuciosamente, si en verdad la máquina está en condiciones o
tal vez con un rediseño en verdad solucione los desperfectos de cualquier sistema de la
máquina, motivo por el cual se imposibilita su operación. Si la máquina no cuenta con una
bitácora de mantenimiento se debe revisar físicamente flechas de cilindros hidráulicos, pernos,
bujes, aceite hidráulico y en general.
Con el paso del tiempo los sistemas fueron quedando obsoletos, haciendo muy difícil y costoso
la adquisición de refacciones para la misma, por este motivo se rediseñara el control con un
autómata programable PLC; empleando elementos de primera línea que satisfagan cualquier
exigencia. A partir de este rediseño, la maquina contara con el modo de producción
automático gracias a esto se lograra obtener una mayor producción en menos tiempo.
Los resultados nos permitirán trabajar bajo condiciones óptimas de funcionamiento y operación.
Reduciendo los costos en el proceso de producción que es muy importante.
1.5 Beneficios esperados.
La automatización como una disciplina de la ingeniería, es más amplia que solo un sistema de
control, abarca la instrumentación, que incluye desde los sensores, sistemas de transmisión,
hasta sistemas electrónicos sofisticados, y que lo más importante es que se puede implementar
en cualquier máquina, mecanismo, procesos industriales de lo más simple a lo más complejo.
Se ha convertido en una herramienta alternativa poderosa que actúa sobre la máquina y que
realiza la operación deseada.
Por último los resultados de tu trabajo son el reflejo, de los conocimientos y técnica que
solucionaron el problema, y que posteriormente se empezara un nuevo proyecto con otras
dificultades y retos. Queda como ejemplo a seguir, ya que hay infinidad de mecanismos que
requieren automatización y apoyo para facilitar su operación y que realmente es beneficioso.
1.6 Estado de la técnica.
La infraestructura de la tecnología de los autómatas programables ha ido desarrollándose,
simplemente que su empleo está indicado en el control de cualquier tipo de proceso.
Se debe a la gran facilidad de conexión entre sensores, actuadores y todo lo relacionado al
proceso, olvidando aquella infinidad de conexiones entre relevadores y contactores,
especialmente en aquellos casos en que las características del proceso eran cambiantes.
Es así que el autómata programable (PLC), es el empleo de la tecnología eléctrica en el control
junto con la tecnología electrónica.
Viene a sustituir el conjunto de componentes eléctricos (relevadores, enclavamientos,
contactores), que combinado con la electrónica ejercen la lógica de un control de mando.
Sus aportaciones son numerosas, son herramientas de fácil manejo por medio de un software de
programación y configuración.
Existe gran variedad de autómatas, que se van a diferenciar por sus funciones sencillas o
complejas, se debe analizar una serie de criterios tanto cuantitativos y cualitativos.
Por tanto van a permitir mejorar la competividad al permitir incrementar la productividad a unos
costes adecuados y mejorando la calidad, reduciendo los paros de máquina por un deficiente
control obsoleto de la máquina.

Página 5
1.7 Marco teórico.
El rediseño o construcción de cualquier dispositivo eléctrico en una máquina, se basa en
herramientas teóricas, las cuales describen, explican y orientan a la investigación que se lleve a
cabo en los diferentes procesos o al comportamiento del mismo. A continuación se presentan
los conceptos en los cuales se requieren para el rediseño, construcción y puesta en marcha del
sistema de control eléctrico de una máquina de plástico de extrusión a soplo.
1.7.1 Historia del desarrollo de la industria del plástico.
La industria del plástico es una industria joven, los primeros años se dedicaron a la investigación
y la implementación de los descubrimientos realizados, los siguientes años en la difusión de
información y aprovechamiento de ellos y estos últimos años en optimizar el uso de los mismos.
La investigación de estos materiales inició desde 1830, donde algunos científicos realizan una
síntesis de materias primas, que después serian aprovechadas en la elaboración de materiales
existentes en la naturaleza como, la madera y la piel de animales, que han sido utilizadas desde
el origen de la humanidad; vidrio y metal que registran su uso en las primeras civilizaciones
como Babilonia y Egipto; el plástico, es el primer material sintético, creado por el hombre.
Los resultados alcanzados por los primeros plásticos incentivaron a los químicos y a la industria a
buscar otras moléculas sencillas que pudieran enlazarse para crear polímeros. En la década del
30, químicos ingleses descubrieron que el gas etileno polimerizaba bajo la acción del calor y la
presión, formando un termoplástico al que nombraron polietileno (PE). Hacia los años 50
aparece el polipropileno (PP).
Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se produjo el cloruro de
polivinilo (PVC), un plástico duro y resistente al fuego, especialmente adecuado para cañerías
de todo tipo. Al agregarles diversos aditivos se logra un material más blando, sustitutivo del
caucho, comúnmente usado para ropa impermeable, manteles, cortinas y juguetes. Un plástico
parecido al PVC es el poli tetrafluoretileno (PTFE), conocido popularmente como teflón y usado
para rodillos y sartenes antiadherentes.
Otro de los plásticos desarrollados en los años 30 en Alemania fue el poliestireno (PS), un material
muy transparente comúnmente utilizado para vasos. El poliestireno expandido (EPS), una
espuma blanca y rígida, es usado básicamente para embalaje y aislante térmico.
También en los años 30 se crea la primera fibra artificial, el nylon.
En la presente década, principalmente en lo que tiene que ver con el envasado en botellas y
frascos, se ha desarrollado vertiginosamente el uso del tereftalato de polietileno (PET), material
que viene desplazando al vidrio y al PVC en el mercado de envases.
Dentro de la petroquímica, la industria de resinas sintéticas es la que presenta una mayor
relevancia, la producción nacional para plásticos se ha caracterizado por su dinamismo en los
últimos años, además la cadena productiva ha impactado todos los sectores de la economía
nacional, es decir nos encontramos ante una industria joven que ha evolucionado en forma
acelerada y normalmente a índices superiores.
La infraestructura y la capacidad económica, han aumentado el giro, provocando el
crecimiento de resinas termoplásticas; un ejemplo de lo comentado es la empresa o grupo de
Braskem S.A. y el grupo mexicano Idesa, el cual están desarrollando el proyecto Etileno XXI, que

Página 6
consiste en la construcción y operación de un complejo petroquímico que producirá polietileno
en el Estado de Veracruz, México.
Todo esto demuestra que los materiales son primordiales para permitir el desarrollo de estas
nuevas tecnologías que ofrecen enormes beneficios medioambientales. Los plásticos son
ligeros, duraderos y versátiles y van a ser los aliados indispensables de los ingenieros en la
creación de unas tecnologías de la energía cada vez más eficientes y efectivas
1.7.2 La máquina de extrusión a soplo.
El primer extrusor del que se tiene noticias fue desarrollado por Arquímedes (287-212 a.C.) que se
utilizó para sacar agua de un río. Extrusión deriva de la palabra latina compuesta ex (afuera) y
trudere (empujar hacia). En 1931, el alemán Heindrich elaboro el primer tornillo extrusor,
específicamente para la transformación de termoplásticos; en 1935, Paul Troester, también
alemán, construyo una máquina extrusora de termoplásticos, basada en diseños anteriores del
procesamiento de hules (máquinas desarrolladas en el periodo comprendido de 1845 a 1890
para fabricar tubos). A partir de estas fechas dio inicio el uso de la electricidad para el
calentamiento en sustitución del vapor.
En general, la extrusión es uno de los procesos continuos con los que cuenta la industria de la
transformación de los plásticos, de esta manera, se obtienen productos acabados o
semiacabados en régimen continuo.
La maquinaria de extrusión de plástico es usada para fabricar diferentes tipos de productos
sólidos de plástico; el material es extruido y soplado para darle la forma deseada al producto.
Esta máquina dentro del proceso de extrusión, varias partes deben identificarse con el fin de
aprender sus funciones principales, saber sus características en el caso de elegir un equipo y
detectar en donde se puede generar un problema en el momento de la operación.
La extrusión, por su versatilidad y amplia aplicación, suele dividirse en varios tipos, dependiendo
de la forma del dado y del producto extruido.
Así la extrusión puede ser:
De tubo y perfil
De película tubular
De lámina y película plana
Recubrimiento de cable
De Monofilamento
Independientemente del tipo de extrusión quiera analizar, todos guardan similitud hasta llegar al
dado extrusor. Básicamente, una de extrusión consta de un eje metálico central con álabes
helicoidales llamado husillo o tordillo, instalado dentro de un cilindro metálico revestido con una
camisa de resistencias eléctricas llamado cañón.
En un extremo del cilindro se encuentra un orificio de entrada para la materia prima, donde se
instala una tolva para la materia que es la alimentación, generalmente de forma cónica; en ese
mismo extremo se encuentra el sistema de accionamiento del husillo, compuesto por un motor y
un sistema de reducción de velocidad.
En la punta del tornillo, se ubica la salida del material y el dado que forma finalmente plástico.

Página 7
Descripción del equipo:
Tolva.
La tolva es el depósito de materia prima en donde se coloca el material plástico para la
alimentación continua del extrusor.
Barril o Cañón.
Es un cilindro metálico que aloja al husillo y constituye el cuerpo principal de una máquina de
extrusión. El cañón cuenta con resistencias eléctricas que proporcionan una parte de la energía
térmica que el material requiere para ser fundido.
El sistema de resistencias, en algunos casos va complementado con un sistema de enfriamiento
que puede ser flujo de líquido o por aire. Todo el sistema de calentamiento es controlado desde
un tablero, donde las temperaturas de proceso se establecen en función del tipo de material y
del producto deseado.
Cabezal.
Esta es la herramienta que se monta y desmonta para hacer limpieza y obtener un óptimo
material extruido para el diseño del producto. El tipo de material sale plastificado. Hay varios
tipos de cabezal, entre ellos se encuentra cabezal de pinola, acumulador, torpedo etc.
Molde.
Esta herramienta también se puede desplazar, se utiliza para que el material obtenga la forma
que se desea, en la maquina sopladora un envase y en otras máquinas otro tipo de producto.
Pin de calibración.
Esta herramienta se puede mover para que coincida con la entrada al molde, sirve para soplar
el material que se encuentra dentro del molde y este a su vez de la forma que tiene el molde.
Cuchilla.
La función de esta herramienta, que también se puede desplazar, es cortar el material que
agarra el molde para que de esta manera el pin pueda entrar al molde y hacer su función.
1.7.3 Composición de una máquina de extrusión a soplo.
La máquina se divide en seis secciones:
1.- EXTRUSIONADORA
2.- TANQUE HIDRÁULICO
3.- SOPLADORA
4.-TABLERO ELECTRICO
5.- UNIDAD DE POTENCIA
6.- UNIDAD THEREMAT

Página 8
En la siguiente figura 1.1 se observa la composición o secciones de una máquina de extrusión a
soplo modelo Bekum H–121.
Figura 1.1 Secciones de una máquina de plástico modelo Bekum H–121.
La máquina de extrusión a soplo, modelo Bekum H-121dispone:
Doble estación de trabajo.
Capacidad máxima de soplado de hasta 5 litros.
Extruder de 70 mm de diámetro.
Motor eléctrico de 75 Hp.
1.7.4 Control tradicional.
Antes de que existiera el controlador programable (PLC), muchas de estas funciones se resolvían
solo por medio de contactores o relevadores de control, entonces para realizar alguna
instalación se tenía que diseñar, seleccionar componentes y posteriormente colocarlos para ser
alambrados para realizar una función de manera específica, en caso de haber un error en la
conexión de los cables, se tendría que reconectar correctamente los elementos, además de
que para alterar las funciones del circuito se necesitan colocar un número determinado de
componentes nuevos y posiblemente volver a alambrar el circuito.
Las mismas funciones y aún más complejas pueden ser realizadas por un PLC, las conexiones se
efectúan a través del programa, el resto del alambrado se seguirá realizando aunque en menor
escala. Las modificaciones del circuito así como la corrección de errores son más fáciles debido
a que los cambios en el programa son bastante más sencillos de hacer.

Página 9
1.7.5 ¿Que es un PLC?
Un PLC o “autómata “es un dispositivo electrónico programable por el usuario que se utiliza para
controlar, dentro de un entorno industrial, máquinas o procesos lógicos y/o secuénciales.
Se denominan controladores lógicos programables y se les conoce por las siglas PLC (acrónimo
de Programmable logic controller).
1.7.6 ¿Que es la automatización?
Es un sistema o proyecto tecnológico que ayuda a resolver una necesidad, para controlar
maquinas o procesos industriales, reduciendo la intervención humana y mejorando la calidad
del producto; ya que permite llegar por diferentes caminos al mismo resultado.
Consta de la parte operativa y la parte de mando.
1.7.7 Arquitectura de un PLC.
Un controlador lógico programable o PLC está compuesto por tres elementos básicos:
1. Unidad central de proceso
2. Módulos de entrada y salida de datos
3. Dispositivo de programación o terminal
Las partes principales de una CPU: El procesador, la memoria y la fuente de alimentación. Este
conjunto de componentes le otorgan la inteligencia necesaria al controlador, la CPU lee la
información en las entradas provenientes de diferentes dispositivos estos pueden ser (pulsadores,
finales de carrera, sensores inductivos, medidores de presión, etc.), ejecuta el programa de
almacenando en la memoria y envía los comandos a las salidas para los dispositivos de control
que son: pilotos luminosos, contactores, válvulas, solenoides, etc.
El proceso de lectura de Entradas, ejecución del programa y control de las salidas se realiza en
forma repetitiva y se conoce como SCAN o scannning. Finalmente la fuente de alimentación
suministra todas las tensiones necesarias para la correcta operación de la CPU y el resto de los
componentes. Se puede apreciar la vinculación del PLC con todos los elementos de campo
que intervienen en un proceso, sensores, actuadores, pre-actuadores y diálogo hombre-
máquina.
1.7.8 Tipos de automatización.
Existen cinco formas de automatizar en la industria moderna que son:
1. El control automático de procesos.
2. El procesamiento electrónico de datos.
3. La automatización fija.
4. El control numérico computarizado (CNC).
5. La automatización Flexible.

Página 10
1.7.9 Formas de automatizar.
La automatización de un proceso se puede llevar a cabo mediante:
Neumática.
Este proceso de automatización se destaca por máquinas que utilizan el aire comprimido para
trabajar, hay que tomar en cuenta; las máquinas que producen el aire comprimido y aquellas
que lo utilizan, aquellas que lo producen se llaman compresores.
Hidráulica.
Son aquellas máquinas que usan un fluido líquido para trabajar, usando mayormente áreas
para moderar las potencias. Estas máquinas utilizan la incompresibilidad de los líquidos para
generar grandes cantidades de potencia en muy poco tiempo.
Mecánica.
Es el uso de máquinas automáticas para sustituir principalmente las acciones humanas. Estas
transforman la energía eléctrica en energía mecánica para desarrollar algún trabajo para el
cual fueron diseñadas, este tipo de máquinas se emplean generalmente para trabajos que son
repetitivos como los de corte, moldeo y troquelado entre otros y en aquellos que ponen en
riesgo la vida del trabajador.
Electrónica.
Es el campo de la ingeniería y de la física aplicada relativo al diseño y aplicación de dispositivos
por lo general circuitos electrónicos, cuyo funcionamiento depende del flujo de electrones para
la generación, transmisión, recepción, almacenamiento de información, entre otros. La
electrónica es una de las herramientas básicas en la automatización, ya que pueden combinar
una gran gama de estos componentes.
1.7.10 Sistema de control.
Los sistemas de lazo cerrado funcionan de tal manera que hacen que la salida vuelva al
principio, en otras palabras porque existe una retroalimentación a través de los sensores del
proceso en entorno al sistema de control. La variable se controla continuamente en función de
parámetros de entrada, que nos permite conocer si las acciones ordenadas a las salidas se han
realizado correctamente sobre el proceso.
Los sistemas de lazo abierto no se comparan a la variable controlada con una entrada de
referencia, ya que el proceso circula en una sola dirección. El sistema de control no recibe
información sobre la variable, si este ejecuta correctamente el proceso. No hay
retroalimentación.
Es así que, la realimentación es un mecanismo o proceso cuya señal se mueve dentro de un
sistema y vuelve al principio de éste. En un sistema de control (que tiene entradas y salidas),
parte de la señal de salida vuelve de nuevo al sistema como parte de su entrada; a esto se le
llama “realimentación” o retroalimentación.

Página 11
La realimentación comprende todas aquellas soluciones de aplicación que hacen referencia a
la captura de información de un proceso o planta.
1.7.11 Señales de entrada y salida.
Un sistema electrónico es un conjunto de circuitos que interactúan entre sí para obtener un
resultado. Una forma de entender los sistemas electrónicos consiste en dividirlos en las siguientes
partes:
1. Entradas o inputs. La información es enviada al PLC para ser procesada según el programa.
Los informantes son: sensores, transductores electrónicos o mecánicos, pulsadores de fin de
carrera, selectores, pulsantes, switch, señales que son de temperatura, presión etc. del mundo
físico y las convierte en señales de corriente o voltaje.
2. Salidas u outputs. La información procesada por el PLC es enviada para activar o desactivar.
Son las bobinas de los relevadores. Un display que nos registre la temperatura, solenoides,
alarmas, luces y sirenas.
1.7.12 Módulos de entrada.
Son llamadas tarjetas o Módulos de entrada (E); la característica principal de un PLC y que lo
diferencia de un computador es su sistema de entradas y salidas (E/S). En cuanto a los datos de
entrada, no tienen la doble función que poseen los datos de salida, ya que su único propósito
es adquirir información del medio a través de las señales de entrada y hacerla llegar hacia el
micro controlador de la unidad central de proceso. Tenemos entradas digitales y entradas
analógicas.
1.7.13 Módulos de salida.
También son tarjetas o módulos de salida (S). Los datos de salida (E/S), son guiados hacia los
respectivos actuadores para activar o desactivar elementos electrónicos que tienen la función
de aislar y proteger al micro controlador de la unidad central de proceso con la etapa de
potencia, estos elementos reciben el nombre de módulos de salida. Tenemos salidas digitales y
analógicas.
1.7.14 Entradas y salidas analógicas.
Una entrada analógica es una señal de entrada con magnitud continua, una señal análoga
típica de entrada puede variar entre 0 y 20 miliamperios, 4 a 20 miliamperios o entre 0 y 10 volts.
Los módulos de entrada transforman las señales analógicas en entradas digitales para su
proceso. Pueden conectarse sensores, emisores de tensión, termopares, resistencias y termo
resistencias.
En el caso de las salidas analógicas, las señales permiten que el valor de una variable numérica
interna del autómata se convierta en tensión o intensidad. También varían en un rango de 4 a
20 mA o de 0 a 10 V.
1.7.15 Interfaces.
Una interface para el operador permite procesar la información, mostrar esta e introducir
nuevas instrucciones. La interfaz Multi-Point - Siemens (MPI) es una interfaz propietaria del
controlador lógico programable SIMATIC S7 de Siemens. Se utiliza para la conexión de la
programación de la CPU, pantallas, y otros dispositivos. Los fabricantes que usen la tecnología

Página 12
de MPI ofrece una gama de conexiones a un PC: MPI, tarjetas PCMCIA, adaptadores USB o
Ethernet.
1.7.16 Temporizadores y contadores.
Temporizadores. En general, los podemos dividir en dos categorías: retardo al apagado y al
retardo al encendido. Los temporizadores trabajan como una salida; al igual que las salidas
convencionales; su estado puede ser ligado a contactores.
Existen dos tipos básicos de temporizadores, el primero es conocido como ON delay (retardo al
cierre), el segundo es un temporizador OFF delay (retardo a la apertura).
Contadores. Los contadores funcionan como una salida común, salvo que para que se activen,
se requiere de un número de pulsos previos, es decir, si tuviéramos el contador precedido por un
contactor conectado a un botón, necesitaríamos presionar el botón tantas veces como el
contador tenga programado antes de que se active.
1.7.17 Lenguaje del PLC.
Un PLC utiliza uno o varios lenguajes de programación. Hoy en día existen tres generales, que
son; listado de instrucciones, funciones lógicas y diagrama de escalera. En dónde el listado de
instrucciones es una declaración e instrucción al PLC y enseguida muestra una lista de estas
instrucciones. Las funciones lógicas, el sistema resulta ser cómodo para aquellos que han
trabajado circuitos combinatorios, ya que las instrucciones de PLC están expresadas mediante
compuertas lógicas (AND, OR, NAND, NOR, XOR etc.). El diagrama de escalera, también
conocido como Ladder, a este lenguaje también se le conoce como lenguaje de contactos, es
un lenguaje grafico muy popular debido a que está basado en los esquemas eléctricos de
control clásicos.
Nos enfocaremos al sistema de programación de SIEMENS, STEP7 el cual está formado por dos
tipos de lenguaje de programación diferentes:
Lenguajes literales.
Las instrucciones de este tipo de lenguajes están formadas por letras, números y símbolos
especiales. Son lenguaje de este tipo:
El lenguaje de lista de instrucciones que en STEP7 se denomina STL (Statement List) o AWL del
alemán que significa precisamente “lista de instrucciones “. Es el lenguaje ensamblador de
STEP7.
El lenguaje de texto estructurado, que en STEP7 se denomina SCL (Structured Control
Language), es un lenguaje de alto nivel similar al pascal que cumple la norma IEC1131-3. Se
utiliza para la programación de tareas complejas en las que es necesario realizar un
procesamiento de gran cantidad de datos.
Lenguajes gráficos.
Son lenguajes en los que las instrucciones se representan mediante figuras geométricas. Son
lenguajes de este tipo:
El lenguaje de esquema de contactos que en STEP7 se denomina LAD (Ladder Diagram) o KOP.
El lenguaje de diagrama de funciones que en STEP7 se denomina FBD o FUP.
El diagrama funcional de secuencias SFC que en STEP7 se denomina S7-GRAPH cuyo principal
antecedente es el lenguaje GRAFCET (grafo de control etapa-transición) desarrollado poa la
Asociación Francesa para la Cibernética Económica y Técnica (AFCET).

Página 13
El diagrama de transición de estados S7-HiGraph y el lenguaje de conexión de bloques CFC
(Continuous Function Chart) similar al diagrama de funciones, en el que cada bloque es a su
vez un programa.
Todos estos lenguajes facilitan la labor de programación del usuario y la elección de uno
depende de su experiencia y conocimientos. Aunque los distintos lenguajes del sistema STEP7 no
hay mucha similitud se debe considerar elementos que son comunes y que forman parte del
ello: Los tipos de datos, unidades de organización del programa y variables.
Los datos, que constituyen la formación con la que se realizan las operaciones en STEP 7 de
siemens se muestran en la siguiente tabla 1.1.
Tabla 1.1 Datos en la programación.
Denominación Bits Ejemplo Descripción
BOOL 1 FALSE o TRUE Variable binaria o lógica
(booleana)
INT 16 -32768..32767 Número entero
DINT 32 -2..+2 – 1 Número entero doble con
signo
REAL 32 0.4560 Número real
BYTE 8 0.. 255 Conjunto de 8 bits
WORD 16 0 .. 65535 Conjunto de 16 bits
DWORD 32 0 .. 2 – 1 Conjunto de 32 bits
TIME 32 T#5d4h2m38s3.5ms Duración
DATE 16 D#2002-01-01 Fecha
TIME_OF_DAY 32 TOD#15:35:08.36 Hora del día
S5TIME 16 S5T#2h2m38s Duración
DATE_AND_TIME 64 DT#2002-01-01-15:35:08.36 Fecha y hora
CHAR 8 `A´ Carácter
STRING ` AUTOMATA´ Cadena de caracteres
Es necesario conocer cada una de ellas, para realizar un proyecto o aplicación que da como
resultado un conjunto de tareas y que es preciso programar varias tareas que se encarguen de
la ejecución de una o más unidades de organización del programa denominadas “bloques”.
En STEP7 existen tres tipos de organización del programa, que son los bloques de organización,
las funciones y los bloques funcionales.
Las variables constituyen la información de los terminales de entrada/salida de un autómata
programable o la contenida en una posición de su memoria interna.
1.7.18 Conceptos básicos del PLC.
La unidad central de proceso (CPU), es la parte del PLC considerada como la más importante,
ya que dentro de ella se encuentra un micro controlador que lee y ejecuta el programa de
usuario, que a su vez se localiza en una memoria (normalmente del tipo EEPROM), que tiene
como finalidad ordenar y organizar la comunicación entre las distintas partes que conforman al
PLC.

Página 14
Cuando se energiza un PLC, el micro controlador realiza un reconocimiento en la memoria tipo
ROM donde se encuentra la información que le indica para comenzar sus operaciones de
control, realiza un reconocimiento total en el hardware (módulos de entrada / salida).
El PLC reconoce cuándo existe un programa de usuario en la memoria de la CPU, y por medio
de un indicador avisa que está en espera de la orden para comenzar a ejecutarlo, según
instrucción a ejecutar, será la acción que realice el micro controlador, aunque de manera
general, las acciones que realiza son las siguientes:
1. Leer los datos de entrada que se generan en los sensores
2. Guardar esta información en un bloque de memoria temporal
3. Realizar alguna operación con los datos temporales
4. Enviar la información resultante de las operaciones a otro bloque de memoria temporal
5. La información procesada enviarla a las terminales de salida para manipular algún(os)
actuador(es).
Las memorias volátiles, son aquellas que pierden su contenido, cuando les falta el suministro de
energía eléctrica, por lo que requiere de un respaldo que normalmente es una batería. Las
memorias no volátiles mantienen su contenido aunque falle el suministro de energía eléctrica,
sin necesidad de batería.
La memoria RAM, es de acceso aleatorio de lectura y escritura; realiza procesos de lectura y
escritura por procedimientos eléctricos. Es volátil.
La memoria ROM, es de solo lectura, se puede leer su contenido pero no escribir en ellas, los
datos e instrucciones los graba el fabricante y el usuario no puede alterar estas mismas. No
volátil, permanece aunque falle la energía eléctrica.
Memoria PROM, clasificada como no-volátil, una vez programada no puede ser borrada o
alterada. Cualquier cambio en el programa requiere de una nueva memoria.
Memoria EPROM, puede ser programada después de ser borrada mediante el uso de una luz
ultravioleta, se clasifica como no volátil. EEPROM: (Memoria Eléctricamente Borrable
Únicamente Programable). Es no-volátil, provee almacenamiento permanente para los
programas, que pueden ser fácilmente cambiados con el uso de una consola de
programación.
1.7.19 Sensores.
Un sensor es un dispositivo capaz de detectar magnitudes físicas o químicas, llamadas variables
de instrumentación, y transformarlas en variables eléctricas, que convierte una condición física
en una señal eléctrica para uso del PLC, los sensores están conectados a las entradas del PLC, y
la señal eléctrica se envía desde el sensor hacia el PLC.
Se pueden diferenciar dos tipos de captadores conectables al módulo de entradas: los Pasivos
y los Activos. Los Captadores Pasivos son aquellos que cambian su estado lógico, activado - no
activado, por medio de una acción mecánica. Estos son los Interruptores, pulsadores, finales de
carrera, etc.
Los Captadores Activos son dispositivos electrónicos que necesitan ser alimentados por una
tensión para que varíen su estado lógico. Este es el caso de los diferentes tipos de detectores
(Inductivos, Capacitivos, Fotoeléctricos).

Página 15
1.7.20 Actuadores.
Actuadores convierten una señal eléctrica de un PLC a una señal física, estos están conectados
a la salida del PLC. Este recibe la orden y en función a ella genera la orden para activar o
desactivar un elemento final de control como, por ejemplo: la bobina de una válvula.
1.7.21 Botones Pulsadores.
Son señales de entrada, estos cierran o abren circuitos mientras se esté ejerciendo una fuerza
sobre ellos; su señal y el cable de conexión van hacia el módulo de entradas del PLC para
procesar la información.
1.7.22 Selectores.
Son señales de entrada, cumplen con abrir y cerrar circuitos como ya se mencionó, su señal y
cable de conexión van hacia el módulo de entradas del PLC, encontramos selectores de una,
dos y tres posiciones.
1.7.23 Termopares.
Un termopar es un sensor de temperatura que consiste en dos conductores metálicos diferentes,
unidos en un extremo, denominado junta caliente suministrando una señal de tensión eléctrica
que depende directamente de la temperatura; este sensor puede ser conectado a un
instrumento de medición de Fem (fuerza electro motriz) o sea un milivoltímetro o potenciómetro.
Un termopar no mide temperaturas absolutas, sino la diferencia de temperatura entre el
extremo caliente y el extremo frío. Este efecto termoeléctrico hace posible la medición de
temperatura mediante un termopar.
En aplicaciones industriales, la elección de los materiales empleados para fabricar un termopar
depende del rango de temperatura que se va a medir, del tipo de atmósfera a la que estará
expuesto el material y de la precisión requerida en la medición. El material de los termopares se
debe seleccionar por su buena resistencia a la oxidación y la corrosión en la
atmósfera y el rango de temperatura a que se va a usar, por su resistencia al cambio de
características que afecten su calibración y por permitir la consistencia en las lecturas dentro de
los límites de precisión requeridos.
Tipos de termopar.
Existe gran variedad de termopares. Los tipos de termopares estándar pueden identificarse por
los colores que presentan en el material de aislamiento y en cubierta. El Instituto de Estándares
Nacionales Americano (ANSI) ha establecido diversas especificaciones para los diferentes tipos
de termopares con el fin de hacer más fácil la identificación y el uso de ellos. La tabla anexa
indica los colores estándares que se pueden utilizar para identificar cada termopar, así como la
polaridad para cada uno de ellos.
Si usted no encuentra un determinado termopar listado en la tabla anexa 1.2, es muy probable
que el termopar no cumpla con las especificaciones del estándar ANSI.

Página 16
Tabla 1.2 Tipos de termopar.
Tipo Material Código de Color Encapuchado Rango (°C)
Grado de
Termopar
Hilo
Positivo
Hilo
Negativo
Hilo
Positivo
Hilo
Negativo Extensión Encapuchado Mínimo Máximo
J Hierro Constantán Blanco Rojo Negro Café 0 750
K Cromo Alumel Amarillo Rojo Amarillo Café -200 1250
T Cobre Constantán Azul Rojo Azul Café -200 350
E Cromo Constantán Morado Rojo Morado Café -200 900
Utilizaremos el termopar tipo “J”, y un termopozo por cada termopar. Termopar de hierro-
Constantan (tipo “J”). El hierro (+) debe estar exento de impurezas, Constantan (-) 60 % Cobre y
40 % Níquel. Es aconsejable en ambientes no oxidantes, y su rango es continuo hasta los 250 ° C.
1.7.24 Relevadores.
El relé o relevador fue inventado por Joseph Henry en 1835. Es un dispositivo electromecánico.
Funciona como un interruptor controlado por un circuito eléctrico en el que, por medio de una
bobina y un electroimán, se acciona un juego de uno o varios contactos que permiten abrir o
cerrar otros circuitos eléctricos independientes. Los contactos de trabajo son aquellos que se
cierran cuándo la bobina del relé es energizada. Por lo tanto tenemos, contactos de un relé
normalmente abiertos, NA o NO, Normally Open por sus siglas en inglés y normalmente cerrados,
NC, Normally Closed, o de conmutación. La lámina central se denomina lámina inversora o de
contactos inversores o de conmutación que son los contactos móviles que transmiten la
corriente a los contactos fijos.
Los contactos normalmente abiertos conectan el circuito cuando el relé es activado; el circuito
se desconecta cuando el relé está inactivo. Este tipo de contactos es ideal para aplicaciones
en las que se requiere conmutar fuentes de poder de alta intensidad lo que hace que se
puedan manejar altos voltajes o elevadas potencias con pequeñas tensiones de control. Se
dividen en: relés de tipo armadura, relés de núcleo móvil, relé tipo reed o de lengüeta, relés
polarizados o biestables.
1.7.25 Interruptor Termomagnético.
La utilización de este término puede variar en distintos lugares para llamar al disyuntor, breaker o
pastilla. Es un aparato capaz de interrumpir o abrir un circuito, cuándo la intensidad de corriente
que por el circula excede su valor o se ha producido un cortocircuito. A diferencia de los
fusibles (que son reemplazados tras una falla eléctrica) el disyuntor puede ser reactivado o se
restablece una vez que se haya reparado el daño que lo causo como un interruptor
termomagnético.
Los interruptores termomagnéticos se utilizan, para proteger contra sobrecargas y cortocircuitos
a los cables y conductores eléctricos según norma DIN VDE 0100 parte 430. También garantizan

Página 17
la protección contra descargas peligrosas por tensiones excesivas originadas por defectos de
aislamiento.
1.7.26 Normas dentro de la automatización.
En general, cuando se toca el tema de normas, nos referimos a un documento que simplifica,
unifica un material, un producto, un ensayo, una unidad, una tecnología. Un documento que
reúne un conjunto de propiedades intrínsecas para que su aceptación y utilización sea fácil y
segura. Estableciendo soluciones óptimas a todos los problemas que se repiten.
En los esquemas de circuitos eléctricos, las normas describen información suficiente, clara,
sencilla, de criterios por personal calificado, competente y responsable, con el propósito que
exista un intercambio de información unívoca de concepto y terminología.
Los técnicos se respaldan con la información que se encuentran en las normas que se publican
por diversos organismos a nivel nacional e internacional, normas y organismos cuya proliferación
es amplísima y cada vez con mayor exigencia de rigor.
A continuación se muestra en la siguiente tabla 1.3 muestra las principales normas
electrotécnicas.
Tabla 1.3 Principales normas electrotécnicas.
AEE Asociación Electrotécnica Española
ANSI Instituto de Normalización Nacional de U.S.A.
BS Prescripciones Británicas
CENELEC Comité Europeo para la Normalización electrotécnica
DIN Normas Alemanas Para la Industria
IEC Comisión Electrotécnica internacional
JIS Prescripciones Japonesas
NEMA Asociación de Fabricantes de Productos Eléctricos U.S.A
UNE Una Norma Española
UTE Asociación Electrotécnica Francesa
VDE Asociación Electrotécnica Alemana
CNE Código Nacional de Electricidad (Perú)
La normalización a nivel nacional e internacional, constituye un solo idioma de símbolos
empleados en la electrotecnia para facilitar el estudio en general y en automatización eléctrica
en particular.
1.7.27 Normas IEC 61131.
Las normas contienen una serie de estándares internacionales, para definir los fundamentos
necesarios, en mejorar todos los procesos y servicios en cualquier organización. La normas
internacionales creadas por la IEC (Comisión Electrotécnica Internacional) que son utilizadas de
acuerdo a las necesidades de empresas, industrias y gobiernos para el uso de componentes

Página 18
electrónicos con el objetivo de funcionar correctamente, adecuarse de forma segura y ayudar
al comercio entre los países afiliados en la región.
El estándar internacional IEC 61131, expone lo referente a controladores programables y sus
periféricos asociados. El cuál consiste en cinco partes:
Parte 1. Información general.
Establece las definiciones y principales características a la selección y aplicación de los
controladores y sus periféricos asociados.
Parte 2. Equipo requerimiento y pruebas.
Especifica los requisitos del equipo y pruebas relacionadas para los controladores programables
Y sus periféricos relacionados.
Parte 3. Lenguajes de programación.
Define los elementos básicos de programación, reglas sintácticas, y semánticas para los
lenguajes de programación. Entre los lenguajes gráficos, tenemos el lenguaje de diagrama de
escalera y diagrama de bloques de funciones, y los lenguajes textuales de lista de instrucciones,
y texto estructurado.
El campo de aplicación, pruebas y medios que los fabricantes pueden expandir o adaptar a un
controlador programable.
Parte 4. Guías de usuario.
Es un reporte técnico con guías de aplicación del estándar para los usuarios de controladores
programables.
Parte 5. Especificación del servicio de mensajería.
Define la comunicación de datos, entre controladores programables y otros sistemas
electrónicos usando el “Manufacturing Messaje Specification”. (MMS acorde al ISO/IEC 9506).
1.7.28 El estándar internacional ISO 9506.
“Manufacturing Message Specification (MMS), trata de un sistema de mensajería para la
transferencia de datos de proceso en tiempo real e información de control de supervisión entre
los dispositivos conectados en red o aplicaciones informáticas.
El estándar es desarrollado y mantenido por el Comité Técnico ISO 184 (TC184). MMS define la
siguiente:
Como un conjunto de objetos estándar que debe existir en todos los dispositivos, en los que
operaciones como leer, escribir, o evento de señalización puede ser ejecutado. Dispositivo de
fabricación virtual (VMD) es el objeto principal y todos los demás objetos como variables,
dominios, revistas, archivos etc. vienen bajo VMD.
MMS se estandarizó en 1990 bajo dos estándares separados como:
ISO / IEC 9506-1 (2003): Sistemas de Automatización Industrial. Parte 1: Definición de servicio.
ISO / IEC 9506-2 (2003): Sistemas de Automatización Industrial. Parte 2: Especificación del
protocolo.

Página 19
Parte 6. Seguridad funcional.
Especifica los requisitos para los controladores programables (PLC) y sus periféricos asociados,
están destinados a ser utilizados como el subsistema de la lógica de un eléctrica / electrónica /
programable electrónica (E / E / PE) relacionado con la seguridad del sistema.
Un FS-PLC es generalmente un hardware (HW) / software (SW) subsistema. Un FS-PLC también
puede incluir elementos de software.
Parte 7. Programación en lógica difusa.
Define elementos básicos de programación de “lógica difusa” para su uso en controladores
programables.
Parte 8. Guías para aplicación e implementación de lenguajes de programación.
Una guía que proporciona para los desarrolladores de software para los lenguajes de
programación definidos en la parte 3.
1.7.29 Estandarización en la programación del control industrial IEC 61131-3.
La norma IEC contiene una serie de estándares internacionales que sirven principalmente para
definir los fundamentos requeridos para generar e implantar en cualquier tipo de organización o
empresa, el cual busca en forma continúa mejorar todos los procesos de generación de los
productos o servicios que ofrece la empresa.
La norma IEC, se enfoca en los dispositivos controladores de control y sus periféricos. Esto
significa normalización en las soluciones de control industrial, minimizar costos, incluyendo los
lenguajes de programación que se deben utilizar.
Esta norma se describe en las siguientes partes:
Parte 1. Información general.
Establece las definiciones de los términos utilizados en esta norma, e identifica las principales
características de los sistemas de autómatas programables.
Entre las definiciones que se utilizan en el sistema automatizado están por ejemplo:
Datos booleanos, bus, componente, conexión/desconexión, equipo de comunicación de datos
(BCE), ejecución, parada de seguridad, imagen de entrada y salida, entrada instrucción, fallo
interno, diagrama de escalera, lenguaje ( FBD, IL, LD, ST, SFC), sistema de control lógico,
procesador principal (MPU), interface hombre-máquina (MMI), salida, programa, periférico,
autómata programable (AP o PLC), red, equipo de programación, estación de entrada/salida
remota (RIOS), reinicio, programa de usuario, ejecución, respuesta, exploración), bit, byte,
palabra etc.
Desglosaremos la estructura funcional de un sistema autómata programable:

Página 20
Parte 1. Función del tratamiento de la señal.
A continuación se representa la siguiente figura 1.2 para la interrelación de la señal en el
autómata.
Acometida
De la red
Máquina/Proceso
Figura 1.2 funciones de tratamiento norma IEC 61131.
Parte 1, función de la interfaz con los sensores y actuadores.
En la siguiente figura 1.3 muestra, la comunicación de entradas y salidas, el tipo y la forma.
La CPU, recibe una señal por parte del sensor, que capta una magnitud del exterior y la CPU
realiza una conversión, y es quién manda otra señal de salida, en magnitud a un actuador.
Unidad de tratamiento.
Alimentación
FUNCIONES DE TRATAMIENTO
Ejecución del
programa
Conjunto de
instrucciones
Sistema
Operativo
Memoria
De
Programa
Memoria de
Datos
Fu
nc
ion
es
de
alim
en
tac
ión
co
rrie
nte
Interfaz hombre-máquina
Funciones de comunicación
Programa, puesta a punto, ensayo
Funciones de interfaz con sensores y actuadores
Tipos de señales: Características del sistema
De entradas y salidas:
1.- Binarias
2.- Digitales 1.- Tratamiento
3.- Analógicas 2.- Conversión
4.- Etc. 3.- Aislamiento

Página 21
Máquina/proceso
Figura 1.3 Interfaz señales sensores y actuadores.
Parte 1. Función interfaz hombre-máquina.
En la siguiente figura 1.4 se muestra la comunicación hombre-máquina (HMI). La interfaz capaz
de establecer comunicación con el estado del programa, parámetros establecidos e
información; y capaz de modificar los mismos o realizar ajustes en el programa con este medio
tan versátil.
Figura 1.4 Interfaz hombre-máquina.
Parte 1. Funciones de programación.
A continuación se muestra la estructura funcional, entre el programador, la programación que
se lleva a cabo, para la puesta en marcha y archivado de la misma como parte de la
documentación. Se muestra la siguiente figura 1.5.
Figura 1.5 Funciones de programación y archivado del mismo.
Parte 1. Disponibilidad y fiabilidad.
Información de
Estado, parámetros
Consignas
Ajustes
Operador
Programación
Puesta a punto.
Arranque en run,
en sistema
automatizado
Archivado del programa
y documentación
Programador

Página 22
En la figura 1.6 muestra la responsabilidad del usuario, quién es encargado de formar la
estructura modular del PLC, la posición de la CPU, interfaz y módulos según programa de
usuario.
También es quién analiza programa por posibles averías en programa y el mantenimiento del
mismo.
Figura 1.6 Disponibilidad y fiabilidad.
Parte 1. Características de ergonomía.
Tenemos una gran variedad de herramientas para disponer como soluciones de gran soporte
En el entorno de la automatización. Siguiente figura 1.7 muestra
USUARIO:
Responsable
ARQUITECTURA:
El diagnóstico de fallos
Estructura modular del
Hardware (posición)
PROGRAMA:
Diseño
Mantenimiento
Análisis y detección de
averías
ENTORNO DE TRABAJO:
Instalación
Condiciones de trabajo, el
ambiente en que se desarrolla
ERGONOMÍA
INDICADORES LED DE ESTADO
Para CPU, Fuentes de
alimentación, módulos de E/S
VISIBILIDAD Y DISPOSICIÓN
Pantallas y teclados
PERIFERICOS
VENTILADORES
ACABADO
SUPERFICIAL
REDUCCIÓN:
De errores
Riesgos para el operario

Página 23
Figura 1.7 Características de la ergonomía.
Parte 1. Información General. Definición de Hardware.
Es el soporte físico de un sistema autómata programable. Está conformado por la CPU, módulos
de E/S, periféricos (permanentes o no permanentes). Se muestra la figura 1.8.
Figura 1.8 Hardware de un autómata programable
A continuación la descripción de cada una de las partes de un autómata programable S7-300
1.- fuente de alimentación de carga (opción) 6.- Memory card
2.- Pila tampón (a partir de CPU 313) 7.- MPI (interface multipunto)
3.- Conexión para DC 24 V 8.- Conector frontal
4.- Selector de modo (tipo llave) 9.- Puerta frontal
5.- Led para señalar estados y fallos
Parte 2. Especificaciones y ensayos de los equipos.
En esta parte se especifican los requerimientos eléctricos, mecánicos y funcionales para los
controladores programables. También tan necesarios son las condiciones de servicio, y
almacenamiento.
La información que suministra el fabricante, para realizar procedimientos de ensayos que se han
de utilizar y aplicar a los autómatas programables y comprobar su estado y sus periféricos.
Parte 2. Definiciones.

Página 24
Dentro de las definiciones encontramos, batería, alimentación de red, factor de cobertura,
tierra, entrada/salida digital, prueba de cortocircuitos, procesador principal (MPU), cableado
(interno, externo) etc.
Parte 2. Condiciones de servicio y requisitos de entorno físico.
Es responsabilidad del usuario que no rebasen las condiciones normales de servicio:
1.- El entorno físico, tener en cuenta la temperatura, humedad, la contaminación, la corrosión,
la altitud.
2.- En condiciones de servicio eléctrico, verificar la alimentación, sobretensiones etc.
3.- En condiciones de servicio mecánico, evitar caída libre, choque, vibraciones etc.
Es responsabilidad del usuario que no rebasen las condiciones de servicio especiales:
1.- Por ejemplo: polvo, humo, partículas radiactivas, vapores, sales, insectos etc.
Es responsabilidad del usuario que no rebasen las condiciones de transporte y almacenaje:
1.- Nuevamente influye la temperatura, humedad, presión atmosférica.
Parte 2. Requisitos eléctricos.
Como principales tenemos:
1. Alimentación de corriente alterna y continúa.
2. Entradas y salidas digitales.
3. Entradas y salidas analógicas.
4. Interfaces de comunicación.
5. Procesador principal, memoria de sistema autómata programable.
6. Periféricos: PADT, MMI.
7. Propiedades dieléctricas.
Parte 2. Requisitos mecánicos:
Como principales tenemos:
1. Protecciones contra el riesgo de descarga eléctrica.
2. Requisitos de inflamabilidad para materiales aislantes.
3. Envolvente.
4. Requisitos mecánicos de los materiales de conexión.
5. Tierra funcional.
6. Cables y conectores de interconexión.
7. Marcado e identificación.
8. Conexión y desconexión de unidades desmontables.
Parte 2. Información que debe facilitar el fabricante.

Página 25
El fabricante tiene la responsabilidad de otorgar toda la información necesaria, para la
aplicación, instalación, puesta en marcha, funcionamiento, y mantenimiento del sistema
autómata programable. Brindar todo el soporte técnico que requiera en la formación del
usuario.
Entre la información que el fabricante debe facilitar, se encuentran: catálogos, manual de
información, documentación técnica, información relativa en cumplimiento de esta norma,
información relativa a la seguridad y a la fiabilidad.
Parte 2. Ensayos y verificaciones.
Los ensayos de tipo:
1. Equipos a ensayar.
2. Procedimientos de verificación.
3. Condiciones generales para para los ensayos.
4. Ensayos climáticos, mecánicos y eléctricos.
5. Verificación de las características de alimentación.
6. Verificación de las características de entradas y salidas.
7. Verificación de las características de los periféricos.
8. Verificación del autodiagnóstico y diagnóstico.
Los ensayos de rutina:
1. Ensayo estándar de rigidez dieléctrica.
2. Ensayo de continuidad de la tierra de protección.
Parte 3. Describe los lenguajes de programación.
Es el interface entre el programador y el sistema de control. Se definen los lenguajes de
programación de uso más corriente, las reglas semánticas y sintácticas, juego de instrucciones
fundamental, ensayos, medios de ampliación y adaptación de equipos.
Parte 3. Definiciones.
Tiempo absoluto, vía de acceso, acción, argumento, matriz, asignación, bloque funcional
biestable, cadena de bits, cuerpo, tipo de datos, declaración, diagrama de bloques,
direccionamiento, valor, parámetro de entrada, etiqueta, real largo, temporizador con retado a
la conexión/desconexión, parámetro de salida, unidad de organización del programa, retorno,
etapa, secuencia, representación simbólica etc.
Parte 3. Lenguajes de programación.
Tipos comunes:
1. Tipos de datos y variables.
2. Modelo de software.
3. Modelo de comunicación de datos.

Página 26
4. Modelo de programación.
5. Unidades de organización del programa.
6. Elementos de configuración.
7. Grafico funcional secuencial (SFC).
Lenguajes de programación:
1. Lista de instrucciones (IL).
2. Texto estructurado (ST).
3. Diagrama de bloques funcionales (FBD).
4. Diagrama de contactos (LD).
Parte 3. Elementos comunes. Caracteres.
1. Juego de caracteres.
2. Identificadores.
3. Palabras clave/reservadas.
4. Comentarios.
5. Pragmas.
6. Representación de números.
7. Representación del día y la hora.
8. Representación de tiempo.
Tipos de datos elementales: booleanos, enteros, reales, byte, palabra, cadena de caracteres,
fecha, hora, canal analógico de entrada.
Tipos de datos derivados: son creados por el usuario, TYPE STR10: STRING [10]= „ABCD‟, END_TYPE.
Tipos de datos generales: ANY. ANY_DERIVED, ANY_ ELEMENTARY.
Variables: asignan direcciones del hardware E/S, memoria, datos locales o globales.
Funciones: es una unidad de organización del programa, la invocación de una función con los
mismos parámetros de entrada, debe retornar el mismo valor de salida.
Por ejemplo tenemos: ADD, SQRT, SIN, COS, MIN, MAX, AND, OR ETC.
Funciones estándar:
1. Numéricas. (ABS, COS, ADD, EXPT, MOVE ETC.)
2. Conversión de tipos. (REAL_TO_INT, TRUNC, BCD ETC.)
3. Tratamiento Bits. (SHL, SHR, ROR, ROL, XOR, AND ETC.)
4. Selección y comparación. (MAX, MIN, GT, EQ ETC.)
5. STRINGS. (LEN, LEFT, CONCAT ETC.)
6. Funciones de tiempo. (ADD_TIME, ADD_TOD_TIME, ETC.)
7. Tipos de datos enumerados. (EQ, MUX, ETC.)
Bloques funcionales FB‟s: es una unidad de organización de programa, que al ser ejecutada
suministra una o más valores. Es posible crear varias copias de bloques de funciones a la cuál
llamaremos instancias.

Página 27
Estas instancias están asociado con un identificador (el nombre de la instancia), y la estructura
de datos que contiene variables internas y de salida.
Los FB‟s estándar son:
1. Biestables. (SR,RS)
2. Detección de flancos. (R_TRIG, F_TRIG)
3. Contadores. (CTU, CTD, CTUD)
4. Temporizadores. (TP, TON, TOF)
5. Comunicación. (señala la norma IEC, 61131-5)
1.7.30 Norma IEC 61131-5.
Dentro de la norma IEC 61131-5 estándar internacional, se refiere a la comunicación. Esto
significa desde PLC a PLC, hacia HMI, el control de la planta, e incluso robots y CNC. Incluso
puede proporcionar una comunicación a los dispositivos inteligentes a través de un bus de
campo.
La IEC 61131-5 describe los servicios de comunicación desde el punto de vista del programador
y / o usuario, por lo tanto funciona como una interfaz de programación de aplicaciones para la
comunicación PLC.
Programas. Los programas son un conjunto lógico de todos los elementos y desarrollo del
lenguaje de programación, que son necesarios para el tratamiento de señal, que se requiere
para el control de una máquina o proceso por el sistema de un autómata programable.
Parte 3. Diagrama de función secuencial SFC.
El diagrama de función secuencial SFC, describe el comportamiento secuencial de control.
Tenemos la norma 60848.
1.7.31 Norma IEC 60848.
La construcción de un sistema automático requiere, establecer las relaciones causa/efecto
entre las acciones de entrada y salida; se le denomina parte secuencial del sistema entre
variables de entrada y salida de tipo booleano.
La norma IEC 60848, define al GRAFCET, como un lenguaje que permite modelar gráficamente
el
comportamiento de la parte secuencial de un sistema automatizado, las redes de Petri y como
una herramienta versátil por su expresividad, para representar sistema de procesos
automatizados.
Facilita entender el problema en partes, al igual que un rápido diagnóstico de problemas y
tareas de mantenimiento.

Página 28
La norma IEC 61131-3 en la parte de lenguajes de programación; uno de ellos lo enfoca al
lenguaje GRAFCET, y lo denomina SFC, en otras palabras es la realización de una especificación
SFC, es un programa grafico implementado en un autómata programable.
Tenemos la siguiente figura 1.9.
IEC 61131-3
Figura 1.9 Diagrama de función secuencial.
Parte 3. Elementos de configuración.
Una configuración se compone de:
1. Recursos
2. Tareas
3. Variables globales
4. Accesos
Tarea, es un elemento de control de ejecución que es capaz de iniciar la ejecución de un
conjunto POU‟s: programas y bloques funcionales, cuyas instancias están en la declaración de
los programas.
Existen dos modos de controlar la ejecución de tareas.
1. Por evento: ejecución por flanco ascendente de la entrada SINGLE.
2. Por tiempo: ejecución periódica según la entrada INTERVAL.
El carácter PRIORITY, establece la prioridad de las tareas (0-máxima).
Varios POU‟s (unidades de organización del programa), pueden estar asociados a la misma
tarea. No pueden existir tareas a la vez por evento y temporizadas.
Parte 3. Los cuatro lenguajes de programación.
GRAFCET
Documentació
n
SFC
Conjunto de elementos
de control de ejecución
de una POU.
(Unidades de organización
del programa).

Página 29
Lenguajes gráficos.
1. Diagrama de escalera (“Ladder Diagram” , LD)
2. Diagram de bloques funcionales (“Function Block Diagram”, FBD)
Lenguajes literales.
3. Lista de instrucciones (“Instruction List”, IL)
4. Texto estructurado (“Structured text”, ST)
A continuación se representa en la siguiente figura 1.10 los cuatro lenguajes de programación.
Figura 1.10 Lenguajes de programación IEC 61131-3.
En la figura 1.10 los cuatro programas describen la misma acción. La elección del lenguaje de
programación depende:
1. De los conocimientos del usuario/programador.
2. Del problema a tratar.
3. El nivel de descripción del proceso.
4. La estructura del sistema de control.
LISTA DE INSTRUCCIÓNES (IL) TEXTO ESTRUCTURADO (ST)
DIAGRAMA BLOQUES DIAGRAMA CONTACTOS (LD)
FUNCIONALES (FBD)
LD A
ANDN B
ST C
C=A AND NOT B
AND
A ----- ----c
B -----
A B C
---[ ]----[/]-------( )

Página 30
Los cuatro lenguajes están interrelacionados, para efectuar un sistema de control
automatizado, o resolver cualquier problema, según la experiencia del usuario.
Lenguaje Diagrama de escalera. También conocido como diagrama de contactos (LD); tiene
sus orígenes en los Estados Unidos, su construcción de diseño se basa en la representación
gráfica de la lógica de relés.
Lenguaje lista de instrucciones (IL). Es el modelo de lenguaje ensamblador. Procede del alemán.
El diagrama de bloques funcionales (FBD). Se aplica donde interviene flujo de información o
datos entre componentes de control. Las funciones y bloques funcionales aparecen como
circuitos integrados y es ampliamente utilizado en Europa.
El lenguaje de texto estructurado (ST). Es un lenguaje de alto nivel similar al pascal, que se utiliza
para la programación de tareas complejas en las que es necesario realizar un procesamiento
de gran cantidad de datos.
La aplicación o utilización de la norma IEC ofrece varios beneficios entre los que destacan,
dependiendo las áreas para usuarios/programadores:
1. Reduce el gasto en formación y mantenimiento.
2. Evita las fuentes habituales de problemas por altos costos de flexibilidad y reusabilidad del
software.
3. Las técnicas de programación son utilizadas en amplios sectores de la industria.
4. Combinan entre sí varios elementos, sin importar fabricantes, programas, proyectos etc.
5. Incrementa la conectividad y comunicación entre los distintos departamentos o sectores de
la industria.
1.7.33 Norma UNE-EN 60204-1.
UNE-EN 60204-1: Seguridad en las máquinas. Equipo eléctrico en las máquinas.
Parte 1: Requisitos generales.
Las normas UNE (UNE acrónimo de Una Norma Española) son un conjunto de normas
tecnológicas creadas por los comités técnicos de normalización (CTN), de los que forman parte
todas las entidades y agentes implicados e interesados en los trabajos del comité.
Por regla general estos comités suelen estar formados por la ENAC (Entidad Nacional de
Acreditación), fabricantes, consumidores y usuarios, administración, laboratorios y centros de
investigación.
Es requisito y necesario identificar cada cable dentro de cualquier instalación eléctrica; con el
propósito de distinguir el voltaje que alimenta o conduce para cada propósito.
Dentro de un tablero de fuerza y control, es de gran ayuda identificar los voltajes con el
propósito de evitar peligros o accidentes como choques eléctricos.
IDENTIFICACIÓN SEGÚN COLORES EN EL CABLEADO DE CUADROS.

Página 31
Para señalizar los distintos circuitos se debe utilizar obligatoriamente el siguiente código de
colores para los conductores unifilares. A continuación tenemos la siguiente tabla 1.4 donde
señala el color del conductor y el tipo de circuito que aplica.
Tabla 1.4 Código de colores para conductores.
Tenemos una similitud entre el código de colores para conductores entre la norma UNE-EN
60204-1 y el código que aplican gran cantidad de compañías fabricantes de máquinas.
Usan el siguiente código de colores para los cables que se muestra en la tabla 1.5.
Tabla 1.5 código de colores utilizado por compañías fabricantes de máquinas.
COLOR TIPO DE CIRCUITO
Azul claro Neutros de circuitos de potencia
Negro Conductores activos de circuitos de potencia
en corriente alterna y corriente directa
Rojo Circuitos de mando en corriente alterna
Azul Circuitos de mando en corriente directa
Naranja Circuitos de enclavamiento de mando
alimentados desde una fuente externa de
energía
Amarillo/Verde Conductores de protección (tierra)
COLOR TIPO DE CIRCUITO
Azul Para circuitos de control en corriente directa
Rojo Para control en corriente alterna
Violeta y/o Gris Para entradas y salidas del PLC.
Negro Para circuitos de fuerza
Verde/Amarillo Para conexión en tierra
Verde Conexión a tierra

Página 32
PROCESO DE
DISEÑO DE
INGENIERIA
En este capítulo se pone en
funcionamiento los conocimientos, las
técnicas y la metodología QFD, para
ejercer un procedimiento que nos
permita identificar las necesidades y
requisitos, para esclarecer la solución
al problema planteado en el rediseño
del sistema de control por un PLC.

Página 33
PROCESO DE DISEÑO DE INGENIERÍA
2.1 Determinación de los criterios de diseño con metodologías prospectivas para definir el
problema.
La metodología permite el enlace eficaz entre el proceso de diseño y la manufactura para
obtener el mejor resultado.
El propósito, es describir el proceso de desarrollo del rediseño de automatización por un control
programable para una máquina de plástico de extrusión a soplo modelo Bekum HB-121, por lo
que se llevara a cabo la “Metodología lineal del diseño” para el desarrollo del proyecto.
La metodología lineal cumple los requisitos como se muestra en la figura 2.1, que parte de la
necesidad de un cliente y después continua con el planteamiento del problema tanto
generalizado como del tipo de ingeniería, estas fases conforman parte de una solución
denominada “diseño conceptual”, que expone la manera en que se llevara la solución al
problema y necesidad en conjunto.
2.1 Metodología lineal de diseño.
Identificación de
la necesidad
Fase 1:
Diseño conceptual
Fase 2:
Diseño preliminar
Fase 3:
Diseño de arquitectura
Diseño final: Solución

Página 34
El resultado de este conjunto de etapas, que nace por una necesidad, se desarrolla desde su
estado de idea hasta la obtención del objeto físico, mediante el cual se satisface la necesidad.
Por lo tanto la metodología implica cuatro pasos los cuales son:
Compresión del problema
Generación de conceptos
Diseño conceptual
Diseño de arquitectura
Los principios metodológicos del diseño se pueden aplicar a casi cualquier producto, en este
caso se enfoca al “Rediseño del control por un control programable para una máquina de
extrusión a soplo para plástico Bekum HB 121”.
Los modelos metodológicos, emplean la palabra “producto” para hacer referencia a un equipo
funcional, que reúne las siguientes características:
Requiere la aportación de conocimientos de la ingeniería
Son objetos discretos
Son objetos físicos
El objetivo es interrelacionar los distintos elementos que forman parte del éxito en el desarrollo
de un producto. De manera que se debe tener una visión global en forma innovadora y
efectiva tanto productos como servicios o procesos.
El QFD (cuyas siglas en inglés Quality Functions Development), es el despliegue de funciones de
calidad y es una metodología que está enfocada al desarrollo de productos, que permite
identificar los requerimientos del cliente, referentes a coste, calidad y funcionabilidad y
enfocarlos a especificaciones de diseño y proceso de producción.
Despliegue de Funciones de Calidad.
El QFD se desarrolló en Japón hacia el final de la década de 1960, coincide con la introducción
de productos japoneses originales. Desde sus inicios fue considerada parte del herramental de
la gestión total de la calidad, conocida en aquel país como Total Quality Control (TQC), y fue
diseñada específicamente para la creación de nuevas aplicaciones y productos como se
muestra en la figura 2.2.
Manufactura
Mercadeo
Consumidor
Ingeniería
Investigación y Desarrollo, ventas y Distribución
Figura 2.2 Despliegue de función de la calidad.
QFD

Página 35
El despliegue de la función de calidad (QFD), es una herramienta que permite determinar las
características primordiales por el consumidor, está metodología traduce la “Voz del cliente” en
parámetros de diseño llamados términos mensurables, para que estos queden en forma
horizontal dentro de los departamentos de ingeniería, ensamble, planeación y servicio. A
continuación se muestra en la siguiente figura 2.3.
Figura 2.3 Procedimiento de QFD.
Beneficios.
Existen varias ventajas o beneficios al aplicar QFD, en comparación con otras herramientas
complementarias de calidad, citaremos algunas a continuación:
1. El objetivo es mejorar los procesos de producción, productos o servicios.
2. Producir un resultado más rápido que otros métodos.
3. Traducir el proceso de diseño.
4. La presentación de información gráficamente.
5. Apoyo el equipo a permanecer enfocado.
6. Dejar al equipo bien colocado en caso que necesite mejorar sobre sus resultados para los
procesos, productos o servicios futuros.
Diagrama de funciones.
Al comenzar el diseño de cualquier producto, el principal propósito es el funcionamiento que
debe realizar el objeto a diseñar. El análisis funcional es un método que se aplica para analizar
el desarrollo y la función que se requiere.
Para llevarlo a cabo, se necesitan las características físicas del producto, como son sus
dimensiones, forma y materiales que constituyen el diseño de un producto, y nos enfocaremos a
Requerimientos
del cliente
Características
de las partes
mientos del
cliente
Requerimientos
de diseño
Operaciones de
Manufactura
Requerimientos
de producción
cliente

Página 36
una función global que se dividen en subfunciones, además se pueden identificar los
subsistemas dentro de las funciones del mismo nivel.
Jerarquización de las funciones.
El análisis de funciones, enfoca la identificación de las funciones que sean necesarias para el
logro de la función principal, reconociendo la jerarquía de cada una de las funciones,
exponiéndolo en un árbol de funciones o mapa funcional, la siguiente figura 2.4 muestra la
identificación en cada nivel de descomposición jerárquica en un árbol de funciones.
Figura 2.4 Descomposición Jerárquica en un árbol de funciones.
2.2 Descripción del proyecto.
Con la información obtenida respecto a la metodología del diseño conceptual, se aplicara a
resolver el problema de realizar el “rediseño de control por un control programable para una
máquina de extrusión a soplo para plástico Bekum H-121”, para la aplicación en la industria
plástica con la finalidad de cumplir con la actualización del sistema de control y
funcionabilidad del mismo.
De primera instancia es eliminar la mayor parte del equipo electromagnético, para implementar
e instalar un control programable (PLC). El cuál desarrollaremos la parte de la ingeniería, en
seleccionar el tipo de PLC, dependiendo el número de entradas y salidas, tomando en cuenta
el voltaje de control de la máquina. Una vez seleccionado el equipo se realiza la programación
para el funcionamiento de la máquina.
Sub-función
Primaria
Sub-función
Primaria
Sub-función
Primaria
Sub-función
Secundaria
Sub-función
Secundaria
Sub-función
Secundaria
Sub-función
Secundaria
Sub-función
Secundaria
Sub-función
Secundaria
Función Global

Página 37
Se instala el PLC, se conecta las alimentaciones correspondientes de trabajo, se continúa con
las conexiones de entradas y salidas.
Se aprovechara parte de la botonería del panel de control, para la operación de la máquina y
tenemos la opción de colocar una pantalla interfaz para una mejor comunicación y operación
de la máquina.
Con esta pantalla será posible prender cada una de las zonas de calefacción e indicarnos la
temperatura que programemos en el set point y la temperatura real. También controlaremos los
tiempos de operación en modo automático.
En el mismo panel de control tenemos lo siguiente:
Selector de tres posiciones, que indicara el modo apagado/ manual/ automático
Pulsador de control dentro indicando la tensión de trabajo
Pulsador para modo manual
Pulsador para modo automático
Selector de dos posiciones para elegir lado 1 o lado 2
Pulsador de posición base para inicio de arranque
Pulsador de arranque en automático
Pulsador de paro de automático
Pulsador arranque y paro de bomba hidráulica
Pulsador de arranque y paro de extruder
Botón de paro de emergencia
Una vez que las zonas de calefacción estén a temperatura real de trabajo, se prende el
extruder, desde el panel manda la señal al PLC y la salida correspondiente al arrancador, para
que empiece a extruir el material por el cabezal.
Enseguida se prende el motor de la bomba hidráulica, desde el panel manda la señal al PLC y
la salida correspondiente al arrancador para el sistema hidráulico.
Se coloca el selector en modo auto, se prende el pulsador de control dentro, se oprime el
pulsador auto y pulsador base para inicio de ciclo; una vez que alcance el parisón la distancia
requerida para trabajo en los moldes, se oprime el pulsador de arranque en automático para
iniciar el ciclo de trabajo y procesar botellas.
El problema de automatización surge de la necesidad, para un correcto planteamiento, dónde
implica identificar, aplicar y conocer los elementos que otorguen solución al problema y
puedan satisfacer esa necesidad. Como ya se mencionó anteriormente se utilizara la
metodología propuesta por el despliegue de función de la calidad (QFD).
De esta manera con el rediseño de control aplicando la automatización para una máquina de
plástico, se podría hacer el negocio más productivo, ya que actualmente cuenta con un
sistema de control electromagnético tradicional obsoleto.
Este sistema de control electromagnético tradicional presenta desventajas, con las máquinas
actuales ya automatizadas utilizando tecnología de punta.
El giro en que se desempeña, es la fabricación de envases de plástico, por lo cual la máquina
de plástico produce en forma continua, y al presentar errores o insuficiencias en el
funcionamiento de la máquina, provoca retardos o paros de máquina en la producción;
generando que el horario de trabajo no sea suficiente para cumplir con las expectativas
esperadas y cumplir con la necesidad del cliente.
Una vez ya reconocido el problema y la necesidad, se implementara la metodología en el
desarrollo conceptual, utilizando QFD en el proyecto.

Página 38
2.2.1 Requerimientos del cliente.
Se determinaron varios puntos de gran importancia, que debe cumplir el diseño de
automatización de la máquina, por parte del cliente, basándose en el funcionamiento original
de fábrica y en la mejoría del mismo. Son los siguientes:
Una prolongada durabilidad del autómata (PLC)
Que funcione correctamente
Que el costo no sea excesivo
Que se repare fácilmente
Que existan refacciones y soporte técnico
Que no consuma mucha electricidad
Que cumpla con los requisitos de seguridad
Protección contra incidentes
Indicador de arranque y paro
Señal indicadora en funcionamiento-trabajando
Operación manual y automático
Que contenga una pantalla de apoyo para la operación
Estos requerimientos que se mencionan, deben ser interpretados a términos de ingeniería de
una manera correcta, para luego clasificarlos y poder determinar la importancia de los
requerimientos.
Es necesario establecer aquellos que son obligatorios y deben cumplirse en su totalidad; sin
estos el producto o diseño, en este caso no podría considerarse satisfactorio en ningún grado.
Por otra parte, los requerimientos deseables son los que admiten cierta flexibilidad, de manera
que no dejan de ser importantes para un cumplimiento parcial.
En la tabla siguiente 2.1 se muestra los requerimientos ya clasificados, tanto obligatorios y los
deseables para “El rediseño de automatización con un control programable para una máquina
de plástico de extrusión a soplo Bekum H-121”.
Tabla 2.1 Clasificación de los requerimientos.
CLIENTE
REQUERIMIENTOS DEL CLIENTE
Re
dis
eñ
o d
el c
on
tro
l p
or
un
co
ntr
ola
do
r a
utó
ma
ta p
ara
un
a
má
qu
ina
de
plá
stic
o H
-12
1
Ob
lig
ato
rio
s
Durabilidad (control programable)
Diseño eficiente
Económico
Fácil mantenimiento
Apoyo en soporte técnico
Eficiencia en el consumo de electricidad
Normas de seguridad
Paro de emergencia
Selector de operación manual y operación automático
Pulsador arranque y paro de motor de bomba hidráulica
De
sea
ble
s
Indicadores luminosos de arranque y paro
Fácil operación
Colocación de sensores y eliminación de microswitch
Que contenga una interfaz gráfica panel (pantalla)

Página 39
2.2.2 Árbol de funciones.
El análisis funcional de la máquina tiene como objetivo conocer cada una de las acciones que
tienen lugar dentro de la aplicación, el objetivo es tener en cuenta todas las funciones que
realizará la máquina.
Este análisis tiene como propósito el desempeño o funcionabilidad de la máquina, así como el
proceso que realizara, por ello se define el árbol funcional, en conjunto con los subsistemas que
conforman la solución.
La siguiente figura 2.5 muestra el árbol funcional de la máquina.
Figura 2. 5 Árbol funcional.
2.2.3 Generación de conceptos.
En esta parte, de debe generar la mayor cantidad de conceptos. Se puede comenzar de
manera intuitiva bosquejando algunas posibles soluciones y organizándolas para evaluarlas y
llegar al mejor diseño de solución, apoyándonos de las características de la función para el
desarrollo del equipo.
Fabricación
de envases
de plástico
Prender bomba
hidráulica en HMI
PLC recibe señal y
manda salida al
arrancador
Se pulsa
posición base
para
Selector off,
man/auto
Pulsar modo
auto Se pulsa
arranque
Sube carro 1,
con molde
abierto
Cierra molde1,
Corta sistema
de corte
Baja carro 1,
con molde
cerrado
Baja pin 1, sopla
un tiempo y sube
y abre molde 1
Sube carro 2,
con molde
abierto
Cierra molde 2,
corta sistema
de corte
Baja carro 2,
con molde
cerrado
Baja Pin 2, sopla
un tiempo y sube,
y abre molde 2
Se oprime
control dentro
Prender zonas
de calefacción
en pantalla
Se programa
temperatura de
trabajo
El PLC manda la
salida a
contactores
bomba
hidráulica
Después de haber
alcanzado temperatura real
de trabajo
Se pulsa
prender Extruder
en panel
El PLC recibe la señal
de entrada y manda
la señal de salida al
arrancador

Página 40
La técnica que utilizaremos para apoyo en este proyecto, es una de las siete herramientas de
calidad llamada “Tormenta de ideas” (Brainstorming), el cuál su objetivo es generar propuestas
y dar solución al problema planteado.
En la siguiente tabla 2.2 se enlistan las funciones para posteriormente realizar las propuestas más
convenientes para seleccionar la mejor opción.
Tabla 2.2 Generación de conceptos.
Actividad Concepto 1 Concepto 2
Encender zonas de
calefacción. Pantalla Interfaz a PLC. Activar pirómetros.
Encender motor de bomba
hidráulica. Pantalla Interfaz a PLC.
Panel de control, activar
botón pulsador.
Selector off, manual/auto. En panel de control selector
de tres posiciones a PLC.
En panel de control selector
tres posiciones.
Pulsar posición base. En panel de control a PLC. En panel de control botón
pulsador y relevador.
Pulsar auto arranque. En panel de control pulsador
a PLC.
En panel de control, Botón
pulsador y relevador
Sube carro 1, con molde
abierto 1. PLC. Relevador.
Cierra molde 1 y corta
sistema de corte. PLC. Relevador.
Baja carro 1, con molde
cerrado. PLC. Relevador.
Baja PIN 1, sopla por un
tiempo y sube. Abre molde
1.
PLC. Relevador y temporizador.
Sube carro 2, con molde
abierto 2. PLC Relevador.
Cierra molde 2 y corta
sistema de corte. PLC. Relevador.
Baja carro 2, con molde
cerrado. PLC.
Relevador.
Baja PIN 2, sopla por un
tiempo y sube. Abre molde
2.
PLC. Relevador y temporizador.
Activar paro de emergencia. PLC. Botón de paro de
emergencia.
Indicador de arranque. PLC y lámpara. Lámpara y relevador.
Indicador de paro. PLC y lámpara. Lámpara y relevador.

Página 41
2.2.4 Evaluación de conceptos.
La evaluación de conceptos es la parte final del diseño conceptual. El objetivo es seleccionar el
mejor concepto de diseño de entre los que se generó como opciones. La meta es seleccionar
la mejor opción de diseño, donde intervenga la menor cantidad de recursos con el cuál se
desarrollara por completo un producto definido.
Evaluación de conceptos por factibilidad.
Esta forma de evaluar se basa en la experiencia, el cual consiste en desarrollar aquellos
conceptos que de entrada se sabe que no cumplen con las expectativas como se muestra en
la siguiente tabla 2.3.
Tabla 2.3 Evaluación de conceptos por factibilidad.
Conceptos Cumple Observaciones
1 SI De acuerdo a la experiencia y sentido
común, se ha concluido 1 conceptos de los
generados cumplen con los requerimientos
de factibilidad 2 No
Los conceptos 1 y 2, se distinguen principalmente por la utilización de equipo electrónico, en
este caso por un PLC (control programable) y que por supuesto cumple con el concepto de
factibilidad.
Evaluación de conceptos basado en la disponibilidad tecnológica.
Esta segunda técnica de evaluación, tiene por objetivo determinar la tecnología implicada en
los conceptos. La siguiente tabla 2.4 muestra los conceptos de acuerdo a la disponibilidad
tecnológica.
Tabla 2.4 Evaluación de conceptos de acuerdo a la disponibilidad tecnológica.
Conceptos Cumple Observaciones
1 SI Utiliza un control programable. Se determina que la
tecnología se encuentra desarrollada y disponible.
2 NO Utiliza un control electromagnético tradicional
obsoleto. No cumple.
Evaluación basada en requerimientos del cliente.
Una vez desarrollada la evaluación tecnológica, es necesario confrontarlo ahora con los
requerimientos del cliente. Es una comparación absoluta para saber si cumple o no con ellos.

Página 42
Si el concepto satisface los requerimientos, pasa al siguiente nivel de evaluación, y si no cumple
con algunos de ellos, el concepto no pasara. Algunos casos reúne la mayoría de los requisitos
para ser considerados, para realizarse alguna modificación para hacer que cumpla con todos.
En la tabla siguiente 2.5, se muestra la evaluación basada en los requerimientos del cliente.
Tabla 2.5 Evaluación de conceptos de acuerdo a los requerimientos del cliente.
Requerimientos deseables Conceptos 1 2
Colocación de sensores SI NO
Indicador arranque y paro SI SI
Equipar con una pantalla HMI
interfaz gráfica SI NO
Cumple = Si No cumple= No
El concepto que no cumple en este caso es el 2, ya que presenta en su mayoría un control de
diseño electromagnético obsoleto. Nuestra finalidad es de actualizar y proveer de tecnología
con un control programable y una pantalla HMI interfaz gráfica. Además no se descarta
totalmente cualquier punto de retroalimentación de los conceptos, si no se pretende que
pueda retribuir más adelante en el desarrollo del diseño de la máquina.
Con el concepto 1, se puede realizar más adelante modificaciones en el desarrollo del diseño
de la máquina así como en su programa de funcionamiento.
Evaluación basada en matrices de decisión.
Está técnica es conocida como método de Pugh. Su principio es muy simple, el método consiste
en calificar cada concepto con relación a otro en su capacidad para cumplir con los
requerimientos del cliente. La comparación de los resultados proporcionan las bases para
identificar las mejores opciones, y tomar la mejor decisión.
Para la selección de concepto ganador desde la matriz de Pugh, a partir de los dos únicos
diseños, se procedió a ordenar en la parte izquierda los requerimientos deseables con su
calificación relativa previamente calculada en la ponderación de los requerimientos y se
evalúo el concepto en general de acuerdo a estos requerimientos, y así llegar a la mejor
decisión del mejor concepto con base a la suma de la calificación relativa de cada uno de
ellos.
En este método de toma de decisiones, se puede ver cuáles son los puntos fuertes y los puntos
más débiles, analizando los conceptos en base a una alternativa raíz. Una ventaja de este
método, es que también puede ser utilizado para clasificar las opciones de inversión, opciones
de proveedor, las opciones de un producto, que permite analizar y sintetizar las soluciones.
Con la matriz de Pugh, se seleccionó un concepto ganador de acuerdo con la sumatoria de
calificaciones relativas y así se obtuvo que el concepto ganador fue el número 1, y así

Página 43
descartando el concepto número 2, y poder hacer que cumpla al 100 por ciento con los
requerimientos deseables.
A continuación se muestra la tabla 2.6 matriz de Pugh.
Tabla 2.6 Matriz de Pugh.
2.3 Gestión del proyecto.
Aunque muchos proyectos puedan parecer exitosos, algunas veces sin saber por qué, en
realidad no funcionan, no basta con una brillante idea si no se involucra una adecuada gestión
de proyectos. Y es hacia dónde apunta la gestión de proyectos, al conjunto de procesos,
técnicas, tomando en cuenta parámetros de tiempo, coste y calidad para que el objetivo
cumpla con el objetivo planteado.
Encontramos diversidad de conceptos de definiciones de proyecto, pero mencionaremos
algunas entre las cuales destacan:
Se define un proyecto como “un esfuerzo temporal emprendido para promover un producto o
servicios únicos”. (Project Manager Institute, Inc.)
“Un proyecto es la búsqueda de una solución inteligente al planteamiento de un problema
tendente a resolver”; por ejemplo una necesidad humana. (Baca Urbina).
2.3.1 Ciclo de vida de un proyecto.
El ciclo de vida de un proyecto, es el camino en fases y secuencias que va a estar determinado
por las necesidades de la gestión y control, dentro de la organización que participa en el
proyecto.
El inicio de cada proyecto, presenta incertidumbres y riesgos y conforme avanza se van
presentando corrección de posibles errores, costes que van creciendo hasta el final del
Requisitos deseables Conceptos
Calificación
Relativa
1
2
Observaciones
Colocación de sensores 0 0 0 Permite trabajar con
microswitch o sensores.
Indicador de arranque y
paro 33.33 + +
Permite que el operario
tenga un indicar visual,
para saber si la máquina
está en funcionamiento.
Interfaz gráfica pantalla
HMI 66.66 + -
Facilita la interacción entre
el operario y la máquina.
0 2 1
Diferencia 0 2 1
Peso total 0 99.99 33.33
Mejor concepto (ranking) 0 1 2

Página 44
proyecto. El ciclo de vida, proporciona el marco de referencia básico para dirigir el proyecto,
independientemente del trabajo específico involucrado. (Project Manager Institute, Inc.)
Todos los proyectos sin importar condiciones de complejidad o tamaño pueden resumirse su
ciclo de vida en la siguiente figura 2.6.
Inicio del
Proyecto
Organización
Y Preparación
Ejecución del trabajo
Cierre del
Proyecto
TIEMPO
Figura 2.6 Niveles de costo y dotación del personal durante
el ciclo de vida del proyecto (PMBOK).
La gestión de proyectos, como se mencionó anteriormente es el conjunto de procesos, técnicas
y sistemas para planificar un proyecto de manera eficiente y satisfactoria, la cuál va ligada con
la dirección que contempla las siguientes actividades:
Planificación
Seguimiento
Control
Toma de decisiones
Comunicación
Evaluación
2.3.2 Planeación.
Identificación de la necesidad.
Los controladores programables (PLC), son dispositivos que se han integrado con demasiada
aceptación en el mercado industrial, ya que en su mayoría han sustituido y actualizado el
control electromagnético por un autómata programable en máquinas y equipos.
Pero nos encontramos con una limitada metodología de información, con respecto al control
electromagnético que es viejo y obsoleto.
Niv
el d
e c
ost
os
y d
ota
ció
n
de
pe
rso
na
l
Salidas de la
dirección de
proyectos
Acta de
constitución
del proyecto
proyecto
Plan de
dirección del
proyecto
Entregables
Aceptados
Documentos
del proyecto
archivados

Página 45
Por lo contrario es necesario colocar y diseñar el control por un autómata programable (PLC),
para aplicar y utilizar nuevas tecnologías que realmente satisfagan las necesidades del cliente.
Definición del Problema.
Actualmente existen empresas, que ofrecen cursos de capacitación de acuerdo al PLC
específico o de acuerdo a las necesidades que demanden las empresas que lo solicitan;
teniendo un elevado costo, o condicionando la compra del equipo y la instalación.
También encontramos en internet, cursos de programación de PLC, pero con información
limitada y poco vinculada con cualquier tipo de proceso industrial. Y si sumamos que no se
cuenta con el equipo para desarrollar y aplicar el software aumenta aún nuestras limitaciones
para realizar automatizaciones.
Objetivo.
El objetivo es desarrollar, una metodología para la solución, del rediseño de un control para
funcionamiento de una máquina de plástico de extrusión a soplo modelo Bekum 121, por un
control autómata programable (PLC); utilizando el controlador S7-1200 de Siemens y el software
STEP 7 de siemens, con sus diversos lenguajes de programación y equipos periféricos.
Análisis de riesgo.
En el análisis de riesgo, el proyecto cuenta con las siguientes amenazas:
1. Dificultad de acceso a los equipos S7-1200 de siemens. Falta de conocimiento y habilidad
para usar el equipo.
2. Falta de software (STEP 7), no se cuenta con las debidas licencias.
3. Poca habilidad de conocimiento para la programación, falta de dominio del software.
4. Falta de dominio para vincular software con diversidad de aplicaciones y herramientas.
Identificar las posibles soluciones.
Desarrollar una metodología para la solución de un proceso, que trabaja con un control
electromagnético obsoleto, sustituyendo y rediseñando el control por un autómata
programable; utilizando el software STEP 7 Basic v10.5, es la herramienta con la que vamos a
configurar, administrar, programar el S7-1200 y las pantallas Basic panel HMI.
Definir alcance.
1.- Comunicación con el S7-1200, mediante STEP 7 Basic versión 12 de siemens.
2.- Desarrollo de programación en S7- 1200, con escalera, secuencial y en bloques.
3.- Desarrollo de configuración con software Wincc desde el TIA Portal.
4.- Desarrollo de secuencias con el software Fluid Sim.
5.- Desarrollo de secuencias con el Software Automation Studio.

Página 46
Tecnología disponible.
Las tecnologías que se disponen a utilizar en este proyecto, es el software de la familia siemens
S7-1200 Basic v12, para la programación del S7-1200; al igual que el software de simulación de
dispositivos eléctricos, electromagnéticos, con el Fluid Sim y el Automation studio, sin olvidar
equipos de cómputo.
El software de programación a utilizar en este proyecto son los siguientes:
1. Software STEP 7 Basic versión 12
2. Software Simatic Wincc desde TIA Portal
3. Software fluid Sim
4. Software Automation Studio
2.3.3 Programación.
La siguiente fase tras la planificación es la programación y también es previa al comienzo de la
ejecución del proyecto. El principal objetivo de esta fase es la obtención del calendario de
ejecución del proyecto.
Para la programación del proyecto, utilizaremos como apoyo el Smartsheet, como herramienta
en la administración de proyectos.
En la tabla 2.7 siguiente de Smartsheet, se definirán las actividades, estructura de desglose de
trabajo y la estimación de duración de las actividades como se muestra a continuación.
Tabla 2.7 Definición de actividades, duración de actividades, y estructura de desglose de
trabajo del proyecto.

Página 47
Al introducir los datos anteriores en Smartsheet, genera automáticamente el plan de red del
proyecto como se muestra en la siguiente figura 2.7:
Figura 2.7 Plan de red del proyecto.
2.3.4 Ejecución.
Es la etapa mediante la cual se pone en funcionamiento lo planificado y organizado a través
de diferentes estrategias y acciones específicas. La ejecución es un proceso integrado de
comunicar e informar, realizar lo que se sabe que se tiene que hacer a desarrollar, que va de la
mano con la coordinación, dirección, y la acción de ejercer y ejecutar. Asesorar el trabajo a
realizar, en esta fase se da énfasis a las funciones de dirección y operación.
De lo anterior se pueden destacar ciertos puntos, que ayudaran en esta fase del proyecto; los
parámetros que intervienen en la secuencia que se ejecuta en el proceso para cumplir el
objetivo.
Siguiendo el método de solución de secuencias, se planteó el diagrama de espacio fase para
observar su comportamiento, para la resolución de la secuencia. A continuación tenemos la
siguiente figura 2.8.
Figura 2.8 Método de solución de secuencias.
Ecuación de
Movimiento
Diagramas de
Control y Fuerza
Diagrama
Espacio Fase

Página 48
Diagrama espacio-fase.
Para proponer una solución, tenemos la opción visual diagrama espacio-fase, para así entender
cómo funciona el proceso electrohidráulico, para el sistema de control que se requiere.
Para el análisis del problema, se obtienen los elementos que intervienen para desarrollar el
diagrama y la secuencia en que se ejecuta el proceso, así como el objetivo a cumplir para
resolver el problema. Tenemos la siguiente figura 2.9 que representa el análisis.
Figura 2.9 De Fase – Estado, máquina de plástico de extrusión a soplo.

Página 49
Siguiendo el método de solución de secuencias, se obtiene la ecuación de movimientos.
BI /t=5 s B+/B+/t=5 s A+/A+/t=5 s G+/G+/G-/t=5 s B-/B-/t=5 s C+/C+/C+ t= 20 s/F-/E-/t=5s D+/
D+/t=5 s E+/E+/t=5 s G+/G+/G-/t=5 s D-/D-/t=5 s F+/F+/F+ t=20 s/C-/A-
Dónde BI: Es el botón de inicio del sistema.
(B+ pistón expulsado, B- pistón retraído).
t= es el tiempo que va a variar según el proceso.
Es necesario seguir una serie de procedimientos, los cuales permitirán un correcto
funcionamiento en el software STEP 7, para plantear la solución en el PLC S7-1200.
Por lo cual se trasladan todos los componentes electromagnéticos (solenoides, relevadores,
interruptores de posición, timers) al software de simulación.
Se realiza el diagrama del sistema de control, de los componentes electromagnéticos de la
misma manera en que se conectaría un elemento físico.
Se puede hacer un análisis del funcionamiento, accionando de manera manual el circuito
realizado, Cabe mencionar que es muy importante la conexión de las tarjetas E/S en un PLC, ya
que es la forma en que Fluid Sim, interactúa con otros dispositivos.
A continuación nos apoyaremos del siguiente diagrama que se muestra la siguiente figura 2.10.
Figura 2.10 Diseño de solución del PLC S7-1200
Diseño de
Solución
del PLC
CPU de controlador
(S7-1215).
Módulos de entradas
y salidas. (Digitales y
analógicas).
Tabla de símbolos.
(Se crean los “tags” de
todas las entradas y
salidas).
Tipo de programación.
(Lenguaje KOP).
Programa.
(El desarrollo de la lógica con la cual
se le da solución al problema).
Compilación.
(Ser realiza una revisión del
programa, en modo simulación y
físicamente en máquina para
evitar errores en la programación).

Página 50
2.4 Diseños conceptuales propuesto 3D como alternativa de solución.
A continuación se muestra el diseño conceptual del “Rediseño del sistema de control por un
controlador programable para una máquina de plástico de extrusión a soplo Bekum HB 121”
resultado de la generación de conceptos y de las metas de diseño.
Los componentes con los que cuenta el modelo ganador son los siguientes:
Prender motor de bomba hidráulica.
Está acción se realiza desde la pantalla interfaz, oprimiendo la tecla, posteriormente el PLC
recibe la señal de entrada y manda una señal de salida al relevador o contactor.
Mover selector off/man/auto, a la posición de auto (automático).
Esta acción se lleva a cabo con el selector en auto, para trabajo en automático, y el PLC recibe
la señal de entrada esperando siguiente instrucción.
Pulsar posición base para arranque.
Se pulsa el pulsador de posición base para iniciación de la máquina, el PLC manda señales de
salida a los contactores o relevadores de los actuadores en estado inicial cero.
Pulsar auto (arranque de máquina).
Se pulsa el pulsador de arranque, se lleva a cabo a través del PLC y el programa.
Sube el carro 1 y cierra molde 1.
Llega arriba y detecta un sensor inductivo, el PLC recibe la señal y manda una señal de salida a
un relevador para accionar el sistema de corte y el cierre de molde, para posteriormente bajar
carro 1.
Baja carro 1, y sopla PIN 1.
El PLC recibe la señal del sensor de carro abajo, y manda accionar la salida al relevador de PIN
1 abajo, controlado por medio de un temporizador y para el soplo; transcurre un tiempo y sube
el PIN1 nuevamente, terminando abre el molde 1.
Sube carro 2, y cierra molde 2.
El PLC recibe señal de un sensor inductivo de carro arriba, y manda una señal de salida a un
relevador o contactor para accionar el sistema de corte y el cierre de molde 2, posteriormente
baja carro 2.
Baja carro 2, y sopla PIN 2.
El PLC recibe señal del sensor de carro abajo, y manda accionar la salida al relevador de PIN 2
abajo, controlado por medio de un temporizador y para el soplo; transcurre un tiempo y sube el
PIN 2 nuevamente, terminando abre el molde 2.
Termina un ciclo de trabajo.

Página 51
En la figura siguiente 2.11 se muestra el concepto ganador a detalle para poder cumplir con las
especificaciones y requerimientos del cliente, obteniendo de la metodología desarrollada en
este capítulo.
Figura 2.11 Máquina Bekum H-121 del concepto ganador.

Página 52
ANÁLISIS DEL DISEÑO DE
INGENIERÍA
Este capítulo presenta las diferentes
herramientas, para desarrollar las
posibles soluciones, en relación con
toda la metodología que se ha
llevado a cabo, para el
funcionamiento en forma del
rediseño del sistema de control, por
un control programable para una
máquina de plástico.

Página 53
ANÁLISIS DEL DISEÑO DE INGENIERÍA
3.1 Análisis técnico de materiales comerciales y especiales.
Todos los criterios son de gran importancia para guiarnos en la mejor selección de un equipo
autómata. El controlador S7-1200 es el último dentro de los controladores que presenta la familia
siemens.
El control lógico programable de siemens, SIMATIC S7-1200 seleccionado, es compacto y
modular cuenta con aplicaciones de automatización simples o con avanzada lógica y
características de: potencia, rapidez, capaz de manejar una gran variedad de tareas.
El SIMATIC S7-1200 puede aplicarse, por ejemplo:
Máquinas textiles
Maquinaria en general
Sistemas de control
Instalaciones en general
Maquinaria plástica
Un autómata se compone de:
Módulo central (CPU); según aplicación y necesidades.
Módulos de señales para entradas/salidas digitales y analógicas.
Módulos de comunicación para acoplamiento a redes en bus.
Módulos de función para contaje y posicionamiento (en lazo abierto/cerrado) rápidos.
Según los requerimientos pueden utilizarse también:
Fuentes de alimentación de carga para conectar el SIMATIC S7-1200 a una tensión de
115/230V corriente alterna, con salida a 24V corriente directa.
Las CPU mayores admiten la conexión de hasta ocho módulos de señales (entradas/salidas)
digitales o analógicas.
Los módulos de comunicación pueden ampliarse hasta tres.
La tarjeta de memoria, es opcional al instalar en la CPU, asegurando que no se pierde el
programa de usuario durante el proceso y transferir programas a otras CPU. Dentro de la
memoria el usuario puede designar datos o marcas como remanentes ante un corte de
alimentación evitando que así se pierdan.
El Simatic S7-1200 emplea una interfaz profinet integrada para comunicación con el Simatic S7,
que permite la programación y comunicación con equipos periféricos tales como HMI pantallas
para la visualización.
Cuenta con regleta de bornes desmontables y control PID.

Página 54
A continuación se muestra la siguiente figura 3.1de una CPU S7-1200 de siemens:
Figura 3.1 CPU 1211C Simatic S7-1200 de siemens.
1.- Conector de alimentación.
2.- Leds de estado para las entradas, salidas integradas digitales, entrada y salida analógica.
3.- Conectores extraíbles (detrás de las tapas).
4.- Conector profinet (lado inferior de la CPU).
Siemens ofrece una gama amplia de CPU, para el S7-1200. Entre las cuales se van a diferenciar,
y las que más destacan por su función o aplicación son: por el tamaño, peso, memoria de
usuario, ampliación de entradas y salidas digitales/analógicas, consumo de corriente, tensión
de alimentación, velocidad de ejecución de funciones, tipo de comunicación etc.
La CPU que utilizaremos es la 1215 C, AC/DC/ RLY. Es la más reciente del S7-1200.
Consta de: 14 DI (entradas de 24 V corriente directa), y 10 DO (salidas con relevadores), 2 AI
(entradas analógicas), y 2 AO (salidas analógicas), PS 230 V corriente alterna, y 2 puertos
profinet.
1

Página 55
Las características que ofrece el controlador son las siguientes:
Memoria de aplicación de 100 KB de memoria principal.
Fuente de alimentación 120/240V CA.
14 entradas digitales/ 10 salidas x relé integradas.
2 entradas analógicas/ 2 salidas analógicas integradas.
Ampliación de señales en CPU entradas y salidas.
Permite hasta tres módulos de comunicación.
2 puertos de comunicación integrada Profinet (Ethernet).
Memoria de carga 4 MB.
10 KB de datos no volátil.
6 contadores de alta velocidad, 3 de ellos de 100 kHz y 3 con 30 KHz.
4 salidas de tren de impulsos
Rango de temperatura de -20a +60°C.
Selección de módulos para PLC.
Módulo SM 1231.
El módulo de señales analógicas de termopar SM 1231 (TC) mide el valor de la tensión
conectada a las entradas del módulo. Este valor puede ser tanto la temperatura de un
termopar como voltios. Si se mide temperatura, el valor se expresará en grados.
Los módulos de entradas analógicas SM 1231 transforman las señales analógicas del proceso en
señales digitales para su procesamiento en el S7-1200.
Modulo SM 1223.
El módulo de señales de entradas/ salidas digitales, comprende 16 entradas digitales y 16
salidas digitales con relé a 2 A. Para la ampliación posterior de la instalación con entradas y
salidas adicionales. Esto evita inversiones innecesarias.
Tensión de alimentación a 24V corriente directa, intensidad de salida 2A,
Selección de fuente de alimentación 24V corriente directa.
La CPU contiene una fuente interna de 24V corriente directa, sin embargo seleccionaremos una
fuente de alimentación de 24V corriente directa, para evitar una sobrecorriente o daños en la
CPU.
Las fuentes de alimentación de carga PS 307 transforman la tensión de red de 120/230 V
corriente alterna (CA), en una tensión de 24 V corriente directa (CD).
Con estas fuentes es posible alimentar desde la red el SIMATIC S7-1200, es decir el control
lógico programable, control y alimentación, así como los sensores y actuadores.

Página 56
Selección de sensores.
El sensor inductivo es un detector de proximidad que trabaja sin contacto mecánico ni
eléctrico. Tampoco incluye piezas sujetas a desgaste mecánico y es ampliamente insensible a
los efectos ambientales. Se usa en aplicaciones que requieren un alto grado de fiabilidad,
precisión en el punto de conmutación, velocidad de accionamiento.
Se seleccionara el detector inductivo de proximidad de la marca autonics para PLC (3hilos):
El margen de tensión que maneja es de 10 a 30V corriente directa.
Salida a 3 hilos, consumo de corriente 10 mA.
Intensidad residual y caída de tensión adecuadas a las entradas del PLC.
Tanto salida npn como pnp.
Distancia de detección será para 5 mm.
En la siguiente figura 3.2, se muestra un ejemplo de un sensor inductivo de proximidad pnp
abierto, para que cierre en el momento que detecte y mande la señal de entrada.
3.2 Detector de proximidad inductivo.
Selección de botones, pulsadores y selectores.
Se reutilizara los pulsadores y selectores según el programa que se elaboró para la operación y
control de la máquina Bekum-H-121 del panel de control.
1. Pulsador para encender el control con lámpara en color Blanco.
2. Pulsador para encender manual con lámpara en color Rojo.
3. Pulsador para encender automático con lámpara en color Azul.
4. Pulsador posición básica con lámpara color amarillo.
5. Pulsador arranque automático con lámpara en color verde.
6. Pulsador apagado automático color rojo.
7. Pulsador paro de emergencia color rojo.
8. Pulsador arranque y paro con lámpara para la bomba hidráulica.
9. Selector de tres posiciones para apagado, servicio manual y servicio automático.
10. Selector de dos posiciones “A” y “B”.

Página 57
panel de control.
El panel KTP600 Basic color PN de siemens, ofrece amplias funciones de manejo y visualización,
es compatible con el control lógico programable (PLC) S7-1200, la configuración es bajo
Windows que resulta fácil y rápida con el software Wincc basic.
En la siguiente figura 3.3 se observa el panel sobre el gabinete de control de operación.
Figura 3.3 Gabinete de control con Simatic panel HMI.
Es ejemplo de una y más utilidades que se pueden aprovechar con la utilización de un panel,
para mejorar el funcionamiento de la máquina y la interacción visual, en el desarrollo de
operación de la máquina de plástico y que puede aplicarse en general a cualquier industria.
Es un elemento clave en las tareas de automatización.
El software de automatización TIA Portal (Portal de Automatización Totalmente Integrado),
cuenta con un entorno de diseño y un proyecto de software para todas las tareas de
automatización.
El control lógico programable (PLC) forman parte importante de cualquier industria, ya que
poseen un sistema automático que es capaz de realizar cualquier tarea, sin embargo hay dos
sistemas de control que constituyen un control lógico programable y que ambos pueden ser
implementados.
Existen dos tipos de sistemas principalmente: los de lazo abierto o no realimentados y los de lazo
cerrado o realimentados.

Página 58
3.1.1 Diagramas y memoria de cálculo.
Selección de un PLC.
Se sugieren algunos de los aspectos más importantes que deberían de tomarse en cuenta para
elegir el PLC y el conjunto total que lo conforma como en la figura 3.4. A continuación son los
siguientes puntos:
Figura 3.4 Diagrama de flujo de la selección del PLC.
Información del sistema de
control anterior.
(Control electromagnético).
Instrumentación disponible
Y
Voltaje de trabajo.
Cuantificación de señales
digitales y analógicas.
Cotización
Disponibilidad de lugares, para
futuras modificaciones o
incorporaciones de periféricos.
Requerimientos del nuevo sistema
de control a implementar.
(Salidas a relés, fuentes de
voltaje, etc.)
Tiempo de entrega
Servicio Post-venta
Inicio
Fin
Análisis de funcionamiento de la
máquina. Operación eléctrica,
mecánica e hidráulica, y temperatura.
Identificación de entradas y salidas,
tanto digitales y analógicas.
Selección de equipos, capacidad para
ejecutar programas, cantidad de
variantes (timers, contadores etc.)
dispositivos para mejorar
Tener disponibles lugares para conectar
y programar, para futuras
modificaciones.
Precio de acuerdo a su función.
(Barata o cara).
Se requiere de entrega inmediata.
Software para programación. Respaldo
del fabricante. Servicio y refacciones.
Capacitación sobre el controlador.
Identificación de electroválvulas,
microswitch finales de carrera, fuentes
de voltaje.

Página 59
El control lógico programable (PLC) forman parte importante de cualquier industria, ya que
poseen un sistema automático que es capaz de realizar cualquier tarea, sin embargo hay dos
sistemas de control que constituyen un control lógico programable y que ambos pueden ser
implementados.
Existen dos tipos de sistemas principalmente: los de lazo abierto o no realimentados y los de lazo
cerrado o realimentados.
Los sistemas de lazo cerrado funcionan de tal manera que hacen que la salida vuelva al
principio, para que se analice la diferencia con un valor de referencia y en una segunda opción
la salida se vaya ajustando, así hasta que el error sea 0. Cualquier sistema que tenga como
objeto controlar una cantidad como por ejemplo temperatura, velocidad, presión, caudal,
fuerza, posición, etc. son normalmente de lazo cerrado.
Los sistemas de lazo abierto no se comparan a la variable controlada con una entrada de
referencia. Cada ajuste de entrada determina una posición de funcionamiento fijo en los
elementos de control (por ejemplo con temporizadores).
Es así que, la realimentación es un mecanismo o proceso cuya señal se mueve dentro de un
sistema y vuelve al principio de éste como en un bucle, que se llama “bucle de
realimentación”. En un sistema de control (que tiene entradas y salidas), parte de la señal de
salida vuelve de nuevo al sistema como parte de su entrada; a esto se le llama
“realimentación” o retroalimentación.
La realimentación comprende aquellas soluciones de aplicación que hacen referencia a la
captura de información de un proceso o planta, para que, con esta información, sea posible
realizar una serie de análisis o estudios con los que se pueden obtener valiosos indicadores que
permitan una retroalimentación sobre un operador o sobre el propio proceso, tales como:
Indicadores sin retroalimentación inherente (no afectan al proceso, sólo al operador).
Indicadores con retroalimentación inherente (afectan al proceso, después al operador).
3.1.2 Diagramas de direccionamiento para Bekum H-121.
A continuación se indican en qué lugares y módulos quedan conectados las entradas y salidas
para el proyecto de automatización de una máquina Bekum H-121.
Con una CPU S7-1215C de siemens
Conexión en el tablero general.
Lugar “0” DI a (entradas en CPU) 24 V CD.
0.0- Selector servicio manual
0.1- Pulsar encender control
0.2- Selector servicio auto
0.3- Selector universal “A”
0.4- Selector universal “B”
0.5- Pulsar encender manual
0.6- Pulsar paro de emergencia
0.7- Libre

Página 60
Lugar “1” DI b (entradas en CPU) 24 V CD.
1.0- Puertas de seguridad
1.1- Pulsar apagar auto
1.2- Pulsar encender auto
1.3- Pulsar posición básica
1.4- Pulsar marcha auto
1.5- Libre
1.6- Libre
1.7- Libre
Lugar “0” DQ a (relé salidas en CPU válvulas) 24 V CD.
0.0- Molde 1 abierto
0.1- Molde 1 cerrado
0.2- Molde 2 abierto
0.3- Molde 2 cerrado
0.4- Carro 1 abajo
DQ b
0.5- Carro 1 arriba
0.6- Carro 2 abajo
0.7- Carro 2 arriba
1.0- Pin 1 arriba
1.1- Pin 1 abajo
Módulo 1231 entradas analógicas AI.
0.0- Termopar 1 IW 96
0.1- Termopar 2 IW 98
0.2- Termopar 3 IW 100
0.3- Termopar 4 IW 102
0.4- Termopar 5 IW 104
0.5- Termopar 6 IW 106
0.6- Termopar 7 IW 108
0.7- Termopar 8 IW 110

Página 61
Módulo 1223 entradas/ salidas.
Lugar “12” DI a (entradas sensores) 24 V CD.
12.0- Molde 1 abierto
12.1- Molde 1 cerrado
12.2- Molde 2 abierto
12.3- Molde 2 cerrado
12.4- Carro 1 abajo
12.5- Carro 1 arriba
12.6- Carro 2 abajo
12.7- Carro 2 arriba
Lugar “13” DI b (entradas sensores) 24 V CD.
13.0- Pin 1 arriba
13.1- Pin 2 arriba
13.2- Libre
13.3- Libre
13.4- Libre
13.5- Libre
13.6- Libre
13.7- Libre
Lugar “12” DQ a (relé salidas) 24 V CD.
12.0- Pin 2 arriba
12.1- Pin 2 abajo
12.2- Soplo 1
12.3- Soplo 2
12.4- Zona 1
12.5- Zona 2
12.6- Zona 3
12.7- Zona 4
Lugar “13” DQ b (relé salidas) 24 V CD.
13.0- Zona 5
13.1- Zona 6
13.2- Zona 7
13.3- Zona 8
13.4- Bomba hidráulica
13.5- Cuchilla adelante
13.6- Cuchilla atrás
13.7- Libre
Página 62
Módulo 1223 entradas/ salidas.
Lugar “16” DI a (entradas) 24 V CD.
Libre.
Lugar “17” DI b (entradas) 24 V CD.
Libre.
Lugar “16” DQ a (relé salidas) 24 V CD.
16.0- Lámpara control
16.1- Lámpara manual
16.2- Lámpara auto dentro
16.3- Lámpara posición básica
16.4- Lámpara marcha auto
16.5- Descolador 1
16.6- Descolador 2
16.7- Libre
Lugar “17” DQ b (relé salidas) 24 V CD.
Libre.
Tenemos lugares disponibles para conectar según se requiera la aplicación o necesidad del
proceso. Por lo tanto se programan con la PG, por ejemplo equipo periférico.
El control lógico programable, se presenta de la siguiente forma; en la figura 3.5 tenemos el
hardware Simatic S7-1200 con CPU 1215C AC/DC/RLY.
Figura 3.5 Hardware Simatic S7-1200 con CPU 1215C.

Página 63
3.1.3 Diagrama de ciclo de trabajo de una Bekum H-121.
La extrusión a soplo es un proceso industrial, en dónde se realiza el moldeado de plástico. Como
se mencionó anteriormente el polímero fundido es empujado por medio de un husillo que gira
concéntricamente dentro de un cilindro metálico llamado cañón a temperaturas controladas;
una vez arrancado el sistema el proceso es continuo.
De frente a la máquina tenemos el molde 1 abierto (izquierda) y el molde 2 abierto (derecha),
internamente enfriados. Sube el molde 1 para sujetar el tubo hueco plastificado, cierra el molde
y entra un sistema de corte que interrumpe el tubo plastificado, enseguida baja el molde y el
pin 1 para soplar dentro del molde por unos segundos. Posteriormente sube el molde 2 para
sujetar el tubo hueco y cierra el molde, acciona el sistema de corte para cortar el tubo; abre el
molde 1 y cae el producto conformado. El molde 2 baja y desciende el pin 2 para soplar dentro
del molde al cabo de unos segundos abre el molde y cae el producto conformado.
En la siguiente tabla 3.1 se desarrolla el diagrama de ciclo de trabajo de la máquina y los
sensores que informan en cada uno de los movimientos.
Tabla 3.1 Diagrama del ciclo de una máquina Bekum H-121.
Molde 1 cerrado/abierto abierto cierra abierto
Carro 1 arriba/abajo abajo sube baja
O
Pin 1 arriba/abajo arriba baja y soplo sube
PE
Sensores S-11. S-1. S-3. S-5 S-2 S-4 S-1 S-5 S-3
RA Molde 2 cerrado/abierto abierto cierra abierto
C
Carro 2 abierto/cerrado abajo sube baja
I Pin 2 arriba/abajo arriba baja y soplo sube
ON
Sistema de corte corte lado 1 corte lado 2
Sensores S-11. S-6. S-8. S-10 S-7 S-9 S-6 S-10 S-8
A B
S-1 Sensor carro 1 abajo
S-2 Sensor carro 1 arribaS
S-3 Sensor molde 1 abiertoE
S-4 Sensor molde 1 cerrado
N
S-5 Sensor pin 1 arriba
S
S-6 Sensor carro 2 abajo
O
S-7 Sensor carro 2 arriba
R
S-8 Sensor molde 2 abierto
E
S-9 Sensor molde 2 cerrado
S
S-10 Sensor pin 2 arriba
S-11 Sensor guardas de seguridad

Página 64
3.2 Análisis para diseño de control.
Programación.
El programa de usuario se diseña y posteriormente se carga en la CPU. Donde encontramos
todas las funciones requeridas para procesar, y llevar a cabo la automatización. Es aquí donde
se determinan las tareas requeridas para el arranque normal de la CPU; el proceso de datos
como combinar señales binarias, leer y evaluar valores analógicos y determinar las señales,
reaccionar a alarmas así como anomalías que pudieran surgir en el desarrollo del programa.
Se utilizó el Software de programación STEP 7 de siemens, el cual nos permite programar las
funciones de automatización en diferentes lenguajes de programación.
En STEP 7 todos los programas de usuario y los datos necesarios para ellos están depositados en
bloques, es decir en módulos bloque. Los bloques que se disponen son:
Bloques de organización (OB): para regular el decurso del programa. Es decir facilita al usuario
la tarea de desarrollo del programa. Los OB contribuyen a la estructuración del programa con
bloques que son instrucciones y que se encargan de la ejecución de cada una de las unidades
para una determinada función. Entre los bloques de organización más citados se encuentran el
bloque OB1 que se ejecuta cíclicamente y el bloque OB100 que se ejecuta para la ejecución
de arranque (run).
Bloques de función (FB) contienen el programa de usuario.
Los FB constituyen una unidad de organización del programa al ser alimentados con datos
diferentes o variables. Estas variables internas que pueden almacenar resultados son asociadas
con un bloque de datos DB de instancia asignado y el sistema los gestiona automáticamente.
Bloques de datos de instancia (DB de instancia) se asignan al bloque cuando se llama a un
FB/SFB y se generan automáticamente durante la compilación.
Se puede acceder a estos datos de instancia desde cualquier punto del programa, o incluso
desde un sistema de manejo y visualización.
Funciones (FC), ejecuta varias veces instrucciones que son utilizadas frecuentemente a lo largo
del programa. Para su fácil compresión subdivide el programa, cada función tiene un valor de
función fijo. Todos los parámetros de salida tienen que procesarse inmediatamente después de
la llamada y por ello las funciones no necesitan DB de instancia.
Bloques de datos DB áreas de memoria para almacenar los datos de usuario. Además los datos
asignados en cada caso a un FB (datos de instancia), pueden definirse datos globales para su
utilización por parte de los bloques que lo precisen.
A los componentes de un DB se les puede asignar un tipo de datos simple o compuesto. Los
tipos de datos simples son por ejemplo, BOOL, REAL o INTEGER.
Los tipos de datos compuestos (campos y estructuras) se componen a su vez de tipos de datos
simples. Los datos de un DB pueden direccionarse simbólicamente, lo cual simplifica la
programación y legibilidad del programa.
Bloques de función del sistema (SFB) son FB integrados en el sistema operativo de la CPU. Las
variables de estos SFB están depositadas también en DB de instancia.
Funciones del sistema (SFC), son funciones integradas en el sistema operativo de la CPU.
Bloques de datos del sistema (SDB), son datos para el sistema operativo de la CPU con ajustes
del sistema.

Página 65
Las variables forman parte de la información de las terminales entrada/salida de un autómata
programable en un punto de su memoria interna.
Se utilizó el lenguaje de esquema de contactos KOP, donde nos familiarizamos con esquemas
eléctricos y se aplica a controles combinacionales.
A continuación se configura el hardware en el entorno S7-1200 de siemens con el software STEP
7 desde el TIA portal, una vez que nos confirme los componentes físicos nos aparece la siguiente
figura 3.6.
Figura 3.6 Configuración de hardware en S7-1200 TIA portal.
3.2.1 Programación con software STEP7.
A continuación el programa queda de la siguiente manera:
OB1 bloque de organización, el cual constituye el interface entre el sistema operativo y el
programa de usuario, controlan el procesamiento cíclico y controlado por alarmas del
programa.
FC1 las funciones son bloques de programa.
FC2 Bloque de funciones, control y desarrollo de la operación.
FC3 Bloque de funciones. Pulsadores
FC4 Bloque, parámetros de temperatura.
FC5 Bloque de operaciones analógicas.
OB 30 Bloque de alarma cíclica
OB 123Bloque de alarma cíclica.
OB 35 bloque de organización, representa las alarmas cíclicas.
A continuación se presenta el diagrama de programación con lenguaje KOP, con Software STEP
7 de siemens para la máquina de extrusión a soplo Bekum 121.

Página 66
Principal OB1.
Segmento 1:
Segmento 2:
Segmento 3:
Segmento 4:
Segmento 5:
Continua programa.

Página 67
Segmento 6:
Segmento 7:
Alarma cíclica (OB 123):
Segmento 1:
Continúa programa.

Página 68
Alarma cíclica (OB 30):
Segmento 1:
Segmento 2:
Segmento 3:
Continúa programa.

Página 69
Segmento 4:
Segmento 5:
BLOQUES DE PROGRAMA.
Bloque 1 (FC 1).
Segmento 1:
Continúa programa.

Página 70
Segmento 2:
Segmento 3:
Segmento 4:
Segmento 5:
Continúa programa.

Página 71
Segmento 6:
Segmento 7:
Segmento 8:
Segmento 9:
Continúa programa.

Página 72
Segmento 10:
Segmento 11:
Segmento 12:
Segmento 13:
Segmento 14:
Continúa programa.

Página 73
Segmento 15:
Segmento 16:
Segmento 17:
Segmento 18:
Segmento 19:
Segmento 20:
Continúa programa.

Página 74
Segmento 21:
Segmento 22:
Segmento 23:
Continúa programa.
Segmento 24:
Continúa programa.

Página 75
Segmento 25:
Segmento 26:
Segmento 27:
Continúa programa.

Página 76
Segmento 28:
Segmento 29:
Segmento 30:
Segmento 31:
Segmento 32:
Continúa programa.

Página 77
Segmento 33:
Segmento 34:
Segmento 35:
Segmento 36:
Segmento 37:
Continúa programa.

Página 78
Segmento 38:
Segmento 39:
Segmento 40:
Segmento 41:
Segmento 42:
Continúa programa.

Página 79
Segmento 43:
Segmento 44:
Segmento 45:
Segmento 46:
Segmento 47:
Continúa programa.

Página 80
Segmento 48:
Segmento 49:
Segmento 50:
Segmento 51:
Continúa programa.

Página 81
Segmento 52:
Segmento 53:
Segmento 54:
Segmento 55:
Segmento 56:
Continúa programa.

Página 82
Segmento 57:
Segmento 58:
Segmento 59:
Segmento 60:
Segmento 61:
Continúa programa.

Página 83
Segmento 62:
Segmento 63:
Segmento 64:
Segmento 65:
Continúa programa.
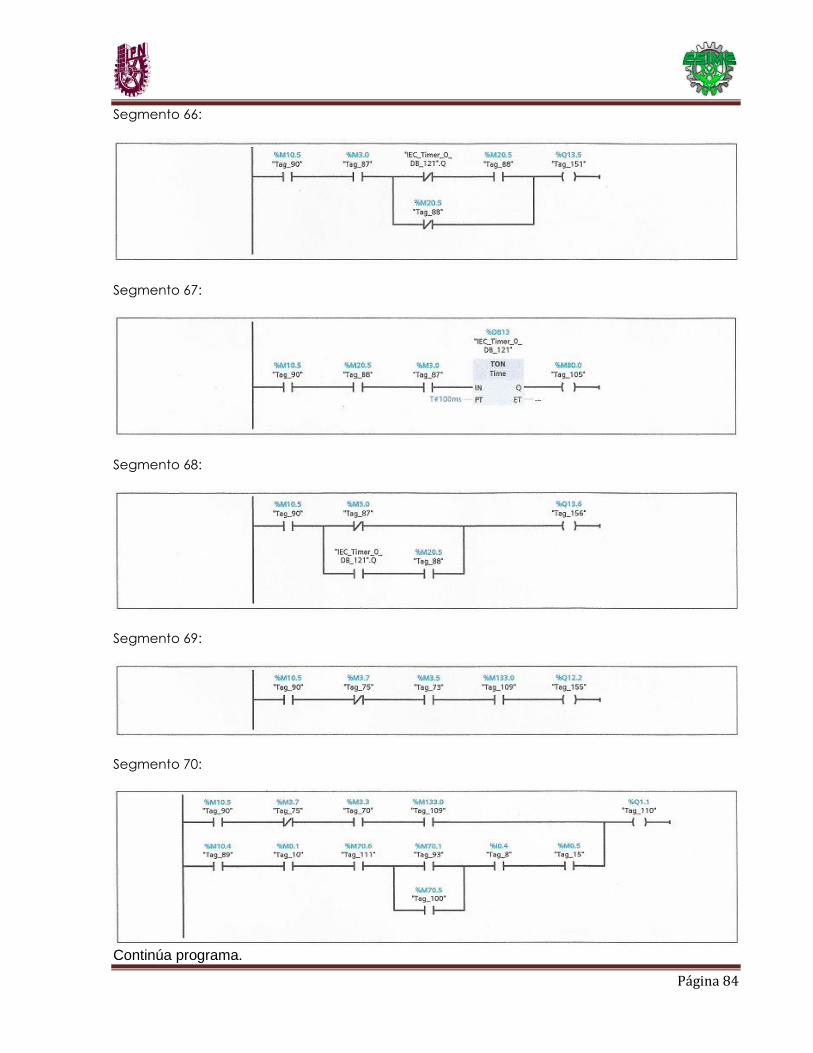
Página 84
Segmento 66:
Segmento 67:
Segmento 68:
Segmento 69:
Segmento 70:
Continúa programa.

Página 85
Segmento 71:
Segmento 72:
Segmento 73:
Continúa programa.

Página 86
Segmento 74:
Segmento 75:
Segmento 76:
Segmento 77:
Continúa programa.

Página 87
Segmento 78:
Segmento 79:
Segmento 80:
Segmento 81:
Continúa programa.

Página 88
Segmento 82:
Segmento 83:
Segmento 84:
Continúan programa.

Página 89
Segmento 85:
Segmento 86:
Segmento 87:
Segmento 88:
Segmento 89:
Continúa programa.

Página 90
Segmento 90:
Segmento 91:
Segmento 92:
Segmento 93:
Segmento 94:
Continúa programa.

Página 91
Bloque 2 (FC 2).
Segmento 1:
Segmento 2:
Segmento 3:
Segmento 4:
Segmento 5:
Continúa programa.

Página 92
Segmento 6:
Segmento 7:
Bloque 3 (FC 3).
Segmento 1:
Segmento 2:
Continúa programa.

Página 93
Segmento 3:
Segmento 4:
Segmento 5:
Segmento 6:
Continúa programa.

Página 94
Bloque 4 (FC 4):
Segmento 1:
Segmento 2:
Continúa programa.

Página 95
Segmento 3:
Segmento 4:
Segmento 5:
Continúa programa.

Página 96
Segmento 6:
Segmento 7:
Segmento 8:
Continúa programa.

Página 97
Segmento 9:
Segmento 10:
Bloque FC 5 (FC 6).
Segmento 1:
Salida analógica (FC 5):
Fin.

Página 98
3.2.2 Interfaz hombre – máquina (HMI).
En esta parte de la tesis, se muestra algunos pasos relativamente sencillos para la configuración
del panel HMI KTP600 con el Simatic S7-1200. Dónde la pantalla también deberá tener la IP
adecuada a igual que en el TIA PORTAL V12; deberá estar conectada dicha red entre el
autómata y la pantalla KTP600.
Nos introducimos en el TIA PORTAL V12, el cual nos permite simular las pantallas de Siemens, que
se encuentran en el entorno del TIA PORTAL. En la siguiente figura 3.7 se observa la gama de
panel HMI de siemens.
Figura 3.7. Visualización de las pantallas HMI en el TIA PORTAL.
Una vez seleccionado el panel aparece una pestañita en la barra de herramientas que lo
podrás simular, se muestra la siguiente figura 3.8.
Figura 3.8 Botón de simulación situado en la barra de herramientas

Página 99
Continuando con la configuración con el asistente de la pantalla KTP600, seleccionamos desde
vista del portal, eligiendo “Dispositivos y redes” y pulsamos agregar dispositivo.
Otra manera de acceder es en vista del proyecto, en el “Árbol del proyecto” y pulsamos
agregar dispositivo.
Enseguida en se pulsa en examinar y seleccionar controlador cinta como se observa en la
siguiente figura 3.9 con el TIA portal para realizar conexión.
Figura 3.9 Ventana del asistente del TIA PORTAL.
Finalmente cuando logramos hacer conexión en línea con la interface, vamos dando
seguimiento a las ventanillas que aparecen para llegar al área de trabajo de la pantalla.
En esta área se editan los datos del proyecto, por ejemplo las variables en forma de tabla,
gráficos y en general una infinidad de herramientas para una presentación profesional.
Tenemos la siguiente figura 3.10 de la pantalla de inicio en el TIA PORTAL y las barras de
herramientas, todos los elementos se ordenan en torno al área de trabajo.
Figura 3.10 Pantalla de inicio en el TIA PORTAL

Página 100
De acuerdo al proyecto, de rediseño de control por un control programable, se muestra la
siguiente figura 3.11, presentando las variables y gráficos para el control de temperatura de las
zonas de calefacción de la máquina de extrusión a soplo modelo Bekum H-121.
Figura 3.11 Presentación de las zonas de calefacción en un panel con TIA PORTAL.
En la siguiente figura 3.12 se observa una pantalla con las variables de los temporizadores de la
máquina de extrusión a soplo Bekum H – 121.
Figura 3.12 Presentación de temporizadores de la máquina Bekum H-121.

Página 101
3.3 Animación funcional del diseño final para validación digital.
Se utilizó el software de Automation Studio, como una opción en la solución del problema; con
este software simulamos el proceso de operación de la máquina. Se rediseña el sistema de
control por un controlador programable; después de haber realizado los esquemáticos del
proyecto para el funcionamiento. Se muestra la siguiente figura 3.13 del diagrama electro
hidráulico.
Figura 3.13 Diagrama escalera de Bekum H-121.
SOL2SOL1
a0 a1
SOL4SOL3
b0 b1
SOL6SOL5
c0 c1
SOL8SOL7
d0 d1
SOL10SOL9
e0 e1
SOL12SOL11
f0 f1
1-1IC1
IN0
IN1
IN2
IN3
IN4
IN5
IN6
IN7
IN8
IN9
IN10
IN11
IN12
IN13
IN14
IN15
COM
1-1OC1
OUT0
OUT1
OUT2
OUT3
OUT4
OUT5
OUT6
OUT7
OUT8
OUT9
OUT10
OUT11
OUT12
OUT13
OUT14
OUT15
COM
BA
a0
a1
b0
b1
c0
c1
d0
d1
e0
e1
f0
f1
SOL1
SOL2
SOL3
SOL4
SOL5
SOL6
SOL7
SOL8
SOL9
SOL10
SOL11
SOL12
END
RUNG1
1-1IC1.IN0 B2 B1
B1
B1 1-1OC1.OUT2
1-1IC1.IN4 B3 B4 B2
B2 1-1OC1.OUT0
1-1IC1.IN2 B4 B5 B3
B3 1-1OC1.OUT4
1-1IC1.IN6 B5TON
Timer ON-Delay
Timer T4:1
Time Base
Preset
Accum
1s
5
0
B4
TON1.DN B4
1-1OC1.OUT5
1-1IC1.IN5 B4 B6 B5
B5
1-1OC1.OUT3
1-1IC1.IN3 B7 B6
B6
B6 1-1OC1.OUT6
CARRO 1MOLDE 1 PIN 1 CARRO 2 MOLDE 2 PIN 2
SUBIR CARRO 1
CERRAR MOLDE 1
BAJAR PIN 1
SUBIR PIN 1
BAJAR CARRO 1
1-1IC1.IN8 B8 B9 B10 B11 B7
1-1OC1.OUT1
SUBIR CARRO 2
ABRIR MOLDE 1
1-1IC1.IN8 B7 B9 B8
B8
B8 1-1OC1.OUT8
1-1IC1.IN10 B10 B11 B12 B9
B9 1-1OC1.OUT10
1-1IC1.IN12 B11TON
Timer ON-Delay
Timer T4:1
Time Base
Preset
Accum
1s
5
0
B10
TON3.DN B10
1-1OC1.OUT11
CERRAR MOLDE 2
BAJAR PIN 2
SUBIR PIN 2
1-1IC1.IN11 B10 B12 B11
B11
1-1IC1.IN7 B11 B13
1-1OC1.OUT7
B12
1-1IC1.IN3
1-1IC1.IN2
1-1IC1.IN10
1-1IC1.IN7
B4
1-1IC1.IN1
1-1IC1.IN9
B10 1-1OC1.OUT9
1-1IC1.IN2
1-1IC1.IN12
1-1OC1.OUT7
1-1OC1.OUT7
1-1IC1.IN5 1-1IC1.IN12
TONTimer ON-Delay
Timer T4:2
Time Base
PresetAccum
1s
2 0
TON2.DN
TONTimer ON-Delay
Timer T4:2
Time Base
Preset
Accum
1s
3
0TON4.DN
TONTimer ON-Delay
Timer T4:2
Time BasePreset
Accum
1s 3
0 TON5.DN
TONTimer ON-Delay
Timer T4:6
Time Base
Preset
Accum
1s
5
0 TON6.DN
TON
Timer ON-Delay
Timer T4:7
Time Base
Preset
Accum
1s
3
0 TON7.DN
BAJAR CARRO 2
TONTimer ON-Delay
Timer T4:8
Time Base
PresetAccum
1s
3 0 TON8.DN
ABRIR MOLDE 2
Pulsador arranque
Sensor molde abierto 1
Sensor molde cerrado 1
Sensor carro abaj o 1
Sensor carro arriba 1
Sensor pin arriba 1
Sensor pin abaj o 1
Sensor carro abaj o 2
Sensor carro arriba 2
Sensor molde abierto 2
Sensor molde cerrado 2
Sensor pin arriba 2
Sensor pin abaj o 2
V. cerrar molde 1
V. abrir molde 1
V. subir carro 1
V baj ar carro 1
V. baj ar pin 1
V. subir pin 1
V. subir carro 2
V baj ar carro 2
V. cerrar molde 2
V. abrir molde 2
V. baj ar pin 2
V. subir pin 2
Página 102
PLANOS DE INGENIERÍA
FINALES
En este capítulo se presenta los planos
que se utilizaron en el desarrollo del
proyecto. Diagramas virtuales, que
destacan la interconexión y las
soluciones del problema. Plasman el
lenguaje de ingeniería con animación
funcional para el rediseño del sistema
de control por un control programable
para una máquina de plástico de
extrusión a soplo Bekum-121.

Página 103
4.1 Plano de Máquina de plástico de una Bekum H-121 en AutoCAD 2D.
Figura 4.1 Plano de Máquina de plástico extrusión soplo Bekum H-121.

Página 104
4.2 Diagrama de automatización de máquina de plástico en Automation studio.
Figura 4.2 Diagrama de automatización de Bekum H-121
SOL2SOL1
a0 a1
SOL4SOL3
b0 b1
SOL6SOL5
c0 c1
SOL8SOL7
d0 d1
SOL10SOL9
e0 e1
SOL12SOL11
f0 f1
1-1IC1
IN0
IN1
IN2
IN3
IN4
IN5
IN6
IN7
IN8
IN9
IN10
IN11
IN12
IN13
IN14
IN15
COM
1-1OC1
OUT0
OUT1
OUT2
OUT3
OUT4
OUT5
OUT6
OUT7
OUT8
OUT9
OUT10
OUT11
OUT12
OUT13
OUT14
OUT15
COM
BA
a0
a1
b0
b1
c0
c1
d0
d1
e0
e1
f0
f1
SOL1
SOL2
SOL3
SOL4
SOL5
SOL6
SOL7
SOL8
SOL9
SOL10
SOL11
SOL12
END
RUNG1
1-1IC1.IN0 B2 B1
B1
B1 1-1OC1.OUT2
1-1IC1.IN4 B3 B4 B2
B2 1-1OC1.OUT0
1-1IC1.IN2 B4 B5 B3
B3 1-1OC1.OUT4
1-1IC1.IN6 B5TON
Timer ON-Delay
Timer T4:1
Time Base
Preset
Accum
1s
5
0
B4
TON1.DN B4
1-1OC1.OUT5
1-1IC1.IN5 B4 B6 B5
B5
1-1OC1.OUT3
1-1IC1.IN3 B7 B6
B6
B6 1-1OC1.OUT6
CARRO 1MOLDE 1 PIN 1 CARRO 2 MOLDE 2 PIN 2
SUBIR CARRO 1
CERRAR MOLDE 1
BAJAR PIN 1
SUBIR PIN 1
BAJAR CARRO 1
1-1IC1.IN8 B8 B9 B10 B11 B7
1-1OC1.OUT1
SUBIR CARRO 2
ABRIR MOLDE 1
1-1IC1.IN8 B7 B9 B8
B8
B8 1-1OC1.OUT8
1-1IC1.IN10 B10 B11 B12 B9
B9 1-1OC1.OUT10
1-1IC1.IN12 B11TON
Timer ON-Delay
Timer T4:1
Time Base
Preset
Accum
1s
5
0
B10
TON3.DN B10
1-1OC1.OUT11
CERRAR MOLDE 2
BAJAR PIN 2
SUBIR PIN 2
1-1IC1.IN11 B10 B12 B11
B11
1-1IC1.IN7 B11 B13
1-1OC1.OUT7
B12
1-1IC1.IN3
1-1IC1.IN2
1-1IC1.IN10
1-1IC1.IN7
B4
1-1IC1.IN1
1-1IC1.IN9
B10 1-1OC1.OUT9
1-1IC1.IN2
1-1IC1.IN12
1-1OC1.OUT7
1-1OC1.OUT7
1-1IC1.IN5 1-1IC1.IN12
TONTimer ON-Delay
Timer T4:2
Time Base
PresetAccum
1s
2 0
TON2.DN
TONTimer ON-Delay
Timer T4:2
Time Base
Preset
Accum
1s
3
0TON4.DN
TONTimer ON-Delay
Timer T4:2
Time BasePreset
Accum
1s 3
0 TON5.DN
TONTimer ON-Delay
Timer T4:6
Time Base
Preset
Accum
1s
5
0 TON6.DN
TON
Timer ON-Delay
Timer T4:7
Time Base
Preset
Accum
1s
3
0 TON7.DN
BAJAR CARRO 2
TONTimer ON-Delay
Timer T4:8
Time Base
PresetAccum
1s
3 0 TON8.DN
ABRIR MOLDE 2
Pulsador arranque
Sensor molde abierto 1
Sensor molde cerrado 1
Sensor carro abaj o 1
Sensor carro arriba 1
Sensor pin arriba 1
Sensor pin abaj o 1
Sensor carro abaj o 2
Sensor carro arriba 2
Sensor molde abierto 2
Sensor molde cerrado 2
Sensor pin arriba 2
Sensor pin abaj o 2
V. cerrar molde 1
V. abrir molde 1
V. subir carro 1
V baj ar carro 1
V. baj ar pin 1
V. subir pin 1
V. subir carro 2
V baj ar carro 2
V. cerrar molde 2
V. abrir molde 2
V. baj ar pin 2
V. subir pin 2

Página 105
4.3 A continuación tenemos la vista frontal y lateral de la máquina Bekum H-121.
Figura 4.3 Vista frontal de Bekum H-121
Figura 4.4 Vista lateral de máquina de extrusión soplo Bekum H-121.
A. Cilindros de calibración
D. Tolva de alimentación
E. Cañón
F. Motor del Extruder
G. Tanque hidráulico

Página 106
4.4 Vista lateral en cilindros de cierre de molde y cilindros de carro de Bekum H-121.
Figura 4.5 Vista lateral Cilindros de Molde (C), y cilindros de carro (B).
Figura 4.6 Sistema de corte (H).

Página 107
4.5 Plano hidráulico de Bekum H-121.
Figura 4.7 Plano hidráulico Bekum H-121.

Página 108
4.6 Plano neumático de máquina Bekum H-121.
Figura 4.8 plano del sistema neumático.
?
?
?
?
Regulador de
presión
de 0 - 16 bar
Regulador de
presión
de 0 - 16 bar
Regulador de
presión
de 0 - 2 bar
Pin de soplado Pin de soplado
Cilindro de sistema de corte
Aire de apoyo
Aire de apoyo
Cilindro de calibración lado 1 Cilindro de calibración lado 2
Alimentación neumática

Página 109
ANÁLISIS Y EVALUACIÓN
ECONÓMICA DEL
PROYECTO
En este capítulo se presenta la
metodología del análisis económico,
para obtener el precio de venta total
del proyecto. Donde interviene el
análisis de factibilidad para
conformar el rediseño del sistema de
control por un control programable
para una máquina de plástico de
extrusión soplo Bekum H-121.

Página 110
ANÁLISIS Y EVALUACIÓN ECONÓMICA DEL PROYECTO
5.1 Análisis de factibilidad.
Antes de llevar a cabo cualquier proyecto de ingeniería, es necesario llevar a cabo el análisis
económico del mismo, este nos va a permitir de manera aproximada su viabilidad y
rentabilidad. Es de suma importancia analizar el proyecto tecnológico que involucra la
automatización de un proceso o una máquina.
Tenemos que recopilar la información del proyecto, para tomar el criterio de realizarlo en base
a su proyección financiera y si es factible de cumplirse.
Los tres aspectos que se deben considerar al evaluar un proyecto de inversión son:
a) Operativo
b) Técnico
c) Económico
El rediseño del control de la máquina por medio de un controlador programable, requiere de un
software para crear y programar el funcionamiento de la máquina Bekum H-121.
También es necesario el hardware para configurarlo, dependiendo del número de entradas y
salidas que requiera el proceso de automatización de la máquina.
Además de material adicional para la colocación e instalación del PLC.
El objetivo central del estudio de factibilidad, es justificar cada inversión que se realice en el
análisis, dónde las soluciones técnicas, económicas sean de mayor viabilidad.
Por otra parte debe garantizar la ejecución del sistema, que contribuya al desarrollo a mediano
plazo, ya que se valorara las ventajas y desventajas de destinar recursos al proyecto.
Con estos elementos tenemos una perspectiva de los principales aspectos que se deben tener
en cuenta para la realización de un estudio o análisis de factibilidad.
Se cuenta con una serie de objetivos genéricos para determinar la posibilidad de factibilidad.
Estos objetivos son:
Reducción de errores y mayor precisión en el proceso
Reducción de costos en recursos no necesarios
Actualización y mejoramiento de la máquina
Reducción en el tiempo de procesamiento y arranque de la máquina
Automatización del sistema de control eléctrico
Garantizar la ejecución del ciclo de trabajo
Seguridad en puertas (se corta el ciclo si se abren estas)
Usar tormentas de ideas para ejecutar esas funciones con nuevos componentes (rediseño).
Enseguida se realiza el análisis de cada uno de los aspectos que conforman el estudio de
factibilidad para el proyecto de rediseño del control por un controlador programable para una
máquina de plástico extrusión soplo Bekum H-121.

Página 111
A) Factibilidad operativa.
La Factibilidad Operativa, tiene como objetivo comprobar que la empresa u organización será
capaz de ejecutar el sistema, que cuenta con el personal capacitado para mantener el
sistema.
En otras palabras una operación garantizada.
En el rediseño del control de la máquina de plástico Bekum 121, tenemos la siguiente tabla de
factibilidad operativa.
En la siguiente tabla 5.1, se muestra la factibilidad operativa en el rediseño del control por un
controlador autómata para una máquina de plástico, el sistema y la ejecución que implica la
automatización.
Tabla 5.1 Factibilidad operativa en el rediseño del control.
Sistema Ejecución
Implementación de un PLC. Los mecanismos serán capaces de realizar
acciones repetitivas en forma continua y sin
errores.
Colocación de un controlador programable
y una pantalla HMI.
Personal con visión de mejorar e interactuar
con la pantalla de manera sencilla y
amigable.
Pantalla, reducción de botones Reducción de errores, simplificar las
funciones.
Instalación de sensores en máquina y
puertas de seguridad
Apoyo y capacitación al personal con
información, manuales y charlas.
Optimizar el funcionamiento y proceso Personal más competitivo, y mayor volumen
de producción.
Programa de la máquina Sujeto a cambios futuros, según requiera el
operador o sistema.
Para la realización del proyecto, se considera necesario el siguiente personal:
1. Un programador
2. Eléctrico
3. Encargado de pruebas
Para operar el sistema, se requiere de una sola persona. El cliente debe elegir entre su personal
a la persona que considere necesario capacitar para operar el sistema.

Página 112
B) Factibilidad técnica.
Antes de decidir por una tecnología en el proyecto se debe tomar en cuenta todas las ideas,
donde se rechazan las que no son posibles técnicamente.
Es una evaluación del sistema para ponerse en marcha y mantenerse durante el tiempo,
aprovechando los recursos de la empresa u organización y considerar si son suficientes o deben
complementarse, para alcanzar la máxima funcionabilidad y rendimiento.
El proyecto debe contemplar la disponibilidad tecnológica y la mejora del sistema actual.
En esta alternativa se propone la instalación de un control autómata programable, que cuente
con la arquitectura y módulos requeridos, una fuente de alimentación, software S7-1200, una
pantalla HMI, sensores inductivos, sustitución de contactores con el fin de lograr un mejor control
de su utilidad.
El software de ingeniería SIMATIC STEP Basic V13 de Siemens es necesario para S7-1200, para
configurar SIMATIC Basic en TIA portal. Este producto, contiene el software y la documentación
en seis idiomas en un DVD y la licencia.
El Hardware, requerido para llevar a cabo esta alternativa se describe en la siguiente tabla 5.2,
se debe contar con el equipo apropiado (hardware, software actualizado y confiable),para
ofrecer al cliente un equipo de alta calidad y desempeño.
5.2 Factibilidad técnica.
Sistema Requerido
Implantación de la automatización Más productivo, haciendo la solución más
sencilla y garantizar el éxito del proyecto.
Tamaño tecnológico Para proyecto se requieren tantos módulos
por la dimensión de entradas y salidas.
PLC Hardware (CPU, módulos de entradas
digitales, módulos de salidas digitales,
módulos de entradas analógicas).
PLC siemens, de la familia S7-1200.
CPU 1215.
Módulos de entrada y salidas digitales.
Módulo de entradas analógicas.
Colocación para mejora y apoyo en el
proceso de una pantalla HMI.
Pantalla HMI de siemens, disponible a color
para realizar tareas específicas y gráficos.
Software TIA portal Programa de la máquina y configuración del
hardware.
Cable y conectores ETHERNET Para comunicación hombre-máquina.
Instalación de sensores (inductivos) Basándose en datos capturados. Disponible
en una gran variedad de marcas.
Control industrial. Utilización de una computadora personal o
una PG (Computadora para programar).
Interfaces Disponibles según requiera el proyecto de
rediseño del control.

Página 113
C) Factibilidad económica.
Se debe considerar factores económicos, así como la información sobre el proyecto tales como
tipo de instalación, costos de inversión, costos de instalación, ahorros y beneficios.
Para poder establecer los costos del proyecto realizado, es necesario tener en cuenta los
siguientes conceptos:
Costo. Es una erogación monetaria que se recupera con beneficios, y una cantidad que se
da o se paga por una cosa.
Proyecto. Es la búsqueda de una solución inteligente al planteamiento de un problema
tendente a resolver.
Inversión. Gasto o colocación de caudales en aplicaciones productivas. Compra de un
activo por un individuo o sociedad.
D) Marco Legal.
La norma mexicana NOM-004-STPS-1999: establece sistemas de protección y dispositivos de
seguridad en la maquinaria y equipo que se utilice en los centros de trabajo.
Hacemos referencia al punto 8, el cual especifica protectores y dispositivos de seguridad en la
maquinaria y equipo.
El proyecto cuenta con los dispositivos de seguridad para el paro de urgencia, de fácil
activación, dispositivos para fallas de energía, el funcionamiento solo se pueda restablecer a
voluntad del trabajador, y en general la seguridad del personal.
El proyecto no tiene impedimentos legales para su aplicación e instalación.
5.1.1 Estimación de costos de construcción o de manufactura.
Costos de ingeniería.
En esta parte se debe incluir los costos del estudio de planificación y rediseño, así como costos
de desarrollo para la utilización del mismo, posteriormente se han de añadir costos específicos
de la instalación del equipo y costos a mejoras o soluciones alternas a lo ya planteado.
Como es un rediseño, deben de tomarse en cuenta algunos aspectos para los costos de
ingeniería como son:
1. Ingeniería.
2. Dibujos de ingeniería.
3. Compra del equipo electrónico y eléctrico.
4. Instalación y puesta en marcha.
5. Costos directos e indirectos.
6. Mantenimiento del equipo electrónico y eléctrico.
7. Vida útil del equipo electrónico y eléctrico.
Costos directos e indirectos.
Ahora los costos directos son aquellos que influyen directamente con el equipo, y los costos
indirectos son los que no afectan directamente al equipo pero se deben tomar en cuenta.
Estos costos ya están considerados dentro de la ingeniería, como los dibujos de ingeniería, etc.

Página 114
En este caso los costos indirectos sí nos afectan por el envío del material solicitado y el
transporte empleado para la obtención del material, o en su defecto uno mismo tendría que ir
por el material.
Costos de inversión.
Son aquellos costos necesarios para llevar a cabo la implementación física del proyecto.
Como principales costos de inversión tenemos:
Costos de herramientas y equipos especiales.
Se consideran todos aquellos dispositivos o herramientas especiales para apoyar en la
instalación del equipo para la máquina de plástico.
Costo de ingeniería y de la instalación.
Se consideran los costos derivados del estudio de planificación, diseño y ejecución.
Cotización del equipo.
En la siguiente tabla 5.3 podemos observar el material electrónico requerido para el rediseño
del sistema de control por un control programable PLC, para una máquina de plástico de
extrusión soplo modelo Bekum H-121.Proyecto de automatización, en precio en moneda
nacional.
Tabla 5.3 Cotización de equipo electrónico.
No. DESCRIPCION
CANTIDAD
Piezas
PRECIO
UNITARIO
M.N.
PRECIO
TOTAL M.N.
1 Simatic S7- 1200 CPU 1215C 1 8,500.00 8,500.00
2
Simatic S7- 1200 módulo de entradas
analógicas SM 1231 TC 1 5,992.00 5,992.00
3
Simatic S7-1200 módulo de expansión de
entradas/salidas digitales SM 1213 2 3,680.00 7,360.00
4
Simatic HMI KTP600 basic color PN, 5.7”
interface Ethernet, configuración Win cc
basic 1 17,998.80 17,998.80
5 Riel din 1 477.00 477.00
6
Sensor de proximidad de 12mm, pnp, 12-30
VCD. 12 252.16 3,025.00
7
Interface relé electromecánico de 6 A,
1NA/NC 24 V CD. 13 104.16 1,355.00
8 Clema portafusible con led, 10-36 V CD. 5 68.09 340.53
9 Cable condelmex cal. 18 AWG azul (100 m) 300 metros 230.00 690.00
10 Etiquetadora para marcar cables 1 3200.00 3200.00
11 Software TIA PORTAL V13 1 34,800.00 34,800.00
12 Misceláneos varios 3000.00
TOTAL
86,738.33

Página 115
Se cobrara la cantidad de $ 3000.00 M.N. por material misceláneo que incluye: cinta de aislar,
cinta teflón, cinturones de plástico etc.
A continuación en la tabla 5.4 tenemos la cotización con materiales electromagnéticos
necesarios para el rediseño de puesta y marcha de la máquina de plástico.
Tabla 5.4 Cotización de equipo electromagnético.
No. DESCRIPCION Piezas
PRECIO
UNITARIO M.N.
PRECIO TOTAL
M.N.
1 Pirómetro digital TK4S-24RR 8 1,591.92 12,735.36
2
DILM25-10 contactor 25 A. 220 V
CA. 13 543.49 7,065.37
3 Temporizador CT6S-2P4 10 1,571.30 15,713.00
4
Cable condelmex cal. 18 AWG azul
100 metros 3 230.00 690.00
5
Contactor 32 A 220 V. CA. DILM32-
10 8 797.07 6,376.56
6 Limit switch 83861101 12 316.80 3,801.6
7 Etiquetadora para marcar cables 1 3200.00 3200.00
8 Misceláneos 3,000.00
TOTAL 52,581.89
De igual manera se incluye el cargo de $ 3000.00 M.N. en material misceláneo.
En la tabla siguiente 5.5 tenemos la comparación del total de costo, entre el equipo electrónico
y el equipo electromagnético, dónde se aprecia que no hay mucha diferencia en la inversión y
toma de decisión del equipo electrónico para el rediseño del sistema de control por un control
programable PLC, para una máquina de plástico de extrusión soplo modelo Bekum H-121.
El costo se expresa en pesos mexicanos y dólares. Valor del cambio de dólar a $15,62 pesos
mexicanos.
Tabla 5.5 Comparación de costo entre conceptos.
CONCEPTO PRECIO USD PRECIO MN.
Equipo electrónico 5,553.03 86,738.33
Equipo electromagnético 3,366.31 52,581.89

Página 116
5.2 Determinación de beneficios productivos o competitivos.
Son aquellos que intervienen en el desarrollo directo de la máquina de plástico. Y se debe tener
en cuenta los beneficios productivos y el ahorro que genere la utilización de la máquina de
plástico.
La función productiva de la empresa se relaciona con el empleo de factores humanos y
materiales para la producción de bienes y servicios.
Con respecto al proyecto de rediseño de control, por un control programable (PLC), para una
máquina de plástico de extrusión a soplo, se debe tener en cuenta el ahorro o beneficios que
genere por la utilización de la misma.
Entre los ahorros y costos se tienen los siguientes:
Mano de obra.
Se debe incluir los costos por mano de obra directa de operación como la mano de obra que
interviene de manera indirecta, como puede ser la planificación y supervisión. Aquí se
contempla como ahorro la mano de obra sustituida por la automatización, considerando que
ya no es necesario modificar o añadir relevadores para el control. Basta con modificar
programa.
Mantenimiento del equipo.
Es necesario incluir los costos derivados del mantenimiento del equipo de la máquina de
plástico. Datos sobre reparaciones, presupuestos, tener en cuenta los requerimientos que el
trabajo y su entorno exijan a la máquina y demás equipos o componentes de la misma. Al ser
tecnología relativamente moderna, será necesario formar de manera previa la mano de obra y
al personal que de alguna forma intervenga con la máquina de plástico.
Normalmente el mantenimiento preventivo que se les da a los PLC es el de limpieza y sellado de
partes. Esto es mediante aire comprimido limpiar perfectamente cada una de sus partes y
conectores y el reapriete en los bornes de conexión.
Aumento de la calidad e incremento de la productividad.
Son los beneficios a considerar por la utilización y operación de la máquina de plástico. El
aumento en la calidad de producción se debe a que realiza en forma continua y consistente el
ciclo de trabajo sin interrupciones o problema alguno.
Entrenamiento.
El implantar o instalar tecnología moderna, será necesario formar de manera previa la mano de
obra y al personal que intervenga de alguna forma con la máquina de plástico. Este
entrenamiento debe ser de manera continua.

Página 117
En la propuesta de ingeniería su objetivo es satisfacer las necesidades del cliente con el
menor costo posible.
a) Insuficiencia.
b) Alto costo de mantenimiento.
c) Obsolescencia.
La propuesta de ingeniería y mano de obra que se manejan para el rediseño de sistema de
control se muestra en la siguiente tabla 5.6 de conceptualización del proyecto.
Tabla 5.6 Conceptualización del proyecto.
INGENIERÍA DESARROLLO
Planeación
Rediseño del nuevo control
Programación
Ejecución
Supervisión de la instalación
Pruebas de operación
Secuencia de ciclo de
trabajo
Puesta en marcha
Instalación de PLC, panel de control y
alambrado de los mismos
Canalización, identificación, ponchado,
etiquetado y peinado del cable de
control
Alambrado hacia sensores
Interconexión de controlador a panel de
control
Alambrado de direccionamientos a
entradas y salidas
La parte del costo de ingeniería se determina con la ayuda de un cronograma de actividades,
donde intervienen el número total de horas trabajadas, que se multiplica por el costo por hora
hombre estándar que cobra un ingeniero por proyecto y se agrega al precio estimado hasta el
momento. Tenemos la siguiente tabla 5.7.
Tabla 5.7 Lista de actividades del proceso de ingeniería del rediseño de la máquina de plástico
de extrusión a soplo Bekum H-121.
ACTIVIDAD TAREA DURACIÓN
1 Identificación de la necesidad del problema 10
2 Investigación sobre la metodología QFD 10
3 Establecimientos de los requerimientos 10
4 Clasificación de los requerimientos deseables 15
5 Generar árbol funcional 10
6 Generación y evaluación de conceptos 15
7 Concepto ganador 10
8 Rediseño del control y desarrollo en la máquina de
plástico
45
9 Diseño eléctrico-electrónico 15
10 Realización de memoria de cálculos 30
11 Generación de planos de ingeniería 15
12 Simulación electro-hidráulica de la máquina 10
13 Animación de la validación de movimientos 10
14 Estudio económico 10
Total de horas 215

Página 118
Con la programación de las actividades, se establece que el tiempo total empleado en el
proyecto es de 215 horas, pero cabe mencionar que es el tiempo de optimización de las tareas
del proyecto, y no modifica las horas hombre invertidas por actividad que es de 215 horas.
Para estimar el costo por el proceso de ingeniería y de diseño se multiplicara el número de horas
que son por el costo horas-hombre promedio, se estableció un estándar de $150.00 MX,
obteniendo un costo de ingeniería por mano de obra de $32,250.00 MX.
Los costos se refieren al monto total por el concepto de equipo adquirido más la aplicación de
ingeniería. En la tabla siguiente 5.8 muestra el costo total.
Tabla 5.8 Costo total de rediseño del control por controlador programable PLC.
CONCEPTO COSTOS $ (Pesos Mexicanos)
Costo de rediseño $86,738.33
Ingeniería de diseño $35,000.00
Mano de obra $32,250.00
TOTAL $153,988.33
5.3 Métodos para evaluar financieramente proyectos.
Vamos a tomar el proyecto de inversión, en la compra de un bien de uso, y lo vamos a evaluar
con los siguientes métodos; por la inversión que se realiza en la compra de equipo electrónico
para el rediseño de control por un controlador programable para una máquina de plástico de
extrusión a soplo modelo Bekum H-121. Que tiene una vida útil de cinco años.
a) Cálculo del punto de equilibrio del proyecto.
Utilizaremos una herramienta de gestión empresarial, dónde debemos conocer los costos que
implica el proceso productivo, enfocado directamente si el proyecto será rentable. El punto de
equilibrio muestra la producción mínima de ventas para no perder ni ganar. Dicho en otras
palabras es el equilibrio entre nuestros costos e ingresos.
Es importante señalar que este valor, es para análisis de factibilidad en condiciones particulares,
dónde se reflejan que los ingresos podrían verse afectados, y el ingreso nunca podrá estar por
debajo del punto de equilibrio.
Margen de ganancia que tendrá el producto.
Jornada laboral es de 10 horas, igual a 600 minutos de lunes a viernes.
Producción diaria, a 3000 botellas de 250 ml.
Ciclo de trabajo 24 seg. De 2 cavidades.
Ciclo de trabajo de 4 cavidades en 1 minuto, da 2.5 y se multiplica por 2 estaciones da como
resultado 5 botellas.
Por lo consiguiente cada hora se producen 300 botellas.

Página 119
En la siguiente tabla 5.9 se muestra las ganancias estimadas mensuales.
Tabla 5.9 Costo de ganancia mensual.
Ganancias Cantidad mensual Costo Costo total
Botellas de plástico 60,000 $ 3.00 $ 180,000.00
Costos fijos.
Son aquellos que, tienden a permanecer constantes en un rango específico de las condiciones
de operación. Esto significa los costos de alquiler donde se supone la instalación, gastos de
amortización de maquinaria y equipo adquirido y otros gastos de carácter general como
energía eléctrica, luz, agua, teléfono, etc. Tabla 5.10 muestra costos fijos mensuales.
Tabla 5.10 Costo fijo mensual.
Concepto Gasto mensual ($)
Alquiler 20,000.00
Servicios 15,000.00
Sueldo 3,600.00
Total 38,600.00
Costos variables.
Aquí se consideran los costos que resultan proporcionales al número de unidades fabricadas,
esto incluye los costos de partes o componentes obtenidos mediante proveedores, los costos
por materiales o piezas fabricadas, el montaje, transporte e instalación de la máquina.
Dentro de estos se consideran:
Componentes de compra
Componentes de fabricación
Tenemos ahora los costos variables mostrados en la tabla 5.9.
Tabla 5.11 Costos variables.
CONCEPTO Costo por maquina ($)
Costos variables 30,000.00
Varios 10,000.00
Total 40,000.00
Calculo del costo variable unitario viene determinado por la siguiente expresión.
( )

Página 120
El punto de equilibrio viene determinado por la siguiente expresión:
(2)
Sustituyendo valores calculados obtenemos que:
( )
Una vez hallado el punto de equilibrio, pasamos a comprobar el resultado a través de la
elaboración de un estado de resultados. A continuación tenemos la siguiente tabla 5.10.
Tabla 5.12 Comprobación de Punto de equilibrio.
Ventas (PVU x Q): 3.00 x 22,840.23 $68,520.69
Menos (CVU x Q): 1.31 x 22,840.23 $29,920.70
Menos Costos Fijos (CF) $38,600
Utilidad Neta $0.00
Conclusiones: el punto de equilibrio es de 22,840.23 unidades, es decir se necesita vender
22,840.23 botellas para que los ingresos sean iguales a los costos; por tanto a partir de 22,841.23
botellas, se empezaría a generar utilidades, mientras que la venta de 22,839.23 botellas o de un
número menor significaría pérdidas.
Una vez que tenemos los requerimientos y factores determinantes del punto de equilibrio
presentamos la gráfica del punto de equilibrio correspondiente al estudio de ventas de botellas
elaboradas por la máquina de extrusión a soplo. A continuación tenemos la tabla 5.11 de datos
para la gráfica de punto de equilibrio.
Tabla 5.13 Datos para grafica de punto de equilibrio.
Costos fijos $38,600.00
Precio $3.00
Costos variables $1.31
Punto de equilibrio
(Pe) 22,840.23
Utilidades 0
Ahora tenemos la siguiente tabla 5.14 que muestra los resultados en la gráfica de punto de
equilibrio.

Página 121
Tabla 5.14 Resultados de la gráfica punto de equilibrio.
Posición Unidades Ventas Costos Utilidades
1 100 $300.00 $38,731 -$38,431.00
2 500 $1,500.00 $39,255 -$37,755.00
3 2000 $6,000.00 $41,220 -$35,220.00
4 5000 $15,000.00 $45,150 -$30,150.00
5 7000 $21,000.00 $47,770 -$26,770.00
5 10000 $30,000.00 $51,700 -$21,700.00
7 15500 $46,500.00 $58,905 -$12,405.00
8 17000 $51,000.00 $60,870 -$9,870.00
9 20000 $60,000.00 $64,800 -$4,800.00
10 21000 $63,000.00 $66,110 -$3.110.00
11 22000 $66,000.00 $67,420 -$3.110.00
12 22,840.00 $68,520.69 $68,521 -$0.01
13 30000 $90,000.00 $77,900 $12,100.00
14 35000 $105,000.00 $84,450 $20,550.00
15 40000 $120,000.00 $91,000 $29,000.00
16 45000 $135,000.00 $97,550 $37,450.00
17 50000 $150,000.00 $104,100 $45,900.00
18 55000 $165,000.00 $110,650 $54,350.00
19 60000 $180,000.00 $117,200 $62,800.00
A continuación en la siguiente figura gráfica muestra la intersección del punto de equilibrio,
entre unidades y utilidades, ventas y costos.
Figura 5.1 Gráfica de punto de equilibrio.
100 500 2000 5000 7000 10000 15500 17000 20000 21,000.00 22840.23 30000 35000 40000 45000 50000 55000 60000
-50000
0
50000
100000
150000
200000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Punto de Equilibrio
Unidades Ventas Costos Utilidades
Punto de Equilibrio Ingreso total = costo total Ganancias
Perdidas
Costos fijos

Página 122
b) Valor actualizado neto (VAN).
Es un indicador financiero, que mide los flujos de los futuros ingresos y egresos que tendrá el
proyecto, para determinar, si luego de descontar la inversión inicial, nos quedara alguna
ganancia y si en caso de ser positivo entonces es viable el proyecto.
Para seleccionar la tasa de descuento, existen varias fórmulas, pero debe escogerse en base al
riesgo de la empresa que se vaya a analizar. Cuanto mayor sea el riesgo, mayor debe ser la
rentabilidad que exijamos a la inversión.
En mi caso, estas son las tasas de descuento que utiliza a modo de orientación:
Empresas de riesgo muy bajo: 7%
Empresas de riesgo bajo: 10%
Empresas de riesgo medio: 12%
Empresas de alto riesgo: Más del 15%
La inversión que se realiza en el rediseño del control por un controlador programable para una
máquina de plástico de extrusión a soplo modelo Bekum H-121 es de $153,988.39 MN.
El Valor Actual Neto muestra que los flujos de efectivo del proyecto son suficientes para
recuperar el capital invertido y proporcionarle al inversionista la seguridad, pues el rendimiento
excesivo se acumula y la posición económica del inversionista mejora. Se muestra la siguiente
tabla 5.14.
5.15 Flujos de efectivo del proyecto.
Ítems Año 0 Año 1 Año2 Año 3 Año 4 Año 5 Flujo de caja -153,988.33 78833.52 78833.52 78833.52 78833.52 78833.52
( ) ( )
P: valor presente
F: valor futuro
i: tasa de interés del periodo de capitalización
n: números de periodos de capitalización
( )
( )
( )
( )
( )
VAN = 145063.98

Página 123
c) Tasa interna de rendimiento (TIR)
La TIR se define como la tasa de descuento que hace que el VAN sea igual a cero.
Cuando la TIR es mayor que la tasa de interés, el rendimiento que obtendría el inversionista
realizando la inversión es mayor que el que obtendría en la mejor inversión alternativa, por lo
tanto, conviene realizar la inversión.
Si la TIR es menor que la tasa de interés, el proyecto debe rechazarse. Cuando la TIR es igual a la
tasa de interés, el inversionista es indiferente entre realizar la inversión o no.
( )
( )
( )
( )
( ) ( )
( )
( )
( )
( )
( )
VAN = 0
TIR = 29.55%
5.4 Retorno de inversión.
Las decisiones de inversión son una de las grandes decisiones financieras que toda empresa
toma, como son el análisis de las inversiones, maquinaria, tecnología etc., estos beneficios y
costos en la mayoría de los casos no se producen instantáneamente; sino que pueden
generarse por periodos más o menos largos.
Es una herramienta útil para las organizaciones para reducir costos y encontrar las verdaderas
utilidades en una economía tan difícil como la que se está viviendo hoy en día. En otros términos
el ROI es el resultado de los ingresos menos los gastos dividido por los gastos y multiplicado por el
100%. Se trata de un porcentaje que se calcula de la siguiente manera:
(5)
Por lo tanto tenemos:
Resulta un ROI de 16.8 %, esto significa que el proyecto tiene una rentabilidad del 16.8 %.
Considerando los demás gastos, la ganancia estimada por mes de operación con la
producción promedio de 60,000 piezas.

Página 124
Convencer a un cliente no es fácil. Dejando claro qué antes de convencerle tenemos que tener
100% claro que nuestro producto le ayudará y que lo necesita; debemos presentarle nuestro
proyecto de rediseño comparado con una máquina más actual utilizando tecnología de
punta.
Con los resultados del análisis de factibilidad; la máquina fue rediseñada para ser lo más
sencilla, eficiente y rentable.
La inversión que se realiza de $153,988.33 MN, comparado con una máquina nueva de última
generación, que su valor se encuentra en $1,283.891 MN. No está lejos de cumplir con las
expectativas requeridas.
Se debe tomar en cuenta que una máquina extrusora de soplo nueva, de última generación
está certificada y garantizada, y por lo tanto asegura su alto rendimiento y calidad.
Sin embargo el proyecto de rediseño, tiene una gran diferencia con el costo de adquirir una
máquina nueva, entre las cuales se modernizara los componentes del control, utilizando un PLC,
el cuál será eficiente y prolongara la vida útil de la misma ya que se está ejecutando el
proyecto.
Con esto aumentara la producción de piezas, la fiabilidad del equipo y funcionamiento de la
máquina reduciendo el impacto de los paros no programados a fin de maximizar la
disponibilidad de los activos y todo ello con una mínima inversión de capital.
Es una excelente alternativa para la fuerte competencia comercial, ya que si no se cuenta con
el capital, este puede responder adecuadamente a los requerimientos del mercado.

CONCLUSIONES. En el presente trabajo se realizó el rediseño del sistema de control de la máquina Bekum H-121,
instalando un control lógico programable PLC siemens. Se elimina el sistema electromagnético
por causas de desperfectos y obsolescencia, el cual se veía imposibilitado para operar.
Como se mencionó anteriormente, nos enfocaremos a la parte eléctrica; ya que si se cuenta
con información o una bitácora de mantenimiento, se sabrá en qué condiciones se encuentra
la máquina (sistema hidráulico, sistema neumático y sistema mecánico), y vida útil de la misma.
Para llevar a cabo el rediseño fue necesario conocer el desarrollo o secuencia de los
dispositivos electromecánicos, que componen el sistema eléctrico de control y fuerza de la
máquina, y la vinculación con otros sistemas de la máquina como la hidráulica, la neumática, el
sistema de enfriamiento y la temperatura.
Fue preciso analizar cada movimiento y desarrollo del mismo para comprender el ciclo de
trabajo de la máquina. Se implemento un control lógico programable (PLC) y se programo para
realizar exactamente el mismo ciclo de trabajo de la máquina.
La sustitución de pulsadores de fin de carrera por sensores de proximidad inductivos nos ofrece
un alto grado de fiabilidad y sin ningún contacto mecánico, que continuamente van a estar
alimentando con información al PLC, en el ciclo de trabajo de la máquina.
La solución es más completa con la utilización de un panel OP de siemens para funciones de
manejo y visualización. Para una rápida intervención y supervisión del proceso por lo cual será
mejor su funcionabilidad.
Con la selección de los elementos se cubrirá las necesidades de nuestro sistema así como
aquellos que son económicamente más accesibles para la empresa y en general la reducción
de costos en los procesos productivos.
Con los resultados de este trabajo se lograra poner en marcha la máquina de plástico; se
logrará un ahorro para la empresa, que se beneficiara para el crecimiento de la misma.

REFERENCIAS.
GILBERTO ENRÍQUEZ HARPER. 2006. El ABC de las Máquinas Eléctricas, Limusa S.A. de C.V.
GILBERTO ENRÍQUEZ HARPER. 2005. El libro práctico de los Generadores, Transformadores y
Motores Eléctricos, Editorial Limusa S. A. de C.V.
SIEMENS. 1996. Sistemas de Automatización SIMATIC S7 / M7 / C7, Catálogo ST 70, Siemens.
ENRIQUE MANDADO PÉREZ, JORGE MARCOS ACEVEDO, CELSO FERNÁNDEZ SILVA.
Autómatas Programables y Sistemas de Automatización / PLC and Automation Systems, Editorial
Combo, 2009.
Autómatas programables, introducción al estándar IEC 61131, Felipe Mateos Martín.
Ingeniería Económica, De DeGarmo
SIEMENS. 2004. Control, Instalación y Automatización, Siemens
VIAKON. Manual del Eléctrista.
http://books.google.com.mx/books?Autómatas Programables, Josep autor Balcells, José Luis
autor Romeral - google libros.
http://www.webelectrónica.com.ar/news23/nota07.htm
http://www.itsncg.edu.mx/cim/index_archivos/page731.htm
http://tecnologíadelosplasticos.blogspot.mx/2011/03/extrusion-de-materiales-
plasticos.htmlEXTRUSIÓN DE MATERIALES PLÁSTICOS | Tecnología de los Plásticos
http://www.plcopen.org, estándares referentes a los controladores programables y sus
periféricos.

GLOSARIO. Actuador: Es un dispositivo capaz de transformar una energía hidráulica, neumática, eléctrica o
mecánica para proporcionar la fuerza necesaria y mover o actuar sobre otro mismo.
Amper: El amperio o ampere (símbolo A), es la unidad de intensidad de corriente eléctrica.
Arranque: El modo arranque se ejecuta durante la transición del modo STOP al modo run
arranque que se activa mediante el selector de modo de operación opor manejo en la unidad
de programación. En el S7-300 se ejecuta un rearranquecompleto.
Autómata programable: Es un dispositivo electrónico programable, capaz de controlar un
entorno industrial, llámese máquinas o procesos lógicos y secuenciales.
Automatización: Es la aplicación de sistemas de control y la integración de tecnologías de
vanguardia e informática que reduce la intervención humana en un proceso.
Alarma de proceso: Una alarma de proceso es llamado por circunstancias fuera de un valor
límite, el cuál notifica a la CPU. Inmediatamente se procesa dicha alarma al bloque de
organización asignado.
Bloque lógico: Un bloque lógico es un bloque de SIMATIC S7 que contiene una parte del
programa deusuario de STEP 7. Contiene únicamente datos. Cuenta con los siguientes bloques
lógicos: Bloques de organización (OB), bloques de función(FB), funciones (FC), bloques de
función del sistema (SFB) y funciones de sistema (SFC).
Bobina: Arrollamiento de un cable conductor alrededor de un cilindro sólido o hueco,con locual
y debido a la especial geometría obtiene importantes característicasmagnéticas.
Bloque de organización: Los bloques de organización (OBs) constituyen la interfaz entre el
sistema operativo de laCPU y el programa de usuario. En los bloques de organización se
determina el orden deprocesamiento del programa de usuario.
Bus: Un bus es un medio o soporte de transmisión que interconecta varias estaciones. Los
datosse pueden transferir en serie y en paralelo, a través de conductores eléctricos o de
fibrasópticas.
Bus posterior: El bus posterior es un bus de datos serie a través del cual los módulos pueden
comunicarseentre sí y recibir la tensión necesaria. El enlace entre los módulos se establece
medianteconectores de bus.
Byte: Es la unidad fundamental de datos en los ordenadores personales, un byte son ocho bits
contiguos. El byte es también la unidad de medida básica para memoria, almacenando el
equivalente a un carácter.
Cable: Conductor formado por un conjunto de hilos, ya sea trenzados o torcidos.
Cableado: Circuitos interconectados de forma permanente para llevar a cabo unafunción
específica. Suele hacer referencia al conjunto de cables utilizados para formaruna red de área
local.

Caída de tensión: Es la diferencia entre la tensión de alimentación y de recepción. La diferencia
de voltaje entre dos puntos en una instalación.
Calibración: Determinación de la relación entre el valor medido o esperado de la magnitud de
salida y elvalor real o correcto correspondiente de la magnitud de medición existente como
magnitudde entrada para un dispositivo de medición considerado en unas condiciones dadas.
Capacidad de plastificación: Capacidad de material que puede ser plastificada mediante el
calentamiento en el barril.
Carga: Cantidad de potencia que debe ser entregada en un punto dado de un
sistemaeléctrico.
Cavidad: Espacio libre en el molde donde el plástico toma la forma final.
Corriente: Movimiento de electricidad por un conductor. Es el flujo de electrones através de un
conductor. Su intensidad se mide en Amperes (A).
Cortocircuito: Conexión accidental o voluntaria de dos bornes a diferentes potenciales.Lo que
provoca un aumento de la intensidad de corriente que pasa por ese punto,pudiendo generar
un incendio o daño a la instalación eléctrica.
Configurar: Selección y agrupación de diferentes componentes de un sistema de
automatización, dentro de una instalación el ajuste necesario o específico para cumplir con los
parámetros requeridos.
Contactor: Es un componente electromecánico. Es más robusto y de mayor capacidad a
diferencia de un relevador. Funciona básicamente como un interruptor controlado por medio
de su bobina y el electroimán para controlar el paso de corriente por medio de sus contactos
que permiten cerrar o abrir circuitos eléctricos.
CP: Procesador de comunicaciones
CPU: La CPU, es un módulo central del sistema de automatización enel que se guarda y
procesa el programa de usuario. Contiene el sistema operativo, lamemoria, la unidad de
procesamiento y las interfaces de comunicación.
Datos de diagnóstico: Todos los sucesos de diagnóstico que se van presentando se registran en
laCPU. Si existe un OB de errores de proceso, se activa.
Diagnóstico: Término genérico para diagnóstico del sistema, diagnóstico de errores de proceso
ydiagnóstico definido por el usuario.
Diagnóstico de sistema: El diagnóstico del sistema es la detección, evaluación y notificación de
fallos queocurren en el sistema de automatización. Se consideran erroresde programa o
defectos en los módulos. Estos fallos del sistema se pueden visualizarmediante indicadores LED, o
bien en el programa de STEP 7.
Dirección: Una dirección identifica un operando determinado ya sea una entrada o una
salida.Ejemplo: entrada asignada a E 0.0 ó una salida asignada a Q 1.0.
Estado operativo: Los sistemas de automatización SIMATIC S7 pueden adoptar los estados
operativossiguientes: STOP, ARRANQUE, RUN y PARADA.

Frecuencia: Número de veces que la señal alterna se repite en un segundo. Su
unidaddemedida es el Hertz (Hz).
Función del sistema: Una función de sistema (SFC) es una función integrada en el sistema
operativo de la CPUque se puede llamar, dado el caso, desde el programa de usuario STEP 7.
Fusible: Aparato de protección contra cortocircuitos que, en caso de circular
unacorrientemayor de la nominal, interrumpe el paso de la misma.
Hertz Hz (∗): Un Hertz es la unidad de la frecuencia en las corrientes alternas y en lateoría de las
ondas. Es igual a una vibración o a un ciclo por segundo.
Imagen del proceso: En step 7, los estados de señales de los módulos de entradas y salidas
digitales se guardan en unaimagen del proceso de la CPU.Se distingue entre la imagen de
proceso de las entradas y de las salidas. Antes deejecutarse el programa de usuario, el sistema
operativo extrae la imagen del proceso de lasentradas (PAE) de los módulos de entrada. Tras
acabar la ejecución del programa, elsistema operativo transfiere la imagen del proceso de las
salidas (PAA) a los módulos desalida.
Inducción: La inducción electromagnética es la producción de una diferencia depotencia
eléctrica (o voltaje) a lo largo de un conductor situado en un campo magnéticocambiante. Es
la causa fundamental del funcionamiento de los generadores, motoreseléctricos y la mayoría
de las demás máquinas eléctricas.
Interfaz: Es la comunicación entre el operario y la máquina. El cuál permite procesar información
e introducir nuevas instrucciones.
Interruptor: Dispositivo electromecánico que abre o cierra circuitos eléctricos y tiene
lacapacidad de realizarlo en condiciones de corriente nominal o en caso extremo de
cortocircuito; su apertura y cierre puede ser de forma automática o manual.
Intensidad total: Suma de las intensidades de todos los canales de salida de un módulo de
salidasanalógicas.
Interfaz multipunto: MPI
Kilowatt (∗): Es un múltiplo de la unidad de medida de la potencia eléctrica yrepresenta 1,000
watts; se abrevia kW.
Modo de operación:
1. La selección de un estado operativo de la CPU con el selector de modo de operación ocon
la PG
2. El tipo de desarrollo del programa en la CPU
3. Un parámetro en STEP 7 para módulos de entradas analógicas
Módulo de señales: Los módulos de señales (SM) constituyen la interfaz entre el proceso y el
sistema deautomatización. Se prevén módulos de entrada, módulos de salida y módulos
deentrada/salida (en cada caso digital y analógico).
Molde: Espacio libre o cavidades en las que el material fundido es forzado a tomar la forma del
producto deseado. Generalmente, este término se refiere a todo el conjunto de partes
asociadas con la cavidad en la que se forma la pieza.

Motor eléctrico: Aparato que permite la transformación de energía eléctrica en
energíamecánica, esto se logra mediante la rotación de un campo magnético alrededor de
unasespiras o bobinado.
MPI: La interfaz multipunto (MPI) es la interfaz de la unidad de programación de SIMATIC S7.
Permite llegar a los módulos programables (CPUs), a visualizadores de texto y apaneles de
operador desde un punto central. Las estaciones conectadas al MPI puedencomunicarse entre
sí.
Normalización: Parámetro de STEP 7 para el módulo de lectura de recorrido SM 338; POS-
INPUT.Mediante la normalización se dispone el valor del captador absoluto alineado a la
derechaen el área de direccionamiento; desaparecen los dígitos carentes de importancia.
OB: Bloque de organización.
Parámetros:
1. Variable de un bloque lógico.
2. Variable para ajustar las propiedades de un módulo (una o varias por módulo). Cadamódulo
se suministra con un ajuste básico lógico de sus parámetros, que es modificablepor el usuario en
STEP 7.
Ohm: Unidad de medida de la resistencia eléctrica. Equivale a la resistencia al paso
delaelectricidad que produce un material por el cual circula un flujo de corriente de
unamperio, cuando está sometido a una diferencia de potencial de un Volt. Su símbolo esΩ.
PG: Unidad de programación.
Polímero: Compuesto químico formado por la unión de un gran número de unidades
estructurales repetitivas.
Poliestireno: Es un polímero termoplástico que se obtiene de la polimerización del estireno.
Existen cuatro tipos principales: el PS cristal, que es transparente, rígido y
quebradizo;el poliestireno de alto impacto, resistente y opaco, el poliestireno expandido, muy
ligero, y el poliestirenoextrusionado, similar al expandido pero más denso e impermeable.
Poner a tierra: Poner a tierra significa enlazar una pieza electro conductora con el electrodo de
tierra através de un sistema de puesta a tierra (una o varias piezas conductivas que hacen
perfectocontacto con tierra).
Programa de usuario:El programa de usuario contiene las instrucciones, las variables y los datos
para elprocesamiento de señales que permiten controlar una instalación o un proceso.
Estáasignado a un módulo programable (p.ej. CPU, FM) y puede estructurarse en subunidades
(bloques).
Potencia: Es el trabajo o transferencia de energía realizada en la unidad de tiempo. Semide en
Watts (W).
Rearranque: Al arrancar una CPU (p.ej. tras conmutar el selector de modo de operación de
STOP a RUNo al conectar la tensión de red), el bloque de organización OB 100 (rearranque) se
procesaantes de la ejecución cíclica del programa (OB 1).Al arrancar un módulo central, se lee
primero la imagen del proceso de las entradas ydespués se ejecuta el programa de usuario de
STEP 7, comenzando por la primerainstrucción del OB 1.

Relevador: Dispositivo electromecánico. Capaz de funcionar como un interruptor, controlado
por medio de una bobina y un electroimán y que acciona uno o varios contactos que permiten
abrir o cerrar otros circuitos eléctricos.
Resolución: En los módulos analógicos, número de bits que representan el valor analógico
digitalizadoen forma binaria. La resolución depende del tipo de módulo y, dentro de los
módulos deentradas analógicas, del tiempo de integración. Cuanto mayor sea el tiempo
deintegración, tanto más exacta es la resolución del valor medido.
Sensor: Es un dispositivo capaz de detectar magnitudes físicas o químicas, llamadas variables de
instrumentación y transformarlas en variables eléctricas, que convierte la señal analógica en
una señal eléctrica.
SFC: Función del sistema
Tablero de control: Dentro de una subestación, son una serie de dispositivos quetienen por
objeto sostener los aparatos de control, medición y protección, el bus mímico,los indicadores
luminosos y las alarmas.
Termopar: Es un sensor de temperatura, que consiste en dos conductores metálicos diferentes
unidos en un extremo, el cuál suministra una señal de tensión eléctrica, que hace posible la
medición de temperatura.
Tiempo de ciclo: El tiempo de ciclo es el tiempo que necesita la CPU para ejecutar una vez el
programade usuario.
Tiempo de ejecución básico: Tiempo que necesita un módulo de entradas/salidas analógicas
para un ciclo cuando todoslos canales están habilitados; corresponde a la "cantidad de todos
los canales x tiempo deconversión básico".
Tierra: La tierra conductora cuyo potencial eléctrico puede ponerse a cero en cualquier punto.
En el sector de electrodos de tierra, la tierra puede presentar un potencial distinto de cero.
Versión: La versión sirve para distinguir los productos que tengan un número de referencia
idéntico.La versión se incrementa en ampliaciones funcionales compatibles hacia
arriba,modificaciones debidas a la fabricación (utilización de nuevas piezas/componentes),
asícomo al eliminar fallos.
Volt (∗): Se define como la diferencia de potencial a lo largo de un conductor
cuandounacorriente de un Amper utiliza un Watts de potencia. Unidad del
SistemaInternacional.
Volt-ampere (∗): Unidad de potencia eléctrica aparente y se abrevia VA.

APÉNDICE A


APÉNDICE B

Simbología Eléctrica KOP.
Contacto normalmente cerrado
Contacto normalmente abierto
Bobina
Temporizadores
Contadores

APÉNDICE C

INFORMACIÓN. PAQUETERÍAS EMPLEADAS.
Fluid SIM.
Fluid SIM es un completo software para la creación, simulación, instrucción y estudio de electro
neumática, electromagnetismo, electrohidráulica y circuitos digitales.
Todas las funciones del programa permiten interactuar sin problemas, combinando diferentes
medios de comunicación y conocimiento. Comprende un editor intuitivo diagrama con toda
una gama detallada de los componentes., fotos de los componentes, animaciones y
secuencias de video.
Una herramienta muy útil para ingeniería, para la preparación de uno mismo y como programa
de estudio.
Automation studio.
Automation studio es una solución de software innovadora para el diseño, la simulación y la
documentación de proyectos. Específicamente dirigido al diseño y mantenimiento de sistemas
hidráulicos, neumáticos y automatizados.
Automation studio puede ayudar a mejorar la productividad, así como la calidad de productos
y servicios.
Step 7 programación de siemens.
STEP 7 es un Software de Programación de PLC (Controladores Lógicos Programables el simatic-
S7 de Siemens, es el sucesor de simatic S5.
STEP 7 Professional sirve para configurar y programar los controladores SIMATIC S7-1200, S7-300,
S7-400 y WinAC, nuestra solución para control basado en PC.
Autocad.
Es un programa de dibujo técnico desarrollado por Autodesk para el uso de ingenieros, técnicos
y otros profesionales de carreras de diseño. Software CAD utilizado para dibujo 2D y
modelado 3D.
AutoCAD es un software reconocido a nivel internacional por sus amplias capacidades de
edición, que hacen posible el dibujo digital de planos de edificios o la recreación de imágenes
en 3D; es uno de los programas más usados por arquitectos, ingenieros, diseñadores industriales
y otros.

APÉNDICE D

SIMBOLOGÍA HIDRÁULICA
Accesorios.
Válvulas de control de presión.
Válvulas de control de Flujo.

Válvulas.
Bombas.
Cilindros.
Líneas.

Métodos de accionamiento.

SIMBOLOGÍA NEUMÁTICA
Cilindro de doble efecto Cilindro de simple
efecto con retorno con muelle
Regulador de caudal Regulador de caudal en un
solo sentido
Grupo de acondicionamiento
Toma de aire
Escape sin rosca
Escape con rosca
Mando manual
Mando manual con pulsador
Mando eléctrico
Mando directo por fluido
Filtro
Purgador
Manómetro
Válvula distribuidora (2/2)
Reductor de presión
Válvula distribuidora (5/2)
Válvula distribuidora (4/2) Válvula distribuidora (3/2)





























