Embed Size (px)
Citation preview

CO
DOI: 10.1002/adem.201200340MM
UN
ICAT
Thermodynamic-Mechanical Modeling of Strain-Induceda(-Martensite Formation in Austenitic Cr–Mn–Ni As-CastSteel**
ION
By Alexander Kovalev,* Marco Wendler, Andreas Jahn, Andreas Weiß and Horst BiermannDue to the excellent combination of strength and ductility
properties, austenitic Cr–Mn–Ni steels are subject of many
recent investigations. Examples are the studies of mechanical
behavior and microstructure evolution during deformation as
well as the characterization of TRIP/TWIP effects and their
relation to thermodynamics.[1–4] The main advantage of these
Cr–Mn–Ni steels is that they have equal properties and
behavior in the wrought and the cast state despite the
enormous difference in the grain size which is about 30 mm in
the wrought state and more than 1000 mm in the cast state.[1,5]
This allows an application directly in the as-cast state without
further processing.
In austenitic Cr–Mn–Ni steels, different stress- and
strain-induced deformation mechanisms and phase transfor-
mations can occur. The stress-induced processes occur during
the elastic deformation, i.e. at stresses below the yield strength
of the austenite. By contrast, the strain-induced processes
occur during the plastic deformation of the austenite, i.e. at
stresses above the yield strength.[6] The type of deformatio-
n-induced process activated depends on the chemical
composition and temperature. Previous studies have indi-
cated the possibility of g!a0, g! e, e!a0, and g! e!a0
martensite formations, twinning, and dislocation glide
mechanisms (regular dislocations, formation of extended
stacking faults by movement of Shockel partial dislocations,
formation of glide bands with high density of stacking faults)
in the austenitic Cr–Mn–Ni steels.[2] A significant increase in
ductility is obtained when martensite and twins are formed
during plastic deformation of metastable austenite. Therefore,
it is necessary to define the temperatures and stress values
where stress- and strain-induced martensite and twins can
form. Understanding transformation- and twinning-induced
[*] A. Kovalev, M. Wendler, Prof. A. Weiß, Prof. H. BiermannInstitute of Iron and Steel Technology, TU BergakademieFreiberg, 09596 Freiberg, GermanyE-mail: [email protected]
Dr. A. JahnVallourec and Mannesmann Deutschland GmbH, 40472Dusseldorf, Germany
[**] The authors would like to thank all of the staff involved in thecollaborative research centre 799, especially Dipl.-Wi.-Ing.Steffen Wolf for the carrying out of the tensile tests, and theGerman Research Foundation (DFG) for financial support ofthese investigations.
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340 � 2013 WILEY-VCH Verla
plasticity requires the knowledge of the formed martensite
fractions and twin activity as well as the additional elongation
values imparted by the phase transformation and twinning.
For this purpose, Stress-Temperature-Transformation (STT)
and Deformation-Temperature-Transformation (DTT) dia-
grams are used. STT und DTT diagrams summarize all
knowledge about the deformation-induced structure trans-
formations including martensite formation and twinning, and
illustrate the TRIP and TWIP effects. In the present study, the
STT and DTT diagrams are presented for a new austenitic
Cr–Mn–Ni cast steel, which shows depending on the
temperature both, the TRIP as well as the TWIP effect.
The close relation between STT and DTT diagrams and
thermodynamics was shown in earlier publications.[3,7] Thus,
the course of the triggering stress for the deformation-induced
martensitic transformation correlates with the chemical
driving force available for this transformation. The transfor-
mation of austenite into martensite starts at a critical Gibbs
free energy change, the so-called ‘‘nucleation threshold’’. By
definition, reaching this threshold produces 1% martensite.
The nucleation threshold for the martensitic transformation
depends upon the chemical composition.[8–10]
The thermodynamic stability of the phases and the kinetics
of deformation-induced twinning and martensite formation
are reflected in the STT and DTT diagrams. In this context, the
present work aims at predicting, thermodynamically, the
maximum deformation-induced martensite fraction as a
function of temperature. For simplifying the calculation,
following conditions were set: (i) a quasi-static uniaxial tensile
deformation with a very low strain rate and (ii) the exclusion
of the grain size effect on the thermodynamics. The influence
of the austenitic grain size on the deformation-induced
transformations as well as on the martensite start temperature
MS is discussed in some publications.[11,12] However, the
strong effect can be observed more probable in the range of
very fine grain sizes.[12] In the Cr–Mn–Ni steels, no significant
differences in material properties and behavior were observed
comparing the austenite grain sizes of about 30 mm and more
than 1000 mm in the wrought and the cast state, respectively.[1,5]
1. Theoretical Background
1.1. Thermodynamics of Martensitic Transformation
The thermodynamics of thermal as well as deformation-
induced martensitic transformations is explained schematically
g GmbH & Co. KGaA, Weinheim wileyonlinelibrary.com 1

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
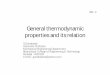
Fig. 1. Schematic representation of the mechanical energy contribution to the thermo-dynamic driving force for the martensitic transformation. Fig. 2. Schematic illustration of chemical and total (chemicalþmechanical) driving
forces for the martensitic transformation.
in Figure 1. The change of the Gibbs free energy, DG, for
the g!a transformation is negative at temperatures below
the T0 temperature (where g and a have an identical Gibbs
free energy). The metastable austenite can transform below
T0 into martensite spontaneously when the nucleation
threshold DGK (a critical change in Gibbs free energy) is
reached at temperatures below the MS temperature (marten-
site start temperature) or by mechanical loading at tempera-
tures higher than MS. With the addition of mechanical
energy Wmin (see the energy coordinate system on the right
side of Figure 1), the nucleation threshold for martensite
formation will be achieved above the MS temperature and
the stress- or strain-induced martensite transformation will be
enabled.[11,13] The ‘‘nucleation thresholds’’ can be defined for
martensite fractions other than 1%, for instance 2% and up to
100% martensite (DG2%. . .DG100%), as shown in Figure 1. These
thresholds can be reached thermally, through the cooling. For
example, the energy threshold for the formation of 100%
martensite is equal to the DG value for the g!a transforma-
tion at the MF temperature (martensite finish temperature
for full martensitic transformation). Analogous to DGK, the
thresholds DG2%. . .DG100% can also be reached through a
combination of chemical driving force provided by cooling
and the mechanical energy. The resulting or total driving force
available for the martensitic transformation during deforma-
tion would then be the sum of the chemical driving force and
the mechanical energy:
DGtotal ¼ DGg!a þW (1)
The energy Wgmax denotes the mechanical energy, which
can be supplied by the austenite for the martensitic
transformation during the deformation. Wgmax is proportional
to the tensile strength of austenite. Wfg marks the maximum
mechanical energy, which can be supplied to the steel by
tensile loading up to the yield strength. At the Md temperature
(deformation-induced martensite start temperature), which is
the highest temperature for the deformation-induced mar-
tensite formation, the minimum energy needed to start the
martensite formation Wmin reaches its maximum value that is
2 http://www.aem-journal.com � 2013 WILEY-VCH Verlag GmbH
equal to Wgmax at this temperature. At the MSs temperature (the
stress-induced martensite start temperature) the energy Wmin
is equal to Wfg. The strain-induced martensite formation
occurs at temperatures below Md and the stress-induced
martensite formation occurs below the MSs temperature
depending on the level of the mechanical load. For example,
below the MSs temperature, the stress-induced martensite
forms at low stresses followed by the strain-induced
transformation at stresses above the yield strength.
Figure 2 is an alternative representation of Figure 1. The
mechanical energy coordinate is eliminated and instead, the
mechanical energy contribution to the thermodynamic
driving force is taken into account by offsetting the latter
by the values of Wfg and Wg
max as shown in Figure 1. The line
DGg!a is therefore the pure chemical driving force for the
g!a transformation. The distance between DGg!a and the
nucleation threshold DGK defines the minimum mechanical
energy Wmin, which is required for the start of the
deformation-induced martensitic transformation in the tem-
perature range between MS and Md. This condition is
described by the following equation:
DGtotal ¼ DGK ¼ DGg!a þWmin (2)
The Wfg offset line shows the total driving force, i.e. the
sum of the chemical driving force and mechanical energy
(DGg!aþWgf) at the load up to the yield strength. This line
intersects the nucleation threshold DGK at the MSs tempera-
ture. At this temperature, the energy Wmin is equal to the
energy Wfg. The largest possible driving force is represented
by the Wgmax offset line, which is the sum of the chemical
driving force and the maximum mechanical energy Wgmax
provided by the austenite:
DGmaxtotal ¼ DGg!a þWgmax (3)
The intersection of the Wgmax offset line with the nucleation
threshold defines the Md temperature at which the energy
Wmin is equal to the energy Wgmax.
& Co. KGaA, Weinheim
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
Fig. 3. Spontaneous (athermal) and deformation-induced martensitic transformation for steels with anincreasing austenite stability from (a) to (d).
Fig. 4. Schematic STT diagram for the deformation-induced martensitic transform-ation.
The schemes in Figure 3 are intended to clarify, thermo-
dynamically, the spontaneous (athermal) and deformatio-
n-induced martensitic transformations in four hypothetical
steels with different austenite stabilities.
Thus, the steel with the lowest austenite stability
(Figure 3a) can become fully martensitic by cooling to the
MF temperature even without deformation. At a higher
austenite stability (Figure 3b), the spontaneous martensitic
transformation does not proceed to completion and mechan-
ical deformation is needed to obtain a fully martensitic
microstructure. At a still higher austenite stability (Figure 3c),
no spontaneous martensitic transformation can take place
and no MS temperature can be defined. Nevertheless, the
deformation-induced martensite formation is still possible,
both stress- and strain-induced. In the most stable steel
(Figure 3d), neither MS nor MSs temperature can be defined.
Only strain-induced martensite formation occurs in this steel,
because the nucleation threshold can be reached only by
plastic deformation.
1.2. Schematic STT and DTT Diagrams
The STT and DTT diagrams will be explained in the
following using the example of an alloy in which dislocations
glide and only one martensitic transformation are the possible
deformation mechanisms.
The schematic STT diagram in Figure 4 shows the
characteristic stresses and phase transformations as functions
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340 � 2013 WILEY-VCH Verlag GmbH & Co. KGaA, W
of temperature. The tensile strength RmSteel
and the yield strength sf of the steel, the
tensile strength of the austenite Rmg, and the
triggering stress for the deformation-induced
martensite formation sAg!M are also plotted
in the diagram.
The characteristic temperatures MS, MSs,
and Md are deducible from diagrams of this
type.[14–16] At the Md temperature, the
triggering stress sAg!M reaches the tensile
strength of the austenite Rgm. The tempera-
ture MSs is defined at the intersection of the
triggering stress sAg!a0 and the yield
strength of the austenite sgf. The stress Rg
m
is the tensile strength of austenite in the
absence of a phase transformation. Rmg is the
highest stress which the austenitic phase can
obtain by the shear band deformation
mechanism.[17] The deformation-induced
martensite fraction increases proportional
to the difference between sA and the strength
of austenite. Figure 5 shows schematically the
temperature dependence of strain-induced,
stress-induced and spontaneous martensitic
fraction.
In the temperature range between Md and
MSs, the strain-induced martensite fraction
increases proportional to the difference
between sA and the strength of austenite.
Below the MSs temperature, the stress-induced martensite
fraction increases. At temperatures lower than the MS
temperature, the spontaneous martensite fraction increases
at the expense of the stress- and strain-induced martensite
fractions. Since the additional elongation caused by the TRIP
effect is proportional to the strain-induced martensite fraction,
as will be demonstrated in the DTT diagram, the maximum
uniform elongation takes place at the temperature where the
strain-induced martensite fraction is highest.
einheim http://www.aem-journal.com 3

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
Fig. 5. Spontaneous, strain-induced and stress-induced martensite fractions afterdeformation as functions of the temperature.
Some similarities can be recognized between the thermo-
dynamic diagrams of the type shown in Figure 1 and the STT
diagrams. The energy term Wmin for instance relates to the
triggering stress sAg!M for the deformation-induced mar-
tensite formation. Similarly, the energy term Wgmax, which is
the largest mechanical energy, which can be supplied to the
austenite, is proportional to the tensile strength of austenite
(compare Figure 1 and 4). The yield strength on the other hand
correlates with the energy term Wfg.
The DTT diagram is directly related to the STT diagram, as
a corresponding strain or elongation value exists for each
phase transformation field in the STT diagram. The DTT
diagram, Figure 6, shows the uniform elongation of austenite
Agg caused by the dislocation glide deformation and uniform
elongation of the steel AgSteel. The elongation of austenite Deg
decreases continuously with decreasing temperature. The
uniform elongation of the steel, however, increases in the
temperature range of Md to MSs. It reaches a maximum at
the MSs temperature where the strain-induced martensite
fraction is highest. When the martensite formation takes place
during elastic deformation (below MSs) or spontaneously (below
MS), the elongation of the steel decreases again. The additional
elongation denoted by DeM in Figure 6 is caused by the TRIP
effect and is proportional to the fraction of the strain-
induced martensite. The consequence of the strain-induced
Fig. 6. Schematic DTT diagram for the deformation-induced martensitic transform-ation.
4 http://www.aem-journal.com � 2013 WILEY-VCH Verlag GmbH
transformations is a temperature anomaly in the elongation of
the steel. This temperature anomaly is typical for steels with
TRIP or TWIP effect, starts at the Md temperature and displays
a maximum at lower temperatures. The temperature anomaly
ends slightly above the MF temperature where the strain-
induced martensite formation no longer arises.
1.3. Calculation of Mechanical Energy
For the calculation of mechanical energy provided by the
austenite for the martensite formation, a relationship must be
sought between the acting stress and the mechanical energy.
There are some publications treating this question.
The critical mechanical energy per unit transforming
volume for initiation of the martensite formation DGcr is
related to the uniaxial stress using the following equation:[18]
DGcr ¼ scrl3 (4)
where scr is the critical stress for start of the transformation
and l3 is the largest eigenvalue of the transformation
deformation tensor.
In another approach proposed by Shin et al.[19], the internal
strain energy uI can be expressed as:
uI ¼ 0:5sIa (5)
where sI and a are the internal stress and the internal strain,
respectively. The authors remarked that it is difficult to
determine the internal strain directly. But an approximate
incremental relationship exists between the internal strain and
elongation.
Already Patel and Cohen[13] examined the relation between
the energy needed for the transformation and the applied
stress. The energy is considered as a sum of two components:
the shear component (t0 g0) including the shear stress and
strain along the habit plane and the component (s0 e0)
including the normal components of the stress and of the
transformation strain. For uniaxial tensile deformation, the
mechanical energy can be expressed as a function of
orientation of habit plane (u – angle between the specimen
axis and the normal to the habit plane) using the value of the
applied or macroscopic stress (s):
U ¼ 0:5sðg0sin2u þ "0ð1þ cos2uÞÞ (6)
The parameters g0 and e0 are characteristics of the
transforming area and have the values of 0.2 and 0.04
respectively, in iron-nickel alloys.[13]
Thus, considering the approaches mentioned above, the
mechanical energy can be inferred from the acting stress
during the tensile deformation. For simplifying the matter, a
linear relationship between the mechanical energy provided
by the austenite for the transformation and the acting stress
can be used:
W ¼ Fs (7)
where F is a factor including the internal or the transformation
strain, the relation between the external and internal or
transformation stress, scaling from the transformation volume
& Co. KGaA, Weinheim
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
to energy per mol. In simplified terms, the factor F
considering Equation (6) can be expressed as:
F � a10:5ðg0sin2u þ "0ð1þ cos2uÞÞrm
(8)
where rm is the molar density for the conversion of the energy
per transformation volume into the energy per mol, and a1 is a
material-dependent constant including other influences.
Many terms in Equation (8) cannot be directly determined.
But they can be considered as constant for a given steel.
Therefore the factor F can be resolved using experimental
data and the calculated chemical driving force at the Mdg!a0
temperature, where the following condition is valid:
Wmin¼Wgmax¼FRm
g, and Rmg is known.
1.4. Experimental Procedure
The chemical composition of the investigated Cr–Mn–Ni
as-cast steel is given in Table 1. The steel was melted in an
induction furnace and cast into a sand mould. The tensile test
specimens (DIN50125-B6� 30, round cross-section with
threaded shoulder, 6 mm in diameter with a gauge length
of 30 mm) were machined from the cast ingots. After the final
machining, each sample was heat treated at 10508C for 30 min
under vacuum, followed by gas quenching. As isothermal
conditions or constant temperature of the specimens were
required for the tensile tests, the static tensile tests were
performed at a low strain rate of 4� 10�4 s�1 to avoid the
adiabatic heating of specimens by deformation. The flow
curve analysis was done after conducting tensile tests at
different temperatures in the range of �196 to 3008C.
Moreover, interrupted tensile tests were carried out for the
clear identification of phases and for the investigation of
martensite formation kinetics. The a0-martensite fraction was
determined by measurement of the ferromagnetic fraction
using a magnetic scale. In this method, the force of
the magnetic field induced by ferromagnetic phases in the
material is measured. The force is proportional to the
ferromagnetic volume fraction of the specimen. The ferro-
magnetic fraction of unknown materials can be determined
using a calibrated specimen with a measurement accuracy of
approximately 5%. In our steel, d-ferrite and a0-martensite
are the only possible ferromagnetic phases. To separate the
d-ferrite and martensite fractions, the fraction of d-ferrite in
the specimens was determined before deformation by light
optical microscopy (LOM). A detailed microstructure analysis
by LOM and EBSD of this steel is available in references.[2,20]
Furthermore, in situ SEM analysis using backscattered
electron contrast (EBSD) and electron channelling contrast
imaging during tensile tests can be found in ref.[21]
Table 1. Main Alloying Elements of the Investigated Steel, wt%.
C N Si Cr Mn Ni
0.034 0.033 1.0 15.5 6.1 6.1
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340 � 2013 WILEY-VCH Verlag G
Dilatometric investigations were performed using a BAHR
805A/D quenching and deformation dilatometer with a low
temperature unit. The dilatometry specimens were hollow
cylinders with a length of 10 mm, an outer diameter of 4 mm,
and an inner diameter of 2 mm. Each specimen was heated at
10 K s�1 to 10508C and held for 30 min. The specimens were
subsequently cooled at 10 K s�1 in order to measure the MS
temperature.
For the determination of the driving force and the
nucleation threshold for the g!a0 phase transformation,
the Gibbs energy change DG for this transformation was
calculated as a function of temperature. The calculations were
performed using Fact Sage (Thermfact and GTT Technologies)
with the SGSL database.
2. Results and Discussion
2.1. STT and DTT Diagrams
The deformation-induced processes described by the
tensile strength RmSteel and the yield strength s0.2 of the steel,
the tensile strength of the austenite Rmg, the triggering stresses
sAg!a0 and sA
g! e for deformation-induced a0- and
e-martensite formation, respectively, and the triggering stress
sAg!Tw for twinning are all shown for the studied steel in the
STT diagram of Figure 7 as functions of temperature. The
triggering stresses and the tensile strength of the phases
involved in the deformation-induced processes determine the
stress-temperature fields for the possible deformatio-
n-induced structural changes (martensite formation, twin-
ning, deformation by dislocation glide etc.). The position of
these fields will vary when the chemical composition is
changed. The corresponding DTT diagram indicating the
uniform elongation of the steel AgSteel and the uniform
elongation of austenite Agg is also shown in Figure 7. Here, the
height of a plasticity mechanism field at a given temperature
denotes the amount of the elongation or plasticity caused
by that mechanism. In contrast to STT diagrams, the field
boundaries in DTT diagrams do not indicate the initiation of
deformation-induced processes. It must be noted that all
solid lines in the diagrams of Figure 7 are experimentally
determined from analysis of tensile stress-strain curves.
The dashed lines, on the other hand, are predicted or
approximated.
According to microstructural investigations,[20,21] defor-
mation-induced twinning, g!a0, and g! e martensitic
transformations occur in this steel within the investigated
temperature range. The formation of twins and a0 martensite
can be induced by deformation at temperatures below Td
(deformation-induced twinning start temperature) and Md
temperatures, respectively. The Td temperature is the highest
temperature for deformation-induced twinning. Below the
Tdg!Tw temperature, twinning occurs upon reaching the
triggering stress for twinning sAg!Tw, which is, however, not
verified by experiments yet. This results in a minor increase in
the strength, combined with a significant gain in elongation as
shown in the DTT diagram. The temperature anomaly of
mbH & Co. KGaA, Weinheim http://www.aem-journal.com 5

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
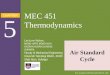
Fig. 7. STT and DTT diagrams for a austenitic cast steel 16Cr–6Mn–6Ni.
elongation begins at the Tdg!Tw temperature, which is
approximately 2508C. The e-martensite was indexed by EBSD
in the microstructure at the deformation temperatures below
608C.[20] Therefore, the Mdg! e temperature is marked at 608C
in the STT diagram.
The austenite, which is strain hardened by dislocation
glide, formation of shear bands and twinning transforms into
martensite below the MdgþTw!a0 temperature. This is the
highest temperature at which a0-martensite is observed and
lies in the vicinity of 1008C. Additionally, at temperatures
below Mdg!a0, the austenite deformed by dislocation glide
transforms preferentially in glide bands of high stacking fault
density directly into a0-martensite[20,21] upon reaching the
triggering stress sAg!a0. In the temperature range between
approximately 0 and �508C, the triggering stress for
a0-martensite formation is very low, and austenite transforms
directly into martensite almost without twinning or
e-martensite formation. At lower temperatures, the
e-martensite formation and twinning activate before the
a0-martensite formation, and counteract the pronounced
decrease in plasticity initiated below the Mdg!a0 temperature.
For complete characterization of the strain-induced a0
martensite formation, the isolines for the a0-martensite
volume fraction are drawn on the g!a0 martensitic
transformation field of the STT diagram. These isolines
6 http://www.aem-journal.com � 2013 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
illustrate the kinetics of a0-martensite forma-
tion depending on temperature and tensile
stress. It has to be noted, that the volume
fraction of a0 martensite is very sensitive on
the chemical composition of the studied steel,
in particular on the C and Ni concentration,
respectively.
In addition, isothermal martensite forma-
tion can be observed in the Cr–Mn–Ni steel.[1]
Hence, the MSi temperature in the STT and
DTT diagrams marks the highest tempera-
ture for the isothermal martensitic transfor-
mation. Therefore, the stress value measured
at the second inflection point in the flow
curves is higher than Rmg and corresponds
to the stress Rmgþa0(isotherm).[3] Therefore,
Rmg was estimated based on the measured
Rmgþ a0(isotherm) values. A revision of the Rg
m
course showed, that its increase at low
temperatures was too high compared with
similar austenitic steels.[14,22] The course of
Rmg was therefore accordingly corrected.
The deformation mechanism map, with
corresponding values of uniform elongation
of steel AgSteel and that of austenite Ag
g, is
illustrated in the DTT diagram. Additionally,
the degree of elongation contributed by
glide Deg, twinning DeTw and strain-induced
martensite transformation Dea0 are shown in
the DTT diagram. At the onset of temperature
anomaly of elongation at 2508C, the twinning
mechanism is responsible for the strong increase of elongation
with decreasing temperature (DeTw). Below approximately
�508C, the strain-induced g!a0 mechanism (Dea0) is
partially replaced by the g! e or twinning mechanism. The
changes of microstructure at low temperatures were
studied only by magnetic measurement during and after
deformation and microscopically after deformation. The exact
mechanism of straining running before the a0-martensite
formation, i.e. the stacking fault formation and/or e-formation
and/or twinning, respectively, was not studied microscopi-
cally. The maximum uniform elongation of about 0.45 is
achieved at 708C. A superposition of three-deformation
mechanisms glide of regular and partial dislocations in
austenite, TWIP, and TRIP effects – takes place at this
temperature and causes the highest uniform elongation. It
has to be mentioned that the borderline between the fields of
TWIP and a0-TRIP was corrected in a short temperature range
below the MdgþTw!a0 temperature, compared with earlier
publications.[22]
2.2. Gibbs Free Energy Change in the g!a Transformation
The DG value was calculated as the difference between the
Gibbs free energy of the a-(BCC)-phase and g-(FCC)-phase,
both of which have the same chemical composition, i.e.
the nominal chemical composition of the steel, because the
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
Fig. 9. Calculated and corrected DG curves for the g!a0 transformation.Fig. 8. Driving force and triggering stress for the g!a0 transformation of steels with 6and 9% Ni.
Fig. 10. Volume fraction of a0-martensite, normalized difference between the austenitestrength and the triggering stress sA
g!a0, and elongation gain by the a0-TRIP effect.
martensitic transformations run without diffusion. It should
be noted that the thermodynamic data for many components
are not available for temperatures below RT. The calculations
for lower temperatures are done using the extrapolated
thermodynamic data, and thus the calculated values may be
inaccurate at such temperatures. Therefore, the DG curve has
to be corrected below RT prior to using it for the modeling.
For this correction as well as for the determination of the
nucleation threshold, and of the mechanical energy for
triggering the g!a0 transformation, i.e. the Wmin energy, a
juxtaposition of the calculated driving force and the triggering
stress for the g!a0 transformation in the temperature range
of 60 to 1008C was used (Figure 8) together with the data of a
similar steel containing 9% Ni[22] at 508C. Moreover, the
driving force and the triggering stress can be considered
as practically linear and correlate to each other in this
temperature range.
The factor F (see Equation 7) and the nucleation threshold
DGK were calculated using the following relation:
Wmin¼FsAg!a0 ¼ jDGK�DGg!a j which is valid for both
steels simultaneously. Assuming, that the differences in the
triggering stresses between the two steels are caused by the
differences in the chemical driving forces, and that the nickel
variation does not influence the nucleation threshold, the
variables F and DGK can be resolved using the data of the two
steels together. After the regression analysis the following
values were obtained: F¼ 0.4566 and the nucleation threshold
for the g!a0 transformation DGK¼�2060 J mol�1 at a
temperature of about 608C. The value of the nucleation
threshold distinguishes from the value of �2270 J mol�1 as
reported in our earlier publication.[22] The integration of the
force-displacement curve obtained in the tensile test was
applied in the old method of calculation of mechanical energy.
This is too imprecise due to the amount of the heat energy
dissipated during the deformation, which is difficult to
quantify.
Then, given the correlation between DG and the course of
the mechanical energy for triggering the transformation Wmin,
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340 � 2013 WILEY-VCH Verlag G
the DG curve was corrected at the temperatures below 608C,
see Figure 9. In addition, the DG values when just the
extrapolated thermodynamic data are used in the calculations
are shown.
2.3. Strain-Induced a0-Martensite Formation and AdditionalElongation by a0-TRIP
Important information, such as the additional elongation
due to the a0-TRIP effect and the normalized difference
between the strength of austenite and the triggering stress
sAg!a0 can be derived from the STT and DTT diagrams.
These variables are shown in Figure 10 together with the
a0-martensite volume fraction as functions of the temperature.
It can be seen that these three curves correlate. There is a direct
relationship between the strain-induced martensite fraction
and the additional elongation. Moreover, these two variables
are directly related to the course of triggering stress, which
immediately reflects the chemical driving force. This fact
allows an approach to predict the maximum strain-induced
mbH & Co. KGaA, Weinheim http://www.aem-journal.com 7

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
martensite volume fraction as function of temperature based
on the thermodynamics of austenitic Cr–Mn–Ni steels.
2.4. Calculation of the Strain-Induced a0-Martensite VolumeFraction
For prediction of the strain-induced a0-martensite forma-
tion and its maximum volume fraction, the calculation of the
maximum total driving force is needed. As mentioned above,
the maximum total driving force can be calculated as the sum
of the chemical driving force and the highest mechanical
energy Wgmax, which can be provided by the austenite
(cf. Equation 3). The chemical driving force was calculated
using software for thermodynamic calculations and then it
was corrected using experimental data from tensile tests (see
Figure 9).
The F value of 0.4566 as determined above was used for
the calculation of the energy Wgmax and the maximum total
driving force for the g!a0 transformation, as shown in
Figure 11.
For each total driving force below the nucleation threshold
or for each temperature below Mdg!a0, a corresponding
Fig. 11. Chemical and total driving forces and the nucleation threshold (a) and a zoomedarea of a0-martensite formation with superimposed isolines of the volume fraction ofa0-martensite (b).
8 http://www.aem-journal.com � 2013 WILEY-VCH Verlag GmbH
experimentally measurable volume fraction of a0-martensite
Va0 exists. Therefore a relationship can be established between
the volume fraction of a0-martensite and the total driving
force. The data analysis showed, that a JMAK-type function
expresses the energetic and temperature dependence of the
volume fraction of strain-induced a0-martensite very pre-
cisely. As a result, the following equation was obtained after
the regression analysis:
Va0 ¼ 1� exp
�9:887�
�ð8:95þ 5:65� 10�3 � TÞ
� ðDGtotal � DGKÞDGK
�5:57! (9)
where the term (DGtotal�DGK)/DGK is the relative total
driving force above the nucleation threshold scaled by the
nucleation threshold. Figure 11b shows the area of the
strain-induced a0-martensite formation with isolines of
a0-martensite volume fraction, i.e. the energy thresholds for
several martensite fractions. It should be noted that this
energy thresholds or the isolines of a0-volume fraction are
obtained to be temperature-dependent for better matching the
experimental data. This possibility has been suggested earlier
in some publications.[9–10,13,23]
3. Conclusions
The microstructure evolution during deformation and the
mechanical behaviour of an austenitic Cr–Mn–Ni as cast steel
were investigated at various temperatures using several
complementary techniques. The deformation-induced twin-
ning and e/a0-martensite formation, i.e. the TWIP and TRIP
effects, occur in the investigated steel depending on the
deformation temperature. For characterisation and illustra-
tion of the TRIP/TWIP effects STT and DTT diagrams were
developed. These diagrams summarise all gained knowledge
regarding the deformation-induced processes and their
impact on the mechanical properties. The nucleation thresh-
old for the g!a0 transformation was determined, and the
calculated chemical driving force was corrected for tempera-
tures below 60 8C using experimental data. Finally, an
equation was proposed to describe the volume fraction of
strain-induced a0-martensite as a function of the total driving
force and the temperature.
Received: November 8, 2012
Final Version: April 8, 2013
[1] A. Jahn, A. Kovalev, A. Weiß, P. R. Scheller, S. Wolf,
L. Kruger, S. Martin, U. Martin, ESOMAT 2009 – The
8th Eur. Symp. Martensitic Transform. 2009, 05013,
DOI: 10.1051/esomat/200905013.
[2] S. Martin, S. Wolf, U. Martin, L. Kruger, A. Jahn, ESO-
MAT 2009 – The 8th Eur. Symp. Martensitic Transform.
2009, 05022, DOI: 10.1051/esomat/200905022.
& Co. KGaA, Weinheim
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340

CO
MM
UN
ICATIO
N
A. Kovalev et al./Thermodynamic-Mechanical Modeling of Strain-Induced a0-Martensite Formation
[3] A. Kovalev, A. Jahn, A. Weiß, P. R. Scheller, Steel Res. Int.
2011, 82, 45.
[4] L. Kruger, S. Wolf, S. Martin, M. Russel, U. Martin,
A. Jahn, A. Weiß, P. Scheller, MP Mater. Test. 2010, 52, 588.
[5] A. Jahn, Einfluss der Martensitbildung auf die
mechanischen Eigenschaften von ein- und mehrphasigen
gegossenen und warm gewalzten Cr-Mn-Ni Stahlen,
doctorate thesis, TU Bergakademie Freiberg, 2011.
[6] D. Fahr, Metall. Mater. Trans. B 1971, 2, 1883.
[7] A. Weiß, H. Gutte, Spannungs- Und Vervormungsindu-
zierte Martensitbildungen in Metastabilen Austenitischen
CrNi-Stahlen, habilitation thesis, TU Bergakademie
Freiberg, 2011.
[8] M. Palumbo, CALPHAD 2008, 32, 693.
[9] G. Ghosh, G. B. Olson, Acta Metall. Mater. 1994, 42, 3361.
[10] G. Ghosh, G. B. Olson, Acta Metall. Mater. 1994, 42, 3371.
[11] I. Tamura, Metall. Sci. 1982, 16, 245.
[12] H.-S. Yang, H. K. D. H. Bhadeshia, Scr. Mater. 2009, 60,
493.
[13] J. R. Patel, M. Cohen, Acta Metall. 1953, 1, 531.
ADVANCED ENGINEERING MATERIALS 2013,
DOI: 10.1002/adem.201200340 � 2013 WILEY-VCH Verlag G
[14] A. Weiß, H. Gutte, P. R. Scheller, Steel Res. Int. 2006, 77,
727.
[15] A. Weiß, D. Peisker, F. Tranta, H. Gutte, UTF Sci. 2002,
3, 18.
[16] A. Weiß, P. R. Scheller, H. Gutte, Steel Grips 2003, 1, 284.
[17] A. Weiß, H. Gutte, P. R. Scheller, in Stainless Steel,
European Congress – Stainless Steel Science and Market,
5, Centro De Investgationes Cientificas Isla De La
Cartuja, Sevilla 2005, 51.
[18] E. S. Perdahcoglu, H. J. M. Geijselaers, Acta Mater. 2012,
60, 4409.
[19] H. C. Shin, T. K. Ha, Y. W. Chang, Scr. Mater. 2001, 45,
823.
[20] S. Martin, S. Wolf, U. Martin, L. Kruger, Solid State
Phenomena 2011, 172–174, 172.
[21] H. Biermann, J. Solarek, A. Weidner, Steel Res. Int. 2012,
83, 512.
[22] A. Kovalev, A. Jahn, A. Weiß, S. Wolf, P. R. Scheller, Steel
Res. Int. 2012, 83, 576.
[23] G. Ghosh, G. B. Olson, Acta Mater. 2002, 50, 2655.
mbH & Co. KGaA, Weinheim http://www.aem-journal.com 9