Embed Size (px)
Citation preview

제약이론(Theory of Constraint)
요나(Jonah) 준비과정
패러다임의
전환을 위한 여행
패러다임은 우리가
세계를 인식하는
방법이다 – Adam Smith
TEL : 02)3452-1882 / FAX : 02)3452-7411
02. 생산개선기법02. 생산개선기법

Ⅰ. 생산 개선 기법 1. 생산개선의 다섯 단계
41 Theory of Constraint
But do not allow
INERTIA to become
the system’s constraint.
2. Decide how to EXPLOIT the system’s constraint(s).
1. IDENTIFY the system’s constraint(s).
3. SUBORDINATE everything else to the above decision.
4. ELEVATE the system’s constraint(s).
5. If in the previous steps a Constraint has been broken, go back to Step 1.
Process Modeling
IE Technology
DBR Rule
OEE & FIT
BLITZ
IE Technology
1. 생산개선의 다섯 단계

42 Theory of Constraint
DRUM
재공량
BUFFER
ROPE
공정 n 공정 1
더딘 병사 = 제약 조건
행군한 거리 = THRUPUT
자재투입통제ROPEROPE
시스템의Throughput
보호BUFFERSBUFFERS
집중된일정계획 수립
DRUMDRUM
생산생산 개선개선 기법기법
1. DBR Scheduling
2. Lot Sizing
3. 제약조건의 활용
4. 동기화 경영 원칙
5. Buffer Management
드럼 버퍼
출하 버퍼
시간 버퍼
1. 능력의 균형을 이루는데 중점을 두지 말고, 흐름의 동기화에 중점을 둔다.
2. 제약자원에서의 한계가치는 제약자원에서 처리되는 제품의 Throughput Rate와 같다.
3. 비 제약자원에서 시간의 한계가치는 무시할 수 있다.
4. 비 제약자원의 이용 수준은 시스템의 제약조건에 의해 결정된다.
5. 자원은 이용되어야 하며, 단순히 활성화 되어서는 안된다.
6. 이동 배치는 가공 배치와 같을 필요가 없으며, 많은 경우 같아서도 안된다.
7. 가공 배치는 공정 흐름에 따라, 또 시간이 지나면서 바뀔 수 있다.
동기화동기화
경영경영
원칙원칙
2. DBR Scheduling
2. DBR Scheduling

3. 제약조건( Capacity Constrained Resource : CCR )을 찾아라
43 Theory of Constraint
3. 제약조건( Capacity Constrained Resource : CCR )을 찾아라
- Bottleneck : 현재의 수요를 만족시키는 데 생산능력이 부족한 공정
- CCR : 주의 깊게 관리하지 않으면 공장 전체의 생산계획에 악영향을 미치는 공정이나 설비
- 생산능력의 분류
R1 R2R3
R4
R : Resource
능력
수
요
Bottleneck Non-Bottleneck
CCR R1 R3
Non-CCR R2 R4
잉여 능력
보호 능력
생산적 능력

44 Theory of Constraint
3. 제약조건( Capacity Constrained Resource : CCR )을 찾아라 -2
- 계획기간 중 평균부하 / 평균능력의 비가 높다.
- 계획기간 중 부하의 변동이 크다.
- 작업 순서 :
(1) 각 공정의 능력에 대하여 부하가 어느 정도인가 조사.
(2) 1차 Bottleneck, CCR 결정
(3) 기간 중 날마다 공정의 부하가 어떻게 변화하는지의 부하 프로파일 작성
(4) 2차 CCR 결정
시간 (일)
평균 부하
부
하
평균 능력
시간 (일)
R1 R2

4. 제약조건(CCR )을 철저히 활용
45 Theory of Constraint
4. 제약조건( Capacity Constrained Resource : CCR )을 철저히 활용한다
- 수요가 능력을 크게 상회하는 경우, Thruput을 최대화 하는 Product Mix(제품 구성)을 결정
- 고객의 납기를 맞추면서 CCR을 최대한 활용하는 스케쥴을 작성
- 주문의 일부를 오늘보다 전에 착수해야 한다면, 오늘을 시작점으로 하여 납기 지연 발생
- 납기 지연 주문이 발생하는 경우, CCR의 능력을 늘리는 연구가 필요
(1) Setup 시간 절약
(2) 제품 생산순서 변경
(3) CCR의 작업 일부를 비 CCR 공정으로 할당
(4) 잔업으로 근무시간을 늘린다
납기 E D C B A E
ED C
BA
E
SETUP 시간
시간
오늘
납기 E D C B A E
E D C B A E시간
오늘

5. 버퍼의 설정과 관리
46 Theory of Constraint
5. 버퍼의 설정과 관리
- 각 공정의 가공시간(PT)는 똑같이 8시간이라 한다.
- 각 공정간에 4시간의 재공을 둔다.
- CCR과 출하공정 앞으로 Buffer를 집중시킨다.
공정 1 공정 2 공정 3 공정 4 공정 5 출하PT = 40h
LT = 40h
공정 1 공정 2 공정 3 공정 4 공정 5 출하PT = 40h
LT = 60h
재공 재공 재공 재공재공
CCRPT = 40h
LT = 60h
공정 1 공정 2 공정 3 공정 4 공정 5 출하
Buffer Buffer
6. 버퍼 길이의 설정
47 Theory of Constraint
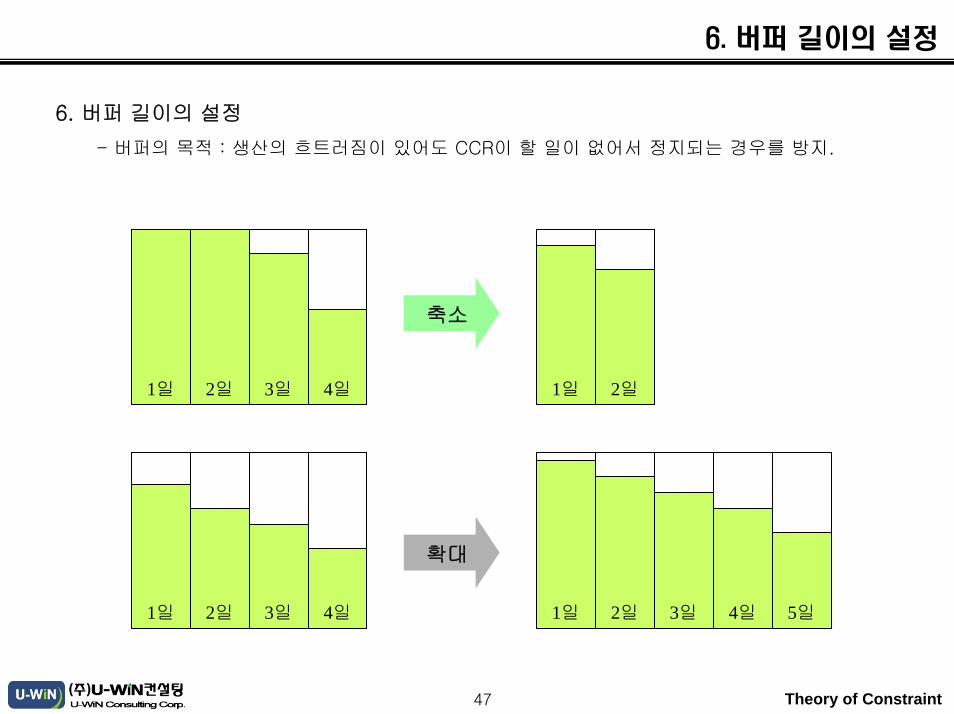
6. 버퍼 길이의 설정
- 버퍼의 목적 : 생산의 흐트러짐이 있어도 CCR이 할 일이 없어서 정지되는 경우를 방지.
1일 2일 3일 4일
축소
1일 2일
확대
1일 2일 3일 4일 1일 2일 3일 4일 5일

7. 버퍼의 목적/ 8. 비 CCR을 CCR 스케쥴에 종속시킴
48 Theory of Constraint
7. 버퍼의 목적
- 생산의 흐트러짐으로부터 Thruput이나 출하를 보호하는 역할
- 버퍼 중에 있는 생산지시의 진척사항을 분석하여 전 공정의 건강진단
: CCR에 개선활동을 집중하되, 비 CCR에서 중요한 문제는 버퍼관리를 통해 해결
- 버퍼관리를 납기관리에 활용
: 청신호 구역
황신호 구역
적신호 구역
- 버퍼는 두 곳에 집중되어 있고, CCR 이외는 보호능력이 있으므로 모든 공정의 진척사항을관리할 필요는
없다는 것이다.
8. 비 CCR을 CCR 스케쥴에 종속 시킨다
- 입구 공정(Gating Operation)의 스케쥴이 중요함

9. 이동 LOT 사이즈
49 Theory of Constraint
9. 이동 LOT 사이즈
- 이동 Lot size는 가공 Lot size보다 작게 하는 것이 좋다.
리드타임의 단축
공정 C
공정 B
공정 A MRP
TOC
공정 C
공정 B
공정 A

10. 가공 LOT 사이즈
50 Theory of Constraint
10. 가공 LOT 사이즈
- 가공 Lot size를 수주 상황에 따라서 공정마다 다이나믹하게 바꿔야 한다.
코
스
트
코
스
트
EOQ 공정이 Bottleneck이 되는 점작업 Lot size 작업 Lot size
재고 코스트 재고 코스트
Setup 코스트Setup 코스트
* EOQ(Economic Order Quantity)
: 경제 발주(작업지시)량
MRP의 최적 Lot size에 대한 사고방식 TOC에서의 최적 Lot size에 대한 사고방식(비 CCR 공정)

Ⅱ. Block Game
51 Theory of Constraint
• 작업 공정 :
• 작업 방식 :
- No rule
- JIT : 간판 테이블은 각 공정별 3개
- TOC : Constraints 공정만 3개의 Buffer
• 작업 시간 : 각 작업방식별 3 ~ 5분
• 측정 항목 :
- 완성품의 수
- 재공품의 수
- 제품 리드타임 ( 매 5번째 제품 )
블록 조립 태그 부착 마킹 작업 품질 검사 블록 해체
Constraints
• 준비물 :
- 블록 : 긴 것, 짧은 것(적색)
- Post-it
- 스톱 워치

Ⅲ. 동기화 생산방식 적용
52 Theory of Constraint
프로젝트착수
평가 시스템 설계생산계획과
실행조직의 정렬
목적의 설정
목적에 따른 업무
성과 평가방법 결정
팀 구성원 임명
보고체계 점검
시간계획 수립
TOC철학 교육
Kick-off
프로젝트 사명서
보고 방법
팀 구성도
주문처리 절차
흐름 정의
업무 책임의 결정
적용의 집중 대상
확인
정보의 원천 확인
계획수립 절차
정의
주문 충족 절차
적용 전략
계획 수립 흐름
신 주문충족
시스템의 전체 구조
개발
적용 전략 개발
적용 전략 승인
프로젝트 평가
시스템 적용
상세 계획
계획/주문 충족
비전
적용 전략
측정기준 평가
적용 기본 계획
제약조건/드럼선정,
드럼의 능력 목표 확립
버퍼 크기/정책 확립
일정계획 정책/과정
개발
자재/작업 투입 정책
개발
동기화 생산 정책/과정
개발
교육 및 훈련
인원 계획 정책/과정
개발
일간/주간 능력 검토
버퍼 관리 적용
기준 일정계획 적용
전략의 개발
버퍼 관리
업무성과 평가
문화적 과제
Thruput 기여도
월간 운영보고
업무 평가 지표
혁신 TFT 동기화 생산 TFT
혁신 TFT
동기화 생산 TFT
혁신 TFT
동기화 생산 TFT
현업 팀장/실장
혁신TFT/공장장
현업 팀장/실장

53 Theory of Constraint
1) 프로젝트 착수
프로젝트의 목표와 목적을 확립
: 목적은 평가 가능하고 구체적인 사업상의 이점이 있는 것이어야 한다.
목적에 따른 업무성과 평가방법 결정
: 측정해서 평가하지 못한다면 목적으로 규명하지 말아야 한다.
: 평가지표가 계산되는 방법에 대해서도 설명 -> 숫자가 어디서 도출되며 무엇을 의미하는지에 비밀이 없어야 한다.
내부 프로젝트 관리자와 팀 구성원 임명
: 누가 프로젝트를 이끌며 누가 프로젝트 팀에 소속될 것인가를 결정한다.
: 팀의 모든 사람들은 소정의 일을 가져야 한다. 프로젝트 팀은 사람들이 회의하러 오고 지켜보고 가는 장소가 아니다.
보고체계 점검 : 월간 단위 보고체계 확립
개략적 시간 계획 수립 : 프로젝트의 명확한 끝을 위하여, 어느 정도의 시간이 소요될 것인지 추정해서 확립한다.
TOC철학/적용 개요 프리젠테이션 : 공감대 형성, 프로젝트 적용에 대한 기대감 및 지원 분위기 조성
프로젝트 Kick-off
프로젝트 사명
세부 목표
프로젝트 평가지표
프로젝트 성공 기준
예상 완료 일정
프로젝트 보고
프로젝트 사명서

54 Theory of Constraint
2) 평가
주문 처리 절차 흐름의 정의
: 수주에서 출하까지 전 과정을 점검 및 도식화 -> 소요 시간 결정
업무 책임 결정
: 주문 충족 절차의 어떤 측면에서 누가 책임을 지는 지의 절차를 확립하여 기록한다.
적용의 집중 대상 확인
: 주문 충족 과정을 점검하면서, 변화시킬 중요한 점들에 대한 아이디어를 획득한다.
정보의 원천 확인
: 일정을 도출하기 위해 주문정보, BOM, 재공품, 가공시간과 다른 데이터 요소의 상태를 정의한다.
계획 수립 절차 정의
: 공장의 능력을 고객 수요와 어떻게 조화시키고 있는지? 재고 계획과 구매 부품에 대한 완충장치는 무엇인지?
고객견적 수용
1-5일
주문 충족 과정 계획 수립 과정
영업수요 예측 시행
고객발주
기준 생산일정 수립
영업견적 요청0.2 – 8시간
견적준비/작성0.2 – 5일
영업견적 제시
0.5 – 0.8시간
일정계획문서 준비0.2 – 1일
영업수주 처리0.2 – 8시간

55 Theory of Constraint
2) 평가 – 주문 충족 과정
조정일 : 3~4시간
In-line 재고자료 입수
LG화학도장 생산계획 작성
도장작업 지시
공장 재고확인
자동차 생산계획을 받음
D-2 : 2주 계획P-6 : 시간대별 계획
LG화학사출 생산계획 작성
사출작업 지시
조정일 : 1시간
사출 작업4~10시간
긴급 1.0시간
사출 재고0.5~3.0일
도장 작업반제품 포장반제품 재고
1.0~1.2일출하
0.5~2.0시간반제품 재고
0.8~1.0일In-Line 조립0.5~1.0시간
Color별 재고
외주업체출하
0.5~2.0시간
김도식 실장 : 3.5~4.5시간긴급 1.0~3.5시간
외주업체반제품 재고
0.4일
외주업체도장/포장
3.5~4.5시간
외주업체사출/입고
김종섭 실장
Lot size : 100~600
Lot size : 20~60
외주업체입고요청
외주업체 : 1~24시간
업체 요청/관리(조정일)
A/S, KD? 일
긴급 오더 : 3.0~6.0시간
정상 오더 : 2.8~6.1일

56 Theory of Constraint
2) 평가 – 계획 수립 과정
P/O 발행
원료창고 입고
자재예약에의해 불출
기준 생산일정 수립
(DAT)
In-line 재고자료 입수
공장 재고확인
자동차 생산계획을 받음
LG화학도장 생산계획 작성
LG화학사출 생산계획 작성
도장 작업 사출 작업
생산 : 공장내 원,부자재 관리
생산P/R 작성
안전재고Yes
No
성용수/한현석 : 1~3일
자동차Sales Order
P/O 발행
직납업체생산
한현석 : 부자재
* 직납업체가재고/생산계획관리
자동차생산계획
In-line조립 작업
In-line반제품 재고
In-line부자재 재고

57 Theory of Constraint
2) 평가 – 적용 전략을 위한 실행 항목
구 분 내 용
추가 자료 확보
-생산계획/관리 : 재고 현황, 제품별 Lot size, 현 생산계획 자료
-사출생산 : 설비종합효율 로스, 불량갯수 파악(일주일)
-도장생산 : 설비종합효율 로스, 직행률(양품, 폴리싱, 재투입, 폐기)
폐기는 생지와 도장된 것 구분
-생산일반 : In-line 검사후 되돌아 오는 비율
-자재 : 자재 수급업체와의 결품률 조사, 생산과의 결품률 조사
적용 전략을위한
실행 항목
-제약 조건/통제 지점의 설정
-완제품 및 사출 재고 버퍼의 위치 및 물량 선정
-제약조건 향상 방안 강구
-Thruput 및 제약 자원에 대한 능력 분석
-주문 충족절차와 계획수립 과정을 위한 비전 제시
-반품이나 소량주문에 대한 특별 취급 절차
-부문별 평가지표의 개발

58 Theory of Constraint
2) 평가 – 인터뷰 결과 1
팀원 역할 평가 지표 의견
생산계획/관리결품율, 재고 금액A/S, KD 납입률
-Promise/SAP 등이 있는데, 작업지시를 전산상 관리할 수 없는지?-작업지시를 수작업에서 DAT입력하면서 업무량이 늘어남-작업현장에서의 자료입력이 80% 수준의 신뢰밖에 안된다.
( 양/불량 개념, 로스 개념이 약함)-재고는 줄일수 있는데, 결품 가능성이 있다.(직행률, 설비트러블/로트불량 등)
-불량률을 감안해서 과다 생산후 폐기가 있음- Lot size : 사출(100~600), 도장(20~60)
원재료 관리원가 절감
재고 관리 안함
-자재결품율 : 업체와의 거래(2003’ 자료) -> 생산 재고로 커버생산과의 거래 : 거의 없음
-사내 거래의 경우 재고가 없으면 P/O를 못 냄 -> 유선으로 해결(생산계획이 있어서, 이에 따라 움직였으면 함)
-자재가 계획보다 많이 사용되는 경향이 있다.
생산2팀 관리
공정 불량률C/T 관리
Tact time 개선생산량 관리 안함
-사출/도장 작업은 DAT를 보고 진행-도장에서 투입할 물량이 맞지 않는경우 긴급 생산 발생-사출불량을 도장전에 관리하는 방법이 필요함-DAT의 정확성을 높여 불량현황 파악 및 개선이 필요함-도장에서 Polishing, 재투입, 완성품에 대한 자료 확인 필요-In-line 불량(0.5~1.0%)은 재고 수량에서 제외시킨다.

59 Theory of Constraint
2) 평가 – 인터뷰 결과 2
팀원 역할 평가 지표 의견
부자재 관리원가 절감
재고 회전율(년간)업체 육성 및 평가
-공장내 각종 소모품에 대해 안전 재고 확보(1~2일)-특정 제품/In-line 부자재는 업체가 안전 재고 확보-생산계획이 있다면 자동 P/R, P/O 방식을 고려할 수 있다-직납업체가 조립부자재를 직접 관리하나, 결품시 공동 책임-급작스런 생산계획 변경에 대한 대처방안이 있어야 함.(머피는 불가항력, 일상화된 것은 개선 필요)
-자동차 생산계획의 변동 여부의 확인이 필요하다.-생산현장의 재고를 협력업체가 파악하여 P/R 없이 자재공급
사출 실장
-사출 작업은 3교대 : 부하시간 로스 없음-DAT에 입력된 계획은 생산능력 이상일 경우가 많음-금형교환시간 15분, 초기조정시간 15분-불량개수 파악이 필요 : 특이 사항 기록-불량 발생/돌발 고장시 대처방안이 있어야 한다.
도장 실장
-차종별로 한번에 작업하는 방식 : Lot size가 클수록 작업성 용이-검사원이 컨베이어 속도 조절, 공 행거의 개수 카운팅-직행률 자료 필요(차종별) : 양품, 폴리싱, 재투입, 완전불량-완전불량은 생지와 도장된 것으로 구분-검사 강화방안 : 협력업체의 2차 검사를 강화할 수 없는지?-In-line 검사후 되돌아오는 비율의 확인 필요.

60 Theory of Constraint
3) 시스템 설계
고객견적 수용
1-5일
새로운 주문 충족 시스템의 전체 체계 개발
: 새로운 시스템의 흐름도를 작성하여 현재 시스템과 대조해 본다.
방침, 절차 및 평가지표의 변화 문서화
: 적용에 필요한 중요 정책과 방침, 절차 및 평가방법의 변화를 나타내는 요약된 문서를 작성한다.
적용 전략 개발
: 적용에 대한 아이디어, 적용 순서, 전제조건, 적용의 용이성, 기울인 노력에 대한 보상, 조직의 지원 등을 명시한다.
적용 전략 승인
: 현재에 대한 평가, 비전에 대한 문서, 정책의 변화 및 적용전략 등을 챙겨 관련자들에게 승인 및 지원을 얻는다.
프로젝트 평가시스템 적용
: 프로젝트 진척도를 보고하기 위한 평가시스템을 준비한다.
상세 계획 : 현재 있는 곳에서 원하는 곳으로 움직여 가게 하는 상세한 행동 계획을 작성한다.
비전(Vision) 주문 충족 과정
영업견적 요청0.2 – 8시간
견적준비/작성0.2 – 5일
영업견적 제시
0.5 – 0.8시간
일정계획문서 준비0.2 – 1일
영업수주 처리0.2 – 8시간
비전(Vision) 계획 수립 과정
영업수요 예측 시행
고객발주
기준 생산일정 수립

61 Theory of Constraint
조정일 : 3~4시간
In-line 재고자료 입수
LG화학도장 생산계획 작성
도장작업 지시
공장 재고확인
자동차 생산계획을 받음
D-2 : 2주 계획P-6 : 시간대별 계획
LG화학사출 생산계획 작성
사출작업 지시
조정일 : 1시간
사출 작업4~10시간
긴급 1.0시간
사출 재고0.5~3.0일
도장 작업반제품 포장반제품 재고
1.0~1.2일출하
0.5~2.0시간반제품 재고
0.8~1.0일In-Line 조립0.5~1.0시간
Color별 재고
외주업체출하
0.5~2.0시간
김도식 실장 : 3.5~4.5시간긴급 1.0~3.5시간
외주업체반제품 재고
0.4일
외주업체도장/포장
3.5~4.5시간
외주업체사출/입고
김종섭 실장
Lot size : 100~600
Lot size : 20~60
외주업체입고요청
외주업체 : 1~24시간
업체 요청/관리(조정일)
A/S, KD? 일
긴급 오더 : 3.0~6.0시간
정상 오더 : 2.8~6.1일
3) 시스템 설계 – (비전)주문 충족 과정

62 Theory of Constraint
3) 시스템 설계 – 적용 전략
원료 입고 사출 생산 도장 생산 출하 In-line 조립
Bottleneck / CCR
* CCR(Capacity Constraint Resource) : 잠재적 제약조건
통제 지점
스피드(돈을 벌어들이는 속도)와 고객만족을 통해서 시스템(BPR 작업장)의 장래성을 보장 받는다.
시스템의 스피드는 제약조건의 스피드에 따라 결정된다.
잠재적인 제약 조건인 사출 및 도장 생산의 스피드를 조사/분석한다.
: Thruput 회계, Lot sizing, 설비종합효율
시스템의 통제지점은 도장 생산으로 한다.
제약조건의 스피드 향상과 고객만족을 위한 적정 버퍼의 위치 및 물량을 결정한다.
: Buffer Management, DBR(Drum-Buffer-Rope)
제약조건을 끌어올리기 위한 방안을 강구한다. : Level2 OEE 실시
Thruput 회계를 통해 산출된 최적 제품 Mix를 달성하기 위한 구체적인 실행계획을 수립한다.
: 물류 흐름 개선(공장과 협력업체를 왕래하는 방안 지양), Thruput 최대화 활동
모든 활동들은 목시관리와 전산화를 통해 투명하게 관리되도록 한다.

63 Theory of Constraint
3) 시스템 설계 – 방침, 절차, 평가지표의 변화 문서화
항 목 내 용
새로운 과정
삭제된 과정
개정된 과정
기대 결과
적용상 과제
기술분야 과제
부문 : 작성자 :

64 Theory of Constraint
3) 시스템 설계 – 자료 준비
도장 생산 : 직행률 집계(투입/양품/폴리싱/재투입/폐기-생지, 도장된것)
일주일간, 일별 집계
설비 노후로 장래성이 없음 -> 투자계획이 있어야 하는지?
사출 생산 : 불량 개수(총 사출shot수/불량수), 사출자체의 불량만 센다.
일주일간, 일별 집계
금형을 밖으로 빼기 힘들다->노조문제
출하 : 사출 후 도장업체로의 출하는 협업지원팀에서 관할
외주업체 사출 후 입고문제는 어떻게 되는 건지 확인 필요.
검수원이 자동차의 생산 계획을 보고 출하시기 결정
출하 시간 : 6시 – 14시, 18시 – 06시
총 출하대비 긴급 출하 건수(총 출하수/긴급 출하수) : 양 포함
일주일, 일별 집계
생산2팀 : 자동차에서 불량이 되어 반품되는 경우 - 횟수 및 수량
구매팀 : 자재 수급업체와의 결품률 조사, 생산과의 결품률 조사
2003년 자료, 월별 집계된 것
생산관리/계획 : 현대자동차 생산계획의 수정 - 오늘/내일 물량의 조정이 있는 정도
제품별 Lot size – 도장, 사출(최근 한달 평균 : Min. Max.)
도장 제품별 뻑 수량, 생산계획 장표(하루치)

65 Theory of Constraint
4) 생산 계획과 실행 – 통제의 실현
부서별 주요 평가지표 발표 : 업무 진척도를 보여주며, 적용상의 문제점들을 진단하는데 도움이 된다.
제약조건 / 드럼 선정, 드럼의 능력 목표 확립 : 통제 지점이 어디이며, 능력을 어떻게 측정할 것인지를 결정한다.
버퍼 크기 및 정책 확립
: 제약 조건을 결정하면서, 버퍼 크기도 결정한다. 버퍼는 시간과 재고에 영향을 미친다.
일정 계획 정책 및 과정 개발
: 공장을 일정계획하기 위한 정확한 절차는 무엇인지? 어떤 데이터가 사용될 것인지? 승인과정은 있는지?
자재 투입 / 작업 투입 정책 개발
: 작업이 언제, 어떻게 공장에 투입되는 가를 결정한다. 공장으로의 작업 투입을 중단시키는 도구이다.
동기화 생산 정책 및 과정 개발
: 제품을 만드는 방법이 아니라, 자원을 할당하는 방법이다.
: 비 제약조건 자원에서 가용하며 요구되는 능력을 평가하는 절차를 확립하여 효율적으로 생산의 인적자원을 사용한다.
현장 대기장소와 버퍼 위치 선정 : 재공품의 위치에 대한 목시관리 시스템을 확립한다.
교육 / 훈련 및 의사소통
: 주요 직원, 일정 계획 담당자, 실장의 일반 교육 및 현장 훈련을 실시하고, 새로운 생산정책과 과정에 대해 논의한다.
인원 계획 정책 및 과정 개발
: 공장의 인원 배치가 시장의 기대를 충족시키고, 공장 설비에 대한 최대 투자회수율을 유지하도록 설계한다.
일간 / 주간 능력 검토 : 단기적인 영업과 생산 계획과의 동기화를 유지한다.
버퍼 관리 적용
: 버퍼의 계획 내용과 실제 내용을 분석하고 통제해서 자원을 올바르게 할당하는 절차이다.
: 이를 통해 Thruput을 최대화하고, 대응시간을 최소화하며 또 정시납품율을 최대화 할 수 있다.

66 Theory of Constraint
4) 생산 계획과 실행
데이터 입력 방식 결정
현대자동차 생산계획 : 2주, 2시간
현대자동차 실사용량 : In-line 조립업체에서 데이터 입력 – 주기 ???
현대자동차내 재고보유량 : 자동계산(기본), 확인작업(매일 ???)
현대자동차내 재고 보충수량 : In-line 조립업체에서 데이터 입력 – 주기 : 자동차 입고시마다
도장생산수량 : 양/불량 구분, 부족분/과다분 처리 여부 – 사내 가공업체, 팔레트 단위
도장 투입수량 : 사내 가공업체, 투입되기전 불량 투입 제거방안 강구, 작업계획과 동일
도장전 재고보유량 : 자동계산(기본), 확인작업(매일 ???)
사출생산수량 : 양/불량 구분, 부족분/과다분 처리 여부
제약조건 활용능력 향상방안
제약(통제)지점(도장) : 토/일/공휴일 로스 – 추가공수 필요(추가공수대비 회사이익률은?), 로스시간에 다른 작업은?
24시간중 20시간으로 생산능력 계산 – 어뗳게 없앨것인가?(식사, 휴식시간)
효율 90%(실질 로스 4%), 불량 90%(실질 로스 3%)를 없앨 방안은?
속도가동로스(이론능력 1팔레트/60초)를 줄일 방안은?
제약지점(사출) : 일/공휴일에 간혹 생기는 휴일
시간 로스(시간가동 로스 4%-금형교환주기/시간 다운?, 부하시간 로스가 무엇인지?)
속도 가동 로스 : 작업자에 기인한 것은 눈에 띄게 작업이 없어져야 함.
설비 추가 : 1팀의 대형기에서 어떤 작업을 수행하는 것이 회사 이익이 최대화 되는지?

67 Theory of Constraint
현상현상 파악파악
사출사출재고 도장
사출 및 도장재고
도장재고 조립
공장
야적장
외주업체
사출 도장
HMC출하
바람직한바람직한 모습모습
사출사출재고 도장
도장재고 조립공장
외주업체
사출 도장HMC출하
최소화

68 Theory of Constraint
바람직한바람직한 모습모습
DBR을 이용한 동기화 Hot 생산체계 : 로트불량 등에 대처
사출사출재고 도장
도장재고 조립공장
외주업체
사출 도장
HMC출하
최소화
현대자동차
생산계획변동에 대처
-출하효율 극대화
-P6에 의한 출하 지양
-최적 Lot size 설계
-양품과 불량품의 목시관리
-생산능력 극대화
-유연생산체계 확립
-생산계획 공유
-재고관리는 외주업체에서 시행
-입/출고 Lot size 설계
수행 사항
• 데이터의 정확성을 어떻게 확보할 것인가?• 목시 관리를 위한 작업자의 마인드 전환
• 고객 및 외주업체의 협조를 끌어내는 방안은?

69 Theory of Constraint
5) 조직의 정렬
전략의 개발
: 사업 전략은 사업의 제약 조건을 반드시 감안해야 한다.
: 제품별 Thruput 기여도 보고서와 버퍼 관리 보고서가 판매예측을 기준으로 제약조건의 이동을 예측하게 해 준다.
Thruput 기여도 : 최소의 제약조건 기여로 최대의 Thruput을 창출하는 제품을 찾아내는 것이다.
버퍼 관리
: 제약 조건을 원하는 장소에 유지시키는 것이다.
: 제약 조건을 향상시키려는 노력은 버퍼에 혼란을 가장 많이 일으키는 자원 순서대로 실시한다.
업무 성과 평가
: 행동은 평가에 좌우된다. 그러므로 평가는 조직의 정렬을 이루는데 근본이 된다.
: 조직의 유효성을 평가하는 기준은 조직을 구성하는 기능의 유효성과 전체로서의 사업의 유효성을 통합하는 것이다.
문화적 과제
: 정렬에서 가장 어려운 문제는 조직으로 하여금 새로운 평가지표를 이해해서 대응하도록 하는 것이다.
: 교육 / 훈련을 통해 업무성과가 정확하게 반영되도록 해야 한다.
제품 수요
R 500
S 300
최대 ThroughputMix.(A)
300
300
판매 Mix.(B)
400
200
제약조건에서의누적 이용도
50%
100%
제품당총 Throughput
(A)
67%
100%
(B)
600
900
(A)
800
600
(B)
타공정영향
Click

70 Theory of Constraint
Ⅳ. TOC 생산 스케쥴링-“Drum-Buffer-Rope”
“DRUM” : 가장 제한된(능력 제약이 있는 : CCR) 자원(공정)의최대한의 속도( PACE)
“BUFFER” : CCR 바로 앞과 완성품 창고에 재고가 “바닥나는것”을 방지하기 위한 수단
재고가 아니라, 시간 버퍼
“ROPE” : 자재투입이 CCR의 속도를 넘어서지 않도록보장하는 의사소통의 메커니즘
간판 방식과 유사함

전형적인 TOC/DBR 정책(직관에 반함!)
71 Theory of Constraint
소규모의 최소 공정 배치(Minimum Batches Process)
• 준비교체를 실시하기 전에 능력제약자원 (CCR)에 의해 생산되는 단위를최소한으로만 허용함
• “한 개” 는 아닐지라도 매우 큰 작업량도 역시 아님
이동 배치의 크기가 작음
• 가능하다면 하나만…
가장 빠른 납기 (EDD) 우선권
• 비록 준비교체를 해야만 하더라도,”항상 ” 주문에 의한 생산을 먼저 하라.
• 재고를 위한 생산은 절대적으로 필요할 때에만 하라.
일별 생산 계획
CCR이 아닌 자원(공정)들에서는 할 일이 없어 한가한 시간을 즐기라.

TOC 스케쥴링 - DBR
72 Theory of Constraint
1단계: 제약조건을 찾아낸다.
RM
수요:
주당 50 Units
95
708060
80 75 50 120
2 3
4 5 6 7
8
1
주당 생산능력
RM
이 시스템의 생산 능력은 얼마나 되나?
공장의 output을 제한하는 자원은 어느 것인가 ?

73 Theory of Constraint
2단계: 제약조건 활용 방법을 결정한다.
RM
수요:
주당 50 Units
95
708060
80 75 50 120
D
2 3
4 5 7
8
1
RM
제한하는 자원의 산출량은 최대화한다.
- 가동의 최대화 (식사/휴식 시간 작업, 잔업 등)Take action!
- 예방보전 철저, 최고의 숙련 작업자 배치
FOCUS! - 우선적으로 Setup 절약
- 자재부족으로 쉬는 일이 없도록 사전 조치

74 Theory of Constraint
2단계: 제약조건 활용 방법을 결정한다.
708060
80 75 50 120
DTIME
BUFFER
RM
수요:
주당 50 Units
95D
2 3
4 5 7
8
1 A
S
RM
Time Buffer로 제약조건 기계 D를 보호한다…
… 무엇으로부터 보호?
기계 4 와 5가 고장으로 작업이 중단되는 것…

75 Theory of Constraint
3단계: 시스템을 제약조건에 종속시킨다.
수요:
주당
50 Units95
708060
50 120
D
80 75
D
시간버퍼
RM
RM D
2 3
7
8
1
4 5
원자재 투입: 50
“납기일 - PT (4,5,D,7,8) – 시간 버퍼(D)”
원자재 투입: 50
“납기일 - PT (1,2,3,8) – 시간버퍼(S + A)”
A
S

76 Theory of Constraint
수요:
주당
50 Units95
708060
50 120
D
80 75
D
시간버퍼
RM
RM
2 3
7
8
1
4 5
S
A
What About Our Goal?
1. 리드타임과 정시납품? 단축되고 일관됨
증가됨2. 매출(Throughput)?
감소됨3. 재고?
4. 경비? 감소됨

77 Theory of Constraint
DrumDrum--BufferBuffer--Rope:Rope:현실적이며현실적이며 쉬운쉬운 실행도구실행도구
드럼버퍼
집중된일정계획 수립
DRUMDRUM
시스템의Throughput 보호
BUFFERSBUFFERS
자재 투입시기통제
ROPEROPE
95
708055
50 120
D
80 75
D
RM
RM
A
조립버퍼
S
출하버퍼
질문:
- 생산현장의 문제에 대처하는 시기가 언제인지 어떻게 아는가?
- DBR이 소요시간과 순이익에 미치는 장기적인 영향은 무엇인가?

78 Theory of Constraint
Ⅴ. DBR의 활용 – APS 예제
1.제조 공정에 관한 정보
주문 수량 납기 ㈜
주문 1 600 EA 5주
주문 2 600EA 9주
주문 3 600EA 13주
주문 4 600EA 17주
주문 5 600EA 21주
자원 능력자원 수량기계 1 1기계 2 1기계 3 1기계 4 1
생산 공정 능력
공정명 기계명 소요시간 1lot소요시간공정 70 1주공정 60 기계 4 4분/개 1주공정 50 기계 3 8분/개 2주공정 40 기계 2 4분/개 1주공정 30 기계 3 8분/개 2주공정 20 기계 2 4분/개 1주공정 10 기계 1 4분/개 1주
하루 8시간일주일 5일
8*5*60=2400분

79 Theory of Constraint
2. 공정 라우팅주문
공정 70
공정 30
공정 60
공정 50
공정 40
공정 10
공정 20
공정 재고 수량
공정 30분 300EA
원자재
80 Theory of Constraint
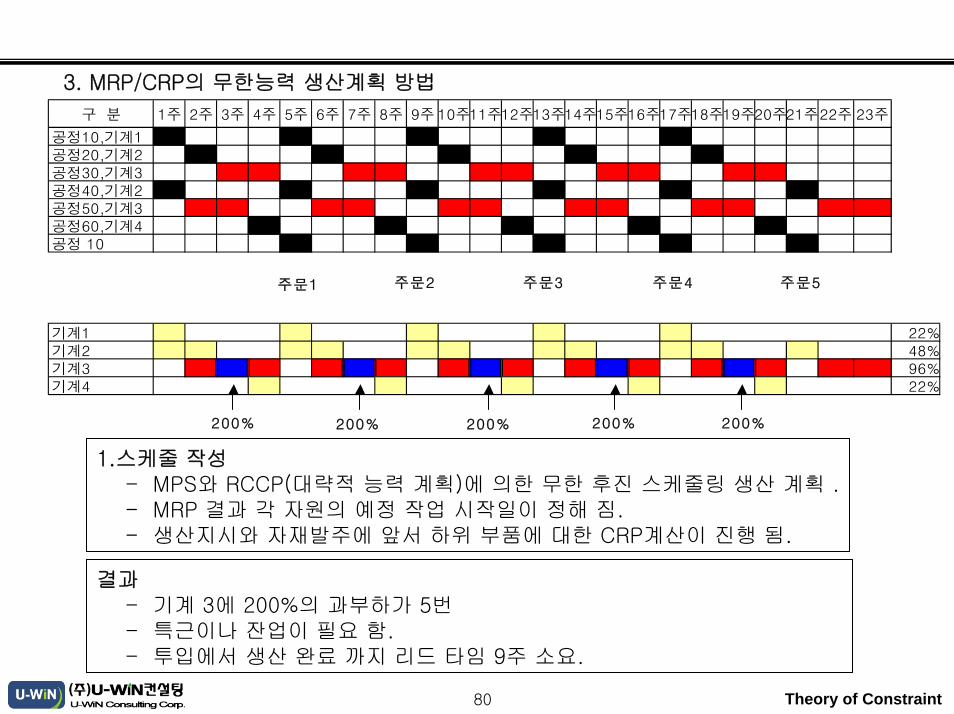
3. MRP/CRP의 무한능력 생산계획 방법
구 분 1주 2주 3주 4주 5주 6주 7주 8주 9주 10주11주12주13주14주15주16주17주18주19주20주21주22주 23주
공정10,기계1공정20,기계2공정30,기계3공정40,기계2공정50,기계3공정60,기계4공정 10
기계1 22%기계2 48%기계3 96%기계4 22%
200% 200% 200% 200% 200%
주문1 주문5주문4주문3주문2
1.스케줄 작성- MPS와 RCCP(대략적 능력 계획)에 의한 무한 후진 스케줄링 생산 계획 .- MRP 결과 각 자원의 예정 작업 시작일이 정해 짐.- 생산지시와 자재발주에 앞서 하위 부품에 대한 CRP계산이 진행 됨.
결과- 기계 3에 200%의 과부하가 5번- 특근이나 잔업이 필요 함.- 투입에서 생산 완료 까지 리드 타임 9주 소요.

81 Theory of Constraint
4. MRP/CRP의 무한능력 생산계획 방법(기계 3 평준화)
공 정 1주 2주 3주 4주 5주 6주 7주 8주 9주 10주11주12주13주14주15주16주17주18주19주20주21주22주 23주
공정10,기계1공정20,기계2공정30,기계3공정40,기계2공정50,기계3공정60,기계4공정 10
기계1 22%기계2 43%기계3 78%기계4 17%
주문1 주문5주문4주문3주문2
2.스케줄 작성- 기계 3의 과부하를 평준화 시킴.- 한번의 MPS와 RCCP 2번의 MRP/CRP를 수행
결과- 납기 지연 4회 (주문 2,3,4,5)- 전체의 제조 기간이 증가(4주)로 쓰루풋 감소.

82 Theory of Constraint
5. 현장 작업 반장의 생산 계획
공 정 1주 2주 3주 4주 5주 6주 7주 8주 9주 10주11주12주13주14주15주16주17주18주19주20주21주22주 23주
공정10,기계1공정20,기계2공정30,기계3공정40,기계2공정50,기계3공정60,기계4공정 10
기계1 22%기계2 43%기계3 91%기계4 22%
주문1 주문4주문3주문2 주문5
3. 스케줄 작성- 현장 작업 반장의 스케줄 방법- 현실을 감안 함.- 현재의 상황에서 수요(납기,수량).가용 자재 .인원 등을 감안 한
유한 전진 스케줄링
결과- 전체의 제조 리드 타임 준수- 비제약 공정이 너무 일찍 시작되어 동기화 미흡- 재공재고 증가- 납기 지연 2회 (주문 2,4)

83 Theory of Constraint
6. DBR 유한능력 생산 계획
공 정 1주 2주 3주 4주 5주 6주 7주 8주 9주 10주11주12주13주14주15주16주17주18주19주20주21주22주 23주
공정10,기계1공정20,기계2공정30,기계3공정40,기계2공정50,기계3공정60,기계4공정 10
기계1 22%기계2 48%기계3 91%기계4 22%
주문1 주문4주문3주문2 주문5
4. 스케줄 작성- DBR을 적용하여 기계 3(CCR)을 기준으로 유한 일정 수립.- 다른 공정을 이 제약 공정에 맞추어 일정을 수립 함.
즉 공정 30,50은 CCR을 기준으로 전 공정은 후진 계산하고후행 공정은 전진 계산 한다.
결과- 전체의 제조 리드 타임 준수- 납기 지연 2회 (주문 2,4)- 스케줄이 현실적이고 동기화 됨.- 최소의 재고,쓰루풋 확보 ,계획의 간편 함.

84 Theory of Constraint
공 정 1주 2주 3주 4주 5주 6주 7주 8주 9주 10주11주12주13주14주15주16주17주18주19주20주21주22주 23주
공정10,기계1공정20,기계2공정30,기계3공정40,기계2공정50,기계3공정60,기계4공정 10
기계1 22%기계2 48%기계3 96%기계4 26%
주문1 주문3주문2 주문4 주문5
7. DBR 유한 능력 생산계획(생산로트와 이동로트 구분)
5. 스케줄 작성생산 LOT(600 EA)와 이동 LOT(60 EA) 구분
결과- 전체의 제조 리드 타임 준수- 납기 준수- 총 제조 리드 타임 4주 단축- 생산 계획 단계에서 사용 가능하므로 자재와 공정 능력이 일정 계획에
반영 되면서 단 한번으로 순식간에 모든 계획이 확정 됨. (APS)- 자재의 공급 시기와 수량을 미리 예측 할 수 있고 생산 완료 시기를 알
수 있어 스케줄 관리가 용이 하다.

85 Theory of Constraint
8. 시사점
MRP/CRP의 무한 후진 계산 방법은 상세 일정 계획에 논리적으로 한계를보이고 있다는 점.
MPS 작성에는 자재 수급 상황과 공정 능력의 가용성이 함께 감안 되어야한다는 점.
계획 부문과 실행 부문이 통합적으로 운영 되어야 한다는 점.

Ⅵ. VAT 분석
86 Theory of Constraint

공장의 종류 3가지
87 Theory of Constraint
V 공장한가지 원료에서 많은 종류 제품
철강, 섬유, 화학 - 자본 집약적
A 공장많은 부품을 조립하여 소품종 생산
자동차, 항공기 -많은 노동력 필요
T 공장V 형과 A 형의 혼합형
타이어, 가전 제품, 전기 응용기기

V 공장
88 Theory of Constraint
1. 철강산업
MCL 1 MCL 2 MCL 3 TCA OCA DCB CR1
SPL CPL CTM
SHR SLT TLL
CPCM
DESPATCHNORTH
DESPATCHPAINT
DESPATCHSOUTH
DESPATCHCRM
Continuous pickle cold mill
Metal coating lines
Shear Line
Slitting line
DecarbonisingCold rolling
Tension leveller
Continuoustemper mill
FINISH FINISH FINISH FINISH FINISH
Annealing

89 Theory of Constraint
2. 모델 및 통제점
A B C D E F
:시작 공정
:분기점
:B/N(CCR)
:공 정
:버퍼

90 Theory of Constraint
3. 특성
모든 제품이 비슷한 공정
자재및 능력 배정이 생산성을 좌우
많은 제품, 제품배합이 복잡
과다한 완제품 재고
고객서비스 미흡
제조부서는 수요변동에 불만
영업부서는 느린 공급에 불만

91 Theory of Constraint
4. 통상적 방법
고객 서비스:
• 예측기법 개선
• 창고에 많은 재고 유지
생산원가 절감:
• 직접 인건비 감축
• 공정 수율 향상과 스크랩 감축

92 Theory of Constraint
5. 일정계획
자본 집약적 장비의 완전 활용
최대 산출을 위한 작업의 순서 지정
수요에 맞춘 장비활용(수요 vs. 공정능력)
공정이 진행되면서 배취 크기 감소
공정/품질 수율을 반영
대개 1곳의 CCR, 그 앞에 time buffer
A형 공장
93 Theory of Constraint
1. 항공기 산업

94 Theory of Constraint
2. 모델 및 통제점
:시작 공정
:수렴/분기점
:B/N(CCR)
:공 정
:버퍼
B CA

95 Theory of Constraint
3. 특성
수렴(Converging) 형태 ;소품종 주문생산
조립 동기화(Synchronization)가 중요
• 잔치 아니면 굶기
제조과정의 자원배정이 문제
• 너무 큰 배취사이즈, 낮은 자원 활용도
리드 타임 감소의 압박
병목의 이동 현상
자재 조달에 초점
• ERP, 재고 시스템 등이 필수

96 Theory of Constraint
4. 일정계획
초과 잔업, 높은 재고수준, 납기 지연
조립부품의 동기화
• 버퍼관리에 의한 통제
가공배취와 이동배취 크기를 최소화
다수의 CCR 존재
주요 통제점 : 자재투입, 조립작업, CCR
CTP(Capable-to-Promise)

T형 공장
97 Theory of Constraint
1. 자동차 산업

98 Theory of Constraint
2. 모델 및 통제점
A B C D E F
STORES STORES

99 Theory of Constraint
3. 특성
제조 부품의 조립 중심(Assemble-to-Order)
범용 설비, 다용도 공장
고객의 짧은 리드타임 요구, 긴 구매.생산 소요시간, 수요예측의 어려움
조립을 위한 재공부품 준비
가용 자재에 대한 자료부족, 제한된 설비 활용, 리드 타임 감소가 문제
A 공장과 유사하나, 조립부문이 서로 반대(converge <-> diverge)

100 Theory of Constraint
4. 일정계획
능력(capa)의 부족보다는 운영의 문제
주문에 따른 부품의 할당
조립공정에서 발생하는 부품 부족(stealing)
예측에 의한 부품 주문, 주문 조립
조립직전까지는 make-to-stock형태
주요 통제점 : 원자재 투입, CCR, 조립

DBR의 적용
101 Theory of Constraint
V 공장재공재고 쌓이는 곳이 CCR(단일)
분기점에서 배취 크기 결정이 중요(Drum)
원자재 투입시기 결정(Rope)
모델링에 많은 시간 소요
A 공장독촉이 많은 곳이 CCR(복수)
자재 투입시기가 중요(Rope)
조립버퍼에 의한 일정관리
T 공장분기점= 배취 크기
수렴점= 동기화, Buffer 관리

혼합형 공장들
102 Theory of Constraint