Embed Size (px)
Citation preview

Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
PHẦN III :THIẾT KẾ DAO CHUỐT LỖ THEN HOA CHỮ NHẬT Đề bài : thiết kế chuốt lỗ then hoa chữ nhật theo hình vẽ và kích thước dưới :
Then hoa loại định tâm theo lắp ghép theo yếu tố định tâm
lắp ghép theo b
chiều dài lỗ L ( mm )
vật liệu chi tiết
Trung D H7/e7 F8/h11 L = 65 Thép C301.Chi tiết gia công : Chi tiết gia công là lỗ then hoa chữ nhật với các yêu cầu như trên. Vậy cấp chính xác kích thước : D là H7 d là H11 b là F8Tra sổ tay công nghệ với vật liệu thép C30 có σb= 500 N/mm2 Lỗ phôi để chuốt ra lỗ then hoa là lỗ trụ có : Φ = 36 Trong sản xuất hàng loạt , hàng khối để đạt năng suất và tính kinh tế cao trong gia công lỗ then hoa ta thường sử dụng phương pháp chuốt . Với chuốt lỗ then hoa chữ nhật ta chọn phương pháp chuốt lỗ theo sơ đồ chuốt ăn dần và sử dụng dao chuốt kéo để tăng độ chính xác lỗ then hoa chữ nhật .3.Chọn vật liệu phần cắt , phần đầu dao ( phần cán ) :
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 1

Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
Với vật liệu gia công là thép C30 có σb=500N/mm2 , tra sổ tay thiết kế ta chọn như sau :-Vật liệu phần cắt ( tính từ phần định hướng phía trước trở về sau ): thép gió P18-Vật liệu chế tạo phần đầu dao ( phần cán ) : thép C454.Thiết kế dụng cụ cắt : 4.1.Xác đinh lượng dư chuốt :
Lượng dư chuốt lỗ then hoa là hiệu số đường kính răng sửa đúng và đường kính lỗ phôi trước khi chuốt : A=D−d
2=42−36
2=3(mm)
4.2.Xác định lượng nâng của răng dao chuốt ( chiều dày lớp cắt ) , số răng dao chuốt . - Tra bảng 4.3.1 ( Hướng dẫn thiết kế dụng cụ cắt tập 2 ) với vật liệu gia công là thép C30 có σb= 500 N/mm2 ta được : Lượng nâng của răng cắt thô là : Sz = 0,04÷0,06 mm => chọn Sz = 0,06 mm-Số răng sửa đúng : Zsđ=5 răng ( theo bảng 4.3.3e HDTKDCC tập 2 )-Số răng cắt tinh chọn được: Ztinh=3răng -Lượng nâng răng cắt tinh thứ nhất : Sz1= 0,8.Sz = 0,8 . 0,06=0,048mm-Lượng nâng của răng cắt tinh thứ hai : Sz2 = 0,6.Sz = 0,6 . 0,06 = 0,036mm-Lượng nâng của răng cắt tinh thứ ba : Sz3 = 0,4 Sz = 0,4 . 0,06 = 0,024 mm-Số răng cắt thô:
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 2

Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
Zthô=Athô
SZ+1, cộng vào 1 răng vì răng đầu tiên có lượng nâng = 0 để sửa ba via
Zthô=[ A−(SZ 1+SZ 2+SZ 3)SZ ]+1=¿
Phần dư của A thô
Sz sẽ bằng 0,032 mm > 0,015 mm vậy ta lấy thêm 1 răng cắt thô nữa
và số răng cắt thô là : Zthô = 50 răng .Khi đó có : Đường kính răng của răng thứ nhất nhất lấy : D1 = Dmin Đường kính răng thứ hai : : D2=D1+2.0,032 mm 4.3.Xác định kích thước răng và rãnh chứa phoi : Tiết diện rãnh chứa phôi : FR=Ff . K Với : + Diện tích tiết diện của phoi : Ff = L . Sz = 65 . 0,06 =3,9 mm2
+Hệ số điền đầy rãnh ( Tra bảng4.3.3a theo Sz và σb = 500 N/mm2 ): K = 3
Tiết diện rãnh chứa phoi là : FR = 3,9 . 3 = 11,7 mm2
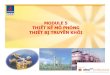
Với vật liệu lỗ then hoa chữ nhật là thép C30 khi cắt tạo phoi dây nên ta chọn được kết cấu của rãnh vả răng dao chuốt như hình vẽ dưới đây :h ≥ 1,13√FR=1,13.√11,7≈ 3,86 (mm) chọn h = 4mmCác thông số kích thước khác lấy theo kinh nghiệm như sau :t=(2,5 ÷ 2,8 ) h; r=(0,5 ÷ 0,55 ) hb=(0,3 ÷ 0,4 ) t ; R=(0,65 ÷0,8 )t
Vậy ta chọn được các thông số như sau : t=11;r=2b=3,5 ; R=8
Để tăng tuổi bền của dao mặt sau được mài theo cạnh viền f : Ở các răng cắt lấy : f = 0,05 mm Ở các răng sửa đúng lấy : f = 0,2 mm Góc trước γ tra bảng 4.3.3b HDTKDCC tập 2 ta chọn được : γ =150 Góc sau : -Ở răng cắt thô : α=30
-Ở răng cắt tinh: α=20
-Ở răng sửa đúng : α=1030’Để đơn giản cho việc chế tạo rãnh thoát phoi ta chọn kích thước rãnh thoát phoi của răng cắt thô , răng cắt tinh , răng sửa đúng là như nhau . vì vậy các răng có bước răng như nhau.*)Số răng đồng thời tham gia cắt :
Z0=[ Lt ]+1=65
11+1=6 răng. Vậy số răng đồng thời tham gia cắt nằm trong
khoảng 3÷6 răng , do đó dao định hướng tốt.*)Các kích thước ở mặt cắt ngang dao chuốt:
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 3

f=0,05b=3,5
h=4
=15°
R8
R2
t=11
=3°
Kết cấu răng và rãnh chứa phoi của răng cắt thô
f=0,05
b=3,5
h=4
=15°
R8
R2
t=11
=2
°
Kết cấu răng và rãnh chứa phoi của răng cắt tinh
Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
+Chiều rộng răng dao : B = bmax - 0,01=7,028-0,01=7,018 mm +Đường kính trong dao chuốt : d1 = dmin=36 mm +Cạnh viền và góc nghiêng phụ để giảm ma sát giữa lưỡi cắt phụ với thành lỗ :f = 0,8 mm ; α1=20
+Bán kính lượn của rãnh thoát đá khi mài cạnh viền : r =0,5mm
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 4

f=0,05b=3,5
h=4
=15°
R8
R2
t=11
Kết cấu răng và rãnh chứa phoi của răng sửa đúng
=1°30'
B=7,018R0,2
R0,5
d1=36
Răng cắt từ số 1 đến số 14 Răng cắt và răng sửa đúng từ số 15 đến số 41
B=7,018
1
R0,51=2°
R0,2
Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
*)Các kích thước đường kính răng : - Đường kính răng số 1 lấy bằng đường kính phần định hướng phía trước :D1 = D – 2A = 42 - 2.3 = 36 mmD2 = D1 + 2 . 0,032 = 36,064 mm -Đường kính từ răng thứ 3 đến răng thứ 50 là :Dn=D2+2.(n-2).Sz=36,064 + 2.(n-2).Sz
-Đường kính răng cắt tinh từ số 51 đến 53 là : D51=D50+2.Sz1=36,064 + 2 . 48 . 0,06 + 2. 0,048 = 41,92 mm D52=D51+Sz2=42,28+ 2.0,036 = 41,992 mm D53=D52+Sz3=42,34 +2.0,024 = 42 mm
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 5

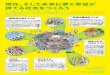
45 °
D2=34
45°
D1=36
D’1=28
45 °30 °
f=8×300
l 1=90a3=32
a2=1a=20a1=14
d=6
Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
-Đường kính răng sửa đúng từ răng số 54 đến số 58 bằng nhau và có trị số là : Dsđ=Dmax-δ với δ là lượng bù trừ do đường kính lỗ bị lay rộng , trong trường hợp này lấy δ = 0,01mm , do chiều dài lỗ then hoa L = 65 mm không lớn lắm .Vậy : Dsđ = 42,021- 0,01 =42,011 mm4.4.Kiểm tra sức bền dao chuốt : -Lực cắt thành phần Pz tác đụng lên mỗi răng có thể làm mẻ răng , song trường hợp này ít xảy ra . Lực cắt tổng hợp P dễ làm dao đứt ở tiết diện đáy răng đầu tiên.Điều kiện bền xác định ở mặt cắt đó như sau :
Trong đó : =200N/mm2 đối với thép C30 D1’ là đường kính đáy răng đầu tiên : D1’=D1 – 2.h =36 – 2 . 4 =28 mm P là lực cắt tổng hợp khi chuốt : P = q.B.Z0.k (N) q = 207 N/mm (Tra bảng 4.3.3g sách HDTKDCCN tập2) B ≈ 6 .5 =30 mm tổng chiều dài lưỡi cắt của 1 vòng răng Z0 = 6 số răng đồng thời tham gia cắt k = 0,93 trị số điều chỉnh lực cắt (tra bảng 4.3.3h sách 4.3.3h tập 2) Vậy P = 207.30.3.0,93=23101,2 N
σ bk= P
F= 4 P
π . 282 ≈ 150,15 Nmm2 ≤ [σb
k ]=200 N /mm2
Vậy dao thoả mãn điều kiện bền .4.5.Các kích thước kết cấu của dao :4.5.1.Phần đầu dao :gồm đầu kẹp l1 , cổ dao l2 , côn chuyển tiếp l3 a)Phần kẹp dao chuốt trong mâm cặp thay nhanh, chiều dài l1 : Tra bảng 4.4.1 sách HDTKDCCN tập 2 ta được bảng thông số sau:
D1 D1’ d f a1 a2 a3 a l1
36 28 6 8 14 1 32 20 90
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 6

Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
b)Phần cổ dao và côn chuyển tiếp : phần cổ dao dùng để nối dài dao cho thuận lợi khi chuốt , đường kính D2 = D1- (1÷2)mm => chọn D2=34 mm
Chiều dài l2 được tính từ điều kiện gá đặt : l2=lg-l3= lh+lm+lb-l3
l3 :chiều dài côn chuyển tiếp , chọn bằng l3=0,5 .D1=0,5 . 36=18 mmchiều dài gá , chiều rộng khe hở ,chiều dày thành máy và bạc gá được chọn như sau : lh=5 mm ; lm=25 mm ; lb=10 mm
Vậy : l2=5+25+10-18 = 22 mm4.5.2.Phần định hướng phía trước l4:
Phần máy dẫn hướng dao lúc bắt đầu chuốt, chiều dài l4 =(0,8÷1)Lchi tiết , nhưng không nhỏ thua 40 mm , vậy chọn l4=40 mm
Đường kính D4 lấy bằng đường kính lỗ trước khi chuốt , Với dung sai e8
vậy D4=36e8= mm4.5.3.Phần dẫn hướng phía sau :
Đường kính phần dẫn hướng phía sau lấy bằng đường kính răng sửa đúng , với dung sai f8, chọn : D6=42,011f8= 42,011−0.053
−0.020 mmChiều dài lấy bằng 0,5÷0,7 chiều dài chi tiết , chọn l6=15 mm4.5.4Phần cổ đỡ :
Tra bảng 4.4.1 sách DHTKDCCN tập 2 ta được các kích thước : l7=10 mm ; D7=20 mm ; f1=f2=1 mm
4.5.5.Lỗ tâm: dùng trong khi chế tạo dao và dùng khi mài sắc lại , tra bảng 4.9 được :
d=3mm ; D=7,5 mm ; L=7,5 mm; L1=3,6 mm ; L2=1 mm4.6. Điều kiện kỹ thuật của dao chuốt :- Vật liệu chế tạo phần cắt : thép gió P18- Vật liệu chế tạo phần cán : thép C45- Độ cứng sau nhiệt luyện :
+Phần cắt và phần định hướng phía sau : HRC =62÷65+Phần định hướng phía trước : HRC =60÷65+Phần đầu dao ( phần kẹp ) : HRC = 40÷47
- Độ nhám bề mặt : +Cạnh viền răng sửa đúng :Ra = 0,32+Mặt trước , mặt sau răng , mặt côn làm việc của lỗ tâm :Ra = 0,65+Mặt đáy răng , đầu dao , côn chuyển tiếp : Ra = 1,25+Các bề mặt khác ( không mài) :Rz=2,5
- Sai lệch bước ,chiều cao răng , bán kính rãnh theo cấp chính xác js5 :
t=11−0,0025+0,0025 ;h=4−0,002
+0,002 ; R 1=2−0,002+0,002 ; R 4=8−0,0025
+0,0025
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 7

Đồ án môn học Thiết Kế Dụng Cụ Công Nghiệp
- Dung sai đường kính các răng cắt thô No1÷No60 : - 0,015 mm- Dung sai đường kính các răng cắt tinh No61÷No63 : - 0,012 mm- Dung sai đường kính các răng sửa đúng : No64÷No68 : - 0,008 mm- Sai lệch đường kính phần dẫn hướng phía trước tra theo e8: D4=36e8= 36−0,073
−0,04 mm_Sai lệch đường kính phần dẫn hướng phía sau tra theo f8 :
D6=42,011f8 =42,011−0,053−0,020 mm
_Sai lệch góc :+Góc trước : γ±20
+Góc sau của răng cắt : α±30’+Góc sau của răng sửa đúng : α±15’
_Độ đảo hướng kính của đường kính ngoài răng cắt tinh và răng sửa đúng phải nằm trong giới hạn dung sai của đường kính tương ứng . Độ đảo phần còn lại không vượt quá 3 lần dung sai của đường kính tương ứng ._Ký hiệu dao :
D42H7-d36H11-b7F8-Z8-P18- ĐHCNHN
HẾT
Sinh viên thực hiện: Nguyễn Hữu Triển –CK4–K8-ĐHCHN 8